



Vacuum skin packaging and meat smoking mastery an inspired recipe for upscale culinary finesse Story on page 16


Vacuum skin packaging and meat smoking mastery an inspired recipe for upscale culinary finesse Story on page 16




















maintains freshness, flavor,
Our automated packaging solutions and performancebased container designs are optimized for speed and productivity. Protecting fragile foods as they travel from your field or greenhouse to the kitchen table, our packaging maintains freshness, flavor, and your place on the shelf.
Providing packaging from field to fork.


















westrock.com/produce


















Budding Quebec entrepreneurs strike the perfect balance between smoke-cooking perfection and skin-tight clear packaging for their high-end salmon sensations.
A new indoor marketplace installs next-generation refrigeration system employing leading-edge automation to set new benchmarks for energy e ciency.
Rural Ontario deli meats producer keeping its growth plans on track with timely investment in high-end vacuumpacking equipment.
Alberta producer of gourmet-quality chocolate bars adds automatic flow wrapping to its refined skillset repertoire.
Venerable Quebec pastries producer gets its co-packing business o to a flying start with turnkey packaging line automation.
6-7 Packaging news round-up.
& QUOTES
9 Noteworthy industry briefs.
11-12 New packaging solutions and technologies.
13 Sustainable packaging innovations.
A monthly insight from PAC Packaging Consortium
Marketplace and company updates.
Career moves in packaging world.
ISSN 1481 9287. Canadian Packaging is published 10 times per year by Annex Business Media. Canada Post
Publications Mail Agreement No. 40065710. Return undeliverable Canadian addresses to: Circulation Department, 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1. No part of the editorial content in this publication may be reprinted without the publisher’s written permission. © 2020 Annex Publishing & Printing Inc. All rights reserved. Opinions expressed in this magazine are not necessarily those of the editor or publisher. No liability is assumed for errors or omissions. All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of this publication. Printed in Canada.
Ontario manufacturer of protective face masks investing in packaging line automation to keep up with soaring production volumes and market demand.
COLUMNS
FROM THE EDITOR
4 George Guidoni
More than just a cog in the wheel.
CHECKOUT
44 Rhea Gordon Joe Public speaks out on packaging hits and misses.
ON THE COVER
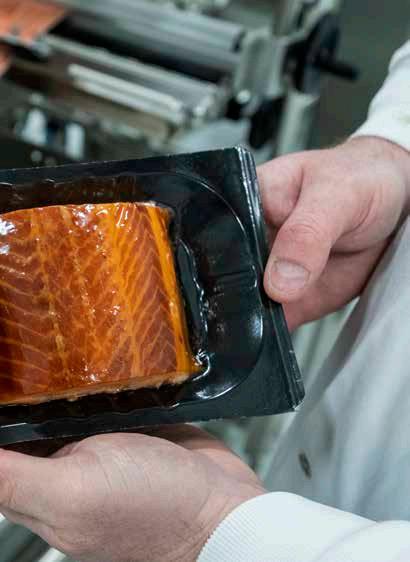
Fumoirs Gosselin co-owners Charles and Samuel Gosselin holding up packages of smoked salmon produced on the Multivac R105 MF thermoform vacuum-packing machine (inset) installed last year.
Seeing a massive container ship lodged between the two banks of Suez Canal for six days last month was a startling reminder of the ever-present vulnerability of global supply chains to dramatic disruptions that, ultimately, may or may not be traced to human error.
$10 BILLION
The daily cost of Suez Canal shipping blockage
Frankly, such an outcome could on some level be more comforting than discovering the whole incident, costing the global trade US$10 billion per day, to be tied to mechanical or technological malfunction.
With the world on edge as it is, a technical failure with such far-reaching global impact would be truly alarming in the context of our increasing reliance on technology to get us through the ongoing COVID-19 crisis and into whatever the New Normal regime that follows it.
While the likelihood of this epic shipping bottleneck actually holding up life-saving COVID-19 vaccines from being delivered to those in need is thankfully remote, the fact remains that global supply chains can often come apart under the least likely circumstances.
As a magazine serving the professional packaging audience, we can only hope that the vast volumes of packaging materials, containers and systems used to and materials used to house, store, transport, protect, chill, cool, warm and otherwise comfort the billions of dollars worth of goods delayed from customer delivery by the Suez Canal incident did an adequate job to keep a significant portion of those goods—especially food products and other perishables—from turning to waste.
Like it or not, packaging is an essential, if often underrated, link in the modern supply chain, as noted in a recent position paper authored by Alicemarie Geo rion, vice-president of packaging operations at DHL Supply Chain North America
While Geo rion is happy to acknowledge the ongoing investment e orts by CPG (consumer packaged goods) and other manufacturers in nextgeneration digitalization technologies and all the complementary software, analytic tools and automation systems, the relative meager amounts of capital invested by these companies in their packaging functions is cumulatively a disservice to themselves, their customers and end consumers.
In other words the dreaded ‘Weak
Link, as Geo rion asserts in a timely think piece aptly titled How to Keep Packaging from Becoming the Weak Link in Supply Chain Digitalization.
“While many organizations are continuing to invest in warehousing and transportation digitalization, fewer are making similar investments in packaging,” Geo rion states.
“That disparity can create a digital divide that not only reduces packaging e ciency, but also creates a weak link in supply chain digitalization.”
As Geo rion explains, “Historically, packaging was viewed as something of a secondary operation within supply chain management and outsourced to o -site third-party packers who were largely disconnected from other supply chain operations.
“Today, many organizations have moved packaging operations into the warehouse to eliminate the unnecessary time and costs of shipping products.
“However, simply co-locating packaging with warehousing does not by itself put packaging operations on equal footing with warehousing and transportation in terms of digitalization,” Geo rion states.
“Supply chain managers need to think about packaging digitalization in the same way they already think about digitalization in transportation and warehousing.”
To do that, supply chain operations should invest in dedicated packaging software that will act as an engine for packaging digitalization, along the lines of WMS (Warehouse Management System) and TMS (Transportation Management System) software programs.
Says Geo rion: “Using sophisticated optimization algorithms combined with an on-demand approach to packaging, the right package can be produced at the right time for each shipment.
“With on-demand packaging,” Geo rion asserts, “right-sized packages are available at the packaging line when needed to enable lower transportation costs and reduced waste, while ensuring the product is protected.”
Which, in a nutshell, is what good packaging primarily all about, and always has been.

GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
APRIL 2021 | VOLUME 74, NO. 4
Reader Service
Print and digital subscription inquires or changes, please contact
Anita Madden, Audience Development Manager
Tel: (416) 510-5183
Fax: (416) 510-6875
Email: amadden@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Account Coordinator Barb Comer | (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com
Media Designer Brooke Shaw | (519) 428-3471 bshaw@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Annex Privacy O icer
Privacy@annexbusinessmedia.com Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2020 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its a iliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
We acknowledge the [financial] support of the Government of Canada


n Fully automatic Ross IN inline tray sealer
n High-speed production of lid-only and modified atmosphere packages.
n Reliable, high-quality seals virtually eliminate leakers, extending product freshness and shelf life.
n Uses preformed trays of almost any size or shape.
n Fast, highly flexible, and extremely easy to operate.
n Contact us for sample packages.









Despite what its name suggests, sea cucumber is very much an animal and, moreover, a highly-prized and high-priced delicacy in China for more than 1,000 years.
And as Mother Nature would have it, some of the world’s largest populations of the phylum Echinodermata family of marine animals—containing over 1,250 di erent species—make their home on the ocean floor just o Nova Scotia’s Cape Breton peninsula.

Called Cucumaria Frondosa (C-Frondosa), the Canadian North Atlantic species are highly sought-after food items in the lucrative Chinese markets on the account of being packed with very potent nutrients that are preserved by the frigid temperatures of these northern waters.
For Hackett’s Cove, N.S.- based Atlantic Sea Cucumber Ltd., this geographic proximity to C-Frondosa has granted the 18-employee company a unique niche opportunity to process sea cucumber into a premium, high value-added health supplement retailing nationwide by leading health-food stores and grocers.
After the C-Frondosa is harvested from the ocean floor and brought to the plant, it is meticulously processed and dried into a
totally dehydrated chunks of bulk product that is eventually granulated into powder and formulated as easy-to-swallow 500-mg capsules, marketed under the Nova Sea Atlantic Sea Cucumber brand of natural health supplements distribute d by Halifax-based AKSO Biotech, Inc. (see picture)
According to AKSO, there is strong ongoing research taking place at many universities globally to investigate sea cucumber’s e cacy across a spectrum of various medical conditions, including heart disease, hypertension, inflammation and cancer.
As Atlantic Sea Cucumber’s general manager Lincoln Ellsworth explains, the company’s patient proprietary cooking and drying techniques enable the processed sea cucumber to retain all of the animal’s nutrients right through the encapsulation process, which is done at an AKSO Biotech facility in Toronto.
“Sea Cucumber is very laborious to prepare; it can take days,” says Ellsworth. “Our proprietary cook process locks in maximum nutrition, which makes us the supplier of choice for AKSO.


“Although sea cucumber is consumed around the world for its traditional health benefits,” says Ellsworth, “a capsule form is the only practical way of getting the benefits of sea cucumber on a daily basis.”
Packed 60 capsules to a bottle, the Nova Sea Atlantic is a registered Natural Health Product with Health Canada, with the approved claim of providing antioxidants to help fight/protect cells against oxidative damage caused by free radicals.
Packaged in impact-resistant HDPE (high-density polyethylene) plastic containers with a soft-touch finish, the innovative product picked up a Grand Prix New Product Award of the Retail Council of Canada last year in the competition’s Health Care category—impressing judges with exquisite package design and label graphics created by Wingz Marketing of Thornton, Ont., and expertly printed onto the wraparound foil labels by Premier Markings Inc. of Mississauga, Ont.
“Sea cucumber is very expensive to harvest, dry and encapsulate, which is why it carries a $99.99 price-point for a two-month supply,” says Wingz Marketing president James Staley.
“As a result, we needed the packaging to really reflect the premium nature of the product,” Staley says, “and we are delighted that AKSO Biotech was pleased with the final result.”





Since its launch in 2003, Scottish beer brand Innis & Gunn has grown to become one of the U.K. most successful international craft beer businesses. Some of the brand’s claims to fame include being the Number One craft lager in Scotland, one of three bestselling imported craft beers in Sweden and the U.S., and, above all, the Number One imported craft beer in Canada, according the Edinburgh-based brewer that claims to have sold over 21 million pints of beer in over 30 countries last year.
To build on its success in Canada so far, the company has recently launched an eye-catching new ‘fridge-pack’ beer case containing 10 440-ml cans of the company’s award-winning brands Innis & Gunn
The Original and Innis & Gunn Lager
Currently retailing in Alberta, the compact and attractive 10-pack cases will be rolling out across Ontario this spring, according to Innis & Gunn.

Fighting plastic waste at home one pod at a time Canada’s largest janitorial supplies company GreenLabs Chemical Solutions is bringing its innovative industrial secret to the kitchens and bathrooms of everyday Canadians through its revolutionary Green Seal-certified cleaning pods.
With plastic trash being a widespread global environmental problem, and water being heavy to transport, the new Earth Brand familu of home-cleaning prodcut tackles these problems by reusing existing bottles and taking the ‘just add water’ approach to the at-home cleaning process—replacing the need for single-use plastic containers and reducing transport-related carbon emissions by up to 95 per cent.
The Earth Brand’s completely sustainable cleaning solution
utilizes completely dissoluble pods can be used to refill and reuse any existing spray bottle.
Alternatively, the one-time purchase of a reusable Earth Brand bottle system will allow the consumer to simply add water to produce a powerful, earth-friendly cleaning solution.
By reusing existing plastic bottles, the Earth Brand products limit contributing to the overwhelming amount of plastic that currently exists in our environment.
By recycling the Earth Brand pouches that contain the pods, the system has a negative plastic footprint when reusing it a single-use plastic spray bottle.
The Earth Brand’s initial cleaning line-up o ers pretty much everything a consumer needs to keep their home clean, including a glass cleaner, a bathroom cleaner, kitchen clean and a disinfectant cleaner.
For ease-of-use, the dissoluble pods are all color-coded—creating a cleaning system that is simple and intuitive, with no specialized or complicated cleansers are needed.
To use the product, consumers simply drop the dissoluble cleaning




pods into tap water, give it a good shake, and they’re ready to spray and clean whatever surfaces they need.
With lower shipping costs and no need for repeat bottle purchases, this innovative cleaning solution comes in at 75 per cent of the cost of traditional, brand-name cleaning products,” according to GreenLabs, which developed the product last year after extensive testing and a rigorous certification process to obtain the international Green Seal certification for protecting human health and environments, while helping to conserve the planet’s resources.
“I am thrilled to introduce Earth Brand cleaning pods to the world,” says Nik Barey, who is spearheading the launch of Earth Brand products.
“As an environmentally-conscious buyer and new father, I am always looking for ways for our


family to be environmentally responsible, conveniently, without sacrificing quality or spending a fortune,” Barey states.
“We feel strongly that dissoluble cleaning pods are the future when it comes to household cleaning.
“We have all seen the adoption of pods for laundry and dishwashing, so it only makes sense for cleaning around the house,” says Barye, citing a recent Oceania group’s report showing that about 2.8 million tonnes of plastic waste ends up in Canadian landfills every year—the equivalent to the weight of 24 CN Towers.
“Earth Brand has a mission to remove single-use plastics from the cleaning routines of Canadians,” says Barey,” also citing the federal government’s recent legislation that will ban the use of 10 types common single-use plastic products after 2021.
“By implementing pod-based cleaning solutions,”Barey states, “the Canadian consumers are able to reduce the volumes of plastic waste introduced into the environment, reuse their favourite existing bottles, and recycle their plastic waste conscientiously.”






























