27 minute read
O. Özaydin, A.Y. Kaya, E. Armakan .................................................................................................. pag


resulting in reduced UTS and ductility of the material. Regarding YS, it has to be mentioned that the castings are cooled in water after extraction from the die. This operation can act as an effective quenching, resulting in higher amount of Cu retained in solid solution for Cu4 alloy, due to excess of Cu in comparison with Cu2 alloy. This can lead to a higher amount of Cu in solid solution, which is effective in hindering dislocation motion during tensile testing. This results in the enhanced YS of Cu4 alloy. Tensile behavior of the studied samples is summarized by the quality index, which has the highest values for Cu2-A samples, while it is significantly reduced for Cu4 alloy.
CONCLUSIONS The present study focuses on the characterization of microstructural and mechanical properties of real castings produced by HPDC using AlSi9Cu alloy. The Cu content of the alloy was changed from 2 wt.% to 4 wt. % in order to investigate the influence of Cu on the material performance and to provide results useful for industrial application. It was found that the increase in Cu content leads to a higher total area fraction of intermetallic particles, while their size distribution is not affected by Cu content and cooling rate. As a result, Cu4 alloy exhibits lower tensile strength and ductility, especially in position B, where the presence of intermetallic particles was coupled to high the porosity level. This is correlated to the cooling conditions of the considered position in the casting, as indicated by SDAS values. On the other hand, higher Cu content lead to improved yield strength likely because of higher Cu retained in solid solution.
[1] J.A. Taylor, Iron-containing intermetallic phases in Al-Si based casting alloys, Proc. Mater. Sci. 1 (2012) 19-33. [2] Z.W. Chen, M.Z. Jahedi, Die erosion and its effect on soldering formation in high pressure die casting of aluminium alloys, Mater. Des. 20-6 (1999) 303-309. [3] H. Yang, S. Ji, Z. Fan, Effect of heat treatment and Fe content on the microstructure and mechanical properties of die-cast Al-Si-Cu alloys, Mater. Des. 85 (2015) 823-832. [4] A. Fabrizi, S. Ferraro, G. Timelli, The influence of Sr, Mg and Cu addition on the microstructural properties of a secondary AlSi9Cu3(Fe) die casting alloy, Mater. Char. 85 (2013) 13-25. [5] I. Outmani, L. Fouilland-Paille, J. Isselin, M. El Mansori, Effect of Si, Cu and processing parameters on Al-Si-Cu HPDC castings, J. Mater. Process. Technol. 249 (2017) 559-569. [6] Y. Zheng, W. Xiao, S. Ge, W. Zhao, S. Hanada, C. Ma, Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al-Si-Cu-Mg alloys, J. Alloys Compd. 649 (2015) 291-296. [7] S. Seifeddine, E. Sjölander, T. Bogdanoff, On the Role of Copper and Cooling Rates on the Microstructure, Defect Formations and Mechanical Properties of Al-Si-Mg Alloys, Materials Sciences and Applications 4 (2013) 171-178. [8] A.M.A. Mohamed, F.H. Samuel, S. Al Kahtani, Microstructure, tensile properties and fracture behavior of high temperature Al–Si–Mg–Cu cast alloys, Mat. Sci. Eng. A 577 (2013) 64-72. [9] S.G. Shabestari, H. Moemeni, Effect of copper and solidification conditions on the microstructure and mechanical properties of Al–Si–Mg alloys, J. Mater. Process. Technol. 153-154 (2004) 193-198. [10] R.N. Lumley, R.G. O'Donnell, D.R. Gunasegaram, T. Kittel-Sherri, M. Gershenzon, A.C. Yob, I.J. Polmear, The role of alloy composition in the heat treatment of aluminium high pressure die castings, Metall. Sci. Techn. 26 (2008) 2-11. [11] X.Y. Jiao, J. Wang, C.F. Liu, Z.P. Guo, G.D. Tong, S.L. Ma, Y. Bi, Y.F. Zhang, S.M. Xiong, Characterization of high-pressure die-cast hypereutectic Al-Si alloys based on microstructural distribution and fracture morphology, J. Mater. Sci. Technol. 35 (2019) 1099-1107. [12] S.G. Shabestari, The effect of iron and manganese on the formation of intermetallic compounds in aluminum–silicon alloys, Mat. Sci. Eng. A 383 (2004) 289–298. [13] S. Ferraro, G. Timelli, Influence of Sludge Particles on the Tensile Properties of Die-Cast Secondary Aluminum Alloys, Metall. Mater. Trans. B 46B (2015) 1022-1034. [14] M. Drouzy, S. Jacob, M. Richard, Interpretation of tensile results by means of Quality Index and probable yield strenth, International cast metals journal 5-2 (1980) 43-50. [15] S. Ferraro, A. Bjurenstedt, S. Seifeddine, On the Formation of Sludge Intermetallic Particles in Secondary Aluminum Alloys, Metall. Mater. Trans. A 46A (2015) 3713-3722. [16] M. Tiryakioğlu, Si particle size and aspect ratio distributions in an Al-7%Si-0.6%Mg alloy during solution treatment, Mat. Sci. Eng. A 473-1-2 (2008) 1-6. [17] S. Ferraro, A. Fabrizi, G. Timelli, Evolution of sludge particles in secondary die-cast aluminium alloys as function of Fe, Mn and Cr, Mater. Chem. Phys. 153 (2015) 168-179
