DIGITAL SUPPLEMENT FOR THE AUDIENCE OF CANADIAN PACKAGING
TC Continental flexes its muscles with acquisitions;
Cascades keeps in the flow with proactive capital investments; A look at how Ellis
Packaging West grows its business by refusing to sweat the small stuff; The link between inks and growing the brand.
François Olivier, President and CEO, Transcontinental Inc.
BEST EVER PAC ADVERTISING OPPORTUNITY…
13,500 principal
Canadian Packaging magazine will see PAC Connect when it binds into the February issue of Canadian Packaging.
2,300
corporate PAC members will receive PAC Connect magazine in the mail separately.
4,000 extra copies of the stand-alone PAC Connect magazine will be printed for distribution at PAC events in Canada and in the United States.
x3546 badelt@annexbizmedia.com
FLEXIBLE PACKAGING JUGGERNAUT ON HOME TURF WITH LATEST ACQUISITION
Montreal-headquartered Transcontinental Inc. is continuing to grow its flexible packaging business at a rapid pace with the acquisition of Les Industries Flexipak Inc. earlier this month—its fifth major strategic acquisition since the formation of TC Transcontinental Packaging in 2014.
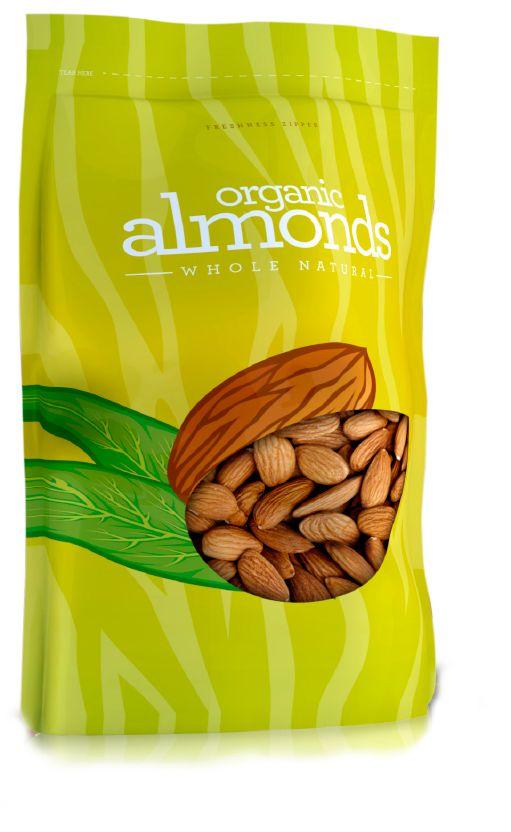
Founded in 1998 by Charles Boustany and nowadays employing 55 people, Montreal-based Flexipak specializes in flexographic printing, lamination, and the production of bags and pouches for customers in the CPG (consumer packaged goods), food processing and retail industries, with a strong focus on including frozen fruits and vegetables, seafood, snacks, grains, nuts and beverage (shrink films) markets.
Notably, it is the first flexible packaging company in Québec to have been awarded the vaunted BRC Packaging Certification, first standard in the world to be recognized by the Global Food Safety Initiative (GFSI )
François Olivier, President and CEO, Transcontinental Inc.
“The fact that we were chosen by TC Transcontinental is an indisputable validation of our successful business model,”
benchmarking committee, with an AA grade.
“I am excited to announce this fifth flexible packaging acquisition in North America, and our first in the province of Québec, which marks yet another step in the development of our North American network,” say TC Transcontinental’s president and chief executive officer François Olivier.
“This transaction extends our footprint to Eastern Canada by adding a Montréal-based facility equipped with a state-of-the-art platform, and it gives us the opportunity to further develop our existing business relationships with retailers in the country.”
Says Olivier: “Driven by its belief in outstanding customer service and innovation, Flexipak has a strong family business culture that will naturally blend with ours.
“Flexipak has been a family-owned business for nearly 20 years, and I am very proud that it is joining a solid family-controlled corporation headquartered in Montréal,” says Flexipak founder and president Charles Boustany.
“The fact that we were chosen by TC Transcontinental is an indisputable validation of our successful business model,” he states. “TC Transcontinental is led by seasoned
“We are truly delighted to welcome Flexipak’s employees to the TC Transcontinental and look forward to growing our flexible packaging business with them,” says Olivier, adding TC Transcendental intends to retain all current Flexipak managers and employees—including general manager Karl Boustany.
leaders who foster a long-term vision to grow its flexible packaging division, and I am confident that Flexipak’s talented team, led by my son Karl, will continue to thrive as part of TC Transcontinental Packaging’s North American network with a continued focus on quality and excellent customer service.”
Says Boustany: “Our two companies are a natural fit, and TC Transcontinental’s entrepreneurial spirit, core values and strong culture will undoubtedly resonate with Flexipak’s employees as they embark on this new chapter.”
The Flexipak team poses for a group picture just outside the company’s BRC-certified flexible packaging products converting facility in Montreal.
THE WESTERN UNION
Strategic West Coast acquisition provides another perfect fit for the fast-growing flexible packaging products powerhouse
BY GEORGE GUIDONI, EDITOR
Building a trail-blazing industry leader from scratch in a fiercely competitive market can be a daunting endeavor.
But for the Montreal-headquartered TC Transcontinental, the publiclytraded company’s robust growth in the North American flexible packaging industry in the last three years bears all hallmarks of a sound business plan carried out to textbook perfection.
Since its formation in the spring of 2014, the TC Transcontinental
Packaging division has orchestrated a string of well-executed strategic acquisitions that have boosted its status and market reach in leaps and bounds—today ranking as one of the 25 largest North American producers of flexible packaging products.