• Maximum output and precision
• Flexibility for your loading tasks


• Fast product changes







• Easy integration into existing lines








• Safe handling of products and packs T













Shawpak Systems Ltd., Oakville, Ont.-based distributor and integrator of product inspection, industrial hygiene equipment and automated packaging machinery, has been named as the national sales representative for the entire range of VFFS (vertical form/fill/seal) baggers, cartoners, combination weighers, bag-in-box and other packaging machinery manufactured by the Chicago-based Triangle Package Machinery Co. Founded in 1923, Triangle is one of the first companies in the world to manufacture VFFS bagging machinery, becoming a leading global single-source supplier of automatic bagging systems for a diverse range of packaging and other industrial applications. “Shawpak has been successfully providing solutions to the food-and-beverage, pharmaceutical
and industrial manufacturers since 1984, and we are well-positioned with knowledgeable sales representatives across Canada,” says Schawpak Systems president Nigel Turnpenny. “Our enhanced partnership with Triangle Package Machinery will allow both Triangle and Shawpak to serve all our customers more e ectively.”
Labeling and functional materials group Avery Dennison of Glendale, Ca., has reached an agreement for a US$24-million acquisition of JDC Solutions, Inc., a privately owned manufacturer of pressure-sensitive specialty tapes headquartered in Mount Juliet, Tenn. Currently employing 75 people and generating annual revenues of about US$30 million, JDC’s manufacturing operations and product portfolio— geared primarily at customers in the automotive, consumer appliance, and building and construction industries— will become part of Avery Dennison’s Performance Tapes North America business unit.
German plastic films manufacturer SÜDPACK Verpackungen GmbH &

Co. KG has completed the acquisition of LPF Flexible Packaging B.V.—producer of high-barrier films headquartered in Grootegast, The Netherlands—from the Clondalkin Group for an undisclosed amount. Founded in 1908, LPF is well-known in the global food packaging markets for the high-quality of its laminated films used in the food-and-beverage, confectionery, healthcare, animal feed, industrial and agricultural sectors. “We value LPF’s high level of development and market competence, and plan to establish the Grootegast site as a ‘Competence Center’ for high-performance laminates,” says SÜDPACK’s chief executive o icer Erik Bouts. “In doing so, we want to further expand SÜDPACK’s expertise and performance portfolio in the development and production of high-performance laminates in order to serve attractive emerging markets and to tap into new market opportunities.”
Irish-owned packaging products manufacturer and distributor Zeus Packaging has completed the acquisition of Austrian-based food packaging solutions business Petruzalek from Italian capital investment firm Sirap-Gema Group for an undisclosed amount. With annual revenues of approximately $80 million, the purchase of Petruzalek completes the seventh acquisition carried out by Zeus Packaging in the last 18 months, adding up to about $60 million in M&A activity. According to Zeus, which now employs about 670 people in 26 countries, the latest acquisition expands and strengthens the company’s geographic presence in western, central and eastern European markets, while boosting the group total annual revenues to about $300 million. “The purchase of Petruzalek significantly extends our reach into new markets, brings complementary diversification to our product range, and further enhances our client network,” says Zeus Packaging’s chief executive o icer Keith Ockenden. “Petruzalek’s product range utilizes low environmental impact renewable, recyclable and compostable materials, enabling us to further deepen our focus on sustainability in 2021.”





























































The new Sigpack TTMD cartoner from Syntegon Technology combines the company’s signature TTM secondary packaging technology platform with seamlessly integrated Delta robots for more flexibility in product feeding, processing of di erent products from several processes, and flexible product presentation enabled by choice of flat or on-edge carton loading. The system’s integrated Delta robots use camera-based vision control technology to detect products on the infeed belt, where they pick single or multiple products arriving in random order and place them precisely inside the cartons, trays or other containers at speeds of up to 120 products per minute. To enable additional packaging flexibility, the new top-load cartoner can also simultaneously pack di erent products from several infeed processes, while the system’s tool-less format changeover
technique enables a vertical restart after each format change. According to Syntegon, organizing the entire process around the ‘counterflow’ principle, whereby the cartons move in the opposite direction to the product, helps to reducs the reject rate and make sure that each carton is filled correctly. Syntegon Technology

Distributed in Canada by PLAN Automation, the Pack 430 PRO X-Ray inspection machine from Eagle Product Inspection is designed to deliver superior inspection of mid-sized packaged products by automatically detecting and rejecting a broad range of physical contaminants, including glass shards, metal fragments, mineral stone, calcified bone and some plastic and rubber compounds. In addition, the fully
integrated inline system further improves e iciencies and minimizes downtime on the line by simultaneously conducting automatic quality checks for mass measurement, component count and seal integrity, while its enhanced SimulTask PRO and TraceServer software that provide full on-screen diagnostics, advanced image analysis, quality assurance traceability, and enhanced data collection that can be shared and stored in a central database.
PLAN Automation

The new fully servo-driven HQ Series counting and dispensing machines from Cremer are designed to provide 100-percent accuracy for primary or secondary packaging of candy, confectionary and chocolate products, as well as as non-food items such as medical parts, hardware

and detergent pouches. Intended for use with unmixed, single-type or single-flavor products, the versatile machines feature mobile design that allows them to be placed directly atop a packaging machine for bag filling applications, or over a conveyor belt for precise positioning and discharge of product counts of common packaging platforms such as cartons, boxes, tubs or tins. Compatible with virtually all industrial packaging and cartoning machines, the HQ Series features a compact footprint of just 40 or 60 centimeters, FDA-compliant product parts for processing both food and non-food products, and streamlined tool-free disassembly for easy operation and cleaning. Available in HQ, HQF and HQI models, the versatile counting machines can be used for a wide variety of products—either in bulk quantities or single-piece discharge into any package—and they are fully scalable for varying production levels depending on product type and output, with available counting channel options of two, six, eight or 12 items, with typical output of up to 5,500 individual pieces or 175 units (discharges) per minute. Cremer








Industrial automation giant Siemens AG has expanded its Sinamics G120 drive series to include an option for wireless commissioning and service. The new Sinamics G120 Smart Access module enables wireless connectivity of mobile devices such as tablets, smartphones and laptops over Wi-Fi to Sinamics G120 and Sinamics G120C drives, with the module quickly set up in a few easy steps using a standard web browser and any standard operating system. Its built-in web server functionality eliminates the need to download additional software, and with its intuitive user interface and menu, the Smart Access module o ers users outstanding convenience, according to Siemens. The Sinamics G120 Smart Access Module is available for G120 drives with CU230P-2 and CU240E-2 control units, as well as


Sinamics G120C drives. Users are free to choose any web browser and any smartphone, tablet or laptop for drive commissioning, parameterization and maintenance, while the motors can even be tested in JOG mode. Warning signals and error messages are quickly detected over the wireless link, which can also be used to save or reset drive settings.
Siemens Canada

Designed to provide an alternative operating system for all of the latest Beckho Automation’s industrial PC (IPC) platforms, the TwinCAT/BSD combines the TwinCAT runtime with FreeBSD, an industrial-proven, Unix-compatible, and reliable open-source operating system. The FreeBSD system, as well as the TwinCAT/BSD, supports ARM CPUs up to Intel Xeon processors, providing

a scalable platform that combines the advantages of Windows CE—low cost and small footprint—with the numerous features of large Windows operating systems, thereby providing an alternative to Windows 7 or 10 in many applications. With the current minimum size of a basic image around 300 MB, with very small RAM consumption of less than 100 MB, these diverse machines and systems can leverage very compact controllers with TwinCAT/BSD and use all TwinCAT 3 runtime functions.
Beckho Automation

O ering detection range of up to 20 meters, the two new 21M series photoelectric sensors from Ballu Inc. o er a choice of three optical operations—combining the benefits of IO-Link technology with IP67 and IP69K protection ratings achieved with a newly-designed metal housing with improved sealing and plastic lens. Providing easy adjustments via a potentiometer, simple installation and reliable diagnostics, the di use version
can detect objects up to one meter; the retroreflective version up to eight meters; and the through-beam has up to a 20-meter range.
Ballu Canada Inc.

Designed to ensure tight reliable grip on big loads, the new OGVM suction cups from Festo Inc. feature special structure that enables them to absorb the highest transverse forces to provide energy-e icient handling solutions. According to Festo, the suction ergonomics ensure minimum suction times and absorption of extreme holding and transverse forces, including on oiled surfaces, making them ideal for workpieces with complex structures. The OGVM cups are available in a wide range of diameters from 30-mm to 125-mm. Festo Inc.
Control using any smart device with Wi-Fi






















Nitro delivers 10 mm throw distance, long decap, and ink dry times under one second on most non-porous substrates, along with superior adhesion and rub resistance.
package.



From humble beginnings as a vendor in Seattle’s famous Pike Place Market more than 30 years ago, Cucina Fresca Gourmet Foods has steadfastly evolved into a leading U.S. producer of natural prepared pastas and sauces.
Inspired by fresh, high- quality ingredients like vine-ripened tomatoes, premium cheeses and garden-picked basil, the Cucina Fresca line of prepared foods has grown to more than 130 products that are available in more than 1,500 grocery stores, specialty shops and foodservice channels across the U.S.
Owned and operated by executive chef Brad Glaberson since 2005, Cucina Fresca strives to create great-tasting products while staying true to a philosophy of sustainability—a position that further endears the company and its products to a wide range of consumers.
According to Glaberson, “If we don’t do it at home, we don’t do it at work,” which means company initiatives include everything from composting food waste to choosing more sustainable packaging materials.
Fans of Cucina Fresca products and the company itself have come to appreciate this approach, so when the company started expanding its line of retail, hand-crafted pastas and sauces, some

began to express concerns that the products came in plastic packaging.
As company president Patrick Glingman recalls, “We were getting emails from some of our customers with concerns that our packaging was plastic.
“We knew we needed plastic MAP (modified atmosphere packaging) to keep the products fresh, but we also wanted to address their concerns,” says Glingman, who turned to the packaging experts at the Cryovac division of Sealed Air Corporation to answer the challenge.
“We’d been talking to Sealed Air about plantbased rollstock for some time,” Glingman relates, “but we weren’t sure it was right option for us.
“But once we understood how it took regular
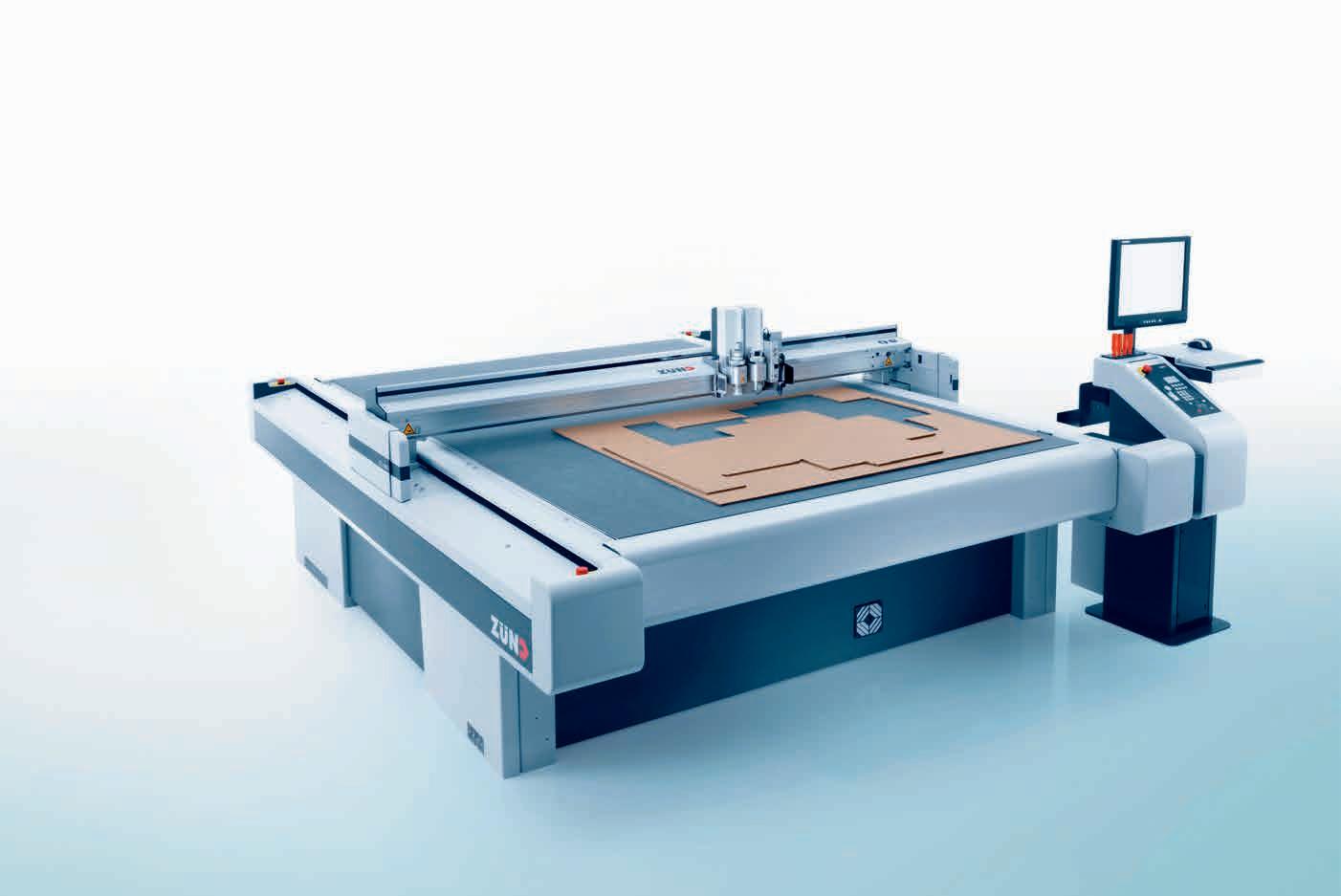
Cut with the best for less.
Special promotion on G3/S3 digital cutting systems
Tailored to packaging and graphics applications – Completely modular, versatile, upgradable
plastic out of the equation it was a no-brainer.
According to Sealed Air, the CRYOVAC brand plant-based rollstock contains a barrier layer made from corn—a renewable crop that can be replenished by natural or other recurring processes in a reasonable amount of time. When added to plastics, such renewable materials help reduce dependence on petroleum-based resources, according to Sealed Air, while also reducing the carbon footprint of packaging.
While the packaging for the Fresca fresh pasta trays still uses traditional PET (polyethylene terephthalate) plastic for the exterior layers to retain optimal product safety, durability and thermoforming properties, the plant-based renewable barrier layer removes up to 24 per cent of fossil fuel-based plastic used to make each package.
The management team of Cucina Fresca is so enthusiastic about the packaging change that they proceeded to redesign the product labels to call out the use of CRYOVAC plant-based rollstock.
“We want to leave this world a better place, not just for us, but for our kids, our customers, and our customers’ kids,” states Glaberson.
“We want to make sure the plastic we use leaves the least environmental impact,” he concludes, “and that’s exactly what we’ve got with the CRYOVAC brand plant-based rollstock film.”
The PAC Packaging Certificate Program is the most flexible and comprehensive in North America, o ering maximum value. Delivered by industry experts, the program has been designed to meet the needs of all professionals in the packaging value chain, whether new to industry or tenured. Take all four classes, or just one!
COURSE 1