Alternative alloying concepts of hot work tool steels for application in die casting
P. Niederhofer, F. van Soest, M. Gürcan, H.-G. Krull, T. Schneiders
High performance hot work tool steels need to feature complex mechanical and physical properties in order to fulfill the requirements arising from different die casting applications. The required properties depend i.a. on the die casting process and the materials to be cast. They may include e.g. high toughness and strength at elevated temperature in order to be able to withstand thermal shocks occurring during high-pressure die casting. For application in low-pressure die casting, high temperature stability can be important in order to maintain mechanical properties even after long exposure to molten metal. In terms of physical properties, a high thermal conductivity is of particular interest, since on the one hand it increases resistance to thermal shocks, while on the other hand it can help to accelerate cooling of cast parts and thus in turn reduce the process cycle time. In this contribution, different new alloying concepts are presented. These include a specifically developed CrMoV-alloyed hot work tool steel featuring an optimized combination of high temperature strength, toughness, and resistance to thermal shock. A second new development combines superior thermal conductivity, high temperature stability, and high resistance to thermal shock. Furthermore, an additional approach makes use of the beneficial properties of a bainitic microstructure, which results in a combination of high strength at elevated temperatures and high toughness at minor alloying cost. Relevant properties of the alternative alloying concepts are compared to those of standard hot work tool steels, which are conventionally used in die casting applications.
KEYWORDS:DIE CASTING, TOOL STEEL, THERMAL SHOCK, TEMPERATURE STABILITY, THERMAL CONDUCTIVITY, HIGH-TEMPERATURE STRENGTH, TOUGHNESS, MICROSTRUCTURE
INTRODUCTION During (high pressure) die casting ((HP)DC) of non-ferrous metals like e.g. Al- or Mg-alloys, different environmental conditions occur, which can affect dies and tool steels used for said application. These may include exposure to elevated temperatures due to contact with molten metal for longer duration as well as fast cycles of high and low temperatures due to spray cooling between two parts in HPDC. Furthermore, liquid metal injected with high velocity into the cavities of the die can cause mechanical stresses as well as occurrence of erosive wear (1). In turn, this means that tool steels used for die casting, depending on process parameters, need to exhibit different properties in order to ensure a proper service life. In the case of low pressure die casting, maintenance of service hardness even during long exposure to elevated temperatures is of particular interest. This is ensured by high microstructural stability, which means resistance to e.g. coarsening of carbides. In addition, during high pressure die casting, which is freP. Niederhofer
Deutsche Edelstahlwerke Specialty Steel GmbH & Co. KG, Auestraße 4, 58452 Witten, Germany (philipp.niederhofer@dew-stahl.com)
F. van Soest
Deutsche Edelstahlwerke Specialty Steel GmbH & Co. KG, Oberschlesienstraße 16, 47807 Krefeld, Germany
M. Gürcan
Deutsche Edelstahlwerke Specialty Steel GmbH & Co. KG, Oberschlesienstraße 16, 47807 Krefeld, Germany
H.-G. Krull
Deutsche Edelstahlwerke Specialty Steel GmbH & Co. KG, Oberschlesienstraße 16, 47807 Krefeld, Germany
T. Schneiders
Deutsche Edelstahlwerke Specialty Steel GmbH & Co. KG, Auestraße 4, 58452 Witten, Germany
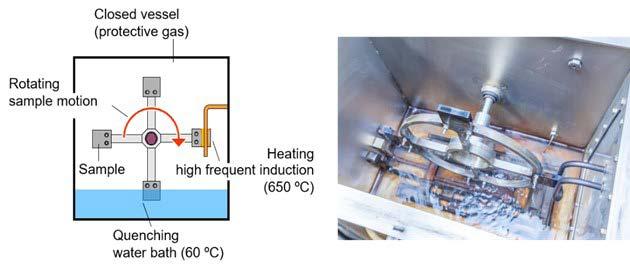
quently characterized by the intention to produce a large amount of pieces in short cycle times, dies can be stressed by frequent changes in temperature featuring quite large amplitudes (thermal shock), which results in mechanical stresses. In consequence, as explained by the theory of Kindbom (2), the formation of cracks is inevitable (heat checking). However, different material properties can contribute to delay of formation or propagation of cracks (3). These include high strength and toughness at elevated temperatures, since it increases resistance to thermally induced plastic deformation (1) (2) (3) (4). A low coefficient of thermal expansion could also be favorable (3), however, in steel it depends on alloying content. Thus, since for economical reasons it is virtually undesired to further increase the contents of alloying elements in hot work tool steels significantly, this option is rather theoretical. Furthermore, a high thermal conductivity is beneficial since it can reduce thermal stresses during HPDC due to faster compensation of