Green technology
Being motivated by the commercial value of sustainable manufacturing

Being motivated by the commercial value of sustainable manufacturing
Morten Wierod from ABB explains why electrification is leading the way on the path to sustainability
Improving efficiency and increasing investment in humans and innovation
More than an IT challenge, digitalization includes multiple perspectives

Increase Asset Utilization
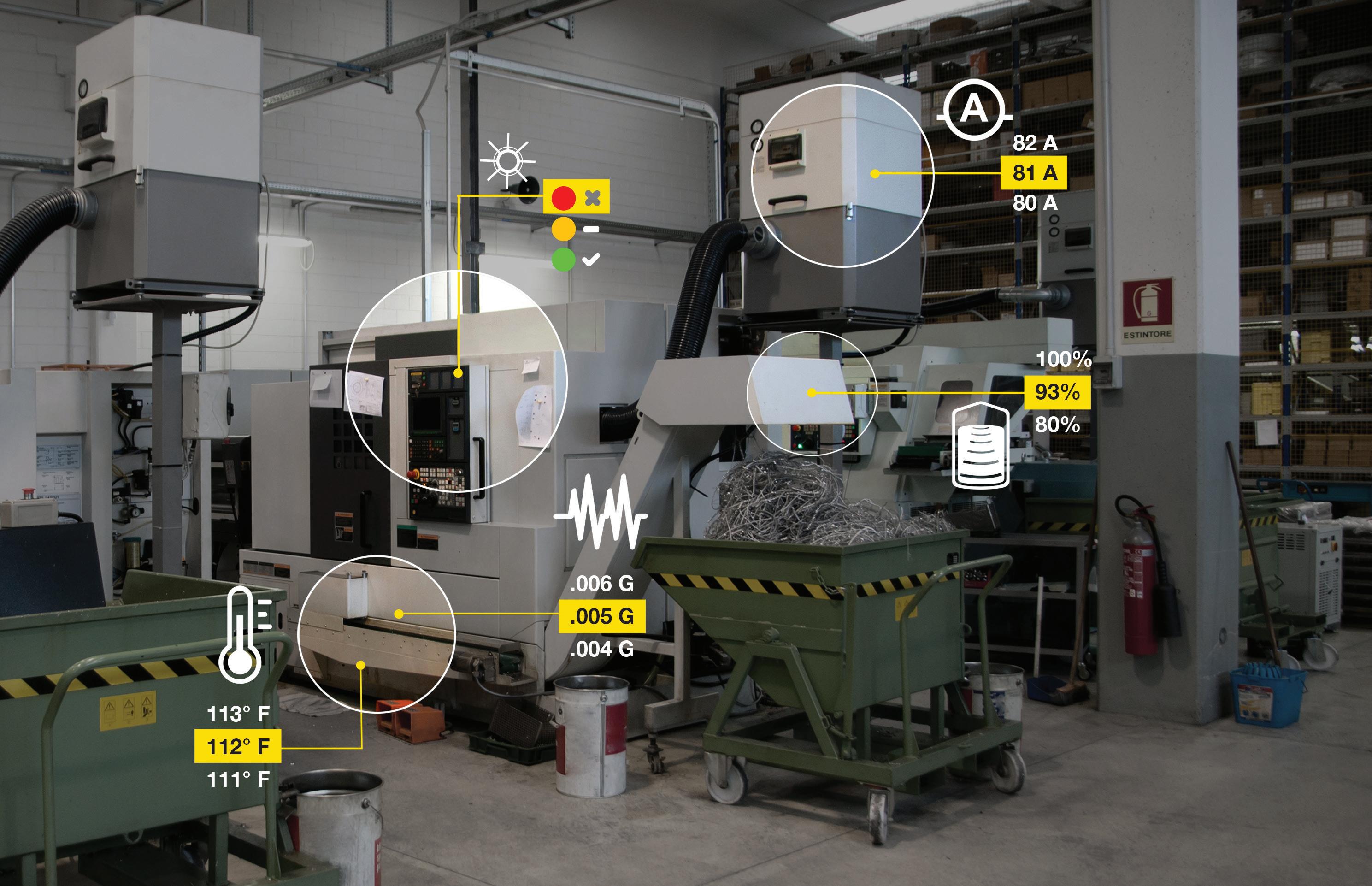
Predict Maintenance Needs
Improve Quality
Reduce Material Waste
Group COO Joe Woolsgrove
Creative Consultant Tom Vince
Data & Insights Director Jaione Soga
Editor Libbie Hammond

Assistant Editor Mary Floate
Content Editors Alex Caesari, Danielle Champ, Annabelle Crook, Steven Dobinson
Editorial Administrator Amy Gilks, Afiya Lucombe Davis
Creative Lead Lee Protheroe
Managing Art Editor Fleur Daniels
Art Editors David Howard, Charlie Protheroe, Amy Robertson
Artwork Administrator
Rochelle Broderick-White
Sales Director Alasdair Gamble
Project Directors
Philip Monument, Joy Francesconi
Head of Content Management
Adam Blanch
Project Managers Lewis Bush, Natalie Griffiths, Jo-Ann Jeffery, Ben Richell, Laura Thompson
Content Managers Johanna Bailey, Mark Cowles, James Fuller, Jeff Goldenberg, Melanie Joyce, James Page, Wendy Russell, Richard Saunders
Media Sales Executives Mike Berger, Jessica Eglington, Will Gwyther, Reid Lingle, Sam Surrell
General Manager Florida Division
Ryan Finn
Social Media Co-ordinator Rosie Clegg
IT Support Iain Kidd
Administration Natalie Fletcher, Rory Gallacher, Ibby Mundhir
Hello and welcome to the February issue of Manufacturing Today. In this month’s magazine we’ve asked some important questions, such as - why do you need to invest in automation and, why is sustainability key to manufacturing’s future? Our expert authors make their cases on pages 18 and 30 – have a read and let me know if you agree with their arguments! We also discuss production efficiency, digital transformation and carbon net zero – these topics are frequent flyers in MT’s pages, because we know our readers are keen to learn more about streamlining, digitizing and increasing their green credentials. But if there is a new subject you would like to see in the mag, don’t hesitate to let me know.
© 2023 Finelight Media Group
Corporate Head Office
Cringleford Business Centre, 10 Intwood Road. Cringleford, Norwich NR4 6AU U.K.
T: (312) 854-0123 T: +44 (0) 1603 274130
www.manufacturing-today.com
US Office 2240 West Woolbright Road, Suite 402 Boynton Beach. FI 33426
T: (561) 778-2396
the insights of Morten Wierod, President of ABB’s Electrification Business Area, and he explains why electrification is an unsung hero. Turn to page 8 to learn more.





















With 25 years’ industry experience under his belt, Morten Wierod, President of ABB’s Electrification Business Area, joined ABB straight out of university. With lengthy stints in his native Norway, and China, and now with over ten years in Zurich at ABB’s headquarters, he feels fortunate to have worked within sales, technology, and operations. From industrial automation to keeping the world turning with energy-saving, pioneering drive technology, Morten is now settled in Switzerland, heading up the organization’s Electrification business.
ABB is a technology leader in electrification and automation, enabling a more sustainable and resource-efficient future. The company’s solutions connect engineering know-how and software to optimize how things are manufactured, moved, powered and operated.
Under Morten’s leadership, ABB Electrification is a global technology leader in electrical distribution and management, collaborating with customers and partners to develop innovative products, solutions and digital technologies that enable energy efficiency and a low-carbon society.

“For me,” Morten begins, “a vitally important aspect of my work is the impact it has on the bigger problems of our time, which has become increasingly relevant in the last few years. I have been committed to energy efficiency and to improving life and societies with better electrical solutions throughout my career. Over the last three-to-four years, however, it feels as though the rest of the world now has that same understanding.
“We experienced the importance of having a stable electricity supply first-hand during the onslaught of the pandemic. Likewise, the outbreak of war in Ukraine reinforced the importance of energy, supply and management, and not just from
the perspective of engineering, but as a matter of national security.
“Our business seeks to answer many of the bigger questions we have surrounding continued quality of life and protection of the earth’s resources,” Morten continues. “With sustainability on everyone’s agenda, electrification, more often than not, is the answer that comes to the fore. We have over 105,000 people working within ABB to make a more sustainable future possible. Our people are increasingly engaged and the pride in their work is evident.
“Electrification is the unsung hero of everything we do. Most people tend not to think about it on a daily basis: generally, only when it doesn’t

work. In terms of networks, it’s not easy to store energy, so, it’s very much a balance of supply and demand, especially at peak times to ensure a reliable grid and supply. Our job is to make that fine balance more stable, and then, of course, to ensure it is generated in the right way to make the green transition possible. We have a very motivated and committed team here at ABB. I work with great colleagues, who collectively, want to make a difference,” he enthuses. This type of engagement doesn’t happen by chance. Indeed, Morten is a firm believer in leading by example. “You need to talk about leadership expectations and the types of behaviors you want to see,” he explains. “This then has to be modelled, because simply delegating or telling people what you

want won’t build and embed a culture. Of course, it requires engagement organizationwide. Similarly, transparency is important: what do I expect from my team members but also what can they expect from me.
“At ABB, we talk a lot about the four Cs: Care, Courage, Curiosity and Collaboration. This encompasses how we interact with each other, take care of each other and the language we use. This sets an organizational standard that needs to be followed, but also provides a safe space in which people are encouraged to speak up when they see behaviors that are not acceptable. We often talk about feedback with good intentions, which is about improved performance, and improved behaviors. We operate in 100 different countries, each with its own culture.
Acceptable behaviors in one place may be deemed offensive or inappropriate in another. Alongside this awareness, we also educate people around unconscious bias, which aligns with how we talk to and about others. I am the executive sponsor for the LGBTQ+ community, championing diversity, equality and inclusivity. We want everyone to develop, to become better leaders, better people and better employees for the company and more importantly, for themselves.”
Even before the disruption from the pandemic and current geopolitical tensions, Morten believes the manufacturing industry started to face a three-fold challenge. “The global supply chain has been strained for some time,” he expounds. “Increasingly, organizations are moving to a regional set up, which is adding complexity because prior to today, we had been on a 20-year journey of globalization, and now, we are seeing those opened trade barriers start to lock down.
“A further complication is the shortage of skilled labor. The population is getting older, and by 2050, a quarter of the population in OECD countries will be aged over 65. This problem is further compounded by an increasing disinterest in factory and shopfloor work as a profession.
“The third challenge facing the entire industry is energy transition. Manufacturing is carbon intense, and while every company needs to embark on its own journey to carbon neutrality, obviously the more carbon there is to omit, the tougher that journey will be,” he states.
“If it comes down to a choice between having the perfect plan of action or the perfect team, from my perspective, there is no choice. I think Mike Tyson said it well, when he suggested that ‘everyone has a plan until they get punched in the face.’ Best laid plans don’t always come to fruition. Recent circumstances are a case in point. In my view, capability and resilience planning offers a more appropriate approach.
It’s a matter of building an organization that is flexible and agile. A decentralized business model that empowers local teams drives faster decision-making. This bolsters organizational capability, both in terms of competence but also mindset. While we can identify some long-term trends and mitigate accordingly, history has taught us that things will happen that we cannot always predict.”
Morten continues: “We are in the midst of an energy and digital transformation. We have apps for everything, and society will only become more connected and centralized in terms of operational execution. This transformation is already affecting how people live in cities, and buildings, as well as how they work, and travel. Against the backdrop of sustainability, we have some clear longterm trends that we have to adapt to as a company, and we can use our technology and experience to help organizations on their journey to sustainability.”
It is in helping organizations to face these bigger challenges that ABB’s technology and expertise come into play. “We are able to understand a customer’s problem and find a resolution,” Morten continues. “In tackling the issue, stepby-step, and working with local channel partners and distributors, we can help our clients achieve their goals. We often use
a pilot project to demonstrate our approach prior to rolling-out measures on a larger scale. For example, if we’re looking at energy efficiency measures, we will look at monitoring local usage and analyzing that data for more informed decision-making. In this way, it’s possible to drill down to the most appropriate next step in terms of cost efficiencies.
“We took this approach with one of the large global hotel chains; assessing a single site, analyzing everything from lighting controls to heating and cooling systems, upgrading accordingly and then outlining how these measures could be replicated in multiple sites around the world. We boast a network of global partners, technical distributors and system integrators. Together, we are able to deliver our technology to best serve our customers’ needs.”
On the path to sustainability, electrification is leading the way. “While it may currently seem most prominent in transportation,” Morten adds, “in reality, by 2050, up to 50 percent of final energy consumption will be electric. Today, we are at around 20 percent. Green buildings, amongst many other applications, will need to become commonplace to facilitate this shift to energy efficiency.
“In terms of industry, we will see more investment in electrification for renewable energy generation, with more on-site production, consumption and storage. While this will reduce the pressure on the grid, in terms of demand, the green transition will require greater stability. As more coalpowered plants are disconnected, and greater reliance is placed on alternatives, such as solar and wind, we are more vulnerable to instability, from both a commercial and consumer perspective. Implementation
of the requisite technology is high on the agenda for utilities, and we may see a trend of continued personalized usage. This process can be further automated, and at ABB, we are working on the technology that will take the time and effort out of monitoring and scheduling usage to work towards achieving carbon neutrality without compromising commerciality or quality of life.”
While it would seem there is an overwhelming commitment to sustainability, what Morten would like to see more of is a sense of urgency. “Every facility at ABB is on track to be a carbon neutral operation before 2030. This is our Mission to Zero programme. It has involved significant investment in how we run our operations, and also how we choose those organizations with which we partner. We are asking our suppliers to do the same and are helping them accordingly. When it comes to sustainability, actions speak louder than words. It’s not about pushing people but rather, inviting them along on the journey. After all, we are all working towards the same goal. It is too important an issue to make optional, but by using the right technology, we can help to minimize the impact of change for a safe, smart, and more sustainable future,” he concludes. ■


Like many other industries, the pandemic significantly accelerated digital transformation in the manufacturing sector. Manufacturers had to cope with major disruption to both the workplace and supply chain, with many finding they could no longer rely on local spreadsheets and applications for effective operations. Consequently, digital transformation plans that had been several years away suddenly became a top priority.
The concept of digital transformation in manufacturing is relatively simple to understand but deeply complex to implement. Manufacturers are applying technology to reduce costs, increase agility, enhance quality, and ultimately maximize revenues, with use cases ranging from workforce productivity to asset utilization.
Digital transformation requires organizations to rethink how they are delivering to customers and stakeholders. It’s not enough to use more technology for existing processes. Instead, it requires a fundamental shift in how enterprises leverage technology, operations, and people to optimize performance.
Rapid technology development also helps to drive advanced applications such as artificial intelligence, data analytics,
automation, edge computing, and decentralized management. To ensure success in the future, manufacturing technology leaders must spend time exploring the drivers and benefits of their digital transformation strategies now.
We’ve seen dramatic shifts in the ways people work. This includes team-based remote and hybrid models and an overall focus on business agility. These shifts highlight the need to move beyond thinking of digital transformation as just an IT challenge.
The disruptions of the past few years highlighted the need to improve business continuity and resilience. Global disruptions, from pandemics to political tensions, are a fact of life. While preparing for every eventuality is impossible, a manufacturing organization must have systems and processes to respond to events and continue operations.
Data generated from manufacturing and design can help improve product designs and factory efficiencies. However, the
main value is in strategic planning. Leaders can use real-time data to make decisions that impact the organization in the short and long term. Data can reveal insights and opportunities in operations, processes, suppliers, and materials that accrue to the bottom line. Manufacturing organizations may be able to develop digital products and services. This can be done as separate revenue streams or as supplements to existing lines of business.
• Agility
Paper-based systems and spreadsheets hold organizations back from leveraging the digital productivity advantage. Moving a digital workflow enables a company to automate many processes through artificial intelligence and rules-based machine learning. Manufacturing
companies will be better able to match production cycles and product demand for greater operational agility.

Organizations that have successfully navigated digital transformation challenges take a holistic view of the process. It should be an interdepartmental, strategic initiative that examines the enterprise from these perspectives.
• Culture
This aspect must be in place before any technology implementation is even considered. In a recent study, 46 percent of companies identified culture as an barrier to transformation. The pandemic accelerated the adoption of cultural changes that would have taken much longer to realize. However, keep
in mind that employees must be trained or hired with the requisite skills to fully make the most of the technology. Engineers must be involved in designing and implementing systems, and data analytics experts are needed to prepare, process, and analyze the flow of information flowing from the systems.
Simply overlaying technology to automate or digitize existing processes and products isn’t the answer. Companies are finding that digitization efforts reduce expenses while enhancing customer engagement at lower costs. For some companies, the plan has shifted from boosting profits to enhancing business continuity, resiliency, and agility.

