

Issue 206 - 2022
transparency
visibility across the supply chain
battery manufacturing
the worst and treat cybersecurity
a priority
Macron is bringing its A game to the field of sportswear and accessories design, manufacture and distribution
PLAY
Supply chain Building trust,
and
Intellectual property Protecting IP as opportunities in
increase Cybersecurity The need to plan for
as
How
WORK HARD.
HARDER.

CEO Andrew Schofield
Group COO Joe Woolsgrove
Creative Director Tom Vince
Data & Insights Director Jaione Soga
Editor Libbie Hammond

Assistant Editor Mary Floate
Content Editors Daniel Baksi, Alex Caesari, Danielle Champ
Editorial Administrator Amy Gilks
Managing Art Editor Fleur Daniels
Art Editors Paul Gillings, David Howard, Charlie Protheroe, Lee Protheroe
Artwork Administrator Rochelle Broderick-White
Sales Director Alasdair Gamble
Project Directors Philip Monument, Joy Francesconi


Head of Content Management Adam Blanch
Client Sales Executives
Chloe Allman, Mark Cawston
Project Managers Lewis Bush, Natalie Griffiths, Jo-Ann Jeffery, Ben Richell, Laura Thompson
Content Managers Johanna Bailey, Mark Cowles, James Fuller, Jeff Goldenberg, Melanie Joyce, James Page, Wendy Russell, Richard Saunders
Media Sales Executives Mike Berger, Jessica Eglington, Will Gwyther, Reid Lingle, Sam Surrell
General Manager Florida Division Ryan Finn
Social Media Co-ordinator Rosie Clegg
IT Support Iain Kidd
Administration Natalie Fletcher, Rory Gallacher, Ibby Mundhir
Hello and welcome to the November issue of Manufacturing Today. Are you protecting your intellectual property? Our feature from Dustin Bauer of Reddie & Grose LLP takes a look at this area, with a focus on battery manufacturing. The recent rise in EV production has resulted in massive growth in demand for batteries and given the combination of increasing demand and new competition, the value of intellectual property in this field will continue to grow.
We also look at another form of protection – this time in terms of cybersecurity. Author Ross Brewer believes that manufacturers must adapt to an ‘assume breach’ mindset of when, rather than if, an attack will happen. It might sound an overreaction - but would you be prepared for the worst?

LH@finelightmediagroup.com
experts Macron. COO, Paolo Guizzardi, reveals why its products stand out from the crowd. Turn to page 34 to learn more.

© 2022 Finelight Media Group
Corporate Head Office
Cringleford Business Centre, 10 Intwood Road. Cringleford, Norwich NR4 6AU U.K.
T: (312) 854-0123 T: +44 (0) 1603 274130 www.manufacturing-today.com
US Office 2240 West Woolbright Road, Suite 402 Boynton Beach. FI 33426
T: (561) 778-2396
Supply chain Building trust, Intellectual property Protecting IP as Cybersecurity The need to plan for How Macron is bringing its A game to the field of sportswear and accessories design, manufacture and distribution WORK HARD. PLAY HARDER. Please note: The opinions expressed by contributors and advertisers within this publication do not necessarily coincide with those of the editor and publisher. Every reasonable effort is made to ensure that the information published is accurate, and correct at time of writing, but no legal responsibility for loss occasioned by the use of such information can be accepted by the publisher. All rights reserved. The contents of the magazine are strictly copyright, the property of Finelight Media Group, and may not be copied, stored in a retrieval system, or reproduced without the prior written permission of the publisher.
Our cover story this month gains insights from technical sportswear
Follow manufacturing today at @mfgtodaymag manufacturingtodaymagazine
Libbie Hammond, Editor
Welcome manufacturing-today.com 1


Inside this issue Supply chain News Intellectual property Cybersecurity 8 12 18 16 Contents 2




Macron JR Automation GYS Cover story Exclusive feature Exclusive feature SLM Solutions 40 28 22 34 manufacturing today manufacturing-today.com 3
are not new to any of this, either. We have demonstrated an enthusiasm for the product – and the company as a whole – and between us have clocked up many decades at NCMT.”



“Indeed, it has not been a typical buyout, where someone just walks into the business and decides to make a load of changes,” adds Ian. “There is still the history of the company here; our idea is to maintain what NCMT has done for its customers in the past, while also taking the business forward. We have our own fresh ideas and approaches to various tasks, so it will be

machines. Between the two technically superior brands, NCMT has every customer covered when it comes to metal cutting and grinding processes.

“From an automation point of view, the build and quality of these machines is integral,” explains Ian. “If a machine is going to be running 24-hours-a-day in a production environment, then it needs to be reliable. Fortunately, the machines manufactured by Okuma and Makino that we stock are the best in the industry.
 The former range includes turning
The former range includes turning
3 52
C&A
ASD Lighting PLC Kingsdown
NCMT Onboard Corrugated Ltd
Tool
46 66 60 80 72 Contents 4
Zerhusen Kartonagen






Safestyle Moonpig Group Tomburn Rayner Jones Sign Company Fibrant 112 106 90 86 100 94 manufacturing today manufacturing-today.com 5







122 Fabulosa Vendors Exchange Rieke Office Interiors Green Bay Packaging Sugden Ltd & Baldwin Technical Services SPI Global Play 128 142 132 118 138 Contents 6
ADDED VALUE
8
Innovations in battery manufacturing and their drivers
By Dustin Bauer
The rapid adoption of electric vehicles is reinforcing massive growth in battery manufacturing. For example, global demand for Lithium-Ion Batteries (LIBs) is set to grow from 360 GWh in 2021 to 3100 GWh in 2030, caused mostly by rising demand from the passenger and commercial vehicle sector.
OEMs in the automotive industry have demonstrated an increasing interest in vertical integration of the manufacture of not only battery packs and battery cells, but also battery materials. Recently, this has also extended to the equipment for battery cell and battery pack manufacture. This is in part caused by a lack of supply of manufacturing
equipment. Increasing demand for LIBs and additional competition underlines the importance of protecting innovations in this field.
Various trends have persisted in battery manufacturing in recent years, particularly those seeking to make manufacturing more sustainable and more efficient. In electrode manufacturing, recovering solvents used for electrode coating may improve sustainability and also reduce costs. Dry coating of electrodes, on the other hand, seeks to eradicate the need for these solvents entirely.
On the cell and battery pack side, recent developments include Tesla’s ‘tabless’ cells, manufacturing of mixed chemistry packs, and improved pouch cell degassing.
Intellectual property 9 manufacturing-today.com
Patenting activity illustrates R&D trends in LIB manufacturing
Perhaps unsurprisingly, over the past decade, the number of patents and patent applications being published related to the manufacture of electrodes (Cooperative Patent Classification CPC H01M4/04) and to electrode manufacturing involving compressing or compaction (CPC H01M4/043) such as dry coating, has increased significantly (see Figure 1). Publications relating to the manufacture of electrodes generally have increased from about 1000 in 2012 to about 1500 in 2021. In the same time period, publications relating to manufacturing involving compressing or compacting (including dry coating) have risen sharply from about 130 to over 600.
Similarly, the number of patent publications in CPC H01M10/04, related to manufacture of secondary batteries, has risen from about 230 in 2012 to nearly 1800 in 2021.
The increase in patent publications may be explained in part by new players entering the market. For example, automotive OEMs and battery start-ups and scale-ups are getting involved in battery cell and pack manufacture, as well as seeking to make their own equipment for manufacturing electrodes, battery cells, and battery packs. With increasing commercial opportunity and competition, protecting intellectual property in this field becomes ever more relevant.
Most patent publications in battery manufacturing are filed by the ‘usual subjects’ –large manufacturers such as LG, Samsung, Toyota, CATL, and Murata. However, when looking at the most recent publications (relating to inventions for which a patent application was first filed in 2020), automotive giants such as Volkswagen, and newer companies such as Prime Planet Energy & Solutions, Clever, and SVOLT, appear more frequently. It remains to be seen if this trend will continue.
▲ Figure 1 10
Recycling
“ “
Material supply limitations and mineral price volatility are of increasing concern. In line with the End of Life Vehicle Directive, 95 percent of a vehicle by weight must be re-used, recycled or recovered. Although this Directive is not designed for electric vehicles, this is clearly the direction of travel and so revised requirements for electric vehicles appear inevitable. Achieving similar levels of sustainability for electric vehicles will require increased investment in reuse, recycling and recovery of LIBs.
Battery recycling poses many technical challenges, including different cell chemistries, and varying levels of cell degradation. One strategy for addressing some of these technical challenges is to build-in ‘recyclability’ at the point of manufacture, to facilitate recycling and recovery at end-of-life.
Soaring interest in battery recycling is borne out by a significant increase in the number of patent publications (see in Figure 1) related to reclaiming serviceable parts of accumulators (CPC H01M10/54), rising from below 200 in 2012 to nearly 2000 in 2021. Mining companies such as Sumimoto Metal Mining and JX Nippon Mining & Metals are the top filers, highlighting the importance of LIB recycling to materials suppliers. However, specialized companies such as Aqua Metals and Guangdong Brunp Recycling Technology (owned by CATL) are also well-represented.
Given increasing vertical integration of automotive OEMs and growing interest in built-in ‘recyclability’, one might expect
automotive OEMs and battery manufacturers to increasingly appear on patent publications in this field.
Final thoughts
Manufacturing methods and machines are at the heart
of enhanced battery cell and pack performance, increased manufacturing efficiency, and improved recyclability. With growing demand for battery manufacturing equipment, and limited supply, the impetus for OEMs and battery makers to manufacture their own manufacturing equipment will only increase. Given the combination of increasing demand and new competition, the value of intellectual property in this field will continue to grow. ■
a list of the sources used in this article, please contact the editor.
Dustin Bauer www.reddie.co.uk
Dustin Bauer is an Associate at Reddie & Grose LLP, an internationally renowned firm of European and United Kingdom patent, trade mark and design attorneys.
Its experienced team of nearly 80 IP professionals based in London, Cambridge, Munich and The Hague includes specialists in a wide range of technical disciplines. They handle the full range of IP rights for a global client base ranging from SMEs starting to consider IP through to large corporations with rights in over 100 countries.

For
“ “
Intellectual property 11 manufacturing-today.com
95 percent of a vehicle by weight must be re-used, recycled or recovered. Although this Directive is not designed for electric vehicles

12
Aiming for
Over the past two years, global supply chains have quite literally weathered storms, battled an ongoing pandemic, and worked tirelessly to maintain supply of core components, including semiconductors. The agility and resiliency of supply chains are now a main topic in the boardroom and beyond.
Recent events have forced almost every business that relies on the smooth and predictable flow of goods to re-evaluate their supply chain. Legacy supply chain models were considered streamlined, with a justin-time and low-profile approach that worked when conditions were
just right. However, as crises and disruptions challenge the system, these supply chains have seen higher prices, longer delivery times, and in some instances no supply at all.
A critical component of business continuity and security is being able to trust in your supply chain’s agility and resilience. Rather than focusing exclusively on cost and supposed efficiency, premium brands are now prioritizing agility and resiliency within their supply chains to help them manage the current supply challenges. This is not a simple shift, but when done right it can allow your business to pivot and continue operating at scale in the face of unforeseen challenges.
Supply chain 13 manufacturing-today.com
Lynn Torrel offers her expert guidance on building trust in your supply chain
transparency
Here, I’ll share some of the best practices learned over the past few years to protect supply chains and secure the trust of global premium brands.
Unlocking supply chain transparency

Trust begins when a supply chain partner can anticipate delays and swiftly implement mitigation plans. This instils confidence and builds trust between suppliers, companies, and customers.
As consumer demand fluctuates in response to economic, social and geopolitical shifts, it is increasingly important for global brands and their partners to have efficient and transparent supply chains to manage dynamic demand. This includes removing obstacles that can hinder visibility such as inaccurate data, poor information systems and lack of visibility upstream.
If supply chain managers can’t relay precise and timely information, companies will make decisions based on faulty or incomplete data. This can cause problems further down the line and lead to shortages, surplus stock or product shipment delays that impact the bottom line.
Visibility can help build trust at every stage of the supply chain. Ultimately it can benefit the end user, who is now more conscious of each purchase and expects full availability, traceability, and accountability. For the customer, being able to get a product in time can be a source of differentiation. Branding, price, and product innovation apart, suppliers and distributors can be the vital component in meeting and exceeding customer expectations while competing brands struggle with their supply chains.
We work closely with clients to identify their preferred suppliers. A dedicated supply chain team uses a proprietary software-based collaboration tool that offers extraordinary levels of real time insight into highly complex,
The value of visibility in decision-making
14
...the Flex Pulse, has helped our team quickly size and scope supply shortfalls and identified regional factory shutdowns... “ “ “ “
globally distributed supply chains to reduce risk and improve the efficiency of that specific value chain.
Highly focused visibility into the global supply chain empowers teams to optimize decision-making, with the response to Covid-19 serving as an example of the value of supply chain transparency. Our system, the Flex Pulse, has helped our team quickly size and scope supply shortfalls and identified regional factory shutdowns to minimize disruptions to our clients.
With the right tools and the experience of supply chain professionals, datadriven and informed decisions that took into account the downstream effect of shortages and plant closures could be made. It’s not an understatement to say that transparency with tier-1 suppliers was vital in helping clients weather an unprecedented year of disruption and remain competitive.
Aligning through open communication
Supply chain transparency is often challenging to achieve for organizational reasons rather than technical ones. Many companies grow through acquisitions and must coordinate their operations and systems to create visibility for the supply chain team. In addition, good communication is key to avoiding misalignments and misunderstandings which can manifest into significant issues and disruptions if unattended.
Increasing transparency and visibility provides all parties with the necessary information to collaborate and act with purpose. By sharing accurate and real-time information, including tracking and inventory levels at various locations, you can build trust in the supply chain operation. Moreover, partnerships built on trust enable
companies to better empathize with their counterparts by operating at more than just a basic transactional level.
Building a trusted supply chain
As new technologies emerge and the business and economic landscape evolves, the opportunity to build agility and reliability into supply chains has become a necessity. There’s a finite number of competitors, materials, and demand within every product category, from consumer electronics to automobiles. Deep visibility into your supply chain gives you insights that help you identify risks and opportunities to create realistic manufacturing and delivery timelines for businesses. Complete transparency is nearly impossible, but that shouldn’t dissuade supply chain professionals from striving to improve. The ability to gain a comprehensive and real-time understanding of component inventory, pricing, and location, is critical to achieve a globally distributed supply chain. Once that information is captured, having a system in place to share actionable data with stakeholders and partners is the key to long-term resiliency, business continuity and trust. ■
Lynn Torrel www.flex.com
Lynn Torrel is Chief Procurement & Supply Chain Officer at Flex. A pioneer in modern product design, advanced manufacturing, supply chain and after-market services Flex is an international organization trusted by a diverse customer base to build products that make the world a better place - drawing on the expertise of a global workforce of 160,000 people spanning 30 countries.

15 manufacturing-today.com Supply chain
Actions and consequences
The cyber fraud industry that rapidly grew during the pandemic is showing no signs of slowing down.
Around a third (31 percent) of UK businesses experience cyber-attacks or breaches at least once a week, according to new figures published in the government’s Cyber Security Breaches Survey 2022 report. Manufacturing companies now account for nearly a quarter of all ransomware attacks. In recent years, damaging cyberincidents like the 2021 Colonial Pipeline attack have highlighted the need for manufacturers to treat cybersecurity as a critical operational priority.
At $4.4m, the Colonial Pipeline ransom payout was one of the largest in history, but the collateral damage inflicted was even greater, with President Biden saying the US Government took ‘extraordinary measures’ to mitigate the physical effects of the temporary oil shortage. Financial loss, reputational damage and customer mistrust are just a few of the effects a successful breach can have on a business.
At board level, the chief of a $1.2tn oil fund in Norway recently stated that cybersecurity was a bigger concern than market movements. For organizations to fulfill their financial potential in 2023, mitigating cyber-risk at all levels of their operations should be prioritized, but real change often comes from the top.
The evolving industrial CISO
As of 2022, just 12 percent of Chief Information Security Officers (CISOs) sit on their company’s board. Although growing awareness of cyberrisk has seen organizations investing more in cybersecurity, nearly half of all manufacturers in the UK have been or are currently falling victim to cyber-crime according to MAKE, the industry trade body, ranking the sector in the top five most prone to successful cyber-attacks.
Gone are the days of manufacturing CISOs managing solely tangible assets in a physical environment. Digital transformation has ushered in a brave new world, not just for CISOs, but for the directors they answer to, with nearly half of manufacturers in the UK

Prioritizing cybersecurity should be top of your New Year resolutions list says Ross Brewer
16
now prospering from the advanced stages of digital transformation. Done effectively, digital transformation married with effective cybersecurity can drive commercial results.
Reporting is a crucial indicator of cybersecurity posture, but in this new technological age it is no longer about what you think you know, but rather what you can prove to an auditor, regulator or board member. Organizations utilizing performance-based data in cybersecurity reporting means CISOs can compete with Chief Technology Officers (CTOs), or Chief Financial Officers (CFOs) when reporting to their board with visceral data on how well their program is performing. However, attacks on infrastructure come in many guises, which makes it imperative for businesses to stay one step ahead of the adversary.
Methods of attack in 2023
An advanced digital infrastructure means an increased attack surface, providing more pathways for adversaries intent on infiltrating systems and stealing sensitive data. The abundance of intellectual property present in the manufacturing sector also means firms often rely on technical software packages that can be hard to patch against recent exploits, making them vulnerable to increasingly sophisticated cyber-threats. If a system is smart, it is vulnerable.
In 2023, however, social engineering attack methods such as phishing will be as damaging as highly sophisticated attacks targeting key assets. Employing zero-trust models and automation in cybersecurity environments can counter these known threats by authenticating, authorizing and continuously validating internal and external users.
The International Data Corporation (IDC) this year stated that cybersecurity is now a ‘priority business investment’, with automation acting as a ‘force multiplier by taking routine tasks off the plate of cybersecurity, allowing specialists to focus their effort on adding higher-level value to the organization’.

Automated Breach-and-Attack Simulation (BAS) helps cybersecurity teams continuously stress test and validate their people, processes, and technologies. By moving away from episodic, point-in-time, manual testing methods, organizations can realize both team productivity improvements and cost savings. According to IDC, BAS capabilities can help cybersecurity teams discover and remediate gaps in their security posture, delivering key security outcomes such as strengthening cyber defense and helping IT and security teams do their jobs better and faster.
To meet the needs of a modern threat landscape, manufacturers must adapt to an ‘assume-breach’ mindset of when, rather than if, an attack will happen, and utilize an ‘evidence based security’ method of making informed decisions about their cybersecurity program. An organization’s board needs to be kept informed of their cybersecurity posture with performance data-driven insight, rather than box checking exercises. By enhancing visibility within their cybersecurity program, manufacturers won’t be entering 2023 blindfolded. ■
For a list of the sources used in this article, please contact the editor.
Ross Brewer www.attackiq.com
Ross Brewer is Vice President of EMEA and APJ for Cybersecurity firm AttackIQ, the leading independent vendor of breach and attack simulation solutions. AttackIQ built the industry’s first Security Optimization Platform for continuous security control validation and improving security program effectiveness and efficiency. AttackIQ is trusted by leading organizations worldwide to plan security improvements and verify that cyber defenses work as expected, aligned with the MITRE ATT&CK framework.
manufacturing-today.com 17 Cybersecurity
News in Brief Try before you buy
Scientific strides
SambaNova Systems is delivering its DataScale® system to the US Department of Energy’s Argonne National Laboratory. DataScale® is a fully integrated hardware-software system that enables organizations to reimagine their approach to AI.
“With the rollout, we’re seeing scientists use novel AI architectures for pioneering research in areas ranging from climate predictions to neutrino physics,” says Rick Stevens, Argonne’s Associate Laboratory Director for Computing, Environment and Life Sciences.
The new system will be made available to the scientific community via the ALCF AI Testbed, a growing collection of some of the world’s most advanced AI accelerators.
Driving tomorrow
Renault Group and Google have announced the expansion of their partnership. The ‘Software Defined Vehicle’ will bring together the best of the automotive and digital worlds to allow for new on-demand services and continuous upgrades.
This will build on the existing Android Automotive Operating System and Google Cloud technology collaboration, accelerating their partnership to develop the vehicle of tomorrow.
Google has also become Renault Group’s preferred cloud supplier. The collaboration, initiated in 2018, will be extended as part of its digital transformation.

