



INNOVATION AS STANDARD ® TOLEDO ENGINEERING / TECOGLAS / ZEDTEC / KTG ENGINEERING / KTG SYSTEMS / EAE TECH www.teco.com INTERNATIONAL October 2022—Vol.45 No.9 A GLOBAL REVIEW OF GLASSMAKING WWW.GLASS-INTERNATIONAL.COM Glass International October 2022
Improving combustion can enable you to increase glass production, reduce fuel consumption, enhance glass quality, and reduce emissions, such as NOx, SOx, CO₂, and particulates. Let Air Products’ in-house modeling and melting experts help you get there.

For more than 70 years, we’ve delivered safe oxygen solutions, from our very first oxygen enrichment applications to our continuously evolving portfolio of low-emissions Cleanfire® oxy-fuel burners. Our industry-leading burner systems can now utilize hydrogen as a fuel, for a lower carbon footprint.
You can count on Air Products for reliable gas supply and to help optimize your production— just like we have done for hundreds of furnaces all over the world. Contact us to put the skills and experience of our global team to work for you. Optimal melting takes one key ingredient: Us.

tell me more airproducts.com/furnace
© 2021 Air Products and Chemicals, Inc.
To make glass better, put us in the mix.
U.S. +1 800 654 4567 Europe +44 (0) 800 389 0202 Asia 400 888 7662 +1 610 706 4730 +44 (0) 1270 612708 +86 21 3896 2000 Air Products Celebrates the 2022 International Year of Glass
www.glass-international.com

Editor: Greg Morris
Tel: +44 (0)1737 855132
Email: gregmorris@quartzltd.com
Deputy Editor: Jess Mills

Tel: +44 (0)1737 855154
Email: jessmills@quartzltd.com
Designer: Annie Baker
Sales Director: Ken Clark
Tel: +44 (0)1737 855117
Email: kenclark@quartzltd.com
Sales Executive: Manuel Martin Quereda


Tel: +44 (0)1737 855023
Email: manuelm@quartzltd.com
Managing Director


Tony Crinion
tonycrinion@quartzltd.com
Chief Executive Officer: Steve Diprose
Chairman: Paul Michael
Subscriptions: Jack Homewood
Tel: +44 (0)1737 855028 Fax: +44 (0)1737 855034
Email: subscriptions@quartzltd.com
Published by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK.


Tel: +44 (0)1737 855000. Fax: +44 (0)1737 855034.
Email: glass@quartzltd.com Website: www.glass-international.com
Official publication of Abividrothe Brazilian Technical Association of Automatic Glass Industries


Member of British Glass Manufacturers’ Confederation


October
National Association for Glass
Forming: Siemens/FAMA


profile:

years of
Glass Industries

in all-electric glass
International
side robot optimises
business through
Energy Trilemma
Glass
0143-7838) (USPS No: 020-753) is published 10 times per year by Quartz Business Media Ltd, and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Glass International c/o PO Box 437, Emigsville, PA 17318-0437.
Contents Glass International October 2022 1 Plus find us on LinkedIn and Twitter. www.glass-international.com @Glass_Int
2022 Vol.45 No9
International (ISSN
China
Industry Glass International annual subscription rates including Glass International Directory: For one year: UK £205, all other countries £268. For two years: UK £369, all other countries £482. For three years: UK £408, all other countries £563. Airmail prices on request. Single copies £53. Printed in UK by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent NP12 2YA, UK. Glass International Directory 2021 edition: UK £206, all other countries £217. Printed in UK by: Pensord © Quartz Business Media Ltd, 2022 ISSN 0143-7838 2 Editor’s Comment + International news 10 Glasstec review: Glasstec 2022 21 Solar glass: Borosil Renewables Strong demand for Indian solar glass 24
Practical simulation of a key machine 27 Company
Pilkington UK 70
Pilkington float glass 31 Furnaces: Horn
Developments
melting 34 Lubrication: Heye
Blank
glass container production 36 Decarbonisation: PSR Sustainable
the
40 Lubrication: Interglass Sustainability sourced lubricants for the glass industry 42 Luxury packaging: FEVE The future of luxury glass packaging 46 Handling: Grenzebach Dross box improves glass quality 47 Decarbonisation: HVG Emission factors in the German glass industry 50 Recycling: Recitotal Increasing glass recycling rates in Brazil 52 ICG review International Congress on Glass investigates the fuel of the future 10 21 24 50
A welcome return to normality
We’ve all had a lot to cope with since the last Glasstec in 2018.
While Covid and the associated lockdowns placed a strain on our mental health, the big news stories kept rumbling on.
The Ukraine crisis, a drought and wildfires in the European summer, the impacts of climate change as well as the continued focus on energy shortages, and the potential for winter blackouts, are enough to test anyone’s resolve.
So, last month, it was nice to return to a sense of normality at Glasstec.
Familiar faces, valued customers and old friends were reunited at last.
It was an opportunity to catch up with people we’d not seen for a number of years and to connect in a way that video calls do not allow.
A chance to sit down and not only discuss business but to chat face to face for the first time in years.
For a few days, the rest of the world was forgotten about as the days and nights were given over to all things glass.
It felt almost a return to pre-Covid days when the world didn’t seem as taxing as it does now.
The challenges of today still percolated among the conversations at the show. Energy costs, supply-chain disruption and how to swiftly decarbonise a glass plant were all pivotal topics.