temperature differences (3) (5) (6) (7) (8). Basically, thermal conductivity of steel is linked with the amount of lattice defects, the most severe of which are alloying elements in solid solution. Thus, reduction of alloying contents can increase thermal conductivity, and additionally save cost. However, they are important for aforementioned mechanical properties. Cr for example, which is known to be highly detrimental to heat conduction of steel (9), cannot be neglected in some cases e.g. dies featuring large cross-sections, which need to exhibit uniform hardness distribution (through hardenability) (8), which is ensured by addition of chromium. Consequently, choosing tool steels featuring the required properties based on analysis of process parameters allows for optimized results. Thus, the use of common premium hot work tool steel grades like e.g. 1.2343, 1.2344 or 1.2367 may result in sufficient service life of dies in many cases. However, there can be applications where, based on a systematical analysis of parameters and conditions, significant improvements can be achieved by using special hot work tool steels, which in turn may tentatively feature rather unconventional alloying concepts. In this contribution, recently developed special tool steels are presented focusing especially on their properties related to application in die casting. EXPERIMENTAL The chemical composition of the investigated special tool steels as well as reference materials is listed in Tab. 1. Thermodur E 40 K Superclean is based on a conventional 5 mass% chromium hot work tool steel and is characterized mainly by addition of 2 mass% molybdenum as well as low silicon content and lowest amounts of tramp elements. In combination with the vanadium content, it features an optimized combination of high-temperature strength and toughness. Thermodur 2383 Supercool was originally developed for application in hot stamping tools. Due to the well-balanced chemical composition, which mainly features the lack of chromium and silicon, it is characterized by very high thermal conductivity yet still showing good mechanical properties. Thermodur 2322 exhibits a bainitic instead of a martensitic microstructure, which results in a good combination of high toughness and remarkable strength at elevated temperature. Furthermore, in deviation from all other hot work tool steels investigated in this study, 2322 was not electroslag-remelted (ESR). Specimens were taken from transition areas of large blocks and heat treated. Parameters were chosen from preliminary investigations on tempering behavior as shown in Fig. 2. Consequently, the following investigations were performed. Toughness (Charpy-V as well as unnotched specimens), tensile testing, and thermal shock resistance (self-constructed test rig, details i.a. in (3) as shown in Fig. 1). The latter allows for thermal cycling of specimens between inductive heating and a cooling bath, which was performed from 2,000 up to 8,000 cycles, followed by microscopic evaluation of cracking (number and length of cracks). Tab.1 - Chemical analysis of investigated materials in mass%.
Fig.1 - Test rig for determination of heat checking resistance.
Furthermore, thermal conductivity was determined by means of indirect method, which included measurement of thermal diffusivity (laser flash analysis), specific heat capacity (differential scanning calorimetry), and density (buoyancy principle, dilatometry). Multiplication of said values, which all depend on measurement temperature, results in thermal conductivity.
RESULTS AND DISCUSSION Tempering behavior Fig. 2 shows on the left side the tempering curves of the investigated special hot work tool steels in the region of secondary hardness maximum. While it becomes clear that 1.2344 exhibits the highest secondary hardness due to increased amounts of carbon and vanadium, the hardness peaks of 1.2343 and 1.2367 are slightly lower. The latter shows increased hardness at temperatures above approximately 600 °C, which means less hardness decrease due to higher microstructural stability. E 40 K features slightly lower secondary hardness but comparable values above 600 °C when compared to 1.2343, which indicates high microstructural stability in the case of E 40 K as well. Because of the different alloying systems, 1.2383 and 1.2322 show different tempering behavior. The first exhibits significantly more intense secondary hardening behavior, which in addition is shifted to higher temperatures, which in turn means that 1.2383 at temperatures above 650 °C shows the highest hardness. The latter in contrast features significantly lower hardness in the secondary hardness maximum region, but it seems noticeable, that the hardness drop at higher temperatures is less pronounced as compared to conventional hot work tool steels.