Many companies fail to modify business processes or optimize connectivity solutions for broader applications, leaving significant value unrealized. Before technology decisions
are made, organizations must review the procedures already in place. Automating inefficient or outdated processes will only lead to the failure of the transformation initiative.
Technology is perhaps the least complicated aspect of digital transformation after the other elements are in place. Adopting the cloud computing model for enterprise IT helps establish a platform for digital transformation. It pairs with edge computing capabilities through IoT (Internet of Things) sensors and rugged mobile devices on factory floors and warehouses that tap into real-time data flows for unprecedented visibility into various processes. The introduction of 5G networks can help companies implement or upgrade robotics and supports bandwidth and speeds to make decentralized decisions on the factory floor.
In the space of just a few years, digital transformation has gone from a nice idea to a critical requirement for manufacturers looking to future-proof themselves against unknown challenges and disruption. As the pandemic proved, business leaders that aren’t willing to adapt and embrace digital innovation in a timely fashion can quickly find themselves on the back foot when the unexpected happens. For those that haven’t done so already, it’s time to embrace digital transformation. ■
For a list of the sources used in this article, please contact the editor.
Tom Baldwin www.getac.com/enTom Baldwin is Sector Lead for Manufacturing, Transport & Logistics at Getac. Since 1989, Getac has been providing rugged computing solutions for demanding professionals in extreme environments. Getac serves a wide range of vertical markets including military & defense, law enforcement, public safety, emergency services, utility, natural resources, oil and gas, telecommunications, transportation and industrial manufacturing.
 By Gautam Moorjani
By Gautam Moorjani
Interest rates are rising, credit availability is shrinking, and Covid policies and geopolitical conflicts have caused numerous supply chain issues. The 2022 economic outlook hasn’t panned out as positively as many of us hoped - however, times like these often present opportunities for change and accelerated innovation.
Periods of economic contraction have historically been followed by longer periods of expansion. Most recently, we saw the pandemic unleash unprecedented levels of innovation out of necessity: speeding up digitalization efforts by several years to meet consumer needs; quickening R&D timelines to develop a vaccine in under a year, bucking the usual ten-year timeframe from concept to approval; and hastening availability of financial assistance from governments for struggling small businesses and citizens in record time.
The looming economic downturn and growing skills gaps present another opportunity to drive innovation. Accelerating digitalization will help businesses overcome the slowdown and address talent shortages.
Businesses that are failing to innovate and upskill employees risk losing their long-term market share, consumer loyalty, and growth potential in a shortsighted effort to weather the storm. When faced with volatility and financial downturns, it is understandable to cut costs instinctually: ceasing projects, curbing discretionary spending and reducing spending on human capital. However, this puts the business’ post-crisis viability on the line.
Consumers are usually more hesitant to spend during downturns, making investments to meet their needs and expectations essential. Customers and clients will naturally be drawn to companies whose offerings, products and services are paired with quality and an accommodating experience. The businesses best positioned to meet changing consumer needs, spur innovation, and deliver more than just lip service are those using intelligent automation to service these goals.
Digitalization enables businesses to mitigate fallout and foster agility and resilience, making future volatility easier to withstand. Digitalization boosts productivity and efficiency, improves supply chain management, customer experience, and resource visibility.
No-code automation platforms ease the burden of reskilling employees to use advanced automation technologies. Robotic Process Automation (RPA) can then be used to automate timeconsuming, repetitive tasks, which are often error prone. Pairing this advanced technology with Artificial Intelligence (AI) allows for scalability and decision-making capabilities within business process automation.
Even implementing a simple automation solution like intelligent document processing is a powerful step towards digitalization. It has the potential to save tens of thousands of hours, including those spent on rework for mistakes, and create immense value. US companies spend an
astonishing $5.3 billion annually on wages for manual document processing. By automating processes like this, resources can be redirected to improve other key business objectives, such as customer and employee experience.
Digital transformation is amazing and exciting, but only if done right. Too often, companies get swept up in something most of us are familiar with – FOMO, the ‘fear of missing out.’ They get sold on all the wonders of digitalization and jump the gun on implementing solutions.
This is an avoidable obstacle. Businesses need a well-considered digital transformation plan. This is often done most successfully with the right digital transformation partner who can help them mine processes for automation, select the right solutions, integrate automation into their existing infrastructure and upskill existing workers or, if preferred, maintain their new digital infrastructure on their behalf.
Vendors offering a platform of solutions will be better able to help businesses find the right digitalization plan for their unique needs. Rather than working with five different vendors to implement five advanced automation technologies in a piecemeal fashion, a single vendor strategy enables businesses to integrate their digital solutions cohesively. In an integrated scenario, these advanced technologies work together, maximizing value as intended.
Subject matter expertise is another key differentiator because a vendor offering in-depth knowledge of your sector will understand your pain points and which business process automation will add the most value to your operations.
Another common trap businesses fall into is not investing in the cultural transformation needed to make any digital transformation successful. To get the most
out of business process automation, you need to upskill engaged workers with an aptitude for such training. It would help if you also educated all workers on the purpose of a digitalization plan. Why should they care? How are they going to benefit? These are key questions and if your employees don’t know the answers, you’re already positioning your plan to fail. Workers play a significant role in overseeing digitalization implementation; if they feel antagonistic about it, their chances of success diminish.
Estimates suggest that for every dollar businesses spend on licensing an automation solution, they spend five times more trying to figure out how to implement and scale automation. This is an avoidable waste of resources, especially when many can’t afford it.
The world doesn’t stop during downturns, so you can’t either. A Harvard Business Review study that looked at the outcomes across three recessions found those most likely to flourish post-downturn were the ones that successfully balanced improving efficiency with investing in the future. That is the power of advanced automation technologies: they improve efficiency and free up resources for innovation and human capital investment, paving the way for long-term success. ■
Gautam Moorjani is Head of Product at SS&C Blue Prism. SS&C Blue Prism provides leading enterprise intelligent automation technology worldwide. It empowers customers to reimagine how work gets done with a secure and scalable intelligent digital workforce. A digital workforce increases efficiency, reduces operating costs, and returns millions of hours to staff to focus on the things that matter most.
Gautam Moorjani www.blueprism.comCarbon net zero in manufacturing: seven steps in seven years?
The appetite for carbon capture and clean-tech projects to accelerate progress to net zero in line with UN targets, is substantial.
The UK government has shortlisted 20 carboxn capture, usage and storage projects for potential support, while the European Union is investing more than €1.8 billion in a variety of initiatives ranging from battery manufacturing and low-carbon cement production to synthetic sustainable aviation fuel.
The signs may look encouraging, but markets are experiencing significant energy price and supply volatility which
adds to the difficulties of planning for a more sustainable manufacturing industry. How should asset-intensive, high-energy-consuming industries such as aerospace, fertilizer or steel production, navigate towards a low or no-carbon future employing new technologies?
Digitalization and the use of advanced software will be utterly essential to build into plans for the new technologies that reduce, remove, recycle or sequester carbon. For these reasons, businesses need to effectively capitalize on the enormous growth in volume and complexity of data in energy-intensive industries.
They can then can deploy sophisticated modelling techniques to chart the way forward, making extremely important strategic decisions on the basis of evidence and accurate forecasting. This will achieve the right balance between carbon reduction and profitability. Businesses can also factor in energy security requirements, which have become more pressing in the last 12 months, given the Ukraine war.
Sooner or later all major manufacturing organizations will face the challenges of decarbonizing, so it is worth outlining a series of steps enabling them to grasp the full potential of processes for CO2 reduction or capture.
Many businesses lack precision when it comes to knowing what they emit or use. They need a real-time view. They must be able to identify the bad actors emitting or generating significant amounts of CO2. Once an organization has achieved this, it should use solutions, including digital predictive models, to explore the options for reductions, using insights that support effective realtime decisions. What is important is that any solution must be auditable to meet the requirements of regulators and investors. Advanced software makes this simple, transparent and credible despite the complexities.
Energy-efficiency is the lowesthanging fruit and closer examination frequently reveals that companies
have not executed as well in this area as they thought. Using digitalization to make energy use more efficient will deliver further gains of up to 20 per cent, both reducing CO2 and increasing margins.
This is another significant step that can deliver another 20 per cent in reductions. One option is point-source carbon capture and storage (CCS), removing carbon from flue gases. Another is direct air capture (DAC), which takes carbon out of the atmosphere at specialized plants using huge fans and chemistry. This is at lower concentration than carbon capture, but whereas CCS take a company to zero, DAC could, by removing more carbon that a company emits, take it below zero (called ‘carbon removal’ by the UN). Currently, however, carbon capture is expensive, and transport, storing and monitoring the captured carbon (sequestered in former North Sea oil and gas fields, for example) are all challenging. Subsidies and carbon offsets currently make the costs acceptable, but embedding digital technology is likely to lead to economic breakthroughs.
Low-carbon inputs are an obvious source of reductions for manufacturing, especially through bio feedstock
utilizations. Here is it possible to drive emissions down another ten percent in typical chemical and refining settings.
This step is for organizations running equipment on diesel, natural gas or the conventional power grid. They can plan to switch to green electricity or geo-thermal energy, potentially delivering another 15 or 20 per cent reductions in plants that are energy intensive, such as refineries.
“
“
““
Hydrogen is an exciting prospect as a clean alternative to fossil fuels
Organizations need to use renewables such as solar and wind energy from their own sites or from industrial producers. Microgrids have also become a significant feature of green energy. These are small electricity distribution grids where the site is directly managing and optimizing its own sources, making best possible use of electricity and ensuring manufacturing continues if public power grids go into brownouts or blackouts.
Hydrogen is an exciting prospect as a clean alternative to fossil fuels, but the economics remain challenging. Will organizations be prepared to pay a green premium for it?
Europe has moved more slowly on this than several other parts of the world such as the Middle East, India and Australia.
All these steps are achievable, although electrification of very high energy processes such as ethylene cracking or steel production could be more long-term. Regulatory uncertainty about emissions is also a factor that inhibits investment in new sources of energy along with differences in definitions of bio feedstocks between trading blocs.
We can also see how the UK and Europe are at structural and demographic disadvantages compared with many Asian economies. The retirement of skilled workers in the UK and Europe is a factor, whereas south Asia and the Far East have larger skills bases, agilely form consortiums and feature growing manufacturing capacity.
“
“
““ Regardless of location, all industries will have to shorten innovation cycles
Regardless of location, all industries will have to shorten innovation cycles. The picture will be different once organizations are more fully digitalized and can for example, run thousands of different ideas through digital twin design technologies, modelling far faster than the months it takes to build a pilot plant.
Subsurface modelling is a good example of how highly advanced technology can transform the viability of sequestering carbon in former oil and gas fields. Digitalization will transform how manufacturing adapts and incorporates radical new carbon reduction techniques – from conceptualization to design, implementation and monitoring.
None of these steps can by itself take care of carbon-reduction, but it is certain digitalization will be essential as manufacturers strive to maintain profit levels as they chart their individual paths towards UN targets for carbon reduction. ■
Ron Beck
www.aspentech.com
Ron Beck is Senior Director, Solutions Marketing at Aspen Technology (AspenTech) a global leader in asset optimization software. Its solutions address complex, industrial environments where it is critical to optimize the asset design, operation and maintenance lifecycle. AspenTech uniquely combines decades of process modelling expertise with artificial intelligence. Its purpose-built software platform automates knowledge work and builds sustainable competitive advantage by delivering high returns over the entire asset lifecycle. As a result, companies in capital-intensive industries can maximize uptime and push the limits of performance, running their assets safer, greener, longer and faster.
Suzy Skehan discusses why sustainability is key to manufacturing’s future


For many sectors across the UK, the path to net zero can seem clear and attainable. Due to minimal direct emissions from their operations, in addition to our electricity system becoming increasingly decarbonized, the majority of businesses will likely see a reduction in their total emissions without the need for significant up-front investment. Unfortunately, this is not necessarily the case for the UK’s manufacturing sector. Many of the companies we certify and advise here at Planet Mark are operating with significant direct as well as upstream and downstream emissions exposure and the sector as a whole accounts for 12 percent of the UK’s total greenhouse gas emissions.
However, despite its climate change impact, manufacturing will continue to be vital to the UK economy as it employs over 2.5 million people and accounts for roughly 45 percent of total exports. It is therefore no surprise that reducing the sector’s emissions (integral for achieving the UK’s 2050 net
zero target) while maintaining productivity is core to the government’s Industrial Decarbonisation Strategy. The Strategy, which sets out an ambition for the industry to reduce carbon emissions by at least 67 percent by 2035 and by at least 90 percent by 2050, represents a decarbonization line in the sand and will guide policy thinking and government investment in the years ahead.
Although these targets are certainly admirable, exactly how they will be achieved without a reduction in growth or output can seem, at least initially, to be a bit of a head scratcher. Helpfully the recent Net Zero Review, released only a few weeks ago [at time of writing] is brimming with excellent ideas and suggestions for government on how it can turn these targets into reality. Published by former Energy Minister Chris Skidmore, the review advises on how the UK can tackle climate change alongside reaping the economic benefits of leading the global low carbon transition.
The review provides ample consideration to ‘turbocharging growth’ and decarbonization across the UK’s core sectors, including manufacturing. It recognizes that emissions reductions within the sector will be delivered through greater energy and resource efficiency, fuel switching to low carbon fuels and through the adoption of yet to be commercialized decarbonization technologies such as hydrogen and carbon capture and storage (CCUS).
While it is encouraging to know what the solutions are on paper, achieving their widespread adoption without disrupting overall output and commercial opportunity poses a potentially significant challenge, particularly for manufacturers operating at smaller and more dispersed sites. These manufacturers are already facing high energy costs on top of the cost of decarbonization and a lack of tailored

policy and funding solutions to help them prepare for the years ahead. This contrasts with their larger counterparts clustered within already established manufacturing and industrial areas, who will be more easily connected to the future CCUS, hydrogen and electrified grid systems that will be vital for bringing net emissions down to zero.
While the review sets out useful recommendations to government, such as accelerating and unlocking the decarbonizing potential of energy efficiency investment as well as incentivizing on-site generation by Q2 2024, it likely offers little comfort to manufacturers today that are concerned about how they can secure their place in the rapidly accelerating net zero transition of tomorrow. Fortunately, there are already available solutions whose short-term adoption can deliver long-term emission reductions and a route to net zero, in addition to very necessary energy and operational cost savings.
Many of these such solutions have been embraced by one of our members, Lancashire based Evans Vanodine International. The developer and manufacturer of cleaning and hygiene products has completed a range of projects that address its environmental impact, and which aim to achieve a more productive, safer and streamlined working environment. These range from simply converting lighting to LED in its office spaces, to optimizing and changing the mixing times of the products it makes to save as much energy as possible during the manufacturing process. Looking beyond just immediate emissions reductions, it has also changed how it cleans its manufacturing vessels to minimize the water required and has been optimizing formulations and improving products to use lower impact ingredients where possible. The company is also looking to invest in ambitious upcoming projects such as using heat capture technologies, in combination
with its production boiler, to save heat being lost. It is also investigating opportunities for on-site generation through a solar array.
Evans Vanodine International isn’t alone in this exciting journey. According to recent research by Make UK and Siemens, nearly half (46 percent) of manufacturing companies aren’t waiting around for government policy and are already implementing decarbonization plans, citing rising energy costs, the rising cost of raw materials and more generally the need to do the right thing as factors in accelerating their efforts. Manufacturing companies are better positioned than most to adopt new measures and procedures to realize emissions savings as many thrive on making their processes more and more economical.
Sustainability should therefore be seen by everyone in the sector over the coming years as a metric of success, rather than simply a government target or impenetrable policy proposal, as it signifies the optimized use of materials, reduction in waste and greater overall efficiency. Ultimately, a more sustainable manufacturing company will be more competitive, especially when putting its products into the global market. Therefore, although the route to net zero is harder for manufacturing when compared to other sectors, the commercial success that can potentially be secured as we march on to a net zero future should be a highly motivating factor for the entire sector. ■
Suzy Skehan
www.planetmark.com
Suzy Skehan is Sustainable Business Manager at Planet Mark. Planet Mark is an internationally recognized sustainability certification which recognizes continuous progress, encourages action, and builds an empowered community of like-minded individuals. It is awarded to businesses, properties, new developments and projects that are committed to reducing their carbon emissions.

No sooner has the Covid dust settled than the threat of recession now looms, forcing manufacturers throughout the supply chain to realize that a precarious, post-pandemic market requires a radically different mindset. Before Covid, manufacturers were finally beginning to face the demand for changes brought about by regulation and customer demands. Typically, this was seen in areas such as sustainability, inventory availability and speed of delivery, or increased visibility throughout production. When it came to the production efficiency behind these capabilities, what was once dipping toes into the waters of digital transformation, became a full on diving contest.
In the face of these different headwinds, savvy manufacturers are realizing there are two key elements to a successful strategy:
1) The considered alignment of separate business units, rationalized for efficiency, then integrated with a common backbone
2) Ensuring that this new, integrated organization is fully customer-centric
One of the earliest lessons has been that both of these aspects demand a substantial amount of data, but also create an opportunity for huge improvements in efficiency, both within and beyond the production environment.
Rationalized and integrated business units lead quickly to economies of scale that arise from smarter procurement and manufacturing. This is often misunderstood. Savings are not only made by removing duplicated effort across multiple business units, but also in solving multiple instances of the same issues. Common constraints typically include manual processes that taken together, can create a strong appetite for the adoption of new technology.
The balancing act here is to implement consistent technology both across and within the business units or brands, whilst maintaining individual identity and the best results that arise from the autonomy of those operations. Cultural issues such as the ‘identity’ of the business can become a significant obstacle to integration and derail efficiency programs if not handled sensitively.
However, it is the second perspective – using customer data to align output to demand and creating a customer-centric organization – that has the final say.
As recessionary fears continue to take hold, sustainability has evolved rapidly
from an exercise in greenwashing, to a key focus on operational efficiency in every department. For production, concerns around energy use and raw material consumption are no longer about saving the earth or the right thing to do – they are about saving costs and ensuring business survival.
The zenith of this idea is that as a business, nothing is produced (or indeed, no activity is undertaken) that is not then part of a tangible, specific demand. No goods are produced that are not already sold. No travel is undertaken that does not tie into clear benefit such as a new or increased order. Buffer inventory is eliminated. Staff are focused on the highest value tasks as defined by the business.
There have been attempts at this kind of thinking before: lean manufacturing, zero waste projects and so forth. What makes the current situation different is the presence of technology that can not only track the necessary variables throughout the business, from energy use to production output, but also the connection to customer data.
Two main questions then arise: firstly how a manufacturer can undertake a project that pulls together so many different business disciplines into a cohesive whole and secondly, just how far can it take these projects to yield improvements?
Implementing a customercentric strategy that includes production efficiency (and indeed, efficiencies throughout other areas of the business) is no small feat.
The first phase is discovery –assessing the current state of play and getting a clear picture of the status quo. This typically involves a lot of
stake holder interviews, data gathering where possible, and then looking for the most pronounced pain points.
From this, a set of recommendations follow to address these issues, that then feeds into a strategy that can outline business models and architecture. From this the roadmap can be developed, that will oversee investments to be made.
In terms of an order of priorities, this will of course differ from company to company, but any decent discovery process will quickly reveal the most pressing concerns.
Our own assessment then takes into account two factors – the effort demanded to make necessary changes and the impact that those changes will have. Of course, low effort / high impact changes will look attractive, but typically it will be those changes that are less effort but less impactful that will see the most agreement.
Production efficiency improvements (and some associated areas such as logistics) usually do demand a little more effort but they also do have a much more pronounced impact – so it is important at this stage to secure full buy in from senior figures to ensure changes will be implemented and supported.
Which then brings business leadership to the second question – how far can these changes go? Or rather, how far should these changes extend?
The immediate boundary is that of commercial relevance and benefit. If any changes to improve production efficiency – or any other aspect of a manufacturer – does not yield tangible improvement, then it should not be pursued.
But even here, there are degrees.
The cost of a change program, in terms of money, time, human resources and host of other factors can – and arguably
should – put the brakes on. This is especially true of programs in departments that might not be directly customer-facing.
But in those departments that do interact with customers, it can often pay to be a little more flexible, in the search for the next series of data points that can feed into the business to make it more efficient from the customer-centric perspective.
Beyond this, there really is no limit to the efficiencies and changes that manufacturers can explore, even within solely the production environment – although such an approach would of course limit the return made on the investment. Production efficiency demands change and change is an organization-wide mandate to any manufacturer looking to emerge victorious in the current climate. ■
Matt Fearon www.bmldigital.com
Matt Fearon is Senior Consultant at BML Digital, a consultancy that demystifies technology and digital transformation. It delivers focused, powerful, pragmatic, and effective change to some of the biggest names in business. Its unparalleled insight and expertise leads to tangible transformation that creates actual results.
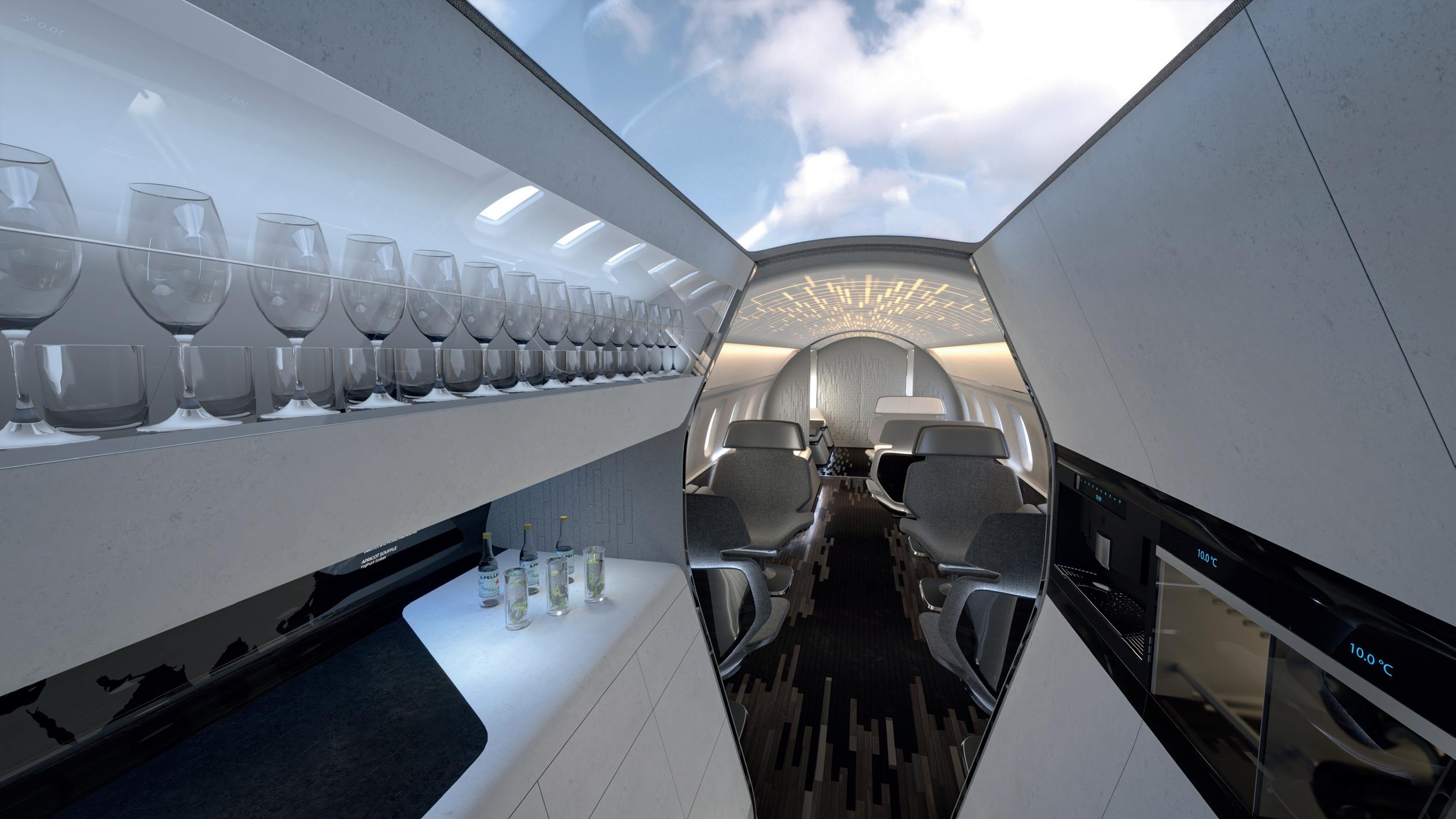
Franz List Snr gave his surname to F/LIST when he founded the business in 1950. With its original home situated in a heavily wooded region of Austria, the business is rooted in master carpentry, craftsmanship and cabinet making. In 1962, his son, Franz List Jnr, took the reins, became the youngest master carpenter in Lower Austria, and added the F to the company’s name. Today, the enterprise also has locations in Brazil, Germany, Dubai, the US, UK and Canada, and applies its age-old knowledge and techniques to a plethora of different industries.
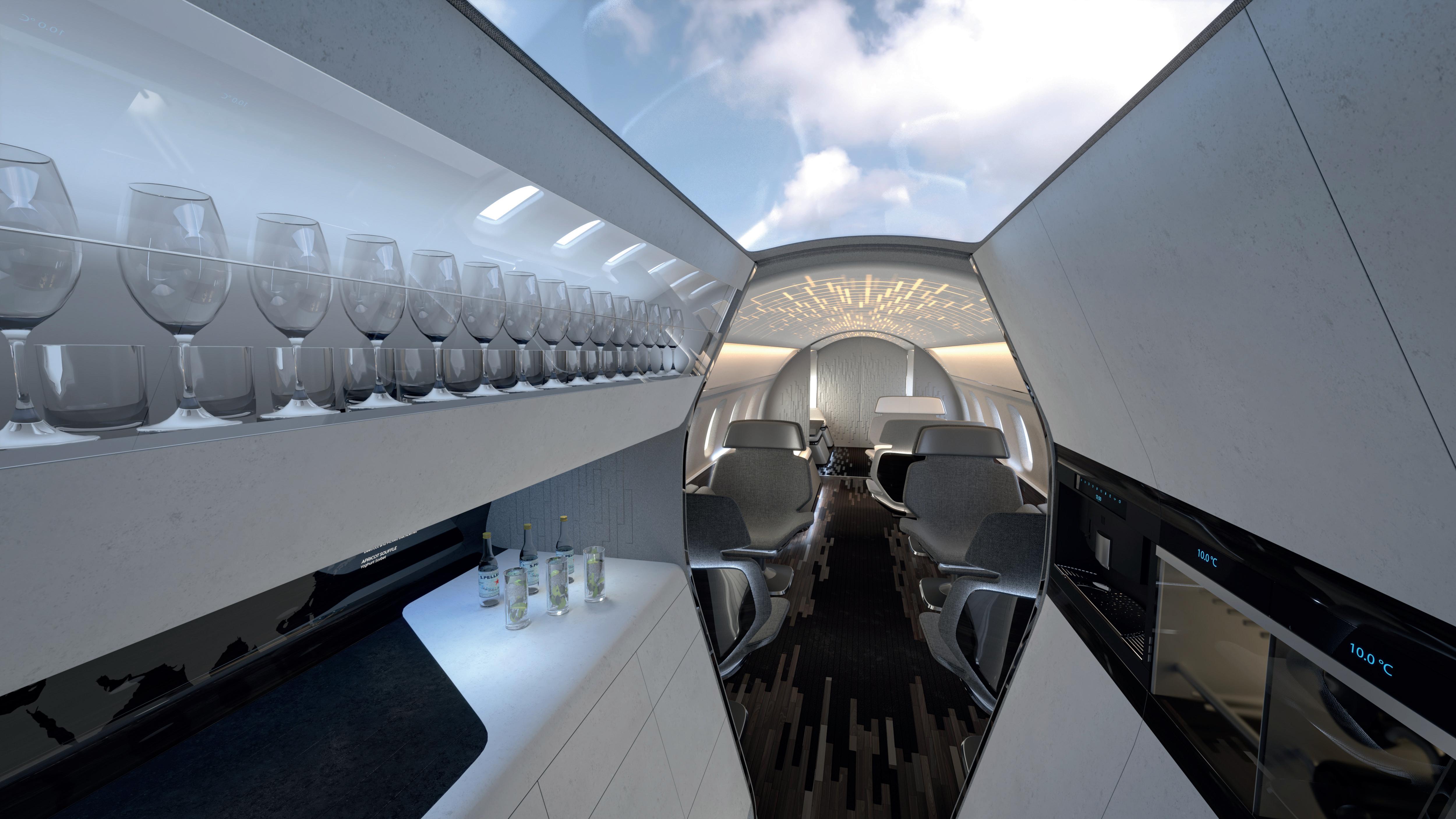
“It’s been a labor of love for the List family for three generations, with Franz List Jnr’s daughter Katharina List-Nagl representing the most recent,” begins Derek Gelinas, Managing Director of F/ LIST Canada Corporation. “The company has been steadily branching out over the last thirty years. In 1992, we delved into the luxury yacht industry, which is a huge line of business over in Europe, and then in 2004, when Katharina joined, she established our Research and Development (R&D) department. This spurred on our expansion into lightweight construction, which was closely followed by our entry into the aviation business. Ultimately, when it comes to luxury interiors, we’ve got land, sea, and air covered.
“We initially started working on Bombardier Learjets, 40s and 45s, but our work within the wider industry soon took off. By 2009, we had an aftermarket division that led to our involvement with in service aircraft in locations all over the world. Katharina became our CEO in 2017, then I joined our Canada site the following year. We are now three years into Katharina’s 15-year vision, which is a strategy to develop F/LIST’s focus on innovation, sustainability, and technology. We’ve been debuting our ideas at multiple conventions. It’s an exciting time for us.”