With very few technology launches at the show, the overall feeling was to take the opportunity to reconnect and do what the industry does best…unite to make glass.
Vetropack produces lightweight returnable bottles
Vetropack Group has pro duced the world’s first return able bottles made of thermally tempered lightweight glass.
With its Echovai solution, Vetropack has created bottles which are more durable, light weight and have reduced CO2 emissions.
The lightweight glass bottle is up to 30% less weight than a standard returnable bottle and is more resistant to abrasion.
CO2 emissions per bottle have also fallen to a quarter of the normal 0.33-litre return able bottle.
In phase one, over the last three years, millions of bottles have been successfully sold and refilled by pilot customer
Mohrenbrauerei.
Extensive tests by the brew ery have also confirmed the extended life span and dura bility of bottles.

In phase two, select new projects will prepare other Vetropack plants for Echovai production.

Daniel Egger, Head of Inno vation at Vetropack, said: “We expect demand to grow very quickly. Especially since the performance of Echovai in our pilot project is outstanding.”

Phase 3 will see the possibili ty of licensing technology and know-how to third parties.


O-I to invest BRL 300 million in Brazilian expansion

O-I is to expand its glass man ufacturing facility in Vitória de Santo Antão, Brazil.

The BRL 300 million ($55.5 million) investment will be used to expand the glass bottle factory acquired in 2010 from Grupo Cornélio Brennand.
With investments in place, the 165 jobs already at the fa cility will be maintained in addition to the creation of an other 100 jobs, totalling 265 direct jobs at the factory.
The announcement was made by Governor Paulo Câ
mara after a meeting with O-I’s Hugo Ladeira and the director of institutional relations, Mor gana Corrêa at the offices of the Pernambuco Economic Development Agency (Adepe) in São Paulo.
International News GREG MORRIS, EDITOR Be first with the news! For breaking, up-to-date news VISIT: www.glass-international.com for daily news updates. www.glass-international.com 2
INNOVATION AS STANDARD TOLEDO ENGINEERING / TECOGLAS ZEDTEC / KTG ENGINEERING KTG SYSTEMS / EAE TECH www.teco.com tc665_TECO_GlassIntl_Ad_Sep2022_v01.qxp_Layout 13/09/2022 15:37 Page INTERNATIONAL A GLOBAL REVIEW OF GLASSMAKING Glass International October 2022 FRONT COVER IMAGE: www.teco.com Glass International October 2022
Glass decarbonisation project focuses on hydrogen
A collaboration project will focus on the use of hydrogen to decarbonise the glass man ufacturing process.
The Horizon Europe project H2GLASS is a consortium of 23 partners from eight Euro pean countries.
The four-year project has a €33 million budget and was awarded funding for €24 mil lion at the end of July 2022. It has started the Grant Agree ment process and the plan is to kick-off research activities in January 2023.
Among the members is Ital ian glass research facility Stazi
one Sperimentale del Vetro, (SSV).
H2GLASS aims to create the technology stack that glass manufacturers need in order to implement 100% H2 com bustion in their production facilities, while ensuring the required product quality, re spect of emission limits and operation in safe conditions.
The expertise of partners such as Steklarna Hrastnik, PTML Pilkington, Owens Corning and Stara Glass, will be an asset for the H2GLASS Consortium.
The project will be comple
mented by a group of indus trial and research institutions and other glass manufacturers that want to stay at the fore front of sustainable technolo gy such as Vetrobalsamo and Zignago Vetro.
The innovation generated by H2GLASS has the potential to create 10,000 new jobs and unlock €1 – 5 billion revenue for glass technology deploy ment. It also has the poten tial to generate investments of upwards of €17 billion and 200,000 new jobs for green H2 – all the while cutting emis sions by about 80%.
Orora commences operation of glass recycling facility
