

BRINGING HOME THE BACON
Gourmet meat processor leverages cutting-edge thermoform packaging technology to carve out a growing market share
Story on Page 17
LEFT: JAY JAYAWARNA, GENERAL MANAGER, HERTEL MEATS
RIGHT: SAM NOSEK, REGIONAL SALES MANAGER, MULTIVAC CANADA


Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.




COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.


116 17


Videojet® 2380 large character printer
The mess-free way to print on cases and cartons


Maximize your coding efficiency with the Videojet 2380 inkjet printer. Designed for easy use, it integrates smoothly, requires minimal maintenance, and can be operated with simple training. Self-cleaning technology helps ensure crisp, high-resolution text, logos, and barcodes. Take advantage of the ability to code on multiple sides of cases and cartons with up to four printheads.


n




FROM THE EDITOR
4 George Guidoni
Cluching at straws to see any upside to sliding backwards.
CHECKOUT
44 Rhea Gordon Joe Public speaks out on packaging hits and misses.
17 HIGH OFF THE HOG
Vancouver Island-based pork processor raises its packaging game to a higher level following successful start-up of cutting-edge thermoforming packaging equipment.
FEATURES
12
Going for Gold
Leading independent Ontario paperboard packaging producer joins a select group of global manufacturing giants to have earned the EcoVadis Gold Medal certification for corporate sustainability.
22 The Upper Crust
Canada’s leading manufacturer of private-label frozen pizzas leveraging high-speed robotics technology to boost its production output without compromising the company’s stellar reputation for superior product quality and innovation.
28 Brotherly Bonds
A family-owned hog farming operation on Vancouver Island invests in state-ofthe-art vacuum-packing technology to support the stellar growth of its unique online meat distribution business.
33 Cut and Run
Rural Ontario meat processor reaping the rewards of its strategic investment in state-of-the-art slicing and flexible packaging machinery.
38 Going the Distance
Innovative Quebec dairy products manufacturer boosts its product identification and traceability capabilities with timely investment in advanced case-coding technology.
ISSN 0008-4654.
Hertel Meats general manager Jay Jayawarna and MULTIVAC Canada’s regional sales manager Sam Nosek cheerfully display a finished vacuum-pack of bacon coming off a MULTIVAC thermoformer at Hertel’s pork processing operation in Port Alberni, B.C.
Photo by Dave Buzzard
Clutching at straws in the ongoing battle against plastic waste
16 million
The number of plastic straws used in Canada daily in 2021
Packaging and politics rarely make for happy bedfellows at the best of times. So it is little wonder, in retrospect, to find packaging-related issues and controversies getting caught up in the political headwinds dominating the current new cycles.
As you may have heard, one of the first policy decisions announced by the new White House administration earlier this year—even before the trade tariffs—was to ban the federal government from buying drinking straws made from paper, reversing the eco-minded purchasing policy pursued by the previous administration.
With federal government being the biggest single purchaser of straws in the U.S.—being used in national parks, embassies, federal building, etc.—that early executive order may be far more consequential than it first appears.
With an estimated half a billion straws used in the U.S. every day, going back to the conventional plastic straws will only aggravate the growing global plastic pollution crisis that manifests itself daily in mountains of waste and littered beaches worldwide, along with the devastating impact on marine life and, potentially, irreversible contamination of the human food chain.
For all that, “I don’t think plastic is going to affect a shark much as they’re munching their way through the ocean,” U.S. president Donald Trump declared upon his return back to the Oval Office.
“We’re going back to plastic straws,” Trump told reporters before signing off on the executive order banning the paper straws.
“They (paper straws) don’t work. They break. They explode if something’s hot. They don’t last very long, like a matter of minutes, sometimes a matter of seconds. It’s a ridiculous situation.”
To be fair, this fixation with paper straws is not a one-off. A few weeks ago, the Progressive Conservative party leader Pierre Poilievre made a late pre-election pledge to scrap our federal government’s ban on single-use plastics and to bring back plastic straws and disposable grocery bags.
If that was a tactical move to regain some momentum heading into our federal election, it was either made too late in the game to have any impact or it was simply aimed at the wrong audience at the wrong time, as it turned out.
That said, it may be a good idea for the new Canadian government to acknowledge that the country’s single-use plastic ban, first announced on Oct. 7, 2020, may use some further reflection and refinement to address some serious concerns and misgivings voiced my many Canadian business leaders.
But getting bogged down in the pros and cons of paper straws hardly seems like the right place to start.
While the nationwide ban on single-use plastics like straws, checkout bags, cutlery and stir sticks is currently stuck in legal limbo—waiting for the federal court to make a final ruling on its constitutionality—many municipalities across the country have already moved ahead in enforcing at least some of its restrictions.
Rolling back that progress after having jumped through so many hoops would send out a lot of wrong signals at a time when the likelihood of future advances in environmental protection seems to be at its weakest point in years.
Numerous public opinion polls continue to show that most Canadians are willing to make reasonable sacrifices to their everyday convenience to help reduce the flow of discarded plastics into the Canadian environment, and phasing out plastic straws seems like one of the least painful sacrifices we could make to keep Canadians focused on the need for real progress on packaging sustainability going forward.
Having been thrust into the public spotlight when least expected, the humble plastic straw may yet turn out to be a powerful symbolic indicator of Canada’s long-term commitment to meaningful plastic waste reduction rooted in science, economic pragmatism and the greater common good.

GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
APRIL/MAY 2025 | VOLUME 78, NO. 3
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113 apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Account Coordinator Barb Comer | (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
Media Designer Alison Keba | (519) 429-5181 akeba@annexbusinessmedia.com
CEO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $80.07 per year,USA $183.09 (CDN) per year, Outside Canada $207.57 (CDN) per year, Single Copy Canada $10.00.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Annex Privacy Officer
Privacy@annexbusinessmedia.com
Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2025 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
We acknowledge the [financial] support of the Government of Canada
Rychiger Rychiger, Ree...hee...ger.




When it comes to automated packaging, we’ve got it down to a science. With over 125 years of combined expertise, Rychiger Canada delivers cutting-edge solutions for primary, secondary, and tertiary packaging.
Food & beverage? We’ve got you covered. Petfood? No problem. Personal care? Absolutely. If it needs to be packed with precision and speed, we make it happen. Because at Rychiger, performance isn’t just a promise—it’s what we do best.

Iconic ice cream shop chain launches new variety packs to celebrate freedom of choice
With warmer sunny days almost within our grasp, Canadian ice-cream lovers are in for a real cool treat this year, thanks to the Canadian launch of the first-ever Baskin-Robbins six-scoop Variety Pack boxes. Created specifically for ice-cream aficionados who have a hard time picking just one flavor, this grab-and-go pack features six of Baskin-Robbins’ most popular flavors in convenient, four-ounce pre-packs.


Launched in late February, the introductory selection includes perennial fan favorites like Jamoca Almond Fudge, Cookies and Cream, Mint Chocolate Chip, Gold Medal Ribbon, Pralines ‘n Cream and Mango Tango—perfect for sharing with family and friends, or simply indulging in variety. Since then, the Variety Pack offering has been expanded to include fourpack and eight-pack options.
Foreign Material Foreign Material
“The Variety Pack solves one of our customers’ biggest problems—choosing a flavor,” says Becky Felis, vice-president of international marketing at Inspire Brands.
“With pre-packs growing in popularity and new flavors launching regularly, this is a fun, convenient way for guests to take home a mix of their favorites,” Felis adds.


Currently available at participating Baskin-Robbins shops across Canada, the Variety Pack will soon be launching on the brand’s new digital and mobile ordering platforms, where customers will have the option to customize their flavor selections.
Founded in California in 1945, Baskin-Robbins is the world’s largest chain of ice cream specialty shops, with more than 7,700 retail shops in 33 global markets.

Celebrating 54 years in Canada this year, Baskin-Robbins operates 116 locations in Alberta, Ontario, Quebec, Manitoba and British Columbia.




Each year, more than 300 million people around the world visit Baskin-Robbins to enjoy some of the more than 1,400 flavors available in the brand’s ice cream library, according to the company.
Coca-Cola bringing back personal connections for the new generation
Having enjoyed overwhelmingly positive consumer response with its first-of-its-kind Share a Coke campaign back in 2011, Coca-Cola Canada is hoping to recapture the magic of personalized connection with a nationwide relaunch of the legendary promotion—allowing Canadians to find their names in place of the iconic brand logo on the bottles and cans of the bestselling soft-drink brand.

“The Share a Coke campaign honors personal connection and shared moments with friends and family,” says Solange Grimard, senior integrated manager at Coca-Cola Canada.
“For the return, we have expanded our name range to engage even more Canadians in these sharable moments of joy.”
As Grimard explains, the brand’s unique customization platform offers even more names to choose from, as well adding a unique personal touch via the Share a Coke Memory Maker online digital platform, accessible through the company’s website.
“Coca-Cola continues to lead through innovation and exciting new experiences that resonate with Canadian consumers,” says Phil Cox, general manager of Coca-Cola Canada. “By bringing back this beloved campaign, we’re inviting all Canadians to celebrate friendship and connections in a meaningful way.”
All the personalized Coca‑Cola bottles and cans used in the campaign are made, distributed and
Monomaterial PE bag a boost for planet and animal welfare

With recyclability and recycled content being two critically important cornerstones of the emerging Circular Economy, Austria’s leading packaging products manufacturer Mondi is doubling down on its efforts to ensure a bright green future for plastic packaging.
Launched last year, the company’s FlexiBag Reinforced is a new range of recyclable and cost-effective PE-based monomaterial packaging designed to offer ideal protection to a wide range of products with high barrier protection, improved mechanical properties, and seamless customization.
These benefits have already prompted family-owned German

pet-food producer mera to adopt the FlexiBag Reinforced packaging for packaging its Pure Green dry pet food range.
Having determined that the FlexiBag Reinforced packaging was perfectly suitable for its existing machinery, mera successfully intro-
duced FlexiBag Reinforced packaging—created with 35-percent PCR (post-consumer recycled) content—for its 10-kilogram packs of vegan dry dog food.
Says mera’s purchasing manager Enes Tajic: “We firmly believe that in nature, everything is interrelated.
“We are passionate about animal welfare—and part of that is a commitment to sustainability,” Tajic says.
“Working with our long-term, trusted partner Mondi meant that these new dog food products will be packed in a way that enables us to continue to create harmony between our furry friends and their environment.”
According to Mondi, improved mechanical properties make the bags superior to previous versions with better puncture resistance, stiffness and sealability.
Moreover, the level of barrier protection can be adjusted, providing medium to high barriers against fat, oxygen and moisture, while keeping the content fresh—making them ideal for the pet food industry.










Because the bags have been created inhouse by Mondi, leveraging its integrated value chain, the packaging can be tailored to different customers’ specific needs more cost-effectively, according to Dirk Gabriel, chief operating officer at Mondi’s Consumer Flexibles division.
“Mondi recognizes the increasing emphasis on PCR materials, driven by future regulative requirements, and as a market leader in sustainable pet food packaging, we are taking every effort to secure sufficient upstream supply of PCR material for our customers,” Gabriel states.


“By working closely with our partners along the value chain we can understand the unique requirements of each customer and adapt accordingly to material efficiency and recyclability,” he adds.
“With FlexiBag Reinforced, we are able to offer a solution that comes close to the material costs of conventional multimaterial laminates for certain structures, and at the same time offer recyclable packaging that gives our customers a competitive advantage in the market.”
According to Gabriel, being able to add a customized percentage of post-consumer recycled (PCR) content as required by end-user significantly reduces the use of virgin plastics, while promoting material efficiency by keeping materials in circulation.