Packaging Essentials


COURSE 2

Explore the world of packaging, from development quality assurance and food preservation to smart packaging, prepress, print, and graphic design processes.
COURSE 3


Paper Packaging Plus
Learn about the combination of materials and structural choices available in constructing a package and how to evaluate the strength of packaging materials.


Complete Plastics Packaging
Get to know plastics from base elements to extrusion, injection and blow moulding, multi-laminates, design basics, and environmental interests.
COURSE 4


Packaging Circularity
Discover how to set up for success and deliver better packaging solutions by using circular economy approach from concept to next life.
For virtual and in-class o erings and dates, visit pac.ca/paced
PAC is a safe place for packaging leaders to collaborate, innovate, educate, and celebrate. For more information on how a PAC membership can benefit you and your organization, visit www.pac.ca
Providing meat packaging solutions to keep your operation running efficiently. It’s at the heart of what we do best.
Case-ready packaging minimizes handling and maximizes the shelf life of fresh food by enabling modified atmosphere, vacuum, and active or intelligent packaging techniques. It also allows for more precise control of product aging, enhancing the consumer eating experience. Add our wide variety of automation options to your primary packaging machine and create any packaging setup, up to a full product-to-pallet integrated line. Meat packaging covers an incredible gamut of options and solutions, and we can help with them all.
Any product. Any cut. Any style.
With consistent, professional and timely customer and technical service, our partnership starts at “hello” and extends well beyond your purchase.









Contact Harpak-ULMA today to learn more about our meat packaging solutions as well as options for poultry, produce, bakery, dairy, seafood, snacks, ready meals, medical and other non-food products!









































Young Quebec entrepreneurs turn traditional family pastime into a fast-growing smoked salmon operation with lofty growth expectations
By Andrew Snook
Photos By Pierre Longtin
Brothers Samuel and Charles Gosselin grew up fully immersed in their family’s business. Their grandfather, Yvanhoe Gosselin, started up a small grocery store in Frelighsburg, Que., a small town close to the U.S. border crossing to the State of Vermont about 50 years ago. Over time, the store was passed on to their father, Francois Gosselin.
The two brothers would spend a great deal of their youths helping out at the store, acquiring the valuable hands-on experience that one day would help them start up the Fumoirs Gosselin smokehouse specializing in premium-quality smoked salmon products.
“Frelighsburg being a small town, a lot of

cottagers would come down during the summers, but not the winters,” says Samuel Gosselin.
“My father was always looking for ways to get people to come into the town to visit,” he recalls. “At that time, my father used to smoke trout with his friends as a past-time, so he decided to try out a bunch of products.
“About 15 years ago they ended up trying some salmon and came across a really good recipe that just stuck since then,” says Gosselin, co-owner of the family-owned Fumoirs Gosselin smokehouse operation located close to Frelighsburg in Cowansville, Que.
Although the company o cially opened in July 2019, smoked salmon is something Samuel and Charles have been involved in since a very young age.
“During the weekends when I was


(Clockwise)
Samuel Gosselin placing smoked fillets inside their packing trays; a finished skin-pack of smoked salmon being positioned for secondary packaging downstream; color-coded folding cartons used to di erentiate the di erent product recipes; the HMI (human-machine interface) touchscreen control panel provides full overview of the thermoform packaging machine’s operations in real time.
younger, my brother and I would smoke the fish, starting when we were 13 or 14 years old.
“As years passed by, the demand for our smoked fish kept growing and people were coming from further and further away, especially at Christmas time and other special occasions,” he continues.
“We saw the potential for starting up a business to commercialize the product,” he says, “which is now sold in grocery stores all over Quebec,” Samuel says.
While Charles continued to work with his father operating the family’s grocery store, Samuel went to work for another company and gained significant experience in operations management before re-joining the family business in 2018.
During the years when Samuel was away, Charles and their father began selling their smoked salmon to other local grocery stores.
In 2020, leading grocery chain operator Sobeys took notice of the family’s product on the shelves of a few grocery stores, and that’s when the smoked salmon operation blew up in a big way.
“When Sobeys saw what we were doing, they said they wanted our smoked salmon to be carried in all their stores across Quebec,” Samuel says.
With Sobeys ordering product for its


stores province-wide, the two brothers knew they would need to significantly expand their production capacity.
“For the first six months, we only had one product: our maple-smoked salmon,” Gosselin relates. “We used to have seven little smokers we had designed ourselves, which would smoke roughly 63 fillets, or 63 kilograms total per batch.
“Now we smoke at least 550 kilos per batch,” Samuel says. “When we first moved to Cowansville, it was four guys working in a 15,000-square-foot space.
“Now we are employing roughly 20 sta after just a year-and-a-half.”
Along with the increased production came a need for increased packaging capabilities.
“Being two little boys that grew up in a grocery store, we were familiar with a lot of things that are available on the market,” Gosselin states.
“We knew what a lot of companies were using, but we didn’t really understand the di erent types of packaging, the machines, or who would o er these types of packaging.
“So we started asking around, went to a couple of trade shows, and finally decided on what we wanted,” he relates.
The brothers reached out to Richard Tremblay, regional sales manager for Multivac Canada Inc. in Brampton, Ont., to help them find the optimal packaging solution for their operation.
“I was approached by Samuel and Charles, who were interested in investing in a skin-packaging machine.
“It’s a pretty specialized type of packaging,” Tremblay explains. “They explained to me that they have a family recipe of smoked salmon they’d like to put it on the shelves at a larger scale.”
When the brothers called Tremblay and told him they were considering purchasing a new packaging line, he immediately drove down and showed them Mutlivac’s various o erings.
Afterwards, Samuel and Charles drove to Mutlivac’s head o ce in Brampton and tried some of their products on Multivac machines set up in the
“We saw the potential for starting up a business to commercialize the product, which is now sold in grocery stores all over Quebec.”



company’s product demostration area.
“Right then, we knew that was the kind of product that we wanted,” says Samuel Gosselin, who ended up placing an order for Multivac’s R105 MF MultiFresh thermoforming packaging machine, along with the L310 Full Wrap Labeller and the MBS (Multivac Build System) 020 belt system.
“The feedback we got from a lot of people in the industry was that Multivac had the best machine for this type of packaging,” Gosselin recalls, “and we also knew Richard.
“He took care of us since we first started, he met with us in our little o ce in our grocery store, so we always felt
confident in what he was telling us.
“Those were two points that were critical to our decision,” Gosselin states.
“They wanted to have a high-end look to go along with their high-end product,” Tremblay relates. “Even before they processed the first piece of smoked salmon in their new facility, they decided to automate their packaging line.”
As Tremblay relates, the company’s investment in their new packaging line allowed them to automate the application of the labels in addition to the packaging of their smoked salmon fillets.
“Right now, they use a manual process only for loading the portions into the packaging machine,” Tremblay says,
“and the machine does the rest.
“The product goes in and is packaged in the full wrap labeler, the label is date coded, and then it is manually boxed,” Tremblay explains.
“It’s a vary nice line for a company like this one,” he says. “They will have this line for a very long time, doing approximately 20 to 24 packs per minute.
“It’s a very attractive product that they can e ectively di erentiate between different flavors by using di erent labels and folding cartons,” Tremblay states. “This gives them lots of flexibility to develop new recipes with the same high-quality packaging.
“At the end of day, the retail chains are looking for innovate, quality products that look good and attract consumers.”
Tremblay says that Fumoirs Gosselin still has plenty of packaging capacity available for expansion with this line.
“The full-wrap labeler is capable of doing 120 products per minute, so they could decide to use a bigger machine in front of it.
“They currently do about seven to eight cycles per minute on a three-up die—between 21 to 24 packs per minute—but the labeling machine could easily keep up to three to four times this volume,” he says.
That additional capacity will serve Fumoirs Gosselin well, as it’s always trying out new products.
“We’ve smoked a lot of things over the years, but before you bring a new product into the market there’s a lot of work

that goes into that,” Gosselin explains.
“We brought out a Natural smoked salmon brand, which was our easiest smoked salmon to cook.
“Then we found our Honey-smoked salmon worked really well, so we’ve brought that out.
“Since then, we’ve been growing a lot faster than we thought we would,” Gosselin confides. “Right now, we have a lot of di erent products we’re working on, and lots of new projects to come.
“We still have a lot of room to grow with the machine, and we are really happy about that,” he points out.
When Fumoirs Gosselin began to rapidly expand, they made sure not to allow the growth to a ect the quality of their product.
“When we decided to grow and transfer our smoking from the grocery store to a facility to supply across Quebec—and potentially all of Canada and into the U.S.—it was really important for us not to change our pre-smoking procedures.
“Our quality of brining, the way we do it, we’ve never changed it from dozens of fillets to thousands of fillets,” Gosselin states. “It’s the same process throughout.”
The brothers use their secret brining process on the salmon a day before placing it on the grill and then transferring it into the smokehouse.


After it cools down, it is transferred to a Marelec cutting machine that cuts the fillets into smaller pieces and feeds them into the Multivac thermoformer.
Investing in the packaging line to fulfill retail orders on a large commercial scale was vital for the company, since the COVID-19 pandemic had a significant impact on their sales.
“We’ve been doing this smoked salmon for 15 years and 90 per cent of all of our sales were from people who would invite people over for dinner, parties or other social events.
“When COVID-19 hit last year, our business dropped a lot for the first couple of weeks, because our product was associated with special occasions,”he says.
“But having Sobeys on our side helped us a lot,” he states. “They even tried to give us some specials a little more often to get our product out there in the public.
“They’re a really good company to have as a partner.”
As far as short-term goals go, Gosselin says would like to see the company begin o ering its products in Ontario. In the long-term, he would like to see his family’s smoked salmon on shelves at grocery stores in the U.S.
“We really like going to the U.S. because our family has a cottage in Vermont,” he explains. “We go there a lot.

“And when we go into grocery stores and see that nobody else there does what we do, so we see a lot of potential for us down the road.
“We’ve got our federal license, so that gives us the opportunity to sell outside of Quebec across Canada,” he says, “so now we just have to add on an international license to export to the U.S.,” he says.
Like with most fast-growing operations, there were some growing pains for the brothers that they had to overcome.
“My brother is 28 and I’m 30 years old,” says Gosselin. “We are two young guys who didn’t have any real experience in running production facility like ours, but we learned a lot in the last two years.
“The biggest challenge we had to overcome was getting through the first couple months of COVID and getting our name into the stores,” he concludes. “We’re working really hard for everybody to know who we are, and that we’re coming to their markets.”
Multivac Canada Ltd.
All finished packages of smoked salmon produced at the Fumoirs Gosselin facility pass through a Bizerba combination checkweigher and metal detector at the end of the line to ensure complete quality control and product safety for each individual package shipped to customers from the Cowansville production facility that produces a growing range of exciting flavors and recipes comprising its flagship branded smoked salmon product family.
(Left)
A Marelec Portio cutting machine producing perfect portions of salmon.
Please see a video of Multivac’s R105 MF MultiFresh thermoforming packaging machine in operation at the Fumoirs Gosselin facility on Canadian Packaging TV at www.canadianpackaging.com

Dave
a light moment at the entrance to the 1,600-square-foot cold room installed inside Your Farm Market building in Woodstock, where the cooler’s temperature is always maintained at 3°C by the Oxford LLP refrigeration system installed on the rooftop.