STeel Grade C Si Mn Cr Mo Ni V Others
Thermodur E 40 K Superclean 0.36 0.3 0.3 4.8 1.8 - 0.8 + Thermodur 2383 Supercool 0.45 - 0.9 - 1.5 0.9 1.5 Thermodur 2322 0.18 0.55 0.8 2.0 0.7 0.2 0.1 +
Thermodur 2343 Superclean 0.37 1.0 0.4 5.3 1.3 - 0.4 Thermodur 2344 Superclean 0.4 1.0 0.4 5.3 1.4 - 1.0 Thermodur 2367 Superclean 0.37 0.3 0.4 5.0 3.0 - 0.6

Fig.2 - Tempering behavior of investigated special hot work tool steels.
Long-term tempering behavior As shown in Fig. 2 on the right side, microstructural stability of the special hot work tool steels was investigated by performing tempering experiments for longer durations at 600 °C. The specimens were either used in quenched and double tempered (“qt”, all except of 1.2322) or just quenched (1.2322) to 45 HRC condition. In the case of tempering to 45 HRC, this means that temperatures larger than 600 °C were applied prior to long-term tempering. Thus, the initial tendency for microstructural changes during long-term tempering at 600 °C is reduced due to qt. By trend, the tendencies seen in the tempering curves shown in Fig. 2 are confirmed. After 30 h of testing, 1.2343 and 1.2344 show similar hardness, while that of E 40 K is slightly higher. Due to higher microstructural stability, 1.2367 shows less decrease in hardness, while 1.2383 exhibits the best results expressed by lowest reduction of hardness by long-term tempering. Because of the lack of tempering, 1.2322 features highest reduction of hardness at longer exposure to 600 °C. However, when comparing the inclination of curves of the investigated materials at durations between 10 and 30 h, these seem to be quite comparable. Thus it can be concluded, that 1.2322 shows quite comparable endurance, but at a lower level of hardness, which, for some applications however may be sufficient.
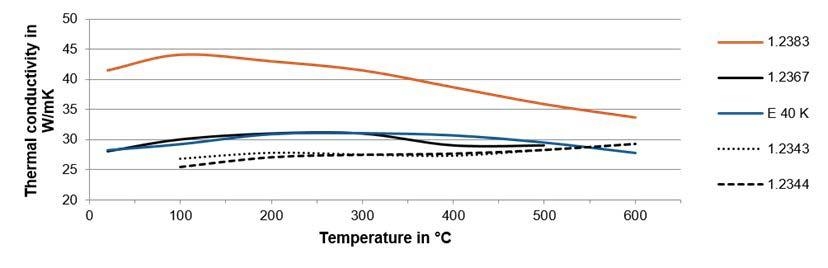
Strength and toughness at elevated temperatures As can be derived from Fig. 3, both tensile strength as well as toughness (Charpy-V) testing were performed at 600 °C in order to illustrate the properties at elevated temperatures. Results described in the following were obtained using specimens heat treated as described before except of 1.2322, which was used in qt condition as well. It becomes obvious that 1.2383 and 1.2367 exhibit highest strength at this temperature, which once again underlines their high microstructural stability, which has already been indicated. However, the differences in strength are quite low. Especially 1.2322, which features lower hardness and thus strength in qt condition at room temperature, shows quite high strength at 600 °C. The same holds true for the high temperature toughness, which is remarkably high in the case of 1.2322, while the reference materials exhibit slightly lower values. Thermal conductivity While, as already mentioned, a reduction in coefficient of thermal expansion would require significantly higher amounts of alloying contents than hot work tool steels usually have, thermal conductivity can be influenced more unpretentiously. Due to the optimized alloying concept, 1.2383 at similar hardness level shows considerably increased thermal conductivity (Fig. 4), while, as already described, showing good mechanical properties. E 40 K, like the conventional 5 % chromium hot work tool steels, features lower values of heat conduction, yet, similar to 1.2367, they are slightly increased as compared with 1.2343 and 1.2344, respectively.
Fig.4 - Thermal conductivity of investigated special hot work tool steels.