Australian glass manufacturer Orora has commenced opera tion of a $25m glass beneficia tion facility in South Australia.
The facility will increase the recycled content in its manu factured glass products.
At an official opening cer emony attended by South Australia Deputy Premier, the Hon Susan Close, Orora Chief Executive Officer Brian Lowe described the beneficiation plant as a major milestone in the company’s sustainability journey.
Mr Lowe said: “It will in crease the amount of recycled glass used in its manufactured products, allowing us to pro
cess up to 150,000 tonnes each year - that’s equivalent to ap proximately 330 million wine bottles or 750 million beer bot tles.”
Construction of the plant, located next to Orora’s glass packaging manufacturing fa cility at Kingsford near Gawl er, was supported by $8m in grant funding from state gov ernment.
“Consumers are increasing ly demanding recycled pack aging, and this project makes a contribution to the circular economy and the sustainabil ity of the glass industry in this state,” Ms Close said.
The plant uses optical tech
nology to sort post-consumer recycled glass by colour and separating the glass from con taminants to provide a clean stream into the company’s furnaces.
The use of this type of tech nology for glass beneficiation is a first for South Australia.
Increasing recycled content through the beneficiation plant will deliver a number of environmental benefits, including a reduction in the amount of energy consumed to manufacture glass prod ucts, a reduction in virgin ma terials and diversion of waste away from landfill.
Glassman Europe 2023 dates confirmed
Glassman Europe 2023 will take place on 8-9th February in Istanbul, Turkey.
The event will take place at the Istanbul Lutfi Kirdar International Convention & Exhibition Centre (ICEC).
The exhibition and conference will be dedicated to hollow and container glass manufacturing industries.
Agr International unveils
ThicknessPen
Agr International has unveiled the ThicknessPen a portable thickness gauge for the container glass industry.
The ThicknessPen, with its patent pending dual measurement mode technology, is ideal for measurement in the laboratory or on the plant floor.
Health drink concept wins O-I Design Awards
Students from Hunan University of Technology in China won the 2022 O-I: Expressions Design Awards with a packaging concept for a traditional Chinese health drink.
Taking O-I’s Attenua bottle from its Contemporary Collection as their starting point, the group used the tactile and colour palette from O-I: Expressions to complete their design.
Schott achieves first successes in climate neutrality initiative
Schott has celebrated reaching two milestones in its goal to achieve climate neutrality.
The company has reduced its carbon emissions by 60% since it started its green plan in 2020.
Its reduction in carbon emissions is mainly due to its global switch to 100% green electricity.
The company will also cover 17% of its electricity consumption in Germany for the year 2023 using power purchase agreements (PPAs).
Glass International October 2022 NEWS IN BRIEF www.glass-international.com 3
International News
Cleanfire® HRx™ Synchronized Boosting System
All the boost you need, perfectly synchronized
Need to boost energy input to your air-fuelfired regenerative glass melting furnace?
Air Products’ Cleanfire® HRx™ Synchronized
Boosting System is an innovative and costeffective solution. This patent pending, commercially-proven technology is added to your furnace and synchronized with air-fuel flame reversals for optimal flame stability and luminosity.
Benefits includes:
Ultra-low NOx emissions
Reduced energy consumption
Higher glass quality
Enhanced productivity
Increased furnace capacity
Remote performance
make glass better, put Air Products
the
Green hydrogen facility planned for UK
Air Products and Associ ated British Ports (ABP) have formed a partner ship to bring the first large scale, green hydro gen production facility to the UK.