Hexagon is partnering with Research Institutes of Sweden (RISE) to provide software that will advance the use of Additive Manufacturing (AM) technologies and accelerate the adoption of innovative and sustainable processes in European industry. Established by RISE to increase the accessibility of AM across industrial sectors, the new Application Center for Additive Manufacturing will be overseen by a consortium of industry leaders. It will provide an independent and risk-free environment where manufacturers can ‘test before they invest’ with the center’s state-of-the-art facilities.
Manufacturers such as Volvo, Siemens Energy, and Ericsson will use the centre to evaluate and validate entire AM ecosystems through collaboration with researchers, scientists, industry experts, and partners. Mathieu Pérennou, AM Solutions Director at Hexagon’s Manufacturing Intelligence division, says: “This collaboration offers a win for the entire industry, with the partnership combining our years of expertise in driving 3D printing innovation with access to the most cutting-edge tools and R&D teams.”
18
Take a seat


Infor®, the industry cloud company, announces that Camatic Seating, a leading supplier and manufacturer of ergonomic seating solutions for stadiums, cinemas, educational institutions and transit areas, is using its integrated AI solution to help improve customer satisfaction, increase revenues and optimize the vendor selection process.





















Melbourne, Australia-based Camatic Seating has developed innovative seating solutions for some of the most iconic venues in the world. With Infor Coleman® AI, it anticipates increasing its saleswin rates by five percent, which would translate into ten-to-15 million dollars in new revenue.
“With AI applied to key business processes, we now have the confidence to tell our customers we can deliver their seating on time,” says Jamarl Scase, Planning and Production Control Manager at Camatic Seating.
“We weren’t really analyzing data in a consistent manner,” Jamarl says. “It led to sometimes making the incorrect supply selection. Now, by applying AI to our historical data, more accurate and consistent information is available at the touch of a button.”
Industry News manufacturing-today.com 19

Invest in the FUTURE
GYS is a family-owned business, heralded as an industry leader in the design and manufacture of welding equipment, battery chargers and vehicle body repair systems. Although its headquarters are based in Laval, France, it has locations across the UK, Italy, Germany, China and now, Spain. It was founded in 1964, but the year 2020 marked a significant turning point in a 25-year endeavor into Research and Development (R&D) – a timeline with correlative links to an exponential period of growth that the company has seen since 1997.
“ “
There is no better descriptor to set the tone for a discussion on GYS, than that delivered by Neil Pulsford, Managing Director: “GYS is a challenger. The last four
years have been extremely important for the world of welding. The industry is a vast entity, with a multitude of players and products around the globe. To give you an idea of the breadth of these products, at GYS we produce a huge range from lowcost, simple technologies, priced around €150, up to high-end, software-driven machines, which sell for thousands. Today, our most advanced machines contain in excess of one million different lines of software. GYS’ strapline ‘invest in the future,’ reflects the company’s modus operandi and speaks for the immense journey into R&D that we have undertaken throughout the last few decades to ensure that our product range can offer clients the maximum possible from the technology available.”
“ “
GYS has challenged its way to the top of its industry, but is only just getting started
GYS’ strapline ‘invest in the future,’ reflects the company’s modus operandi
22 Exclusive Feature

GYS manufacturing-today.com 23

24
“ “
At the beginning of this exploration, the company ran with a modest range of smaller, less complex machines. The constant R&D investment has steadily increased the range to over 100 different welding machines in the latest catalog. Neil cites 2020 and 2021 as being milestone years in terms of the company’s product development timeline. “It’s only in the last four-to-five years that we have completed our product range with the introduction of advanced 400A+ MIG/MAG and TIG machines,” he reflects. “We are among maybe six or seven global brands in the market who are capable of the design, engineering and manufacture of products of this caliber: products that draw from developments in technology to improve the functionality and performance for the final user. So, we have arrived in terms of welding, after 20 plus years of serious investment into the French R&D team.
“Internally, I would refer to us as the new tier one welding supplier,” he continues. “From a product and technical point of view, we’re definitely there, but in terms of awareness and recognition, we are not yet so well-known externally; we have a lot to do in this area. Progressively we are making friends in the industry, gaining customers and spreading the word. The major center of the organization’s
gravity is well vested in Europe. From our base in France we have strong sales, marketing and support subsidiaries in Germany, the UK, Italy and since earlier this year, Spain. These are the major markets for GYS in Europe, however we have established distribution and importers catering to all of the European markets. Overall, GYS is now a team of 900 people internationally, with 600 located in France.”
The constant investment by the company has seen 1997’s team of 30 being expanded to the 900 we see today. As Neil states: “GYS is an organization that is designed for growth, we have managed to grow every single year for the last 24.” Using great foresight, industry knowledge and, to some extent, its global reach, GYS managed to evade numerous complications during the pandemic.
“ “
As Bruno Bouygues, Chief Executive Officer, details: “Just before the world stopped, when Covid hit, we made the correct predictions with regards to the disruptions that we were going to be facing. We forecasted that as computers, iPads, Wi-Fi, 4G and 5G technologies were suddenly in huge demand, there was going to be an international shortage of semiconductors. To give you an idea of our reliance on these components – we manufacture
GYS
manufacturing-today.com 25
I want to change my industry by providing a new ease to connectivity
between 2000 and 3000 machines every day, some of which use as many semi-conductors as a car. Average car factories only produce maybe 300 to 400 cars per day, so in terms of the volume of consumption, we are one of the largest in France. One of the good decisions we made, was to purchase two years’ worth of stock to see us through the pandemic. This has enabled the continuation of our steady growth throughout the last few years and also meant that our customers were not affected by delays.
“Besides our use of initiative, we had the opportunity to learn from our counterparts in China, who shut down first and then reopened before us, which gave us time to plan and acquire the necessary PPE,” Bruno adds. “As a group, we have always made limiting disruption a top priority, so in some ways we were prepared for such a huge occurrence. We operate out of a very large warehouse, so when the factory closed, we were still able to ship pallets for quite some time. This helped us to win over new clientele, as we’ve established
more distributors during the last three years than in the entire prior history of the company. On top of all this, we signed into a new capped energy contract at the start of 2020. This means that none of our operations or costs have been affected by the recent changes and we haven’t had to pass any price increases onto our customers. It has all been very positive of late.”
Problem solver
Alongside its expertise in welding equipment, GYS is the largest player in the professional automotive sector for battery chargers. The company has gained extensive knowledge on battery charging through continued R&D, which it is now applying to new markets across different industries. As Neil explains: “We have 50 years of experience in producing battery charging equipment, mostly for the automotive sector. As the technology in your vehicle has outgrown its traditional 12-volt battery, car manufacturers have been presented with a number of new challenges,

26 Exclusive Feature
concerning production, servicing and aftercare. For example, a small family car from 20 years ago would have required the most basic four-amp charger, whereas today’s cars require between 120 and 150 amps to protect the array of complex electronic systems in play. Through our newly advanced technology, GYS’ engineers are able to extract chargerelated data to understand how different applications respond to the charging process itself. In doing so, we are able to program chargers to improve their performance for any battery metallurgy required.”
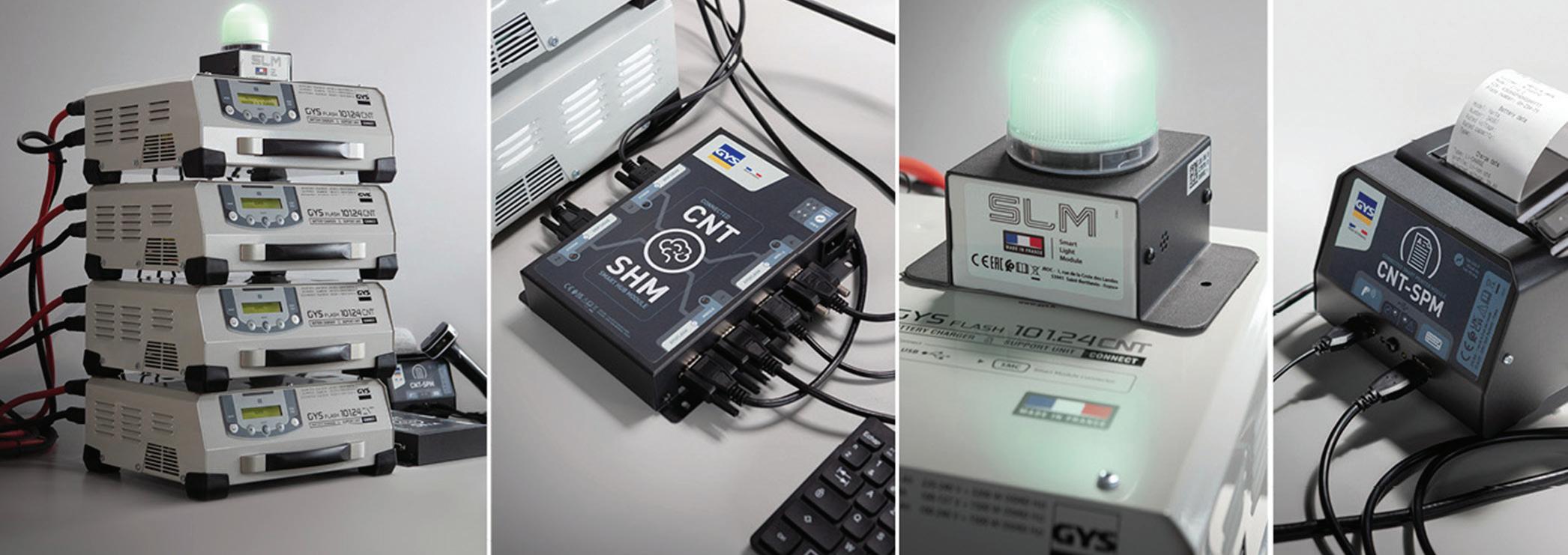
From batteries to bots, GYS has its eyes set firmly on the future, with the next development in welding, for Robots and Cobots, already well underway. Part of this includes the development of an automation platform: Smart Automation Machine (SAM.) The idea being that SAM will simplify the difficulties surrounding
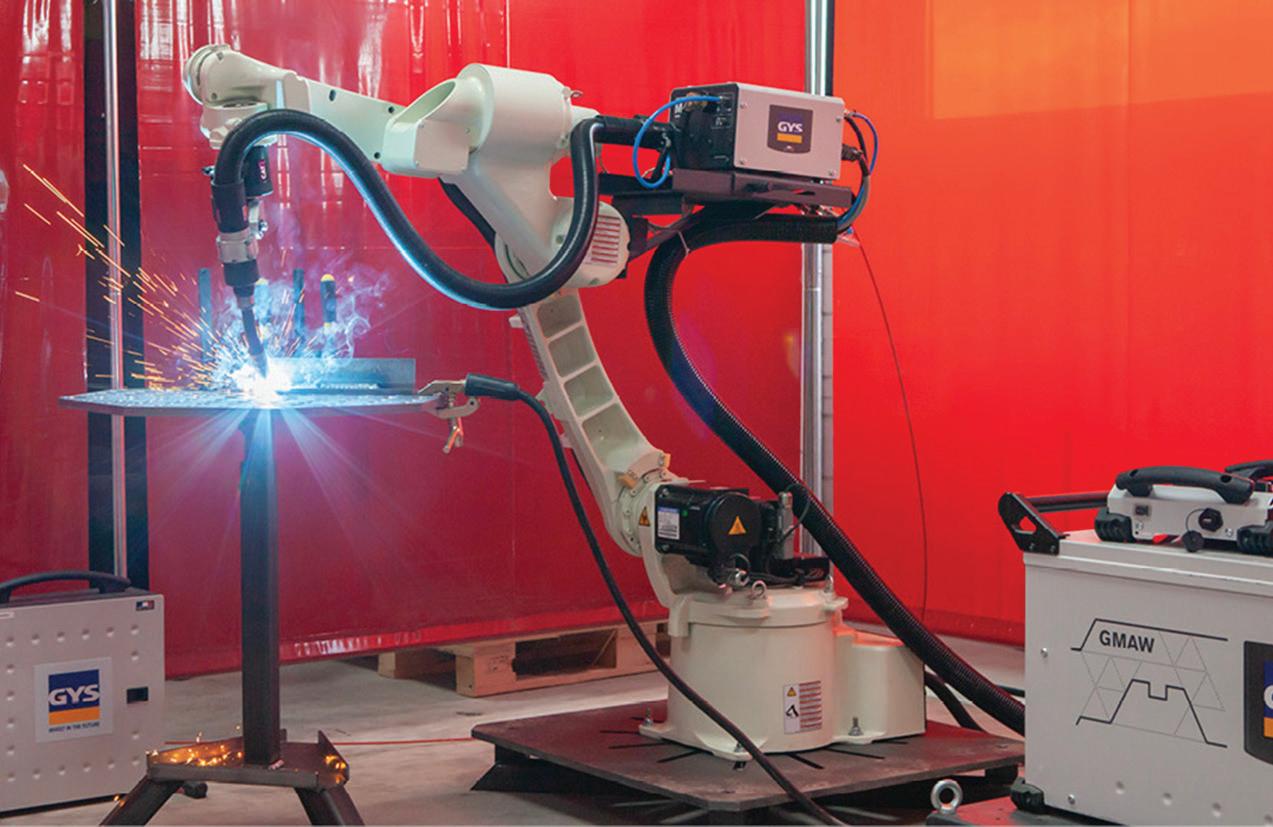
automation, specifically in terms of machine recognition. Bruno elaborates: “I want to change my industry by providing a new ease to connectivity. SAM will enable automatic recognition to connect machine to machine, the same way you would your printer and computer.”
GYS is a challenger by definition: from barely existing 25 years ago to now challenging the top competition of each new market it enters. It challenges how things are currently done and how they can be improved – a process in which it invites its staff to collaborate. “It’s a positive characteristic in a growing company,” Neil concludes. “I believe ‘challenger’ is the perfect term to encapsulate our style of organization, and a very healthy environment to be in.” ■
www.gys.fr
manufacturing-today.com 27 GYS

Exclusive Feature
Seamless solutions
How JR Automation positions itself as the partner for success
Founded in 1980, JR Automation has evolved over the years to provide intelligent automated manufacturing and distribution technology solutions that transform the way the world’s leading manufacturers make and distribute products.
As a consequence of strategic acquisitions and organic growth, the business boasts more than 1,700,000 square feet of automation and engineering space around the world. Acquired by Hitachi, Ltd. in 2019, JR Automation is now able to accomplish even more for its customers by combining its expertise in robotic system integration with Hitachi’s deep skill sets in artificial intelligence and IoT technologies for manufacturing.
Uniting its five divisional brands in 2021, JR Automation is able to offer more innovative solutions and areas of expertise than any other company, providing customers with seamless services and connecting the entire value chain with data to achieve total optimization.
“We are a large automation integrator with a wide variety of expertise,” explains Craig Ulrich, CEO. “With specialty divisions in different geographic regions, we are able to feel more relevant, local and personal to our customers while simultaneously, being able to leverage the breadth of expertise afforded by our scale. This local feel, combined with our geographical reach and extensive knowledge base help to set us apart from the competition.”
Manufacturing plants tend to have separate Operational Technology (OT) and Information Technology (IT) divisions. The former denotes systems that monitor and govern physical equipment, whereas the latter encompasses digital information and infrastructure. As Craig suggests: “It’s very rare that a company can provide both capabilities to their customer base. Again, I think our size and ability to adapt allows us to do that. In fact, we try to no longer differentiate between the two. Our approach bridges the divide to create a fully integrated smart solution.”
manufacturing-today.com 29 JR Automation
that is occurring in manufacturing. Industry 4.0 represents the adoption of smart and autonomous systems that are fuelled by data and machine-learning.
INGENOVA360™ is JR Automation’s suite of software that fully connects equipment to an intelligent planning and control system, delivering the information needed to make strategic decisions on every business level.

“We integrate our equipment into our customers’ Enterprise Resource Planning (ERP) systems to enable automatic scheduling. While many companies are capable of building the automation equipment, we are able to both provide and seamlessly integrate it as a onestop service offering,” Craig enthuses.
Senior Vice President of Sales & Marketing, Thomas Rozema, agrees: “I think it’s an unmet need in the industry and we are uniquely positioned with the support of the powerhouse that is Hitachi to deliver not only the automation but the additional value of the digital solution too.”
discussed, and potentially understood, in terms of concrete representation however, it’s still early days, and many customers are unsure how the technology actually functions in real terms. Communicative systems need to be in the hands of those with the knowledge and support to implement them.
Thomas explains: “We are able to put a Warehouse Execution System (WES) in place that can talk to multiple machines at the same time. On completion of one operation, the next machine will pick up the work flow without any human interaction.
Software drives the process, thereby optimizing work flow and production.
While JR Automation has been building logic into its offering for some time, customers were never necessarily aware of its inherent value. Today’s increased emphasis on streamlining however, and practical evidence of the technology’s benefits in action have helped to get the ball rolling.”
30
Software drives the process, thereby optimizing work flow and production “ “
Exclusive Feature
“ “
Holistic solutions
Vice President of Digital Solutions, Mike Lashbrook, adds: “I would say a further consideration is the human factor, and understanding that now we have all this data at our fingertips, it’s crucial to make sure we are using it properly, and sharing it at the right level. Ultimately, decisions need to be made on the manufacturing floor. To enable team leaders to make the correct decisions and implement continuous improvement activities, information needs to be accessible to the right people. It’s not simply a case of providing management with graphs and charts. Empowering the workforce to make decisions based on available data is intrinsic for growth. It takes an organizational level of training and leadership to ensure automation solutions are exploited to their full potential.
“When data and equipment is implemented, it’s crucial to know how to use it in a way to actually improve business. We like to understand what problem our clients are trying to solve. From productivity improvement to quality enhancement, understanding a client’s motivation provides better transparency when it comes to how the operator
works with the equipment. This enables us to use the data to better resolve the issue in a collaborative manner.”
Indeed, it would seem the business is uniquely positioned to develop partialautomation as a key area of opportunity. For example, as Mike elaborates: “The general assembly lines we supply for automotive makers haven’t changed dramatically in decades, and are not likely to. We have tried to automate more and more, but we will never remove the people aspect from the general assembly process of an automotive plant, and there are many other manufacturing processes that are similar. The more we can incorporate that element into the bigger picture, the better we’re able to offer more holistic solutions.”
By understanding and responding to key operational drivers, JR Automation seeks to not only deliver its core offering of robotic automation, but moving forward, to also make sure it integrates software and systems as a seamless solution, for every client, from day one.
As Mike explains: “This approach really requires a greater understanding of our clients. Instead of being just an automation solution provider, we need to co-develop

manufacturing-today.com 31 JR Automation
partnerships with our customers to understand the root of what they are asking us to solve. We can then uncover the necessary data, and integrate solutions from day one that can be maintained and supported for years to come. A life-cycle management approach drives continuous improvement. While we don’t want breakdowns to occur, if we can better predict when they’re likely to, we can help our clients to better manage occurrences, alleviate the effects, and mitigate against them with preventative maintenance.”
Looking to the future, the team at JR Automation places considerable emphasis on company culture and how that filters through to customer service. Craig highlights: “We need to make sure we are functioning well locally and that we are a cohesive team in the regions in which we work. Through our visions and values, we act as a global organization but with a local focus. We do that by various means. For example, each area has a community care fund through which charitable giving is fed back to the good of the local community. This helps to embed the organization in the local community which is good not only for our people, but for our customers too.
“Our people are key to everything we do. We take care of them and in turn, they take care of our customers. From a customer perspective, that is why a local feel is important to us. We don’t want to present ourselves as a faceless conglomerate. Our customers
need to feel reassured that the person they worked with on a previous job is going to be the same one they work with on the next job, and the next. They can count on us to produce what they need to run their business in a timely manner. This relationship encourages repeat custom, and in effect, we become an extension of their business. Our success is as a result of our customers’ success.”
Tom reiterates: “While buying habits have traditionally veered towards low cost, I think we are seeing a trend in the industry where customers are really valuing the strategic partnerships we offer. We have about a dozen very large customers that bring repeat revenue on a yearly basis. It’s extremely beneficial; we talk the same language when designing automation, enabling our teams to execute systems with enhanced efficiency and particularly so, from a life cycle management perspective. Not only are we providing new solutions, we’re servicing and supporting those solutions for the long haul.”
Today JR Automation is roughly an 800-million-dollar business. With 28 manufacturing facilities and over 2000 dedicated teammates across the globe, the business continues to grow and evolve to help its customers succeed. As Craig shares: “Our total seamless solutions stand us in good stead for sustained success moving forward.” ■


JR Automation
www.jrautomation.com
WORK HARD. PLAY HARDER.
Macron discusses its strategies for staying ahead of the game

34 Cover Story
Founded in 1971, in Bologna, Italy, today Macron is a leading European company in the production and sale of technical sportswear. Working hard to create cutting-edge, highperformance products, the business is proud to support athletes, from grassroots to professionals, in their efforts to become their own hero on and off the field.

