8 minute read
Anodiseringsprocessen

Dr. Anne Deacon Juhl AluConsult och AnodizingSchool
Anodiseringsprocessen
Tillverkare av aluminiumprodukter är inte alltid nöjda med ytkvaliteten på de anodiserade profil- och plåtprodukter som sänds tillbaka till dem från en anodiserare. Produkterna kan vara fläckiga, ha färgvariationer eller korrosionsgropar, vilket orsakar reklamationer, ökade kostnader och frustration. Därför är det viktigt att aluminiumtillverkaren förstår grunderna i anodiseringsprocessen för att effektivt kunna kommunicera med sina anodiserare. Denna artikelserie kommer att ge en introduktion till den övergripande anodiseringsprocessen, inklusive vilka egenskaper som är möjliga, vilka som är de rätta för en specifik produkt, och hur ett aluminiumföretag kan komma överens med sin anodiserare om specifikationer för att garantera ett riktigt resultat varje gång.
Anodisering innebär en elektrokemisk omvandling av aluminiumytan till aluminiumoxid. Processen ökar tjockleken av det naturliga oxidskiktet, vilket gör ytan mer motståndskraftig mot korrosion. Men anodisering är mycket mer än så. Omvandlingen av aluminium till aluminiumoxid resulterar i en porös ytstruktur, vilket ger en mängd nya egenskaper som ökar värdet och mångsidigheten hos aluminiumprodukten. Anodiseraren kan styra dessa egenskaper genom att ändra processparametrarna.
De flesta komponenttillverkarna (OEM) och bearbetningsföretagen har ingen egen anodiseringslinje utan arbetar med underleverantörer för anodiseringen. En tydlig kommunikation med anodiseraren är därför viktig för att kunna uppnå felfria anodiseringsresultat med exakt de egenskaper som önskas. För detta bör OEM ta fram exakta anodiseringsspecifikationer och ge så mycket information som möjligt i ritningar och inköpsorder. Den här artikeln förklarar hur man skriver produktspecifikationer för att skapa de önskade egenskaperna för aluminiumprodukten och säkerställa bästa anodiseringsresultat.
Skapa önskade egenskaper
Anodisering ökar värdet på en produkt genom att lägga till extra egenskaper. Till exempel kan en felfri och glänsande yta optiskt höja en anodiserad aluminiumprodukt från medelmåttig till ypperlig. För att specificera dessa extra egenskaper måste OEM och bearbetarna först svara på frågan ”Vad ska produkten användas till och var?”
Till exempel är strängpressade rotorblad på helikoptrar ofta hårdanodiserade eftersom de abrasiva egenskaperna ökar hållbarheten och fungerar bra i många miljöer. Men om samma helikopter en dag opererar i en öken, kommer luften att vara full av mycket nötande sandpartiklar som minskar livslängden enormt.
Därför behöver en helikopter som används i öknen en annan anodiserad yta som är segare och mindre spröd. I det här fallet kanske en hård beläggning inte är den bästa lösningen, utan andra typer av ytskydd är ett bättre val.
Ett annat exempel är möjligheten att bygga in nya egenskaper i anodiseringsskiktet. Genom att införa specifika metallpartiklar i oxidskiktet förvandlas aluminiummetallen till en antibakteriell yta som slår ihjäl kolibakterier (escherichia).1 Det är viktigt att diskutera dessa egenskaper i förväg eftersom den porösa strukturen måste vara stor nog för att kunna bygga in de önskade metalljonerna.
Ett annat exempel är användningen av svartanodiserade delar i rymden. Anodiseraren behöver veta om aluminiumdelen ska användas som en svartkroppsreflektor för visuell inspektion. Först då kan anodiseraren välja lämpligt infärgningsmedel och eftertätningskemikalier, som inte kommer att förångas eller förorena den omgivande miljön.