GO WITH THE FLOW
The new generation of OEM-specific Dosimag and Dosimass flowmeters for filling applications from Endress+Hauser is designed for superior filling and batching performance, with high precision and repeatability, and exceptionally short filling cycles even for the tiniest quantities. The electromagnetic Dosimag provides quick volume measurement of conductive liquids and liquid foodstuffs in filling applications, while Dosimass, employing the Coriolis principle, ensure fast measurement of mass flow of conductive or non-conductive media. The new Dosimag and Dosimass flowmeters offer a choice of three different electronics—classic
pulse, integrating batching over Modbus RTU, and Intelligent pulse with IO-Link—each delivering their own distinct benefits. Classic pulse is easy and economical, while Integrated batching includes Dynamic Drip Correction and allows for integrated advanced filling control. For its part, the Intelligent pulse with IO-Link provides an even wider range of benefits. Boasting a compact design for ease of intallation, the Dosimag and Dosimass IO-Link versions are compatible with existing pulse filling flowmeters, allowing migration to take place in stages, whereby the IO-Link enables accelerated parametrization change for fast easy commissioning, remote zero-point adjustment, and optimized filling through real-time flow adjustment. According to the company, both of these next-generation filling flowmeters are designed to provide excellent measuring stability regardless of density and viscosity, and are both fully compliant with most application requirements in the food-and-beverage, pharmaceutical, chemical, personal care and other life sciences sectors.
Endress+Hauser
EAGLE EYES
Distributed in Canada by PLAN Automation, the new PXT (Photon-Counting X-Ray Technology) X-Ray detector from Eagle Product Inspection has been integrated with powerful SimulTask PRO image analysis software to set new standards in contaminant detection with superior precision, high-speed processing, and real-time data analysis for food manufacturers. According to the manufacturer, the PXT detector transforms traditional X-Ray inspection through advanced photon-counting technology by capturing individual photon energy measurements to produce razor-sharp, high-resolution images on the system’s HMI (human-machine inerface) touchscreen in real time. Originally developed to address unique needs of the poultry processing industry, this innovative solution now serves a broad spectrum of food products with outstanding performance. According to Eagle, the new state-of-the-art PXT X-Ray detector delivers industry-leading contaminant detection by identifying fragments as small as:

• 3-mm bone in beef rib;
• 1-mm bone in poultry;
• 0.5-mm bone in fish;
• 0.4-mm metal in packaged goods. Designed to transform the raw data captured by the PXT, the SimulTask PRO software processes information in real time— creating exceptionally detailed images with high clarity and contrast, even in the most challenging production environments.
The advanced software captures data from multiple diodes and applies advanced algorithms to generate the best possible image—all within a tenth of a second. Moreover, its auto-learn functionality also enables all Eagle X-ray inpection systems to quickly adapt to each unique application, even when processing parallel images on high-speed production lines.
PLAN Automation


FILL TO THRILL
Distributed by IMA Food North America, the new Hamba Flexline is a high-performance, fully servo-controlled fill-seal machine equipped with highly advanced sterilization technology and featuring hygienic stainless-steel construction for high-speed operation in aseptic production environments. Designed for clean, even filling and boasting peroxide sterilization capabilities proven to extend product shelf-life, the Hamba Flexline offers a highly effective packaging solution for high-speed packaging of yogurts, spreadable cheeses, puddings, baby foods, and a variety of other foodstuffs housed in cups. Aa a nod to increasingly eco-conscious packaging materials selection, the machine’s disinfection stations can be designed to accommodate a wide range of cup and lid substrates, including PET, PP and paper. The system’s ionization station removes potential static loads, while treating the insides with hydrogen peroxide, subsequently dried with sterile air. During this process, the cups are elevated to achieve satisfactory decontamination underneath the cup rim. For applications not requiring hydrogen peroxide, the system can also be designed to utilize UV and pulsed light technology. The highly versatile system can run from four to 12 cups per cycle in either single- or double-lane
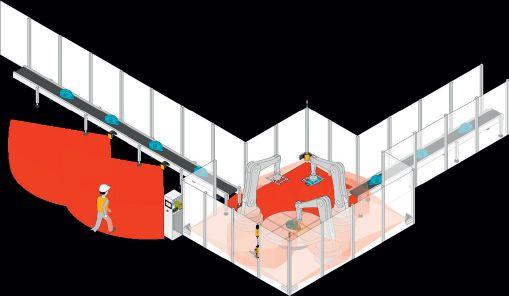
PSENradar
set-ups—allowing the system to fill and seal as many as 57,600 cups per hour, while remaining flexible enough to handle cups up to 180-mm in diameter and 150-mm in height. Automatic format changes, simple push-button recipe control, and the ability to change lids without line stoppage further enhance the machine’s production efficiency.
IMA Food North America
METAL METTLE
Loma Systems has announced the North American lunch of the company’s next-generation IQ4M metal detector which combines Loma’s patented Variable Frequency technology with advanced multi-spectrum detection in a highly effective integration to deliver superior contaminant detection. According to Loma, this cutting-edge combination ensures exceptional performance across packaged meat and poultry, bakery, convenience food and metallized film products used in the snack and confectionery industries. Designed to enhance operational efficiency, it incorporates Dynamic Data Screen+ (DDS+) technology for

improved signal analysis, while its Quick Recovery feature reduces downtime by facilitating faster product switching and minimizing false rejects. To strengthen security and traceability, RFID security tags ensure controlled access, while its Industry 4.0-ready OPC-UA connectivity guarantees seamless data exchange with other systems.
Loma Systems

MAKING SENSE
Boasting an integrated LED bar graph and IO-Link communication, the new series of capacitive sensors from Carlo Gavazzi Automation are designed to provide exceptional sensing performance and simplified adjustments through their integrated LED bar, whereby the balance of green On/Off LEDs on either side of the yellow switching provides immediate feedback on signal stability and dust levels. Additionally, the LED bar offers real-time monitoring of dirt and dust accumulation, signaling when cleaning is necessary to ensure long-term reliability. With a heat tolerance of up to 120°C (248°F) on the sensing face, these sensors are well-suited for applications such as feeding systems, pellet burners, hoppers, blenders, or dryers in plastic molding equipment, where visualizing the setpoint simplifies sensor configu-
Long Range - Enhanced Flexibility
and Extended Detection up to 9m
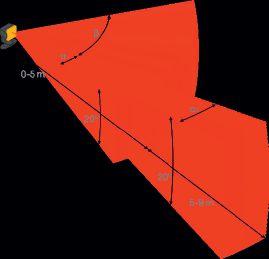
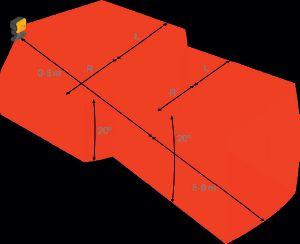
ration. The CA18/30CB Series sensors are equipped with fourth-generation Tripleshield protection, offering outstanding reliability by shielding against magnetic and electrical disturbances, particularly from frequency drives.
Carlo Gavazzi Inc.
THE COOL LOOK
StaCool Industries, Inc. has upgraded its offering of protective vests with the new Premium Industrial model constructed of rip-stop fabric for longer service life. Designed to provide all-day cooling to keep workers comfortable and productive despite the summer heat, the lighter-weight, stain-resistant Premium Industrial vest features Velcro straps at the shoulders, chest and stomach to make them fully-adjustable to any body type and size for comfortable fit and unrestrained mobility, leveraging the advanced cooling technology of ThermoPaks to keep core body temperatures at safe levels for hours of use.
StaCool Industries, Inc.




Discover What’s Next in Packaging at the 2025 Disruptors Summit!
Date: June 10, 2025 ⏰ Time: 7:30 AM - 3:00 PM
Location: Humber Polytechnic, Toronto, Canada
The 2025 Disruptors Summit is a premier one-day event designed for packaging professionals across the value chain. Join us for a day of thought leadership, actionable solutions, and strategic networking. This is your opportunity to stay at the forefront of industry advancements, connect with key decision-makers, and gain insights into critical topics such as sustainable design, circular economies, AI, smart packaging, and material innovations. Don’t miss the chance to be part of a pivotal event shaping the future of packaging!

Claudio
Gemmiti
Senior Retail & Manufacturing Executive

Vlad Rebellon
Senior Director, Strategic Initiatives
Loblaw Companies Limited

Anthony Watanabe, Ph.D Chief Sustainability Officer
Indorama Ventures PLC
Visit the pac.global for tickets, the full lineup of featured Disruptors, participating table top showcase companies, and a detailed look at the value of attending.
From left
The Beneco Packaging team spearheading the company’s drive to earn the EcoVadis Gold Medal certification includes quality & sustainability specialist Nishant Thirupathi; production manager Shyam Sasidharan; technical expert (finishing) Dan Highway; printing specialist Jason Su; quality assurance manager Sachin Prajapati; and printing technical specialist Larry St Thomas.

GOING FOR GOLD
Ontario paperboard producer joins an elite group of global manufacturing stalwarts by earning the EcoVadis Gold level certification for corporate sustainability
By George Guidoni, Editor
Being good never seems to be good enough for companies like Beneco Packaging, a privately-owned Ontario-based paperboard converter with a stellar 20-year record of continuous growth and success in a fiercely competitive marketplace.
Founded in 2004 by the prolific company president Carol Jiang, the company’s rise from a virtual unknown to the top ranks of Canada’s folding-carton manufacturing industry is an inspiring example of bold entrepreneurship, ambition and customer service excellence propelling an industry newcomer to the top of the pack through hard work, proactive capital investment, relentless pursuit of manufacturing excellence, and unwavering commitment to quality and continuous
improvement.
Nowadays operating two state-ofthe-art production facilities in east-end Toronto (Scarborough) and Cobourg, Ont., the company offers true one-stopshop design, manufacturing and finishing capabilities for many high-profile CPG (consumer packaged goods) customers in the food, beverage and personal care industries, while also offering specialty and “short run” packaging products and services through its SoOPAK subsidiary’s online platform. Over the years, the company has made many significant capital investments to bolster its production capabilities, notably in the world-class printing and converting machinery manufactured by leading German printing press technologies stalwart Heidelberg Druckmaschinen AG, including:
• The Heidelberg Speedmaster CX102 6+L printing press with full automation and UV capabilities, and

output of 16,500 sheets per hour.
• The Heidelberg MK Promatrix 106 CS and 106 CSB die‑cutters, with output rates of 8,000 sheets per hour.
• The Heidelberg MK Diana Easy folder-gluer, boasting running speed of up to 350 meters per minute.
Combined with other big-ticket investments in state-of-the-art ESKO prepress equipment, advanced ERP (Enterprise Resource Planning) software technology, and a large on-site inventory of raw materials (paper rolls), Beneco is able to offer a complete range of services that includes structural and graphic design, prepress, offset printing, embossing, foil stamping, die-cutting, window patching, and folding and gluing.
Boasting an extensive product offering that includes straight-line, auto-bottom, four- and six-corner, and dozens of other box styles, Beneco also prides itself on exceptionally quick turnaround and delivery times measured in days rather than weeks, according to the company.
To validate its credentials to the marketplace, Beneco Packaging has also made considerable investments in achieving important, globally-recognized certifications for sustainability, food safety, product quality and other key hallmarks of a world-class graphics enterprise, including:
• FSC ‑ C19269 , validating commitment to the sourcing of raw materials from responsibly managed forests.
• IFS PACsecure, assurance of an established system in place for ensuring food and product safety.
• HACCP , an international standard defining the requirements for effective control of food safety.
• SGS & Co (aka GMI), validation of the company’s commitment to delivering packaging that consistently meets and exceeds customer expectations.


• G7 Master Facility Grayscale , validating demonstrated capability to accurately match brand colors across different printed products and technologies.
While each of these certifications is an important indicator of a company’s commitment to best-in-class practices in various aspects of the overall production process, Beneco’s management team decided to go one big step further by obtaining the highly prestigious global EcoVadis certification.
Launched in 2007, EcoVadis is a globally recognized assessment platform that rates businesses’ sustainability based on four key categories: environmental impact, labor and human rights standards, ethics, and procurement practices.
Consisting of 21 criteria for corporate sustainability, the EcoVadis certification process involves participating companies undertaking a self-assessment based on an extensive questionnaire, with many hundreds of questions, asking respondent to provide evidence
of their sustainability performance for each of the four categories.
The assessment is then externally verified by EcoVadis’ sustainability experts, who provide companies with a score from zero to 100, which is then used to create reliable industry rankings that let companies compare their sustainability positions to those of their industry peers.
With more that 90,000 companies rated across 155 countries to date, it is considered to be the world’s leading and most comprehensive ESG (environmental, social and governance) platform to date, counting leading multinational brands like Johnson & Johnson, L’Oréal, Nestlé, Schneider Electric and Michelin among its clients.
As Beneco’s quality assurance manager Sachin Prajapati explains, obtaining the EcoVadis certification became a strategic initiative for Beneco about two years ago, shortly after the company started up its massive, fully-refurbished 600,000-square-foot
A bird’s-eye view of the extensive array of best-inclass production and converting machinery assembled at Beneco Packaging’s vast 600,000-squarefoot folding-carton production facility in Cobourg, Ont.
Left
A high-performance Heidelberg MK Promatrix die-cutter at Beneco Packaging’s production facility in Scarborough is capable of reaching output speeds of 8,000 sheets per hour.
Above


Above A trophy wall inside the Cobourg plant displays the many prestigious plaques of recognition earned by Beneco Packaging over the years for product quality, sustainability and operational excellence.
Above right
A Heidelberg Promatrix MX flat-bed die-cutter in action at the Scarborough plant.
production facility in Cobourg.
Says Prajapati: “EcoVadis stands out because it’s not just about compliance: it’s about corporate social responsibility and continuous improvement across environmental, ethical and social areas.
“For us, it complements our other certifications by giving us a holistic view of sustainability.
“We pursued it to demonstrate our transparency and dedication to ESG principles,” Prajapati states. “We consider it one of our most strategic certifications, especially as more of our clients are evaluating supply chain partners through sustainability lenses.”
After being awarded the Silver Medal ranking in its first assessment in 2023, Beneco made a concerted effort to improve its performance and score the second time around last year.
“In our first year (2023), we focused
Beneco Packaging’s quality assurance manager Sachin Prajapati stands in front of a large inventory of paperboard rolls maintained at the company’s sprawling production facility in Cobourg, Ont., one of the company’s two state-of-the art manufacturing plants that now boast the global EcoVadis Gold Medal certification for corporate sustainability.

on showcasing the sustainability efforts we already had in place at our workplace,” Prajapati recalls. “After the evaluation, we set clear targets to improve our EcoVadis score for the next year.
“In 2024, we worked diligently to meet those targets by aligning sustainability practices across the entire company,” Prajapati relates.
“It was challenging,” he acknowledges, “but with dedicated effort from all departments, we made it happen.”
As Prajapati explains, pursuing EcoVadis certification is a fairly involved process requiring significant input and time investment across all of the organization’s departments.
“While our efforts toward sustainability, ethics and human rights are ongoing throughout the year, the specific process of completing the EcoVadis assess-
ment—which involved filling out the questionnaire, gathering documents, and uploading them—took around two months,” Prajapati relates.
“Internally, various departments, including Quality Assurance, HR, Health & Safety, Procurement, and Executive Leadership contributed by providing the relevant documentation to ensure we met the EcoVadis standards for sustainability.”
Says Prajapati: “The most tasking stage was the preparation—compiling and formatting policies, procedures, and evidence from multiple departments, while ensuring alignment with EcoVadis’ requirements.
“It required deep co-ordination,” he says, estimating it took Beneco about a month and a half to complete the preparation and documentation phase of the process.