High quality products and customer satisfaction have always been at the top of F/LIST’s agenda, underpinned by its family-
based focus on providing a supportive and educational environment in which its people can flourish. An example of this, is the way that the company mirrored its Austrian-based technology in the Canada location when it was established. Although it seemed like a difficult and cumbersome approach at the time, to load everything onto boats and transfer it across the Atlantic, the business had two key reasons for doing so.
“Firstly, it was due to the familiarity that the Austrian teams had with the kit, and it was those colleagues who came over to get things up and running,” Derek explains. “This was the most effective way for them to bequeath their skills and craftsmanship
to our Canadian-based workforce. We were very lucky to be taught how to use the machines by the people that know them the best. The second reason became apparent once we started to interview new hires. All of our equipment is top of the line, and a lot of it is not readily available in North America, so you can only imagine how prospective employees’ faces light up when they see the toys that they get to play with.
“We also house a lot of contemporary technologies, but what’s more exciting to me is the time that the teams spend experimenting with our tools to see how
far we can stretch their capabilities,” he continues. “There is a certain curiosity that trickles down from our artisanal heritage of hand crafting and traditional methodologies, which when applied to our new lines of machinery, creates the most incredible feats of engineering. Imagine taking a master carpenter of 25 years, based in Austria, and dropping him into an aerospace project to see how his skills can be transferred. It’s amazing!”
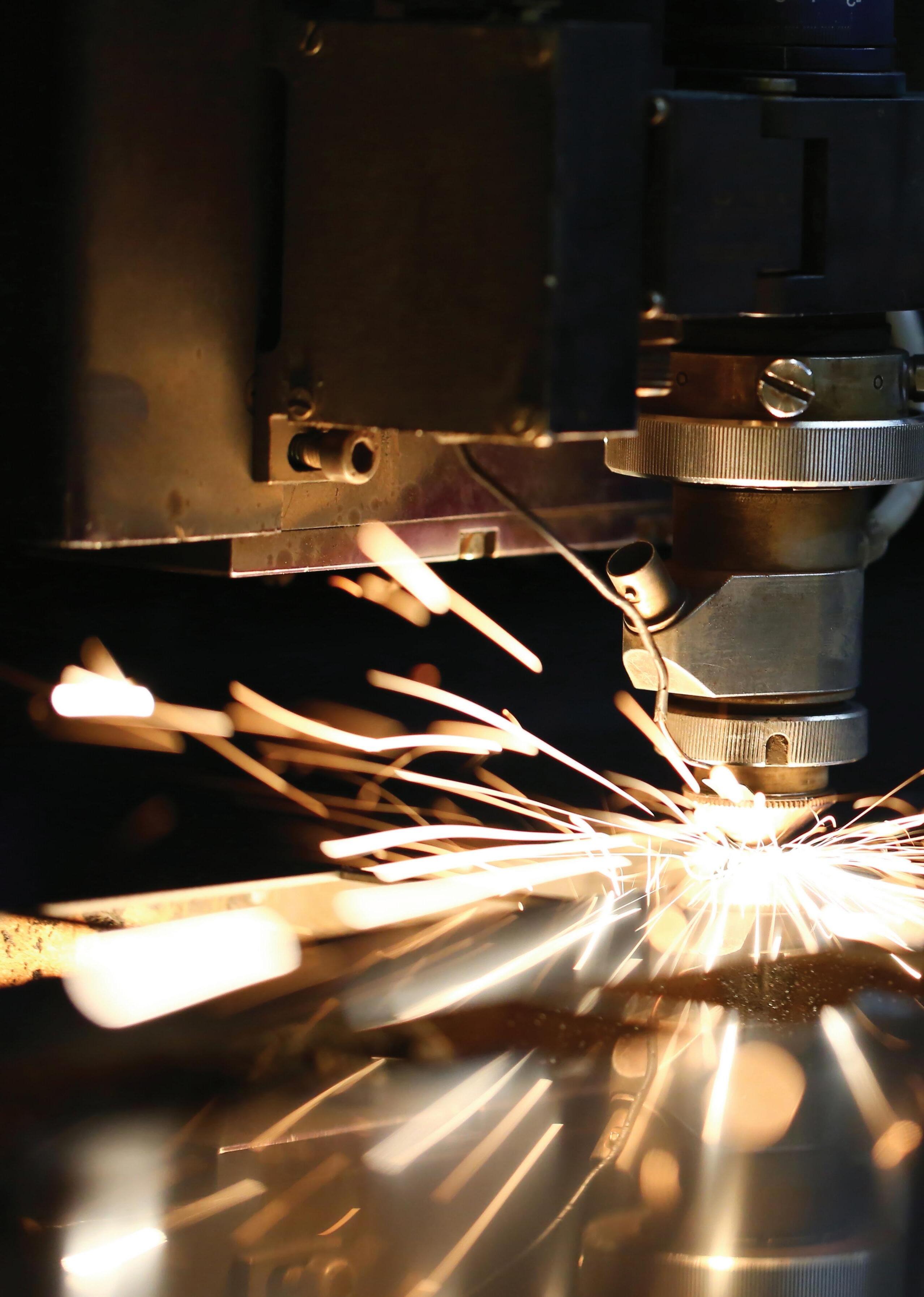
The Canada site initially focused on raw material veneers, but it wasn’t long before F/LIST realized that it needed to address the needs of local consumers for full scale manufacturing. The three key sectors in which it now operates are aerospace OEM, aerospace in-service and aftermarket, and residential. To serve the aircraft interiors segment, the location features a large format five-axis CNC machine, veneer cutting and joining machinery, pressing machinery, cabinetry pre-production equipment, two spray booths, a separate glue booth, an upholstery workshop, a flammability lab and a recently added large format laser cutting machine. It also falls on Derek and his team to bridge the innovations developed by the R&D department, now called the F/LAB, at the headquarters in Austria, over to the North American market. The Austrian locale

eight sites, with a few more in the pipeline.
“As we move forward with Katharina’s vision, the two major principles that we have chosen to address are sustainability and innovation,” says Derek. “Sustainability is an obvious one into which we, as a species, should be doubling our efforts as it means to survive. We are utilizing our infamous flair for innovation and design skills to provide solutions. We’re known for challenging the status quo and achieving feats our industry hasn’t seen before, for a customer base that thrives on having the best of the best.
“We are continuing to push the boundaries in providing solutions for our future clients, with a particularly exciting avenue being that of our sustainable decorative materials. WHISPER Leather for example is a new generation of leather, which is manufactured from plant-based raw materials. However, it has been developed in such a way that it not only meets the expectations of the traditional animal-based alternative but exceeds its functionalities and places-of-use too.”

Derek cites the organization’s method of managing supply chain relationships as being inherited from its European roots. F/LIST bonds with its vendors, suppliers and customers, in what he refers to as eye-level partnerships. The


great value of these connections come from strong, long-standing relationships, in which all parties practice the utmost honesty and support for one another. “Some of the actions I’ve seen at this company would boggle the minds of those working elsewhere in North America,” Derek goes on. “I have witnessed senior specialists notice imperceivable defects in products that have already been signed off by customers and proceed to contact them immediately about fixing the fault.
“We also like to consider our closer competitors more like neighbors, as we regularly help each other out. We would rather share our inventory stock, given that the lead times for some of our European components can be two to three weeks, so that everyone can avoid disruptions. I believe this to be a far more advantageous approach to navigating your supply chain than conventional dualsourcing or strategically holding stock around the country. We still practice the latter to a small extent but thrive more so on feeling like we belong to a community where everybody helps each other out.

One of the main factors that Derek states attracted him to his role, is the emphasis that F/LIST places upon its people and working culture. The company strives to facilitate learning and career progression by creating a fun and encouraging atmosphere in which people are proud to work. “The Head of People & Culture, Monika Putz, has been over from Austria recently, workshopping our new culture guide with the teams. Another company-wide initiative is promoting international opportunities for employees on a long- or short-term basis. For example, this year F/LIST Canada is hosting two employees on long-term assignment from Austria and will be sending three of its top employees over to a new developing location to share their expertise. This is a real point of pride for people.
“We like to celebrate first-time delivery of a new, or really well executed product or service, as well as stage a family day, a summer BBQ, occasional food trucks, a Halloween costume/pumpkin carving contest and a Christmas event every year. In keeping with our Austrian heritage, there’s also our “F/LIST Canada” version of an Oktoberfest potluck every autumn. The social element is so crucial to sculpting a workplace that gets the most out of everybody. As a result of all the orchestrated events that we host, the employees have formed their own summertime tradition, organizing a barbecue every Friday afternoon in our parking lot to get everyone together. I always say that I’m trying to run Hotel California, as I want everybody to retire here!
“We aim to stand out from our competitors, by being what we hope makes us an employer of choice,” Derek concludes.
“Looking forward, I want to see us grow the reputation of a worldwide high-end luxury interior brand, all within a culture that celebrates people who love what they do.” ■
www.f-list.at

Axioma Metering (Axioma) is known as a worldwide pioneer in the metering industry. First set up in 1992, the company began with the creation of an innovative ultrasonic heat meter; since then, it has gone on to develop and manufacture myriad ultrasonic heat, water metering, and data management Internet of Things (IoT) devices, with sales increasing exponentially over the last two decades.

Sitting down once more with CEO, Ignas Vosylius, we get an insight into the company’s growth trajectory. By the end of the year, Ignas expects turnover to reach a staggering 80 million euros – not bad for a company that, prior to its mass market expansion in 2019, was turning over an eighth of that. “I think we need to give props to the market and the people who are now paying more attention to the global problem of water scarcity,” he

. . . we want to implement good, innovative technology in a new way – one that will create a cost-effective and more accessible end product
begins. “That has driven a majority of the demand, but then, of course, underpinning that is our innovative methodology.”
For Axioma, innovation is key; it is one of the core tenets driving growth. As a trail blazer, there is no alternative way of being. The new and the novel are fused to the company’s sense of identity.
“We have a long track record of creating specific solutions for persistent problems,” notes Ignas. “It can be something like
investigating how to use ultrasound as a means of measurement. You see, we have the luxury to play around in numerous areas of interest. Combining a rich company-wide bank of knowledge and industrial expertise concerning niche segments and market trends puts us ahead of the competition.
“But make no mistake: our goal is not necessarily that of creating a new product that has never been seen before,” he goes on. “Rather, we want to implement good, innovative technology in a new way – one that will create a cost-effective and more accessible end product. People want innovation but without all the nonsense that can oftentimes be attached to it. Indeed, smart meters are installed in lots of different locations: all kinds of basements, inside, and outside in various environments.”
Consequently, to create professional, high performing products that work in a variety of settings, Axioma has invested significantly in automation. Ignas is keen to point out a core difference between his company and others.


“When people consider automating processes, it typically comes from an ambition to minimize the overall costs associated with manufacturing and production,” he explains. “Whereas, at Axioma, the more important goal for us is applying automated technologies that can perform operations otherwise impossible to manually carry out. The result is an increase in our standards and – eventually – our end product.”
Focus, dedication, and long-term planning are key – and no one knows that better than Ignas. He is a firm believer that, together, these are a necessary remedy to the ongoing issues concerning the supply of electronic components like semiconductors, which Axioma is heavily dependent on.
As Ignas informs us, the company was handicapped for almost a year, running at just under 20 percent of
its full capacity. But that didn’t stop Axioma. “Though hampered, we refused to stop moving forward,” he says. “We ploughed on with an array of strategic investments. Yes, it was a painful financial period, but we knew it was a short-term problem. We didn’t want to just maintain our capacities, we wanted to double them.”
In October 2022, as Ignas mentioned, Axioma was running at a low capacity. But by putting this optimism and determinism into a practical action plan, the company managed to significantly turn the tables in just a matter of weeks.
November saw that figure rise to 50 percent and by the end of the year Axioma was back up to a 75 percent operating capacity. That’s a staggering increase in just three months. For Ignas, it was essential

By 2026, the total investment value will sit at around 70 million euros
that the company maintained its quality standards during that period of flux.
“It has been a very intense and challenging time, and I am thrilled with the results we have seen. However, I am even more proud of our team, who accepted this challenge and put in huge amounts of effort, showing exemplary cooperation to make this happen. We have proven that with the right level of dedication we can conquer the most ambitious targets!”
Axioma has invested around 30 million euros so far into its factory, which was built back in 2018, effectively doubling its production capabilities. “A couple of

months ago, we started construction on a new factory, which will be located in a neighboring lot; it will be twice as big as our current facility and will triple our total floor space,” reveals Ignas.
“We will begin with just one production line, but will soon equip it with four,” he concludes. “By 2026, the total investment value will sit at around 70 million euros; it’s all part of our growth plan. Indeed, within the next year, we are planning to quadruple in terms of volume, and we have put a very clear framework in place to achieve that. We are moving fast – hopefully we can catch up soon and tell you how we did!” ■
www.axiomametering.com/en

With the aim of supplying the rapidly growing UK electronics industry, Ronnie Hetman and two peers set up V Tech SMT (V Tech) in 1997. IBM, Compact, Hewlett Packard, Motorola - all these huge technology players were scaling up operations across England and Scotland at the time, and capable, trusted electronics suppliers were in high demand.
As Ronnie aptly points out, many of these companies have since moved on, establishing operations in more cost-efficient territories overseas. But V Tech remains
here – and it’s still going strong. Indeed, since 1997, the business has grown year-on-year with balance sheets firmly in the positive.
Accredited to ISO 9001 and 14001, V Tech specializes in the supply and worldwide distribution of equipment and consumables to the electronic assembly industry.
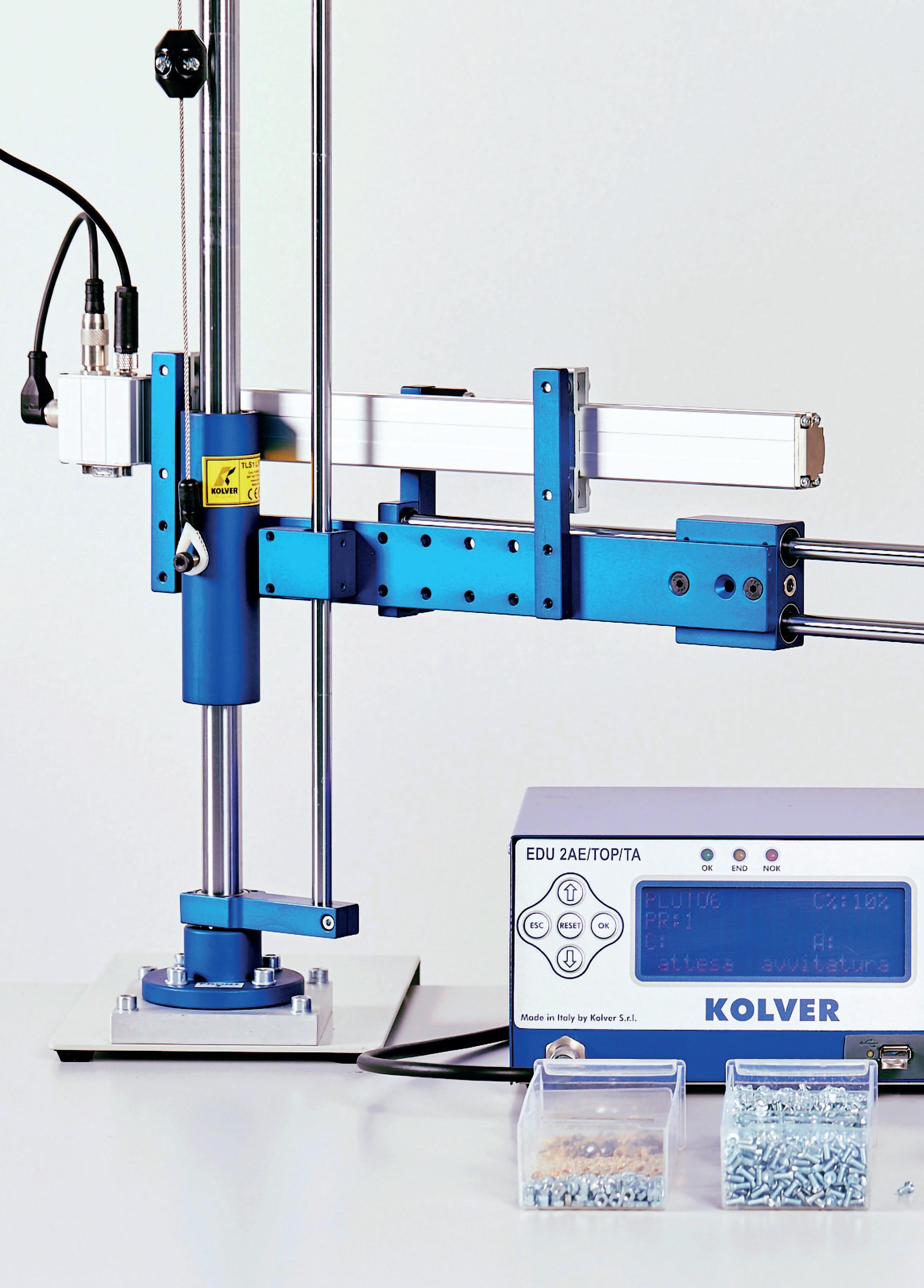
Specialist adhesives, UV curing, underfill, SMT adhesive, electronic kits, silicones, JBC soldering equipment and accessories, fume extraction, lasers, 3D printing, Kolver torque drivers, Vision inspection equipment, various production consumables - the product portfolio at V Tech is extensive. Even that feels like an understatement. Services also include downpacking, repair work,
The company is made by its people, not the directors. I think it’s a really good culture
site visits, demonstrations, product trials, and vendor managed inventory.

To get a better idea of how V Tech arrived in this esteemed position, we ask Ronnie about some of the key milestones behind the business. But the answer we get – at least initially – is not one we expect.
“Unfortunately, it doesn’t really work like that,” he begins. “In a way, it’s much simpler: you just focus on the key accounts, and then you go from there. The way we used to work was our engineers would spend one or two days with a company, make as many contacts as possible, and then go on to bring in the big accounts. Since many larger companies have moved abroad, we must work with a lot more companies to generate the same level of volume.
“We finished 2022 with record numbers,” Ronnie reveals. “The reason behind this is probably taking on new products, as well as
expanding into new, previously untapped markets. We like to think of ourselves as a one-stop shop for everything. One of our biggest accounts is Honeywell, and there is only one in Scotland, but they have given us access to look after other Honeywell site in the UK, which is definitely a broad one – from aircraft equipment and non-consumables to repair and workshop services. Yet, looking back over the last 25 years or so, there have been no key milestones to speak of – just lots of hard work.”
Naturally, the backbone of all that hard work has been built by V Tech’s people. “All our employees have been here for quite some time,” says Ronnie. “The company is made by its people, not the directors. I think it’s a really good culture. People have
always come to us after joining and said it’s not like this anywhere else!

“It’s also important to point out that I’m not the boss; instead, our boss is the customer and our entire workforce believes in that,” he goes on. “If an employee has a job to finish, usually they will stay after work and get it done.”
Picking up on Ronnie’s assessment of V Tech as a one-stop shop, we are eager to find out a bit more about what goes into the business and how it aims to deliver multiple services and products to customers, thus creating a holistic and diverse offering for its range of clients.