Starting with the 2014 acquisition of Clinton, Mo.-based Capri Packaging and following up with the 2015 buyout of Brooklyn, N.Y.-based Ultra Flex and Lenexa, Ks.-based Robbie Manufacturing in the summer of 2016, TC Transcontinental’s strategic
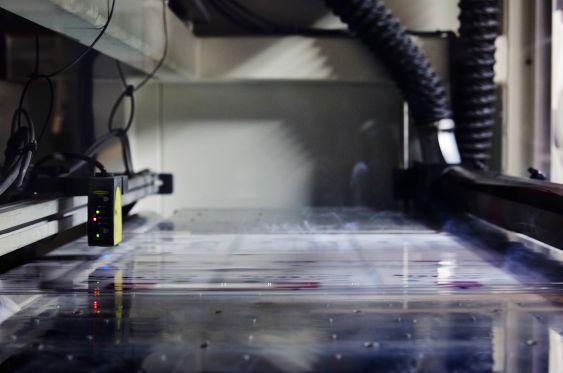
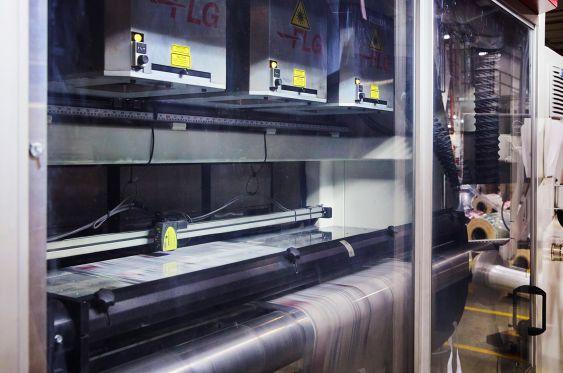
ABOVE: Equipped with state-of-the-art film production and converting equipment, the vertically-integrated Flexstar operation in Richmond, B.C. runs a busy 24/7 production schedule throughout most of the year to produce high-quality flexible packaging products for a diverse range of customers across western North America serving the cereal,–nutrition bars, confectionary, frozen foods and coffee markets.
LEFT: Transcontinental Flexstar general manager Marc Bray credits proactive investment in new machinery and skill training for the operation’s success.
A roll of pre-printed film loaded onto the high-speed pouchmakin machine to be converted into finished flexible pouches.
move into the world of flexible packaging has proven to be a resoundingly astute example of business diversification leveraging the company’s traditional strengths in the printing and publishing industries.
And while its latest acquisition may not have been its largest, the October 2016 purchase of the Richmond, B.C.-based Flexstar Packaging Inc. has a comforting patriotic vibe to it well befitting one of Canada’s most illustrious and successful business enterprises generating about $2 billion in annual revenues.
As company president and chief executive officer Francois Olivier stated at the time,“I am proud of this latest acquisition in
our strategy to grow our flexible packaging network as it is our first in Canada.
“Flexstar enables us to extend our footprint to the West Coast,” Olivier explained, providing us a coast-to-coast platform to better optimize our production.
“In addition, it brings us new manufacturing capabilities with film extrusion, a complementary sales force, and the ability to generate additional synergies.”
For Flexstar Packaging president and cofounder Marc Bray, who has headed the company since its inception in 2005, the opportunity to take the company to the proverbial next level of growth as part of the fast-growing TC Transcontinental Pack-
aging group of companies is a resounding validation of Flexstar’s own stellar record of organic growth that helped it generate $36 million in the fiscal 2016.
MUTUAL BENEFITS
“The sale to TC Transcontinental was a very good strategic move for our company,” says Bray, “and we believe it was mutually beneficial.
“TC Transcontinental brings the overall experience and organization of a large manufacturing company in addition to significant financial resources to continue to grow our position in North America,” Bray told the Canadian Packaging magazine in a
Machine operator at the Flexstar converting facility making on-the-fly adjustments to the wide-format laminator, manufactured by the Nordmeccanica Group, processing high-quality packing films used to produce high-barrier flexible packaging for a diverse range of food industry applications.
A high-speed pouchmaking machine in full-action mode at the Transcontinental Flexstar converting facility in Richmond, B.C.
recent interview.
“For its part, Flexstar Packaging provides TC Transcontinental Packaging with an expanded North American footprint to the West Coast, an experienced, highly skilled workforce, and some unique capabilities such as radial laser scoring and new blown film specifications.”
Employing 135 people, the company’s vertically-integrated Richmond operations comprise a state-of-the-art 61,000-squarefoot film extrusion facility and a next-door 30,000-suare-foot converting facility housing all the slitting, bagmaking and radial laser scoring equipment.
Throughout most of the year, both facilities operate on a busy 24/7 production to produce high-quality flexible packaging— both rollstock and pre-made bags—for customers in the cereal, granola bars, confectionary, frozen foods and coffee markets, Bray relates.
“Over 90 per cent of our products are used in direct food-contact applications,” he notes, “and while we ship our products across North America, our primary focus is on western North America.
As Bray explains, Flexstar Packaging has continually invested in the most technolog-
Armed with an array of strategically-positioned Banner R58 Expert series registration mark sensors, the laser-scoring/perforations systems at the Flexstar facility enables the company to add a diverse range of enhanced value-added packaging features..
ically advanced production and converting equipment right from the outset, combined with ongoing skill training for its machine operators and all other employees to maximize its technology investment.
“We find that our location provides a very good environment to find a skilled and educated workforce to support our growth in technology and machinery,” says Bray, “and we have been successful in adjusting our schedule for peak demands by cross-training our workforce to increase our production flexibility.”
The formidable combination of best-ofbreed technology, process expertise and a highly-trained workforce has played a large part in making Flexstar an attractive investment proposition for TC Transcontinental
Packaging to extend its North American footprint, Bray reasons.
“It was a very good cultural fit and the transition process has been excellent,” he states.
“We also believe that the acquisition allows us to better optimize our production and better support our customer base.