Schneider Electric intelligent automation platform helps upstart indoor market to yield dramatic energy savings with an innovative commercial refrigeration system
By George Guidoni, Editor
Photos By Haomi Hiltz
Expanding a business venture in the midst of a global pandemic crisis and punishing disruptions to daily commerce is a brave leap of faith.
But if there’s truth to the notion that fortune does in fact favor the brave, Bernia Wheaton provides a compelling case for trusting one’s entrepreneurial instincts when an opportunity knocks.
For Wheaton, one of three co-owners of the upstart Your Farm Market (YFM) marketplace in downtown Woodstock, Ont., that opportunity came a couple of years ago when she first heard aboutYFM being up for sale.
Previously operating as a seasonal fresh-produce vendor from an outdoor location during Ontario’s harvesting seasons, YFM already enjoyed a good loyal following in the local community, but Wheaton and her partners felt that the company had a lot of untapped potential to be unlocked by transforming it into a year-round enterprise.
To make it happen, the three partners
purchased a 7,000-square-foot former auto parts dealership and proceeded to refurbish it into a modern, bright, spacious and welcoming indoor market specializing in locally-grown produce, dairy, baked goods and meat products sourced from nearby farms and many smaller artisan-style food producers operating in and around the province’s Oxford County region.
Despite the devastating outbreak of the COVID-19 pandemic across Canada prompting long-term shutdowns of many smaller businesses across the province over the last year, YFM embraced its “essential business” designation to proceed with building renovation and upgrades— opening its doors to the public last July.
“We have been opened every day except for Christmas Day and New Year’s Day since then,” says Wheaton, who spent most of her previous working life focused on various segments of Ontario’s agricultural and agri-food industries.
As Wheaton relates, her deep-rooted respect and appreciation for the province’s hardworking independent farm enterprises played a big role in her decision to

(Clockwise from top)
The Magelis HMI (human-machine interface) terminal from Schneider Electric enables full control of the rooftop Oxford LPP refrigeration system from the ground level; Your Farm Market co-owner Bernia Wheaton shows o some of the locally-grown fresh produce shipped to the market by nearly 120 local suppliers keeping the market well-stocked throughout the year; the market’s large self-serve refrigerated display cases are also hooked up to the highly automated Oxford LLP refrigeration system for optimal temperature control and energy e iciency.
invest in YFM as a platform for expanding the vision of sustainable local farming to everyday life.
“I’m not just in the business of selling carrots: anyone can sell carrots,” Wheaton states.
“For us, the market is more about supporting local businesses and developing relationships with people running those businesses,” says Wheaton, citing a growing list of local produce and other food suppliers that now include about 120 Ontario-based farm operators and other related companies.
“We also put a high emphasis on providing the best-quality product available along with an exceptional customer service experience,” says Wheaton, citing steady foot tra c through the store even during the worst parts of the COVID-19 related lockdowns.
“We know many of our customers by name,” says Wheaton, adding that YFM highly values its loyal sta members that keep the store operating like clockwork seven-days-a-week.
“It’s all about the people for us, which I think is what separates us from traditional grocery stores,” Wheaton proclaims.
“People enjoy coming into the market because it’s not just an ordinary shopping experience,” she says. “They honestly enjoy the overall interaction that they experience here.
“Above all, they are really receptive to the way we do things by making it a priority to support local business by providing the highest-quality product that we can find.”
Says Wheaton: “During this year of COVID, people seem to want to know more than ever where their food comes from, what parts of the food chain it has been through, who has touched


it, and so on.
“We have regular conversations with our farmers and suppliers about how they’re keeping their sta healthy and their products safe,” she relates, “and we share that information with our customers to give them another level of confidence in the products they buy from us.”
Currently employing 23 people during the winter months, YFM expects to operate a sta of 42 at the height of the next summer’s harvest season, when nearly 100 per cent of all fresh fruit and vegetables sold at the store will be sourced from Ontario farms, according to Wheaton.
While YFM does import some of the more tropical fruit varieties from selected foreign growers during the winter, locally sourced foods still account for over 75 per cent of the store’s product volume even during the o -season months.
“There’s a lot of local food available all year long, much more than people may think,” Wheaton remarks.
“There’s apples, greenhouse vegetables like tomatoes, lettuce, cucumbers and peppers, root vegetables, sweet potatoes, rutabaga, onions, garlic ... there’s a lot we can o er,”Wheaton states.
“In addition, we specialize in a lot of locally-crafted meats and cheeses, as well as other locally-made grocery items like roasted co ee,
juices, breads, pies and many other great products to fill up your grocery cart with everything you need,” she states.
This unique product o ering has enabledYFM to attract an average of 800 customers per day over the last several weeks, according to Wheaten, who estimates the store’s full capacity at about 1,200 customers.
“We intentionally set up this building to have very wide aisles,” she points out, “so we can accommodate larger crowds while still remaining safe during COVID lockdowns.”
As Wheaton relates, the company’s preference for doing business locally has turned out to be very beneficial when it was time to install a new refrigeration system to operate the store’s 1,600-square-foot enclosed ‘cold room’ area with its own walk-in deep freezer.
In addition, this system would also have to provide optimal temperature control for the large deli section outside the cold room to ensure proper refrigeration for the cheeses, deli meats and other freshly made items displayed behind the glass counters.
With refrigeration systems often being one of the most capital-intensive investments in starting up a new grocery store, Wheaton had to make sure she picked the right supplier to provide a


(Clockwise from top)
The rooftop Oxford LLP refrigeration system; Oxford’s innovative Vapour Drive technology enabling oil-free operation; a close-up of a Schneider Electric power supply/UPS unit; several M172 series PLCs running Oxford Energy’s user-friendly Sensori Control software.
reliable and, critically, an energy-e cient system that would not cost a fortune to operate.
As it turned out, YFM’s ownership team made an exceptionally wise choice by approaching Oxford Energy Solutions Inc. to take care of the store’s refrigeration needs.
Also conveniently located in Woodstock since its founding in 2006, the privately-owned manufacturer has enjoyed rapid growth over the years through pioneering development of innovative, energy-ecient commercial refrigeration systems used in the agricultural, food processing and distribution, and healthcare industries.
“I have known about Oxford Energy from my previous work in the agri-food business,” says Wheaton, “and I was confident about engaging them to design and build a 1,600-square-foot cooler that would not just meet our current needs, but would be able to grow with us over the next decade.
“With them being a local company, they fit right into our mandate of supporting local businesses as much as we can,” Wheaton adds.
By securing Oxford Energy’s services, YFM has paired itself with a like-minded business enterprise aiming to a ect far-reaching changes in the way traditional commercial refrigeration systems are designed and serviced, according to the company’s president Ben Kungl.
“The commercial refrigeration market is dominated by few manufacturers whose product o ering is slow to adapt with

current available technologies.
“Our focus is on moving this industry forward to benefit the customer and the environment, instead of focusing on sales of replacement parts,” says Kungl.
Comparing the industry to the monolithic oil and gas business dominated by a few long-established players, “Oxford is looking to disrupt this hidden market,” says Kungl, explaining his company’s embrace of open-architecture control systems and intelligent control devices that can pinpoint the tiniest system problems and ine ciencies before they become major system failures requiring extensive repairs and overhaul.
“The core refrigeration design and control has gone unchanged for too long,” Kungl asserts. “Some systems are 50-years-old, with the compressors, valving, and integration remaining essentially unchanged.
“These refrigeration systems with conventional componentry are still dependent on pressure and oil,” Kungl explains, “whereas we have the ability of full integration with our Sensori Control platform, along with the oil-free, fully modulating Vapour Drive type of compressor.
Says Kungl: “When compressors fail, it is almost always caused by a separate issue in the system.
“Lack of information and diagnostics are really to blame in these systems,” says Kungl, “which hide the root problem.
“Technicians do not have all the information required to make proper assessments and therefore both the system and the owner su er.
“Secondary and third-tier problems such as electrical burn-ups, acids, high discharge temperatures, improper superheat, mass flow issues, etc. are usually evident and will forever plague these system as you go down this path,” Kungl asserts.
For Kungl, increasing component longevity, reducing breakdowns, increasing system e ciency can all be achieved with better control and vision built into the system from start, so it can be set up and assessed properly.
As he explains, the company’s Sensori Control platform o ers the required

scalability, repeatability, machine learning capabilities required for optimizing machine intelligence and energy e ciency, which Kungl, which he says are the key hallmarks of innovative new refrigeration technologies Oxford Solutions has brought to the market recently.
This includes, of course, the patent-pending Oxford LLP (Low-Pressure Platform) system installed at Your Farm Market last spring.
“It is arguably one of the highest-automated refrigeration platforms available on the market today,” Kungl states. “It’s a plug-and-play system; as soon you plug it in, it auto-loads and starts running.
“It’s also a connected system that is continuously pulling all the data and stores all the historical trends.
“If something goes wrong, it shuts o and we get a notification before anything detrimental could happen,” Kungl explains.
“By utilizing machine learning and adaptive predictability, we are now taking it to the next level by informing the customers what’s going wrong with the machine and how to fix it in the interim.
“Our key objective with every customer is to reduce service calls ans cost to customers, and the operating cost from maintenance standpoint, ” Kungl states.
“Energy reduction and lower hydro bill are all byproducts of that philosophy.”
Byproducts or not, Wheaton can’t say enough good things about the Oxford LLP system installed at her store location.
“It costs me about $300 per month to operate our Oxford refrigeration system,” Wheaton extols. “People are amazed when I tell them it costs me a fraction of the Hydro bill I pay monthly to heat and air-condition the rest of the store.”
According to Wheaton, the Oxford LLP system has operated flawlessly since startup, consistently keeping the cold-room chiller at 3°C temperature levels, while ensuring -20°C or lower temperatures inside the freezer, as need be.
“The large food area with refrigerated coolers, freezers, serving counters, process area, etc., has yet to exceed a peak of 20 KW of total energy for all refrigeration equipment, including all fans and defrost

heaters,” adds Kungl.
According to Kungl, the system’s remarkably low power consumption is in large part enabled by the system’s use of Oxford’s innovative Vapour Drive compressor technology, along with the new open-architecture Sensori Control software driven by advanced automation controls and devices supplied by global energy management and distribution systems giant Schneider Electric.
This powerful integrated package of automation hardware and software enables about a 50-percent reduction in the number of mechanical components in the systems’ design, including pressure safeties and pressure control hoses, while the use of smarter controls from Schneider Electric allows for a better-operating, lower-charged system with the least amount of connection points and gaskets.
All this adds up to reduced installation costs and start-up time, user-friendly benefits of pre-programmed, self-assessing and self-adjusting system architecture, along with self-programming EXV (electric expansion valve) controls.
As Kungl relates, collaborating with Schneider Electric in the design and integration of Oxford’s Sensori Control platform and Vapour Drive motor technology into the Oxford LPP system has been a rewarding experience on many levels.
“We share the same goals of energy resiliency, sustainability, reliability, adaptability, increasing e ciency and net-zero emissions,” he states. “We also have a shared vision of disrupting and improving the market by going against existing methods.”
Dave Mark, account manager for southwestern Ontario with the Industrial Automation Business unit of Schneider Electric in Cambridge, Ont., says the use of Schneider Electric’s M172 series PLCs (programmable logic controllers) aboard the Oxford Sensori Control panel has en-

abled the level of system integration over the full refrigeration platform that was difficult with any other system on the market because it was not open and flexible—enabling Oxford to apply a program control structure they have been trying to implement in this market for a very long time.
“Every compressor gets an M172 18-I/O PLC with set I/O configuration so they are all the same, every time, with all the case controls, condensing unit controllers, and dehumidifier controllers all having their own Modbus driver.
“The benefits of having all the M172’s functioning as individual devices with the same I/O allows us to auto-configure every device on the connected system automatically,” Mark explains, “like plugging an iPhone into a computer.
“The system already knows the associated I/O and where we want to direct the information,” Mark says.
“It’s a truly plug-and-play control platform, with no site programming, and where every device is fully independent of the others.”
All the information and commands generated by the M172 PLCs is displayed in real time on Schneider Electric’s Magelis industrial PC terminal mounted onto the refrigeration system’s control cabinet enclosure outside the cold room, which can only be accessed by Wheaton herself.
The rugged touchscreen Magelis terminal deploys Schneider Electric’s EcoStuxure Machine Scada Expert control technology to bring all the collected information to the user in a pre-defined set of screens.
“The final stage is the dashboard and server system for applying advanced analytics and machine learning,” Mark says.
“These solutions are protected by Schneider Electric EcoStuxure Secure Connect advisor, a strong cyber security solution for remote access to make for a
fully integrated solution,” says Mark, adding Schneider Electric also provided all the related hardware products including power supplies, switches, buttons, contactors, starters, humidity transducers, cables, sensors, motors, drives, etc.
“We have not experienced any failed components on-site yet and no hardware issues to this day,” Kungl states.
As Kungl explains, the Sensori Control platform running throughout the entire refrigeration platform utilizes the same pressure transducer and temperature sensor at every point in the system.
“Hence the inventory and replacement parts required for emergency stock are dramatically reduced,” Kungl points out.
“The ability to have total vision into a system or a stand alone device without any changes to system programming or set-up are key,” Kungl proclaims.
“The convenience of all devices communicating over a network LAN system makes integration and cross communication as easy as plugging in the cable.
“This is the design of the system as we saw it,” Kungl assets, “so that there would be no limitation to size or growth.”
Adds Your Farm Market’s Wheaton: “I’ve obviously learned a lot about what goes on with the system and what makes it unique, which is simply way out of my knowledge base.
“But although I didn’t know anything about refrigeration, I’ve been able to come up to speed thanks to all the great help I got from Oxford and Schneider Electric,” Wheaton states. “They’ve been great to work with and they have been exceptionally responsive and quick to answer any questions I may have.
“Moreover, it is a highly secure system that I can monitor virtually from anywhere,” says Wheaton, citing the system’s self-configuring Internet connection requiring no input from ITpersonnel.
“Security over the Internet is our biggest concern,” she states, “and this is one of the most secure systems on the market.
“The email set-up is as simple as typing in your address,” she says, “while everything else is automatic.
“All in all, this refrigeration system gives me a priceless peace of mind,” Wheaton concludes, “in addition to the fantastic savings in our electricity costs.
“And doing it while being able to create strong relationships with local businesses who are working to create a better and more sustainable environment is a great bonus for us and the community we all serve.”
SUPPLIERS
Schneider Electric Canada
(From left) Oxford Energy president Ben Kungl and Schneider Electric’s account manager Dave Mark have been collaborating on several joint projects over the years to help Oxford develop a new generation of energy-e icient commercial refrigeration systems for various industries.
Please see a video of the Oxford LLP refrigeration system, and the Schneider Electric automation controls used to operate it, on Canadian Packaging TV at www.canadianpackaging.com


Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.


• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors


• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation. COMPLETE




info@heatandcontrol.com |


Artisanal deli meats producer making the most of its thermoform packaging investment with confident move into broader retail and online grocery channels
By Andrew Snook
Michael McKenzie has always had a passion for fine foods: salami and similar cured meats in particular. Whenever his work took him overseas, he took advantage of every opportunity presented to him to try meats from around the world.
“I was originally in the military and travelled around eating food everywhere,” McKenzie says. “I loved eating and making salami. I bought it everywhere I went—all over the West Coast in places like San Diego and Seattle, across Asia, and all over Europe.
In addition to tasting and enjoying different salamis, McKenzie would often sit down with butchers at the shops he visited around the globe and discuss the tech-
niques they used to make their creations— expanding his knowledge base and improving the salamis he was making back home, which became his passionate hobby about 15 years ago.
Upon leaving the military in 2010 to spend more time with his family in Sharbot Lake, Ont., McKenzie’s hobby quickly became his full-time business in 2010, which he named Seed To Sausage
“My son was being born and I was going to get deployed again, so I thought I should look at a new line of work,” he recalls.
Like many small businesses starting out, McKenzie tried to work out of his home, but this became impractical as the popularity of his cured meats quickly grew.
“My business started with chefs coming to my house and buying products from me, and soon I was selling to restaurants,” McKenzie recalls. “So I phoned Health



(Top to bottom)
A selection of cured sausages and other artisanal meat products produced by Seed To Sausage wrapped in airtight high-barrier plastic film packaging on the high-performance automatic Variovac Optimus HFFS machine installed at the facility about a year and a half ago.
Machine operator loading two salami sticks at a time inside the cavity pockets of the Variovac Optimus machine for making the salami twin-packs shown in the picture above.
Canada and let them know that I’m making salami in my garage and that I would like to have it inspected so I can make it out of my garage commercially.
“Someone came in and tried to help me turn my garage into a meat plant,” McKenzie recounts, “but it was impossible.”
Fortunately, a local economic development group heard about his cured meats and his need to expand the business.
They informed McKenzie that there was a local abattoir being o ered for sale, and he jumped at the opportunity to purchase the property.
“I was producing salami, writing my own regulations, delivering salamis and doing collections,” McKenzie recalls.
“I had originally started out with my father, who helped out on the bookkeeping side of things,” he says. “Even my mother would come to help out sometimes.”
Happily for the McKenzie family, all those early growing pains ultimately paid o in a big way.
These days, Seed to Sausage produces approximately 50 di erent types of cured meats, including seven di erent types of ready-to-eat sausage and, of course, a generous selection of di erent styles of salami—totalling about 250,000 kilograms of cured meats a year.
In addition to the production facility in Sharbot Lake, which employs upwards of 14 people during the plant’s busiest production periods, McKenzie also owns a retail store in Ottawa that employs another seven people.
Before the COVID-19 coronavirus pandemic was o cially declared last March, Seed To Sausage products were selling exceptionally well in many popular restaurants across Ontario.
“We sold to over 800 restaurants,” McKenzie says. “We were in almost every high-end restaurant in Ontario—like the Oliver & Bonacini restaurants.
“Our products were being served in the House of Commons and at the Governor General’s Awards banquet,” says McKenzie, citing a prestigious industry award as Canada’s top artisan food producer.
But the pandemic hitting the restaurants especially hard by forcing them to close in-room dining for the better part of 2020, McKenzie knew he had to develop a


new strategy for getting his products out.
After deciding to focus on online and retail sales, he began exploring options for acquiring the right packaging technologies for his high-end, hand-crafted artisanal products that would fit into the extremely small footprint of his processing facility.
“We only have 4,000 square feet to work with, along with an adjacent 1,000-squarefoot walk-in refrigerator,” he says.
Having been approached on several previous occasions by food packaging specialists at Reiser (Canada) Ltd. of Burlington, Ont., McKenzie decided to find out what Reiser could do to provide a practical solution for his needs.
“I’ve been calling on Mike since 2015,” says Reiser Canada’s sales representative

The Variovac Optimus machine is operated via a built-in seven-inch industrial PC touchscreen terminal displaying the machine’s operational status in real time.
Finished twin-packs of premium-quality salami sticks placed inside corrugated cases for shipping to customers.
Freshly-made salami packages exiting from the Variovac Optimus machine’s sealing unit at the system’s back end.
that—more e ective packaging.
“That’s what drove the sale,” says Kennedy, describing the recent installation of the highly robust and versatile Variovac Optimus horizontal form/fill/seal (HFFS) packaging machine delivered by Reiser Canada.
Je Kennedy.
“We’ve had a really good relationship over the years, talking about various technologies that Reiser o ers,” says Kennedy, admitting to being a fan of Seed to Sausage himself. “With the flavorings Mike puts in his sausages, he’s found a way to really differentiate his products.
“There’s nothing quite as unique like his products to be found in the larger supermarkets … he’s got a very loyal customer base.
“Considering where’s he’s located, he has built up a good following on the retail side,” Kennedy says, “but once Mike decided that he was going to do home delivery as well, we both agreed that he would need to have better packaging to do
“We had talked about thermoform packaging in the past,” recalls Kennedy, “and once Mike decided to switch gears he wanted to find out how he could implement it.”
As Kennedy explains, the Variovac Optimus system can process a broad variety of packaging styles and formats, including vacuum- and skin-packing, MAP (modified atmosphere packaging), shrink packaging or hot filling, o ering robust output rates of up to 13 cycles per minute.
Featuring stainless-steel construction and hygienic design for meeting the strictest sanitation requirements, the Variovac Optimus features the proprietary RapidAirSystem technology to ensure uniform, high-quality forming and sealing without the need for pre-heating film, according to Reiser.
McKenzie says that the installation and





Started up at the Seed To Sausage facility last November, the Variovac Optimus packaging machine installed by Reiser (Canada) Ltd. has provided owner Michael McKenzie (left) with the professional high-barrier film packaging that enabled the company to enter the more lucrative retail and online sales channels to make up for the lost restaurant business.
commissioning of the machine was not particularly challenging once he was able to find a home for it inside the facility.
“Typically, nobody has extra space just lying around that can be integrated into the flow of their production,” he says. “It took a long time to figure out where we were going to fit this machine.”
Around the same time that McKenzie was searching for a spot to place his new Variovac Optimus system, he was also starting to run out of space in his walk-in cooler. Deciding to kill two birds with one stone, he converted an old shipping bay into his new walk-in cooler and used the space from the old cooler to install the Variovac Optimus.
“We went from 600 square feet for our walk-in cooler to 1,000 square feet,” McKenzie notes. “Now even that room is getting too small.”
Adds Kennedy: “It took a rigging crew to get it inside.
“They have a very small facility, so they had to build an addition to the plant to install the machine,” Kennedy says. “It was a really big commitment on their end.”










The entire process of finding the necessary space, installing and commissioningof the new Variovac Optimus took about four months to complete, but by November 2020 everything was operational, and Seed To Sausage was back to filling orders for both the online and retail customers.
“Mike needed to figure out which products he wanted to package and what he wanted them to look like—things like pepperettes, bacon and sausages—and we came up with solutions that could package all those things,” Kennedy says.
The high-end, high-impact packaging produced on the Variovac Optimus machine was vital for getting the high-quality meats onto shelves at various retail locations, according to McKenzie.
“When the COVID-19 shutdown happened, we were not able to pack e ciently by volume to make up the sales we had in the restaurants,” McKenzie relates. “We were forced to go into retail sales, so we bought the Reiser Variovac for individual packaging and we’ve built our sales right back up.”
Despite only having his new Variovac Optimus operational for about half a year, McKenzie can’t picture life without it now.
“I couldn’t imagine not having the unit now,” he states. “It has increased the value of the company substantially.
“I really should have gotten it a long time ago.”
SUPPLIERS
Reiser (Canada) Ltd.
Please see a video of Reiser’s Variovac Optimus machine in action at the Seed To Sausage facility on Canadian Packaging TV at www.canadianpackaging.com
Premium-quality

Gourmet chocolate producer hits the packaging sweet spot with custom-designed horizontal flow wrapping system
By Andrew Snook
When Jacqueline Jacek took a hard look at her future career path, she couldn’t decide on whether she preferred to pursue a career in fashion or chocolate.Ulimtely, Jacek decided to have the best of both world by combining her pssion for both to become a cocoanista, a chocolate designer, by launching JACEK Chocolate Couture
“I started the business in our basement in December 2009 with a goal of combining fashion and chocolate,” Jacqueline told Canadian Packaging in a recent interview from her company’s head o ce in Sherwood Park, Alta.
“I decided to pursue the culinary arts and run the company on a fashion business model with collections launching seasonally.”
Already trained in the art of chocolate making, Jacqueline worked with her husband, Tim Jacek, and her father,Tom LaBerge, to convert a bedroom in the couple’s basement
The company’s award-winning chocolate bars are packaged on the high-speed Sinlon model SL-920HE horizontal flow wrapping machine (see below) that uses hermetic sealing to make air-tight packs that prevent the passage of air, oxygen or other gases that can adversely impact the product’s shelf-life.
into their first chocolate production space. Jacqueline’s model of producing beautiful, high-end chocolates with seasonal rollouts of new products was extremely successful, and the company has grown consistently every year since its inception.
In 2012, Jacqueline leased her first commercial space in Sherwood Park to expand production.
That space has tripled since that time , now occupying approximately 9,500 square feet of production and retail space.
“We’ve grown pretty consistently by between 30 to 40 per cent every year,” Jacqueline says.
“We’ve never done anything that would skyrocket us,” she says. “There was no magic pill; just a lot of hard work and finding the right people for our team.
“We have carefully managed out growth to make sure we don’t lose our quality edge or the joy of doing what we do.”
In addition to growing its sales year over year, JACEK Chocolate Couture’s trophy cabinet has expanded significantly, being selected as recepient of some major industry awards, including:
• 2011: Top 10 Chocolatiers in North America, Dessert Professional Magazine (New York);
• Don Neil Young Award for Entrepreneurship;
• Top 25 Things to Eat, Avenue Magazine;
• 2014: Business of the Year Award, Sherwood Park Chamber of Commerce.
• 2015: Business Leaders Award , Business in Edmonton Magazine;
• Global Woman of Vision, Global TV.
• 2016: Best Chocolatier , Avenue Magazine Edmonton;
• Top 40 under 40, Avenue Magazine Edmonton;
• 2017: Best Chocolatier, Avenue Magazine Edmonton
• 2018: Silver Medal in the International Chocolate Awards competition for the Colombia 70% bar and the Costa Rica 70% bar; Bronze Medal for The Edmund and the Dominican Republic 90% bar and Bronze Medal by the Academy of Chocolate for the Dominican Republic 70% bar, the Dominican Republic 90% bar and The Edmund.
• 2019: A Gold Medal for the Tasters IACCT – International Chocolate





Awards competition for the Colombia 70% bar;
• 2020/21: A Silver Medal for theWhisky Bar and a Bronze Medal for the Costa Rica 70% bar for the Americas region in the International Chocolate Awards competition.
The company currently employs 25 people, including Jacqueline and her husband Tim, who came on to oversee operations for JACEK Chocolate Couture three years ago.
Although the company used to operate a retail boutique in downtown Edmonton, that location has been permanently closed due to the COVID-19 pandemic.
The company has since shifted its focus to expanding its online sales presence— o ering Canada-wide shipping as well as store pick-up options.
When she began her entrepreneurial journey, Jacqueline focused on her role as a chocolatier, making beautiful bonbons
and chocolates that are as much a work of art as they are a sweet treat.
But in recent years, she has become more involved in the creation of the chocolate itself.
As she explains, “There are two distinct industries involved.
“There is the chocolate maker, who makes the chocolate from the beans; and there is the chocolatier that makes the bonbons and the chocolate bars.”
A couple of years ago, Jacqueline introduced her own bean-to-bar line, where she sources her ingredients directly from the growers of the cocoa beans to create her own collection of chocolate bars.
The new line of products was selling well—so well that the production process started experiencing production bottleneck at the packaging line.
“Two years ago, the bars were being hand-bagged and placed inside a card-
board box,” Tim recalls.
“As we grew, we couldn’t keep up with demand using this approach, so we decided to look at a flow wrapping solution.”
The company didn’t need to look far to find a solution, as nearby packaging specialists at Harlund Industries Ltd., which has its head o ce based in Edmonton, had already built a connection with JACEK Chocolate Couture.
The company’s western Canada sales manager Warren Boudreau, had already dropped by the Sherwood Park o ce one day and left a product brochure describing performance features of the Sinlon model SL-920HE horizontal flow wrapper.
“A couple of months later I received an inquiry from Jacqueline,” Boudreaau recalls. “ They had done some research and thought it was a good fit.
“They were impressed with the features and the cost,” Boudreau says.
“We sat down with Harlund Industries to talk about what our needs were,” adds Tim. “We sent our film along with product samples to Sinlon’s facility in Taiwan, where they engineered and built a machine to meet our needs.
“It took about six months for the machine to arrive,” he recalls, “but when id did, Harlund was quickly on-site to set up, commission and train our team on the machine: everything went very well.”
Tim says the Sinlon flow wrapper is currently being operated at about 25 per cent of its speed capacity, allowing JACEK Chocolate Couture to package about 60 chocolate bars per minute.
“As an artisan producer, I can’t see us ever producing at a rate that will outpace the flow wrapper,” he says. “We have unlimited growth on that machine, so it was definitely a good investment.”
Manufactured in Taiwan, the Sinlon model SL-920HE horizontal flow wrapping system installed at the JACEK Chocolate Couture facility features inline quality assurance systems (see above) to check the print registration quality and other key performance indicators to ensure superior packaging quality for each individual chocolate bar produced by the company.