“At V Tech, our main product line is specialist adhesives,” Ronnie details. “Which have to be stored at -40C or have very long lead times which we manage for our customers,


























so we are dealing with sophisticated products. Within the electronics space, this is becoming an increasingly diverse line, and we intend to capitalize on that.
“Moving on, we then supply everything that goes on a bench to manufacture or repair a printed circuit board,” he adds. “So, that means we are supplying the benches, microscopes, fume extraction, tools, soldering equipment, inspection equipment, as well as anything else that a client will need to carry out an array of circuit board manufacturing processes.
“Furthermore, we have our very own bespoke tool room that can make jigs and fixtures with a quick turnaround time. So, for instance, if someone wants a jig or a fixture, then we can produce one in as little as three days; whereas many other companies can take as long as four weeks to carry out the same task.”
For Ronnie, another important aspect that sets V Tech apart from the competition is the company’s acute focus on customer service and aftersales support. “Our customers know that they can call us at any time,” he says. “Rather than using up to 20 different companies, our partners understand that they can rely on us to do it all under the one roof.
“Another unique selling point for the company is our appropriation of cuttingedge technology,” Ronnie continues. “We sell cobots and robots, but we don’t just supply them; rather, we will specifically configure the units to do exactly what the client wants. That means we always have software engineers on hand to integrate a cobot, which, for those that don’t know, is a unit that can work with no guarding on a bench alongside a human.”
“With these machines, you can carefully and accurately lay down an adhesive onto a board. It is a very fine and delicate process; tiny amounts are dotted along the board, and these dots are so small that they are hard to see with the human eye. These cobots can be quickly reengineered to do other sophisticated tasks such as soldering, screwing, encapsulation, handling and many more things”
As Ronnie goes on to explain, to promote full traceability, V Tech ships out all its technology with a unique barcode on every internal part (as well as the overall boxed shipment). The purpose of these individual barcodes is to ensure that customers, after scanning the item, can access a wealth of information, including how the part integrates within its wider system,
its expiry date, and its storage instructions (for instance, it might have to be kept above/below a certain temperature).
Entering 2023 off the back of a record year is a motivating time for V Tech, and Ronnie remains very optimistic despite the news that often clamors through our media devices. “We have recognized the trends: people are negative; things aren’t going well,” he concludes. “It is very difficult, but we now have more staff than ever, the phone is ringing more, and increasing numbers of orders are coming in. So, though Britain is going to get hit somewhere along the line this year, we are proudly bucking the trend. Looking ahead, we want to accrue more and more new customers and continue on our growth trajectory.” ■ www.vtech-smt.co.uk
How global testing company, Cerulean, is experiencing tremendous success in unfamiliar markets

Established in 1945, and renamed in 2001, Cerulean is a worldleading provider of control, testing and measuring equipment. Having started exclusively in the tobacco industry, the company has gained a global reputation for innovation and precision, while providing excellent customer service.
Since its foundation, Cerulean has experienced tremendous growth and has successfully expanded into new markets beyond tobacco, such as food, chemicals,
and industrial goods. Steve Frankham, Managing Director at Cerulean, discusses the company’s growth, its innovative capabilities, and plans for the future.
Steve begins: “Originally, the business was part of Filtrona, the largest global manufacturer of cigarette filter rods. There was no testing kit on the market for those cigarette rods, so Cerulean was born as a division to fulfill testing requirements, initially for in house produced rods. It then grew rapidly, as other cigarette manufacturers
began to invest in testing kits for their own products. The division was sold to Molins Plc at the turn of the 21st century, and again in 2017 to Italian engineering company, Coesia. We are still dedicated to tobacco testing products, but we are now involved with other consumer products too.”
As Steve highlights, the company no longer operates exclusively in the tobacco industry, instead boasting a large array of solutions and capabilities for numerous markets. It has designed an air sampling range, for example, to detect enzyme and
dust levels in specific environments such as detergent factories. Cerulean also offers a range of automated robotic systems for laboratory environments, particularly for the healthcare and pharmaceutical industry.


Additionally, the business has expanded into product testing machines for the cosmetics and personal care sector. Specifically, it has developed bespoke machinery for packing and testing unfilled tubes, such as those used for toothpaste and ointments. With machines for identifying leaks, inspecting packaging, and automatically checking caps and seals, Cerulean is revolutionizing the tube testing process by enhancing both its efficiency and accuracy. The company has also recently developed Celsius, a range of products designed for food temperature testing in the chilled and frozen food markets.
“The standard way of
measuring food temperatures is either using an infrared thermometer, which only measures surface temperature, or by probing the food to get a point measurement,” Steve explains. “But neither of these methods provide an accurate average temperature of the product. Celsius overcomes this issue by measuring naturally emitted microwaves that come off the product, which provides an average temperature.
“The product itself looks similar to a traditional microwave, but instead of heating food, the cavity is used for the measurement process,” he continues. “It is primarily used in the food industry during dispatch, so that the company or person in charge can demonstrate that the food was the correct temperature at the time of dispatch. It’s a real sustainability tool for the industry because it reduces food waste; products must be thrown away if a probe is used. It can also be used in food factories for process optimization, specifically to reduce energy being wasted on the cooling process. We have also developed software packages that enable all the data to be added to a database, which can be manipulated, downloaded, or used in exactly the way the manufacturer requires.”
He continues: “Our customers want information, not just a big piece of equipment, so the database we provide is just as important as the machines. Software

Our customers want information, not just a big piece of equipment, so the database we provide is just as important as the machines
is the biggest complexity within the business, and there are two elements to our software. Firstly, the physical workings of the machine; the valve needs to open and close at the correct time, for example. Then there is the data handling side, which includes managing the database, comparing results against specification, and producing reports.”
Returning to the tobacco industry, Steve explains the company’s work with heated tobacco products.
“These look like small cigarettes, but they are placed in a heater and the nicotine is released without the tobacco being burned, meaning the consumer gets the nicotine they want without the chemical combustion and residue associated with burning tobacco,” he describes. “These products have intricate internal features that need to be tested, but because they also can contain metallic materials, you cannot access the internal parts through ultrasound or microwave. Instead, we used X-ray technology to examine the product in various dimensions. In this case, we also worked closely with Hamamatsu, who developed an applicationspecific camera for us that not only fulfilled our measurement requirements but is also a cost-effective solution.”
Despite its constantly growing work in unfamiliar markets, Cerulean remains committed to its roots in the tobacco industry. It supplies physical property test instrument stacks, which “measure a myriad of things; weight, circumference, pressure drop, moisture content, or resistance to compression,” says Steve. These individual measurements allow the manufacturer to assess the physical properties of the product.
Turning to the people side of the business, Steve describes: “We are of a size where everyone knows each other and that shapes our inclusive culture. We encourage entrepreneurial attitudes and innovation, with everybody understanding

and respecting the framework in which this is managed. We are not a particularly hierarchical company, so everyone’s ideas are equally valued. Overall, we are friendly, hardworking, innovative, and flexible. We support our employees in taking their career in whichever direction they desire, helping them to grow and develop, both personally and professionally.”
Steve reflects on how Cerulean has navigated supply chain challenges, transforming potential problems into avenues of success. “It’s forced us to be more innovative,” he says. “We have used the supply chain difficulties to drive entrepreneurial and innovative culture within the business, encouraging the team to find available solutions to our shortages.
“We have been able to reengineer products by using available resources,” Steve continues. “We are fortunate that the



breadth of the business has grown outside of tobacco and into other industries because this allowed us to increase the supply and technology base of the business, which in turn helps fuel the innovative culture, and of course grow our overall turnover and make the business less dependent on one sector.”
Looking ahead, Steve concludes: “I hope that we can further spread our wings to engineer more growth and add to our platform of services and capabilities for existing clients, as well as new ones. Typically, it’s a lengthy process to gain new repeat customers, as it takes time to build up a rapport based on quality and trust. We must accept that this dynamic exists and strive to grow our customer base year-on-year.” ■
www.cerulean.com
How CarnaudMetalbox Engineering is using its growth and expertise to meet consumers’ demands for sustainable packaging solutions

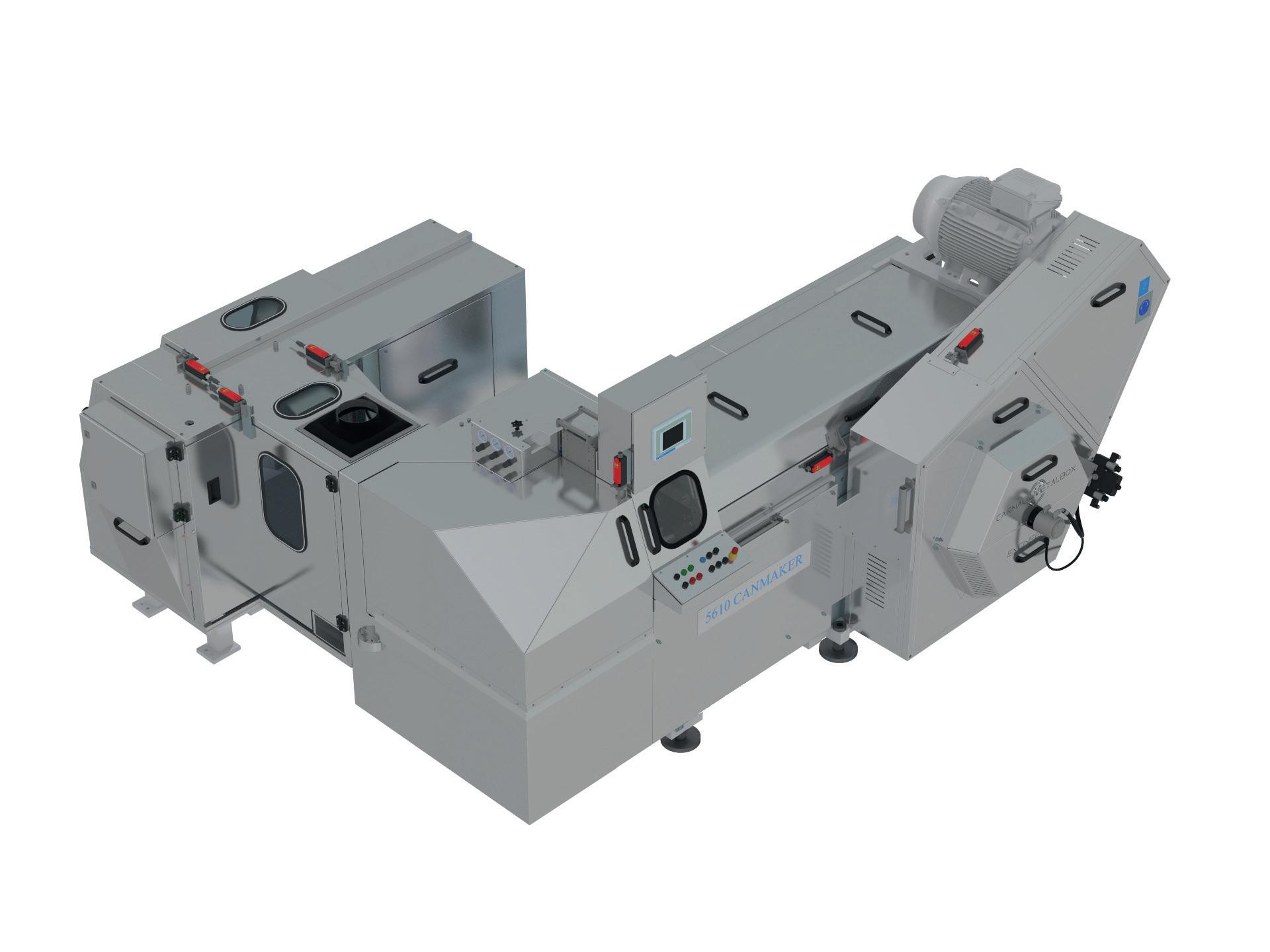
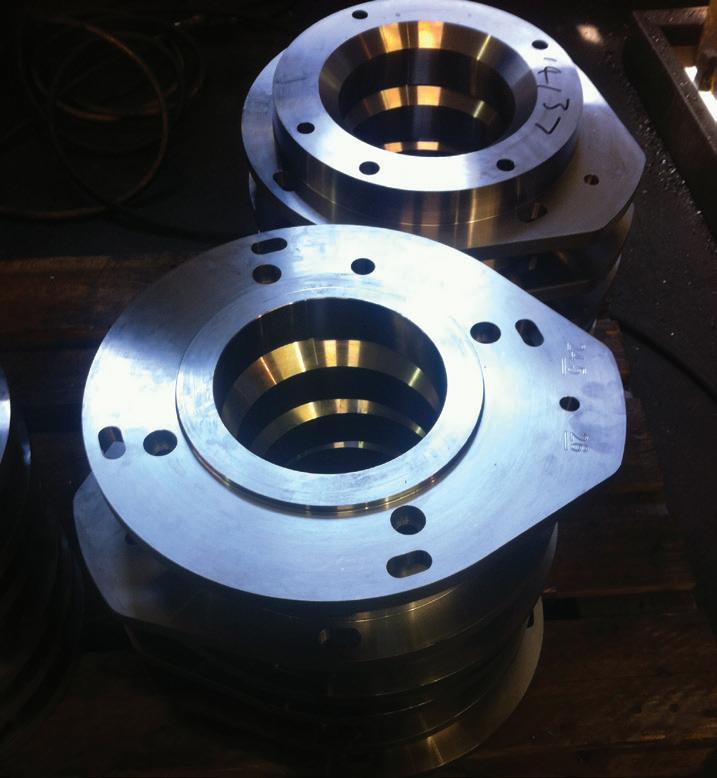
CarnaudMetalbox Engineering (CMbE) is a leading manufacturer of can making machinery and seamer tooling systems. It is a customerdriven operation with equal dedication to efficiency, quality, and sustainability.
As part of Crown Holdings Inc, one of the world’s leading producers of metal packaging, CMbE serves an international market, with offices in the UK, United States and China. Having spoken to Marc Hoche, Vice President at CMbE, in February last year, Manufacturing Today was keen for an update about its continued success and the new facility in Leeds.
“Following on from last year’s article, I still feel people are more aware of packaging, particularly in terms of its sustainability, and the can is one of the most recyclable containers around,” begins Marc. “Production lines can run up to 3400 cans per minute, so you can imagine the amount of engineering that goes into the container and the production machinery that must operate at such high speeds.”
With further investment CMbE now have a world class manufacturing facility, including fully automated Mazak ‘Multi-Tasking’ cells

Founded in the 1930s, CMbE has nearly a century of experience and expertise in cuttingedge metal forming and finishing equipment. In 1986, it won the Queens Award in Technological Achievement for its revolutionary design of a new Spin Necking system. Its precisionengineered machinery, such as the Bodymaker, remains an effective design, as does the Trimmer, and when combined, the two offer a high-speed fully integrated can making machine. Indeed, the business takes inspiration from its history of engineering excellence. Today, it continues to develop innovative can making machines, as well as decorating systems and technology.
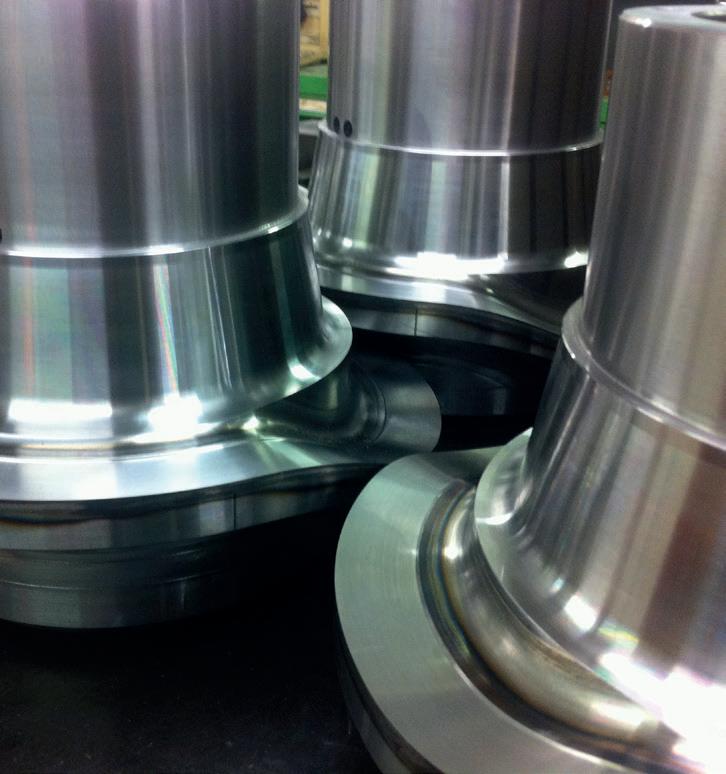
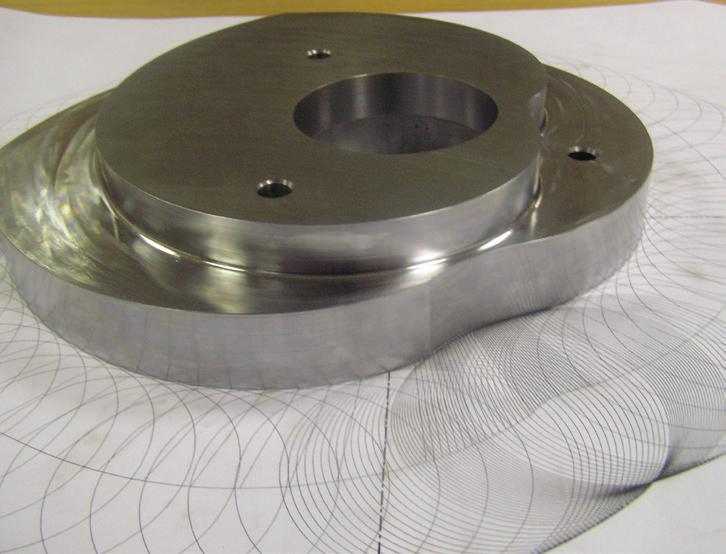
 ▲ FJW-100/160
▼ Canmaker
▲ FJW-100/160
▼ Canmaker
Its decades of industry knowledge and experience shine through its designs and have enabled its tremendous growth and success.



“We have been in the industry for a very long time,” explains Marc. “We have been manufacturing can making machines for more than 85 years – from the birth of the industry really. In 2024, we will have been at our purpose-built Shipley site for 60 years and we have grown quite considerably in that time, with the recent expansion to the new facility in Leeds. By September 2021, we were laying our first customer machines down for assembly at the new site, having completed an £8 million refurbishment,” recalls Marc, “which was a Herculean effort to achieve and a credit to all the teams involved. 2023 marks some significant milestones in machine production, including the 2000th
Bodymaker, the 1000th Die Necker and the 100th ReformatTM Spray Machine.”
Prior to its new facility in Leeds, CMB Engineering’s headquarters in Shipley included both the manufacturing and assembly elements of the company. Its Leeds site is now home to the assembly shop, which has doubled its capacity and cleared space in Shipley for other developments.
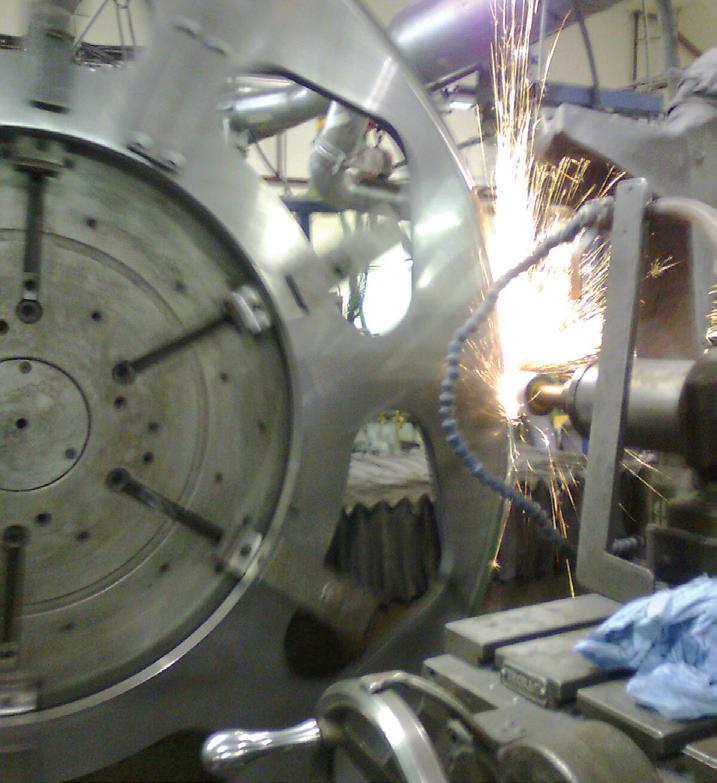
“Our new site has given us the opportunity to reorganize the manufacturing environment. Underpinning the concept for the layout, has been the optimisation of material flow through the complete manufacturing process,” Marc adds. “With further investment CMbE now has a world class manufacturing facility, including fully automated Mazak ‘Multi-Tasking’ cells, benefitting from the complete fusion of CNC turning and a machining center all in one, offering ultimate flexibility and lights out production. Due to the nature of the




product range, the investment in automation has been carefully considered to maximize productivity whilst maintaining flexibility. The flagship of the new investment is a Mazak Versatech vertical milling machine, 37m in length and boasting a maximum workpiece capacity of 9m x 4m x 1.2m, making it one of the largest capacity production machines in the UK. The optimised layout, along with the new manufacturing capabilities and automation, provides CMbE with a fully integrated manufacturing environment taking full advantage of new technologies.”

Additionally, the company prides itself on being customer-centric and is renowned for the quality of both its services and products. Marc explains: “CMbE is dynamic and is always seeking solutions for its customers. When we bring visitors on-site and give tours of the facility, we let our employees take the lead and it is always rewarding to receive

positive feedback. Specifically, customers are impressed with the professionalism of our people and the obvious enthusiasm and pride they have in the work we do.”


A salient factor in CMbE’s unrivalled success is the consumer demand for sustainable packaging solutions, rather than singleuse plastics. “There is still a huge antiplastic sentiment among consumers,” Marc details. “People are not waking up in the morning and saying, ‘I need more plastic in my life.’ It’s just not happening, so the demand for beverage cans is steadily increasing, as it is the most environmentally friendly and recyclable packaging option.
“I remain quite positive about the future,” he states. “There are some things that would be fantastic to see in the industry, such as a successful movement to get water out of plastic bottles and into cans. There is a slight movement with several
brands producing canned water, but I’d like to see it become ‘the norm’ in the future.”
60 million plastic water bottles are used each day. A large proportion of these do not enter the recycling loop, instead ending up in landfill sites or the ocean. For instance, the World Economic Forum estimates that by 2050, plastic in our oceans will outweigh fish, with eight-to-nine metric tons of plastic entering waterways every year. This totals 937 million tons of plastic in oceans by 2050, compared to 895 million tons of fish.
“A simple shift of two-to-three percent of water out of plastic and into cans would not only have a significant environmental impact but would mean growth for can makers,” Marc explains. “Swapping from plastic water bottles is just one example of a sustainable change that could significantly alter the growth of can making machinery providers, including CMbE, as well as the wider can making
industry.” Its increased capacity combined with an obvious passion for sustainable solutions ensures CMbE is ready for the water industry’s plastic-to-beverage-can revolution.