Dessa tre exempel visar att anodisering betyder mycket mer än att bara skapa en mer korrosionsbeständig yta och att det är viktigt att förklara oxidskiktens exakta egenskaper. Faktum är att hög korrosionsbeständighet ofta är ett plus till de andra mer viktiga egenskaperna hos den bildade aluminiumoxidytan. Därför bör samtalen med den som utför anodiseringen vara en del av konstruktionsprocessen för att lyfta aluminiumprodukterna till nästa nivå.
Säkerställa högsta anodiseringskvalitet
Oavsett vad aluminiumprodukten ska användas till bör anodiseringsskiktets struktur vara så jämn och homogen som möjligt på varje enskild del. Att uppnå en perfekt och jämn struktur på oxidskiktet innebär mer än bara ”doppa delarna i badet.” Anodiseringsprocessen är ett komplext system med många variabler som bör nalkas vetenskapligt. För detta bör alla processvariabler hållas konstanta och noggrant kontrollerade genom hela processen. Förra artikeln i denna serie förklarade hur man specificerar förbehandlingen innan anodiseringssteget för att försäkra sig om ytutseendet. Efter förbehandlingen ska ytan klara ett vätbarhetstest och glansmätningsprov innan den går in i anodiseringsbadet. Detta bör specificeras och dokumenteras.
Nu är aluminiumdelarna redo för anodiseringssteget. Processen kan ses som en enkel elektrisk krets, där en förtjockning av den naturliga oxiden sker. Genom att ansluta en kraftkälla kommer en elektrisk ström att flyta mellan aluminiummetallen, som är anod, och en insatt katod, som omvandlar aluminium till aluminiumoxid. Allt detta sker i processbadet som innehåller en elektrolyt.
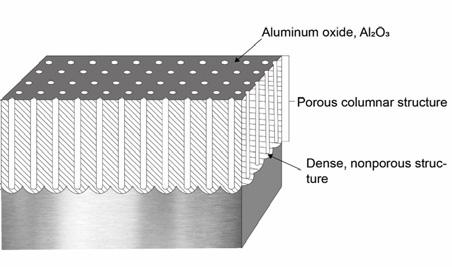
De grundläggande egenskaperna, såsom tjocklek, porositet, kemisk sammansättning och mekaniska egenskaper är förknippade med typ av elektrolyt, och med tillväxt- och upplösningshastigheten för elektrolyten. Den vanligaste elektrolyten är lågkoncentrerad svavelsyra som beroende på processparametrar ofta kallas typ II-anodisering eller SAA (svavelsyraanodisering). Den kan också kallas typ III-anodisering om beläggningsegenskaperna ska vara hårda och slitstarka. Under anodiseringsprocessen bildas en porös struktur, se fig 1, och denna struktur bestämmer beläggningens egenskaper.
Strukturen hos detta porösa oxidskikt kommer att leda till flera möjligheter avseende beläggningens egenskaper. Vidöppna porer ger utrymme för deponering av andra metaller, färger och olika lim. Smala porer med mer aluminiumoxid än öppet utrymme kommer att leda till hårda och slitstarka beläggningar.

Fig 1. Uppbyggnad av det porösa oxidskiktet vid anodisering av aluminium. Aluminumoxid Al2O3
För att säkerställa ett jämnt och högkvalitativt anodiseringsresultat är det viktigt att specificera processparametrarna. Detta innebär att anodiseraren använder en uppsättning fasta parametrar som kommer att kontrolleras för varje charge genom anodiseringsprocessen. Värdeintervall för tre viktiga anodiseringsspecifikationer - natur-, arkitektonisk anodisering och hårdanodisering finns i tabell I. Observera att dessa värden endast är riktlinjer och bör diskuteras med anodiseraren.
Vikten av att använda samma aluminiumlegering med samma mikrostruktur varje gång måste understrykas, annars kommer anodiseringsresultatet i varje charge att skilja sig gång från gång oavsett om fasta parametrar används.