“As part of TC Transcontinental Packaging, we are happy to move forward driven by its vision to be a North American leader in flexible packaging,” Bray proclaims.
“We are very confident that the years ahead will be successful and marked by many notable accomplishments.”
BEST IN THE WEST
According to Bray, Flexstar’s confident
mindset is well-supported by an impressive list of technological innovations and breakthroughs that the company has been able to bring to market over the years, including:
• Being of the first converters in western North America to offer HD Flexo printing process capabilities, developed by leading global prepress technologies supplier ESKO, using high-quality digital printing plates to superior print quality rivaling that of gravure and offset printing.
• Developing several commercial retort lidstock and numerous hot-fill applications for liquids using its pre-made pouch technology.
• Developing many internal blown film specifications for specialty packaging
applications.
• Developing unique laser-scored opening features and perforation patterns using an advanced web radial laser score technologies, with further investment in this technology planned for 2018.
• Working jointly with Dow Chemical Canada to develop a recycling-ready multilayer barrier pouch that qualifies for the How2Recycle label certified by the Sustainable Packaging Coalition (SPC).
“We are the most vertically integrated flexible packaging operation in western North America,” says Bray.
Boasting a wealth of advanced leadingedge production and converting technologies that includes three flexo presses, three laminators, three bag machines, blown film extrusion, slitting, and laser scoring/perforations.
“We are a full service shop and can do full graphic separations, HD flexo printing, expanded gamut printing and internal platemaking,” Bray points out.
“Our facility has been undergoing investment and change since our inception in 2005, and every piece of equipment we operate is new,” says Bray.
“It is all part of the transformation of this facility to be a highly technical, fullservice convertor to support our growing customer base,” he states.
“We have followed a strategic investment platform and have developed a flexible machine roster—a key in providing the service levels required for our customers to be successful in their business.”
Bray says the flexible packaging industry, like other packaging sectors, is constantly challenged by rising customer
expectations for superior quality and service, as noted by pronounced trends to:
• Shorter lead times. “Improving the product speed-to-market has created the need for us to improve our overall manufacturing flexibility to manage short turnarounds, un-anticipated opportunities and new product launches,” Bray explains.
• Enhanced Graphics. The need to create more effective shelf appeal for the product through HD (high-
definition printing) expanded gamut printing, metallic inks, spot matte coatings and other value-added features.
• Technology. Utilizing new materials and package features like laserscore opening, venting for frozen microwave applications, alternate barrier materials to increase product freshness, etc.
• Information. Using ERP (Enterprise Resource Planning) data to improve
The towering, high-output Windmoeller & Hoelscher plastic film extruder supplies the vertically-integrated Flexstar operations with the vast majority of its multilayer film requirements.
shipping, invoicing, and inventory accuracy.
“This also helps us manage raw mate- rials by using historical usage information across the customer base,” says Bray.
“Today’s consumer trends towards healthy eating, convenience, snacking, sustainability and mobile technologies are all driving demand for new packaging innovations, designs and formats,” he notes.
LEAD POSITION
In addition to addressing these key marketplace trends, Flexstar Packaging is also keenly aware of its CSR (corporate social responsibility) obligations insofar as reducing the company’s environmental footprint, Bray asserts.
“Flexstar is a leader in Western Canada in terms of sustainability programs, having made significant strides in material recovery, waste reduction and recycling,” Bray states.
“We separate our wastestreams and recover over 95 per cent of our raw material scrap, which earned us a
2008 BC Export Award for sustainability,” he notes.
According to Bray, the Richmond plant is also planning to begin installing a highefficiency 50,000-cfm (cubic feet per minute) regenerative thermal oxidizer by the end of this year, which will enable it to capture and destroy over 98 per cent of the VOCs (volatile organic compounds) generated by the facility’s operations.
Bray says he is very encouraged by the fact that Flexstar Packaging and TC Transcontinental Packaging are both on the same page in respect to environmental sustainability and other key CSR objectives.
Recycling-ready multibarrier stand-up pouch certified by Sustainable Packaging Coalition.
“For TC Transcontinental, social responsibility is all about achieving sustainable profitability in the pursuit of its business activities, while safeguarding a healthy environment and being engaged in the communities we serve,” says Bray, exuding plenty of optimism about Flexstar’s future business prospects as part of the TC Transcontinental Packaging group.
“I believe that TC Transcontinental Packaging has grown the way it has because of its obsession with anticipating its customers’ needs,” Bray opines.
“We intend to follow this path by constantly evolving to stay close to our customers and partnering with them to ensure their success, since their success is our success.
“If we continually move forward and improve, we feel we can maintain our edge on any competitor by focusing on delivering the highest possible level of value, quality, product performance and speed-tomarket.
Says Bray: “This is a competitive business, with plenty of competition from both North American and off-shore converters.
“Because we produce a very wide range of products, we have many competitors,” he concludes, “but having said that, we are very confident in our abilities to listen to our customers attentively, to understand their needs, to deliver optimal packaging solutions to preserve their products, and to continue to bring them true value through continued knowledge, creativity and dedication.”
TIME WELL SPENT
Leading Canadian corrugated producer keeps in step with changing market needs through proactive capital investment and a formidable manufacturing skillset
It always takes time to see massive new capital investment start earning its keep with concrete bottom-line results: the key is using that time wisely.
In this light, the last year-and-a-half has been a masterstroke of brilliant time management at the Cascades Inc. corrugated packaging products plant in Drummondville, Que.
Today housing one the fastest corrugating machines in the world, along with one of the fastest sheetfed printing presses on the planet, the 350,000-square-foot containerboard facility makes a compelling case for the virtues of proactive investment in production capabilities, plant modernization and skill training as prerequisites for long-term success in one of the most fiercely competitive packaging market segments out there.