Once done, it took another two weeks to complete and submit the comprehensive questionnaire online, according to Prajapati, followed by an eight-week review of the submitted material by EcoVadis analysts, who ultimately rewarded Beneco’s patience and efforts with the vaunted Gold Medal ranking.
“This places us in an exclusive group of companies that have achieved the Gold Medal in EcoVadis rankings,” Prajapati extols. “Globally, fewer than five per cent of companies assessed by EcoVadis earn the Gold Medal, so we are extremely proud.
“It validates the hard work our team has put into doing business responsibly,” says Prajapati, citing remarkably high scores earned by Beneco for:
• Environment. “We scored high due to our recycling initiatives, waste reduction programs, and use of sustainable materials in our operations,” Prajapati reveals.
• Labor and Human Rights . “Our strong focus on workplace safety, fair treatment of employees, and comprehensive employee training programs contributed to this high rating,” Prajapati says.
• Sustainable Procurement . “We were recognized for ensuring that our supply chain practices align with our commitment to sustainability and ethical sourcing.”
Says Prajapati: “These areas were particularly key to our Gold Medal achievement and underscore our commitment to not only meeting, but ex-
ceeding sustainability expectations.”
In addition to placing Beneco into the top one per cent of companied in the printing-related services globally, going through the exceptionally thorough and demanding EcoVadis certification process enabled Beneco to identify and address some new areas for improvement in its day-to-day operations, according to Prajapati.
“The EcoVadis certification process prompted us to enhance our documentation, formalize our supplier sustainability policies, and introduce more structured training around ethics and labor rights,” he relates.
“Additionally, it reinforced our commitment to operational sustainability, particularly as we work towards becoming zero-waste facilities.
“We have made significant strides in minimizing waste and improving recycling processes,” Prajapati continues, “making us more mindful of how each operational decision contributes to our overall sustainability goals.
“This effort to reduce waste is just one part of a larger initiative to align our daily operations with our long-term sustainability vision.”
Just as important, achieving Gold Medal certification gives Beneco a key edge in the highly competitive paperboard packaging marketplace, according to Prajapati.
“The Gold certification has already become a key differentiator in our industry,” he notes, “and we’ve already seen a surge in interest from prospective

clients.
“It is helping us attract new clients who prioritize sustainability, and it strengthens our relationships with existing partners.
“It also enhances our brand credibility and allows us to bid on opportunities where environmental and ethical compliance is a requirement,” says Prajapati, citing exceptionally positive impact this achievement has had on employee morale company-wide.
“Morale has noticeably improved, as employees feel more connected to a company with a strong sense of purpose,” he states. “Achieving a Gold Medal and being placed in the top one per cent globally within our industry was a proud milestone for the entire team.
“This recognition gives us a distinct competitive edge within our industry,” Prajapati concludes, “both locally and on a global scale.”
In addition to serving growing numbers of CPG manufacturing customers, Beneco Packaging has vastly extended its range of high-quality, sustainable paperboard packaging solutions for the foodservice sector in recent years.
Above
A sampling of the many different folding carton types produced by Beneco Packaging for customers in the food, beverage, personal care and other CPG industries.
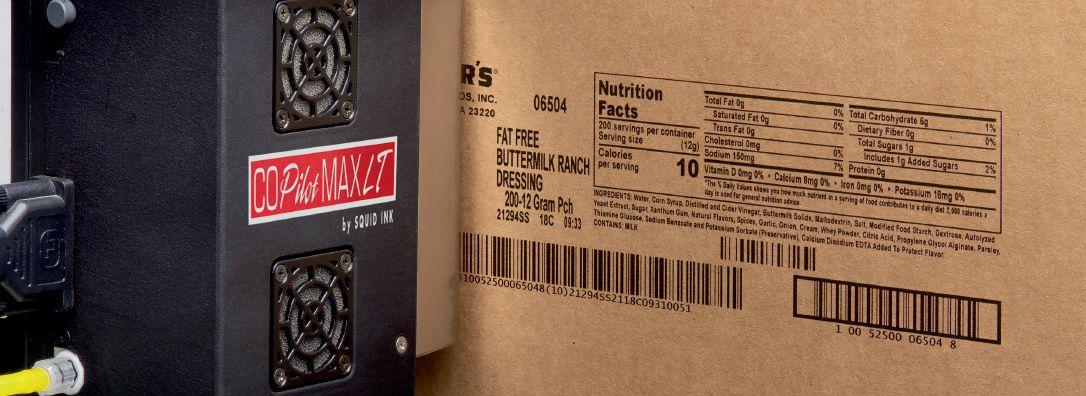
THE COPILOT MAX LT PRINTING SYSTEM


Squid Ink’s CoPilot® Max LT long throw printing system has redefined the hi-resolution industrial ink jet coding and marking industry with an unprecedented 12-14mm throw distance.

CoPilot Max LT utilizes Squid Ink’s revolutionary active ink system, allowing users the ability to tilt or rotate the printhead in any direction without making height adjustments to the ink supply


Hertel Meats general manager Jay Jayawarna (left) and MULTIVAC Canada’s regional sales manager Sam Nosek cheerfully display a finished package of premium quality Hertel’s brand bacon produced on the MULTIVAC R126 thermoforming packaging machine.
HIGH OFF THE HOG
Vancouver Island pork processor leveraging cutting-edge thermoforming packaging technology for a smooth switch to high-end flexible packaging
By George Guidoni, Editor
Photos by Dave Buzzard
In an industry driven by mass production and global distribution, Hertel Meats Ltd. stands apart as a proudly independent, family-owned processor committed to doing things differently.
Based in Port Alberni on Vancouver Island, Hertel Meats has spent over 60 years building a reputation for all-natural, preservative-free pork products that reflect a deep commitment to quality, transparency and community.
What began in 1963 as a small, locally focused operation run by founders Thomas and Helena Hertel has grown into one of British Columbia’s most trusted names in pork processing.
It is known especially for its traditional smoked sausages, nitrate-free bacon, and MSG-free seasonings.
In addition to establishing itself as a highly reputable wholesaler of fresh pork chops and other popular cuts for leading grocery retailers on Vancouver Island and British Columbia’s Lower Mainland region, the company’s flagship Hertel’s brand of sausages, bacon, ham and arti-
sanal salamis also gained strong traction among the region’s health-conscious consumers for their all-natural processing and composition.
While developing a new line of fresh sausages processed without wheat gluten, lactose (milk) products or artificial preservatives, Tom Hertel also created a line of naturally smoked bacon cured without the use of sodium nitrite, nitrate or other chemical preservatives, as well as pioneering the production of products seasoned without the use of MSG (monosodium glutamate).
These products have found a very receptive and loyal audience among the region’s leading grocery retailers and healthsavvy consumers, according to Hertel Meats general manager Jay Jayawarna. Today, Hertel Meats continues to serve a loyal customer base that values authenticity, ethical sourcing, and the kind of hands-on service that only a family-run business can provide.
Jayawarna notes that the company has remained committed to meeting evolving

The MULTIVAC R126 thermoforming packaging machine (above) features highly hygienic stainless-steel construction, user-friendly operation and programmability enabled by the HMI 2.0 graphic user interface (inset), and large molds to accommodate the packaging of large-size products.

consumer expectations.
“Hertel Meats is well-known for its traditional, high-quality and preservative-free products,” he says.
“We specialize in high-quality ham, bacon, smoked sausages, and fresh sausages made using our unique processing methods that prioritize natural ingredients,” Jayawarna adds.
“We’ve built a strong reputation on Vancouver Island and beyond for our naturally smoked, locally-sourced pork products.”
“Being a small, family-run business really is our strength,” Jayawarna states.
“People connect with that.
“There is a high level of trust that comes from knowing who’s behind the product: it means we’re hands-on with everything we do, and that we genuinely care about what goes out the door.”
Jayawarna speaks with gratitude about the community that has supported Hertel over the decades.
“Vancouver Island shoppers are incred-

ibly loyal,” he says. “We’ve built real relationships with families and local businesses, some of them have been with us for generations.”
The company actively supports its community-focused brand through regular in-store tastings, product sampling, and promotional events.
“In today’s market, consumers expect brand interaction,” Jayawarna points out. “Experiential marketing, like in-store tastings, is key to boosting sales.
“Transparency and traceability are also increasingly important,” he adds. “Cus-
tomers want ethically-sourced, locally made products they can trust.”
Employing around 50 people working one shift, five days a week, the Port Alberni plant houses two production lines and two packaging lines.
Production is adjusted to meet the peak demand periods in the run-up to Easter, Christmas, and Thanksgiving holidays, as well as during the busy BBQ season in the summer months.
To meet increasing demand, Hertel Meats recently invested in two state-ofthe-art thermoforming packaging ma-

From top
Hertel Meats machine operator ensures proper tension levels for the pre-printed rollstock film used to package Hertel’s brand products on MULTIVAC thermoforming packaging machinery.
Close-up of the variable product information applied onto the pre-printed rollstock film, also supplied by MULTIVAC Canada, by a Bell-Mark thermal transfer printer. Finished packs of Hertel’s brand bacon coming off the MULTIVAC R105 thermoforming packaging machine.
chines, models R 105 and R 126, manufactured by the renowned German company MULTIVAC, and distributed in Canada by MULTIVAC Canada Inc., with locations in Brampton, Ont., and Richmond, B.C.
Featuring a compact design and modular construction for optimal flexibility, the MULTIVAC thermoforming packaging machines are designed to provide maximum productivity and highly efficient solutions for vacuum packaging, modified atmosphere packaging (MAP), or skin packaging.
Notably, the MULTIVAC thermoforming packaging machines are characterized by:
• High production output and pack quality;
• Robust and durable stainless-steel construction;
• Proprietary Hygienic Design for maximum hygiene and easy cleaning;
• Safe and ergonomic operation;
• IPC control with HMI 3.0 graphic user interface;
• Efficient use of film and energy.
“We wanted to get the best packaging solution we could find,” Jayawarna says, “and our market research revealed that MULTIVAC had a reputation for having the best packaging solutions for processing multiple products, in different SKUs (stock-keeping units), and in many different formats.
“The name MULTIVAC describes their machines perfectly!
“These machines have helped us significantly increase our packaging efficiency,” Jayawarna says. “They’ve also allowed us to reduce our plastic usage dramatically.”
Initially using semi-rigid MAP (modified atmosphere packaging) tray-packs, the company worked with MULTIVAC Canada’s regional sales manager for B.C., Sam Nosek, to transition to 100-percent





MULTIVAC Canada supplies all the high-quality flexible packaging film used to package the growing range of Hertel Meats’ innovative all-natural products on MULTIVAC’s high-performance thermoforming packaging machines at the pork processor’s production facility on Port Alberni, B.C. Below
Machine opeartor loading fresh-made raw sausages inside the cavities of the MULTIVAC R105 thermoformer prior to the next packaging cycle.
flexible film vacuum-packs in late 2023.
“One of MULTIVAC’s biggest strengths is providing ongoing support for the life of the equipment we manufacture,” says Nosek. “We can retrofit or modify MULTIVAC machines to help customers adapt to changing needs.
“In Hertel’s case, we helped them shift from rigid film (MAP) packaging to flexible film vacuum packaging,” says Nosek, noting the switch faciltated a more efficient use of materials, a longer shelf-life, and new branding opportunities.
A major advancement in the Hertel Meats project was the integration of BellMark’s EasyPrint MLP thermal-transfer printers onto both machines.
These printers allowed Hertel Meats to move away from manual labeling to printing key varible product information directly onto pre-printed top film, also supplied by MULTIVAC.
As Nosek explains, the new set-up allows for quick and easy printing of variable data like:
• product name;
• ingredients;
• weight;
• certification logos;
• nutritional data;
• date/lot codes;
Patrick McCarthy, MULTIVAC’s Film & Materials sales manager for Western Canada, adds: “This solution not only enhanced Hertel’s branding, but also prepared them for evolving labeling needs like front-of-pack (FOP) requirements and QR (quick response) codes for consumer engagement.”
Says McCarthy: The combination of the MULTIVAC thermoformers, MLP printers and MULTIVAC-certified film provided an effective solution for Hertel Meats to reduce packaging costs, reduce operational complexity, and elevate the brand value for their extensive line of market-trusted, emerging and innovative food products.”
According to Jayawarna, the packaging upgrades reduced plastics use by 69 per cent, increased throughput by 50 per cent, and lowered labour costs by 40 per cent,