Reflecting on the past few years, Marc highlights: “When I have talked to our workforce, I have assigned a theme to each year. 2021 was about capacity, rapidly expanding to take advantage of the market situation. 2022 has been focused on transformation. We needed to update and modernise considerably, so we have transformed the machine shop and completed several technology and IT projects. 2023 is about consolidation. We need to embed the transformations and deliver the efficiency we expect from the updated machine shop. Whilst not without its challenges I am excited by what the future holds for CMB”. ■
www.carnaudmetalboxengineering.co.uk
In taking 2022’s international troubles in its stride, Fragrance Oils has learned, developed and come out stronger

Today for the first time since 2021, Andy Stedman, Scentmaker and Head of Fragrance, draws an immediate comparison to the new challenges Fragrance Oils (FO) is currently facing. “When we last spoke the company was overcoming some internal hurdles, but throughout 2022, we’ve predominantly been battling factors in the external environment, mostly relating to the global economy. There has been a stark rise in pressures surrounding the cost and procurement of raw materials, energy and freight prices, and the temporarily shrunken markets across the globe.
“Looking back over our 55th year, which we celebrated chiefly inhouse with a competition among our creative teams and talented scentmakers, I’m proud to say that, regardless, we still have plenty of strong growth stories. These are particularly based in our African and South East Asian markets, but closer to home, the last twelve months have really given us a chance to focus on our strategy. In September, we launched a new range of technologies that I’m excited to discuss, which will be a big part of what we’re promoting going forwards. All in all, we have continued to be in a good strong position for further progression.”

FO was founded as Northern Aromatics Ltd in 1967 and has remained based in the Manchester area ever since. The company is supported by one of the largest fragrance houses in the world and prides itself on combining a collaborative approach with its years of industry experience in the delivery of bespoke fragrances. The six key areas in which the business operates are personal care, home fragrance, fine fragrances, household care, fabric care, and natural extracts; all of which
are manufactured in small and larger batches and distributed across 80 countries. In 2019, the organization was acquired by Givaudan, the Swiss multinational manufacturer of flavors, fragrances and active cosmetic ingredients, and since this acquisition, the business has gone from strength-to-strength.

“As a result, we have spent the last couple of years developing a greater understanding of the ways in which we can utilize being part of Givaudan to our advantage, as an independent company. In terms of operations, considering that we’re a singlesite manufacturer based in the UK, previously one of our biggest challenges was meeting international shipping deadlines. So, over the last 12 months, we have started to use Givaudan’s regional facilities to supply our customers in China and South East Asia directly. This has hugely improved our position in the area and has cut our previous shipping times of four-to-six weeks, down to three-to-five days, enabling us to be far more competitive within those markets.

We wanted to make sure that every employee is recognized in our creative process, so everyone now carries the title scentmaker
“In a similar vein,” Andy continues, “we launched a couple of new developments in September, which are focused around two key areas. The first is all about wellbeing, and through using patented Givaudan technology, we have created fragrances that can enhance a number of emotional mindsets. These can help to make you feel happy, invigorated, relaxed or even help you to sleep better. Having something that is scientifically proven, in a market that is so keen on self-care, is a huge opportunity for us. The second area is called Odouraze, and is designed around the control of malodours. We believe that throughout the pandemic, everyone naturally spent more time at home, and as a result, is now more aware of the different background smells in their homes.
Our new range will offer specific solutions to consumers in tackling these issues.”
In 2021, FO undertook a rebranding exercise to redefine the brand proposition, building on the customer focus of the company and driving our vision for success. The exercise involved defining the new company mantra: “We’re better together”, alongside titling all the employees as scentmakers. Often within the industry, perfumers are highlighted as the fragrance developers, however, the business wanted to reword this traditional, career-specific title so that it could be applied to every member of staff.
“We wanted to make sure that every employee is recognized in our creative process, so everyone now carries the title scentmaker,” Andy explains. “It’s really

to highlight how, within the team, each individual has an impact on our overall outcome. The new mantra doesn’t only apply to the way in which we work with customers, but how we work together with our colleagues as well. As a result, we have created the fundamentals of a cohesive working environment that encourages everyone to flourish in their own way.”
When it comes to ingredients, FO uses a combination of natural and synthetic components, and blending the two together in the right way is crucial for the creation of fragrances. Additionally, the business supplies a collection of over 300 natural extracts to meet the ingredient claims of specific products, such as: contains Aloe Vera or Cucumber extract.

“Our process of innovation is split into two sections,” continues Andy. “The first is the result of the creativity of our development teams, and the inspiration they draw from trends within the market, fashion, colors or even music. Their ideas will then typically contain 20-to-70 of our 900 plus available ingredients. The second stream focuses on the technology capabilities, opportunities and R&D that being part of the Givaudan group has presented us with, as mentioned previously.”
Last year granted Andy the first opportunity, post-pandemic, to attend two of the industry’s foremost trade shows: Beauty World in Dubai and In-Cosmetics in Paris. “It was really good to reconnect with suppliers and customers after losing the opportunity for a couple of years,” Andy says. “It was great to be a part of the industry-wide, positive mentality again and to be reminded of the international interest in fragrance. We know that our products have an impact on consumers, and despite the global economic challenges, I still feel we’re in an excellent position to be able to grow in the future. This
kind of event also reminds you of exactly the level of competition out there and, especially for me, as head of the company, it reminds you that complacency just won’t fly.
“In five years’ time,” he concludes, “I would like to be able to say that we have fully implemented our strategic plan set out in 2021. I hope from a sales and revenue perspective that we will be significantly larger and have strengthened our position not only in the UK, but also in the Middle East, Africa, South East Asia, and both Latin and North America. Our ongoing ambition is to collaborate with our customers to support them in every way we can. Through this, we will continue to offer our employees an exciting workplace and the sense that they’re contributing towards something that really counts.” ■
www.fragrance-oils.com

Based in South Pittsburg, Lodge Cast Iron is the largest and oldest manufacturer of cast-iron cookware in the US, distributing to 70 countries and employing 600 people. This year, it will be celebrating its 127th birthday. There are many reasons why a business can break the boundary of a centenary; but when there’s a direct correlation between its own lifespan and the longevity of its products, the defining factor quickly becomes apparent.
“From a product standpoint, people choose us because our items are made from an all-natural blend of pig iron, scrap steel and alloys, which we coat with soybean oil, and that’s it, begins Dave Magness, Senior Vice President of Operations. “Our kind of cookware is very on-trend from a customer perspective; we do not use prohibited coatings, everything is built to last, and made in America.

“We’ve been going for a long time now and people associate the brand with high value goods that you can pass from generation to generation. Besides this, regarding the company’s reputation, people choose Lodge because of the working culture for which we’re known. We echo the importance of family ownership and its direct impact on the business through all of our locations. It really is just a large family, from our shareholders to our employees, every decision we make is for the benefit of the organization. It’s a very special and unique place to work.”

Among its production facilities, Lodge has two specialist foundries; one of which is over 100 years old, whilst the other was opened in 2018. Within the walls of the more recent addition there are five induction furnaces
for melting the cast iron and five differently sized molding machines through which to run it. Subsequent steps include tumbling the product, removing the sand used to create the mold, blasting, and seasoning it, and then sending it off for packaging.
Elsewhere, the company also has a 200,000-square-foot distribution center and a 40,000-square-foot warehouse. The development of the new plant was resultant of a $50 million reinvestment strategy to grow the business.
“The significant capital investment plan started back in 2015 and resulted in the build of our more recent foundry,” Dave explains. “We basically took the best practices from our original plant and laid them out in a straight line. Through this, we’ve not only improved the ease of managing the process’ flow, but we’ve also reduced its requisite time by 30 percent. We saw a stark increase in
demand during the pandemic, with everyone cooking at home instead of going out, which prompted the need for a third production line and an upgrade in terms of the technology employed on our conveyor system.



“We really owe the speed with which we got this site operational to our solid working relationship with Vulcan Engineering (VE). We’ve been working alongside VE for many years now, so in all honesty it’s probably more a partnership than anything else. They had all of the design work ready and laid out for the expansion, which meant our speed to
market was significantly faster. They know our engineering and control strategies, as well as all of our equipment vendors, so they were able to help us in avoiding the ongoing supply chain challenges.”
From 2016 onwards, Lodge has reinvested over $200 million back into the organization and its infrastructure. This has also come in the form of an enameling facility, to help the business eradicate reliance on imported elements. Given that the majority of the requisite manual labor comes in the final finishing and

packing steps of the production process, it’s also looking into extending automation to these areas. However, Dave assures Manufacturing Today will be to facilitate greater ease in peoples’ working days, not to simply replace them.


“This decision to proactively invest in the business’ incremental capacity is what I believe has triggered our steady period of continued growth,” Dave says. “Before that, we were just a little cast iron place here in South Pittsburg, but now, we are up ahead of everyone else. Other than the increased investment in our equipment, the drive in our ecommerce side, brand awareness and people, have all facilitated our boom in demand. It’s been a holistic approach covering all elements of the company. All of the above, coupled with our excellent sales folk and well-honed operational side, have led to the compound double-digit growth that we have experienced now for several years.






other platform we’re hoping to capitalize on, is international expansion,” Dave adds. “Cast iron cookware is under-indexed in the US, so getting the brand lodged with consumers across Europe, Mexico, China and the rest of Asia, would be a huge opportunity for us.

“I remember when I interviewed here and was told about the unique culture and I was like, yeah I know what working cultures are,” he concludes. “The reality is that it truly is a one-ofa-kind, kind of place. We’re up in the mountains in Tennessee and our folks are all hardworking and believe in the product, so they want to make something that they can be proud of. I am no different than the person out there packing products on the line, and that kind of family culture really enables us to do things creatively. We have a profit share initiative that gives employees a sense of ownership and drives productivity, but our key to success is really the engagement of those coming in every day and working hard for our company.” ■
www.lodgecastiron.com

While manufacturing is at the core of its work, ALVANCE British Aluminium and its sister company JAHAMA Highland Estates are championing an integrated approach to sustainable industry
In the rugged landscape of the Scottish Highlands lies the last aluminum smelter in the UK, ALVANCE British Aluminium (ALVANCE), part of the GFG Alliance. The Lochaber plant in the foothills of Ben Nevis has evolved since 1929 to maintain its competitive edge by adapting to environmental and global business conditions. Significant investments have included the modernization of its smelting technology in the 1980s, and the replanting of its hydro generators in 2010. Work on a new recycling and billet plant will start this year, crystallizing GFG’s vision of combining manufacturing with renewable energy to deliver a sustainable industrial future.



Aluminum smelting is an energy-intensive process and ALVANCE supplies 100 percent renewable energy from its onsite hydroelectric power station. This provides it with a much smaller carbon footprint than most of its competitors. “We continue to drive our carbon emissions lower, and we are committed to the wider GFG Alliance’s ambitions of being carbon neutral by 2030,” says Tom Uppington, the plant’s Managing Director.
Today, ALVANCE is developing new market opportunities through distribution of its low carbon footprint aluminum. “During the second World War, we provided around 80 percent of the UK’s aluminum. Our products have transitioned over the years. The use of aluminum will be key to supporting the decarbonization of our economy because it’s used in many different applications,
including construction, electric vehicles, renewable energy, and the associated electrical grid infrastructure,” says Tom.
Tom, who has been a member of the Lochaber team since 2007, has served as Managing Director for almost four years. “This role is incredibly varied – one minute I could be discussing the challenges of the power and aluminum markets, and the next, I could be strategizing for our people development, investments for future operations or speaking to stakeholders about our JAHAMA estate landholdings and plans for peatland restoration, forestry or local community projects. The variety of the work and its challenges is what I love about the role and the business.”
Tom’s expertise and passion for sustainability, coupled with the business’ industrial and rural estate assets, make it almost unique in the UK. This combination

also provides a host of opportunities for the company’s sustainability drive.

ALVANCE, which has run the Lochaber plant since 2016, already has the advantage of renewable hydro energy from its power scheme, resulting in a carbon intensity far below the industry average. “The process for smelting aluminum does emit greenhouse gas, and technological solutions are in the process of being developed,” Tom explains.
“Once it’s available, we will look to retrofit our operations to reduce our emissions further. We continually seek opportunities onsite to reduce our carbon footprint. For example, we are moving to electric vehicles, instead of those powered by carbon-based
fuels where possible, and working to reduce all air, water and land emissions. The business at Lochaber maximizes the reuse of all materials. For example, we work to ensure that byproducts are afforded to industries as raw material to minimize waste going to landfill. This enables a more circular economy to protect natural resources,” he says.
Alongside strategies to cut down on carbon emissions, ALVANCE and its sister company JAHAMA Highland Estates, are passionate about protecting the environment through the sustainable management of their rural landholdings. With 114,000 acres of land associated with the industrial assets, there is a unique opportunity to work with many diverse stakeholders to improve the built environment. Biodiversity improvement projects include supporting the awardwinning South of Scotland Golden Eagle Project with the translocation of golden eagle chicks from across the estate, as well as the translocation of rare mountain wildflowers to other parts of the UK.
“Our environmental work also extends to supporting people into the expanding sector of outdoor working. We are part of the award-winning University of the Highlands and Islands Rural Skills and Ranger Development course, where we support an annual cohort of people moving into long-term employment. Finally, another good example of our creative approach to land management is our own brand of venison products which is a key component of our extensive deer husbandry program. We manage our landholding responsibly and balance the needs of our communities, the environment and our desire to continue
We are part of the awardwinning University of the Highlands and Islands Rural Skills and Ranger Development course


to create a sustainable and profitable business in the Scottish Highlands,” he expresses.
Now, as the business looks to progress the growth of these initiatives, the plan is to create a new recycling and billet plant adjacent to the current smelter. This new facility will combine the primary metal produced from the smelter with recycled material to give ALVANCE an output capacity of 100kty of billet. “This project will allow us to diversify our customer base, while meeting our company objective of reducing our carbon footprint using recycled material.
“The project has been granted full planning permission and continues through the engineering development phases.” As the industry remains focused on its carbon footprint, the team at ALVANCE

believes the combination of scrap metal mixed with the company’s pure primary metal will deliver a quality product that meets the growing demand for extrusion billet in the UK, while enhancing the fundamentals of a circular economy for managing the lifecycle of aluminum.
In bringing the discussion to a close, Tom highlights that in addition to the many reasons ALVANCE is a great company, its people are the true stars of its success. “Our associated industrial assets and rural estate holdings are an incredible place to work due to our history and heritage, as well as the incredible range of roles and activities we undertake. First and foremost is safety.
We have a good occupational safety record and are always striving to improve on it. We encourage everyone in our team to participate in safety through committees, risk assessment programs and identifying hazards before they become incidents and potential injuries.

“This is a journey that will never end, and there will always be room for improvement. In addition to this, we are an upper tier Control of Major Accident Hazards site, which brings additional responsibilities and opportunities. This activity is highly specialized and requires a large technical input. We support this through the ongoing professional development of our team and ensure everyone participates in industry recognized training to build and demonstrate their competence,” Tom adds.
For Tom, 2023 is set to be a packed year. “While we have a high CapEx spend annually on our business due to its nature, this is a key year for us in starting construction on our billet and recycling plant. This project is what will sustain our future for the coming years and significantly improve our environmental credentials. It is a huge opportunity for us, our wider community, and the industries we support. Aluminum and steel are core foundation industries to the UK economy and the investments planned by ALVANCE and the wider GFG companies are key milestones on the road to decarbonizing our economy. The project will likely take about three years through to completion and will create a significant number of construction jobs, as well as full time roles to further support our community,” he concludes. ■
www.alvancealuminiumgroup.com

Board24 Ltd (Board24) is the largest sheet feeder in the UK, offering a range of products and services to meet market demands, as well as the potential to fulfill customers’ specific needs. The company’s vision is to consistently deliver corrugated sheet solutions to meet individual requirements, whilst providing excellent customer service and caring for its employees, customers, and the wider community. With three dedicated sheet feeding facilities and six corrugators, Board24 provides a flexible, reliable, and efficient service. It has seven flute types available: B, C, E, M, MB,
BC, and EB, in addition to a range of paper grades across a variety of weights. Board24 consistently invests and reinvests in innovative technology and equipment to maintain its diverse offering of products and capabilities.



The business is experiencing consistent growth, which is characterized by investment across its three operational sites: Preston, Coalville, and Larkhall. However, a new purposebuilt development in Scotland will eventually replace the Larkhall site upon completion. Board24’s Group Managing Director, Dominic Drew, joins us to shed light on the company’s growth and its vision for the future.


Dominic joined Board24 in 2020, as Board24’s Group Managing Director. He has a wealth of experience in various senior leadership roles which he has acquired from 28 years within the industry. With a long-term, sustainable growth strategy, Dominic aims to aid the company’s growth through investment in its productivity capabilities across all three sites.
Whilst many industries experienced huge decline and stunted growth as a result of the Covid-19 outbreak and subsequent lockdowns, the packaging industry grew substantially overnight due to e-commerce demands. Having joined just before the first lockdown in the UK, Dominic faced the challenge of navigating the company through the pandemic.

“We were considered an essential business, so our operations didn’t cease for a single day,” Dominic reflects. “We witnessed
dramatic changes in the industry and had to overcome various difficulties that arose because of the pandemic, particularly supply chain issues. Many of our suppliers reacted brilliantly throughout the pandemic, and we have continued to work together to understand the market’s changing needs.”

Fast-forward two years, and Board24 now has a 108,000-square-foot, purpose-built facility under construction. Based at Eurocentral in Motherwell, Scotland, the project is due for completion in December 2023. “This has been a carefully thought-out design of both the building and equipment to ensure we can manage our market and customer demands,” Dominic explains. “A new BHS corrugator is set to be installed with Avanti materials handling and Cyklop pallet presses, which will significantly increase capacity.”


He continues: “As a result of the new site, we are aiming to more than double our productivity in Scotland and the surrounding areas, as well as aligning our product range for our existing and potential customers. This confirms our commitment to support our customers with high quality products and services, whilst offering security to employees and enhancing our geographical coverage.
“Whilst our project in Scotland is our current major investment, we have also had recent developments at both our Coalville and Preston sites,” Dominic adds. “We have heavily invested in new material handling equipment at both locations. Also in Preston, we have completed a 50,000-square-foot extension as part of our growth strategy, which will allow for an increased stock flow to meet growing demand”. There has also been refurbishment in Preston, which has modernized the

offices and effectively utilized space for senior management meetings and training facilities across the business. Furthermore, a £550,000 investment in the Preston site will see the installation of 1748 solar panels on the building’s roof during the spring of 2023. Dominic sheds light on this investment: “Energy is a hot topic right now, and we have substantial energy requirements due to our operating equipment, which will impact operational, financial, and environmental aspects. Therefore, we seek to make as much progress as possible in moving towards greener energy sources.”
Dominic highlights: “We are not only focusing on green energy alternatives though. We have a strong desire to reduce our overall carbon footprint and will
continue to evolve policies and opportunities as part of our environmental strategy.”
Board24 expects the new site in Scotland to substantially reduce the number of vehicles travelling between Preston and Scotland, resulting in the removal of close to half a million HGV miles annually.

“Our investment is not only in equipment, but also in our people,” Dominic continues. “Having started out as a technical engineer and establishing his career over 30 years in the packaging industry, Dominic is passionate about investing in employees to raise individual aspirations. “Our employees are extremely important to the success of the business and our drive to succeed, so people will always be a key focus for us.”
“We have recently completed a phase of restructuring to enhance our skills base and align with the company’s vision moving forward,” he states. “In addition,
we are developing a new HR resource and various performance schemes, as I believe we have a duty of care to provide a platform for employees’ personal and professional development.”
Board24 aims to manufacture and deliver the majority of orders within 24-to-48 hours, demonstrating its flexibility and ability to adapt to customer demands. Dominic describes the company as “a highly service-oriented business that centers customers in everything it does.” Building on this idea, he adds: “We aim to collaborate with customers to sufficiently understand their needs and align ourselves accordingly. This open approach to business enables us to build rapport and maintain relationships with new and existing customers.
“Certainly, when we are discussing new investments, our priority is to consider what our customers need both today and tomorrow. As a business, we are extremely focused on the market sector, and I feel that our product offering is absolutely aligned with current demands,” Dominic continues. “The three facilities provide us with excellent geographical coverage across the UK, which enables us to offer an extensive range of services whilst we ensure the continuity of supply to our customers.”
Board24 further expanded its product offering in 2009 when the company incorporated Cases24 in its operations. Whereas Board24 supplies sheet board for conversion, Cases24 offers finished cases for trade supply, which has enabled the company to target multiple audiences.

Dominic summarizes: “Moving forward, we are focused on being a market leader with strong pipelines in people and infrastructure. We plan to drive innovation, and continue to strive for the highest service levels achievable. This will ensure the business continues to prosper, maximizing growth, and enabling investment targets and desires to be achieved.”
Board24 has built an excellent reputation in the marketplace due to its extensive manufacturing portfolio and strong emphasis on customer service and satisfaction. Ultimately, the company’s continuous investment exemplifies its commitment to enhance its offering to the sheet plant market, and to support reliable, sustainable growth within the packaging industry. ■


www.board24.co.uk

With more than 70 years’ experience and an established presence in over 30 countries, Nefab Group (Nefab) is a global company that offers packaging solutions and logistics services to customers all over the world. With a strong engineering background and global capabilities, the business provides complete packaging solutions, logistics
services, and optimization programs that save financial and environmental resources in its customers’ supply chains. Operating across various industries, including automotive, healthcare, aerospace, and telecom/datacom, Nefab produces efficient solutions by collaborating with its customers. We spoke to Christopher Fuchs, Managing Director, Nefab Packaging UK, about its sustainability mission and what makes the company so unique.

“We design our solutions with a strong focus on high performance transit packaging that offers superior protection for our customers’ products, while simultaneously helping them to reduce their environmental footprint,” Christopher begins. “We are one of a few global companies that manufacture, design, and distribute complete packaging solutions on an independent material basis, using a broad range of mediums, such as wood, steel, plastics, and paper.
Nefab has brought numerous innovations to the market, including FiberFlute, a sustainable solution that serves as an alternative to foam. This internal packaging product effectively cushions items in both dry and humid conditions and can resist multiple


drops. It is entirely made from paper, meaning it is 100 percent recyclable.
In addition, the company created EdgePak Straw, which is a fiberbased alternative to traditional sheet materials such as corrugated paper, plywood or OSB. Its strength performance is such that the material is used in the application of new UN-approved dangerous goods transportation of lithium-ion batteries. This straw-based solution is moistureresistant, easy to assemble and load, and can be customized to meet specific requirements. EdgePak Straw is also as strong as typical plywood, meaning it can stack up to four tons. It was initially created for a global car manufacturer, keen to reduce its environmental footprint. Opting for straw-based packaging saved more than 1000 metric tons of CO2 every year. In 2022, EdgePak Straw won a German Packaging Award in the Sustainability category, with the judging panel impressed by the environmental savings afforded.
“ “ “ “
In partnership with German engineers, GelKoh, Nefab also operates the LiBa Rescue system. Designed to reduce financial cost and environmental impact, LiBa Rescue enables the safe recovery of damaged or crashed electric and hybrid vehicles, and specifically their integrated lithium-ion batteries. Prior to the LiBa Rescue system, in the event of a crash or accident, emergency services often had no choice but to submerge the vehicle in water to eliminate the risk of fires. This is often a precautionary measure, resulting in damage to the vehicle itself, high financial costs, and thousands of liters of water turned into toxic waste.