Originally started up back in 1985, the Drummondville plant has undergone an estimated $26.4 million in various capital upgrades in the last three years—partly aided with a $6-million loan from the province’s Investissement Québec agency—including a 45,000-square-foot plant expansion required to accommodate installation of a mammoth 332-meter-long BHS Corrugated -built corrugator with the capacity to produce over 2.4 billion linear feet of high-quality corrugated board per year.
Boasting capacity to produce over 2.4 billion linear feet of high-quality containerboard per year, the highspeed corrugating machine supplied to the Cascades Drummondville plant by BHS Corrugated is the centerpiece of a comprehensive $26.4-million capital investment upgrade project carried out at the facility over the past three years.
CORRUGATED PACKAGING
“The Drummondville expansion is a concrete example of our continuing efforts to modernize our manufacturing equipment,” Mario Plourde, president and chief executive officer of the Kingsey Falls, Que.headquartered paper packaging and tissue products group stated at last month’s official unveiling of the plant’s new technological prowess to its customers, suppliers, media and key government officials.
“By investing in high-performance and state-ofthe-art technology such as that used in Drummondville, the company not only consolidates the plant’s 214 jobs, but also its position as a leader in containerboard packaging in Canada and the northeastern U.S.,” Plourde told attendees to the inauguration ceremony, which also included the province’s minister of economy, science and innovation Dominique Anglade and Laurent Lessard, provincial minister responsible for the Centre-du-Québec region.
As one of Quebec’s leading manufacturers and exporters, Cascades generated revenues of just over $4 billion in 2016, with the Container Packaging Group accounting for 34 per cent of that total—slightly ahead of the tissue business (32 per cent) and well above the company’s Specialty Product Group (15 per cent) and its European boxboard assets (19 per cent).
Currently ranking as the sixth-largest containerboard producer in North America, the group employs more than 3,400 people at five linerboard and corrugated medium mills and 18 converting plants across
Canada and northeastern U.S.—using primarily recycled fibers to manufacture its products.
With the lower Canadian dollar helping the containerboard business grow its exports to the U.S., the Drummondville plant looks well-positioned to benefit from the successful infusion of new production capabilities and a more efficient work process related to the significant investment in the facility’s infrastructure.
According to Cascades Containerboard Pack-
aging president and chief executive officer Charles Malo, “This new equipment allows us to produce higher-quality packaging and increases our efficiency and flexibility to better serve our customers.
“Along with the purchase or construction of new plants in Connecticut and New Jersey, this investment demonstrates Cascades’ desire to grow and gain market share,” said Malo, while also acknowledging “the outstanding dedication of employees and partners who helped make this project possible.”
Cascades Containerboard Packaging president Charles Malo addresses invited guests attending the commemorative ceremony.
Drummondville plant manager Marco Buist.
Running flat-out on a 24/7 schedule, the new BHS corrugator at the Cascades containerboard manufacturing plant in Drummodville can achieve super-fast operating speeds of up to 1,500 feet per minute.
With maximum running speeds of up to 1,500 feet per minute (440 meters per minute), the towering 110-inch-wide BHS corrugator was naturally the focal point of the plant’s comprehensive capital upgrade that has helped turn the Drummondville plant into a high-volume operation running a flat-out 24/7 production schedule, stopping only for the required machine maintenance.
“In addition to buying the corrugator from BHS, we also bought their full training program for the machine to enable our mechanics to keep the corrugator in perfect running condition at all times,” Drummondville plant manager Marco Buist told Canadian Packaging during last month’s facility tour.
Manufactured in Germany by BHS Corrugated, the new highspeed corrugating machine running the full length of the plant floor has enabled the Drummondville containerboard facility to boost its daily output levels by 150 per cent since startup.
“It is a very high-quality machine, loaded with the best technology in the market,” said Buist, stressing the importance of each of the four five-person rotating teams operating the corrugator in 12-hour shifts using exactly the same steps, procedures and processes to ensure maximum machine uptime and productivity levels.
As Buist pointed out, the BHS corrugator has already boosted the plant’s output levels by 2.5 times since replacing the original older-model corrugator, while also achieving notable energy and water consumption savings.
It has also proven to be very efficient in terms of waste, whereby less than eight percent of the paper
A special display depicting a giant roll of corrugating medium being loaded onto the BHS corrugator inside the Drummondville facility was assembled with digitally-printed blocks of corrugated board produced at the high-volume operation.
used in board production ends up left behind as trimmings—ready to be recycled again as OCC (old corrugated cardboard) to make yet more boxes.
Working in tandem with the plant’s five heavy-duty printing presses—including the new super-highspeed EVOL flexo-folder-gluer (FFG) from Mitsubishi Heavy Industries (MHI) reaching speeds of up to 35,000 sheets per minute—the new corrugator has enabled the Drummondville plant to generate record revenues of about $125 million in the last year, according to Buist.
As Buist explained, the Drummondville plant uses its presses to convert about a billion square feet of corrugated board into finished boxes on-site, while
CORRUGATED PACKAGING
shipping the rest of its output in stacks of sheets to its sister plants in Victoriaville, Que., and Montreal—to be turned into other, more high-graphics corrugated boxes and displays requiring additional colors and special varnishes or other finishes.
As for the finished boxes made at Drummondville, two-thirds of them are shipped to the company’s clients in the food and healthcare industries throughout Quebec, Ontario and parts of northeastern U.S.
According to Malo, the high-volume, high-speed Drummondville operation offers a model blueprint for other new containerboard facilities operated by Cascades, including the new US$80million containerboard and packaging plant that the company plans to open up next year in Picataway, N.J.
“This is what we see as the future in
this industry—high volume, high quality and very quick turnarounds,” Malo said, adding the Drummondville plant is also looking to expand its digital printing capabilities to handle shorter production runs without the expense of printing plates.
“The BHS corrugator is a very efficient machine providing us with the high-quality product and the fast time-to-market that are essential to succeeding in this industry—producing a strong but lightweight product that our customers are looking for nowadays,” said Malo, citing the fastgrowing e -commerce retail segment as one of the key drivers behind the ongoing resurgence of market demand for corrugated packaging in North America.