Above

and throughput.
largely thanks to eliminating manual labeling.
“We’ve reduced packaging costs while delivering a more attractive product for our retail customers,” Jayawarna says, also citing notable improvement in the products’ shelf-life.
“Having all our packaging equipment, materials and expertise provided by a single partner like MULTIVAC has been a real advantage,” Jayawarna states. “Their support during installation and training was exceptional.
“We haven’t had any downtime with the machines so far, but even if we did, their service team is outstanding,” he says. “They’ll be here the next day.”
As Jayawarna concludes, “To succeed as an innovative food producer, you need a strong partner for processing and packaging, and for us, MULTIVAC Canada is that perfect partner for the long run.”
Please see a video of MULTIVAC’s thermoforming packaging machines in action at the Hertel Meats processing plant in Port Alberni, B.C., on Canadian Packaging TV at www. canadianpackaging.com




Below
Front entrance to the Hertel Meats processing plant in Port Alberni on the Vancouver Island.
Above Hertel Meats general manager Jay Jayawarna inspecting a new roll of pre-printed flexible film supplied by MULTIVAC Canada.
The MULTIVAC tooling on the R105 thermoforming packaging machine is designed to optimize the use of films and maximize efficiency, shelf-life
THE UPPER CRUST
Successful robotics integration paving
the
way for future automation investments at Canada’s leading frozen pizza manufacturer
By George Guidoni, Editor
Photos by Ahmad Sayed
Few comfort foods can rival the universal appeal, gastronomic versatility and the long-enduring popularity of pizza across the globe—in all its boundless recipe variations and ingredient innovations.
With a massive global market estimated at US$200 billion, according to Business Research Insights , and double-digit growth projected over the next eight years, pizza sales have become a highly profitable business for countless delivery services, restaurant chains, grocery retailers and other food vendors worldwide, including Canada.
With the average Canadian estimated to consume over 16 pounds of pizza annually—putting the country in the Top Five pizza-consuming nations year after year—the future certainly looks bright for companies like Molinaro’s Fine Italian Foods Ltd. of Mississauga, Ont.
Founded by Gino Molinaro in 1964, eight years after his arrival to Canada from Italy at the age of 16, the familyowned business has become a veritable powerhouse in the Canadian pizza industry over the years—currently ranking as the country’s largest producer of private-label frozen pizza brands.
Molinaro’s produces about 30 million pizzas each year at the company’s 105,000-square-foot pizza factory, which houses two large industrial ovens

and three fast-paced production lines.
The company boasts a highly diverse product portfolio comprising nearly 300 SKUs (stock-keeping units), while serving an elite retail client base that includes the likes of retail giants Costco, Metro and Walmart, among many others.
“Most of the products we produce are of upper- to mid-tier quality,” company president Vince Molinaro told Can adian Packaging during a recent visit to the Mississauga facility.
The plant employs approximately 300 people and operates on a three-shift schedule, five to six days a week, producing premium-quality, ready-to-heat frozen pizzas, DIY pizza kits, crusts, flatbreads, dough balls and other essential pizza ingredients in a variety of styles and sizes.
“We cover a wide spectrum of pizza products,” says Molinaro, one of several second- and third-generation Molinaro family members employed at the company in various management and administrative positions.
The close-knit family unit includes Vince’s younger brother Frank Molinaro, company vice-president in charge of operations; his son Joseph Molinaro (finance); Jake Molinaro (sales); and Luke and Nick Molinaro (distribution).
“A lot of our competitors only make deli or frozen pizzas,” Vince Molinaro

Molinaro’s Fine Italian Foods president Vince Molinaro (top picture) proudly displays some of the premium quality pizza products manufactured at the company’s busy pizza factory in Mississauga, Ont., for a broad range of retail, foodservice and private label customers.
relates, “and some of our competitors will only do crust, pizza kits or calzones (stuffed pizza pockets), whereas we do most of the spectrum.”
As Molinaro points out, the company enjoys industry-wide renown and respect for the high quality and variety of crusts it produces.
This acclaim is a point of special pride for the Molinaro family, as it emphatically validates the beloved company founder’s long-held belief that, “Every great pizza begins with a great crust.”
As his son Vince emphasizes, “We have always taken pride in crafting the best crust possible, and we have always made it a priority to use only the highest-quality tomatoes for our sauce.
“Those two things, the crust and the sauce, are the key elements to making a
great pizza because they’re what you taste first with every bite,” Molinaro explains.
“We have everything we need to make just about any crust style our customers need, whether it’s hand-stretched, fullypressed, partially-pressed, thin crust, or a hand-raised edge.
“Whatever the customer wants, we can make it happen.”
The lion’s share of the crusts are made from high-quality durum wheat primarily sourced from Alberta.
However, to meet the growing consumer demand for healthier pizza options, the company also offers a wide variety of alternatives, including gluten-free, whole wheat, multigrain, organic, cornmeal, GMO-free and all-natural dough.
Molinaro’s product range also includes the trending plant-based crusts made with cauliflower, zucchini, sweet potato and other specialty ingredients.
This abundance of choice is made possible with the remarkable flexibility of the plant’s production lines, which can accommodate both high-volume runs and smaller batch production with ease.
“We do all the Kirkland brand frozen cheese, pepperoni and gluten-free pizzas for all the Canadian-based Costco locations,” Molinaro states, “and we recently expanded into the production of special crust, made from fermented dough, for their in-store delis.
“It’ a fairly new process for us,” Molinaro reveals, “but it has already been well received by this very important client.”
Combined with the company’s focus on product authenticity and commitment to using only the highest-quality ingredients and toppings, this flexibility has positioned Molinaro’s as a onestop-shop of choice for the ever-growing base of its co-packing customers.
“We can pack our customers’ product right on-site in whatever format they choose: inside a box, shrinkwapped, with or without a label, shrinkwrapped and boxed, or even placed in boxes with see-through windows.
“Essentially, any format that you will find at supermarkets or at a deli,” Molinaro states.
A frequent finalist in the high-profile annual Canada’s Best Managed Companies awards program administered by leading business consulting firm Deloitte, Molinaro’s boasts multiple certifications for food safety and quality, including the GFSI BRC , Gluten free, Non GMO, Halal and Plant‑based accreditations.
These credentials, combined with the company’s commitment to excellence, continue to attract new clients and set


Molinaro’s apart in an increasingly competitive market.
“We like to call ourselves a custom producer,” says Molinaro, “whereby we work really close with our customers to develop new formulas and taste profiles.”
To meet growing market demand, Molinaro’s continuously invests in the latest processing and packaging technologies to boost output and productivity levels.
For example, the plant’s new topping line can achieve speeds of up to 240 pizzas per minute.
“We have spent about $10 million on various capital investments in automation over the last few years,” says Molinaro.
Close-up of the premium-quality Gino Bambino line of hand-stretched, stonebaked frozen pizza and pizza crusts developed to honor the rich legacy of the company’s beloved founder and family patriarch Gino Molinaro, who built the company from ground-up soon after arriving to Canada from his native Italy at the age of 16.
Molinaro’s plant engineer Dinesh Vasudevan (left) discussing the finer points of the Gino Bambino brand pizza crust packaging with the company president Vince Molinaro inside the Mississauga facility’s Test Kitchen area.
The company is also planning to install a brand new sheeting line at the Mississauga location by the end of this year, while commencing a 60,000-square-foot expansion of its distribution and warehousing facility in nearby Oakville, Ont.
“Our biggest challenge,” Molinaro remarks, “is ensuring that we do not compromise the product quality when we scale up production.”
Because of this relentless focus on quality, the Molinaro’s plant has to be selective about which parts of the production process it decides to automate, and which ones are better left largely manual.
“Our lines are mostly semi-automated because we need to maintain a certain level of flexibility to maintain our high quality standards,” Molinaro says.
“There are some parts of the process that you just can’t do with the machine to achieve the same quality, or the same final effect, that you would by doing it manually,” he says.
“Value-added tasks are a big part of our business,” Molinaro states, “so a lot of the hand-stretching of the dough, the placement of toppings, the folding of the calzones, to name a few, is still performed by human hands.”
This also applies to packaging. For example, the plant uses a lot of paper sleeves for products sold in delis that can only be opened and packed by hand.
“So our approach to automation is all about finding the low-hanging fruit where you can gain efficiencies through automation without impacting the final quality of the product, as well as the quality of packaging,” says Molinaro.
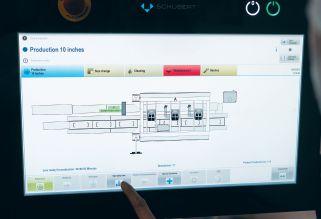
This pragmatic approach is delivering major daily benefits on the plant’s cold press line, where a trio of high-speed Shubert model F4 pick-and-place robots precisely place finished balls of dough into the center of each fast-moving pan before they’re pressed into their signature round pie shape.
As a global leader in packaging automation, Schubert brings decades of engineering expertise to solutions like this, helping manufacturers like Molinaro’s achieve greater consistency, speed and























After being coated with oil in the plant’s processing area, freshly-formed pizza dough balls are conveyed underneath the Schubert system’s enclosed vision system to verify each one meets the exacting product specs, displaying the captured images in real time on the system’s HMI (human-machine interface) touchscreen panel.
efficiency in their production lines.
“We used to have four people handling that task around the clock across three shifts,” Molinaro recalls. “Now, it’s down to just one person there per shift,” he says, citing the rapid return on investment delivered by Schubert’s high-precision robots.
Molinaro’s production line runs 10 different crust sizes using the same pan dimensions, each in a unique configuration. To ensure a consistent press, it is vital that each dough ball is placed precisely in the middle of each pan.
The automated system handles this task with unerring speed and accuracy, maintaining consistent product quality.
“That’s the key automation for us,” Molinaro states. “We definitely want to make sure we keep up with automation, but not at the expense of product quality.”
Since their installation and commissioning in late 2019, the Schubert system’s three F4 pick-and-place robots have delivered top-tier performance on Molinaro’s product line.
Equipped with scoop-shaped tools, they reliably pick up the moving dough balls and place them onto the pan with impressive precision.
Schubert’s pick-and-place machines are engineered to deliver unmatched speed, accuracy, and flexibility in automated packaging.
Built around the proven F4 robot— based on the SCARA (Selective Compli-


ance Articulated Robot Arm) principle— these systems are designed to handle delicate, high-speed applications with ease.
The four-axis F4 pick-and-place robot has proven itself over decades in many hundreds of picker lines worldwide, according to the manufacturer.
With reach speeds of up to 4.7 meters per second, the F4 is equipped with all the interchangeable tools that make it exceptionally flexible in operation, with terrific quick-changeover capabilities.
Offering a broad array of custom-designed grippers or suckers, it can pick up any conceivable product and place it gently into a tray, chain or onto a single belt.
According to Schubert, the F4 robot is particularly-well suited to wide and extra-wide product belts due to its large working area transverse to the running direction of the belt.
Whether it’s baked goods, confectionery, pharmaceuticals or consumer products, Schubert’s pick-and-place systems are tailored to meet the exacting needs of modern manufacturers.
The robots use interchangeable tools like suction cups, scoops, or mechanical grippers to gently and precisely pick up products and place them into trays, cartons, or flow-wrap chains.
With modular machine architecture, intelligent image recognition, and seamless integration with upstream and
The Molinaro’s plant employs three Schubert model F4 pick-and-place robots on its cold press line to position each passing dough ball into the center of moving pans before they are pressed into the signature round pizza pie shape further down the line.





downstream processes, Schubert’s pickand-place solutions are engineered to provide a future-ready answer to complex production challenges. From small batch runs to high-volume lines, these systems deliver reliable performance, reduced waste, and quick changeovers for maximum uptime and ROI.
Backed by advanced German engineering and decades of innovation, Schubert delivers cutting-edge packaging solutions that combine precision, reliability, and modular flexibility— trusted by manufacturers across the continent.
A well-established player in the North American food packaging business, Schubert runs its Canadian business operations through its Schubert