Placing intrinsic importance on high standards of good management, social responsibility and respect for the environment, the business strives to build a community that shares its passion for true sport.
Top quality
Currently operating in five main business areas, Macron supplies sportswear and accessories for team sports, technical apparel for individual runners and for training sessions at the gym, and sports inspired apparel for leisure time. In 2021, the business launched a new padel collection, including apparel and technical accessories from rackets to bags and balls. Thanks to its superior inventory, the business can also supply a wide range of catalog items, with a 24-hour turnaround, boasting millions of off-the-shelf products, available for immediate shipping. Additionally, the business is the technical sponsor of over 90 worldwide professional clubs, to whom it offers top quality merchandise and a high standard of service, also producing official kits and accessories for the supporters of those clubs.
Macron manufacturing-today.com 35
Tailor-made service
According to COO, Paolo Guizzardi, one of the main reasons why Macron’s products stand out from the sporting crowd is because of their collaborative approach: “Our high-performance sportswear is created together with professional athletes, and we have strong relationships with the clubs we sponsor. This allows us to get first-hand feedback from the professionals using our products: feedback on design, materials and prototype testing prior to final mass production. Additionally, we believe in providing a tailor-made service for each club. We can offer a complete bespoke service, and both professional and amateur clubs can design their own kit, for both on and off the field.

“We moved into our new headquarters and distribution center in 2020,” Paolo continues. “This 22,000-square-meter facility will allow us to fulfil our next ten years’ growth. In the first quarter of 2023, we will migrate to an SAP ERP solution to support our position as an international company with subsidiaries around the globe. The distribution center is set up as a bonded warehouse, which allows us to optimize product distribution outside the EU, avoiding double duty, but enabling the same service level in terms of deliveries.”
Relationship building
As an integral element of its operations, the company is undertaking a series of initiatives, under the moniker, ‘Macron 4 The Planet,’ to drive greater environmental sustainability. From the production of goods to their distribution,
“ “
all areas of the organization
champion this ‘green’ attitude that ultimately translates into the optimization of work and costs, coupled with waste reduction.
As Paolo explains: “The company’s new headquarters was built with particular attention to environmental impact, and obtained BREEAM Excellent Certification, which is a highly respected methodology for assessing the environmental sustainability of buildings. The build included the installation of a photovoltaic system to produce electricity for the plant’s activities, tanks for storing rain to be repurposed for irrigation, the planting of 150 trees, 3200 square metres of shrubs and 15,000 square metres of lawn, alongside dedicated car parks for parking and powering electric vehicles.”
As Paolo elaborates: “The business is committed to caring for its people, and the environment, to create a shared value chain. Workspaces are designed for people’s wellbeing, with functional open-plan offices, lit by

This 22,000-square-meter facility will allow us to fulfil our next ten years’ growth
“ “
36 Macron


manufacturing-today.com 37
natural light. We also boast a modern in-house restaurant with a fully equipped kitchen, offering daily service of freshly prepared, healthy meals.


“Our employees have free access to our state-of-the-art indoor gym, and Macron also offers supplementary health care to cover family members. This commitment takes the form of a system of benefits and corporate welfare that includes services, initiatives and tools aimed at improving the wellbeing of employees, and the implementation and promotion of environmentally sustainable activities and behaviour.

“To top it all off,” adds Paolo, “the company provides one-off bonuses on the occasion of weddings and births,
alongside a range of team building events, such as Christmas and cocktail parties, and free match-day tickets.”
In terms of company culture, Macron strongly believes in the values of hard work and constant improvement. Much like the effort, and strong will required by the sportsmen and women the business supports, Macron works hard to succeed, fostering a ‘work hard, play harder’ culture within the team.
Indeed, the business places similar importance on nurturing its wider relationships, including those with suppliers. “When producing on a make-to-stock basis,” explains Paolo, “it is crucial to have an ongoing partnership with our suppliers. Our relationships are longstanding, and for many of our suppliers, we are likely to
“ “
We’ll strongly expand business mainly in North America and Oceania as well as in some parts of Europe
“ “
38 Cover Story
be one of their top three customers. With our focus on reducing the time to market, we require our partners to be reactive and flexible to our needs. As a result, mediumsized companies tend to be the best fit for us.”
Key advantages
Looking back over the past few years, the fall-out from Brexit has been a big challenge for the business. The UK is the first market for Macron, and as such, the organization needed to pivot to find new ways to distribute products without burdening its customers. Paolo explains: “This was made possible thanks to the combination of several different actions. From a new bonded warehouse, and subsidiary in the UK to ad-hoc partnerships with our logistics providers, we have been able to pack, ship and customsclear single customer orders, distributing them as domestic deliveries without any actionable customs requirements expected of our local customers.”

In fact, Macron’s strong supply chain came to the fore at the height of the pandemic. It enabled the business to react within a matter of weeks, facilitating the import and distribution of more than 50 million items of PPE in support of the NHS and the fight against Covid.
Despite rising to this global challenge, the business has experienced additional barriers in recent years. As Paolo expounds: “Uncertainty around sea and air transport, not only in terms of high cost, but also long transit times, has been a major challenge in 2021 and 2022. That said, we rallied our pioneering spirit, and in partnership with our logistics provider, secured a direct charter service between the Far East and Italy. As a result, we have been able to keep a regular flow of products available to our customers, and after Covid restrictions were lifted and sales started again, this has proved to be a key advantage over our competitors.”
Expansion plans
Looking to the future, Paolo states that surely this year will be the best yet for Macron: “Our proven track record in supply reliability and stock availability has been bolstered by our new distribution center, and has provided the reassurances our customers were looking for. We have strengthened customer relationships, retaining established ones, and building the foundations for new ones.
“Macron is a global player in football and rugby. As such, we aim to be among the top three brands in other sports too. We’ll strongly expand business mainly in North America and Oceania as well as in some parts of Europe. Moving forward, our main focus will be to find and develop new ways of servicing the needs of amateur clubs and athletes with our ecommerce-based platform,” he concludes. ■
www.macron.com
manufacturing-today.com 39 Macron
Streamlined solutions
SLM Solutions Group AG (SLM) is a publicly traded company headquartered in Lübeck, Germany. As an inventor of the selective laser melting process, the company focuses on the development and distribution of the most innovative, production-oriented metal Additive Manufacturing (AM) systems.
A leader in product performance and innovation, the SLM team utilizes its engineering facilities around the world to foster collaboration on metal AM projects and help scale its use in production. SLM provides consultation, installation, maintenance, and training opportunities for customers to harness the capabilities of selective laser melting.
It has been just over 20 years since the organization released its first product. As Sam O’Leary, CEO, explains: “We are relentless innovators at heart. We continuously focus on industrializing our technology and making it more productive. That is essentially what will drive the future of additive manufacturing. While 3D printing has a million and one benefits, in reality, unless you can do it cheaper and better than the existing method, it’s not going to be adopted. That is what we have been pushing year after year.
“We are getting to a point where more and more industries are moving away from traditional casting, forging, and machining towards our technology. In fact, some of the
How SLM Solutions is enabling and changing the future of manufacturing
SLM Solutions 40

manufacturing-today.com 41
tragic or disastrous events in the world can be catalysts for growth. From geopolitical events to Covid-19 and the energy cost crisis, events have the capacity to be huge growth drivers. As our process is a great deal more energy efficient than traditional processes, these short-term headwinds can manifest as longterm growth strategies.”
The business offers one of the widest ranges of 3D printers in the market place. From build

plate size to complexity, SLM’s offering sets it apart from the competition. “We take the benefits of additive manufacturing and strive to make it more productive and more reliable. It’s very difficult to have multiple lasers working on one build plate, and that is one of our key differentiators. We launched and now deliver a 12-laser system. Most of our competitors are still trying to get into the market with a four-laser system.”

With a global workforce of 570 people, nearly half of whom are engineers, SLM prioritizes harnessing this expertise to improve its solutions. Over the last two years, the business has grown its R&D and technology staff, and invested approximately 20 percent of its revenue in R&D, and will continue to do so as the business grows.
“We examine trends in technology, and the needs of our customers, to target innovation and streamline solutions. Our 12-laser system is more of an example of a technology push rather than pull, as many of our customers were not aware that it was even a possibility,” says Sam. “We are going through our 2023 budgeting process now. We currently have
42
125 people working directly on new product development. With our myriad ideas, we could easily have twice that number in the next year. We have a young team, full of fantastic ideas, and our business is at a great size where we can balance innovation within the structure of our technological capabilities. This a real sweet spot for us, and the future of what we do. It’s really the DNA of the business, and the one thing in my position, as CEO, that’s closest to my heart.”
Despite 80 percent of the workforce being based in Northern Germany, SLM employs 32 different nationalities. Working times are flexible and with many employees starting to have families, hybrid and remote working are increasingly popular and appreciated. Sam endeavors to foster a flexible culture that enhances creativity. “If an employee has a mental block during the day, they can go and take a break, play table football or pool.
No-one questions it. We are proud to have a culture of openness, as well as a questioning mindset. Flexibility is key, innovation is a driver and everyone contributes to and questions rationale.
“We also host events and get-togethers for our employees and their families. Many people don’t get to show their families or children where they work. We produce parts across the

“ “
We are proud to have a culture of openness, as well as a questioning mindset
“ “
manufacturing-today.com 43 SLM Solutions
broadest spectrum of industries; from space travel to locomotives, from f1 cars to busses, from hip implants to aircraft landing legs: these are just some examples of the exciting end products of our day-to-day operations and its really incredible for our teams’ families to see just how cool that is!”
SLM’s focus on technology also drives the corporate attitude to sustainability. To SLM, sustainability is about much more than automatic light switches or solar panels. Sam explains: “We make what is needed, when it’s needed, using only the necessary material. There is a
knock-on effect further down the supply chain too. This is the exciting part about sustainability to me, changing the whole manufacturing methodology, using less energy, and then, the end-use application again using less energy. Every single aspect of it is driving a better future for the planet, and that is what I prefer to focus on.”
To reinforce this vision for the future of manufacturing, Sam is excited to discuss the company’s recent acquisition by Nikon: “First and foremost, this is a marriage made in heaven. Like us, the senior leadership of Nikon also comprises engineers. We have made great progress as an independent business, pushing our technology to the limits, but what this gives us is another level of possibilities to really drive the future of our technology.

“I have been through a few acquisitions in my career. Normally, there’s a level of nervousness in the team, but we don’t have that. People are just excited by the opportunity. While most people have an awareness of Nikon’s heritage, many don’t appreciate the sheer scope of its work. We are combining our experience, research and development capability to push opto-electronics to the next level. This is essentially what our technology is built around: the capability to harness, direct, and utilize energy. Quite what that will mean for our products, and customers, is something that we will work on together.”
The business was also excited to showcase a new product at the recent AM industry’s main
44
trade show, Formnext, as Sam explains: “This is a game-changing piece of technology and heralded as the world’s biggest metal 3D printer. We were able to show potential customers how this innovation could support them in certain applications, and how our technology profile is continually evolving.
“Moving forward, we will continue to aggressively deliver more of our 12-laser machines, and set ourselves up for a significant increase in output in 2023. On top of that, we will continue to recruit and make the team stronger. I think we have recruited more than 100 people in the last 12 months already. Cherry-picking new recruits to build a young, dynamic, fantastically diverse team is one of the nicest things about this job,” enthuses Sam.

While Sam is proud that the business has delivered on its key milestones to date, as part of its five-year plan, he highlights that this is not really the basis for what makes the organization successful. “We are changing the way the world manufactures. From aerospace to energy to automotive and way beyond, we are instrumental in the shift away from traditional to additive manufacturing. Right now, perhaps twoto-three percent of the world’s metal components are produced by AM. This is perfect for us in terms of having a niche market. However, we see a world where we are constantly moving towards five, eight, ten percent which heralds an incredible change in the scale of this business. Not only is it an advance in technology utilization, it also means the world is able to do more. Designs can be more creative, fuel can be saved in every application and we can help align manufacturing with the needs of today’s world. Our strategy is based around exactly that, enabling and changing the future of manufacturing,” he concludes. ■
www.slm-solutions.com

manufacturing-today.com 45 SLM Solutions

46
A CUT ABOVE
Get to know NCMT – the UK-based distributor of Japanese-made machinery
Established in 1964, NCMT offers high technology machine tools and bestin-class engineering solutions for metal cutting and grinding applications. Though its history is old, the latest iteration of the company is relatively young: a management buyout took place in March 2020, which was, from this privileged place of hindsight, remarkable timing for those walking into their new positions.
Recently, Manufacturing Today sat down with two of NCMT’s latest owners – Jonathan Smart, Managing Director and Ian Horton, Sales Director – to reflect on the last two years as well as the bright future that is evidently ahead of them.
As an innovative leader within a recognized niche, NCMT is specialized in demanding fields of engineering – fields from which, according to Jonathan, many other machine and tooling suppliers shy away. “Japanese-built machines are the best in the world, and we have the two premier brands in our stable: Okuma and Makino,” he begins. “That is where we are, and that quality and diversity of product firmly separates us from our competitors.
“Moreover, with nearly six decades of company experience, we have an incredible range of technical ability and a fantastic engineering team who are able to support us at all times,” he continues. “The new directors, myself and Ian included,
NCMT manufacturing-today.com 47
are not new to any of this, either. We have demonstrated an enthusiasm for the product – and the company as a whole – and between us have clocked up many decades at NCMT.”
“Indeed, it has not been a typical buyout, where someone just walks into the business and decides to make a load of changes,” adds Ian. “There is still the history of the company here; our idea is to maintain what NCMT has done for its customers in the past, while also taking the business forward. We have our own fresh ideas and approaches to various tasks, so it will be the same NCMT for customer service, but hopefully with some improvements as well.”
Along with aftersales support, including but not limited to training, back-up, technical expertise, and responsive engineering aid, NCMT’s 100-plus-strong team has carved out a robust reputation by delivering a world class, tried-and-tested product. As mentioned previously by Jonathan, NCMT distributes two primary brands: Okuma and Makino.
The former range includes turning (single, twin, and triple turret), multitasking (horizontal and vertical lathe), milling (five axis and double column), grinding (internal and external), additive, and automation (automatic pallet changers and ROID Series) machines. The latter includes milling (horizontal 4 and 5, vertical 3 and 5, and graphite milling), grinding (G5 and G7), and EDM (sinker, wire, and hole drilling) machines. Between the two technically superior brands, NCMT has every customer covered when it comes to metal cutting and grinding processes.
“From an automation point of view, the build and quality of these machines is integral,” explains Ian. “If a machine is going to be running 24-hours-a-day in a production environment, then it needs to be reliable. Fortunately, the machines manufactured by Okuma and Makino that we stock are the best in the industry.
“ “
If a machine is going to be running 24-hoursa-day in a production environment, then it needs to be reliable 48
“ “
“Recent investments, moreover, take these machines even further,” he adds. “Okuma and Makino are always looking towards the future in what they do; however, more specifically, from the Okuma brand, we are talking about the world’s only singlesource machine tool. Put simply, that means almost everything on an Okuma piece of kit is built by Okuma; the company is at the fore of technology because it does not rely on the ability of external suppliers or third parties. If something new in the industry comes out, then you can bet it has been Okuma leading the way from the front –other companies tend to merely follow.”
However, that is not to say that NCMT simply passes on these high-end pieces of technology to its customers. In fact, as Jonathan informs us, the company has been directly involved on a technical level with Makino in the development of new products.
Kyocera SGS
Kyocera SGS Precision Tools Europe (Kyocera SGS) is proud to have been working with NCMT for over a decade on a multitude of challenging projects in both the aerospace and medical sectors. By working in close partnership with the NCMT engineering team and their customers, Kyocera SGS has been a key component in the success of its most demanding milling projects.
Our solid carbide special tools, created using unique geometries, coatings and tooling solutions, combine to deliver the high quality and reliability of component production for which NCMT machine tools are renowned.
As we move into 2023, we are developing new process strategies and specific tooling with NCMT to cement our relationship and continue the tremendous success achieved in delivering our customers’ goals.

manufacturing-today.com 49 NCMT

“The Makino Viper G Series was developed in a collaboration between NCMT, Makino, Rolls Royce, and Tyrolit, a grinding wheel manufacturer,” he reveals. “There was a gap in a the market since Rolls Royce needed a new machine, and the brand came to NCMT so that we could have Makino develop an appropriate piece of kit for a new range of products. We acted as a driving force on that project.”
Relationships are key in any trade. A strong bond between company and external supplier, vendor, customer, and commercial partner ensures success on every level. With NCMT, it is no different.
The company has, for instance, worked with Makino since it opened its doors in 1964 – long before the Japanese firm’s European or North American divisions even existed. “Internally, when we go to Makino meetings, we are referred to as Makino NCMT, even though we are actually two completely separate businesses,” reveals Ian. “That just goes to show how strong the relationship is.
“Likewise, from an Okuma point of view, we have been working with the brand since 1976, and also have a very long-standing, highly productive relationship with the team over there,” he goes on. “It was only recently that we were sat down with the President of Okuma Japan and the President and Vice President
of Okuma Europe. Indeed, these are not flyby-night relationships; rather, they are living, breathing, collaborative partnerships that are built on trust and best-in-class engineering. Decades of work attest to as much.”
The wheels are firmly in motion at NCMT. Following the buyout in early 2020, the company has got through the pandemic (in all its various waves) and come out the other side arguably stronger. Most recently, for instance, the company has moved into a new facility in Leatherhead, Surrey.

“Having been located at its previous facility for 41 years, it is safe to say that it has been all hands on deck since the move,” details Jonathan. “We had to clear out four decades worth of stock: some was very old! Unusually, we have taken on a smaller facility. Our previous location was our sole site back when we first arrived; however, today, we have more than one, so we are adjusting accordingly. From a showroom standpoint, we have now started to upgrade our primary location in Middlemarch, Coventry, which was built 22 years ago. So, again, there has been lots to tidy up and modernize!”
As our conversation draws to a close, we begin to talk about the future. For Ian, there is nothing like the endless opportunities that are afforded by strong sales and continued growth. “We have had an incredibly good start to the financial year, and I want that to carry on as we look ahead,” he says. “If we continue to grow both the Okuma and Makino brands, then we will be able to achieve that. However, we will then need to match that growth by expanding internally, meaning more salespeople to keep the momentum going. We want to bounce back to pre-pandemic figures, and we can firmly say that we are on the right track to getting there.” ■
www.ncmt.co.uk
“ “
...we are on the right track to getting there
NCMT manufacturing-today.com 51
“ “

52
MANUFACTURER PROCESSOR MERCHANT All images copyright holder: © Gerald Lampe, foto:hölzen GmbH
The ladder of growth that Zerhusen Kartonagen (Zerhusen) has climbed, since the breaking of ground at its first site in 1986, is as natural as its mainstay product’s original form. Over the last 35 years, the family-owned company has progressed from a merchant to processor, and now, manufacturer, making its way, step-bystep in the corrugated cardboard industry. It was founded by Günter Zerhusen on 1st January 1987 in Damme, Germany – with nothing more than a tight-knit team of three people and an 1800-square-meter operations hall. From these humble beginnings, the current enterprise now employs 675 people, and this year, has generated €175 million.