“The e-commerce retailers represent the fastest-growing market opportuni -
TOP RIGHT: A sampling of the high-quality corrugated containers produced and printed at the Cascades containerboard manufacturing facility in Drummondville and used by some of Quebec’s leading brand-owners to ship their products to market.
RIGHT: Quebec’s minister of economy, science and innovation Dominique Anglade (fourth from left) joins Cascades officials and other dignitaries in a ribbon-cutting ceremony commemorating the Drummondville plant’s successful capital upgrade completion.
CORRUGATED PACKAGING
ty for corrugated producers,” he said, “and we believe that we now have everything in place at Drummondville in terms of equipment and training to maximize that opportunity for our benefit.”
Being a vertically-integrated producer also allows the Drummondville plant to achieve additional cost-saving by securing its raw materials like linerboard and medium from Cascades-owned paper mills, including the Greenpac mill in Niagara Falls, N.Y. (liner), Kingsey Falls (liner) and Cabano, Que. (medium), according to Drummondville plant sales rep Louis Bernier.
“While most of the boxes made here are single-wall brown boxes, about five per cent of the boxes are made with a white exterior to suit specific demands of customers in the food industry,” Bernier pointed out.
“Companies like dairy producer Saputo and chicken processor Olymel, for example, require a nice, neatlooking box to put their butter or processed chicken products inside, which we can also accommodate with the BHS corrugator.”
Bernier said the Drummondville plant currently produces nearly 80 different board grades, the vast majority of them used in the construction of B- or C-fluted containerboard.
“Ultimately we will try to narrow it down to about 50 board grades,” Bernier related, “in order to achieve further process efficiencies by have less changeovers on the corrugating machine.
“Our job is to provide the customers with the per-
A close-up of white-top corrugated containers produced at the Drummondville facility that are printed with some recently-iinstalled digital printing equipment that does not use traditional printing plates to generate text and logos on the boxes.
fect grade of board for their needs: strong enough to carry their product without the excess weight of the packaging, which can affect the pricing of their product,” said Bernier, noting the plant makes extensive use of advanced ECT (Edge Crush Test) techniques to produce the optimal packaging solutions for its clients, which include leading food heavyweights like Cargill, AgroPur, Leclerc and General Mills, among others.
Said Bernier: “This plant is all about providing customers with the best-quality boxes made in the most efficient way possible at the best price-point.
“If we can’t do that, there are plenty of other competitors who will,” he concludes, “which is why the capital investment made in this plant is so important both for this location and for Cascades’ containerboard business in general.”
PAINTING BY NUMBERS
Printing inks manufacturers working harder than ever to help brand-owners meet their growing list of packaging goals and objectives
BY GEORGE GUIDONI, EDITOR
As the modern global packaging industry continues to evolve at an accelerated pace to respond to the global population’s growing demands for more consumer packaged goods (CPG) of all types, so do the industries serving the world’s leading suppliers of packaging products and their end-use clients.
Nowhere is this more evident in the growing, but highly competitive market for the package print-
ing inks and coatings used to turn lifeless packages made of paperboard, rigid plastic or flexible films into engaging, attention-grabbing merchandising vehicles for brandowners to differentiate their products on the retail shelves or, increasingly, in the e-commerce space.
According to a recent report from the New York City-based market research and consulting firm P&S Market Research, the global printing inks market is expected to grow at a compound annual growth
A pouch of roasted peanuts treated with the SunBar oxygen-barrier coating for longer shelf-life.
A flexible stand-up pouch treated with the SunInspire specialty coating to achieve a pearlescent visual effect.
rate (CAGR) of 4.7 per cent over the next five years— reaching almost US$23.9 billion by 2023—with packaging and labeling applications accounting for a healthy part of that growth.
“Factors such as rising GDP (gross domestic product), increasing disposable income, growing youth population and the continuously changing lifestyles of consumers would result in significant growth in demand for packaged goods,” the report states. “Such trends are expected to have a positive impact on the global printing inks market during the forecast period.
“The global printing inks market is driven by the growth in the packaging industry in countries such as the U.S., China and India,” the P&S study says, “and the use of printing inks in packaging industry is expected to further rise during the forecast period on account of their increasing applications in tags and labels, metal cans and flexible materials.”
To benefit from that growth, however, leading global ink companies must offer packaging end-users more advanced UV-cured inks and more eco-friendly, waterbased formulations “to ensure optimal efficiency and short production time,” the report notes, citing regulatory frameworks such as the FDA (U.S. Food and Drug Administration), and Federal Food, Drug, and Cosmetic Act in the U.S. that prohibits the usage of inorganic solvents and toxic metals such as lead, mercury, cadmium and hexavalent chromium.
“The growing trend for adopting environment-
friendly is expected to improve the efficiency and reduce the harmful effects of inorganic and toxic materials used in conventional printing inks,” the P&S report states.
For leading ink companies like Sun Chemical Corporation, Parsippany, N.J.-headquartered subsidiary of the global industrial chemicals group DIC Corporation of Tokyo, Japan, such trends point to the need for ever-closer collaboration with the company’s vast client base in the packaging arena.
“We provide much more than just inks today” says Rod Staveley, president of Sun Chemical Canada in Brampton, Ont.
“We constantly work with our partners to develop innovative solutions that could lower the weight of a package, for example, offer a security solution to combat counterfeiting, or provide an effective a barrier from contamination.
As Staveley explains, “Sun Chemical offers a wide range of custom-tailored technical support: from polymer design and synthesis and color science to pigment synthesis, chemical analysis, and materials characterization.
“It is not unusual for us to be asked for a specific type of ink color or varnish that didn’t previously exist,” he states, “but it is always or goal to help customers achieve the previously unachievable.