Packaging Automation subsidiary in Mississauga, Ont., part of the company’s Schubert North America subsidiary of Charlotte, N.C.
Being a first robotics installation in the Molinaro’s plant’s history, a successful and seamless start-up were essential to the project’s success and acceptance on the shop floor.
According to Molinaro’s plant engineer Dinesh Vasudevan, the smooth and quick installation process was expertly performed by a pair of Schubert technicians over single weekend, with no production downtime lost.
The high-quality frozen pizzas produced at the Molinaro’s production plant in Mississauga come in a broad ranges of sizes, shapes and recipe varieties to suit all of the company’s customer requirements for taste, quality, aesthetics and ease of preparation.
“The technicians that came in over the weekend were two exceptionally bright young people who just got their hands on all the hardware and proceeded to put everything together just right,” he recalls.
“We were just amazed at how talented they were,” remarks Vasudevan, who joined the company as a mechanical engineer in 2003, playing many instrumental roles in the company’s capital investment projects.
As the project lead for the Shubert installation, Vasudevan has high praise for exceptional customer service provided by Schubert Packaging Automation’s sales account manager Giorgio Calorio.
“We had a great introduction to robotics thanks to Giorgio and the whole Schubert organization,” Vasudevan says, pointing out that the previous
manual method of placing the dough ball onto pans all day long we a problematic task for various reasons.
“The employees were very hesitant to pick this dough balls because of the oil put on them in previous process steps,” he explains.
“We were getting lots of complaints about workers having their gloves, hands and uniforms completely drenched in oil by the end of the shift,” Vasudevan reveals, “but that has not been an issue since the robots took over that task.
“So we are really happy with this Schubert machine: there’s no doubt about it,” Vasudevan proclaims, adding the three rugged and well-enclosed robots have largely run trouble-free since the installation.
“It’s rare when one of the three robots may be misaligned out of reference due an accidental bump with a pan surface or if there’s some accidental contact,” he acknowledges, “but it only takes us 10 minutes to re-reference the machine and put it back online.
“In addition, Schubert has a 24/7 customer service you can contact online,” he adds, “to get great quick local service, provided by some great technicians they have working there.”
Like Vasudevan, Vincent Molinaro says he is keenly impressed with the productivity benefits of robotic packaging automation, as well as the solid business partnership and beneficial
Above: Installed by Schubert Packaging Automation, the F4 robotics line enabled the Mississauga plant’s cold press line to raise its throughput to 240 pizzas per minute. Left: Supplied by Reiser Canada, the VEMAG dough partitioner is used to form the pizza dough balls feeding Schubert’s pick-and-place system on the facility’s cold press line.




rapport that Molinaro’s has built up with Schubert since the installation.
“We see Georgio here a lot, it feels like he’s part of family sometimes,” Molinaro chuckles.
“But seriously, we are eager to implement more robotics in our operations in coming years,” he says, “and Schubert has been very helpful to us in identifying new opportunities and possibilities for future robotic installations.”
Adds Calorio: “At Schubert, we really believe in the importance of working with the customer as a team from Day One.
“This way we can share all the expertise we have in packaging, robotic and automation,” Clario states, “while the customer can do the same with their knowledge of the product, possible existing constraints, floorspace availability, and all the other key variables to be addressed during the project.
“Working in close partnership is the best way to ensuring the customer gets the best value from their investment,” Calorio asserts.
As Molinaro notes, “People often get nervous when they first start seeing robots going in because of fear over their jobs, but in the end, they are often thankful for robots eliminating certain tasks that nobody likes.
“Many of our employees were very happy to see us install robotics to pick up boxes full of product to eliminate manual box lifting and handling,” he points out, “so the jobs that robots do eliminate are not the jobs that anyone is going to miss.
“So all in all, our first experience with robotics has been a very positive one,” Molinaro concludes, “and as we continue to expand our operations in coming years, we look forward to having more success with robotic automation.”
A high-speed Mitsubishi Electric robot placing finished packs of frozen Cauliflower Crust Pizzas inside paperboard cartons prior to transferring them on to the palletizing area.
Above left: Loaded retail-ready display cases supplied by Cascades used for delivering stacks of Gino Bambino brand fresh pizza crusts to retail customers.
Above right: A Yaskawa palletizing robot used to load and stack filled corrugated carriers on top of shipping pallets in the plant’s end-of-line packaging area.
Left: Manual assembly and loading of the Molinaro’s pizza kits at the front end of the plant’s MULTIVAC R 535 thermoforming packaging machine.

BROTHERLY BONDS
Automatic vacuum-sealer helping enterprising hog farm operator scale up its fast-growing online meat distribution business
By George Guidoni, Editor
Photos by David Buzzard
Quality, taste and authenticity are timeless virtues in the modern meat business, especially for the smaller family-owned operators just starting to make a name for themselves.
Started up in 2014 on Vancouver Island just on the outskirts of British Columbia’s beautiful capital city Victoria, Berryman Brothers Meat Ltd. has done an outstanding job of making a name for itself all over the island for the past 10 years.
Founded by the company’s easy-going, 37-year-old president Justin Berryman— one of nine brothers and two sisters who have grown up alongside him on the
seven-acre family hog farm—the online meat retailer has built up a remarkably loyal customer base among the island’s residents keen to “buy local,” as well as leading nearby restaurants attracted by the gourmet quality, craftsmanship, variety and freshness defining the company’s diverse product portfolio.
“We operate primarily on a direct-to-consumer basis through our online platform to make it easy for customers to access our products directly from the comfort of their homes,” Berryman explains.
“We also have a farm store for in-person shopping and a B2B segment,” says Berryman, “whereby we supply local businesses with our high-quality products.
“This multi-channel approach allows
Reiser Canada’s British Columbia sales representative Alessandro Sestini (left) and Berryman Brothers Meat president Justin Berryman strike a cheerful pose in front of the brand new VEMAG HP1L vacuum filler recently delivered to the meat processor’s production facility located on the outskirts of Victoria, B.C.
us to reach a wide variety of customers and maintain a strong presence in both retail and wholesale markets.
“We have about 200 SKUs (stock-keeping units) available on our online platform at any given time,” says Berryman, who estimates that online sales, along with in-person sales at the company’s retail storefront, account for about 70 per cent of the company’s revenues, with grocery and foodservice customers for the remainder.
“Our facility is capable of producing up to two tonnes of product per day,” says Berryman, “allowing us to meet a variety of customer demands.
“Over the last decade, we’ve built a strong reputation for quality and efficiency,” Berryman adds, “with a focus on continuous improvement.”
Being located on a pig farm raising about 2,000 hogs per year, the company’s first product offerings were understandably mostly dominated by pork-based products, Berryman recalls, but as the company grew, so did the product variety.
“We offer a diverse range of products, including fresh cuts of meat, in-house made sausages, smoked items from our sausage kitchen, and even a compost soil program derived from our animals’ byproducts,” Berryman relates.
“This allows us to maximize the value of every aspect of our operation, ensuring sustainability and efficiency at every stage,” says Berryman, a professionally trained butcher who is also in charge of all the new product development and testing at Berryman Brothers.
“Our best sellers are fresh chicken and ground beef,” Berryman divulges, “both of which are in high demand due to their superior quality and competitive pricing.
“These products reflect our commitment to offering top-tier products at a very aggressive price-point,” says Berryman, noting that the company’s prices compare favorable to virtually all traditional butcher shops operating on the island, with no quality gap to speak of.
Says Berryman: “What really sets our products apart is our unwavering focus on quality: every item is carefully prepared and processed in-house to ensure it meets the highest standards.
“Combined with a highly competitive pricing structure, we offer our customers outstanding value for the money.”
As Berryman relates, the 8,000-squarefoot processing facility employs a dedicated team of 15 full-time and five parttime staff—many of them his brothers—to process and package the wide variety of fresh meat and livestock delivered to its doors daily from around the Vancouver Island and from mainland B.C., nowadays also including lamb, turkey, bison and seafood.
“We also do a lot of value-added work



with our smoke-house,” Berryman adds, citing products such as beef jerky, charcuterie sausages, meat pies, deli meats, stuffed chicken breasts, wieners, bone broth, dog treats, meat patties, breaded fish fillets, etc.
Growing up on a farm was a great learning experience for all the Berryman siblings in all aspects of the meat business, along with fostering deep appreciation for animal welfare and the environment.
As Berryman points out, “We are very serious that all the livestock and poultry we source is ethically raised, cage-free, free-run or free-range, no added hormones, no antibiotics … we pride ourselves on our products being as natural as they can possibly be.”
According to Berryman, the explosive
From top
The Berryman family’s farm raises about 2,000 hogs each year provide an adequate supply of locally-raised pork for the busy meat processing operation.
Supplied by Reiser Canada, the fully-automatic VARIOVAC
Optimus vacuum-sealing machine features stainless-steel construction and a hygienic design to ensure optimal food safety and sanitation for all products packaged on the high-performance system.
Locally-raised fresh chicken breasts are one of the Berryman Brothers Meat’s most popular products packaged on the VARIOVAC
Optimus vacuum sealing machine.
boom in e-commerce and online shopping during the last decade inspired him to adopt the e-commerce model for his fledgling business.
“Our main vision was to connect local consumers to local products,” he says.
“Before, if anyone wanted to buy some local farm-raised pork, they would have to buy at least a half or a whole hog from a farmer, and then wait for a half-year or more for delivery,” Berryman relates.
“What kind of service is that?
“There was no practical solution for people who wanted to eat locally on a regular basis,” he says, “and so our aim was to fill that void for them.
“The idea was to have enough inventory in stock to fill the orders as they come in online and have them shipped

out within a couple of days or so, depending on order size and complexity.”
All the packaged meats are immediately flash-frozen after packaging to maintain maximum freshness and flavor inside the package, and the plant’s staff pick and fill out the orders by hand by placing them in standard corrugated shipping boxes for customer delivery.
While the size of the orders vary from customer to customer, the average filled box contained roughly about $200 worth of meat, with eight to 10 different products, Berryman relates.
Depending on the location and order contents, the Berryman plant tries to deliver each customer’s box within one to four days of completing the order.
The company uses a small fleet of four refrigerated delivery vans to make home deliveries around the island on regular route schedules, or makes other suitable pick-up arrangements for customers, including on-site pick-up.
“We often have line-ups in front of the store when customers picking up their orders stop by the store to look at all the different delicious options we offer,” Berryman extols, “all of it local!”
As Berryman acknowledges, the online success did not happen overnight.
“It was very, very challenging at the beginning,” he says. “It was a difficult concept to implement quickly, being so unfamiliar to many people at first.
“But then the COVID pandemic hit, and that put us right on the map in no time,” Berryman states.

With demand for grocery online delivery services of all types exploding during the pandemic, the company was perfectly positioned to benefit from the massive shift to B2C retailing.
“There were many companies who started jumping on the train after the fact,” Berryman says, “but we already had the ball in motion.
“Our name was there, our shop was there, our delivery vans were there: we just ran with it, and we were very successful right out of the gate.”
With production runs quickly surging to over 2,000 products per day, Berryman realized the company urgently needed to bring in some automation to speed up the packaging process, while also ensuring optimal protection and shelf-life properties for the packaged product.
“We used to put products inside plastic bags by hand and then run them through a manual vacuum-sealer,” Berryman recalls, “but the volumes just got too crazy during COVID to keep up with the incoming orders.”
After coming across a recent Can adian Packaging issue featuring an article about a successful food packaging line installation by Reiser Canada, a leading Canadian packaging machinery distributor headquartered in Burlington, Ont., Berryman quickly contacted Reiser’s British Columbia sales representative Alessandro Sestini to find the right packaging solution for his plant’s unique requirements.
After taking stock of Berryman’s de-
Designed for quick and simple changeovers, the highly versatile VARIOVAC vacuum-sealing machine can accommodate various mold sizes and pocket depths to allow for processing of many different types and sizes of freshly processed meat products in true plug-and-play operation.


Finished vacuum packs of skinless, boneless chicken breasts are processed on the VARIOVAC Optimus vacuum sealer using custom-made pre-printed flexible packaging film supplied by Foodpak, a division of major packaging films distributor Duropac.