Adjustable rail guides and sealing jaws make sure each chocolate bar is perfectly packaged and sealed.
The Hitachi model UX-B160WP inkjet coder is used to apply product codes and best-before dates on each packaged chocolate bar.
Harlund Industries added a cooling system so that the heat generated from the sealing jaws wouldn’t melt the chocolate, as well as a Hitachi model UX-B160WP inkjet coder that prints the date code and best-before dates on the products.
“One thing they liked is that we’re local and our service is local,” Boudreau says. “Harlund’s head o ce is right here, and we’ve got o ces in Vancouver and Mississauga, Ontario, as well.
“We only install what we can service,” Boudreau states. “We won’t leave anybody high and dry.”
Adds Jacqueline: “A big component of choosing our suppliers is having local representation—that was a big factor.”
As for future goals, Jacqueline wants to see her company continue to grow the bean-to-bar product line and introduce it to new markets.
“Last year, we processed 2.17 metric tonnes of cacao beans, and we are on track to do double that this year,” she says.
“From an operational perspective, I want to keep streamlining the processes to help us achieve what we’re looking to do,” Tim adds.
“We don’t make one thing for five straight years.,” he states.”Twentyfive per cent of what we make gets swapped out every three months, so just figuring it all out can be a challenge, but addressing this challenge is what keeps our products and business in a constant state of innovation.”

One servo drive for any ethernet!






The new servo drive CMMT-AS offers connectivity of the hardware and software, great efficiency, compact design and easy operation.
• For point-to-point and interpolated motion with focus on dynamic motion and precise positioning
• Direct fieldbus integration
• Quick and easy commissioning with the Festo Automation Suite

St. Louis, Mo.-headquartered rigid packaging product group TricorBraun has completed the acquisition of RODA Packaging, manufacturer of plastic containers, bottles and closures for the chemical, sealant and adhesive products based in Laval, Que.
“Our acquisition of RODA Packaging continues our long track record of growth in Canada,” says TricorBraun president and chief executive o icer Court Carruthers, adding the RODA will continue to operate under its current chief executive o icer Stéphan Berthiaume at its existing facilities in Quebec as part of the company’s growing



TricorBraun Canada business. “We are very impressed by the strong company Stéphan Berthiaume and his team have built,” Carruthers states, “and with our combined expertise we will service the needs of Quebec-based businesses, along with the customers we support across North America. “
Protective packaging product manufacturer Pregis LLC of Deerfield, Ill., has announced the opening of a new 300,000-square-foot facility in Behel, Pa., where the company plans to produce lightweight, recyclable all-paper cushioned mailers (see picture) for customers in the northeastern region of North America. Expected to create 80 new full-time jobs when it comes online next month, the facility houses multiple production lines equipped with specialized equipment to produce and recycle the mailers.




“With e-commerce continuing to grow exponentially, brand-owners and retailers are looking for sustainable alternatives to ship their products through the parcel network direct to consumers,” says Pregis president and chief executive o icer Kevin Baudhuin. “Our investment in this new manufacturing facility is yet another commitment to our robust e-commerce o ering and our dedication to sustainable protective packaging.”



Leading Italian packaging systems manufacturer Marchesini Group has commenced operations of its recently launched Beauty Division business, located at a new 5,00-squre-meter production facility at the company’s headquarters in Pianoro. According to Marchesini, the new plant will integrate operations of the recently-acquired Cosmatic brand of machinery used for the production of lipsticks and fill-in cosmetic powders. (see picture) “Although the use of face coverings had reduced purchases of lipsticks and other make-up products, we regard Cosmatic as a very interesting partner, as it is one of the few Italian companies to possess such specific expertise,” says Marchesini Group’s chief executive o icer Pietro Cassani. “Our aim for 2021 is to replicate in the cosmetics segment that which we already do for pharmaceutical segment—creating entire production that are able to carry out all of the operations requested by customer, from the processing of the product through to its final packaging.”
Milliken & Company, Spartanburg, S.C.-based manufacturer of chemical masterbatches used in the production of plastic packaging products, has completed the acquisition of German specialty chemicals producer Zebra-chem GmbH, known for its peroxide and blowing agent masterbatches used to incorporate 100-percent recycled plastic materials into new plastic products. “Our long-term focus on innovation and sustainability encouraged us to consider how we can contribute to some of today’s challenges, like e ectively incorporateing recycled plastics in manufacturing,” says Milliken president Halsey Cook. “I’m excited to welcome the exceptional talent within Zebra-chem as they join Milliken to move the needle on sustainable innovation.”

Eriez, Erie, Pa.-based manufacturer of magnetic lift and separation, metal detection, fluid recycling, flotation, materials feeding, screening and conveying equipment for use in packaging, processing, metalworking and other industrial applications, has appointed John Blicha as global senior director of marketing and brand management.
Tekni-Plex, Inc., Wayne, Pa.-based integrated manufacturer of plastic and rubber polymers for packaging applications in medical device, healthcare, food-and-beverage and other consumer and industrial markets, has appointed Rodolfo Haenni as vice-president of market and strategy development for food-and-beverage packaging.































Cincinnati-headquartered packaging machinery manufacturing group ProMach has appointed Adam Rosenthal as director of marketing for the company’s Pharma business unit—comprising the NJM, WLS and Pharmaworks pharmaceutical packaging machinery brands—based in Covington, Ky.
PDC International , manufacturer of shrinksleeve labeling and tamper-evident banding machinery headquartered in Norwalk, Conn., has appointed Gary Tantimonico as company president.
German packaging machinery manufacturing conglomerate MULTIVAC Group has appointed Philipp Losinger as vice-president of the company’s subsidiary operations, responsible for the management and strategic development of the company’ subsidiaries in Africa, the Arab Emirates and the Oceania region.

Miraclon, Rochester, N.Y.-based manufacturer of FLEXCEL NX plate-making systems for flexographic printing applications, has appointed Reid Chesterfield as chief technology and innovation officer; and Aaki Ali as chief technology advisor to the company’s chief executive o cer Chris Payne.


Agr International Inc ., Butler, Pa.-based manufacturer of inline testing and quality assurance technologies for glass and plastic container inspection applications, has appointed Steve Smith as director of sales for the company’s North American sales team, responsible for all sales related activities within the U.S., Canada, Mexico and several Latin American and Caribbean countries.
Carmen Becker, vice-president and general manager of specialty containers at Amcor Rigid Packaging in Ann Arbor, Mich., has been appointed to the Fluid Milk Board of the International Dairy Foods Association (IDFA) , the leading U.S. professional group representing the country’s dairy manufacturing and marketing industry.

Paper Converting Machine Company (PCMC) , Green Bay, Wis.based Barry-Wehmiller subsidiary specializing in manufacturing converting machinery for the tissue, nonwovern, package printing and bag coverting applications, has appointed Stan Blakney as president the company’s global operations.























































Discover new ways to keep your bottling lines moving while making your business more sustainable. System Plast® conveyor components will help you achieve your sustainability targets. Interested in reducing the use of water, elimination of slippery floors, reduced energy consumption, less downtime and less waste?
Ask our specialists for specific recommendations for your plant. You can start now reducing the natural resources we consume!


