Zerhusen Kartonagen’s 35-year history of organic and monumental growth, in every direction
▶ From left to right:
Günter Zerhusen
Robert Zerhusen
Zerhusen Kartonagen manufacturing-today.com 53
Linda Stärk Roland Zerhusen
From its earliest days, themes of innovation and constant expansion have threaded through its story.
Within its first five years, whilst operating as a merchant, the company built a further three halls, a workshop, a dispatch center with an ever-growing fleet of vehicles and vastly expanded its workforce. During this period, Zerhusen also started to implement its own form of processing. The company was able to obtain largeformat, corrugated cardboard from other businesses for free, in the form of return boxes or goods from insolvency estates that would otherwise go to waste. It would then cut these down

using a bandsaw and sell them on for a profit – proving to be a very lucrative addition to the model.
Major evolutions
In 1993, Zerhusen purchased its first large-scale processing machine, which marked its progression into a processor. From this point onwards, the company started buying in raw corrugated cardboard that it could process into finished packaging and, due to the existing customer base, it was able to go straight into production. The following decade saw further growth and reinvestment in the forms of two more production lines, an entire product-development department, three more operations halls, a vast range of new equipment and even an early recycling initiative. The purchase of a new Paal paper press allowed the company to reuse what would otherwise have
“ “ . . . the team was achieving around 250,000 square meters of corrugated cardboard per day “ “ 54


Zerhusen Kartonagen manufacturing-today.com 55
been disposed of as paper waste – around 300 tons per month. This waste, which is a byproduct of the production of finished packaging from corrugated carboard, could now be repressed into corrugated raw material and used again.
The final milestone came 13 years later, when Zerhusen climbed the next step and became a manufacturer. 2016 was a significant year, despite the numerous other extensions, technological advancements, and construction of the fully automated high-bay warehouse that preceded it. It marks the implementation of the company’s initial corrugated board format plant, a 17,000-square-meter structure that cost around €33 million. Within its first month of
operation, the team was achieving around 250,000 square meters of corrugated cardboard per day. Although impressive, this pales in comparison to the company’s output capabilities today. Zerhusen’s contemporary product range features a succinct collection of services: the production and processing of corrugated board, the development of packaging designs, quality management, warehousing and transport and logistics.

Welcome ‘Vicky’
In speaking to Robert Zerhusen, Production Director of Corrugators, he explains: “Our processing plant has continued to grow in recent times. This has been a necessity, on account of the extreme pressure
56
that our initial corrugator has been under during the last couple of years. We’ve been required to implement weekend shifts and overtime in order to keep up with the demand for corrugated cardboard. This has placed a great deal of stress on both our machines and our employees and doesn’t fit in with our working culture. So, we made the decision to order our second corrugator, ‘Vicky,’ in March 2021. It’s a Speedline from BHS Corrugated with a maximum speed of 450 meters-per-minute, which has enabled us to guarantee greater production capacity. Besides the additional features the newer model carries, its implementation means that overall, theoretically, we can now produce 500 million square meters of corrugated cardboard.”
Family focus
The second corrugator only represents a fraction of the €100 million, five-year investment plan that started in 2018. It has also seen the construction of a second highbay warehouse in 2019, a new development center in 2020 and another projected plant for 2023. Due to its physical size, technical equipment and processing volume, Zerhusen is now in the top three largest corrugated board plants in Germany, but that doesn’t mean it’s lost any emphasis on the importance of its people. Linda Stärk, Commercial Manager, says: “Our main goal as a company, is to provide a stable working environment for our employees. We want them to be happy when they come to work, as we want our suppliers and customers to be happy to work alongside us. It takes something a little more special to survive in today’s competitive market.
“For us, the employees are the heart of our company. We are a family-owned business and vow to keep it that way,” Linda continues. “Even if we have over 650 employees, we still try to maintain the family spirit in our daily working
“ “
lives. Communication is key and it works both ways, we must listen to our team members in order to understand their ways of working or hear the improvements or new ideas they bring to the table. We try to ensure that everyone has an opportunity to lead across our different programs, to
We place the utmost importance on our supplier relationships.
We believe in long-term relationships as they bring the continuity that we require from our vendors Zerhusen Kartonagen manufacturing-today.com 57
“
“
give people a chance to develop themselves further. Beyond this, we offer a number of financial benefits and support systems for our teams, complemented by the company events that we host to strengthen our team morale and family spirit.”
In terms of supply chain working relationships, Roland Zerhusen, Chief Executive Officer, says: “We place the utmost importance on our supplier relationships. We believe in long-term relationships as they bring the continuity that we require from our vendors – but we understand it’s a two-way street. We are always keen to continue working with the same people, especially when it comes to sales consultants, and we vie to grow alongside our partnered companies as we do our customers. It’s all centered around being a
family company, which empowers us to concentrate on our practices in manufacturing, production and logistics.”

New site
Back in October, the team-family was bonded closer together by working towards and achieving a world record –which has subsequently been broken. Within an eight-hour shift, the team managed to produce 196,299 meters of corrugated cardboard. This thenrecord-breaking run on ‘Vicky,’ the 2.8-meter-wide corrugator, had no downtime and managed to maintain an average speed of 408 meters per minute, as well as a top speed of 452 meters per minute. A total of 545,933 square meters were produced, a surface area equivalent to that of 70 football fields, using 195 tons of containerboard.
58
The nature of corrugated cardboard, in terms of its production, processing and recyclability, is inherently environmentally friendly, and Zerhusen champions this great potential for sustainability by ensuring that its own green initiatives are in check. The company cites water and paper consumption as being two of its larger obstacles, which it is tackling with recycling, and since the beginning of this year, the entire plant has been sourcing its electricity from renewable sources. Linda details further: “For our company, sustainability is very important. We sell a sustainable product – the corrugated cardboard market is growing and replacing plastics more and more and we also have an energy management team. Their day-to-day responsibilities involve continued plant analysis and ongoing technical improvements.
Ultimately, to save us as much energy as possible and reduce our carbon footprint.” With regard to the company’s history, it comes as no surprise that the future for Zerhusen includes further growth. As Roland states: “The €100 million investment plan started with the purchase of our second corrugator and will finish with the completion of our new processing plant in Niedersachsenpark in Summer 2023.” This new site will offer the business new opportunities for expansion and, according to Roland, in time will be developed to also house a complete corrugated board plant with another high-bay warehouse. The family spirit and ethos towards good, honest work has propelled Zerhusen thus far and is showing no signs of stopping any time soon. ■

www.zerhusen.de

Zerhusen Kartonagen manufacturing-today.com 59
Five decades in the making
It was in 1969 that C&A Tool first opened its doors in a garage in Churubusco, Indiana, beginning a journey of dynamic leadership, unparalleled expertise, and major investments. The company purchased its first building in 1971, before expanding its facilities in 1977. C&A Tool then purchased its first CNC machine, a Mori Seiki Lathe, just seven years later, adding a B-axis Kellenberger, and its first Voumard Grinder in 1994, marking its then-25th anniversary. In 1999, the company moved to its present 110,000-square-foot headquarters, where it has continued to cement its place as a leader in the high-precision contract manufacturing industry.
C&A Tool: experience is everything at this stalwart of Midwest manufacturing
C&A Tool 60

manufacturing-today.com 61
Turnkey precision
Today, C&A Tool boasts three locations, including more than 750,000 square feet of manufacturing space, 600 plus employees, and more than $100 million in annual revenue. As of 2017, the company operates as
– and nearly two decades in additive manufacturing alone.
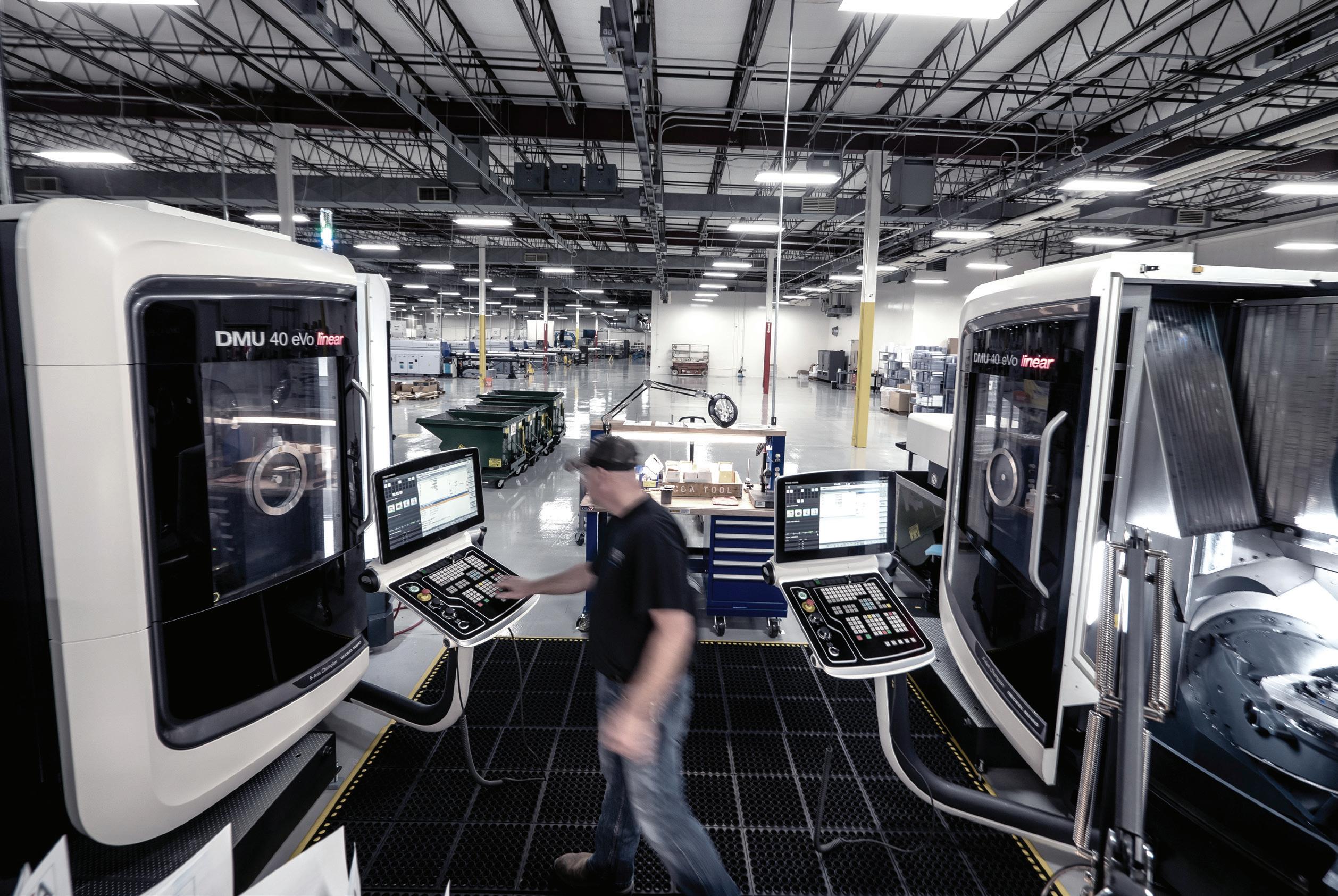
“ “
a member of the MinebeaMitsumi family of companies, a world leader in precision components manufacturing. C&A Tool retains its history and identity, however, thanks to over five decades’ experience in precision manufacturing
Thanks to this experience, C&A Tool is able to deliver custom, turnkey precision like few others in the industry. At its core, the company’s offering spans a range of services, including applied engineering expertise, advanced equipment, and dedicated in-house production capabilities. Metal sintering, turning, grinding, milling, and machining all fall within C&A Tool’s specific on-site capabilities. The company also boasts some of the most advanced metal 3D printing capabilities in the industry, capable of printing and finishing parts in a range of varieties of titanium, stainless steel, and nickel alloy. Each of the company’s machines is also validated to strict ASTM standards, ensuring that each printed piece adheres to the strictest quality and precision standards. All in all, this package enables
The company has delivered more than one million spin, hip, and knee implants to date
“ “
62
the company’s clients to innovate faster, overcome challenges, shorten production schedules, and increase speed-to-market.
Market segments
The bulk of C&A Tool’s work falls into one of three markets: aerospace, medical, and industrial. The former, which includes defense and commercial aviation, is a dynamic and rapidly advancing market. C&A Tool specializes in the manufacture of a number of mission-critical components with extremely tight tolerances, such as blades, blisks, control surface components, curvic couplings, impellers, IBRs, motion controls, turbine disks, and vanes. To better serve customers, C&A Tool invested in a Liechti G-mill 1000 in late 2021. As only one of seven in the United States, C&A Tool can provide the only for contract G-mill 1000.
By contrast, C&A Tool’s medical market
caters to surgical and orthopedic device production. The company has delivered more than one million spin, hip, and knee implants to date, together with a wide range of instrumentation and other devices, including spinal implants, navigated and robotic surgical instruments, trauma implants, and disposable instruments.
Meanwhile, the final of C&A Tool’s markets is industrial, a segment that spans automotive, energy and fuel systems, trucking, construction, marine, and alternative energy. Here, C&A Tool’s capabilities include armature assembly, spool, inlet body, poppet valves, and dual-fuel nozzle assembly. The company also manufactures housings, deep hole components, fuel valve, and racing assemblies.

Security and quality
Somewhat unsurprisingly, a pillar of C&A Tool’s work is a vigorous commitment to
manufacturing-today.com 63 C&A Tool
quality. By using dedicated equipment, in dedicated rooms, for each metal printed, the company greatly reduces the chance of cross-contamination, while also allowing for faster delivery of parts. Added to that, the company’s clean room, turnkey production, and multiple in-house metrology labs help to deliver unmatched security and quality for aerospace and medical device manufacturing.
Covid contribution
It’s been a tumultuous few years for manufacturing. The sector not only had to grapple with the impact of the Covid-19 pandemic, but that in turn gave way to months of supply chain disruption and component shortages. Amid the difficulty, C&A Tool didn’t stand still.

Rather, in what is a clear statement of the company’s adaptability and resilience, C&A Tool made the decision to repurpose a portion of its factory in Auburn, Indiana, for the manufacture of disposable face masks. In doing so, it was supported by MinebeaMitsumi, which has been manufacturing face masks for its worldwide employees and the general public since the beginning of the pandemic.
“ “
Each of C&A Tool’s masks is fabricated in an ISO Class 7 cleanroom using imported materials. The product itself features exceptionally soft, thin, nonwoven fabric, which draws away moisture and provides breathable comfort all day long, as well as a melt blown filter and 3-ply construction, designed to stop the spread of various air particles and droplets, and filter out dust, pollen, and other environmental irritants.
“
64
In September of this year, C&A Tool had more cause for celebration
“
Employer of choice
In September of this year, C&A Tool had more cause for celebration, following its acquisition of its ninth EOS industrial 3D Printer – an AMCM M 450. The purchase was heralded as a significant milestone for the company, which has committed to acquiring 20 AM systems within the next decade, as it looks to expand its aerospace production capabilities. It’s the latest development in C&A Tool’s longstanding relationship with EOS, which dates back to 2007, with the former’s acquisition of an EOS M 270 – a forerunner to the current EOS M290 midframe metal printer.

Moving forward, the emphasis throughout C&A Tool is to continue advancing its technological capabilities, thereby allowing its customers to ‘push the limits of what is possible’. Underpinning all of C&A Tool’s work, however, both within the pandemic,
and throughout the company’s fivedecade history, are its people. As a qualityfocused company, C&A Tool prides itself on challenging its employees to achieve excellence every day, offering advancement through merit. This is crucial. Manufacturing, like countless other industries across the US, is currently in the grip of a labor shortage. For C&A Tool to attract a new generation of engaged and motivated professionals, it’s key to stand apart from the crowd.
To that end, the company offers all of its employees a comprehensive compensation and benefits package. This, together with a dynamic working environment and an emphasis on individual growth, has cemented the company’s place as an employer of choice within Indiana. ■
www.catool.com/home
manufacturing-today.com 65 C&A Tool
CAREFULLY CRAFTED
Challenges and victories: how Onboard Corrugated has succeeded in the last two years
66
Onboard Corrugated Ltd (Onboard Corrugated) began its journey in 2010, with one employee. Over the last 12 years, the business has challenged its capabilities to be one of the leading corrugated board manufacturers. It has been growing steadily over the past few years by virtue of competitive prices, a wide range of board grades and short lead times, which have been supported by strong strategic partnerships. By 2014, the company achieved a turnover of £13.6 million. This was almost
doubled to £25.5 million by 2017. Today, Onboard Corrugated boasts nearly £50 million, with 80 employees.
Strong commercial links
The Wolverhampton-based manufacturer of corrugated sheet board for the UK and Irish markets supplies raw materials for box-making and packaging manufacturing companies. In March of 2019, the Klingele Group acquired a 50 percent share in Onboard Corrugated. The family-owned company is an international supplier of paper, and has enabled Onboard Corrugated

Onboard Corrugated Ltd manufacturing-today.com 67
to expand its product line to include board grades, flute profiles and volumes (from just 200 metersquared to lorry loads).
“We serve the UK and Ireland from our 144,000-square-foot facility in Wolverhampton. We have two corrugating machines, which gives
our clients security of supply,” shares Paul Jundu, Onboard Corrugated Director & Managing Partner. Part of the company’s success comes down to the close collaborative partnerships that bolster its supply chain. Furthermore, how it fosters its strong commercial links with external parties is as a result of two strategies, according to Paul. “We are a part of the Klingele Paper and Packaging business, which has three paper mills, 13 corrugated board plants, eight processing

We have two corrugating machines, which gives our clients security of supply “ “
“ “
plants and one sheet feeder. These plants employ a total of 3200 people and achieved a turnover of over one billion euros in 2021.”
In addition to the company’s expansive infrastructure, the business is also tuning in to digitalization and its benefits for a more efficient operation. “We use the Abaca and Dr. Corr planning systems, which allows us to integrate directly with our clients for ordering and invoicing,” Paul highlights for Manufacturing Today
Invest and upgrade
Investments into digitalization and automation proved to be of vital importance for businesses during the pandemic. For Onboard Corrugated, when it came to how the company navigated the challenges of Covid-19, the impact was minimal. “Whilst sales initially dropped during lockdown,

we did not furlough any staff or go into hibernation. Instead, we used the opportunity to invest and upgrade our manufacturing capabilities, which left us better prepared for the future. We have invested £50,000 in board testing facilities, which helped us build combinations of papers that offer optimal performance in our board grades.”






This isn’t to say that the business did not encounter difficulties over the last two years. It comes as no surprise that the manufacturing industry has struggled with supply chain challenges and labor shortages, and Onboard Corrugated has endeavored to work through the subsequent impact. “We have also faced surging inflation in our supply chain, which has seen paper prices nearly double over the last two years. We are also an energy-intensive business, which has added £1 million to our annual cost base. To best



Your international boxing partner














Excellent packaging solutions made of corrugated cardboard


www.onboardcorrugated.com www.klingele.com

Onboard Corrugated Ltd manufacturing-today.com 69
mitigate these issues, we are investing in productivityenhancing capabilities, which will help to improve our unit costs.”
Paul adds that corrugated packaging is a volumesensitive business, which means the currently subdued economy makes for a difficult trading environment.