A roll of custom-made pre-prined flexible packging fim supplied by Foodpak used to vacuum-seal all the packaged fresh, smoked and cured meat products at the Berryman Brothers meat processing facility.
mands for robust throughput, quick-changeover flexibility, hygienic standards and user-friendly operation, Sestini suggested an installation of the highly versatile VARIOVAC Optimus vacuum-sealing machine.
Designed as an all-purpose machine for cost-effective and automatic packaging for food products, the VARIOVAC Optimus is engineered to provide exceptional vacuum, MAP (modified atmosphere packaging), skin and shrink packaging, and hot-filling performance though many cutting-edge performance features.
“The machine was designed to be simpler, faster and better than anything else in the market for this type of an application,” Sestini states, noting the machine’s proprietary RapidAir System technology enables the production of shallow vacuum-packs at speeds of up to 12 cycles per minute.
“That can be 30 per cent faster than any other competing machinery,” says Sestini.
“In addition, the RapidAir System enables the VARIOVAC Optimus to ensure better package quality through better film distribution in the corners and


achieving precise forming, or ‘high-pressure forming,’ in just 30-ms (milliseconds) using only pressure, with no vacuum assists.
“Because this method does not stretch the film, while maintaining it at optimal temperature, it enables the use of thinner forming films,” Sestini explains.
Boasting all-stainless-steel construction, the washdown-compatible machine features almost no plastic parts, with all the color-coded tubing housed in a designated frame inside machine, with easy access for cleaning.
Featuring easy three-button operation (start, stop, reset) and an E-stop, the compact three-meter machine is controlled via a full-color 10-inch touchscreen HMI (human-machine interface) for fully flexible programmability, recipe management storage and optional remote diagnostics.
For Berryman, the arrival of the VARIOVAC Optimus machine to the plant was a game-changing moment that enabled Berryman Bothers to switch all of its fresh and cured products to flexible vacuum-packs—from whole chickens and beef roasts down to four-piece saus-
Above
The innovative Charcuterie Sausage variety pack contains four different popular sausage recipe varieties.
Left
Close-up of a product label attached to the Charcuterie Sausage variety pack.
age packs and everything in between.
“We just change the dies and molds, replace the film roll, select the required recipe from memory via the HMI, and away we go with the next production run,” says Berryman.
Significantly, the new VARIOVAC Optimus enabled the plant to eliminate the need to use foam trays or rigid plastic packaging components—notably reducing the operation’s carbon footprint.
“That is a very important benefit,” Berryman states, “because we take our environmental responsibilities very seriously.”
“This machine has really streamlined our operation,” Berryman says, “allowing us to scale-up virtually overnight!”
As Berryman explains, the company uses high-strength, high-barrier pre-printed film supplied by Foodpak, Richmond, B.C.-based division of flexible packaging films distributor DuroPac, for all the meat products packaged on VARIOVAC Optimus to achieve optimal product protection and shelf-life for cured and smoked meats.
“The last thing that we want is for a customer to open his meat box and find a leaking or otherwise substandard package inside,” he says.
“We have strong sanitary practices in place,” Berryman notes, “and our packaging has to reflect all the work we put into maintaining those high standards.
“The custom film that Foodpak developed for us, featuring all the essential product information pre-printed on the top side, proved to be a perfect match for this machine.”
Says Berryman: “The VARIOVAC

Optimus is simple to use: once trained, almost anyone can operate it just by using the machine’s touchscreen interface.
“The machine’s memory has more than 40 programs stored inside for all the different products in terms of proper packaging seal time, vacuum pressure, and all the other variables we need to package all the different product we carry.
“Once the dies are set up, it’s really just a plug-and-play operation,” says Berryman, complimenting Reiser for the highly professional service and technical support they provided with the machine’s installation and commissioning.
“The installation of the VARIOVAC was absolutely seamless,” he recalls. “They brought in a technical support team along with the sales team to make sure all our staff was fully trained, and all our needs were met before they left the scene.
“They worked with us for about a week before we felt comfortable running it ourselves,” Berryman states, “and if there are ever any issues, we can call their support teams 24/7, explain the issue, and they will either walk us through it remotely or send in a technician right away to sort it all out.”
Says Berryman: “It’s very important to have a packaging machine that you can rely on, that can scale with as, and has all the options that we need to accommodate our many different products, shapes and sizes.
“Our new VARIOVAC is a very robust, strong and reliable machine that is built like a tank,” Berryman points out, “and I am sure we will get many good years of service from it, especially with the fantastic support we can always count on from Reiser.”
In fact, Berryman was so impressed with the benefits and efficiencies delivered by VARIOVAC Optimus that he recently invested into a brand new VEMAG

HP1L vacuum filler, also supplied by Reiser Canada, to boost the production of sausages and smaller-sized ground meat packs.
Delivered to the plant in late March, the reliable and robust vacuum filler is specifically designed for the production of a wide product range with small quantities at high output rates.
Currently being prepped at the plant for continuous production, the compact unit is loaded with advanced features that make it perfectly-suited for automatic linking of sausages and precise portioning of different masses and mixtures, including:
• A maintenance-free DHV937 casing holding device for all types of casings;
• Extremely durable feeding system that ensures minimum residual product volume in the meat pump and facilitates fast product changeover;
• Intuitive and quick operation enabled by the seven-inch touchscreen display;
• Compatibility with all common semi-automatic clipping machines;
• Outstandingly hygienic vacuum system with easily accessible cleaning area;
• Additional protection of all electronical components thanks to the VEMAG Box in Box system design;
• Perfect hopper geometry for a continuous product flow and consistent product feeding—resulting in perfect final product appearance.
Says Sestini: “It’s a very versatile machine that can process a lot of different products, from all kinds of sausages
to portioned ground beef and all other ground meats.”
For his part, Berryman says he can’t wait to begin running the new VEMAG HP1L filler in full production mode.
“For us, the beauty of this machine is its output of 2,500 fresh sausages per hour—we can’t wait to get this thing going on continuous basis,” he says.
According to Berryman, the new filler will play an instrumental role in helping him double the size of the company’s online volumes over the next five years.
“With partners like Reiser behind us,” he concludes, “I have full confidence that we’ll be able to achieve all our goals and take our business to the next level in the near future.”
Adds Sestini: “At the heart of our approach to working with smaller-sized companies is a deep commitment to partnership.
“We understand that for these businesses, reliability, responsive support, and accessible service are not just important—they are essential,” Sestini states.
“That’s why we prioritize strong, collaborative relationships.
“We take the time to understand each partner’s unique needs, offering not only high-quality equipment but also dependable after-sales support, readily available parts, and trusted local service technicians,” Sestini concludes.
“By being accessible and responsive, we help smaller businesses succeed and grow and, in turn, we grow together with them.”
From left
A close-up of a high-quality marbled steak vacuum-packed on the VARIOVAC Optimus machine installed by Reiser Canada.
The brand new VEMAG HP1L automatic vacuum filler delivered to the Berryman Brothers processing plant by Reiser Canada can reach output rages of about 2,500 fresh sausages per hour.
CUT AND RUN
Rural Ontario meat processor combines authentic European butchery techniques with cutting-edge processing and packaging machinery
to make quick inroads into local markets
By George Guidoni, Editor
When it comes to meat consumption, it is hard to beat deli meats—also known as cold cuts, luncheon meats, delicatessen, etc.—for their convenience, variety, shelf-life, protein content and, when done right, the sheer indulgence and satisfaction delivered by a few slices of perfectly cured ham, salami, chicken breast, or hundreds of other popular sliced meats tucked into a freshly-made sandwich or savored à la carte
And while moderation may be the better part of valor when it comes to their enjoyment on a regular basis—due to the relatively high levels of salt, sodium and other preservatives used to extend their shelf-life—there are countless meat processors around the world working tirelessly to improve their products’ nutritional profile and health attributes, without sacrificing the delectable taste and texture underpinning their mass popularity and appeal.
Founded in 1990 by Gerhard Metzger, who arrived in Canada as a young immigrant just two years prior, Metzger Meat Products Inc. quickly established itself as one of Ontario’s leading independent meat processors, gaining industry-wide reputation and acclaim for the high quality of its traditional European-style product offerings.
Boasting a high-end product portfolio ranging from fresh and prepared prime cuts of pork beef, turkey and chicken to dry-cured bacon, sausages,

Above
Metzger Meat Products founder and president Gerhard Metzger displaying the high-quality packaged of Metzger’s brand bacon and ham produced on the Weber wePACK 7000 thermoformer after being sliced on Weber’s slicing systems.
Right
The front and back end of the fully-automatic wePACK 7000 thermoforming packaging machine manufactured in Germany by Weber Food Technology.

hams and salamis, the Hensall, Ont.based meat processor has earned multiple industry awards honoring the quality, innovation and authenticity for a number of premium products originating at the company’s 40,000-squarefoot production facility.
“Being located in Ontario’s heartland of agricultural production enabled us to create many beneficial partnerships with suppliers and producers over the years,” says Metzger, citing the company’s commitment to traditional European butchery techniques.
“Our operation blends tradition with modern innovation,” Metzger says,

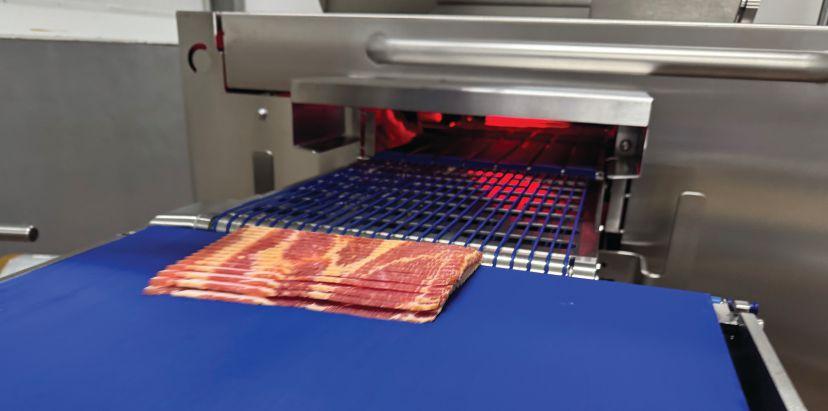

“focusing on purity and authenticity.”
While the company started out with just a single small slaughterhouse, Metzger worked relentlessly over the years to expand its operational footprint and customer base.
Today, the company employs 28 fulltime people, working one shift per day, to serve a growing base of retail and foodservice customers in nearby Ontario markets.
“In 2020, we surpassed one million kilograms in annual production,” Metzger relates, “and we continue to grow steadily.”
Says Metzger: “Since the completion of our new addition in 2024, we’ve returned to a single-shift operation, adjusted according to seasonal peaks and holiday demands.
“We were previously more seasonal,” he continues, “with slower periods from January to March due to our rural location.
“However, the diversity and size of our customer base now support steady year-round business,” says Metzger, emphasizing the company’s commitment to local sourcing, production and distribution.
“The vast majority of our raw ingredients come from within our region,” he states. “We primarily work with local pork, beef and poultry suppliers, maintaining long-term relationships with
Above top
A perfectly measured stack of bacon slices emerging from the infrared light tunnel onto the food-grade conveyor for transfer towards the be forward towards the wePACK 7000 thermopacker’s wePICK robotic picker.
Above bottom Gerhard Metzger poses for a picture in front of the wePACK 7000 machine’s enclosed pick-andplace station.


Above
A close-up and distant views of the touchscreen HMI (human-machine interface) panel displaying real-time images of sliced bacon portions making their way through the enclosed infrared light tunnel after slicing.
each.”
According to Metzger, “Consumers today seek wholesome, minimally processed foods with clean labels.
“To meet that demand, we strive for complete transparency and are committed to educating consumers about our ingredients, processes and sustainability practices.”
Currently, about a half of Metzger’s output is used in the production of the company’s own flagship Metzger’s retail brand, with foodservice customers accounting for another 30 per cent, and private-label work for the remaining 20 per cent.
As Metzger relates, the company’s signature dry-cured bacon is its most popular product line, followed by a wide selection of deli meats, cured and smoked products, and fermented sausages.
Says Metzger: “We’ve found that once people try our products—especially our bacon—they tend to become loyal customers.
“We want our retailers to feel proud selling Metzger products,” he says, “and many retailers report that customers come in specifically for our items, creating additional sales opportunities across the store.
“We believe our success is rooted in traditional craftsmanship combined with modern efficiency,” says Metzger,
“Our focus is on delivering high-quality products that remain affordable for the majority of consumers.
“We believe that Metzger stands out with the fusion of traditional methods “ensuring both craftsmanship and consistency.”
Metzger explains that one of the two smokehouses at the production site— equipped with several smoke/cook units and an adjacent high-capacity chiller—is dedicated exclusively to curing the Metzger’s brand bacon.
“After curing and chilling, the bacon is transferred to a freezer to reach the ideal temperature for pressing and slicing,” Metzger relates.
For its part, the facility’s second smokehouse is a newer-built enclosure—housing several tumblers, smokers/cookers and steam generators—is used primarily for hot dogs and larger whole-muscle products.
“We still use wood chips from a controlled source for all our smoked products,” Metzger points out.
The bulk of the plant’s raw product arrives the plant in compact plastic bins in nearly ready-to-process format, Metzger reveals, requiring only minor in-house deboning and trimming.
After that, the product is moved on to the primary processing area, equipped with a grinder, a bowl cutter, filling machines, a frozen meat block

cutter, an ice flaker and other high-quality processing equipment.
“We utilize multiple pieces of equipment with interchangeable attachments to produce a variety of products,” says Metzger, “including hanging lines, burger formers, interleavers and stackers.
“Our production is built for flexibility,” he points out, “allowing for quick changeovers to meet our varying product demands.”
The plant also houses two dedicated pickle rooms equipped with a brine mixer and injector, along with vacuum tumblers for marinating various meat types.
In addition, a separate dedicated processing room features specialty equipment used for whole-muscle and salami stuffing, with another two separate drying/maturing rooms for fermented products.
“After cooking, the products are transferred to chillers for rapid cooling, controlled and continuously monitored by PLCs (programmable logic controllers),” Metzger relates.
“Once chilled and verified, the product moves to a staging cooler, which supplies the ready-to-eat (RTE) packaging room, where have the capability to slice, package, label and metal-detect products before final distribution.”
All in all, the Metzger Meats plant houses four main packaging lines, including:
• The fully-automated Weber we PACK 7000 and 702 bacon slicing and packaging system, with print registration for top and bottom films and package coding capabilities.
• The Weber weSLICE 4500 slicing line, primarily used for round product slicing and packaging, with the ability to label, checkweigh and metal-detect the final product.
• Two conveyor vacuum machines— equipped with bag dispensers, shrink tunnels and metal detectors—for packaging larger items.
“Our packaging varies depending on customer needs,” Metzger states. “We emphasize high-quality packaging suited for both retail operations and foodservice customers.
“Because packaging is so critical for both product presentation and shelflife extension, we are constantly focusing on product-specific packaging solutions and staying up-to-date with new technologies and consumer packaging trends,” says Metzger.
“And as sustainability becomes increasingly important, we closely monitor the development of environmentally conscious packaging materials and innovations,” he adds.
Metzger says the company’s packaging capabilities and competencies received a major boost since recent installation of a state-of-the-art wePACK 7000 thermoform packaging machine manufactured by leading German processing and packaging OEM (original equipment manufacturer) Weber Food Technology SE & Co. KG , which also happens to be one of the world’s leading manufacturers of commercial slicing systems.
“Our first experience with Weber began unexpectedly,” Metzger recalls. “We had been using a used Weber slicer—rebuilt by another company overseas—for nearly a decade without issues.
“But one day it broke down, leaving us with a problem we couldn’t resolve ourselves.
“Unsure whether Weber would service a machine they hadn’t sold us directly, we reached out anyway,” Metzger continues. “To our surprise, a technician arrived promptly and began troubleshooting.
“Despite the model being older and documentation limited, he persevered, even using parts from another machine on-site.
“His experience and understanding of the urgency were impressive,” Metzger recounts. “He identified the issue,