Make your product shine with the highest quality secondary packaging.
. Quick and tool-free format change
. Quick and tool-free format change
. Maximum product and pack style flexibility
. Maximum product and pack style flexibility
. High process safety and reliability
. High process safety and reliability
. Scalable output from 30 to 150 cartons per minute
. Scalable output from 30 to 150 cartons per minute
. Compact footprint
. Compact footprint
Brad Baker | +1(919)877-0886 | brad.baker@syntegon.com
Tobias Bruetsch | +1(919)971-6107 | tobias.bruetsch@syntegon.com
syntegon.com/2p Syntegon. Formerly Bosch Packaging Technology.
Venerable Canadian pastries producer setting a high bar for co-packing productivity with turnkey flow wrapping solution
With 115 years of experience, Leclerc Foods is an old hand in the cookie and bar business that knows what matters most: top quality and satisfied consumers.
The cookie and bar manufacturer is fully dedicated to this mission and, in doing so, counts on the support and know-how of innovative processing and packaging technology partners, such as Syntegon Technology.
As part of its current expansion and modernization plans, Leclerc bought a total of two new state-of-the-art bar systems, each of them with two packaging legs, from Syntegon for its sites in Canada and the U.S.
Headquartered in Quebec City, Leclerc Group credits much of its success to the company’s core values: maximum quality standards, safety and flexibility throughout production, and a relentless drive to deliver customer satisfaction.
When François Leclerc started baking cookies in his own small kitchen in 1905, he probably did not imagine how long-lasting and successful this undertaking would be.
What started as a small biscuit bakery soon became a thriving family business that overcame the uncertain times of the 20th century and today supplies the whole world with delicious cookies, snack bars, and crackers.
Thanks to its ‘anything-is-possible’ mindset, Leclerc has successfully identified emerging food trends and expanded its product range according to the current zeitgeist.
When Leclerc expanded its portfolio to granola bars in 1980, the business started to record major growth rates.
As a result, Leclerc expanded from Quebec to other locations in Canada and beyond national borders to the U.S., soon operating a total of eight production facilities.
Today, the Leclerc brand name is synonymous with delicious cookies, crispy
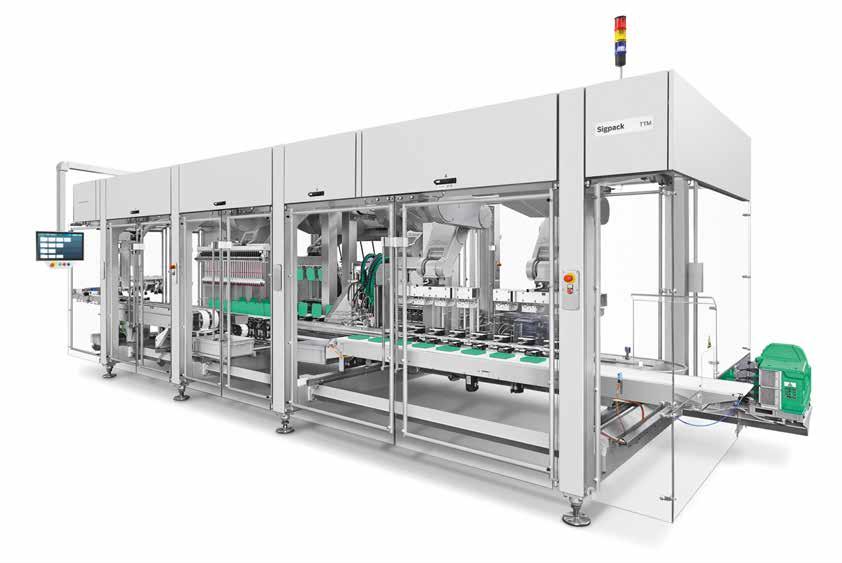
crackers and healthy bars.
That, however, only accounts for approximately a quarter of the total business: Leclerc is also a successful contract manufacturer for private-label brands.
Over the past years, the company has achieved its most significant growth in this business segment.
“As a contract manufacturer, we have to respond quickly to current market requirements and meet our customers’ demands for a ordable, high-quality products,” explains Jean-Sébastien Leclerc, vice-president of co-manufacturing and manufacturing infrastructure at Leclerc.
“This not only calls for flexibility and speed, but also puts product quality and food safety at the forefront,” he explains.”That’s why we need e cient, long-lasting technology and reliable partners that support us with their expertise.”
Driven by the ongoing diversification of the bar market, Leclerc decided to expand its production capacities in 2019, building a new greenfield production facility in Cornwall, Ont.
When it came to investing in the expansion and modernization of its production,
The Sigpack TTM2 top-load cartoners with patented format changeover from Syntegon Technology are part of the turnkey flow wrapping line system installed as Leclerc’c new Cornwall facility.
the company trusted a partner who has known the family company’s philosophy and aspirations for many years.
Formerly known as Bosch Packaging Technology, German-headquartered Syntegon Technology has been supplying advanced packaging line solution for the confectionery and dry-food industries for decades, working with its Canadian distribution partner Charles Downer & Co. Ltd. to complete a multitude of successful equipment installation across the country over the years.
In fact, Leclerc and Charles Downer first started working together back in 1996, when the company supplied processing and packaging systems for fruit and rice crispy bars for Leclerc’s Canadian production facilities.
That collaboration has continued to this day—expanding to production facilities in the U.S.
“We like to work with partners who fully understand and support our corporate values and share our commitment to quality,” Leclerc says. “We need suppliers who come up with innovative solutions that are tailored to our needs.
“We like to work with partners who fully understand and support our corporate values and share our commitment to quality. We are happy to have found such a partner in Syntegon.”
“We are happy to have found such a partner in Syntegon.”
Meeting high demand within a dynamic market environment like bar processing and packaging makes having a flexible and reliable partner a key pre-requisite for companies like Leclerc.
Not only is the bar market dynamic and constantly diversifying, the product itself is versatile, high-end and delicate.
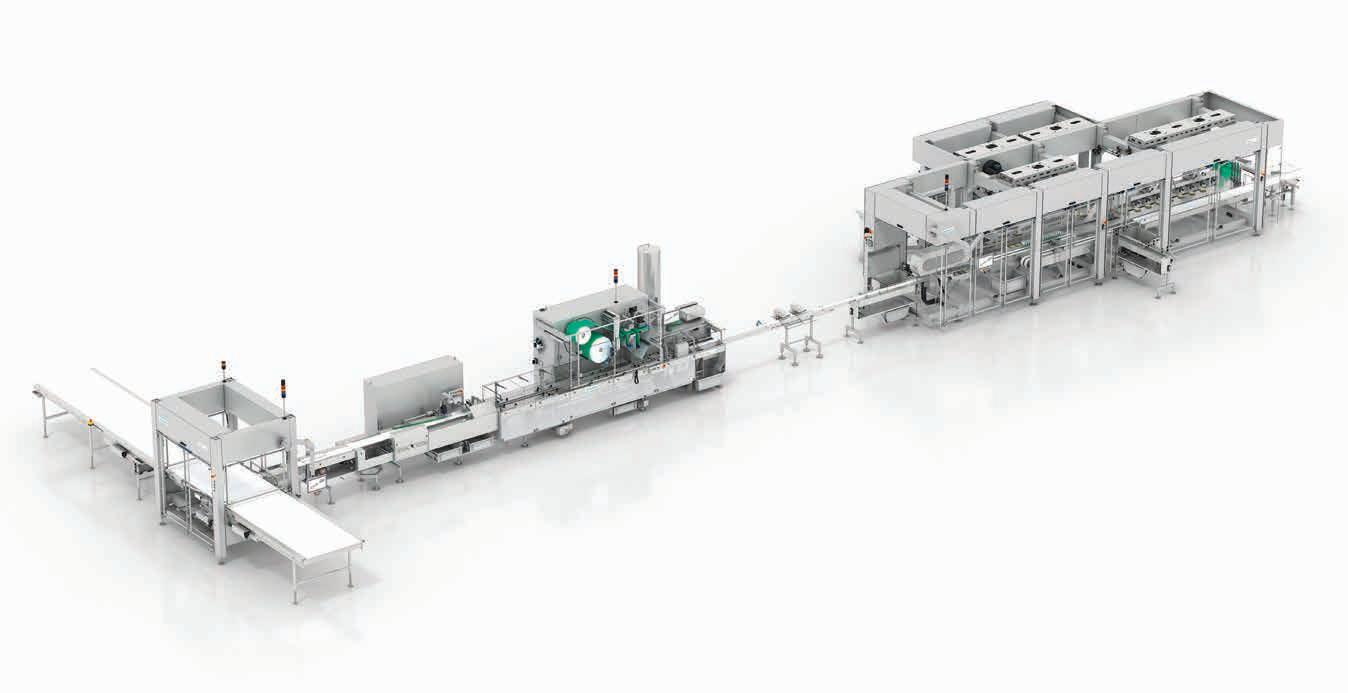
Leclerc uses high-quality ingredients for all their products, which require gentle handling and spoil easily if they are not packaged right due to the limited use of preservatives.
The hygienic conditions within the lines must therefore meet high food safety standards and ensure optimal product protection.
Packaging di erent bars and batch sizes on one line is standard everyday business for Leclerc.
Yet yet it is no simple task—especially when the product contains allergenic ingredients such as nuts. Therefore, any risk of cross-contamination has to be eliminated at all costs.
For Leclerc’s contract manufacturing business, another challenge in terms of machine flexibility is the question of how many di erent products are produced in which batch size.
In order to minimize downtime in the production of small batches, short format changeovers and cleaning times for the entire process and packaging line are essential.
Gentle product handling is another important factor to ensure that the ingredients are packaged reliably and reach the consumer in perfect condition.
Moreover, product breakages and waste are an economic factor, because the
high-quality materials are expensive to buy.
Reduced product waste also has a positive e ect on the environmental footprint.
With many years of experience with these challenges and Syntegon’s competence in integrated system solutions, it was the logical consequence for Leclerc to opt once again for consistent packaging lines from the German expert.
At its new production site in Cornwall, Leclerc planned to produce snack and breakfast bars filled with fruit and grains–an increasingly popular on-the-go breakfast alternative.
In order to o er consumers maximum convenience, the bars are flow wrapped individually and then packed in tri-seal cartons of di erent sizes and counts.
The products are marketed in various configurations in sizes. Consequently, Leclerc needed to be able to change between formats easily and with minimum downtime.
To make this process as smooth, flexible and e cient as possible, Leclerc decided to invest in a brand-new, state-of-the-art packaging system from Syntegon.
The primary and secondary packaging system consists of a two-legged product distribution system with two gentle crossfeed stations and a multilevel product buffer; two Sigpack HRM flow wrappers for cold sealing with FIT intelligent infeed;

As part of its expansion and modernization plans, Leclerc acquired a total of two new state-ofthe-art bar systems from Syntegon Technology for its sites in Canada and the U.S.
and two integrated Sigpack TTM2 topload cartoners.
“Our highly flexible and e cient system was engineered to meet highest hygienic standards,” says Syntegon’s North American sales manager Klaus Haebig, who headed the project.
“The equipment features a high level of automation as well as excellent format flexibility,” Haebig sates. “It is an ideal fit for Leclerc right now and also paves the path to further growth ahead.”
Once the granola bars have been formed, dried and cut, the Sigpack DGDE distribution station gently arranges them crosswise and distributes the bars to the packaging legs.
In case of a product jam or machine downtime on one of the legs, the products can be diverted to the DBM-3 buffer station for storage on as many as three decks.
Once the packaging process picks up again, the products are automatically fed from the bu er back to the flow wrapper.
The Sigpack HRM flow wrapper packs the bars at a speed of up to 720 products per minute.
The flow wrapper features the intelligent Sigpack FIT product infeed— based on the clever application of linear motor technology that facilitates non-contact and gentle product feeding, as well as fast pushbutton format changes.
Syntegon’s patented, fully automated high-performance splicing unit enables seamless splicing, which in turn reduces product waste.
The compact Sigpack FIT feeder transports the sensitive bars to the HRM flow wrapper without any physical contact.
The packaging solution for Leclerc also features the new Sigpack PFI module, a flexible, vacuum-free infeed solution for high-speed cartoning machines that also uses linear motor technology.
While feeding the wrapped bars into the cartoner, it fully accommodates the speeds of the Sigpack HR M flow wrapper, optimizing linear motor technology to ensure that each product is individually brought into the correct position and fed into the Sigpack TTM2 topload cartoner.
Thanks to the TTM’s compact and open design, only one operator is required for operation, format changeovers and cleaning of the machine.
Syntegon’s patented changeover con-



cept with pre-set rods is tool-less—enabling quick, easy and fully reproducible adjustments.
With its wide product and format rang,e the TTM o ers Leclerc maximum flexibility for current and future production.
As Jean-Sébastien Leclerc explains, “What applies to our site in Cornwall applies to all our factories: we have to work extremely flexibly and e ciently without compromising the quality of our products.
“Therefore, this interplay of high-quality production and flexibility is essential for us.”
The new line, which is already in operation at the Cornwall production site, and the whole collaboration with Syntegon delivered such satisfying results that Leclerc decided to upgrade even more packaging lines at other sites using Syntegon equipment.
“After the successful launch of our plant in Cornwall, we decided to upgrade our granola and snack bar production capacities at other sites with Syntegon machines as well,” Leclerc relates.
As a result, Leclerc sourced additional packaging systems for sites at its headquarters in Saint-Augustin, Que., and in Montgomery, Ala.
Also producing and packing snack bars from well-known international brands in as many as
six di erent primary packaging formats at the Saint-Augustin facility, Lecrerc needed to achieve a high degree of format flexibility.
The St. Augustin and Montgomery systems also comprise Sigpack distribution stations, HRM flow wrappers with FIT intelligent infeed and TTM2 top-load cartoners.
In addition, Leclerc also invested in four case-packers from Syntegon, opting for the Elematic 3001 WA wraparound case-packing system.
“The challenge we had was that we needed machines that could process corrugated as well as solid cardboard,” Leclerc explains.
“The Elematic 3001 can process both types of cardboard and, thanks to its ‘lowerater principle,’ it o ers a large format and pack style flexibility.”
Format changeovers can be realized quickly and easily thanks to the machine’s patented Elematic Click System, which achieves perfect results from the very first case.
The click system, which is a standard feature on the Elematic 3001 series, indicates when parts have successfully locked into place with a clearly audible clicking noise.
This eliminates the need for adjustments and minimizes errors, helping Leclerc to reduce scheduled downtimes, while format changeovers can be
Use the configurable control system PNOZmulti 2 to implement multiple safety functions on your machinery. Don’t miss our “ready-to-use kit”, which includes:
✓ Base Unit mB0
✓ Set Screw terminals
✓ Chipcard 32kb ✓ USB Cable ✓ Basic License for PNOZmulti Configurator
BONUS: FREE Assembly and configuration training!
Contact us for more information: +1 905 821-7459 - info@pilz.ca
Safety Canada L.P. - Mississauga, ON - www.pilz.ca - info@pilz.ca

performed in under 10 minute.
The machine also features an external hot-melt granulate container and an intuitive control panel HMI (human-machine interface), which enables operators to program format selection, position, speed, timing and glue position.
Thanks to its investments in Syntegon’s stateof-the-art technology, Leclerc is well-equipped to continue to thrive.
“We always strive to do our best, which means staying as flexible and innovative as possible in response to market developments,” says Leclerc.
“We are fully dedicated to our quality promise,” he states, “and our new equipment from Syntegon will help us to deliver on this goal.
“In everything we do, ‘Family Business’ is the key word for us,” Leclerc states.
“Despite countless changes, we have always remained a family-owned company.
“Our employees, customers and cooperation partners form a part of this family,” he concludes, “and as a member of our family, we trust in Syntegon to walk alongside us.”
Syntegon Packaging Systems AG
Charles Downer & Co. Ltd.



Automatic bagging system making it easier to take life in the fast lane in proper stride for the fastgrowing face mask manufacturer
By George Guidoni, Editor
Photos By Naomi Hiltz
Wearing a protective face mask has become an inescapable part of everyday life for most Canadians since the global COVID-19 outbreak first spread to this country just over a year ago.
So much so, that it can be easy to overlook that for millions of Canadians working in the medical, construction, mining, food processing and many other industries, protective face coverings have been an essential part of their everyday work attire for decades.
And as many of them will readily attest, not all face masks are created equally— not by a long stretch.
“People tend to forget that prior to the pandemic, Canada would go through nearly six billion face masks per year,” says George Irwin, founder and chief executive o cer of the fast-growing upstart PPE (personal protective equipment) clothing manufacturer Trebor Rx Corp. in Collingwood, Ont.
As someone with first-hand experience of being infected with coronavirus in early 2020, Irwin says he is fully committed to providing Canadian consumers and working professionals with the highest-quality disposable face masks and respirators that current technology allows.
“I think it’s very important for Canada and the province of Ontario to be as self-su cient as possible in the personal protection business,” says Irwin, recalling widespread mask shortages and hoarding in the early weeks of the pandemic’s First Wave phase.
Also serving as chief executive o cer of the Itoys Inc. toy manufacturing business he owns—an o shoot of onetime leading Canadian children toys

manufacturer Irwin Toy—Irwin says the idea of making a side move into the face mask business was in many ways the result of his own harrowing COVID ordeal and its still-lingering aftere ects.
After naming his new company Trebor (Robert spelled backwards) to honor his late stepson who tragically passed away 10 years ago, Irwin got the ball rolling using his connections to import whatever quantities of surplus masks he could purchase from Chinese suppliers in the early part of the pandemic.
As those sources soon dried up and the global supply chains grounded to a halt due to ensuing international travel and shipping bans, Irwin began manufacturing the basic three-ply masks at a 6,000-square-foot shop in Collingwood, where he installed two mask-making machines he acquired from China.
Trebor Rx Corp. founder George Irwin posing alongside the new automatic SPrint SidePouch bagging machine, manufactured by Automated Packaging Systems and installed at his plant by PACKPRO Systems last October, used to bag the company’s Pro+ respirator mask kits.
ing the wearing of masks in public last fall, the demand for masks more than doubled almost overnight,” recalls Irwin, who estimates to have sold over 10 million threeply masks by the end of 2020.
With other PPE manufacturers also ramping up their own production of the generic three-ply face coverings, Irwin decided the company’s long-term prospects in this field would be best served by marketing better, more e ective and longer-lasting face masks o ering much higher degrees of protection to both professionals and general public.
To that end, Trebor has leased a nearby 30,000-square-foot facility in the same industrial park as the original shop, and proceeded to install more mask-making machinery and other production equipment, while hiring more sta , to boost throughput and productivity.
“I think it’s very important for Canada and the province of Ontario to be as self-sufficient as possible in the personal protection business.”
But with demand for masks still soaring across Canada and elsewhere, Irwin realized he would need to ramp up his manufacturing production rapidly to keep his new customers reliably supplied.
“When governments started mandat-
“We will be operating a total of six face mask making machines at the new facility,” says Irwin, who expects the new factory to produce over 500,000 masks daily.
“This is a very big and major investment for our company,” says Irwin, who plans to hire another 20 or so workers to add to his current 12-person sta , while moving to a two-shift schedule to keep up with the higher production volumes.
As Irwin relates, the company has also commenced operations of a satellite production facility in Edmonton, em-

ploying six people to produce about 150,000 three-ply masks per week.
But beyond the bigger production levels, Irwin says he is even more excited about the vastly superior e cacy and design that the company’s patent-protected masks produced in Collingwood will o er to the market.
“Anybody can make three-ply masks nowadays,” Irwin says, “but nobody makes anything like the proprietary four-ply masks and the Pro+ series respirators that we now produce in Collingwood.”
Launching this month, the company’s four-ply masks will comprise a special extra layer of material coated with a special, long-lasting anti-microbial compound that o ers enhanced protection against all sorts of airborne bacteria and viruses, including the dreaded COVID-19.
“For anybody who already has a compromising medical condition like a cough, shortness of breath or emphysema, for example, our four-ply mask will protect them vastly better than a three-ply mask due to the extra coated layer that kills COVID-19 and other bacteria on contact,” Irwin explains.
“What we’re trying to do is provide the Canadian population, and people in other countries, with much better protection than what we currently have in facing with this epidemic,” says Irwin, adding the company expects to produce about 500,000 four-ply face masks per day once the new machinery is fully up-and-running. In addition, the new plant will also be making about 50,000 units of its proprietary Pro+ series respirator masks per day, which are designed to provide over 300 hours of continuous use