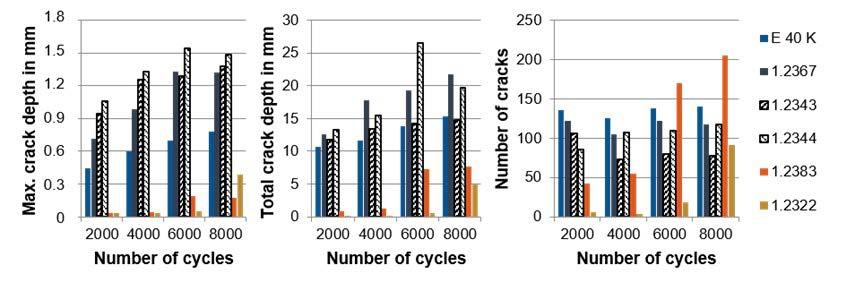
Heat checking resistance As already described, resistance to thermal shock, which is a crucial property especially in the case of hot work tool steels applied in high pressure die casting, was investigated as well. The results are shown in Fig. 5. The evaluation of specimen was performed by counting the number of cracks as well as measuring their length in the cross-section of a predefined surface area. By trend, when focusing on the longest test duration (8,000 temperature cycles) the following conclusions can be drawn, taking a certain measurement uncertainty of the test setup into account. The reference materials 1.2343, 1.2344, and 1.2367 can be considered as showing quite comparable behavior, which is characterized by formation of similar numbers of cracks (little less in the case of 1.2343) that exhibit approximately the same maximum depth and consequently by a comparatively high value of total crack depth. The lowest crack depth among the reference alloys in this study can be seen in the case of 1.2343, which shows similar values compared to E 40 K after 8,000 cycles. The difference between these two grades is, that E 40 K shows more, but less deep cracking. Even more cracks were discovered in the case of 1.2383, however, these were exceptionally short, thus resulting in a small total crack depth. In contrast, 1.2322 shows occurrence of less but deeper cracks, thus resulting in a considerably small total depth of cracks as well. The very good heat checking resistance of special steels 1.2383, 1.2322, and E 40 K can be explained by the improved thermal conductivity of the first and second, respectively, while the latter shows an optimized combination of high temperature strength and toughness.

CONCLUSIONS In this study, different special hot work tool steels were characterized with special focus on properties relevant for application in die casting. A specifically developed CrMoV-alloyed hot work tool steel (E 40 K) features an optimized combination of high temperature strength, toughness, and resistance to thermal shock compared with conventional hot work tool steels. A second new development (1.2383) combines superior thermal conductivity, high temperature stability, and high resistance to thermal shock. In an additional approach, a bainitic hot work tool steel (1.2322) was developed, which, based on the beneficial properties of this kind of microstructure, results in a combination of high strength at elevated temperatures and high toughness at minor alloying cost. Thus, the alloying concepts presented are suitable for application in various die casting processes, which will be verified by industrial trials.
[1] Berns, H. Beispiele zur Schädigung von Warmarbeitswerkzeugen. HTM - Zeitschrift für Werkstoffe, Wärmebehandlung, Fertigung. 2004, 6, p. 379-387. [2] Kindbom, L. Warmrissbildung bei der Temperaturwechselbeanspruchung von Warmarbeitswerkzeugen. Archiv Eisenhüttenwesen. 35, 1964, Vol. 8, p. 773-780. [3] Ehrhardt, R., et al. Improving the Heat Checking Characteristics of AISI H13 by Modification of the Chemical Composition. Die Casting Engineer. 2003, p. 30-37. [4] Schneiders, T. e Gürcan, M. THERMODUR E 40 K SUPERCLEAN – ein Warmarbeitsstahl mit verbesserter Zähigkeit für Druckgussanwendungen. BHM Berg- und Hüttenmännische Monatshefte. 162, 2017, Vol. 3, p. 101-109. [5] Valls, I., Casas, B. e Rodriguez, N. Importance of Tool Material Thermal Conductivity in the Die Longevity and Product Quality in HPDC. 8th International Tooling Conference 2009 - Proceedings. 2009, p. 127-140. [6] Eliasson, L. e Sandberg, O. Effect of Different Parameters on Heat-Checking Properties of Hot-Work Tool Steels. 2nd Tool Conference 1989 - Proceedings. 1989, p. 3-14. [7] Ayabe, M., et al. Effect of High Thermal Conductivity Die Steel in Aluminum Casting. International Journal of Metalcasting. 2008, 2, p. 47-55. [8] Caliskanoglu, D. Einfluss der Legierungslage auf das Anwendungspotential temperaturwechselbeanspruchter Warmarbeitsstähle, Dissertation. Leoben : Montanuniversität, 2002. [9] Terada, Y., et al. Effects of Alloying Additions on Thermal Conductivity of Ferritic Iron. ISIJ International. 42, 2002, 3, p. 322-324.