However, “LiBa Rescue is a water-free solution, so it protects emergency response teams from electrocution, projectiles and fire, as well as saving around 50,000 liters of water per rescued vehicle,” Christopher explains. “It is easy to handle and maneuver, and two operators can secure a vehicle in as little as three minutes. It can be used throughout the process of transportation, allowing the experts the time they require to analyze the status of the battery.” All potential risks have been considered so that LiBa
Rescue provides safe, stable transportation; it includes a ceramic lining to prevent fuel from a hybrid vehicle escaping, and the woven material is self-extinguishing, with a gas-management system to neutralize harmful gases such as hydrofluoric acid.

Talking about solutions for customers in the lithium-ion battery segments, Christopher continues: “Our logistics and rental services are unmatched by any other company in the industry, and so attract a large proportion of our customers.” By combining packaging needs and logistics services, Nefab ensures efficiency in the supply chain, as well as reducing financial and environmental costs. Its pooling services provide clients with extensive flexibility; instead of a client investing its own capital in packaging, it can rent returnable packaging from Nefab in many different sizes and capacities ranging from a few kilos to 3.4 tons of max gross weight. As well as increasing flexibility, Nefab’s rental services are an environmentally friendly and profitable alternative to one-way packaging.


Turning to the people side of the business, Christopher says: “Considering that we have over 4000 employees spread across the globe, we still manage to maintain an intrinsic family feeling. We remain connected to our roots in the beautiful part of Northern Sweden where the company was founded and take inspiration from its blissful nature and sublime surroundings.
“Sustainability has been an integral part of the company´s DNA since the foundation. “We have been members of the UN Global Compact for around 12 years, for example. Our sustainability focus is increasing every day and we are one of the first companies of our kind to implement circular packaging products, meaning we can reuse materials to minimize waste.”

Further evidencing its commitment to be a leading green industrial packaging company, Nefab has internally developed an environmental impact calculator, GreenCalc. Christopher elaborates: “We have life cycle analysis tools that assess the impact of proposed packaging compared to alternative solutions, and then our customers can make informed decisions.” By providing a complete, transparent assessment of proposed packaging and logistics, Nefab can promote the advantages of its own sustainable solutions.
“Moving into 2023, I’d like to see increased uptake of our circular solutions, as they are a great way to save resources,” Christopher concludes. “More and more of our customers are using our analysis tools and eventually
swapping to more sustainable solutions, which is really great to see. I also want to maintain our reputation as the go-to company for lithium-ion battery transport. After working for Nefab for 26 years, across many roles in various countries, I am excited to support the company on this path of continual growth.” ■
www.nefab.com
Ambitious goals and long-term strategies: how Accrol Group is determined to support customers by creating value


If there is one aspect of the pandemic that will be remembered, it is the mass hoarding of toilet paper. Fortunately for Accrol Group (Accrol), the bathroom basic was in great supply, according to Graham Cox, the Managing Director of the independent tissue converting business.
“Throughout the pandemic, all Accrol sites remained fully operational. We put extensive safety and wellbeing measures in place and not a single shift was missed despite the incredible demands placed on us.
“Our efforts were recognised by the local authority, and most importantly our colleagues told us they felt safe too. I’m incredibly proud of how the team pulled together, supported each other, and kept production going.”
Despite the challenging environment, Accrol did impressively well during 2020. The business continued to invest in its

multi-million-pound transformation program to make all of its manufacturing facilities fully automated with stateof-the-art equipment installed as part of its drive for increased efficiency.

“Regardless of what the pandemic threw at us, we stayed focused on our strategic priorities. Whilst the path we had to take wasn’t as straightforward as expected, we’ve laid strong foundations to support us in the next phase of our journey,” explains Graham.
Accrol’s focus is on driving efficiency, sustainability, employing the right people and building a diversified business of size and scale. In November 2020, it completed its first major acquisition of Leicester Tissue Company (LTC) and shortly after in April 2021, it acquired John Dale – a wet wipe business based in Flint.

“Acquiring Leicester was an excellent addition to Accrol’s operations. Strategically located in central England it’s well placed to serve the south of the country and facilitate efficient logistics. It also strengthened our customer base and increased our capacity. We gained some excellent individuals too who now play key roles in the wider Accrol Group,” he highlights.
Graham knows the importance of having the right people, and the difference it makes to the overall success of the company. He continues: “At Accrol, we’re ambitious and we can only deliver our plans with the right people who are up for the challenge. Accrol’s ethos is every role must add value – we want to get the most out of our people and, in turn, we want them to get the most out of us.
“We’ve strengthened and restructured our management team. Each member has come from a different background, with different experiences, not only from the tissue industry but elsewhere. They all understand our long-term vision, know what great looks like and are creating value for our customers.”
Accrol now serves nearly every major retailer in the UK market and Graham and his team are proud of the reputation they’re building. “Our customers recognise the changes we’re


making and they’re experiencing the improvements for themselves. As we’ve progressed, they’ve rewarded us with further business and we continue our double-digit growth trajectory this year.






“We’re working to deepen relations with our retail partners and help empower them to meet shopper needs. We know that if our customers do well, we do well and we support each other to offer products shoppers want.”



As we tentatively move into a post-pandemic era, two topics are moving to the fore of industries across the world: cost of living and saving the planet. On the former, the global economy is feeling the impact of many markets being forced to shut down, and in the UK, the cost-of-living crisis is having significant consequences. Accrol recognises the challenges consumers are facing and Graham
shares that he is seeing a shift into private label and good-value branded products.














“Accrol is now the UK’s leading ownlabel tissue manufacturer and since consolidating and re-launching our branded range we’re also experiencing sales growth in those products too. That’s because we’ve taken the time to understand what consumers want and we’re supporting our customers to deliver against their needs.







“Our branded range of products represents incredible value – they’re brilliant products that are competitively priced. Our Magnum kitchen roll is a best seller for some of our customers and Softy facial tissue is the UK’s most popular brand after Kleenex.
“Of course, we make sure our products have attributes that compete with brandleaders, for example, we were one of the first to achieve ‘fine to flush’ accreditation for our moist toilet tissues. This means consumers






have access to sustainable products at a better price – which right now really matters.”

Graham points out that great value for customers and consumers, and doing business sustainably, can go hand in hand.
“At Accrol we’re relentlessly focused on areas that will minimise costs and reduce our environmental impact. For example, we’ve reduced energy consumption, material waste and the number of trucks on the road by working with our customers and listening and acting on many suggestions put forward by colleagues too. This has made Accrol a leaner and greener business.

“We’re committed to doing even more; we’re working towards being carbon neutral by 2025. This requires investment, but we know what we need to do to get there and we’ll continue to decrease our impact on the planet.”
Accrol launched its first ever Environmental, Social and Governance (ESG) report in 2021, outlining its ESG aspirations and the clear measures in place to track performance.
“At Accrol, ESG isn’t the responsibility of one person or team – we’re all responsible and accountable. It’s one of the things that makes us different to our competitors,” advises Graham.
Accrol’s future looks promising. The focus remains on great products at the lowest possible cost and investment continues with a new converting line being
commissioned at its Leyland site to give further capacity to support growing demand.

Graham concludes, “There’s a lot more to come from Accrol. We’re a business driven by passion and purpose and there’s still so much more we can do to create value for customers and consumers.
“We’ve only just started growing our wet wipe business, we’re excited to be investing further in facial tissue, and plans are underway to build a sustainable paper mill. We’ve created great foundations to build our business on.”
This determination and innovation is clearly what Accrol is all about, and we look forward to catching up with the business in a few years’ time to hear about how it has achieved its goal to remain a leader in manufacturing. ■
www.accrol.co.uk
ENERGY PURCHASING


£3million saved versus market since 2018
HISTORICAL BILL REVIEW
£60,000 savings in historical refunds and forward savings
SUSTAINABILITY
Carbon footprint and target setting in drive towards Net Zero
COMPLIANCE
• Streamlined Energy and Carbon Reporting (SECR)




• Energy Savings Opportunities Scheme (ESOS)






 Click here to read how we have helped businesses like yours navigate the energy and sustainability landscape?
Click here to read how we have helped businesses like yours navigate the energy and sustainability landscape?

For a long time, there has been a shared belief within the construction industry that wood is the most sustainable material available for the production of doors and window frames. Eurocell, however, has been tirelessly spreading the word and leading the market towards the recyclable nature of another product, which has been in use for over 50 years: PVC-U. The company was founded in 1974, initially as a PVC extrusion business, but over the last five decades, it has organically grown into the UK’s largest recycler of PVC-U, and a key manufacturer of PVC products.
“Eurocell is split into two divisions,” Collin Hales, Chief Operating Officer, opens. “The first being the profiles division, which is made up of three parts: Vista doors, our producer of composite and PVC entrance doors, S&S Plastics, which manufactures plastic-injection molding products, and lastly our recycling business. This segment is ultimately where we construct rigid PVC profiles, such as window structures, but we also provide foam PVC solutions for roof lines. The second, is the building plastics division. Under this, we have around 219 branches throughout the UK that sell to tradespersons serving the repair, maintenance and improvement
Through almost 50 years of organic growth, Eurocell has broadened the horizons of PVC-U manufacturers
sector. Builders are the largest customer group closely followed by roof line and window installers. Retail clients are welcome but most are guided to our branches by their installers. As a manufacturer, we offer an end-to-end service that is completely circular, especially from a recycling perspective.
“RMI works makes up 80 percent of our business, with new build and the public sector making up the other 20 percent. RMI is particularly crucial, as it refers to the replacement of the windows, roofing, doors and conservatories in older properties. During the installation process, we are able to repurpose the existing fittings by recycling them through our division one business to
feed our manufacturing facilities. We use both virgin and recycled resins in our plant, and of the 61,000 tons of material we use each year, around 17,000 tons are recycled. Our finished products are then stored in our central distribution center. Through our inhouse logistics we intend to provide sector leading fulfillment to all of our customers, service that they can trust and rely upon.
The business has two recycling facilities and a network of hubs throughout the UK where local tradespeople can dispose of windows that they have removed from projects. With the aim of reducing the amount of PVC going to landfill, Eurocell is currently looking into partnering with a


third party who can collect this waste from sites at the point of installation to make it even easier. All, but two percent, of the company’s waste is repurposed, recycled or reused, in support of its four key themes of sustainability: carbon energy, carbon waste, waste minimization and circularity. In terms of energy, the company is in the process of installing solar panels across all of its facilities, as well as local submetering on all of its machinery, to gage its electricity usage for future optimization.


I think the overriding theme for me is confidence. Confidence in what we’re bringing to the market, and confidence in everyone who’s helping us get it there


The overall green mission of Eurocell is highlighted by the environmental product declaration credentials that its goods carry.
Towards the end of 2022, the company launched its new Luma aluminum flat roof light. This product is offering customers an aesthetically-pleasing, energy-saving solution that can illuminate rooms naturally, and is available with triple-glazing for heat retention. As Colin details: “A key issue with flat-roof extensions is lighting, which we have sought to resolve. The Luma is stunningly sleek and contemporary, and unlike the more traditional roof lanterns on the market, it uses less plastic and aluminum to maximize the size of the window itself. In terms of security, it’s the only product we’re aware of that is internally secured, meaning it is harder to tamper with from the outside. Once again, our R&D department has given us something to be proud of, the team is a true differentiator for Eurocell.”
However, its well-engineered and innovative product range isn’t the only factor that the business has to thank for its significant growth in recent years.

“I think the overriding theme for me is confidence,” Colin explains. “Confidence in what we’re bringing to the market, and confidence in everyone who’s helping us get it there. This extends to our board of directors supporting the executive team in its decision-making and even to our investors in faithfully continuing to re-invest in the business. This all boils down to the people we have within the organization, and the passion and desire each of them has to be the best. When we talk about sustainability, it’s not only on the ESG side, it also refers to sustaining the business and the growth trajectory that we have achieved.
“In this current market climate, we are focusing on consolidating our resources and positioning ourselves for market share
growth. Looking ahead, there’s a large number of new opportunities waiting for us in different markets or with different products. We are confident in the foundations that we have secured, but now we’re ready to push on further yet again,” he concludes. ■ www.eurocell.co.uk
SAFE Boats is quickly approaching uncharted waters; here’s how the company is anchoring itself in success for the future

Secure Around, Flotation Equipped – that’s the meaning of SAFE at SAFE Boats International. The business, which celebrates its 25th anniversary, is a leader in engineering reliable fast response boats, driven by the safety, experience and comfort levels of passengers. SAFE Boats revolutionized the industry by designing and building boats to ensure that any boat built would take the beating of the ocean, and protect the operators.
“ “ “ “

Then came custom designs and supporting technology to improve functionality on the boats. One such example is the business’ industry-leading and patented foam collar for impact and floatation. The team at SAFE Boats created sounddampening hull designs for reduced acoustics and noise pollution in the cabin. “Keeping crew safety and mission performance at the forefront, the SAFE team developed performance technology that allows our boats to corner tighter, at higher speeds, for maximum manoeuvrability. We optimized our V-shaped hull and deadrise combination, which enables our patrol boat models to slice through rough water with minimal impact. We were early adopters of proven new technology like shock-mitigating seating to reduce operator fatigue and impacts,” explains Chief Executive Officer, Richard Schwarz.
Innovation at SAFE Boats comes down to listening to customers. By understanding their requirements, missions and remembering that everybody using a SAFE boat is out in difficult conditions, the business is able to set itself apart from the competition. “If you see a SAFE Boat in the news, it’s usually because something dangerous has happened. Therefore, when it comes to designing the boat, everything we do is with the intention of ensuring the people on the boat return safely. This approach also contributes to our decision to go for ISO9001 certification. Even after 25 years of focusing on how we improve, we turn to the customer first. We send people out into dangerous conditions, whether it’s search and rescue, offshore wind or hydrographic survey work, the same sort of conditions prevail and that drives the same needs. The idea is to bring our level of quality and design philosophy to the commercial market and leverage our military and government background,” Richard says.
With innovation comes the opportunity to expand, and considering our core US market is relatively fixed, SAFE Boats is looking to grow elsewhere. “Federal, state, and local government customers buy a predictable number of boats per year. This is a fantastic safety net for us, and also offers us the chance to expand into other sectors.”
Because the US Federal market works according to multi-year contracts, when boats already in use wear down, the Coast Guard or Navy will renew their contracts for the next generation. “Those are fairly predictable. However, the replacement of existing fleets offers us some great opportunities for growth in different areas, so that’s the obvious place for us to start looking, especially given how broad our international presence is.”
Richard reckons the business has approximately 2500 boats currently in use worldwide, including significant fleets in Central and South America, Africa, and the Middle East. “We have really increased both the foreign military sales opportunities through the US government, while also increasing our direct marketing throughout those regions as well. This is to help create brand recognition and to work directly with foreign governments.”
Recently, the business licensed the design of a 65-foot boat in Colombia. “We provided them with materials and design packages, as well as some technical assistance, and it was the first time a SAFE boat had been built outside the US. The customer just launched their first 65 footer and they are building their second right now, which was an exciting project. We don’t typically design and license boats – that isn’t our business model – but because we have a strong relationship with COTECMAR and the Coast Guard, it turned into a brilliant partnership. We were able to work with them to meet their needs while growing the SAFE Boat fleet in Colombia.
The first boat is going into service on the coast of Colombia in the next few weeks.”
Richard shares that since the business has firmly established a reputation for quality and performance, there are developments in the pipeline to further improve its overall operation. In addition to transitioning into a 100 percent employee-owned company, SAFE Boats is also leveraging its history, culture, and foundation for opportunities that generate meaningful growth. “We have always been good at building fast patrol boats, interceptors, and products that cater to law enforcement and military
customers. What we do is build incredibly robust, high quality, high performance aluminum boats, and I think we can take what we do for the most demanding customers and transfer that experience and capability into a broader customer base.”

For Richard, the rest of the world is a much different market to the US; sales cycles are longer, and the geopolitical landscape is constantly evolving. “As a result, we know that relying solely on local revenue to generate growth limits our options, so we are pushing to think a little differently regarding what we want.

“We are now building boats that are not designed by us, which is completely outside of historical practice. We have relationships with different designers around the world, allowing us to pick from a portfolio of boats based on the needs of a customer. We are also developing partnerships in the UK, Saudi Arabia, and a number of other different countries where there is an opportunity to replicate our business.”

In the coming years, the company will be thinking more broadly about the business, and looking for growth opportunities through diversification. “We are going to stay true to who we are. We are going to push for how we can take the quality and performance we are known for and leverage that into a market that uses those strategically. We think there is a chance to broaden the business that way, and as far as I’m concerned, it’s going to serve us very well,” Richard concludes. ■
www.safeboats.com



Condair Group partnered with one of the biggest HVAC manufacturers to produce this leading solution for the air-conditioning industry
Condair Group (Condair) is the world’s leading manufacturer of commercial and industrial humidity control equipment and evaporative cooling systems. Over the years, it has become an expert in setting energy efficient standards and creating hygienic solutions. Condair boasts a network of sales and service organizations in 22 countries, with production sites in Europe, North America and China, and international sales partners across 50 locations.
In the UK, the business is represented by Condair Limited, which offers humidifier system advice, design, manufacture, supply, installation, commissioning, maintenance, and spares from its base in Littlehampton, West Sussex. The company provides nationwide coverage with an extensive team of sales and service engineers, strategically located across the UK and Ireland.

One of the ways in which humidity control can benefit the manufacturing industry is in its use in the production of paper. Here, air control is essential to influence the moisture loss of paper after drying. Once produced and reeled, the paper can be exposed to ambient conditions at the end of the production machine for considerable periods of time. These surfaces will change in moisture content, depending on the ambient humidity, which could lead to problems during the slitting and wrapping processes.
Low humidity causes the paper to shrink, curl and lose dimensional stability, making the reel of paper unusable and costly to the manufacturer. To stop this from occurring, the typical humidity level required is 55 percent RH. When this level is maintained, the moisture helps to keep the paper flexible and stable, which is essential for production and packing.
Indeed, the correct humidity makes a vital contribution to many aspects of our day-to-day lives. From manufacturing process efficiency to the preservation of art and the discovery of new medicines, the moisture content of the air surrounding us is vital. It is also a determining factor for our health, comfort and wellbeing. In conjunction with its direct impact on climate control, Condair believes that success in the long-term will only transpire if the business contributes to economic development and a healthy environment. Therefore, the company wants to lead by example and encourages its employees to be aware of their own environmental footprint and support initiatives to this end.
Recently, Condair announced its latest product in partnership with Weatherite.


Weatherite is a leading UK manufacturer of made-to-measure HVAC equipment, based in the West Midlands. Operating for over 50 years, the company provides a range of
AHUs, heat recovery systems, packaged rooftop equipment and air-cooled chillers.
The Condair ME evaporative humidifier is helping Weatherite reduce cooling system energy consumption for its data centre and telecoms clients by up to 80 percent. This capability enables adiabatic cooling in Weatherite’s innovative Adtec-D free aircooling unit. The Condair ME boosts the cooling capacity of the system, allowing the Adtec-D to fully replace the need for mechanical cooling in some applications.
The Adtec-D is a self-contained, modular cooling system that can be located either inside or outside of a building. For most of the year, in data hall or telecom environments, it operates in free air-cooling mode and uses the outside air alone to cool the internal environment. However, when the outside temperature rises to around 20 degrees Celsius, the Adtec-D switches to adiabatic cooling mode. The incoming air is then passed through the Condair ME, which evaporates water into the fresh air stream, cooling it by up to a further 12 degrees.
By combining free air and evaporative cooling, Weatherite’s Adtec-D has been able to fully replace DX mechanical cooling across more than 800 switchgear rooms for a leading UK telecoms provider. A total of around 1500 Adtec-D units have been installed to date. A single legacy 30kW DX and free air-cooling unit was consuming around 71,000kWh annually to maintain the required internal temperature, operating 24/7. The replacement 30kW Adtec-D cooling unit consumes just 14,000kWh to meet the same annual cooling load. This resulted in an 80 percent energy saving for the client, which is a significant 83.3MWh annual saving in electricity across the UK-wide retrofit project.
The Adtec-D is an ideal retrofit solution for telco or DC clients who wish to take advantage of free air cooling, rather than continuing to operate DX chillers. As it is available in modules that can provide between 15 and 80kW of sensible cooling, the Adtec-D will typically operate with an energy efficiency ratio greater than 15, even at peak outputs. The evaporative cooling technology, supplied by Condair, ensures the Adtec-D can maintain the allowable ASHRAE conditions, even during the warmer months in a European climate.
Weatherite only uses the highest quality components in its HVAC solutions, which includes Condair’s evaporative humidifier. The business has certainly delivered on specific requirements for operation, control and hygiene management, and, from what Manufacturing Today has found, Weatherite is pleased with the support offered by Condair in connection with this successful project.
This innovative product is helping the UK’s telecommunications sector meet its energy and sustainability objectives. As well as offering the most comprehensive range of humidifiers on the market, Condair can work with OEMs to create customized

solutions. The evaporative humidifier incorporated into Weatherite’s Adtec-D is based on the standard Condair ME, but with some modifications to meet the project requirements. This project is an example of how Condair can develop innovative and flexible solutions for its customers.
In conclusion, Condair gears its business to the focus of its long-term goals. Through a sustained collaboration with its team and partners, like Weatherite, the company is on a clear path to prosperity. Condair considers dialogue with representatives of all groups who have a stake in the company’s success as an important source of information for making continuous improvements, and it is determined to ensure this success for many years to come. ■
www.condair.co.uk
SPT Labtech, a leader in life sciences solutions, is set to change the industry’s course with its latest product
(R&D) has been a key part of SPT Labtech (SPTL) since its earlier days as a member of the consultancy firm TTP Group. The business was carved from the larger entity four years ago, and supported by Battery Ventures through a period of exponential growth.
SPTL was finally acquired by EQT Private Equity in June 2022 as a result of the impressive potential of its sample preparation technology and the growth of automated

experimentation in life sciences research. The business is also recognized as one of the world leaders in automating protein analysis workflows. By the end of 2022, which was hugely successful for the organization, it had not only expanded its revenue from £20 million up to £60 million, it had also absorbed £40 million through acquisitions.
“Today, we are a leading supplier of industry enabling products and solutions,” states David Newble, CEO. “R&D is still a key focus of ours, but over the last few
years we have grown dramatically and, as a result, now possess greatly enhanced production and manufacturing capabilities. These coincide with our dedicated commercial and support functions across the UK, USA, China and Germany, and our growing team of over 400 people.