Clockwise from top
Different viewing angles of the smooth and swift robotic wePICK picker going through the motions inside the Weber wePACK 7000 thermoformer placing up stacks of sliced bacon and depositing them into the pockets of the wePACK 7000 machine at speeds of up to 50 packs per minute.


Right
The full array of vision sensors and other automation components inside the wePACK 7000 thermoformer used to control the movements of the system’s wePICK robotic pick-andplace arm.


discovered the required part was in Toronto, drove four hours to retrieve it, and had the machine running by 1 a.m.
“That kind of dedication left a lasting impression,” Metzger states. “That was the start of our relationship with Weber, so when it came time to upgrade, we didn’t hesitate to call on them.”
That upgrade was carried out during 2023 and 2004, Metzger relates, in close collaboration with Weber (Canada) Inc. of Mississauga, Ont.
In addition to supplying Metzger Meats with the wePACK 4500 and 702 slicers, the Weber team also delivered the high-performance wePACK 7000 thermoforming packaging system, which was integrated with the 702 slicer and a robotic wePICK picker to provide a fully-automated, start-to-finish, fullline bacon packaging system for Metzger’s flagship bacon product.
As Weber’s Canadian sales manager Gilbert Capela relates, “Weber’s flagship wePACK 7000 thermoformer is the most flexible machine on the market that can deliver various applications and packaging styles for ultimate production flexibility.
“Its user-friendly design sets new standards and makes application changeovers easy and unprecedentedly


Clockwise from left
Finished packs of bacon sliding off the conveyor belt of the wePACK 7000 thermoformer inside the portable collection bin placed at the end of the line.
Weber’s Canadian service manager
Jakub Wesolowski holds up the finished pack of bacon in front of the wePACK 7000 machine’s flim winder.
Wesolowski making setting adjustments on the wePACK 7000’s HMI touchsceen panel.
fast,” Capela states. “For example, the switch from rigid to flexible longitudinal cut can be completed in under two minutes.”
“Boasting automation innovations such as the integrated wePICK pick robot, it can effectively deliver more packages and reduce labor in the same footprint,” Capela notes, “and it can be fully-integrated with Weber’s weLABEL labeling system for both a top and a bottom web version.”
“Being recycle-ready, with enhanced output quality, longevity and reliability, this machine is all the end-user needs to meet all future packaging requirements.”
Moreover, according to Weber, the wePACK 7000 machine offers superior energy efficiency thanks to the use of servo-drive technology, while enabling complete control of the entire cycle for optimal process reliability and short cycle time.
Some of the machine’s other key feature and attributes include:
• Robust, hygienic design with 100-per-
cent stainless-steel construction;
• Slower running cross punches in closed-loop operation at start and end cycles to minimize wear.
• Camera-supported checking of stretched top film roll against the stored recipe data to avoid the loss of film and product;
• Optimal web edge control of bottom film unwinding for smooth and automatic correction of any film deviations;
• Integrated cut for peel corners;
• Quick-change roller shear cutting system with automatic adjustment of the ideal contact pressure;
• Integration of Weber’s PaperTech technology for optimized processing of fiber-based films;
• Continuous data flow across the entire line, including standardized operating systems.
According to Metzger, “The impact on our production has been substantial.
“With the 702 bacon slicer’s vision system, we’ve significantly increased the percentage of target weights and dramatically reduced end cuts,” Metzger relates.
“The integrated wePACK 7000 has transformed our packaging line—not only improving product presentation, but also giving us the flexibility to switch between retail and bulk packaging formats,” he points out.
“It’s fast, it’s accurate, and it increased our output from 10 to 12 packs per minute to over 50 packs per minute,” he extols, “with room to increase that output further.
“It has also reduced repetitive manual tasks and improved ergonomics for our
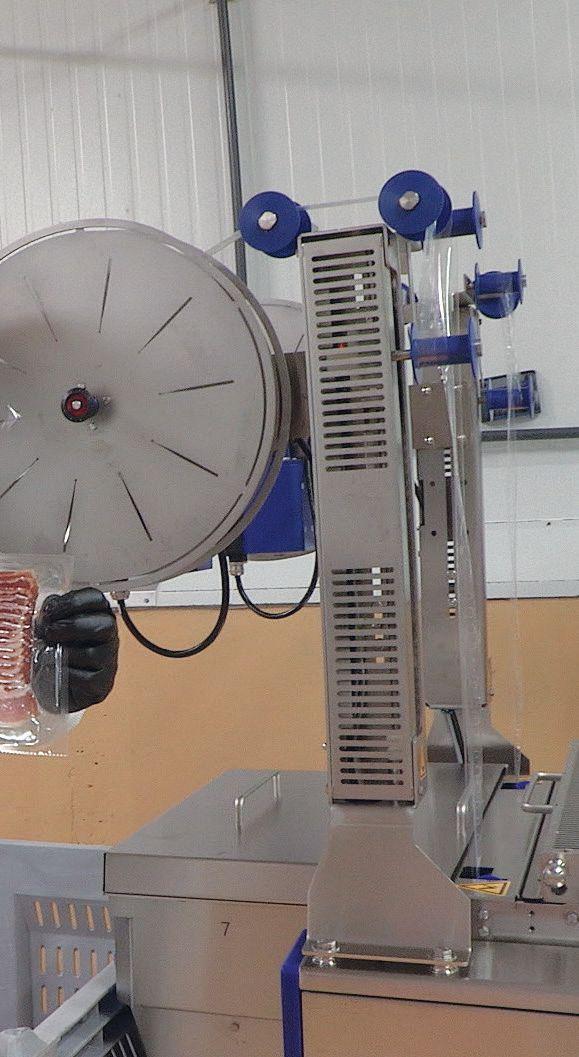
Right
Pre-printed corrugated shipping boxes used to ship the Metzger’s brand bacon and other sliced meats to customers.


staff,” adds Metzger, complimenting the Weber team for “seamless” equipment installation and “thorough” operator training.
“Our operators find the Weber equipment intuitive and reliable,” he says, “while its remote diagnostics capabilities give us peace of mind by minimizing downtime.”
Says Metzger: “What truly sets Weber apart is how they tailor their solutions to fit our needs. The line was designed to fit the limited space that we had available with impressive functionality and efficiency,” he states.
“The wePACK 7000 has enhanced our packaging operations with features like a film splicing station, film tracking,
Above
Inside the Metzger Meat Products on-site retail storefront.
Close-up of the finished thermoformed packages of bacon and other deli cold cuts processed on the Weber slicing and packaging equipment.

and real-time production data available on every control screen along the line,” Metzger states, “and managing all components from any screen has simplified our workflow and improved monitoring.”
As Metzger points out, “Having both processing and packaging equipment from the same source has been a major advantage, ensuring compatibility, streamlining support, and making the system easier to manage.”
Above all, Metzger says he is proud of the close partnership and rapport he has
established with Weber’s Canadian team, calling the whole upgrade project an “absolutely worthwhile investment.”
As he sums up, “We’ve consistently found Weber’s equipment to excel in build quality and thoughtful design, but at the end of the day it’s not just about the equipment—it’s about the partnership.
“Even though Weber is a large corporation, it still maintains a ‘small business’ culture—right down to field personnel who are just as committed to uptime as we are.”
Please see a video of Weber’s automatic slicing systems and model wePACK 7000 thermoformer in action at the Metzger Meat Products plant in Hensall, Ont., on Canadian Packaging TV at www.canadianpackaging.com
GOING THE DISTANCE
Innovative
Quebec dairy products manufacturer optimizes its product ID capabilities with an advanced inkjet casecoding solution
By Andrew Snook
Photos by Pierre Longtin
Few companies in any industry ever get to celebrate a centennial anniversary. This kind of longevity is one of the ultimate signs of success. One of those proud Canadian companies is Laiterie Chalifoux/Maison Riviera, which has been producing dairy products since 1920.
Headquartered for its entire 125 years of operation in Sorel-Tracy, Que., about a one-hour drive north of Montreal, the company was started by Alexandrina Pelletier and her husband Napoleon Chalifoux, when they decided to try selling milk their cattle produced to local villagers.
In 1945, the small family business expanded when the couple’s son, Jean-Paul Chalifoux, obtained one of the first pasteurization licences and the right to source milk from farms in the surrounding region.
The dairy hit its first major milestone in 1959, when they created their popular Riviera Cheddar Cheese product.
For the next few decades, the company continued to grow, but it was in 1989 that Laiterie Chalifoux/Maison Riviera would hit its next major milestone.
That year, the dairy producer imported European ultra-filtration technology that allowed it to produce lactose-free cheeses, along with a variety of other products, well before most dairy producers in North America touched this niche market.
The next generation of the family,

Laiterie Chalifoux/Maison Riviera marketing director Jennifer Beauchamp talking about the company’s extraordinary success and longevity in the highly competitive dairy products market.
Alain Chalifoux, took over the reins in 2009 and decided to invest further into niche markets within the dairy sector.
Six years later, the company partnered with Alsace Lait co-operative. When they joined forces and shared technologies, Alsace Lait co-operative brought the know-how for producing yogurt.
This sparked the arrival of the Maison Riviera-branded Petit Pot yogurts, explains Émilie Laurin, general manager for Laiterie Chalifoux/Maison Riviera.
“They were only manufacturing cheeses, and so the know-how from Alsace Lait cooperative and Laiterie Chalifoux brought the arrival of the Petit Pot in glass jars, as you see in the market,” Laurin says.
A few years later, Laiterie Chalifoux/ Maison Riviera began producing its wide range of Maison Riviera yogurts made from coconut milk.
The company committed to the promotion of sustainable and healthy agriculture, partnering with eco-responsible suppliers and growers.