“We often utilize our technical team to develop a solution to get them what they need along with the
appropriate type of finish, whether it is a gloss or matted look.”
“We can provide inks with stronger colors and densities for a variety of substrates,” says Staveley, citing a “plethora of packaging challenges” facing brand-owners in meeting all the regulatory and environmental
A sampling of high-end glass containers decorated with Sun Chemical’s SunVetro organic UV screen inks.
requirements while still developing effective and attractive packaging to sell their products.
“Regulatory and recycling concerns to keep food and consumers safe have all led to safer and improved packaging,” Staveley notes, “but these trends and demands have often created other problems for the packaging engineer.
“Brand-owners and consumers may want extended shelf-life, for example, but this often runs counter to the desire to downsize packaging to reduce cost and waste,” he explains.
“Product packaging may be just one aspect of contemporary brand management, but the reality is that it reaches into many areas of business-critical concerns,” says Staveley, citing product identification, presentation and storage, environmental, protection against contaminants, and anti-counterfeiting features as some of the most requested perfromance attributes demanded by today’s CPG clients.
“There are also promotional concerns such as point-of-sale product differentiation, promotional offers and contests, integration with online/social media, consumer loyalty, repeat purchase and consumption,” Staveley adds. “Moreover, packaging now needs to be
informative with product information, traceability, storage and usage instructions, ingredient labeling, health information, allergens and recycling details.”
To maintain it status as a leading supplier of printing inks and coatings for packaging applications, Sun Chemical has delivered several innovative new purposed products into the market in recent years, including:
• The SunInspire specialty coatings, formulated to enable a brand’s product packaging to stand out on store shelves visually through high-luster metallic, fluorescent, glitter, pearlescent, and iridescent finishes.
• Designed to engage the consumers’ sense of touch, the new SunInspire tactile coatings—ranging from coarse and gritty to soft and smooth—help create a more interactive consumer experience through the use of specialty color-shifting, reticulating, and other aromatic coatings, Staveley relates.
• For their part, the relatively new SunBar oxygen-barrier (aerobloc) coatings are designed to enable effective package lightweighting of packaging eliminating the need to insert EVOH (ethylene vinyl alcohol) polymer layers in the packaging
structure from packaging, while also improving the laminate flexibility.
“These innovative oxygen-barrier coatings provide a smooth, homogenous, pinhole-free layer that can be easily overprinted with inks and laminated to a variety of secondary films to provide effective, recyclable, biodegradable and press-ready packaging substrate with a reduced carbon footprint,” Staveley points out, “and easy application with few changes to existing equipment.”
As Staveley reveals, Sun Chemical has formed a partnership with overlaminate manufacturer acpo, ltd. of Oak Harbor, Ohio, to provide pre-coated films directly to packaging converters.
“Sun Chemical’s relationship with its converting partners is critically important to our success,” Staveley notes.
• Jointly created with leading anti-counterfeit and authentication technologies developer Document Security Solutions (DSS), the new AuthentiGuard coatings utilize covert readable tagging systems, special-effect inks and smart sensor technologies to help-brand owners, supply chain personnel and consumers to validate product authenticity with a smartphone.
Rod Staveley, President, Sun Chemical Canada.
Thomas Griebel, Key Account Manager, Packaging Inks, North America, hubergroup Canada Ltd.
• Developed to help brand-owners decorate their glass and ceramic packaging with bright and vibrant effects to liven up the shelf presence, the SunVetro series of organic UV screen inks significantly expand the color gamut compared to the traditional frit glass bonding process, according to Staveley.
“This allows brand-owners to not only produce standout designs directly decorated on the glass,” he says, “but to do so using real brand colors that meet the current industry regulations regarding heavy metals and VOC (volatile organic compound) content.”
• Addressing sustainability, the SunSpectro SolvaGreen flexographic and gravure solvent-based inks—developed for surface-printing of biodegradable films— are formulated with naturally-derived resins and additives, while the SunVisto AquaGreen water-based inks are formulated with high levels of biorenewable sourced resins and deliver the required critical performance attributes needed across a range of paper packaging applications.
“Products today must work ever harder to compete for consumers’ attention in an increasingly multichannel environment for both promotion and purchase,” sums up Staveley, “and brands only have an average of about six seconds to make an impression.
“That’s why Sun Chemical will continue to work closely with brand-owners and their converting partners to provide the right solutions for all their diverse needs.” The need for this collaborative approach is readily
“Brand-owners and consumers may want extended shelf-life, for example, but this often runs counter to the desire to downsize packaging to reduce cost and waste,”
echoed by Dr. Thomas Griebel, North American key account manager for packaging inks at hubergroup Canada Limited, Mississauga, Ont.-based subsidiary of German inks giant hubergroup.
“We believe that with our vision of working together as a team and following our motto, ‘More than just ink,’ enables printers to delight their CPG customers, while delivering healthy returns to our shareholders,” says Griebel.
“Printing inks and coatings are still the major design component used to attract the consumer attention, with more and more challenging packaging designs requiring new ink properties that allow the combination foilstamping, optic and haptic impressions from specialty coatings with conventional or UV curing inks.”
Citing hubergroup’s long experience working with converters supplying packaging to the food industry, Griebel says the company’s expertise in formulation of low-migration inks wills serve it well as more stringent food-contact and environmental regulations come into force in North America and around the globe.
“Our low-migration ink solutions help ensure highest productivity and safety to our customers and safety at the same time,” says Griebel, noting that it’s been 15 years since hubergroup commercialized its flagship MGA Corona conventional low-migration offset ink system.
“Based on our significant history in the low-migration field, we have become are a trusted partner and advisor to our customers when it comes to safe food packaging,” Griebel says, citing the company’s growing product portfolio comprising high-impact ink solutions for offset UV, AQ and UV flexo printing, and solvent-based inks for flexible packaging.