“We are investing in added value product capability and are actively working to diversify our sectors. This also helps us as we begin to see competing paper companies and sheet feeders increase their

level of vertical integration and manufacturing capability, thus reducing the available free market. Our fourth quarter is usually accompanied by a seasonal peak in corrugated demand, which is typically 25 percent higher than the trough of the first quarter. First and foremost, given where the economy is heading, I think we want to survive and hopefully thrive with the decisions we take as these challenges begin to iron out,” he says.
Supreme flexibility
On that note, the future for the business looks promising, and Paul’s perspective is an optimistic one. He believes that the next few years will bring prosperity for Onboard Corrugated, as it strives to remain a leader within the industry. “We are now considered as one of the mainstream sheet feeders in the UK. When people think of sheet board,
“ “
When people think of sheet board, we want them to think of us without any doubts
“ “
we want them to think of us without any doubts about our ability to supply them with quality products and value for money, and I think we are there already and now we must strengthen that hardearned position.”


In Paul’s words, he wants the company to be seen as ‘reliable to the point of being boring,’ in the best possible sense, and remain supremely flexible for its clients when opportunities or problems arise. As perhaps the only independent sheetfeeder in the UK, he looks forward to ensuring excellent service for its customers so that Onboard Corrugated remains their first port of call. ■


www.onboardcorrugated.com

Onboard Corrugated Ltd manufacturing-today.com 71
The Science of Sleep
People will spend at least one-third of their lives sleeping, so it pays to make sure that mattresses are comfortable and aid restful slumber. That is the thinking behind the strategy of Kingsdown, which specializes in the design and manufacture of a range of luxury mattresses.
Headquartered in Mebane, North Carolina, and now 118 years in business, Kingsdown has ten manufacturing facilities across the USA, employs over 500 associates and sells in more than 20 countries across the world. The business boasts manufacturing sites in Canada (which hosts R&D, manufacturing and production from Ontario Province),

Kingsdown applies scientific principles and technologies to the design and manufacture of its world-leading mattresses
72

Kingsdown manufacturing-today.com 73
Australia, Brazil, China, Malaysia, Mexico, Taiwan and Vietnam. It has representative offices in the UK, Hong Kong and Japan, and revenues are in excess of $100 million a year.
Sleep is big business. Mattresses do more than provide just a cushion between the sleeper and the floor. A good mattress will aid restful sleep and last for years; a bad one will lead to aches and pains and just one night can be too much.
Kingsdown’s comfortable product range extends from its ‘affordable luxury’ $699 Prime Collection up to $8000 Vintage Collection creations. Its markets include individuals purchasing for the home, boutique hospitality contracts and the interior design community.
“Product designs cover the whole gamut, from inner springs to hybrid, artisan foam, premium latex, superior air systems and even boxed bed solutions,” says Frank Hood, President and CEO of Kingsdown.

Industries PF
Industries PF manufactures high-quality sprucepine-fir (SPF) wood cut-to-size components, and assembled solutions for the mattress, appliance, automotive, shipping and fence industries.
To offer the most cost-effective solution, our components are offered in a wide variety of grades, dimensions, and treatment options. Using our own facility, we offer ISPM-15 certified products, which can also be stamped or provided with an HT certificate to facilitate shipping around the world.
We also offer cost-effective assembled solutions, thanks to our highly mechanized nailing production process, and our skillful and experienced team.
The lumber we process is also sourced exclusively from the sustainably managed forests of the northeastern US and Canada, and we are a zero-waste company. All the raw materials we use is either processed, reused, repurposed or recycled.
Reach out to our sales team to find out how we can help you save.
74
Finished mattresses are bulky and have to be shipped by surface transportation. Multiple facilities across North America mean that the business can service its customers efficiently, quickly and with the lowest possible carbon footprint. While not the biggest mattress manufacturer on the planet, Hood sees that as a distinct advantage. “Our smaller size, combined with our large-scale capabilities, makes us a nimble, flexible partner, and our speed to market means that we can meet the most ambitious challenges.”















Kingsdown is a forward-thinking company. Regardless of price point, strategic analysis is the basis of every product’s design and
development. Since it was founded, the company has invested in technology to make its products better, more competitive and more attractive to purchasers. Customer-centric product design is a collaborative process. Hood acknowledges that this means it can take longer and create SKU complexity but maintains that its personalized approach is worth the effort.
“While much of the industry is moving towards centralization, automation and standardization, we still value hands-on attention carried out by highly engaged, skilled associates,” he says. “We will do things on a personal level that the largest brands simply won’t take the time and trouble to do.”
“ “
Our smaller size, combined with our large-scale capabilities, makes us a nimble, flexible partner
“ “
manufacturing-today.com 75 Kingsdown
Kingsdown is proud of its tradition of hand-crafting but technology is integral. It sees distinct competitive advantages in its styling and the quality of its materials and manufacturing techniques, which are very much driven by sleep science and testing.

“While we integrate innovations in materials, construction and assembly techniques, we do so without sacrifice to long-term performance and lasting comfort,” Hood explains. Product design is a customer-focused, collaborative process. Kingsdown maintains that close business relationships and collaboration with commercial partners may be complex but they allow retail customers to help ensure that products address specific needs on their showroom floor. The company constantly monitors the bedding marketplace to spot emerging trends and to identify new markets and opportunities.
Its advanced solutions are scalable across large retail networks but can also be bespoke to individual customers. The company maintains that its bedMATCH® application is the leader in consumer diagnostics. It uses 18 statistical measurements and over 10,000 scientific calculations combined with sleep preference details to provide personalized recommendations for products on the retail floor that will offer optimal postural support.
“Our product development process begins with X-Factor testing. Fourteen differently-shaped platens work together to simulate body shape and mass, from the smallest person to the largest. The mattress’ support characteristics are then measured and performance curve data are entered into our database,” Hood explains. All Kingsdown mattresses are tested to ensure they meet proper support standards. “Our patented Inline Comfort and Support Analysis (ICSA) system is the first in the world that measures every
mattress to ensure the intended support level is delivered, every time.” No Kingsdown mattress is delivered to a consumer’s home or a retailer’s showroom unless it passes ICSA standards. All test results for each product are recorded and held in the system and each individual item made is tracked.
“These processes are unheard of in our industry but Kingsdown is dedicated to exceeding industry standards, so our manufacturing integrity is of the utmost importance,” he says. “Kingsdown has been a ‘smart company’ for over 20 years, developing smart mattresses, the rigorously scientific bedMATCH® process, and our patented ICSA system. Lately, we have gone further into generating and utilizing data insights through every
76
manufacturing-today.com 77 Kingsdown

78
aspect of our organization, from market strategy to specific customer insights.”
This has enabled the company to respond with agility to the challenging market conditions of the past few years – and it hasn’t stopped thinking about development and innovation. Growth is an ongoing objective, both organic and by acquisition; Kingsdown is constantly on the lookout for other businesses that will complement its existing capabilities, help it enter new markets or enable it to gain a competitive advantage. Licensing to manufacturers in Europe and Asia is another development route. In addition to commercial sustainability, environmental responsibility is also high up the agenda.
“We take pride in sustainable sourcing of natural materials, such as organic cotton, Joma wool, Canadian lumber and coil systems made from recycled steel. Zedbed, our artisan foam bed partner, sources natural, sustainable latex and practices low-emission processes. We have comprehensive recycling programs in all our facilities and the Kingsdown Group operates in accordance with Mattress Recycling Council and Forest Stewardship Council standards,” Hood says, adding in conclusion: “As consumers continue to evolve their shopping preferences, Kingsdown has many exciting developments on the horizon, and technologies like bedMATCH® are positioned to exceed their expectations.” ■ www.kingsdown.com

Kingsdown manufacturing-today.com 79

80
How ASD Lighting’s long-established values are appealing to new-age desires

There are extra costs to being a UK-based company such as ASD Lighting PLC (ASD), which mostly relies on its own manufacturing and local supply chain, however the relationships built in the process are a priceless commodity during times of uncertainty. Despite its four decades of providing international lighting solutions from Rotherham, South Yorkshire, ASD has had to rely on more than its expertise in recent years. Nathan French, Director of
of the cur ve Ahead “ “
Street Lighting, believes that ASD’s niche approach has delivered its well-deserved success over this turbulent period: “We do an awful lot of manufacturing ourselves and then we also use a local supply chain where we can. It builds up a good relationship, so in times of difficulty, as with Covid or the current economic climate, you have a good contact base between your suppliers and your customers. This establishes a more understanding and accommodating space for all involved.” This large but still local essence has recently been recognized by the HEA, in the form of their HEMSA large organization of the year 2022 award.
“ “
...recognized by the HEA, in the form of their HEMSA large organization of the year 2022 award
ASD Lighting PLC manufacturing-today.com 81
“Over the last 15 years, the increase in pressure from our overseas competitors, particularly concerning the lower prices that the far east can offer, has forced many UK companies to move into more specified or technological areas. You’re aiming for far higher levels of quality in manufacturing to try and set yourself apart,” he continues. “Not everyone wants to buy the cheapest option, because they know it’s not going to stand as the best value product over a prolonged period of time, and that is where we have angled all of our product development and innovation. We are targeting the sphere of flexible products that offer a good balance of high-spec features and excellent quality, which practicably can’t be replicated
on mass by importers. This is fully supported by a UK-based workforce that is engaged in providing high quality service to customers, and understand, the importance of offering solutions that set standards with which international importers cannot compete”
Spotlight on sustainability
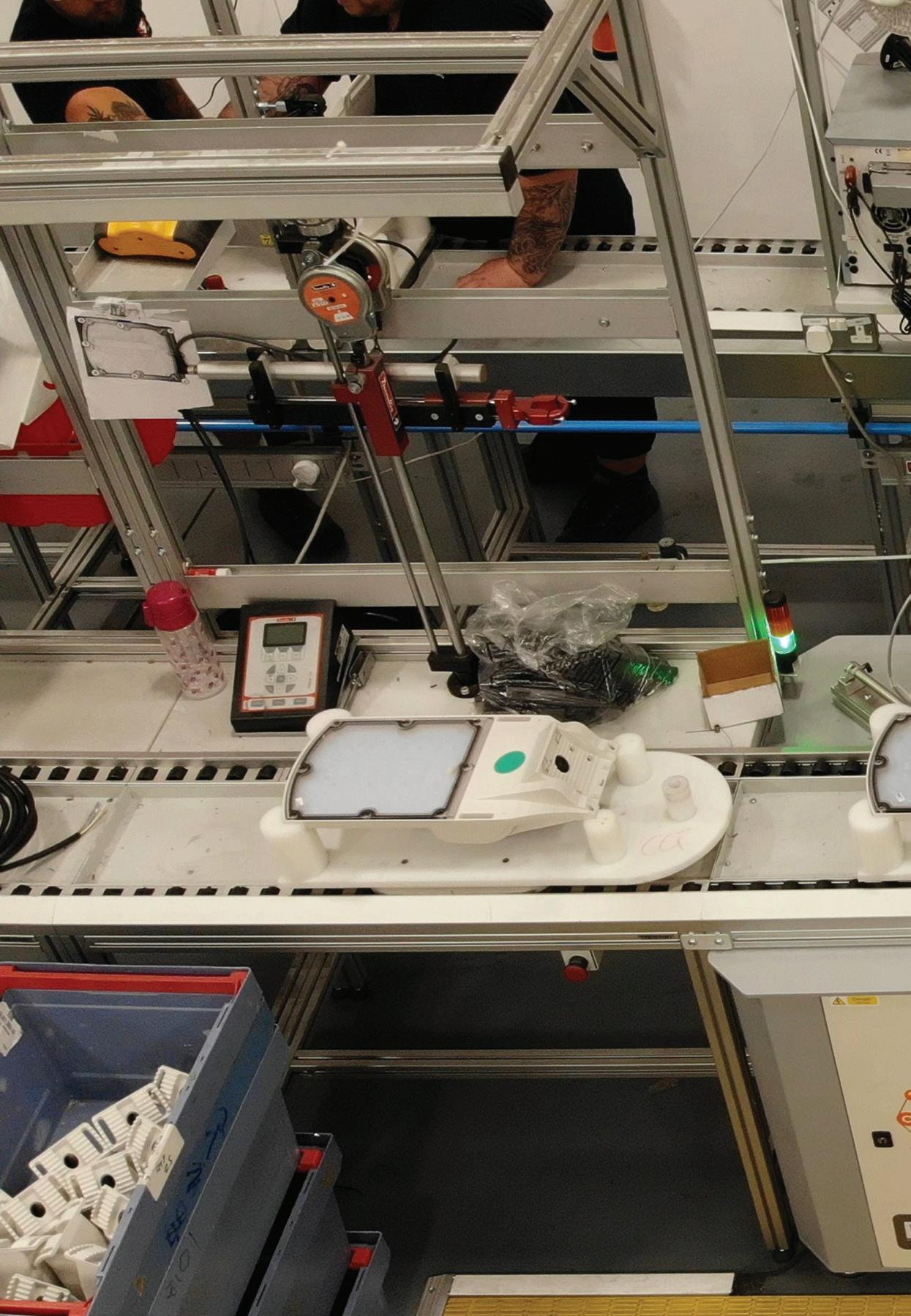
The relatively recent change in market trends has been another saving grace for the company, with even more customers now turning to its product offering than before. In commenting on the change and how ASD has kept ahead of the curve, Nathan says: “How we have done it, is by listening to our customers and our employees. Today, there is a big push for overall sustainability, people want
“ “
Nowadays, they want to support companies with greater moral values behind them 82
“ “
a product that is environmentally friendly for its entire life cycle – after which it can hopefully be reused instead of simply recycled. Whereas 15 years ago, customers had little interest in this USP and would’ve complained that the necessary costs rendered the final price of the product too high,” he compares. “People have actually changed the intrinsic values that they want to see in products, their manufacturers / employers and have become far more socially conscious. Nowadays, they want to support companies with greater moral values behind them – whether that’s in their innovation, green initiatives or social value projects. We have been maintaining a lot of these standards since our earliest days, without purposefully trying to tick boxes to attract different corners of the market.”

The research and development side of paying close attention to its customers is another huge benefit of ASD’s holistic mentality in conducting business. Instead

ASD Lighting PLC
of simply telling its customers what they need, the company applies its knowledge in advising them on which suitable options may work for them. “When tackling problems raised by the current energy crisis, we are able to draw upon our knowledge of advancements in lighting tech – new chips, artificial intelligence, electronics and robotics – all are helping us provide competitive solutions. For example, a lot more systems feature daylight controls that can monitor the time of day, to adjust the interior lighting accordingly, or you have occupancy controls. These fittings can identify how many people are in a space, or more specifically whereabouts they are within a large room and adapt the lights to focus on the more populated areas. These approaches started off more centered around carbon saving initiatives but, now that the energy bills are going through the roof, we
have adapted them to save people money. As a business, we like to be in the driving seat, by keeping abreast of these advancements and then investing into the manufacturing behind the scenes.”
Since starting the streetlighting sector of the company in 2014, Nathan has built a team of designers and a sales force that now account for a third of the total company. Its ability to pivot has led to ASD’s growth within council-wide initiatives across the UK and Ireland, in which it will be retrofitting thousands of streetlights with LEDs. These offer a far more efficient design in comparison to traditional luminaires, in the name of the environment and saving councils money on providing nighttime illumination. Nathan explains: “Local authorities are committing to large-scale investment programs that entail replacing their entire luminaire stock with LED solutions – each offering energy savings of

“ “
...It’s our flexibility that keeps us in the running 84
“ “
65 to 85 percent. Now that energy prices are around 45 pence per kilowatt hour, we can save authorities such as Kent or Oxfordshire, which each house over 60,000 street lighting points, £45 for every single watt over the course of 100,000 hours for circa 25 years. Given that, over the product’s lifespan, they are saving more than the start-up capital investment – this is a financially solid investment, which also reduces carbon emissions to aid in meeting government targets.
Keeping the lights on
“The Public Lighting Energy Efficiency Project – Eastern Region with a number of Irish Authorities led by Kilkenny Council, is particularly exciting as its going to be for between 70,000 and 80,000 streetlights –which is a massive project for us. We’re hoping for energy savings of something close to 80 percent, against the previous technology.
In the bidding, we were competing in an international marketplace against significantly larger, major companies. Our prevailing edge is that we’re still small enough to take the time to listen to our customers, consider their budgets and run the numbers twice as hard to come up with a bespoke solution as opposed to offering them our default option. It’s our flexibility that keeps us in the running,” he concludes.
It’s up to companies like ASD to stand as local landmarks in the age of globalization, as a reminder that there is still a huge place in society for a more holistic, personalized approach to conducting business. Not only that, it also proves that there’s still great success to be had by holding the more traditional mindset that has allowed ASD to keep its lights on for the last 40 years. ■
www.asdlighting.com

ASD Lighting PLC manufacturing-today.com 85
EASY on the eye
How innovation serves as a pillar of success for Rayner

Rayner’s journey begins in 1910, in London, where one of the optician store’s earliest customers was a four-year-old boy named Harold Ridley. Ridley’s association with Rayner would continue into his professional career when he designed
the world’s very first intraocular lens (IOL) – a small, surgically-implanted artificial lens that replaces the natural lens in the eye which focuses light onto the retina – a groundbreaking invention for which he chose Rayner to manufacture. IOLs are now used in over 28 million
86
cataract surgeries annually, the world’s most performed elective surgical procedure.
Today, Rayner has evolved to be an internationally renowned manufacturer of IOLs, as we learn from Tom Heron, Rayner’s Head of Manufacturing. “Following the divestment of the former Rayner opticians chain in 2014, we began focusing purely
“ “ “ “
on surgical products and in particular, the manufacture of IOLs, prompting the move in 2016 to a brand new, £25m state-of-theart manufacturing site,” Tom begins.