“SPT stands for Sample Preparation Technologies. The essence of our company is to help our customers achieve their goals with greater speed, efficiency and accuracy, with our fit-for-purpose automation solutions
that are built to the highest standard. Our portfolio of leading products, technologies and services can be adopted in a standalone fashion or into much larger workflows across liquid handling, sample management and handling, and Cryogenic Electron Microscopy (Cryo EM). The industries that we serve include pharma, biotech, government services, research institutes and academia, focusing on segments such as genomics, drug discovery and structural biology.”
The key production sites for the company’s instruments and consumables are spread across its global footprint. Melbourn in the UK, for its core ranges, Covina and Concord in California, which specialize in its Apricot range, OEM and BioMicroLab range, Jena in Germany, nanofabrication of Quantifoil products, and Hangzhou in
China that also focuses on its Apricot line. Besides honing their particular fortes, each of the facilities are increasingly cross-pollinating skills, experience and expertise in each other’s fields.
David Auty, UK Manufacturing Director, details the role of the Melbourn plant, the company’s headquarters: “The site produces liquid handling instruments and sample management automation instruments, as well as a large percentage of the

consumables from our SPTL range. Our most exciting initiative recently was to get Firefly, our latest product, through development into manufacturing and shipped out to our customers by the end of 2022. We employ focused teamwork and precision planning, as well as value stream mapping and workplace organization to ensure absolute efficiency. We have spent the last 12-to-18 months enhancing our ERP system, making sure that its data structures support our growth plans and that its integrity, BOMs and processes are fully optimized. This is now the template for all systems across the group.”
Besides manufacturing, SPTL has its largest R&D center based in Cambridgeshire, UK. A New Product Development (NPD) begins with a research program that investigates requirements, viability and
Common practices lead to more effective management and enable teams to share resources. . . our R&D team currently consists of more than 60 engineers, technicians and scientists across our three international sites
business value. By approaching this with a customer driven focus, the business is able to transform research into higher capacity and lower cost outcomes that align with user requirement specifications.


As Simon Tullet, Head of Research and Development, details further: “Investment varies depending on the nature and scale of the development. Typically, a complex initiative such as Firefly can take around three years from concept to final hand-over. Each NPD comes with new technical challenges, and investments into new technology are ongoing. Examples of these include additive manufacturing, industrial design, organized software testing, 3D CAD, electronics and firmware tools. Another hurdle we’ve overcome is the misalignment of processes between our locations in the US and UK. Common practices lead to more effective management and enable teams to share
resources, which is particularly important considering our R&D team currently consists of more than 60 engineers, technicians and scientists across our three international sites.”

SPTL’s offerings are split into three main areas. Its primary focus is liquid handling for which it boasts the industry’s most comprehensive array of products and technologies. The core range includes Firefly, Mosquito and Dragonfly, a mix of lab bench pipettors and dispensers that provide accurate solutions for volumes ranging from nanoliters to milliliters for partial or full workflow automation. These facilitate the miniaturization of traditional and emerging techniques practiced across multiple applications in life sciences research. The company’s Apricot range, S1, S2 and S3, offers introductory automation for

liquid handling clients that require a lower throughput for more general processes.

Secondly, is sample management and handling, which is divided into either large sample repositories or benchtop tube handling units. The former, SPTL Arktic and Compound, are scalable refrigeration units, providing temperatures as low as -80C, for storing biological samples and chemical compounds. The systems employ pneumatic technology to manage and transport samples within the space and can be scaled up by connecting to neighboring units. The latter, BioMicroLAb, can cap, decap, label and scan vials and test tubes, eliminating the need for human intervention.
The final area is Cryo EM, a collection of sample preparation instruments and grids designed for the increasingly commonplace protein imaging techniques being adopted across the life sciences research sector.

The SPTL Chameleon automates the consistent application of samples to high-quality nanofabricated foil grids for Cryo EM analysis, saving users time and helping to improve their research outcomes. SPTL’s Quantifoil range is currently leading the market, following in the footsteps of past innovations and go-to solutions within the industry.
With the most recent of all being the Firefly range, Joby Jenkins, Vice President of Business Development, explains: “It’s a key product for us going forwards. We’ve successfully combined pipetting and dispensing into one compact, yet high throughput system, with the key process automation modules of heating, cooling and shaking. It’s operated using a new software package that combines intuitive UI and enables cloud-based collaboration, and we’re certain it will drive significant growth within our liquid handling segment over the coming years.”
The range is also the first tangible outcome from a multi-million-pound development program that started three years ago. Besides further extensions, set to be released in 2023 and 2024, we’re fascinated to see what else is in the pipeline for SPTL and the fulfilment of its projected growth to £500 million annual turnover within the next five years. ■ www.sptlabtech.com

Family expertise has made Southland Trailers one of the best in the business; here is how the company is taking on 2023
For 42 years, Southland Trailers has been a family-owned business. What started as a small venture of Scott Sailer’s parents, has grown to become the largest trailer manufacturing company in Canada. Scott, who serves as the Operations Manager, shares detailed insight into what it takes to make the perfect trailer, and how the business is bringing innovation to the trailer manufacturing industry. “Strength-toweight ratio is crucial,” he begins. “We’ve been in the gravel industry for many years, under our Renn brand, and as a result, we’ve learnt that there are certain metals

Under the Southland line, we have the dump trailers, goosenecks and flat decks. As such, we have a plant dedicated to a production mix of the Southland and Renn brands


and materials that can take the weight out of a trailer’s composition. We endeavour to make sure that our trailers are both light and strong.”
The practices being implemented at Southland Trailers are strides ahead of industry standards, a fact of which the Sailers are incredibly proud. “Many still believe that a trailer needs to be bulky and heavy to be effective, but that is just not the case. The marketplace is still trying to overcome that perception, so there is a big gap that we’re trying to bridge. What we do here will help to change the thinking around trailer safety and logistics. As such, we’re pushing ourselves to share knowledge with customers through videos, training programs and additional initiatives, but effective change will take time,” explains Scott.
The government of Alberta is providing Southland Trailers with funding to help initiate positive change in trailer manufacturing. The money will be used to assist with the growth and expansion of the business’ sixth plant. “In 2023, the new plant will house our cargo division, which will give us an increase in the production flow. Our operation will be more streamlined, and in our other facility, we’ll be moving into vertical integration.”
Regarding the company’s facilities, each plant is dedicated to a specific phase of trailer production. “Under the Southland line, we have the dump trailers, goosenecks and flat decks. As such, we have a plant dedicated to a production mix of the Southland and Renn brands, which consists of heavier commercial lines. Another one of our plants is dedicated to vertical integration and material processing. Finally, the other plant is more dedicated to the cargo facility. Each plant has its own diversification, and is tailored to make the production more streamlined,” he says.
With this level of capability, the company is able to provide trailers to all corners of the globe, as Scott shares. “We go as far as Russia,


which took some stock trailers back in the early 2000s. More locally, we have a reach in Texas and the surrounding area. We really look at maximizing the truckloads as much as possible to make the shipping journey the most effective for the dealer. The reach we achieve will depend on how creative we are in making the truckload the best value for the dealer; that will dictate how much further afield we can share our products.”

Additionally, Southland Trailers is about more than manufacturing. The business also believes that a large portion of its success is owed to its excellent company culture, and its passion for the environment. The company has initiated several recycling programs to contribute to a cleaner, greener industry. “We donate a large amount of our excess palettes to local high schools. All our plastics from tire shipments and shrink wrap are recycled. We compact that, band it all
together, and send it to a facility. We do the same for our cardboard and paper products. We recycle all our steel, and aluminium too.”
Complementing its dedication to the environment, Southland Trailers is also passionate about refining its company culture, and ensuring that each member feels as though they are valued within the business. “We strive to create a company where our team knows they are contributing to meaningful work. Each trailer that goes out the door is potentially a trailer for a new family starting their life venture, or for a new business just lifting off the ground. We have to be certain we are investing the highest level of craftsmanship into every single one to make sure the end customer is 100 percent satisfied. Empowering people to do their work better is our purpose. We want our team to
feel confident to make the right decisions to get the job done well,” shares Scott.

Scott brings the conversation to a close on the topic of innovation. The elements that contribute to Southland Trailers’ quality products boils down to customer insights and industry needs. “We listen to what the market’s doing. We are in constant conversation with dealers, and we take the information they share with us very seriously. We have a world-class engineering team that works with the latest equipment, and we want to continue to invest in that department for the best possible operation.”
Looking towards the future, Scott is excited about the potential of his family’s company, and expects a 20 percent annual increase for the next five years. “I see us going in a positive direction. There’s nothing concerning us about the market right now, fortunately. Trailers are one of the ways that
goods move throughout the world, and Southland Trailers is on a strong growth trajectory to support this industry. With our initiatives and company culture, I don’t think anything will stand in the way to achieving that success,” he concludes. ■



www.southlandtrailers.com

WestPoint Home LLC intends to become a true global leader in textiles – we investigate how


In the year since we last spoke, WestPoint Home LLC (WestPoint) has tightened its global strategy to better align the business with the postpandemic world. New brands and partnerships, new sites and targeted sales locations, new digital and hospitality spaces – the leading producer and distributor of textiles and fabrics for the home and hospitality industry has not taken its foot off the gas. But it has also made moves to trim the fat, so to speak, focusing on a more concentrated portfolio of products and brands to drive overall company growth. Coupled together, these factors continue to give the firm an edge in a busy, hyper-competitive marketplace.
Likewise, this albeit brief period has brought about significant change for Steve Burns. When we last featured WestPoint, Steve was the 206-yearold company’s Chief Operating Officer; however, catching up now, he speaks to us as Group CEO.


He’s only been in the role for about eight weeks, he informs us, but has spent the last five-and-ahalf years at WestPoint and has over three decades’ experience in manufacturing and supply chain leadership. In short, Steve’s up to the challenge.
 ▼ Steve Burns - Chief Operating Officer
▼ Steve Burns - Chief Operating Officer
In fact, it’s that very challenge he finds exciting. “My personal approach to leading a company is rather simple: pick the things that can really make a difference, find an opportunity, and then attack,” he begins. “I have a lot of experience implementing leadership and Lean Six Sigma as not just a manufacturing tool, but also as a business and management device.”
As Steve goes on to explain, that skillset has already paid dividends, with the company experiencing numerous successes as well as a transformation of its factory complex in Bahrain, which will now be leveraged as part of the brand’s tighter, more functional global business strategy.

“Being in this new role, and working alongside Leslie Meier, our US Chief Commercial Officer, will no doubt be




fruitful,” he goes on. “Personally, I relish the opportunity of finding untapped potential and unlocking it. Those untapped resources can be both internal and external – matching them together, and laser-focusing on them as one organization – one team – is providing some key positive impacts for the business.
“By aligning ourselves in that way, creating a strong leadership team with a unified vision, really energizes both myself and, I think, the wider company as a whole,” Steve says. “All you need to do is then make sure you direct all your resources into the target area and make change happen. It is an incredibly powerful model, and it is a pleasure experiencing the fruit of our shared labors.
“There is so much potential here, and sometimes – to be frank – the right ideas and approaches are there, but they are buried by a whole bunch of noise. You hear this all the time, but de-selecting the noise, and
getting it out the way, is essential. In doing so, you can say: ‘This is an interesting project, and we are going to put all our energy into it,’ and to others: ‘That’s great, but we are going to put it on pause for a while and pick it up another time.’
“Until then, you can do what you need to do really well. That philosophy might sound simple, however many organizations fall short – and that is where they are going wrong.”
Instead of doing lots with average intent, begetting average results, Steve has dedicated himself to doing less – but bigger and better. “One example of that,” he
informs us, “is our allergen-aware program in the US, which we are running with Robin Wilson and Clean Design Home® x Martex®. Bringing that famous personality on board has been brilliant, and it allows us to tap into available but as yet untapped white space.
“That’s just one example, though,” he continues. “There are plenty more, and they all serve the purpose of ploughing narrow and deep; rather than, say, wide and shallow. This is the route we are taking with all our business. A slightly more cautious approach seems prudent, especially given the

uncertainty that is still in the global market. We don’t want lots of things in the pan simmering; instead, we are going to pick the best few things and go big with them.”
The acquisition of Vision Linens, a leading textiles manufacturer and distributor based in the UK and winner of the Exporter of the Year award at the 2018 Lloyds Bank National Business Awards, in 2019 is one prominent example of WestPoint’s narrow-and-deep strategy.



Steve talks us through the integration of the UK-based company into the wider WestPoint business: “Given everything that’s happened between 2019 and today – from the pandemic to ongoing supply chain disruptions – I think the acquisition has gone quite well. Admittedly, complete integration has probably been delayed, but that is a goal for us moving into the first quarter of 2023.
“The main challenge with any acquisition is maintaining the identity of the company you are bringing on board,” he goes on. “You never want to lose the character or nimbleness of those companies you are integrating. There is always the potential of slowing the business down through the transition. In light of that fact, we picked what worked well and embraced that in the merging of Vision Linens and WestPoint.”
A benefit of joining a world leader like WestPoint is the sudden exposure to a wide bank of global resources and distribution opportunities. For instance, once part of the WestPoint network, Vision Linens gained access to sourcing options, sales and manufacturing expertise in Pakistan and India. By opening up a gateway to opportunity via the acquisition, Vision Linens seeks to build itself into a bigger, better, more global brand.
As our conversation has made clear, WestPoint is pointing in one direction: forward. It’s all about an exciting, busy, and profitable future – both for the






group and its subsidiaries. Talking us through that future is Steve.
“This year is exciting because we will see our new allergen-aware product line – Clean Design Home ® by Martex® – ship globally,” he concludes. “Last year, it did over seven figures at Macy’s, and we expect it to do even better with other retailers. That will be a key driver for us.
“Thinking more generally, we have great capabilities. As such, I want this company to become a true global leader in textiles. Right now, we are operating in all the key textile countries and markets, and now in the UK with Vision Linens. In five years, then, we should be double – or even triple – the size we are now, and I’m looking forward to updating you on our progress then.” ■
www.westpointhome.com

Himalayan Pet Supply creates longlasting, nutritional dog chews and treats made entirely from cheese. Its product range is free from lactose, grain, gluten, soy, and corn, with no artificial colors or flavorings, which makes the treats a great alternative to rawhide chews.

Suman Shrestha, Founder of Himalayan Pet Supply, has led a life dedicated not only to business, but to his community in Nepal. Along with his brother, Sujan, close friend, Nishes Shrestha and his dog, Kaos, Suman founded the company in 2008 after identifying a niche in the market for longlasting yet nutritional dog chews. Suman joins us to discuss the company’s history, its recent equity investment support, and his passion for giving back to the community.
Suman grew up in Nepal, but moved to Bellingham, Washington, to pursue an education in medicine. However, he displayed an eye for business from an early age, setting up a small handicraft stall while at school, which he moved to a local mall after success among
his friends. It was there in 2003 that he met a fellow Nepalese, Mullane Harrington, whose dog, Kaos, loved to eat Churpi, a traditional Nepalese cheese. However, Mullane did have concerns over the nutritional content of this favourite treat.
“That was when I had my ‘aha’ moment,” Suman begins. “I was already studying chemistry, so I delved into milk chemistry specifically. I called my father at home in Nepal and asked him to reach out to farmers and I started experimenting to see if I could make a fat-free, lactose-free cheese as hard as Churpi. I was studying and conducting backyard experiments until 2007, when we finally created a product that was perfect for canines.”
In the beginning, the company’s only product offering was Himalayan dog chews. But it didn’t stop here. While working to address feedback from customers about what to do with the end piece of the chew, the Himalayan team learned that they could place it in the microwave and it would puff up, expand, and become crunchy. And this discovery sparked future innovations. This eliminated concerns over potential choking hazards, but also innovated a new product. Suman reflects: “That was the catalyst for different products. We made the original dog chews available in assorted sizes and densities, so they would be suitable for all dogs, regardless of breed, size, or age. We then started to add

flavors too, such as bacon and peanut butter – all the best flavors for dogs!”
Today, the business has a broad range of chews, treats, and toys, including churros, cookies, and training aids, in addition to its original Himalayan dog chews. All items are rated on the ‘Himalayan Pet Supply Chewmeter,’ enabling owners to assess the product’s suitability for their dog. “Barkeetos is another great product we make,” says Suman. “Like Cheetos, but for dogs! And yakyCHARMS is our take on popcorn. We created kernels out of hard cheese that puff up in the microwave, and there you have it – doggy popcorn.
Furthermore, Himalayan Pet Supply is excited to be launching a brand-new product in its stores in 2023; Unhide, a direct alternative to traditional rawhide. Unlike rawhide, Unhide is designed with grooves to
support a dogs’ dental health and is easy for a dog to digest. Unhide costs about the same as rawhide, but the typical chewing time lasts much longer, providing a safe, nutritional, and affordable alternative.
Turning to the people side of the business, Suman is passionate about community, particularly empowering the Nepalese community that the business relies on for its ingredients. “70 percent of our business depends on products from Nepal and that is where we believe the greater need is,” he highlights. “We are focused on educating children in Nepal, especially girls, and we have helped local schools thrive. Most government schools in Nepal do not have libraries, so we have built 150 libraries so far, to encourage reading and education in general.”

We are focused on educating children in Nepal, especially girls, and we have helped local schools thrive
With products directly inspired by the Himalayas, the business remains true to its roots by procuring cheese from Nepalese vendor, Manaram. Suman elaborates: “100 percent of Manaram’s profits go back into the community, as it is passionate about closing the trade deficit gap of import and export by empowering women. They make sure the farmers are sending their daughters to school, for example, and invest in local education and recreation facilities.”
Inspired by his own experiences of working as a student, Suman strives to create a positive, friendly company
culture. “We create as many employee programs as possible, we celebrate birthdays, organize summer picnics, and hold appreciation dinners,” he states. “I have a constant open-door policy, so people can come and talk to me at any time. I did all the jobs when I first started the business, so I recognize the value and equal importance of every position.”
The business has grown significantly since its foundation and recently received investment from Primal Pet Group. “I considered a lot of options for investment,” explains Suman. “I found a partner that

supports every possible avenue of growth for our business with investment and resources while also recognizing the value and impact our growth can continue to have on the communities we work with in Nepal.

“We started with 50 kilograms of cheese, and we now process 1.2 million from Nepal alone, which is almost two percent of Nepal’s total export,” he continues. “We employ around 300 people and procure milk from over 5000 farmers in Nepal. In the US, we employ 140 people and have recently moved to a 120,000-square-foot, purpose-built facility.”