CS1 - The new hot-work tool steel for die casting dies with the highest surface requirements
Dr. E.Meurisse, I.chruff
The number of parts produced by die casting is increasing permanently. Furthermore, the diversity and the complexity of cast parts is growing higher. The products are not only larger, but also more complicated in their design. Economical die casting requires dies which allow continuous production without any unscheduled downtimes. This depends not only on a proper die design. The properties of the used hot-work tool steels are adjusted in order to fulfill the prevailing requirements and have a considerable impact, too. Consequently, the die casting industry has increasing demand of hot-work tool steels with specifically combined properties. Particularly the demand on the surface quality of end products is continuously increasing. In order to meet the new demands of the die casting market, Kind&Co has developed a new hot-work tool steel. This new steel is able to offer a working hardness of up to 56 HRC. At the same time, it has a very high toughness potential at such a high hardness. This high toughness potential of the new special hot-work tool steel leads to an outstanding resistance against thermal cracking. This premium grade – CS1 – has contributed to performance improvement of up to 600 %.
This paper presents the properies of CS1 and shows several examples of successful application.
KEYWORDS:PREMUIN STEEL CS1, HPDC, THERMAL SHOCK RESISTANCE, TOUGHNEES, INDUSTRIAL TRIALS
INTRODUCTION Die cast components gain more and more importance in our daily life. The die casting process permits economical manufacturing of a diverse array of components including household articles, cases for electronic instruments or structural parts of cars. Surface quality in automotive is becoming increasingly important especially for components for e-mobility or structural parts. Due to the safety relevance of many structural parts, these parts must be free of surface defects. These defects like burrs or spots could initiate cracks. Furthermore, assembling and sealing surfaces require perfect condition in order to guarantee proper functions [1]. Beside the automotive industry, the communication industry with a growing market of the 5G devices is a futher driving force for the development in the die casting application. Projections from CCS Insight indicates that global 5G connections will exceed 1 billion in 2022, surging to 3,2 bllions in 2025 [2]. Triggered by the boom in 5G technology, cost effective die cast components with a high Dr. Emeline Meurisse, Ingolf Schruff
Kind & Co., Edelstahlwerk, GmbH & Co., KG, Wiehl, Germany
quality are required. For example cast heatsinks represent a major challenge for the foundries. These cast products are often used without additional finishing, although they include a lot of functionalities like cooling fins, mounting holes and fasteners. Therefore the highest demands are placed on the surface quality and geometrical accuracy, defects on the die surface as shown in Figure 1 have to be avoided. It is therefore recommended to use hot-work tool steels with highest thermal shock resistance as die material in order to noticeably delay the formation of thermal shock crack networks. These crack networks also make the ejection the cast parts more difficult and can in the worse case deform the products. An increase in hardness can positively influence the thermal shock resistance as an augmentation of the hardness generates an increase of the tensile strength as well as of the fatigue strength [3]. At the same time, however, the toughness of the steel decreases and the risk of cracks rises. For this reason, for example, the hardness of a die made of hot-work tool steel type 1.2343 should not be set to over 47 HRC without consulting the tool steel manufacturer. The newly developed premium hot-work tool steel CS1 allows a hardness in use of up to 56 HRC, which leads to a further improvement in thermal shock resistance.
Fig.1 - Typical appearance of thermal shock cracks on the surface of a HPDC die during magnetic particle inspection.