We then go on to discuss Rayner’s strategic manufacturing capabilities, and how the business continues to earn itself a reputation for innovation in the ophthalmic industry: “Every year we launch at least one new product, be it a groundbreaking new optic, improvement to an existing lens, or a complementary solution to our IOLs. Despite being on a steep commercial growth trajectory, one of our biggest strengths, versus larger competitors, is our agility, with the ability to develop products and respond to market changes incredibly quickly. Rayner employs approximately 550 people from around the world, classing it as a midsized company by industry standards.”
The ‘greener difference’
Tom explains how the continuous improvement of quality systems remains one of Rayner’s key focuses. “A couple of years ago, we digitalized our QMS system so that all quality checks across the entire company are managed online. This was a very large project as there are change controls for almost everything at Rayner! However, the outcome has been a much smoother and more effective way of working for everyone,” shares Tom.
Rayner manufacturing-today.com 87
We recently invested in HASA Optix, a Brusselsbased medical device company that produces high quality, single-use recyclable ophthalmic surgical instruments
Alongside innovation, sustainability is also integral to Rayner’s operation, and the business is working hard to be the ‘greener difference’ for the medical industry. “We recently invested in HASA Optix, a Brussels-based medical device company that produces high quality, single-use recyclable ophthalmic surgical instruments,” Tom explains. “We have also pushed for developments in Rayner’s own internal manufacturing processes. For example, prior to our 2016 relocation, every IOL required two plastic inserts for production, so one of the first things we did when we moved to our current site was to remove this step because we knew it was wasteful. We also recently introduced a reusable arbor system and have completely redesigned the entirety of our lathe floor to accommodate it. Other improvements include

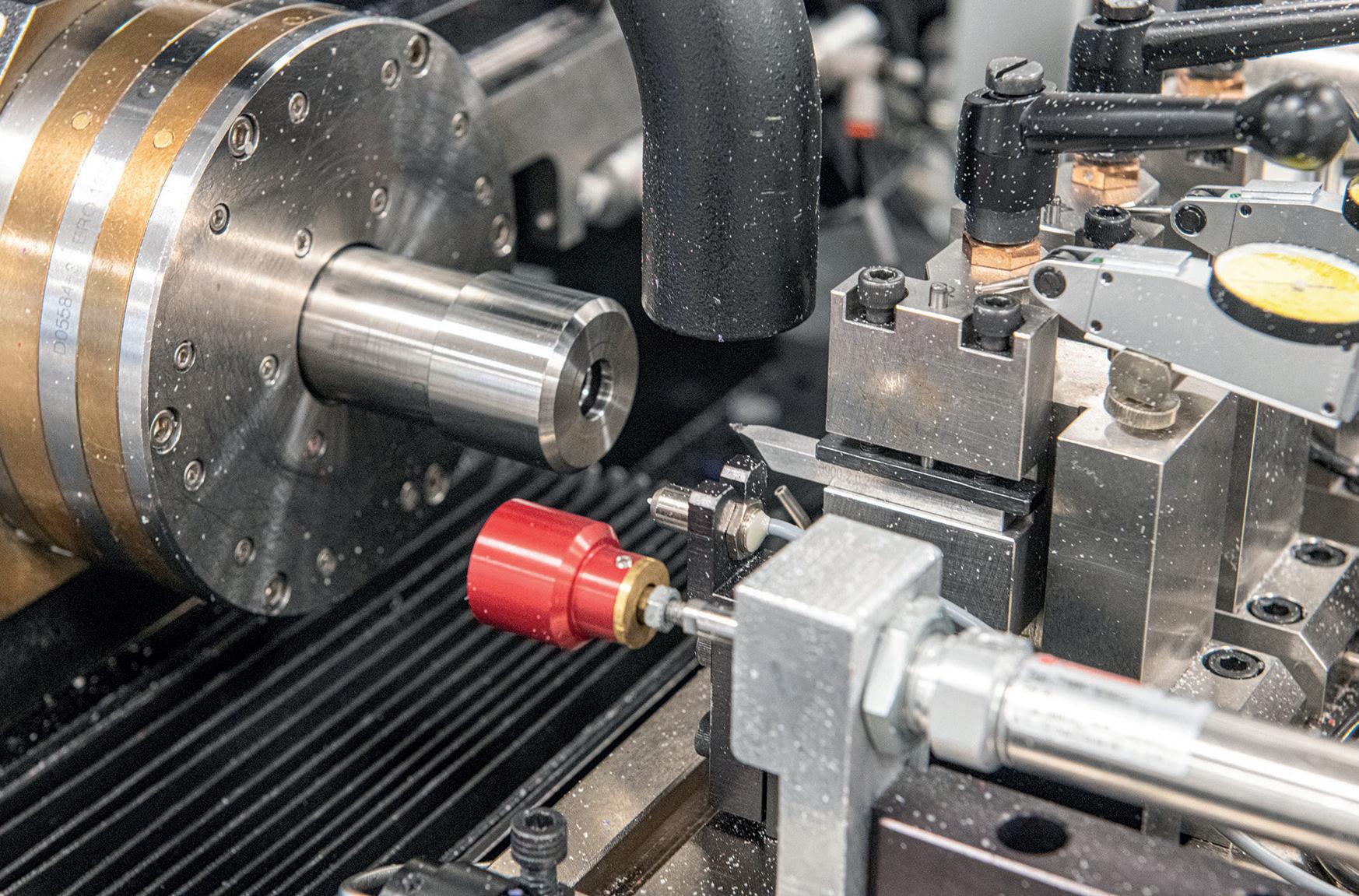

88
developing a distillation process for some of our chemicals, something we began during the pandemic, so that we can reuse and recycle the chemicals indefinitely to encourage a sustainable operation. We are now rolling out chemical recycling more widely which will also bring us closer to greener manufacturing,” he expresses.
“Further supporting our goal to be the ‘greener difference’, we are currently redesigning our product packaging to reduce the amount of plastic used, replacing it with a lighter and more sustainable paper pouching system.”
Rich product pipeline
When Tom thinks about the future of the business, his projections are positive, despite the widely publicized challenges facing the industry. “The supply chain is currently our biggest challenge. We have a lot of suppliers based in the UK, which helps, and we have great relationships with all of them. However, from my perspective, it is crucial that communication within the supply chain network is maintained, so that we at least have a heads up if there are any expected disruptions. Also supporting Rayner’s supply chain stability, I am lucky to have one of the best material managers in the industry: Darren Pruce. He has worked at Rayner for 32 years and is incredible. He and his team have maintained fantastic momentum within our supply chain through challenging times like during the pandemic where we experienced material shortages, as a lot of the materials we required were also being used in Covid-19 test kits.”
With regards to staffing challenges, Tom explains, “I think that this has been an unfortunate side effect of Brexit. However, we are working with our recruitment partners to attract people with the right skills and capabilities to join our teams. I think for me, that has been one of the biggest changes. We know we are competing for
great people in the marketplace but at Rayner we pride ourselves on being able to offer great jobs with a great working environment and the potential for people to grow if they wish. I think this really sets us apart from our competitors, making Rayner a highly attractive place to work.”
Tom looks forward to seeing how far Rayner’s innovation will extend. “We will carry on our initiative of launching new products every year. There is a really rich product pipeline with the ultimate goal of developing a lens that behaves like the natural crystalline lens in the eye and offers complete spectacle independence – that is considered the holy grail within ophthalmology, and I am sure we will achieve it,” he concludes. ■
www.rayner.com
Rayner manufacturing-today.com 89
Powder coating the future

After 40 years in service, Tomburn Ltd (Tomburn) is taking its wealth of industry knowledge in a new direction. The powder coating and specialist finish manufacturer made the call to close its Birmingham subsidiary five years ago to focus on its bases in Portsmouth and Letovice in Czech Republic. Following this, last year, the company underwent an owner-supported Management Buy Out (MBO) – seeing the company exchange hands from John Tomlinson and David Hepburn, its original owners, to Chris Mansfield, Commercial Director, and Paul Hepburn, Financial Director.
On the face of things, Tomburn will remain an industry leader in powder coating, offering solid color, metallic, and mimetic products. The company highlights that because the MBO was the result of a share purchase agreement, there will be no difference in the way the business operates, and all contacts will remain the same. However, Chris Mansfield still sees this as an opportunity for the company to move forward in ways that it hasn’t previously.
Tomburn Ltd.’s investments in robotics are paving the powder-coating path for future generations
90

Tomburn manufacturing-today.com 91
As Chris explains: “We are approaching our positions as owners, running the day-to-day operations of the business, as two younger heads – we’re moving the business forward in different ways. We have analyzed the markets that we’re currently in and looked over the new ones that we’re aiming for, and ultimately tried to expand what we can do in terms of what we are offering our customers, considering our range, production times and costs. We’ve made a number of investments for the future, it’s time to modernize the plant a bit more.
“We are now a Qualicoat-approved applicator for architectural coatings – moving our work a step above the previous approvals that allowed us to offer certain warranties. Qualicoat is an independent organization that offers extensive quality monitoring, which our guys’ efforts passed first time, so we’re very proud of the work that they’ve put in. Alongside this, we have made significant investments into robotics to help increase the productivity of our lines.”
Tomburn has recently invested over £250,000 in a number of robotic cells with Lesta robots, new guns and extraction and fire suppression systems in a move

92
to improve overall quality rather than just the production line’s throughput. Chris’ ambition is to cut down on production time, by reducing the number of rejects from each run, by ensuring every product reaches the company’s high standards. As he details: “The robotic arms work on a ‘follow me’ system. This involves your experienced sprayer spraying the first load of work material by guiding the robot over the piece and essentially showing it where to powder coat. The robot remembers the movements and then simply repeats itself over and over again. This means that by getting it right once, we get it right every single time. This implementation negates the issues of human staff getting tired or distracted or needing a break and means that every flight bar of the same type is painted in exactly the same way. Less rejects, means less time taken to complete tasks and there’s also less responsibility on our team to replicate the exact same job repeatedly.”
Despite the introduction of their automated colleagues, Tomburn still places great importance on its human workforce. The company strives to maintain all of its training initiatives inhouse, whilst outsourcing assistance from the developers of the technology that it has employed. Chris favors the bespoke element of the internal approach that allows its teams to focus only on the relevant pieces of equipment – teams that it’s constantly searching to expand from within to enhance employees’, and indirectly the company’s, skillsets.
Casting his eye to the future, Chris is hoping for more of the same. The company successfully made it through the pandemic by relying on a combination of the UK Government’s furlough scheme and the smaller half of the business, which is oriented around spraying stairlifts in kit form. It has recently completed a large cladding package for one of its bigger
customers, of which Chris was incredibly proud: “The Dart is a transportation system that connects Luton airport to the railway station. The project required over 10,000 square meters of materials to be coated in a gold metallic, which is a notoriously difficult product to apply consistently. But having looked at the photographs and visited the site myself, the consistency that the team achieved is absolutely astonishing. It was essentially six pods, set like upside-down umbrellas and clad in bespoke panels that were put together like a jigsaw. Any inconsistencies would’ve stuck out like a sore thumb, but there are none – it looks amazing. It’s a project we want to showcase as it’s one of which we’re immensely proud,” he concludes. ■
www.tomburn.com










manufacturing-today.com 93 Tomburn
Fibers of future the
Through
green initiatives, Fibrant promises a vibrant future for the nylon fiber industry
Fibrant commissioned its first factory in the Netherlands in 1952 as part of Nederlandse Staatsmijnen (later: DSM). The company is built on a rich history of craftmanship and boasts a global reach by means of its worldwide network. Its reliability in the manufacturing of high-end chemical products was one of the reasons for Highsun Holding
Group (HSCC) to acquire the company, besides its successful development of technologies to produce Caprolactam – of which the annual global demand currently sits at around five million tons.
Caprolactam is a key ingredient in the production of a wide range of plastic-based products. When polymerized, it produces Nylon 6. In layman’s terms: polymerization

94
is the chemical binding of smaller molecules, known as monomers, to create a macromolecule. Hundreds of macromolecules collectively then form polymers, which can be processed.
Nylon 6, is a synthetic, thermoplastic polyamide that has a high level of durability and therefore lasts much longer in demanding applications compared to other
type of plastics such as Polyesters. Partially for this reason, among its other characteristics, it’s used in products such as: carpets, tires, clothing, upholstery, seat belts and ropes. Given the nature and uses of Nylon 6, and therefore caprolactam, it is considered to be one of the NewWorld’s necessities. Fibrant, as a large industry player, took its responsibility

Fibrant manufacturing-today.com 95
to produce their caprolactam in the most ecofriendly way possible, calling it EcoLactam®

Industry leader
Olaf Poorter, Manufacturing Owner and Manager of Technology and Projects, elaborates further: “We are in the business of making caprolactam, but we also capitalize on its major byproduct, ammonia sulphate (AS; an artificial fertilizer). In the 1960s we developed our inhouse process now
known as HPO, due to the lesser demand for ammonia sulphate during that era. It basically allowed us to go from producing 4.5 kg of AS to every 1 kg of caprolactam, down to 1.5 kg of AS. The first plant was actually built in Japan, in 1971. Following this, we started to license out the technology to other manufacturers around the world to implement in their plants, as well as starting our own in 1976. This approach to growth and creation continued through to the 21st century, seeing the development of our HPOPLUS® production process and forming of a joint venture of the plant that we had previously licensed in China. This has culminated in Highsun buying us in 2018, as an extension to the two caprolactam lines it already owned, collectively making us the largest caprolactam producer in the world.”
The environmental issues with this form of chemical manufacturing

96
aren’t just related to the lifespan of the final products. A smaller outcome of the production process is nitrous oxide (N2O), produced via the combustion of ammonia. N2O is currently considered to be 298 times as harmful as carbon dioxide, in terms of Green House Gases (GHG,) but Fibrant has engineered multiple solutions, as Olaf details: “We built in catalytic systems to remove the excess nitrous oxide from our original HSO line, alongside a regenerative thermal oxidizer, which reduces the gas to simply Nitrogen (N2), the major component of our atmosphere. In doing so, we have managed to reduce our total emissions by around 80 percent. Now, if you apply this in terms of a life-cycle analysis of our product, we have managed to halve its carbon footprint – making us not only the industry leader, but also the most environmentallyfriendly caprolactam producer worldwide.”
Fibrant has taken its fight for the future of the environment beyond its own four walls. Earlier this year the company exhibited at the textile industry fair, Performance Days in Munich, educating the downstream value chain on the importance of making
Sitech
Our clients maintain their competitive edge with sustainable processes
In close cooperation with Fibrant’s technology department, Sitech worked on projects to reduce NOx emissions; replacing an existing unit and a new unit to remove NOx from flue gases. These projects make a significant contribution to CO2 reduction targets for the Chemelot site and Fibrant in particular. With sustainability, licence to operate, lifetime extension, and expansion projects as our core business, we combine our extensive expertise, experience and knowledge of the plants and the market for successful projects. We have supported Fibrant in scoping, engineering, execution, and plant commissioning.

Fibrant manufacturing-today.com 97

98
the right material choice at the beginning of the process that enables them to meet their sustainability ambitions. In reference to halving the carbon footprint of EcoLactam®, the company is now able to pass the benefits of this lowered environmental impact onto its customers. “Speaking to brand owners and textile fabric manufacturers and educating them on the positive ecologic impact Ecolactam® has on the production of Nylon based products, was a big eye-opener to them,” Olaf explains. “We showed them a graph detailing the emissions caused by each step of the process, starting at the beginning with oil. It was clear to see that the largest contributor to the product’s carbon footprint is resultant of the production of caprolactam and therefore this is where we can make the biggest impact. With the introduction of EcoLactam®, we can reduce the ecologic footprint of nylon based products with up to 70 percent compared to the same products produced with traditional technologies. This, in combination with our large production capacity, really makes a huge positive impact on the ecologic footprint. With this we are a clear example of how the chemical industry can positively contribute to a sustainable world.”
Excellent example
Fibrant’s base is now located at Chemelot: a unique chemical and materials community that promotes the growth of individual associated businesses through the open exchange of ideas – a flexible concept that allows a number of smaller organizations to operate together as if they are one larger entity. According to Olaf, it encourages a greater sense of collaboration: “We are part of a highly integrated chemical site called Chemelot, there are around 60 plants surrounded by only one fence, with lots of different owners here and there. We share municipalities, utilities and our emergency
response system too, with our own fire brigade. We have a very unique system in which when something is happening, all of the plants work together – despite our different owners and directions. One of our main contractors is called Sitech, who we rely on for maintenance, permits, the fire response team and the execution of our projects.”
Fibrant is setting an excellent example for not only chemical engineers, but all manufacturers looking towards a greener future. We don’t necessarily have to abandon the products that we currently rely on, sometimes it’s a just a case of reforming and adapting current processes, by incorporating or disbanding byproducts, using expertise to focus on one specific area or educating others in the right way forward. ■
www.fibrant52.com/en
Fibrant manufacturing-today.com 99

100
Signof thetimes
What goes into the sign gracing a storefront, entertainment venue, and sports stadium?

Jones Sign Company has the answer
Since 1910, Jones Sign Company (Jones Sign) has been building a legacy. The bedrock upon which it has been built is comprised of quality, hard work, and a robust, innovative spirit that sees bumps in the road as new opportunities for growth rather than inestimable setbacks.
“We work hard today, so we can dream about what could be tomorrow,” begins Todd Patrickus, Executive Vice President at Jones Sign. “From our humble beginnings, we have transformed into a diverse, national leader within our niche. Our company is both a family and a business – one characterized by innovation, progress, and momentum.”
With no project too big, small, or challenging, Jones Sign has developed a reputation for excelling at custom branding, manufacturing and maintaining bespoke signage, lighting, and architectural units with speed, accuracy, and an evocation of dramatic impact across the US. The company, which has worked with the likes of Tesla, Sephora, and Virgin Hotels, is trusted by construction firms, design studios, multinational brands, and local customers.
Jones Sign Company manufacturing-today.com 101
Wayfinding signs, electric signs, electronic message centres, pylon signs, neon signs, channel letters, canopies, awnings, billboard structures, and custom wall signs. All these and more are available from Jones Sign. “As the primary source for comprehensive signage solutions in the US, our clients trust us to protect their brand and image,” Todd asserts. “We take that responsibility seriously, providing the support and industrial expertise to see a project through from conception to installation – we always finish on-time, on-budget, and beyond expectations.
“We serve the following industries: retail and restaurant, entertainment and hospitality, healthcare, banking and financial, automotive, corporate ID, rebranding, civic
mixed-use, sports venues, storefronts, and more,” he goes on. “As evidenced by that extensive list, we have unmatched horsepower and turnkey services, which firmly sets us apart from the competition.
“Creativity, endless variety, unlimited scale, boundless resources, and collaborative delivery methods – if you can name it, we can offer it,” adds Todd. “We have specialized experience with a range of materials and mechanics, including steel, aluminum, overhead cranes, jib cranes, water jet machines, routers, laser, vacuum forming equipment, letter bending machines, heavy duty welders, submerged arc welding machines, solid works programs on shop screens, cellular manufacturing, and third-party weld inspections.”

102
“ “
“
Jones Sign boasts a dedicated team of over 600 employees spread across multiple locations in North America. “We are led by a robust network of estimators, designers, engineers, fabricators, and installers,” notes Todd. “As a closeknit team, we have developed a mastery of geometry, color, technology, structure, design, and lighting. What makes us unique is having our experts working at their most efficient level within a Lean production environment. As a result, we are leading the signage industry by offering a truly vast range of products, a deep pool of resources, and world-class project management.”

Significant acquisition
From a total of six state-of-the-art manufacturing locations, which cover a whopping 430,000 square feet, Jones Sign has firmly signposted that it means business – and it continues to grow. For instance, last year, the company introduced Jones Architectural Creations (JAC), a division dedicated to developing solutions that go beyond the sign, and acquired National Mallfront & Design.

As a closeknit team, we have developed a mastery of geometry, color, technology, structure, design, and lighting “
manufacturing-today.com 103 Jones Sign Company
As Todd reflects: “The business has done incredible work for top tier brands and we are honored to continue its legacy. By bringing National Mallfront & Design into our wider family, we will be better able to take any branding project to the next level. Jones
Architectural Creations provides custom design elements and metalwork that transforms façades, enhances brand images, and turns concepts into reality. We offer solution-oriented services and support to our customers, making it not only possible but easily accessible to add unique architectural design elements to building façades.”
National Mallfront & Design currently serves retail, hotel, restaurant, and banking and financial industries of various sizes. It manages all phases of the storefront architectural process from idea generation and design to fabrication and final installation; the firm has worked in the US and across Europe with eminent brands such as Fox Sports, Warner Bros, Versace, Louis Vuitton, and Prada.
Optimistic future
Offering Manufacturing Today further insights is Rich Ongirski, Senior Vice President, Sports at Jones Sign: “In terms of solutions beyond the sign, our sports division

...TQL Stadium exemplifies our bestin-class planning and modular construction delivery “ “
104
“ “
has worked on an impressive number of prominent venues, including TQL Stadium in Cincinnati and Lower.com Field in Columbus. The former is particularly memorable; for the home of FC Cincinnati, we engineered 385 fins to make up a beautifully designed façade.
“We also built the substructure supporting the fins and installed and programmed pixel-controlled dynamic LED lighting, which is responsible for the fun light show that attendees can see each evening,” he continues. “Recently named as the Best Venue of 2022 by the World Football Summit in Madrid, Spain, TQL Stadium exemplifies our best-in-class planning and modular construction delivery.”
As it stands, Jones Sign is engaged in four architectural creation projects for sports stadiums that are being newly constructed or undergoing a major renovation,


indicating an exciting year ahead. As the pandemic begins to fade, it must be a sign of these increasingly optimistic times.
“Manufacturing and construction in the sports industry is a true specialty,” admits Rich. “There is a unique process and sequencing to building a sports venue, including working around all game days and important events. Plus, opening day never changes, so delivering on-time is essential.”
“We have a solid plan for future growth,” Todd concludes. “Through our commitment to performing quality work, challenging the status quo, and driving efficiency, we intend to enact it. We are always looking for quality industry experts to join our expanding team.” ■
www.jonessign.com
manufacturing-today.com 105 Jones Sign Company

than ever Closer
Moonpig Group is looking to lead the way in sustainable operations across three main areas: its people, the community, and the environment. We last spoke with John Persaud, the Operations Director of the company, two years ago, and, from his perspective, the time since has been prosperous in many ways.
For John, one of the most important aspects of the company’s developments over the last two years has been its people. The company is focusing on making the Moonpig Group as inclusive and supportive as possible. “By doing that, especially with a focus on diversity and inclusion, we are strengthening the resilience and reliability of our team.