Ett sätt att säkerställa att mikrostrukturen är förutsägbar och jämn från en del till en annan är att mäta ledningsförmågan (konduktiviteten) eller göra en mikroskopisk undersökning. Att mäta ledningsförmågan, vilket är det enklaste sättet av de två, kommer att skilja ut det ena materialtillståndet från det andra (tabell 2).2 Genom denna mätning blir det lättare att säkerställa en identisk mikrostruktur av ytan innan man påbörjar anodiseringsprocessen. Denna mätning av ledningsförmågan bör göras direkt efter det sista tillverkningssteget och precis innan anodiseringsprocessen startar för att säkerställa att ingenting har påverkats.
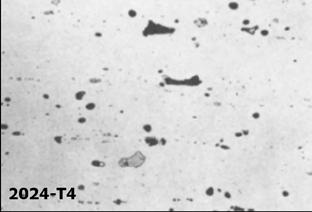

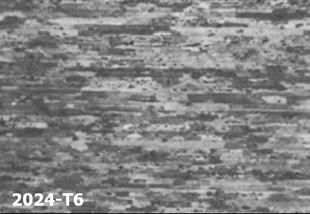
Fig 2. SEM-bild på EN AW-2024 i tre olika tillstånd, F, T4, och T6.
Fig 2 visar SEM-bilder från mikrostrukturen för tre olika tillstånd hos legering EN AW-2024.3 Dessa strukturer kommer att leda till tre helt olika ytutseenden på den anodiserade ytan på grund av det bildade oxidskiktets ogenomskinlighet. Som visas i tabell II har 2024-F (gjutet) ett IACS-värde (International Annealed Copper Standard) i intervallet 46,8048,50%, medan 2024-T4 ligger i intervallet 28,80–31,00 och 2024-T6 har värdet 38,00. Genom att mäta ytans ledningsförmåga före anodiseringsprocessen kan anodiseraren varnas och bli medveten om en förändring i mikrostrukturen - där alla tre ytorna har en silvergrå yta när de inspekteras visuellt före anodisering.
Tyvärr har inte alla anodiseringsföretag mätutrustning för mikrostrukturer. Att välja en anodiserare som använder denna mätning för ingångskontroll i stället för en visuell undersökning är ett bättre val eftersom konsekventa anodiseringsresultat kräver en förståelse för vilket material som används. Genom att införa denna konduktivitetsmätning i specifikationen kommer mycket missförstånd att elimineras.
Slutligen bör alltid två frågor ställas när man pratar med en anodiserare och dessa ska alltid besvaras positivt: 1. Är anodiseringsprocessen strömstyrd? 2. Registrerar man anodiseringsprocessen (ström, spänning, tid, temperatur och koncentration för varje charge), och är journalerna öppna för inspektion?
Slutsats
Tydlig kommunikation med anodiseraren är nyckeln till att skapa anodiserade komponenter som ökar värdet på aluminiumprodukten. För att underlätta kommunikationen bör följande åtta frågor diskuteras när man beställer anodiseringen.
• Vad ska produkten användas till och i vilken miljö arbetar den?
• Vilka aluminiumlegeringar används för komponenterna och vad har de exponerats för?
• Hur ser mikrostrukturen ut?
• Vilken skikttjocklek behövs? • Vilka dimensionstoleranser ska slutprodukten ha?
• Vilka är de optimala och acceptabla placeringarna av kontaktpunkterna?
• Har aluminiumdelen hörn- eller kantradier?
• Bör anodiseraren följa en specifik anodiseringsstandard eller godkännandekrav?
Att arbeta med anodiserare bör vara som vilken annan bra relation som helst: allt handlar om tydlig kommunikation. Att diskutera de nödvändiga egenskaperna och specificera processparametrar med anodiseraren gör inte bara arbetet lättare, det förbättrar också kvaliteten och därmed värdet på aluminiumprodukten. Enkelt uttryckt är kommunikation med anodiseraren nyckeln till framgång.
Referenser
1. Mion Technology, professor Per Morgen – patentsökt på Cuproxal™ 2. https://www.nde-ed.org/ 3. Hatch, John E., ”Aluminium – Properties and Physical Metallurgy”