“In my role as product manager for our packaging program, I field questions about chemical migration, food contact, sustainability and regulatory compliance on a daily basis,” says Griebel.
“When it comes to food packaging, all of the aforementioned inks have to be completely safe and not compromise the packaged goods in any way,” Griebel sums up.
“This vision, combined with our dedication to the packaging market, forms the foundation for us to fulfill mission to be the preferred supplier of printing ink solutions in North America.”
FREEDOM OF THE PRESS
Advanced printing press technology and superior customer service keep family-owned paperboard converter finely attuned to customer expectations and marketplace trends
BY ANDREW JOSEPH, FEATURES EDITOR
PHOTOS BY COLE GARSIDE
Treating your customers the way you want to be treated is a timeless golden rule in any line of work. But even doing that is not quite enough for the folks in charge of The Ellis Group, a well-respected converter of folding cartons and other paperboard packaging that thrives on exceeding its customers’ expectations—day in and day out.
Celebrating its 35th anniversary next year, the familyowned enterprise—founded by Bill Ellis in 1983 as Ellis Packaging in Pickering, Ont.—is in many ways a living embodiment of the virtues of putting customers first, whatever the short-term cost.
This principled customer-centric approach to business has paid off in a big way over the years in terms of
enabling The Ellis Group to cultivate a remarkably loyal customer base in the food-and-beverage, pharmaceutical and other CPG (consumer package goods) industries served by what is the largest family-owned package printing company operating in Canada today.
The Ellis Group, led by Ellis Packaging president Cathy Ellis, her brother Dave Ellis, and John Clarke, boasts three state-of-the-art production facilities:
• the 85,000-square-foot Pickering plant Ellis Packaging Limited specializing packaging for food, confectionary, healthcare, cosmetic and personal care products;
• the 50,000-square-foot Ellis Paper Box Inc. operation in Mississauga, Ont., focusing primarily on phar-
operators second
and first pressman Claude Lambert, in front of the company’s new Komori Lithrone GX40 seven-color in-line press, exhibiting an example of printed paperboard packaging for Canadian frozen food retail chain customer M&M Meat Shops.
From left: Ellis Packaging West vice-president Scott Dostal, president John Clarke and press
pressman Jessie Graham
maceutical and personal care packaging;
• the 50,000-square-foot Ellis Packaging West, Inc. production facility in Guelph, Ont., devoted to food, confectionary, fish, produce and beverage carrier markets.
As Ellis Packaging West president John Clarke, who recently celebrated his 25th anniversary with Ellis relates, each of the three plants has seen extensive investments over the past few years in order to maintain a competitive leading edge, given the rapid market and technological changes transforming the paperboard converting industry within Canada.
“The folding carton industry is a rapidly consolidating industry,” Clarke told Canadian Packaging on a recent visit to the Guelph operation. “If you don’t continually reinvest in newer and cutting edge technology, you could quickly lose market share, especially of late, to the larger international entities rapidly expanding their footprint here in the Canadian market.
“Not only did we replace every bit of machinery here in Guelph within the first five years of acquiring it in 2002, we have continued to add and replace incrementally virtually every year since,” says Clarke, who
A Bruasse 105SEF hot-foil stamper from the BOBST Group is used by Ellis Packaging West to apply a metalic gold foil to the paperboard packaging of
A Sentinel automatic inking system on the Komori GLX40 seven-color press ensures it does not run out of ink from Sun Chemical while also preventing accidental overfilling.
A sample of the paperboard products produced at the Guelph facility of Ellis Packaging.
Ellis Packaging now owns two of the three Komori Lithrone GLX40 presses installed in North America including this seven-color inline press model at the Guelph operation.
transferred from the Pickering facilities to head the Guelph operation when it was first acquired from a struggling local converter that was in imminent danger of closing shop.
“The company we purchased was really struggling due to its lack of technology, reinvestment and, consequently, a malaise of morale among its workers,” recalls Clarke, who immediately began putting the distinctive Ellis stamp on all of the plant’s operations, including the removal of all existing machinery except for the predecessor’s almost new printing press.
Since 2012, The Ellis Group has spent an estimated $15 million in various capital investments at its three Ontario plants, with about $12 million of it coming in the past two years alone.
As Clarke points out, The Ellis Group’s proactive approach to capital investment plays a massive role in its robust ongoing growth in revenues and market share.
“As a group, we have grown over 20 per cent year over year for the past several years,” states Clarke, pointing out that the Guelph facility business alone soared by 35 per cent in 2017.
All told, The Ellis Group produced about
A Komori Lithrone GLX40 inline press operator at Ellis Packaging West sets the PQA (Print Quality Assessment) system.
650 million cartons in the past year, according to Clarke, many of them boasting highquality value-added features and finishes.
An Ellis Packaging West operator monitors a Bobst Group Brausse TA1100 C4/6 2016-model folder-gluer, capable of a run speed of 425 meters per minute. (Inset) Hot melt adhesive for the machine is supplied by Technical Adhesives.
“There are a lot of people in our industry who can do a decent job of printing, diecutting and gluing,” he says,“but The Ellis Group can also pattern coat HUV and UV inks, intricately emboss, hot-foil stamp, do cold-foil on press, cello-windows, add braille at finishing, as well as security tags, anti-counterfeiting measures, along with Cates and custom tray machine capability and high-speed gluers for every configuration, including beverage carriers. We even make our own cutting dies and can boast that whatever added-value service the customer may need, we have within our three facilities.”
Adds Clarke: “Along with the acquisition of quality machinery, my first and most important investment for Ellis Packaging West 15 years ago was hiring Scott Dostal as plant manager and subsequently building a strong management group along with an outstanding Sales and CSR Team. But Scott, who is now our vice-president, is frankly one of the biggest reasons for the Guelph’s operations success.