“ “
He shares that the business set an ambitious net-zero goal by 2030, and has made fantastic progress on it already. “Next, we are laying down the foundations to work with our supply chain on scope three emissions in particular. We are achieving this through a united effort in sustainable sourcing, and investments,” he shares.
“We’ve then taken our efforts one step further, and extended it to support our communities. We are using the Moonpig Group Foundation to spark moments of joy. Last year, we donated £189,000 to good causes, which include communities around us and initiatives that align with our values. I am super excited with the progress we have made in the last 18 months, and we have big ambitions in the coming years to strengthen this.”
year, we donated £189,000 to good
The spirit of giving: how Moonpig Group is about more than celebrating special occasions Last
causes “ “
Moonpig Group manufacturing-today.com 107
When it comes to communities, connecting people is what Moonpig does best. The pandemic has been a tricky time for many businesses, and Moonpig has taken on the mission to bring people together who have felt more isolated than ever. “Over the last two years, people have been relying on us to stay connected with their loved ones and we’ve invested heavily in our business in an ongoing transformation to make sure we grow, and are doing the right thing for customers, and the people they care about. We achieved almost 40 million orders shipped in the financial year 2021.”
This success comes down to the fact that almost 90 percent of the Group’s orders are from loyal customers. “The service we offer is to give heartfelt cards and gifts to their friends and family. We have made big investments in our data system to serve our customers better and better, and to ensure that the opportunity to care for their loved ones is effortless and seamless.

“ “
108
We’ll be planting at least 330 hectares of woodland by 2025 “ “
“We’ve worked very closely with our partners to scale up our operations safely and sustainably. This led to the decision to open two new fulfilment centers. We have a new center opening shortly in Tamworth for fulfilling Moonpig gifts and cards in the UK, and we are also moving our Dutch operation for Greetz to Almera and going to a new bigger and modern facility there as well. Those two developments have enabled us to increase our capacity to operate more efficiently, and more importantly, more sustainable, so that we are doing an even better job for our customers.







“We are at a scale now that it makes sense for us to do more internally. Hence, the decision to make major investments in Tamworth and Almera. Both facilities enable us to grow our capacity and fulfil more orders at a quicker pace.
“Additionally, both of these sites are fitted out to the highest of environmental standards, and will be run off renewable energy. We are also making use of other initiatives like rainwater collection in Tamworth, and we are part of a community heating system w at Almera,” he shares.
Because the company is in the business of celebrating moments that matter, John shares that it is a natural reaction for Moonpig Group to extend its kindness beyond the realms of its infrastructure. Another avenue in which its sustainability measures takes shape is through reforestation. “The company made a commitment 18 months ago to have 100 percent of our paper products, so our card and paper products, sustainably sourced, and I am pleased to say we have achieved that goal. We made sure all our SKUs are sourced responsibly, which means the paper products we use are being grown in well-
I n t e r P o w e r S o l u t i o n s
Moonpig Group manufacturing-today.com 109
managed forests, and the trees are being replenished in a sustainable way. We have certified all our locations as FSC, which means we have an accredited audit trail to show we are producing and sourcing sustainably.
Strong vision
“As we went through all those developments, we were inspired to look at what else we could do for trees and biodiversity in the world. We were already sourcing sustainably, but we wanted to take that one step further. As a result, we have made the commitment to reforest at least 330 hectares of woodland by 2025. We had planted 66 hectares of a biodiverse forest already and we focus the planting activity in ecologically sensitive areas to safeguard the long term impact. Through an organization called TreeNation, we have contributed to projects throughout the world, for example in
Madagascar, Nepal, Tanzania, Columbia, Thailand and India. We are also making positive contributions by creating jobs to maintain the forest so that we encourage growth in those local economies.”
With this information, it will be pleasing for customers to know that when they purchase a card or gift from Moonpig Group, their kindness goes beyond the gift itself. For John, this is why the future of the company is exciting. In bringing our conversation to a close, he shares in more details what the journey ahead will look like for one of the UK’s favorite gift-giving companies. “We have a strong and clear vision to become the ultimate gifting companion; to be the place that customers choose to go when they need to send a heartfelt gift, card or message to someone they care about. We will continue to invest in that strategy by making sure if there are occasions to celebrate, Moonpig is the name they turn to.

110
“In terms of our ESG strategy, we are going to keep growing and building on the areas we’ve spoken about. We will keep setting next steps that enable us to push those boundaries so that the Moonpig name is one renowned for more than just gift-giving. I am excited to see us be a business also known for the fantastic work we do for the environment, our people, and our communities,” John concludes. We look forward to catching up with the business again in a few years’ time to learn about how Moonpig Group has remained a leader in bringing people across the world closer together. ■





www.moonpig.group

Moonpig Group manufacturing-today.com 111

112
LEAN, GREEN WINDOW-MACHINE
Having been chosen by over one million customers thusfar, and having carried out the largest number of installations in 2021 – Safestyle UK PLC (Safestyle) is the market leader in the replacement door and window retail sector. The company, which was founded in 1992 and floated on the stock market in 2013, operates with around eight percent market share and is the only PLC in the industry. Mike Gallacher, Chief Executive Office, sits down with Manufacturing Today to discuss what exactly sets Safestyle apart.

“We take the consumer through the replacement journey,” says Mike, “which starts with a home-visit from one of our sales consultants. Every home is different, so nothing in our industry is standard – every consumer’s need is unique, therefore, we provide a bespoke approach to accommodate every eventuality. A technical survey is carried out shortly after this, and then it’s straight into manufacturing at our plant in Wombwell, near Barnsley. From this main facility, the assembled doors and windows are then transported around the UK via our 14 distribution and fit depots, which leads us to the final fitting process.
“We offer a ten-year warranty, so we are always busy providing aftercare for customers we’ve served over the last decade. One of
Besides being the market leader in sales, Safestyle UK PLC also leads the market by its own example
Safestyle manufacturing-today.com 113
the things that really sets us apart, is that we’re a value player. The brand is known for being incredibly price-conscious in catering to our clients. We understand that it’s an expensive purchase and our main intention is to offer great value and great flexibility in terms of both affordability and available payment methods.“
Close relationships
Indeed, Safestyle doesn’t just excel in its sales and marketing strategies, its manufacturing facility in Wombwell is heralded as one of the best in the UK. With his extensive industry experience, Michael has been able to hone the balance between reducing waste and increasing plant productivity by implementing of Lean manufacturing. It speaks again for the company’s focus on value for customers, whilst also having an enormous impact on its green initiatives – something Michael details further as being a key part of what Safestyle does: “Our
“ “
progression with our sustainability and recycling agenda is significant, and unique within our industry. Ninety-six percent of all the waste material produced during our installation service is recycled – we bring everything back that we have taken from customers’ homes and sort it in-house. We have an enormous operation at Wombwell; large volumes of glass, PVC, wood and metal are separated and recycled there.
“We’re steadily working towards our reduced carbon goal, alongside a zero waste to landfill target – something I’ve managed at a number of previous companies,” he states. “The closer you get, the more difficult that last few percent are to achieve, but the next step and last milestone for us will be the electrification of our vehicle fleet to buffer the million or so miles we cover every month. This is still a few years away, as we will need to figure out a charging network across the UK, but it’s still all very exciting. In fact, the facility has been 100 percent powered by renewable energy for just over two years now.”

Safestyle also offers its customers advice on the steps they can take to improve the energy efficiency of their own homes.
Looking back over the last few years, it’s fair to say that between Covid-19 and a Russian cyber attack in January, the company has had to overcome some out-of-the-ordinary challenges. Given that it relies heavily on a global supply chain, Mike describes the period as being strained but ultimately a bonding experience for Safestyle in terms of its
“ “
Safestyle 114
We’re steadily working towards our reduced carbon goal, alongside a zero waste to landfill target



manufacturing-today.com 115 mila.co.uk safestyle-windows.co.uk Proud suppliers to STAINLESS SUPA™ STEEL See the full Supa Stainless Steel range at mila.co.uk/supa *based on an independent study comparing Mila zinc door furniture to Mila Supa stainless steel door furniture LOWER CARBON FOOTPRINT THAN ZINC. FIVE TIMES LONGER LIFESPAN. SUSTAINABLE
suppliers and vendors. “When you endure such volatility together, you naturally build closer relationships and a deeper understanding of the inter-dependence shared by everyone in the supply chain. It has reinforced just how important those relationships are and that they should never be taken for granted.”
Ethical selling
Coming out of such unprecedented times, the company has invested over £4 million in what Mike refers to as a multi-year strategic investment program. The three main focal points of which are a new television advertising campaign, improvements in product development and business initiatives, and the Safestyle Academy, on which Mike expands further: “We have relaunched our brand, with David Seaman MBE as its champion. We have a new TV campaign that is well underway. If you consider Safestyle’s alignment to his
values in making great saves, beating the competition and his proud Yorkshire roots, it makes perfect sense! We have also engaged in a significant research program to help us understand what is most important to our clients, so we can ensure our customer relations run as smoothly as possible. To facilitate this, I can proudly say that we are the first in the industry to have all of our sales staff certified by the Association of Sales Professionals for ethical selling. We wish to move towards far greater transparency when engaging with our customers during the sales process.
“At the same time, we are increasingly putting more money into training – last year we invested £1 million into our Safestyle Academy for window fitters. We have the largest program of this kind and are aiming to tackle the shortage of skills that the industry is currently facing. We have developed a program through which we are running 30 people of all ages, it’s been really successful. Following the module at the academy in Wombwell, our adult apprentice-trainees are partnered with experienced window fitters in an approach that reduces the rigidity of existing apprenticeship formats. We offer a better balance of classroom studies with field exercises to give our future window fitters the necessary arsenal of theoretical and practical skills. The feedback has been fantastic so far and we hope to maintain the employment of the majority of our graduates – window fitting is an excellent career choice; you earn a great living, and the country will always require the trade.”
The future for Safestyle appears to generally include more of the same: excellent customer service, industry-leading manufacturing practices, accelerated green initiatives and the continuation of its strategic investment program. However, Mike also hints at some exciting prospects for the company’s future innovation: “We

116
see a future in which smart homes could be fitted with smart doors and smart windows. From a business point of view, the vision that you walk out to your drive and Alexa reminds you that its going to rain this afternoon and you’ve left the bathroom window open
is intriguing. It’s fascinating to see how technologies are already operating on these inter-industry levels, and we can’t wait to see what happens next,” he concludes. ■ www.safestyle-windows.co.uk

Safestyle manufacturing-today.com 117
Green by name by name Green

118
Green Bay Packaging (Green Bay) has been providing packing and wrapping solutions for over 85 years and although it has modernized its priorities and protocols, the core values from its earliest days have remained intact. Innovation, customer focus and dedication to employees are its three main foundations, all of which are tied into its ethos. In the accomplishment of its mission, the business is dedicated to the continuous improvement of its products and services, through employee participation in processes, and in partnership with customers and suppliers. Green Bay’s additional considerations, as a packaging producer of this modern era, are focused around its extensive green initiative.
Green Bay’s forestry stewardship maintains more than 240,000 acres...
a multitude of corrugated packaging, in-store displays, coated products and folding cartons. This spirit of innovation has remained integral to Green Bay and has driven the company in not only its product development, but also its vertical integration – problem solving wherever and whenever it is required. In 1948, when it became apparent that the business needed a larger and steadier supply of paper, the Green Bay Mill Division was established. For almost 75 years, the division has both shaped the industry, in terms of process technology, and secured its status
As a self-described full-service packaging company, Green Bay is far more than just a box manufacturer. The original founder, George F Kress, looked at the expensive, cumbersome wooden boxes available to consumers in the 1930s and vowed to develop a more affordable solution – today, its range spans
as a leader in environmental innovation. Ever since its reconfiguration in 1990, it has used 100 percent, post-consumer recycled fiber in its production of highperformance linerboard. Green Bay operates two containerboard mills, which also produce linerboard and additional corrugated mediums in the full spectrum of basis weights. Both mills are certified to Sustainable Forestry Initiative (SFI) standards with the division also being Forest Stewardship Council (FSC) certified.

How industry leader Green Bay Packaging has built itself from the ground up
Green Bay Packaging manufacturing-today.com 119
“ “ “ “
Green Bay’s concern for the environment has been prominent in its actions throughout the last three decades; in 1991, it received the citation award from the President’s Environment and Conservation Challenge Awards program, in 1992 its mill division became one of the first paper mills in the world to be totally effluent-free and in 1994, the business was recognized as a Wisconsin business friend of the environment – all huge accolades for a company to be receiving so early on in the international recognition of global warming.
In the present day, Green Bay’s environmental action is focused across three key areas: sustainability, in terms of goals and commitments, environmental policy, and forestry stewardship. The company’s goals orbit around the integration of more sustainable practices in the optimization of resource management – in ensuring that the needs of today are met, without compromising those of tomorrow. This includes the reduction of CO2 greenhouse gas emissions, conducting annual water risk assessments and reducing the amount of waste sent to landfill. Green Bay integrates sustainable practices to optimize resources
“ “
and responsibly balance economic, social, and environmental goals in producing quality and innovative products for its customers. Striving for continuous improvement in performance, it is committed to the pursuit of sustainable principles that support a responsible and effective stewardship.

Continued expansion
The company prides itself on its heritage of environmental stewardship and sustainable business practices, which it references in its current environmental policy. Under this, it strives to continuously improve its performance in the field through advancements in training, innovation and technology, which it monitors through tests and self-assessments and then relays back to its employees, customers, suppliers, community and stakeholders. Additionally, Green Bay’s forestry stewardship maintains more than 240,000 acres of companyowned forest lands, certified to SFI standards in the implementation of its practices.
Green Bay’s position in 2022 sees it boasting over 25 locations strategically placed across 15 states. In February, it achieved netzero water usage at its most recently opened
120
...a strong work ethic amongst its staff through setting values high and ensuring the resultant employee turnover levels are low “ “
mill. In June, the company acquired Interstate Packaging Corporation in Minnesota and in May, Wisconsin Manufacturers and Commerce recognized it as Manufacturer of the Year. Equally noteworthy, Green Bay has also started the construction of its new 600,000-square-foot super-plant in Fort Worth, Texas. Growth is still very much at the forefront of the business given it is also in the process of a 370,000-square-foot expansion of its state-of-the-art folding carton operation and doubling the size of its newly acquired, third dimension sheet plant in Geneva, Ohio.
safe. By incorporating a model of flat-line management, Green Bay instills a strong work ethic amongst its staff through setting values high and ensuring the resultant employee turnover levels are low. It impresses a great deal of value upon its culture of responsibility, with customer service being every single employee’s foremost instructed dedication.
This all ties in with the traditional approach that Green Bay has inherited from its founder, to seek out problems by listening to customers then collaborating with the team to provide the solutions. Green Bay’s dedication to the industry, environment and ultimately its customers, has guided the business to innovate and exceed expectation: a tried and tested approach to keeping the lights on for almost 90 years. ■
Being a proud partner of the Subscription Trade Association (SUBTA), Green Bay acknowledges the high levels of ethics and performance expected of associated members. This sits beside its Brand Reputation Compliance Global Standards (BRCGS) certification, keeping both its employees and their respective workplaces www.gbp.com

manufacturing-today.com 121 Green Bay Packaging
WORK play from
SPI Global Play uses its ‘glocal’ outlook to deliver culturally considerate, turnkey play and leisure solutions

122
SPI Global Play (SPI) is a spirited model of a global company.
Originating in Canada 50 years ago, it spread south to New Zealand and then north to the UK, before establishing the company’s head office in Sweden – after merging with a major supplier that it had acquired. Innovative thinking encouraged SPI to move across from the agricultural sector into the manufacturing of playgrounds for children in the late 1970s/early 1980s. The global enterprise now has over 25,000 attractions spread across 52 different countries and the list is set to continue growing.

SPI’s clientele can be divided between two categories according to Mikael Wettergren, the Chief Executive Officer. “We have one type of customer that utilizes our products to sell their own, such as McDonalds who use our play areas to attract more visitors to their outlets, or Ikea, who can sell more furniture by building a kid’s play area for parents to leave their children in whilst they shop. The other type we refer to as ‘destination clients.’ They employ our products, concepts and turnkey solutions as an attraction for which people pay an entrance fee to use, such as a trampoline park, a family entertainment center or an adventure park.”
Concept-driven
Whether the profit from their playground investment is direct or indirect, SPI customers experience the same thorough pre-briefing process when approaching the company for a quote. Operating as part of Global Leisure Group (GLG), a collective of likeminded companies, SPI has a specialist in every possible area, and determines to steer its customers in the right direction. As Mikael states: “We are more of a partner or advisor to our clients, rather than a sales company. At the end of the day, the customer makes the final decision.” He continues: “When a client comes to us, seeking our products and concepts, we primarily need to understand what kind of project the
SPI Global Play manufacturing-today.com 123
FEC concept, space theme

 Design proposal
Design proposal
124
Battle Bar golf concept
customer wants to undertake. A shopping mall has different needs to an attraction park, so it’s important for us to establish the goals, business idea and target age group.”
The company’s vast geographical growth over the last five decades has done more than just expand its customer base within new markets. SPI considers itself to be a ‘glocal’ company in Mikael’s words, or: “A global company, but with a local presence.” He explains, “We gain local knowledge by having a distribution network and sales force that operates all over the world –in being near to the client, we use the opportunity to understand the local market. The UK is not the same as Saudi Arabia, or China, for example. They have differing markets, different types of needs; People play and relax differently, which means that our concepts and leisure solutions need to be adapted to each market. We
need to understand all of this to be able to consistently provide the correct products and give clients the service they require.”
Once SPI has generated an in-depth profile on the client in question, the next step involves returning to the larger organization
NMC
NMC aims to provide people with comfort and protection for a better life. Based on our expertise in synthetic foams, we offer a wide range of standard and custom-made foam solutions, designed to protect your goods all through the supply chain. Our customers rely on our expertise, fast answers, great service and excellent logistical performance.
With NOMA®PROTECT tuff pads, we’ve developed a special range of profiles that offer shock absorption and permanent protection to children, during their play activities in indoor and outdoor playgrounds. They cover the complete metallic structure, and provide long-term protection.
SPI Global Play manufacturing-today.com 125
and selecting the appropriate team to assign to the project. This is principally based around the type of leisure and entertainment area being produced, however it will consider a broader spectrum of logistics in terms of implementation too: the layout of the available space, its people flow throughout the area, where would best suit a toilet or café and what kind of activities are
Tubetrade plc
Tubetrade plc is a major importer and distributor of steel tube and fittings with over 20 years’ experience as a steel stockholder. The business’ clients benefit from the collective knowledge of being part of a group of companies involved in the steel industry.