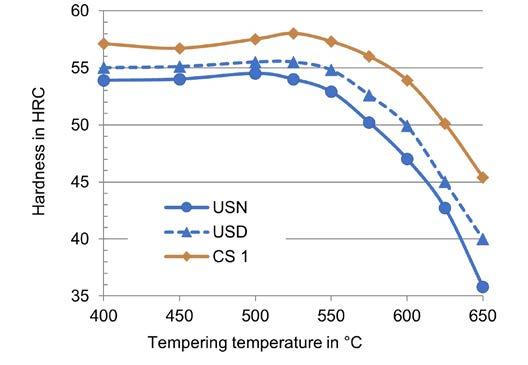
CS1 - THE NEW PREMIUM HOT-WORK TOOL STEEL The complex loads to which die castings dies are exposed in the process consist of chemical, mechanical, cyclic and thermal components. Because of these different loads, the hot-work tool steels used in die casting applications must combine various properties in an optimal way. Beside excellent thermal shock resistance a high strength and fatigue strength at elevated temperature, a good tempering resistance, a high toughness potential and a sufficient thermal conductivity are required. In order to cover the different requirements for die casting, Kind&Co developed the premium hot-work tool steel CS1. The premium steel CS1 is a 5%-Cr alloyed hot-work tool steel based on the principle of highest puritiy. The concentrations of P and S as weel as the concentration of detrimental elements like B or Sn have been drastically reduced. The well balanced alloying concept with increased contents of C, Mo and Nb compared to 1.2343 combined with an accurante production allows to achieve an optimale properties profil. In order to respect the high demands concerning homogeneity and toughness, the premium steel CS1 is exclusively produced by eletcro-slag-remelting process. The higher C-content confers the premium steel CS1 the highest secondary hardness maximum of 58 HRC (Figure 2, left). In comparison with the standard grades USN (1.2343) and USD (1.2344) the secondary hardness maximum of CS1 is 3 to 4 HRC higher. Fig.2 - Tempering curves of the discussed steels (left) / Long-time tempering of USN and CS1 (right).
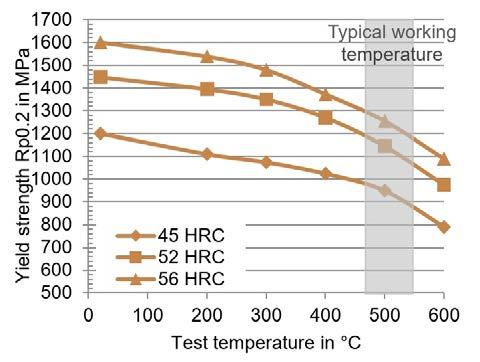
Furthermore the grade CS1 shows an excellent resistance against tempering and thus against undesired softening during casting operation. This is confirmed by the results of long-time tempering tests (Figure 2, right). Samples, which were previously quenched and tempered to a hardness of 50 HRC, were kept at different temperatures between 10 h and 50 h. Hardness measurements demonstrate that long-time tempering at 540 °C does not affect the hardness. A temperature of 580°C leads to only moderate hardness loss. At temperatures above 600°C, the hardness is significally reduced. In comparison with the steel USN, the decrease of hardness is considerably slower. While the hardness of USN drops to 40 HRC after only 10 hours on 620°C the grade CS1 achieves this level after 20 hours on the same temperature. CS1 offers a clearly better long-time tempering resistance than USN and the risk of softening in use is reduced with CS1. A futher important property is the high-temperature strength. A good high-temperature strength allows to withstand the thermal loads of the HPDC process. Depending on the process, the temperature at the die surface can achieve e.g. 500°C for a short while with each shot. As shown in Figure 3 (left), the tested steels have a similar yield strength up to 400°C. At higher temperature the benefit of CS1 is evident. Furthermore the premium grade develops a higher hardness and allows to apply a hardness up to 56 HRC depending on the process. The increase in hardness provides the steel CS1 an even better strength (Figure 3, right).
Fig.3 - Values of the 0,2% Yield strength Rp0,2 of the discussed steels as function of the test temperature All samples hardened + tempered to Rm = 1450 MPa (45 HRC) (left) / Influence of hardness on the high-temperature strength of CS1 (right).



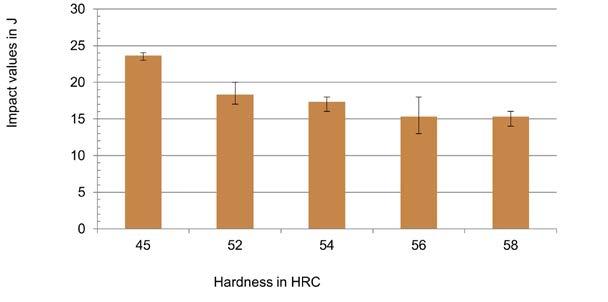
In addition to high-temperature strength and hardness, the toughness of hot-work tool steels dedicated to die casting is important in order to withstand the sudden mechanical and thermal loads during the HPDC process without breaking. The toughness was tested after a heat treatment in the laboratory according to the NADCA-rules and at different hardness values (material was taken from a bar with a diameter of 230 mm). The impact energy values measured on ISO-Vnotch samples are given in Figure 4. With 23 J, CS1 surpasses significantly the NADCA-requirements for the grade 1.2344 (at 45 HRC). Although higher hardness generally reduces toughness, CS1 is even able to achieve impact energy values of 15 J (NADCA level for 1.2344 at 45 HRC) up to a hardness of 58 HRC.