“He helped bring about the required cultural change by plowing the fields for like-minded employees, building a loyal and
truly dedicated workforce which underpins everything we do, while also helping me in our search for acquiring the best new technologies at the right time,” says Clarke, praising Dostal’s efforts in transforming the Guelph operations, which also includes two warehouse facilities, into a fast-paced, well-organized enterprise boasting toplevel expertise in the design, engineering, production and distribution of paperboard packaging products.
All these capabilities have recently been raised another notch, according to Clarke, with the purchase of a brand new Lithrone
CANADIAN CONVERTING
GLX40 seven-color inline press from Komori, a leading Japanese manufacturer of printing press technologies.
The Guelph plant itself previously had a good comfort level with Komori technology, having bought a six-color Lithrone LS 640C press in 2012, featuring a Harris Bruno anilox coater and a MMT infrared drying system.
As Clarke acknowledges, another big reason for selecting the Komori GLX was driven by the terrific performance of a slightly larger eight-color Komori-made Lithrone GLX40 press installed at the Pickering plant in late 2015 which gave them the proven confidence of knowing it would perform as advertised.
He says that knowing Ellis could count on the outstanding Komori-savvy technical service support provided locally by Komcan Inc., further increased its comfort level.
“We would have actually purchased an eight-color model as the Pickering facility did, but we lacked the extra 10 feet of floorspace to allow it to fit,” says Clarke, adding that at the moment, to his knowledge,The Ellis Group operates two of only three Komori GLX presses installed in North America to date.
As Clarke recollects, the first Komori LS 640 investment was initially prompted by a prominent client’s graphics provider, Schawk, who pointed out calibration concerns.
“We weren’t quite getting the desired results from our current printer, and felt we needed to upgrade in a hurry.
“So we did some research, found the right press, made a proposal to Bill Ellis on a Friday, kicked around numbers over the weekend, and by the time Monday rolled around,
we put in our order for the LS640,” Clarke recounts.
“We really shocked two of our main competitors who had been vying for that exact same press for months,” says Clarke,“but because we don’t have the bureaucracy and red tape holding us back, we were able to make the purchase quickly in order to respond to our customer’s concerns by delivering them exactly what they needed. We also quickly followed up with our G7 Master Printers Qualification.”
Adds Dostal: “Seriously, who wouldn’t love the ability to suggest purchasing a top-quality printing press on Friday, and be able to walk in to work the following Monday and place the purchase order?
“That is the essence of the mantra of being customerdriven—the Ellis culture personified, which has always worked successfully for The Ellis Group by continuously adding more value-added options for our customers,” Dostal states.
The latest Lithrone GLX40 acquisition requires only two operators and can provide both UV and the energy-efficient HUV curing capabilities for enhanced flexibility and process control, according to Clarke.
“The HUV is an important feature for our chocolatemanufacturing customers because the process doesn’t emit an odor, thereby avoiding any risk of possible cross-contamination of the substrate to the product,” says Clarke, while praising other value-added performance features such as:
• inline color control and a PQA (product quality advisor) inline vision inspection system for making on-thefly color adjustments;
• choice of 150-, 175- and 200-dpi (dots per inch) line screen resolution;
• the flexibility of using a broad range of conventional and specialty process inks, along with metallic and HUV inks and varnishes;
An operator monitors the Bobst Group Brausse 1050 SEF hotfoil stamper used to add a high-metallic quality to Ellis Group customer brands.
• automatic plate-changing and operator-friendly KHS-AI self-learning software system;
• a fully-automatic Sentinel inking system to ensure the press never runs out of ink, while eliminating the risk of overfilling;
• a fully-automatic logistics system that control precise infeed delivery of pallet loads of substrate blanks directly to the press;
• a wide array of sensors monitoring the overall performance of each component of the press—replacing the need for an operator to constantly perform diagnostic checks.
Clarke says he also appreciates the 36inch elevation of the press above the floor.
“The older presses only had a 12-inch elevation rise above the floor,” explains Clarke, “but this extra space allows us to do larger runs with fewer changeovers and faster running speeds—especially when we run heavier, and thicker substrate.
“It’s a huge time-saver, and it also means less human handling of the substrate materials.
“All in all, the Komori Lithrone GLX40 press is perfection,” says Clarke, calling it a
perfect complement to the Guelph plant’s formidable arsenal of equipment that also comprises:
• a large-format Epson Stylus Pro 9900 printer with X-Rite spectroproofer;
• a Fujifilm Javelin 8300S CTP platesetter;
• an Epson Stylus Pro 7800 24-inch and 9880 44-inch inkjet plotters;
• a Brausse 1050 SEF hot-foil stamper, from the BOBST Group;
an Iberica 105 TRK, a Bobst 104-ER, and SP blanking presses supported by a BOBST 102 CE and Heidelberg SBGZ 16140 cylinder diecutters.
a Woodward P3842 jogger aerator used for squaring and jogging sheets while blowing dust in preparation for print press and diecutting;
an Automatan V73VA used for repalletizing of special pallets for the Komori press autofeed logistics system aerator/joggers;
• four high-performance folder-gluers including a Bobst Domino 90, a Jagenburg Diana 115-3, and a customdesigned Brausee TA 1100–C4/6 with a duplicate custom-designed TA 1100 scheduled for installation before the year’s end;
The Ellis Packaging West facility produces printed packaging for the food, confectionary, fish, produce and beverage carrier markets.
• an Ergosa C 8.0 universal packer.
In addition, the plant makes extensive use of two high-speed, two-lane trayforming machines, designed and configured by Ellis Packaging West, capable of forming regular square-, rectangle- or triangle-shaped trays, along with webbed corner trays and clamshells, with Clarke noting that a second three-lane machine will soon be delivered. Each machine is capable of running,
depending on blank size, anywhere from 5,000 to 20,000 trays per hour.
Says Clarke: “The combination of our equipment versatility and our customerdriven focus means that our customers are assured they will always get the carton they want to their full satisfaction, and then some.”