Tubetrade plc is a subsidiary of Kromat Trading Ltd. It distributes its products throughout the UK, Ireland and mainland Europe.
Tubetrade plc is a proud member of both the British Metal and Tubes Association and the British Automatic Fire Sprinkler Association, ensuring that it is at the forefront of industry developments.
allowed within the vicinity. At the end, SPI will produce a design presentation of the concept it sees to be the correct solution. “We are selling a concept. A concept is a turnkey service – this is what we are good at. We don’t only look at the product we want to sell, but everything around it. By utilizing our expertise, the client can be confident in their investment,” Mikael adds.
Winning combination
With a level of global coverage, providing a reach to ‘virtually every country on earth,’ SPI is required to apply its worldliness and multinational mindset to its own people too. Mikael cites communication as being the company’s biggest challenge, but one that they undoubtedly have managed to overcome with one simple
126
principle. “We currently have more than 500 employees to support. We need to have a deep understanding of how different people perceive, process and share information. At the very ground level, everything starts with respect and understanding for each other,” Mikael implores.
“We have a wide variety of national cultures within the company and furthermore, within each of those, there are different types of people. We need the entire team to cooperate as a single entity, so for that, we need to get down to base level and understand every individual in each company, all the way up. Besides respect and understanding of different cultures, SPI carries a strong winning mentality, which is a part of our success too. We like to win, we want to have the best play and leisure centers in each country and we aim to extend our success to our clients. Everything is a team effort though. When

we secure a contract, for example, it’s not only the sales guys that take the credit. We recognize that it’s the whole team around them; we win together,” he concludes. Having celebrated its impressive halfcentury milestone earlier this year at the International Association of Amusement Parks and Attractions (IAAPA) show, the company now has its sights set firmly on a greener outlook for its next 50 years. Within its green initiative, the company is committed to improving its environmental performance both in its production processes and final products, by realigning its approach to design, resource consumption, waste and pollution. This comes as no surprise, as a company that is so globally oriented, it is obviously going to focus on the world. ■
www.spiglobalplay.com
SPI Global Play manufacturing-today.com 127
Shopping mall Play solution
Next,the world
Look after the customer, and the pounds will look after themselves; Fabulosa’s growth through exports
In the last year, since Fabulosa first sat down with Manufacturing Today, the family-led company has diversified its product range and services in alignment with the world starting to return to normal. Born in March 2019, with a single product available in three scents – a 220ml concentrated disinfectant – the business has seen a meteoric rise to success. Today, it is the UK’s number one privatelyowned brand in the cleaning market, which is testament to the business’ keen sense for innovation. James Sharpe, Co-Founder and Managing Director, explains how the end of the pandemic has triggered a big change at Fabulosa.
“From a market perspective, the last year has been as turbulent as you can imagine – between the war in Ukraine, government changes and the end of Brexit, it’s been difficult to predict where things are going to go next. We’ve managed to diversify significantly into different markets, as we knew that when covid was coming to an end that the antibacterial sector was going to shrink. We’ve moved quite heavily into air care, task-specific cleaners and other products that we knew would survive the change back to normality, which has ultimately allowed us to maintain our growth for another year.”

“ “
...we are capable of producing the necessary formats at the speeds that we want
“ “
128
This period has also seen Fabulosa begin to flesh out its new factory and develop its processes with huge investments in new technology. For the last two years, consecutively, the company has spent over £2 million on new machinery and automation however it’s had a waiting period to contend with, as James details: “We are still finalizing developments in the factory, meaning we’re still only operating at around 50 percent of our plant’s overall capacity. Regardless of this, after 15 long months, we are now in a situation where we are capable of producing the necessary formats at the speeds that we want, in order to meet the forthcoming increases in demand.
We are running weekly analyses to understand where there is room for improvement, as we are always striving to utilize the best possible practices. But in all honesty, from a manufacturing point-of-view, I already feel like we need to start ordering more machines. It’s a cycle, you get over the hump and then it’s time to start again – that’s just business though, we never stand still.”
Growth & investment
A year ago, export sales didn’t even account for one percent of Fabulosa’s operations, but within the next 12 months its looking to make up around 30 percent of the entire business. James describes this jump as a ‘positive worry’ but cites the larger than expected volumes to be a challenge for any company making the leap into global exports. As he expands: “Even when speaking with competitors, with whom we share good relationships, the
volumes required by the European market have staggered them. It puts a strain on the UK side of things that forces you to consider your priorities. We have pushed the export side really hard, to the point where we may not appear to be dealing with the biggest UK players, but that’s true growth for us – how far can we get this brand across the world.
“In the last three months we have made significant strides in achieving our ‘worldwide domination,’ if you like,” he continues. “We have gained retailers across Europe such as Carrefour, Action and Wibra and we already had Babou (B&M France) and we’re close to closing with other retailers in Scandinavia, Australia and Africa. We already have in excess of 3000 stores across Europe, but we still don’t know the overseas retail market like we do the UK’s. For example, we know the sort of volumes we’re looking at for a product in Home Bargains, one of the biggest players in the UK for the household category, with 550 stores. With Action, who’re described as the Home Bargains of Europe, they have 2250! Their first order was for 320,000 units of cross wall products, which was the single biggest order we’d received in the company’s history. The follow up, after the social media campaign’s launch and the positive feedback we gained, quadrupled to 1.4 million units.”
Following its pattern of growth and investments, Fabulosa has also recently consolidated its ecommerce presence by the launch of its new website – a step towards future-proofing the business. Postanalysis findings showed that the website’s predecessor was losing the company sales,
“
“
...despite its incredible rate of growth, it’s still holistically grounded in terms of its ethics. As James concludes: “Our philosophy is to never exploit our customers, unlike lots of brands out there
Fabulosa manufacturing-today.com 129
“ “
even at the point of checkout. It has chosen to move forwards with Shopify and employed a dedicated team to manage the platform, for which a stock-specific warehouse is currently under construction. Other than offering a potential path to breaking into the US, the new site offers customers a far more user-friendly and efficient way to search through and order products.
Company recognition

The future looks bright for the business, with James’ vision for the next five years including expansion into as many new countries as possible – a feat with which Fabulosa is already flying. The industry has recognized the company multiple times this year, which James views as the visual milestones he never knew he needed. This year alone he has been awarded a much-coveted place on the Insider Media, North West 42 under 42 list and recognized with a UK finalist position in the EY Entrepreneur of the Year.
Fabulosa 130
Fabulosa is a young company at the heart of things, and, despite its incredible rate of growth, it’s still holistically grounded in terms of its ethics. As James concludes: “Our philosophy is to never exploit our customers, unlike lots of brands out there. Others change their prices when they go into different markets or abuse their brand power to take advantage of current market conditions but that’s not where we’re at. Where certain products have been difficult in a cost-pricing scenario, we have reduced their size to maintain the same price to fit in with peoples’ weekly budgets. If you look after the customer, they will look after you and you’ll gain the volume. We have maintained this philosophy, so people feel good about our brand.” ■

www.myfabulosa.co.uk
manufacturing-today.com 131

132
Peace, A
space, time
cross 27 years in operation, Rieke Interiors (Rieke) has rocketed from selling used office furniture to offering complete interior design solutions, for both residential and commercial customers. What’s almost more impressive than this incredible feat of business development, is the fact that it’s all coming from a single 150,000-square-foot site in Elgin, Illinois.
The chain of development saw used furniture sales grow into the refurbishment of fittings. This evolved into Rieke manufacturing its own lines of furniture, which soon led to the company breaking into the custom market. It added the flooring and interior design elements, along with similar services for residential spaces, off the back of Covid-induced working from home initiatives, and most recently: masterclasses on the importance of space management.
Melissa Kehl, Owner, elaborates further: “We offer the full interior design package, together with the necessary custom-built furniture. This process entails a construction-finish plan, manufacture of the product and installation of the complete space - this is what sets us apart from the competition. Your space is immensely important, it defines the foundation of your home or your workspace and in order for you to

Rieke Interiors is revolutionizing the way in which employees manage their space
Rieke Office Interiors manufacturing-today.com 133
be able to live your best life, it must be functional, well-designed and feel good. We are very passionate about helping people enrich their lives.”
For a business that focuses 80 percent of its manufacturing around custom products, innovation is everything. It also incorporates customer-based collaboration and a strong ethic of teamwork throughout the different stages of production. “It starts with our sales team who gather
the initial information from the client and help them figure out what it is they really want. This will then go to our designers to be drawn up into plans, which will be constructed by our team of engineers. Collectively, the idea will be passed back and forth until it has been tweaked to everyone’s satisfaction, before we can get building. We offer a lifetime guarantee on our custom pieces, so everything must be perfect.

134
“In terms of our inspiration, we take elements of things that we have seen in the world, but a lot of it comes from our customer’s wants and needs. Our primary output is custom-built items, so we’re approached with these new, unique challenges almost every day. In terms of the ‘how’ element, we allow our employees to come up with the majority of the suggestions – if we run with one of their ideas then they get to name the finished piece. We want people to be creative and try new things without fear of judgment, which in turn helps them build their – and indirectly, the company’s –skillsets. It’s astounding how far the talents of our manufacturing team have come in the last ten years.”




In terms of reinvestment, Melissa cites the employees as being the company’s number one asset. Rieke’s hierarchy has recently seen the elevation of staff into management positions to help spread responsibility and speed up the decision-making process. Despite the company’s single location, it currently serves customers across 27 different states – with such great internal growth and overall business development, comes the necessity for restructuring the chain of command.
Besides career and skillset progression, Rieke offers its employees an incredibly well-engineered, culture-driven working environment and regular get-togethers and celebrations. “We place huge importance on our company culture and take our core values very seriously. They’re not just hung on the wall; we literally hire people based on them and regularly review them as a group,” Melissa explains. “Teamwork, reliability, responsiveness, respectfulness and

“ “
It’s astounding how far the talents of our manufacturing team have come in the last ten years
“ “
manufacturing-today.com 135 Rieke Office Interiors
a can-do attitude are the foundations of everything that we do. Let’s say we reviewed somebody’s resume and it was amazing, but they didn’t reflect our culture – we wouldn’t hire them. One bad apple can make a big difference in a company.

“We also use a system called Culture Index™, which essentially measures four core personality traits of an individual against those which are required for a specific role. This allows us to help prospective, or current, employees find the department that’s going to bring them the most happiness.” She continues: “The more you can align somebody’s core natural trades with the responsibilities their role will require of them, the more they’re going to love their job. This not only lights them up at work but also provides them with greater overall self-fulfillment. We care tremendously about our team, they are amazing! We like to work hard, play hard – every month we get together to have fun and let loose and every Friday we share our wins of the week to celebrate our successes.”
Rieke has cornered the market perfectly. In its arsenal, it possesses both the technical means, in terms of its expertise in interior design, and the correct motives, outlined by its strong care for the contentment of customers and employees alike, to thrive in this age of wellness and self-care. As Melissa concludes: “We’re looking to grow in parallel with our customers. I want us to help them in any way we can. That is the big part of our next journey: really helping customers get to their next level.” ■
www.rieke.com 136

manufacturing-today.com 137 Rieke Office Interiors

138
A natural synergy
Sugden Ltd (Sugden) was formed in 1973. Since its formation, the business has worked hard to develop both its product offering, and customer relationships. The core of business operations is in designing, manufacturing, installing and commissioning bespoke industrial baking equipment for English muffins, crumpets, and pancakes. With over 45 years of experience in the creation of custom-configured griddle technology, Sugden is a world leader in the design and manufacture of hotplate plants for industrial production of batter products.
The business also manufactures multi-plant products, which are bespoke to each client. This gives customers the control to decide which of the range of products they want to manufacture. Customers can change between products in approximately 30 minutes. In theory, this enables the customer to fulfill one order, and then allows them the opportunity to manufacture a completely different product: all while utilizing the same equipment, and thereby, optimizing capital investment. Furthermore, multi-plant can be designed to incorporate sheet and stamp products to allow for additional product personalization.
To meet the needs of smaller or craft bakers, Sugden developed the mini hotplate. The mini hotplate incorporates all of the technologies used in the company’s larger systems, but is

Sugden Ltd & Baldwin Technical Services work in partnership to deliver exceptional baking equipment
manufacturing-today.com 139 Sugden Ltd & Baldwin Technical Services
designed to fit into the tightest of spaces. It is also semi-automatic, requiring a minimal number of operators: both are critical factors when considering the needs of those operating to a smaller production schedule. That said, the equipment is still capable of producing up to 1200 products per hour.
Following 12 months of negotiation, Sugden finalized the acquisition of VanderPol Waffle Systems’ intellectual property in December 2020. As such, since the beginning of 2021, the VanderPol brand has also been part of Sugden’s product offering. The different types of production machines fit perfectly into Sugden’s philosophy: to design, build and service leading equipment for the bakery industry. VanderPol is the market leader in production lines for the manufacture of stroopwafels, Belgian, and soft waffles. An additional offering is fun cakes: custom made shapes for sweet or savory batter


140
products, with or without fillings. Developed with precision and craftsmanship and always in accordance with the wishes of the client, Sugden boasts the capability to manufacture VanderPol equipment due to its extensive experience as a specialist within the industry. All VanderPol equipment is designed for use on an industrial scale and can be used worldwide.
Culture of support
In 2014, Sugden partnered with Baldwin Technical Services Ltd (Baldwin), which has grown from a small team of core engineers working predominantly on control systems in the UK food industry to an enterprise that operates globally and can assist with all aspects of automation, electrical and software requirements. Baldwin has built an enviable international client base that includes UK and global, household brands from within the food and beverage industry. Baldwin had been installing bulk ingredient systems, such as silos and weigh stations, for Sugden, for a number of years. As a consequence, Sugden’s capabilities have been made possible through the synergy of this natural partnership, which has enabled the provision of a full turnkey system, and in turn, facilitated greater output and enhanced growth.
This was a watershed in terms of Sugden’s horizons being broadened, and helped to facilitate further growth. As a result, the business was able to win contracts in the Southern Hemisphere, enjoy significant success in the USA for its English muffin equipment, and sustain its reputation in Europe and the UK as a world class manufacturer of industrial baking lines.
In light of this sustained success, in 2019, Sugden moved into a 35,000 square-foot purpose-built facility in Lancashire, in the UK, allowing it to ramp up its manufacturing capabilities. As part of its offering, the business can design and

manufacture custom plant to meet the individual and specific requirements of its customers. The business can also ship, install, commission and offer training in many countries around the globe, as part of its extensive sales, and aftercare service.
Since its formation, Sugden, in partnership with Baldwin, has worked tirelessly to develop its equipment, and remain a manufacturing leader. For the business to enjoy sustained success, and operate effectively within this partnership, it has encouraged a culture of support where expertise is shared. Today, Sugden continues to produce superior machines that enable the global production of a wealth of popular and tasty treats. ■
www.sugden.ltd.uk www.baldwintechnical.com
Ltd & Baldwin Technical Services manufacturing-today.com 141
Sugden
Trusted to DELIVER
How Vendors
Vending machines have been around for longer than you might imagine.
The first modern vending machines were invented by Percival Everitt in the early 1880s. Developed in London, they primarily dispensed postcards, and soon became commonplace across railway stations and post offices throughout the UK.

You have to go even further back, however, to find the first example
of any machine dispensing items in exchange for money. Reference to such a machine is found in the work of Hero of Alexandria, an engineer and mathematician in first-century Roman Egypt, whose own invention accepted coins, which would trigger a lever and value mechanism, before dispensing holy water.
Hero was undoubtedly ahead of his time, but the vending machines of today are a different beast from
Exchange is leading innovation within its industry
142
their Roman ancestor. The most ubiquitous of these are snack food vending machines, which offer a convenient way to satisfy hunger quickly and easily, but there are countless others, including ticket machines, change machines, and those that dispense newspapers, gumballs, or cigarettes. In total, the global vending machine market was valued at $18.28 billion in 2019, a figure that’s expected to hit more than $25 billion by 2027.
Among the most trusted sources within the industry is Vendors Exchange (VE). In operation since 1959, the company stands as a market leader in high-quality, valuebased solutions for the vending industry, ranging from remanufactured vending equipment to replacement parts, graphics to electronic repair. The company sells, services, and repairs a range of machine types, including coffee vending machines, combination vending machines, condiment stands, frozen treat vending machines, microwaves, and smart vending machines.
But breadth of service only gets you so far in an industry that’s rapidly evolving, driven largely by emerging consumer demand for a range of new features, from cashless payments, nutritional information, ease of use, and an interactive buying experience, to fresher food, or even contemporary design. The crux of VE’s longstanding success, therefore, is the company’s emphasis on building and creating innovative ideas to solve the vending industry’s needs.
The most recent example of VE’s innovative streak is the Café CURVE, a coffee machine fit for the 21st century, complete with a 21-inch touchscreen. Attractive and easy to use, the CURVE not only offers easy ordering, but also allows customers to customize the drink of their choice and select from a variety of cup sizes, flavors, and condiments. For owners, the CURVE enables control of recipes to ensure only the best drinks, tailored to preference. Crucially, it fulfils a longstanding need for an improved and simplified
full size coffee machine. By successfully appealing to these needs, consumers not only take more enjoyment from the buying experience, but they also spend more –delivering direct benefits for owners.
CURVE isn’t the only new idea to emerge out of VE, however. Brimming with ideas, the company has released a range of products in recent years, including 7th Tray, a tool that replaces vendors’ gum and mint trays with full-sized products, thereby increasing profits. The VE Kiosk, meanwhile, is a self-service vending machine, allowing consumers to walk up, scan their snacks, and purchase directly from the interactive kiosk, saving them the hassle of waiting in line. A bridge of sorts between traditional vending machines and full kiosk ordering, the VE Kiosk gives consumers a broader variety of snacks, without sacrificing convenience. As ever, customers purchasing from VE benefit from the advice and expertise of the company’s staff, who are on-hand to assist with queries relating to parts, equipment, and service.
Adding value
All VE customers also have the opportunity to take advantage of Vendarmour, VE’s own specialized laminate. At six-times the thickness of other products, the Vendarmour product promises to transform a simple vending machine into a vibrant and engaging branded space. In delivering Vendarmour, the VE team collaborates with its customers to incorporate school, team, or company logos, along with themed colors and any other desired images or pictures. In doing so, VE’s aim is to elevate the consumer’s buying experience. Vendarmour is applied either at the point of order, or the wrap is shipped directly to the customer for easy self-application. Once applied, the technology protects against rips and tears.
Yet, however advanced the technology or robust the mechanism, it remains the case that every vending machine will
Vendors Exchange manufacturing-today.com 143
need repair from time to time. Accordingly, VE’s machine parts and repair service is a crucial element within its consumer offering. As an MEI Certified Service Center, the company’s certified electronic repair department provides repairs for almost any model of coin mech, bill validator, credit card reader, or control board.
Likewise, the company offers an extensive supply of vending machine parts, equipping customers with everything they need to get broken machines up and running quickly,

Ingenico
As a pioneer and leader in self-service payments for over 30 years, Ingenico is offering a complete range of self-service solutions, known as the Self Series, to cover any use cases in all vertical industries, such as vending, retail, transportation, parking, hospitality, EV recharge and more.
















Accepts all payment methods







As a part of Ingenico’s Telium TETRA range, the Self Series leverages the largest payment applications


and to maximize returns. In order to improve the customer experience around buying parts, the company has also taken significant steps to categorize its inventory by part type and manufacturer, with the full list available through the VE website. At the level of individual products, the company also prides itself on offering reasonable prices, surpassing its competitors in value for money. ■
www.veii.com

portfolio. It can also accept QR code-based payment thanks to the embedded camera.
Easy to use
The Self Series provides an enriched and userfriendly experience with color touch screen, sound guidance capability, and a front hybrid card reader.
Security & Durability
Certified with the latest security standards, the Self Series provides consumers with peace of mind.
Vendors Exchange 144


Your mission is critical. That’s all we think about. Vertiv™ NetSure™ 5100 Series Optimized management, security, and control Discretely power critical infrastructure at the edge of your network with Vertiv™ NetSure™ 5100 DC power system. Scale for 5G With Confidence with NetSure Solutions. © 2022 Vertiv Group Corp. All rights reserved. Vertiv™ and the Vertiv logo are trademarks or registered trademarks of Vertiv Group Corp.
INDUSTRIAL INTERNET OF THINGS











The future of automation is digital and connected. As your automation partner, we support you step by step to smart factory solutions. Together with Balluff you are ready for the IloT.

www.balluff.com
#B_IIoT