The company’s new state-of-the-art site in Arlington, Washington, is one of the world’s most advanced processing facilities for pet products. Suman describes: “We have a raw material warehouse with an allergen























segregation system, a 25,000-square-foot kitchen and a drying room, where the product stays for six-to-eight weeks, before moving to the packaging line.” This $14 million investment ensures a highly efficient, continuous production capability. Not everything is brand new though; a stickler for tradition, Suman insisted that the old factory doors were installed in some new offices, functioning as a reminder of the site’s character and history.
Turning to the future, Suman concludes: “Of course, I want to continue growing and ideally, ensure all dogs enjoy our hard cheese chews. I always spend time with my dogs when I need inspiration for products, so if I could build a legacy of product quality, with the dog’s needs in mind, that would be my greatest achievement.” ■
www.himalayan.pet



Norman A. Leibreich, grandfather to Andy Leibreich, President, founded N.A.L. Company (NAL) in southeast Ohio in 1972. Norman had been the VP of a paper company for some years when he decided to change direction and start a packaging business with his five sons. By 1976, the organization had expanded into the provision of laminating and lining services alongside Semper Exeter Paper Company (SEPC). This partnership introduced NAL to a vast range of specialty products and consumers, while setting the tone for how it would continue to operate through distribution sales channels and in external working relationships.
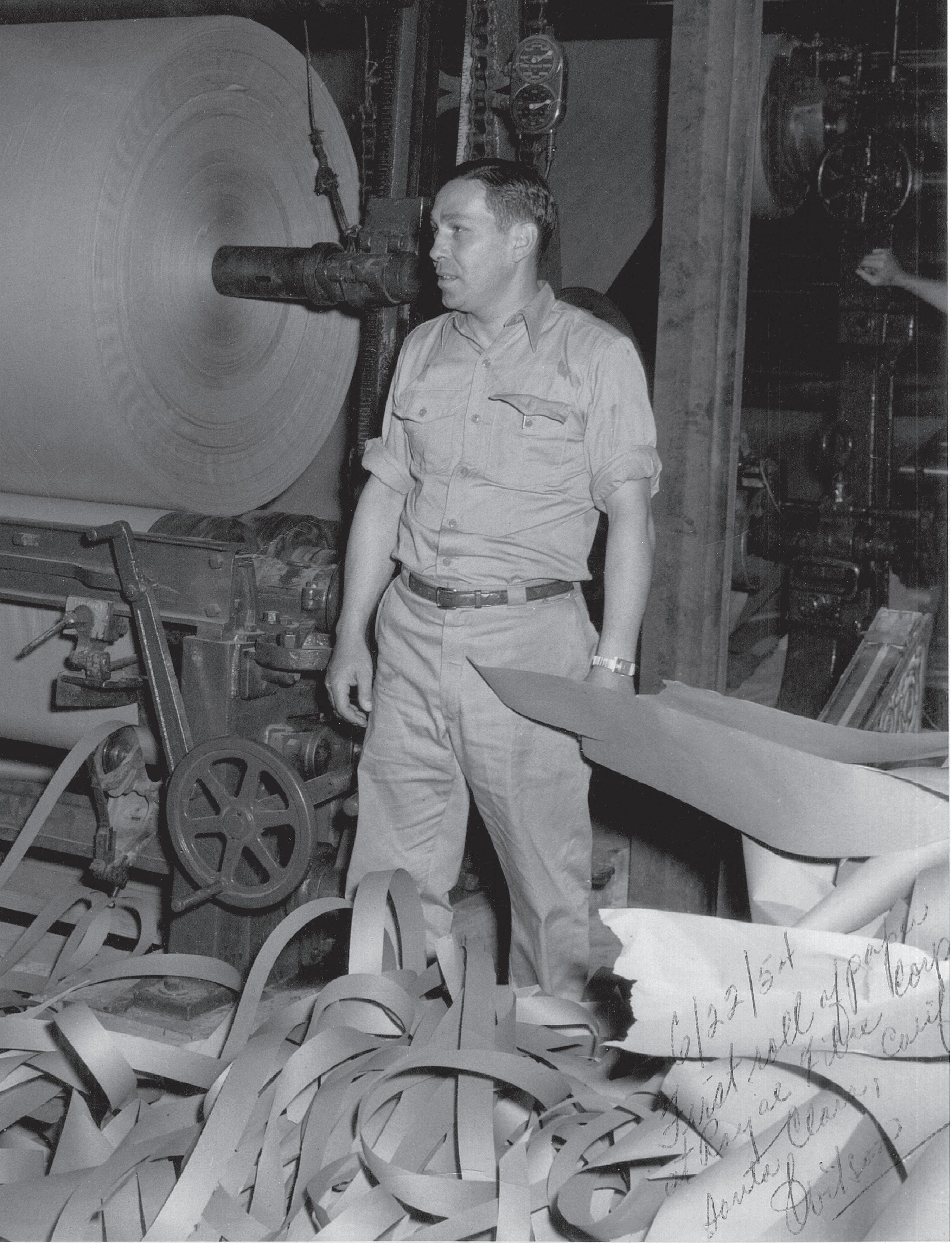
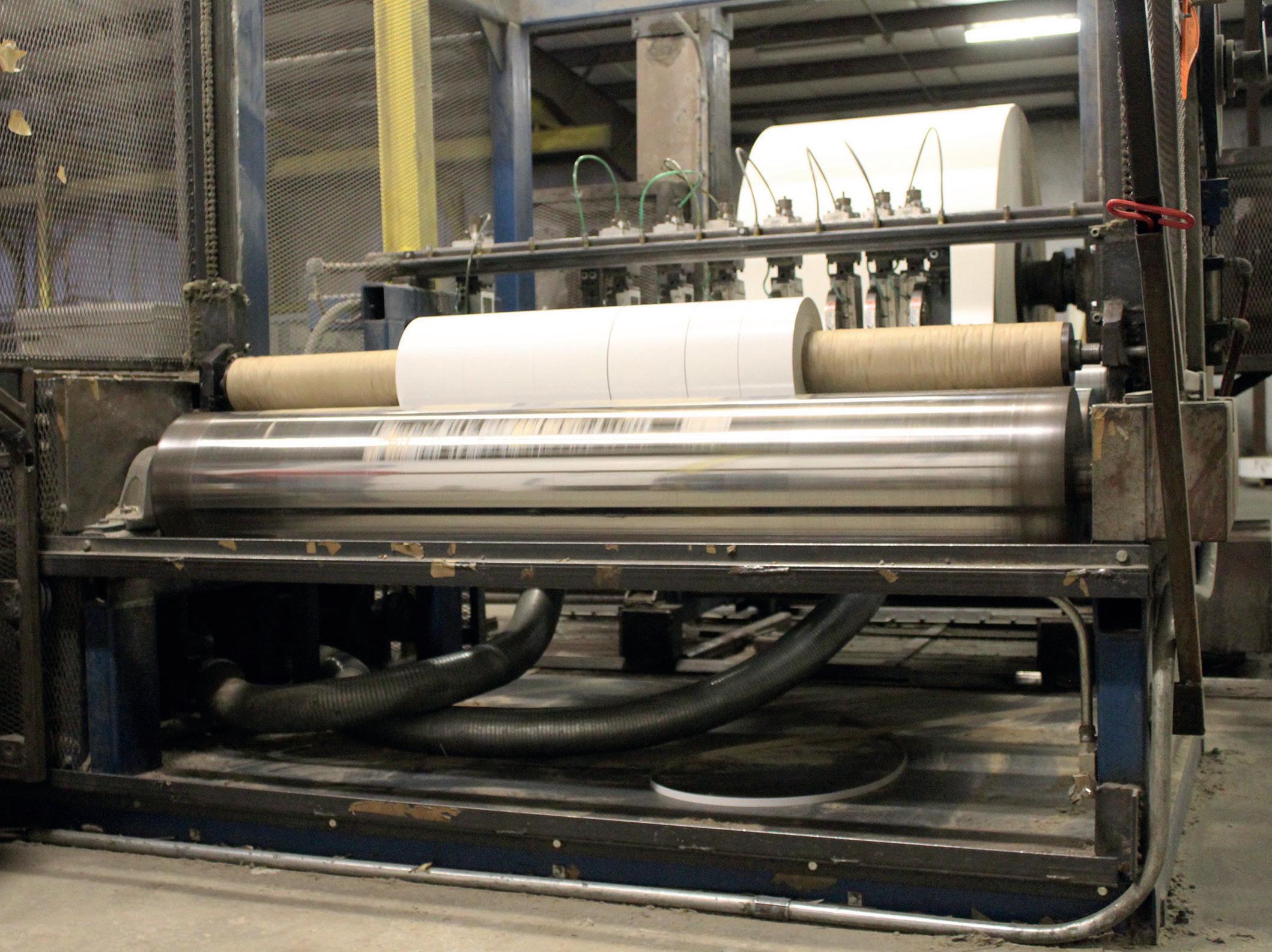
 Rewinding, slitting and roll salvage
Rewinding, slitting and roll salvage
“NAL is now entering its third generation of family leadership in our 51st year,” Andy begins. “Every member of the management team has worked here for at least 25 years and started out by sweeping and collecting offcuts from the production floor. That was one of my grandfather’s key rulings; you must be able to operate the machinery better than your employees, and you can’t manage anybody until you understand the operations better than everybody else.
“We are in the midst of a corporate headquarter transition into larger and more modern and consolidated premises. From here, we will be able to offer our staff and customers several comprehensive training programs.
“We have expanded into rewinding, chipboard, specialty services and corner protection, as well as numerous different conversion projects on behalf of the government, museums, and craft stores. We supply 100 percent recycled and recyclable packaging materials to industries such as automotive, food and beverage, printers, furniture, warehousers, fulfillment, and contract packagers

On account of the wealth of engineering expertise among its teams, NAL designs and builds its own machinery. Instead of relying on product specific machinery from manufacturers, which cost millions and provide specific functions, the business purchases technologies and modifies its components to cater to its own needs. Through minimal revisions, the equipment is then capable of running multiple different product lines, instead of just one.
“This expertise is also reflected in the opportunities we’ve had to innovate new product lines utilizing our extensive knowledge, such as our inhouse inventory program. It was initially developed to manage customer materials and has been adopted and expanded further throughout the company. Through QR-coding and labelling, the immediate data transfer
When we reached out to SEPC to procure the raw materials, the SEPC team there was keen to get onboard and learn more about our capabilities. We’ve continued to grow alongside them ever sinceEdge protectors


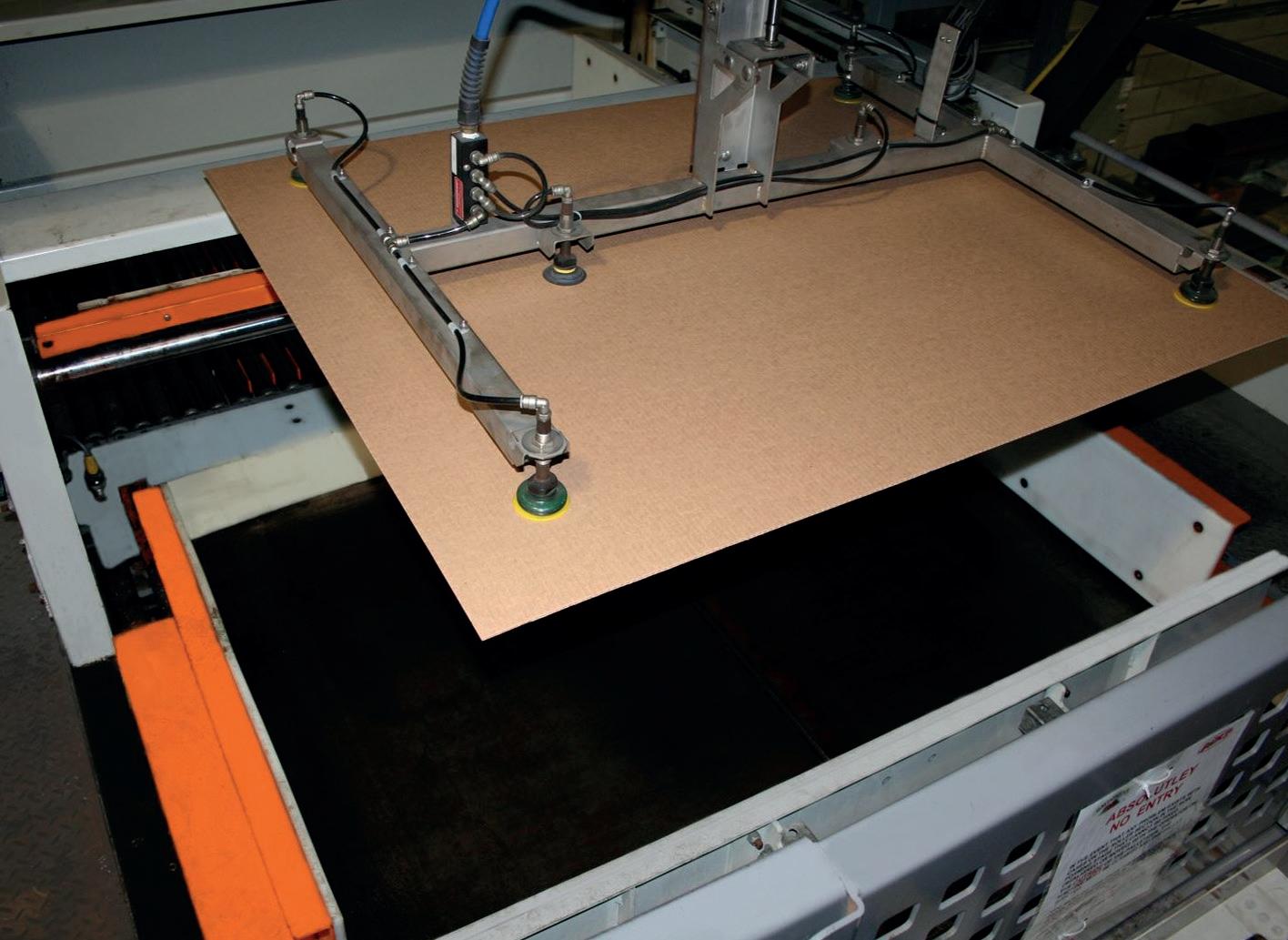
 Chipboard SlipSheets
N.A.L. team at the ground breaking
Chipboard SlipSheets
N.A.L. team at the ground breaking
from our forklifts to the operations team or customer portal has improved overall communications, reduced our carbon footprint by mass reduction in paperwork, improved forecasting models accuracy, and has streamlined our warehousing.
“An early example of our capabilities and creativity, was the instance that brought us closer to SEPC back in 1976. One of our customers requested an order of red, white, and blue corner boards, to celebrate the 200-year anniversary of the nation. When we reached out to SEPC to procure the raw materials, the SEPC team there was keen to get onboard and learn more about our capabilities. We’ve continued to grow alongside them ever since. Our relationship has been described as ‘working and communicating with family’ between our two companies.
“Another customer reached out to us looking for a solution that would remove the need for an employee to hold corner boards in place while pallets are being strapped,” Andy continues. “Through this we developed our patented Corner Board Perforation Placement System (CPPS), which is a zero-cost add on for the consumer. It simply incorporates an ear flap which can be stuck in between the layers of stacked boxes to hold the board vertically in place along the corners of the packages. From both a safety and ergonomically driven perspective, the client was thrilled.”

Further considering the theme of effective partnerships, NAL has successfully negotiated positive outcomes to its supply chain issues. This is primarily due to its strong supplier relationships. “Our new approach is to spend additional time with our vendors and customers, so we can understand how to help one another to a greater extent.
“Our size is one of the strongest strings to NAL’s bow,” Andy concludes. “Our customer service reps are trained inhouse and help to streamline our processes. Our broad
production capabilities and the agility with which we can act are two additional factors that keep us ahead of our competitors. We pride ourselves on being an efficient paperboard innovator and convertor in the packaging industry. Our flexibility and vast product capabilities create a strong profitable market for our company and fulfill our customer’s needs.
“In terms of our people, we provide a competitive, yet supportive, workplace that includes corporate sharing programs, company paid medical benefits, and monthly/quarterly raffles. We constantly revise remuneration packages. In time, we will also implement further automation to remove the strenuous nature of work. We work to instill a feeling of success at the end of every day, week, month, and year, for every employee.” ■ www.nalcompany.com

In 1965, Edward Wilz, a professor at Xavier University in Cincinnati, OH, founded SurSeal as a family-owned and operated business, which it remained until the late 2010s when it was acquired by a private equity company. Throughout the last almost six decades it has grown and expanded through innovation and acquisitions, and is known today as Sur-Seal Advanced Material Solutions. Besides growing into a major player within HVAC and LED lighting, at a glance, the company serves the aerospace, alternative energy solutions, industrial and healthcare markets. Within these, it offers a range of services such as CNC and die cutting, laminating, rapid prototyping, laser and optical inspection, precision slitting, water jet cutting, sheeting, molding, and many others.
Over the last couple of years, Sur-Seal has acquired two companies within a similar field, Mueller and Spectex, as Pete Futia, Chief Operating Officer, details further: “Mueller Die Cut Solutions is an 80-year-old family business over in Charlotte, NC, whilst Spectex

operates out of Dover, NH. The way in which we work together is by all processing similar materials for similar markets, using similar forms of technology. So what we are aiming to collectively offer our clients is the supporting power of three businesses, along with the slight differences in each other’s products and

services, to ultimately gain a larger share of both the customer base and the industry.
“Whilst this combined larger size allows us to buy better, being three smaller enterprises means that we can offer a certain intimacy and closeness when it comes to customer service. We have been streamlining ourselves from a marketing and operations point of view, but it’s all geared towards ensuring the success of our clients by being as easy for them to conduct business with as possible. The acquisitions have improved our accessibility enormously, as we now have more locations, more distribution centers, more sales people and products, and a lot more experience.”
The ownership of multiple sites has meant Sur-Seal can recover from setbacks, saving itself and the best interests of its clients from any unforeseen delays. Another benefit is the greater capacity with which the company is now able to serve its bigger customers. Being a well-capitalized collective, every piece of equipment in Cincinnati is in the process of being upgraded, just as the Charlotte location has continued to evolve with new capabilities.
To unify the three businesses, Sur-Seal has developed a new brand. “When we had three separate brands, it was a little confusing for the consumer,” Billy Lipari, Marketing Director, explains. “We want people to be immediately aware of who we are and what we do, which is why we dropped the other names and devised new brand guidelines. We have revamped the website to further communicate what our value proposition and experience offerings are. Culture wise, we were already similar, but until everyone’s under one name, people are not going to feel part of a united team.
“Communication and transparency have been key in facilitating this change successfully, as well as plenty of travel time to shake hands and introduce ourselves properly to our new colleagues. We have all served similar markets for a long time and have a lot
in common, but people respond to in-person interactions the most. If you look someone in the eye and tell them the truth, they can feel your passion and commitment, then you just have to back it up with the necessary action. If we don’t know an answer, we tell them that. People are people no matter where they are, they just want to know that they’re secure and their future is looking bright.”

Turning attention to the company’s environmental responsibilities, Sur Seal has recently abolished the use of propane across all of its sites. This coincides with its recycling initiatives, which have extended to investing in technology that is capable of compressing four compactor’s worth of waste down into a single unit, making it easier to manage. “Sustainability is an important consideration for our customers, so we are constantly striving to find our way,” Pete continues. “We learn from our clients and vendors, by working alongside them to produce parts kits that require less material and by better managing our waste. Better yield, better cost, less to land fill, everybody wins. We don’t pretend to be perfect, but we’re definitely heading in the right direction.
“In five years’ time, I’d like to see us with five manufacturing locations, not just three. I hope by then we will have made decent ground within our current emerging markets, such as the medical and electric vehicle industries, and have an even larger network of teammates with yet more ideas and technologies to bring to the table. On account of our stellar reputation, we have so much potential for partnerships within our customer base.
“Some people are all numbers and metrics when it comes to measuring success,” he concludes. “We obviously have budgets, KPIs and targets, but my idea of a real triumph will be to figure out, with our customers, what we need to be providing to make

ourselves an indispensable household name in the market. Once we’ve achieved this, and we become a constant for them, then we can all continue to win together.” ■

Since its foundation in 1984, Grenville Engineering (Grenville) has been at the forefront of precision sheet metal fabrication. Having started with just five staff members and one machine, Grenville has experienced exponential growth and has heavily invested in machinery to expand its product offering. Grenville’s central location in Stokeon-Trent means it is perfectly placed to serve the UK market with a wide range of metal manufacturing services. Its clients span various industries, including automotive, construction, rail, materials
handling, and petrochemicals. The company’s Sales Director, Stuart Rawlinson, joins Manufacturing Today to discuss Grenville’s growth in the industry, recent investments, and its vision for the future.
“Our aim has always been to provide cutting-edge fabrication, with the vision of being one of the UK’s leading sheet metal fabrication companies,” begins Stuart. “Investment in technology is vital to further expansion of the business, as it drives efficiency and ensures we are all working smarter, which consequently maximizes our production output.”
With almost four decades of experience, Grenville has developed a comprehensive portfolio of services. Its advanced laser cutting machines are integral to the fabrication process, providing precision cutting to ensure parts meet customer specification. In 2021, Grenville invested in a Bystronic Bysprint fiber laser to complement its two existing Trumpf machines. “The new machine has increased production capability, as it can cut thicker materials using nitrogen, eliminating the need for a second operation to remove the oxide layer,” Stuart explains. “Another benefit is that we are now able to enter different markets because of its ability to cut thicker stainless steels.”
Stuart continues: “Our team of expert press operators work with both ferrous and non-ferrous metals to produce high quality solutions for sheet metal forming and rolling needs. Our recent investment included the latest Bystronic Pressbrake, which is three
meters in length and has a 200-tonne capacity. This has enabled us to process longer and thicker parts in-house, which we would have previously had to sub-contract.” The company’s four press brake machines boast complex bending capabilities and deliver the highest repetition accuracy in the market.
Metal punching is another of its key services, with TruPunch 3000 machinery capable of producing perforations and punched shapes from mild steel, stainless steel, and aluminum. Stuart elaborates: “We create highly technical designs to meet customer specifications, regardless of their complexity, with a range of tools that can punch materials up to six millimeters for mild steel and three millimeters for stainless steel.”
Furthermore, Grenville boasts 22 metal welding stations, offering extensive coverage of all welding services and materials, ranging from 0.8-to-15 millimeters in thickness. The business can also design assembly lines when required and assemble complex parts to assist in streamlining clients’ production processes.

On completion of a project, “every component is subject to a rigorous deburring, grinding, and dressing procedure to ensure the highest quality surface finish,” explains Stuart. “All goods are then packed and palleted to accommodate customer and shipping requirements, and we operate our own fleet of vehicles to provide a reliable, prompt delivery service across the UK.
“Through our sister company, Regina Industries Ltd, we can also provide plastic injection molding and glass making services,” he continues. “Established in 1950, the expert team at Regina produces a range of materials for various industries ranging from multinationals to sole traders.”
Grenville has invested more than £900,000 in machinery and improved racking systems over the last two years. “Investment has been vital to enhance

Apprenticeships have been the driving force in retaining engineering skills within the business. It gives young people the opportunity to gain knowledge, skills, and experience of the sheet metal fabrication industry

efficiency throughout the business, whether it’s investing in software or key machines,” Stuart explains. Its continuous investment is crucial to facilitating growth within the industry. Grenville has, for instance, seen an average increase of ten percent year-on-year, but in 2022, this figure grew to 16 percent.
In 2023, the company will further invest in an additional 3500 square feet across manufacturing and office facilities, as well as purchasing numerous new machines. Stuart says: “New year, new machine… the Loewer DiscMaster 4TD. This efficient deburring machine will work in conjunction with the lasers on components that require a high quality surface finish.”
Turning to the people side of the business, Grenville offers an incredible apprenticeship scheme. Having started as an apprentice himself in 1995, Stuart is passionate about the program: “Apprenticeships
have been the driving force in retaining engineering skills within the business. It gives young people the opportunity to gain knowledge, skills, and experience of the sheet metal fabrication industry.”
Grenville recognizes that its apprentices are invaluable to the business. “We are proud to say that many of our apprentices remain in the company indefinitely, and many are now in senior positions across the business,” states Stuart. “We have established a great company culture and successful internal relationships, which is evident in the company’s strong employee retention. We are always striving to do the best by our people and reiterate that every individual is a valued member of the team.”
Grenville is partnered with North Staffs Engineering Group Training Association (NSEGTA) to ensure its apprentices have the invaluable knowledge and skills required to excel in the industry. This exemplifies Grenville’s commitment to the local community, and consolidates its philosophy that apprentices are the future of manufacturing, not only at Grenville, but across the industry.
Continuing the topic of social responsibility, Stuart adds: “We have recently made sustainability changes across the business, such as replacing lighting with LED throughout the offices and factory and upgrading the main site to energy-efficient windows. In addition, we have moved some of our company vehicles over to electric and installed a superfast electric vehicle charger for both visitors and employees to use.”
Turning to the future, Stuart concludes: “Over the next three-to-five years, we will be looking to invest further in new processes and automation. This will enhance our efficiency and increase opportunities in various markets, as we continue to work towards our £15 million turnover target.” ■
www.grenville-engineering.co.uk