The PRO+ respirator masks (above left) manufactured by Trebor Rx are distributed in easy-to-assemble kits, with all the individual components and instructions swiftly placed
under demanding condition across a broad range of industries.
Supplied in easy-to-assemble kits, the Pro+ respirators come with disposable, interchangeable single-use N95/P2 filters that let the user easily inhale and exhale with unobstructed breathing.
Available in adult medium and large sizes, the Pro+ masks are made from a clear flexible thermoplastic elastomer and feature comfortable, breathable seals to provide certified 98-percent protection.
Over the course of their recommended 30 day life-span, the Pro+ respirator masks can be easily sanitized between uses with antibacterial wipes, UV light, or with soap and water.
“One of the biggest benefits of Pro+ is that it is both reusable and recyclable,” Irwin points out.
“You can use it for 30 days, for up to 10 to 12 hours a day, and the only thing you need to replace is the filter.
“At the end of the 30-day cycle, you put that mask into a designated recycling bin that we will pick up and also pay the user for the recycling,” Irwin explains, “so that it actually becomes a revenue stream for them.
“Over a 30-day period, the Pro+ mask is far less expensive to use than what any other competing masks or single-use coverings can o er professional users,” Irwin proclaims.
With the existing production capacity for the Pro+ masks already stretched to the limit, the company recently found itself in need for a high-speed packaging solution to replace the time-consuming, highly-repetitive manual placement of the individual kits inside plastic bags that keep all the kit components together in protective pillow-bag packaging.
The help automate the slow and tedious manual bagging procedure, without overwhelming the tight space constraints, Irwin turned to packaging equipment distributor PACKPRO Systems Inc. of Stou ville, Ont., to alleviate the problem.
Founded in 2001, PACKPRO is a well-established packaging machinery and materials distributor o ering full-system solutions for improved packaging productivity.
Furthermore, PACKPRO provides a wide o ering of technical support services for a broad range of high-quality front-of-line and end-of-line equipment from leading global packaging OEMs (original equipment manufacturers).
As one of PACKPRO’s very first OEM partners, Streetsboro, Ohiobased Automated Packaging Systems (APS) was a natural choice to provide a perfect long-term solution that would not only accommodate Trebor’s immediate needs but would also handle the significantly higher throughput volumes at the new bigger location.
Founded in 1961 and today operating as a subsidiary of packaging systems giant Sealed Air Corporation, APS is widely acknowledged as
(Left to right)
Bagging line operator selecting the component kits to be placed inside the SidePouch bags positioned in front of him just below the loading area and opened up in a rectangular shape for easy loading.
An impulse sealer at the machine’s end is used to seal all the filled SidePouch polybags securely shut.
one of the world’s leaders in the development of automatic bagging solutions for a highly diverse range of industrial and commercial applications.
“We are really proud to be the master distributor for APS in Canada,” states PACKPRO’s sales professional Brian Atkinson, who has been with PACKPRO right since start-up.
“APS manufactures exceptionally well-made, well-designed bagging systems that seem to last forever,” Atkinson extols.
“One of our customers is running a 30-year-old APS bagging machine that still works well enough to take care of all their

application needs.
“It’s quite remarkable.”
After evaluating Trebor’s application requirements, APS and PACKPRO agreed that the company’s highly versatile SPrint SidePouch bagging system—equipped with an inline AutoLabel PI 412 imprinter— would provide a perfect fit for the task.

According to APS, the SPrint SidePouch packaging system is engineered to operate at speeds up to 120 bags per minute in continuous mode, as well as perform continuous or intermittent bag indexing to accommodate high-speed packaging of individual items or kits. Designed to ensure close proximity of product to the bag, the

Next-generation leadership performance




system provides a 60-inch product loading area to make room for one or more operators or infeeds, with all the automatic bag sealing and trimming kept at a safe distance at the end of the machine.
Built to accommodate a wide range of support conveyors and infeeds, the fast-changeover machine uses pre-cut APS SidePouch bags packed inside corrugated cases that can hold up to 5,000 clear of pre-printed plastic bags to a box.
Installed at Trebor in early October, the SPrint SidePouch machine made an immediate impact on the line’s productivity.
“The machine was set up and operational on the day our field equipment engineers installed it,” says Atkinson, adding that PACKPRO has provided ongoing operator training for Trebor’s personnel since installation to ensure optimal user comfort and productivity levels.
“One of the key features of the SPrint is that it presents an opened bag to the operator in a rectangular shape that makes it easy to load the product into the bag,” Atkinson adds. “This makes it very e cient for packaging kits with several di erent components.
“Moreover, the machine has several run modes—continuous, batch, intermittent— to provide exceptional flexibility, with adjustable feed speeds to allow for various production requirements,” he expands.
According to Atkinson, the SPrint SidePouch machine has already delivered at least a fivefold improvement in the speed of bagging and sealing of Pro+ respirators inside the SidePouch polybags.
“The packaging is now basically just a loading process for the operators,” Atkinson says. “The parts are delivered to the load tray at the back of the machine and the operator simply counts and places them into a properly presented bag, which leaves their hands free to load the product.
“The SPrint then automatically seals the finished bag with an impulse sealer.




“Once comfortable, the operator can start using both hands to load product to increase productivity further,” says Atkinson, also citing the considerable e ciencies of the
model AutoLabel PI 412 imprinter integrated into Trebor’s line.
“The inline thermal transfer printer allows for all the labeling information to be printed directly onto the bag, increasing e ciency,” Atkinson states. “It can print logos, alphanumeric text, barcodes … virtually anything you can scan into a PC unit.
“The imprinter has removed the need for sta to apply paper labels to back of the bags as they were doing before,” he points out, “which was very time-consuming.”
Says Atkinson: “With all those manual steps before the new bagging machine arrived, the operators were lucky to finish two or three bags per minute, whereas the new machine currently processes about 25 bags per minute with one operator, so the immediate productivity improvement is startling.
“Depending on further applications requirements, Trebor will be able to obtain its ROI (return-on-investment) in one year or less on this system.”
In fact, Trebor has since purchased another SPrint SidePouch machine, Atkinson relates, and is

currently in talks to purchase a third unit for the new plant.
Adds Irwin: “We were looking for a cost-e ective solution to allow us to fill and seal the bags at higher speeds than we could ever do manually, and PACKPRO responded brilliantly!
“The were incredible willing to work hard with us to get us the best solution possible, and even when we realized that the machine we wanted would take extra time to be delivered, they supplied us a temporary machine to fill the gap until the new one arrived,” Irwin relates.
“PACKPRO is great partner to have: both from a customer service perspective and the value-added technical support they provide,” Irwin states.
“They are 100-percent professional in everything they do,” he concludes, “and I would recommend them to anyone looking to improve their packaging line eciency.”












Turning someone’s waste into marketing gold is a feat that folks at the Dairy Distillery in Almonte, Ont., make look easy and natural, thanks in large part to the milk-inspired glass packaging that checks all the right boxes for both sustainability and shelf impact. The company’s lactose- and gluten-free Vodkow brand vodka is made from permeate, a lactose (milk sugar) rich liquid byproduct of ultra-filtered milk production that local dairies usually discard. Every 750-ml bottle of Vodkow begins with 3.7 kilograms of permeate, delivered from nearby dairies, mixed with a special yeast to ferment the mixture in a process that removes all traces of dairy content during distillation. Packaged in the vintage retro glass milk bottles first made famous by the milkmen of decades ago, the bottles incorporate black wide-mouth metal twist-o lids held securely in place with pull-tab security seals, along with a transparent printed sticker in the middle of the container depicting a stylized rendering of a cow grazing in front of generic distilling tanks, encircled by the company’s name displayed in all-caps black lettering for easy legibility. In addition to the straight-up 40-percent vodka, Vodkow also comes in the 17-percent Cream version, which is blended with 100-percent Canadian lactose-free milk and cream. Naturally, this is the first spirit bottle in Canada to display the Dairy Farmers of Canada’s quality milk Blue Cow logo on the back of elegant paper product labels wrapped around the bottom portion of the bottle’s circumference, with a raised copper drop in the middle of the label a nice nod to the copper tanks the distiller uses to make this unique adult beverage.
Although it is not specifically marketed as a multipurpose solution, the Nature Clean 98% natural dish soap from Frank T. Ross & Sons Ltd. of Markham, Ont., may be too modest for its own good. Packed in sturdy 3.63-liter plastic jars with a built-in handle, compact footprint and countless opportunities for reuse before recycling, the company’s dermatologist-tested soap can in fact be used as a liquid hand soap in bathrooms, and it’s ideal for hand-washing delicates like face



(Clockwise)
The Kite beverage brand of organic sparkling botanicals; the Vodkow brand of vodka distilled from dairy waste byproduct; the 3.63-liter jugs of the Nature Clean 98% natural dish soap brand; a breathable plastic bag of the Sunset Organics brand of Roma tomatoes imported from Mexico.

masks and other smaller items where non-scented soaps are preferred. Displaying Cruelty-free and Vegan certification logos on the back of the clean blueand-white wraparound product label, along with an image of a maple leaf superimposed over the “Made by really nice Canadians!” tagline, this non-scented cleaning solution is a testament to the natural Canadian a nity for modesty and simplicity that’s more admired around the world than many Canadians think.
As part of the COVID-19 pandemic-related lockdowns and enhanced public health rules, grocery stores have eliminated the customer self-serve option that once allowed shoppers to use tongs and spoons to select their olives, dolmades, peppers in oil, and other bulk items that once used to be displayed in large holding bins. While I do miss having that choice, I was nevertheless highly impressed by the bags of Mexico-grown Sunset Organics Roma Tomatoes imported to Canada by Mastronardi Produce Ltd. of Kingsville, Ont. The bag’s graphics mix vibrant colors with soft tones under a
light background resembling wood, with purple is used for the “organics” and “greenhouse grown” product callouts. The clear bottom half of the bag allows shopper to inspect the lovely uniform-sized roma tomatoes through the clear see-though window, flanked by two superimposed tomato stalk images with green leaves outlined in pencil-sketched black borderlines. Inspired by Mother Nature, the Sunset Organics’ whimsical packaging graphic design reminds me of buying fresh tomatoes at a lively farmer’s market back in the good old pre-pandemic days.
Toronto-based beverage company Time To Unwind Inc. packages its Kite brand of organic sparkling teas in 355-ml cans that provide a wealth of information on the contents, including a timely callout that, “Kite is a women-owned business.” Using complementary soothing neutral shades of silver, light grey and white as primary colors with black lettering, the brand color codes its di erent flavor with suitable matching color to denote a specific recipe, such as yellow to denote the addition of lemon to the Kite Rise beverage. Described as “sparkling botanicals,” the gluten-free, vegan, no-sugar beverages are both USDA- and Canadian Organic-certified concoctions that do a great job of educating consumers on the value of so-called ‘adaptogens,” described as, “A unique class of healing plants used to restore inner balance and adapt to stress.” After a year we have just had, it just may be ‘Time to Unwind’ indeed.







Metal detection allows for identification of contaminants in most food and pharmaceutical processing and packaging applications. Investing in a reliable metal detector is a crucial step to take in protecting your business and customers, however, regular testing is also necessary to achieve compliance and improve productivity on your production line.
METTLER TOLEDO has created a complimentary, comprehensive eGuide that outlines how to go beyond the basics of testing, explaining the differences between validation, verification and routine performance monitoring. This eGuide also clarifies retailer testing requirements that manufacturers may be asked to comply with and provides guidance on the recommended frequency of testing.
Download the free eGuide today at www.mt.com/ca-pi-testing-eGuide





Online