A sampling of some of the bestselling Maison Riviera brand of upcycled dairy products retailing in elegant packaging containers emphasizing their purity, wholesomeness and high nutritional value.
In 2021, Alsace Lait cooperative took over full ownership of the Chalifoux dairy and continued to invest in innovative products.
One year later, Maison Riviera became the Number One bestselling brand of vegan yogurts in Canada.
That same year, the company released two more plant-based products lines: plant-based cheeses, and Canadian oatbased yogurts.
Laiterie Chalifoux/Maison Riviera continues to launch new products with its Maison Riviera line of lactose-free cream cheeses, released in 2023, and the Maison Riviera Drinkable Yogurt,
produced from upcycled ingredients, launched last year.
While still operating in the same town where the Chalifoux family started the company 125 years ago, the company’s production facility has undergone a wide variety of upgrades over the years.
Currently employing 170 to 180 people and operating six days a week, the facility consumes approximately 45 million liters of milk to make its own products and what it produces for its partner, Fromagerie Bel
The busy operation currently produces over 200 SKUs (stock-keeping units), with the most popular being its cheese curd products, as well as its of dairy and vegan yogurts. The new line of Masion Riviera cream cheeses is currently the company’s fastest-growing product line.
According to Laurin, the Maison Riviera branded upcycled drinkable yogurts are an innovation that came about as a response to both consumer demand to make more sustainable products, and the constant pressure within the industry to make the most of the available resources.
“The dairy industry is definitely under high pressure, so we really need to process components the right way, so that we can maximize everything,” Laurin says.
Another big challenge within the dairy sector affecting all producers is the fight for retail shelf space.
“Shelf space in retail is not increasing, but the number of players has multiplied,” notes Laurin.
“So obviously, we’re all competing for the same space, which makes things a bit more complex,” Laurin says.
As a medium-sized producer, Laiterie Chalifoux/Maison Riviera has many challenges it needs to navigate.
“I would say that we’re the biggest of the smallest, or the smallest of the biggest,” Laurin says. “So that puts us in a hard position.
“But we’ve always differentiated ourselves by our innovation, our ways of working, and our agility, in terms of capturing a trend and transforming it into a product really quickly,” Laurin states.
“That’s what we’re good at, and that’s what we need to continue to do.”
The company also stays competitive through investing in the latest processing and packaging technologies
Their most recent investment was in the labelling and coding operations for its cardboard shipping containers, with the purchase of a Squid Ink CoPilot Max Long Throw coding system supplied by DMS Marquage Codage of Longueuil, Que.
Headquartered in Brooklyn Park, Minn., Squid Ink Manufacturing is a

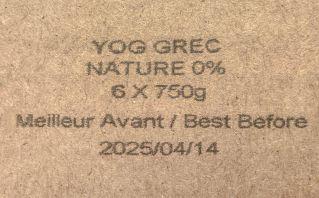
Manufactured by Squid Ink Manufacturing, product coding systems division of the Minnesota-based Engage Technologies Corporation, can apply razorsharp images of barcodes and other essential variable product information (see insets below) onto corrugated box panels and other porous or uneven surfaces from a distance of 12-mm, providing a highly effective and economical non-contact product coding and traceability solution for manufacturers like Laiterie Chalifoux/Maison Riviera.
Laiterie Chalifoux/Maison Riviera technical manager Sébastien Mongeon holding up a loaded corrugated shipping tray featuring the hi-resolution barcode and other variable data printed onto the side panel by the company’s new CoPilot Max LongThrow case-coder supplied by Squid Ink Manufacturing.
leading manufacturer of coding and marking systems for product identification, traceability, and low-maintenance printing equipment.
“We also have an entire library of inks and ink jet fluids, and have our own ink lab,” says Ross Campbell, Canadian national sales manager for Squid Ink Manufacturing.
“Our machines are designed to be very hard-knock usable pieces of equipment.”
The Squid Ink CoPilot Max LongThrow offers a major advantage by allowing printing at a distance of up to 12-mm from the surface without any loss of quality, adds Patrick Gray, sales representative for DMS Marquage Codage.
“Traditional systems of this type typically require a distance of around three millimeters, making this a significant difference,” Gray says.
“This advanced technology enables high-resolution printing on uneven surfaces or materials that must not come into direct contact with the printer.
“Additionally, this device requires very little maintenance, helping to reduce production line downtime.”
The ability of the Squid Ink CoPilot Max Long-Throw to print at a longer distance was one of the main reasons for the purchase by Laiterie Chalifoux/ Maison Riviera.
“One of the things we wanted was to make sure the boxes cannot hit the printhead because it can move it, or we can have some problems with the adjustments,” explains Sébastien Mongeon, technical manager for Laiterie Chalifoux/Maison Riviera.
“We had some trouble in the past with boxes that were hitting the older, competing coder’s printhead, and that was problematic,” Mongeon adds. “Sometimes, it could even break the printhead.”
The Squid Ink CoPilot Max LongThrow has a printing resolution of 360x-300- dpi and boasts a 2.8-inch print height, ensuring sharp and precise markings.
“It can operate at speeds of up to 440 feet per minute, making it ideal for high-speed production environments,” Gray says. “The 4.3-inch colour touchscreen provides an intuitive interface, making it easy to manage and select print messages.”
The printer also comes equipped with Orion software, which is designed to


Above Technical manager
Sébastien Mongeon continues discussion in a quieter boardroom setting.
Right
Close-up of the hi-resolution barcode and text lines of variable text on the panel of a corrugated shipping box.


simplify the creation of various messages, including logos, barcodes, QR codes, and various small characters.
“What really sold us on this equipment was the Orion software,” says Mongeon. “It’s really easy to use, and we can get an estimate of the ink consumption.
“It is a really good tool.”
Another advantage of the Squid Ink CoPilot Max Long-Throw has been the cost-savings on the amount of ink the plant now requires, compared to the previous model operating at the plant.
Moreover, the system’s 500-ml ink reservoir easily snaps in and out, reducing the labor required, Campbell notes.
“For the outer boxes that they are packing, we can print on multiple types of substrates depending on the ink used,” he says. “This can be seamlessly integrated.
“It’s designed to meet harsh demands,” Campbell points out.
“It has a durable touchscreen, industrial-strength printheads and components … we can add anything from bar-
“This advanced technology enables high-resolution printing on uneven surfaces or materials that must not come into direct contact with the printer. Additionally, it requires very little maintenance, helping to reduce production line downtime.”
The CoPilot Max Long-Throw case-coder from Squid Ink in action applying barcodes and lines of variable data text onto the side panels of corrugated shipping boxes being loaded with finished product on their way to the plant’s end-of-line packaging operations.

codes to product ingredients with hi-res, razor-sharp text.”
The commissioning of the equipment was performed without any major issues, according to Mongeon.
“We had a good experience with DMS Packaging,” he says. “They worked with us on-site, and they stayed late to make sure we had a good product.
“It was a really good service.”
The printing station isn’t the only recent investment by Laiterie Chalifoux/ Maison Riviera. The company also purchased a BFR Systems’ ERMA 80 RX Cheese Bar Cutting Line.
Iinstalled about 18 months ago, the slicing unit came equipped with an Omori flow-wrapper for placing film onto the sliced cheese portions.
The investment allowed the company to optimize efficiencies on the cheese slicing line, according to Mongeon.
“The main advantage for us was we could reduce the amount of people
DMS Marquage Codage sales representative Patrick Gray standing next to the Squid Ink’s Co-Pilot Max Long Throw inkjet case-coder.
Above right
Squid Ink’s national sales manager for Canada Ross Campbell explaining the industry-leading capabilities of the CoPilot Max Long-Throw coding system.

needed,” Mongeon says, “so that we could use their talents elsewhere in the factory. So that was a good thing.”
While the new cutting line allowed for improvements in production efficiency, the biggest selling feature for the machine was its ability but to offer precise weights of products.
This was sometimes an issue with certain types of cheeses in the past, like Swiss cheese, for example.
“You have holes in it that you cannot see with a camera, but the new machine was able to take that into account when it is slicing and measuring the size,” Mongeon explains.
Without that certainty, the company is compelled to overpack the amount of
cheese in each unit to ensure it meets legal weight requirements per package.
“You cannot be under the weight that you’re selling,” Mongeon states. “With the new machine, we were able to get weights that are exactly what we were saying on the package.”
Going forward, the dairy operator plans on continuing to invest in new technologies to bring its innovative products onto grocery shelves.
“We’re all about innovation. We’re here to disturb the market: we’re here to bring trends to the shelves,” Laurin concludes. “So keep an eye out for new innovations, such as our upcycled products, cream cheeses, and wonderful new flavors.”
QR CODE









Above left

WELCOMES
PHILIPPE LEVESQUE
as Regional Sales Manager for Eastern Canada
Harpak-ULMA Packaging, a leading provider of integrated packaging solutions, is proud to announce Philippe Levesque’s appointment as our new Regional Sales Manager for Eastern Canada, effective March 31, 2025.
Philippe joins the team with a strong background in technical sales and regional knowledge. He most recently served as Regional Sales Manager at Busch Vacuum Technology, and prior to that, held sales and technical support roles at Weir Minerals. Philippe holds a bachelor’s degree in Mechanical Engineering from the École de Technologie Supérieure in Quebec.
Based in Quebec, Philippe will report directly to Joey Schmidt, Regional Sales Director. His appointment further strengthens Harpak-ULMA’s growing footprint across Canada, alongside Daniel Ashton, who manages Central Canada, and Jordan Bates, who leads Western Canada. Philippe’s blend of industry experience and energy makes him a perfect fit for Harpak-ULMA’s customer-centric approach and culture of innovation.
To learn more about Harpak-ULMA, visit Harpak-ulma.com or contact Philippe at Philippelevesque@harpak-ulma.com.

THE BLOCKBUSTER ISSUE EVERYONE


Honest packaging is key to lasting consumer trust / Rhea Gordon
As many Canadian shoppers have discovered over the last couple of years, shrinkflation has become a commonplace practice for many food brands keen to keep their prices in line, while covering their rising input costs by literally shrinking the size of their package contents. While there is technically nothing illegal about this technique, hoodwinking consumers in such aloof manner does carry a risk of eroding their brand loyalty once those consumers realize they are being played. To its credit, the iconic Canadian meat processor Maple Leaf Foods has recently carried out an extreme packaging makeover for its Prime RWA (raised without anti biotics) range of frozen breaded, seasoned and stuffed chicken cutlettes— ditching bulky boxes for resealable flexible bags—without altering the product’s 568-gram weight or raising the price, while vastly improving the brand’s messaging. The new bags sill use the Prime brand’s signature colors and fonts, while positioning its RWA labeling prominently at the front-andcenter of the package. There is appetizing product photography running across the upper panels, and the product variety (Ham & Mozzarella) is clearly displayed in thick white font set against a forest-green background just underneath the logo. The product’s sustainability credentials are effectively underline near the bottom of the bag with three eye-catching logos and text lines to convey that the product contains no artificial colors or flavors; that no animal products were part of the feed; and that the product was produced by a carbon-neutral (Carbon Zero) company. While some may take issue with the brand being switched from fiber-based packaging to plastic, it is worth noting that this packaging makeover has eliminated the need for the individual single-use film wrapping for the cutlettes inside the box. All in all, the new format contains “75% less packaging,” according to a declaration on the back of the bag, without any extra financial burden for the consumer.

Clockwise
The Before and After packaging for Maple Leaf Foods’ Prime RWA brand frozen chicken cutlets.
Metro’s Selection store brand iced tea beverage repackaged in a TetraPak carton.
The Milk Chocolate Edition Scrabble box makes for playful chocolate enjoyment.
The puck-shaped Rock Star vintage cave-aged cheddar cheese package imported from Wales.

For its part, the Metro Brands’ private-label Selection Lemon Iced Tea brand has solved the age-old riddle of how to fit a round can into a square box by switching to the square-shaped 283-ml Tetra Pak beverage cartons, which not only save valuable shelf space at the retail level, but also provide a more ergonomic and spillfree method to open the containers, compared to cans. Moreover, the new package is also an instant improvement on the aesthetic level. The white background provides a perfect canvas for the uncrowded minimalistic lettering, along with the and the watercolor-like painted graphics of green leaves surrounding a fresh-cut slice of lemon. The light and breezy visuals perfectly compliment the “no artificial colours” product claim near the bottom of the carton, while the cursive lettering used for the product name, set inside an ornate orange- and yellow-rimmed picture frame in the center of the carton, project refreshing elegant purity and simplicity.
What do Easter egg hunts, spinning dreidels for Hannukah gelt, romantic Valentine’s Day gestures, and opening Christmas Advent calendar doors have in common? It’s the inseparable bond between chocolates and holiday activities. Imported by Mississauga, Ont.-based Exclusive Brands, the Milk Chocolate Edition Scrabble combines my family’s holiday tradition of playing Scrabble with nearby bowls of sweet treats to help pass the time while waiting for someone else to lay down the tiles. The box resembles classic Scrabble look of wooden letters on a red background, with images of chocolates in gold foil-wrappings with multiple random letters centered on the
box’s front panel next to a ‘Belgian Chocolat’ stamp and loose Scrabble tiles spelling out ‘FUN GAME.’ The set contains 24 chocolates, 64 card-grade paper tiles, and a fold-out paper game board, with seven game rules printed on the back. The Rainforest Alliance certification logo in the upper right corner of the box assures consumers that the community of cocoa producers chosen to supply the main ingredient are dedicated to responsible Earth stewardship.
My husband and I are keen fans of Canadian and imported ripe, aged, raw milk, gooey and pungent cheeses enclosed in customized materials. While working our way up to turophile status, we often frequent our local la fromageries for the odd varieties packed in little wooden crates, shrink wrap, waxed paper and paper boxes. The odder the packaging materials, the more we’re charmed. Based in Wales, Snowdonia Cheese Co. packages its Rock Star vintage 18-month cave-aged cheddar encased in smooth, thick, dark purple wax that almost looks black under some lighting. Resembling a hockey puck in color, size and shape, the packaging’s gold metallic outline of the seal on the black label perfectly aligns with the outer wax covering, with the same golden shade also for the line-drawn cabin and mountain graphics glowing against a dark background. With all these packaging flourishes, Snowdonia’s Rock Star cheese certainly deserves a “puck drop” moment in recognition of its unique package design.

RHEA GORDON is a freelance writer living in Toronto.

October 28 - 30, 2025
McCormick Place
Chicago, Illinois
www.theEATSshow.com
North America’s only event bringing the entire food & beverage industry together across eight key sectors. See three full-scale live production lines in action, explore cutting-edge solutions, connect with top suppliers, and gain insights through expanded education addressing the industry’s biggest challenges and innovations —all under one roof. SCAN