Fig.4 - Impact toughness of CS1 at different hardness (short transverse orientation).
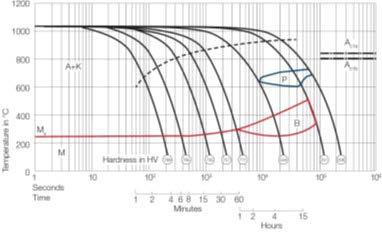
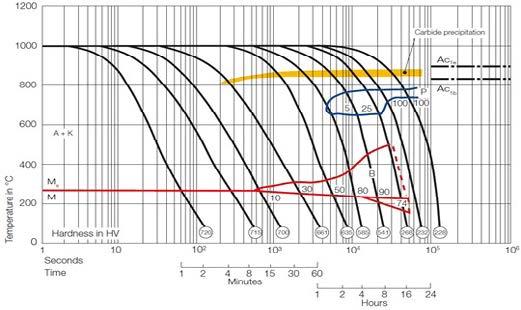
HEAT TREATMENT RECOMMENDATION FOR DIES In order to adjust the properties, each die casting die must be hardened and tempered. Figure 5 displays the CCT-diagramm of CS1 for a hardening temperature of 1030°C. The undesired bainite transformation takes place after 60 minutes, whereas the bainitic transformation starts already after 10 mintes. CS1 shows an outstanding through-hardenability. The comparably late beginning of the undesired bainitic transformation allows dies to be hardened martensitically with greater safety in the core. The pearlitic transformation is postponed to longer time in comparison to steels like 1.2343 and 1.2344 in the same way. In order to consistently achieve a martensitic microstructure a wider band of quenching rates compared to 1.2343 can be applied and thus lower risk of transformation-induced cracks.
Fig.5 - Continuous time-temperature-transformation diagrams of CS1 (left) and USN (1.2343) (right). APPLICATION RESULTS As shown before, it is possible to apply a higher hardness with the steel CS1 in comparison to standard steels. Nevertheless the choice of the hardness depends on the dimension, the geometry and the complexity of die. In the following section some application examples of CS1 with a hardness above 50 HRC will be presented. The first application example is a motorcycle brake lever holder (Figure 6 left). The surface demand of this visible part is very high, cracks in the die insert are not allowed. Even smallest surface defects of the die are transferred onto the cast component and are unavoidably visible after painting or chromium plating. Having tried numerous standardized and special hot-work tool steels the caster could not produce more than 3500 shots per die. Using CS1 with 53 HRC 13000 shots were achieved. Further tests were performed with a higher hardness of 56 HRC leading to a performance of 24000 shots. The increase of the hardness permitted to achieve 24000 shots. The lifetime of the dies was improved up to 600 % and a constant productivity could be achieved thanks to the use of CS1. A second example is a throttle body (Figure 6 middle). For this piece, the high surface requirements demanded excessive remachining of die made of 1.2343, resulting in a maximum life of 90000 shots. In the tested application the final customer did not tolerate any mark of thermal shock cracks in the sealing areas. A trial with CS1 as die material with a hardness of 52 HRC has recently been finished successfully. During the lifetime of 90000 shots only few very small defects showed up which could easily be laser-welded. Although the caster did not increase the number of shots he could drastically reduce the maintenance efforts from 780 hours (1.2343) to 290 hours. The improvement of the surface quality as well as the reduced maintenance work are a clear technical benefit for the caster.
Fig.6 - Die cast and chromium-plated brake fluid tank of a motorcycle (left), Die cast throttle body (middle) / Die cast case of a memory unit (right) (examples).
The third example concerns memory unit housings, which are more and more installed in modern passenger cars (Figure 6 right). They often enclose very sensitive memory or assistance units and have to protect the installed electronic compounds against various impacts. In addition to the challenges concerning the high mechanical and thermal as well as dimensional stability, the cooling fins, which are often found on cases for electronic purposes, represent a further challenge for the die. In fact the corresponding grooves in the die are potential starting points of cracks. With the hotwork tool steel 1.2343, the very high demands on the sealing surfaces lead to tool failure after only 5000 shots. In a recent trial, the CS1 die with 53 HRC has so far achieved 7100 shots without any problems. The trial is still ongoing.
CONCLUSION The variety of die-cast components is subject to constant changes. The demands on the surface quality and geometrical accuracy of the cast products are becoming much more stringent for technical and optical reasons. With the tool steel CS1, the die casting industry has a new premium hot-working steel at its disposal that enables hardness values of up to 56 HRC combined with very high toughness. In the range of typical working temperatures, CS1 achieves a significantly