The facility will import green ammonia from pro duction locations oper ated by Air Products and its partners around the world.
This will be used to produce green hydrogen, which would decarbon ise hard-to-abate sectors such as the glass industry.
The facility is planned to be built at the Port of Immingham, England, UK. The location will pro
vide the required mari time infrastructure and offers good proximity to markets and the required utilities.
For example, Imming ham sits within the UK’s largest industrial cluster and near proposed off shore transport and stor age networks for CO2.
The project could elimi nate up to 580,000 tonnes of greenhouse gas emis sions each year, the equiv alent of taking 20,000 die sel HGVs off UK roads, as well as reducing nitrous oxide and particulate emissions.
In addition, the project will bring up to $4.6 bil
lion in growth and finan cial benefits to the region and provide 1,400 direct jobs and approximate ly 1,600 indirect jobs for supply chains and local businesses.
Ivo Bols, Air Products’ President of Europe and Africa, said: “We are forg ing sustainable hydrogen supply chains with our partners and using our hydrogen knowledge and expertise to accelerate the energy transition.”
He added: “We are in positive talks with gov ernment ministers and officials about our plans to invest in UK green hy drogen.”
Glass industry calls for urgent action to limit energy prices
Glass Alliance Europe has called on the European Commission to introduce EU-wide measures to lim it natural gas prices.
Glass Alliance Europe, and other associations representing European energy intensive indus tries, called on the Eu ropean Commission’s President Ursula von der Leyen and Mr Jozef Síkela, Minister of Industry and Trade of the Czech Re
public as Chair of the En ergy Council, to urgently introduce EU-wide meas ures aimed at limiting the price on natural gas.
Flat glass production relies on natural gas deliv eries. The impact of soar ing energy costs and re duced demand from the construction sector could considerably weaken EU flat glass production in the face of extra-Europe an competition.
The associations be lieve these exceptional circumstances demand urgent action.
Flat glass is essential to make buildings more en ergy efficient and produce solar energy. Safeguard ing the competitiveness of the European flat glass industry is key to ensure the transition of the EU and support its energy in dependence.
•
•
•
•
•
•
monitoring To
in
mix.
© Air Products and Chemicals, Inc., 2021 (43776)
tell me more airproducts.com/HRx 800-654-4567, code 13639 International News Glass International October 2022






GLASS SERVICE Are you looking to the future for CO2 reduction? Then look no further than FIC... Tying Technology Together The eventual solution is hybrid fur naces operating at up to 80% electricity BUT small steps increase electric boost to reduce the CO2 then superboost. GS and FIC are THE companies to supply CFD modelling of your flexible future fur naces. FIC ...the pathway to a cleaner future www.fic-uk.com +44 (0) 1736 366 962 The World,s Number One in Fur nace Technology FIC (UK) Limited Long Rock Industrial Estate, Penzance, Cornwall TR20 8HX, United Kingdom
Sisecam launches sustainability website Sisecam has launched a website which informs stakeholders about all its actions on sustainability.
The CareforNext micro website is designed to interact with all its stakeholders while providing comprehensive information about its sustainability activities.
Oman set to build glass manufacturing facility Sur Industrial City, an affiliate of Oman’s Public Establishment for Industrial Estates Madayn, has signed two investment contracts to establish glass and perfume manufacturing projects in the industrial city.
The two new projects aim to add value to the industrial city while also generating job opportunities for nationals.
Recresco invests £5.5 million into UK facility UK glass recycling company Recresco has invested in metal sorting technology at its Ellesmere Port site.
The project will see shredders, Xray fluorescence technology and briquetting machinery installed and operational by the end of September.
The technology will be used to sort, shred and compress the aluminium bottle tops from co-mingled glass collections for smelting.
O-I completes French furnace reconstruction French engineering group Chovet DB2i has completed a furnace reconstruction for O-I.
The furnace, at O-I’s Puy Guillaume glass production facility in France, was demolished and replaced with an oven of the same dimensions as the previous one.
The demolition phase began in March and, at the peak of activity in April, more than 60 companies and 265 people were working on the site.
Top 10 stories in the news
to pause production due to high energy costs
glass project to launch in 2023
Europe latest glassmaker hit by energy crisis
highest bid to acquire
approaches for Serbian glass investment
Vertech form glass manufacturing partnership

company changes name
to invest
300 million in Brazilian expansion
to build glass manufacturing facility
to present AI technology at glasstec
For the latest Industry News scan the

Verallia Cognac and Fives form partnership
Verallia and Fives have signed a contract to replace traditional gas furnaces with the Fives’ all-electric technology at the Cognac glass manufacturing plant in France.

Romain Barral, Director of Operations at Verallia, said: “This is a milestone project for the glass packaging industry that sees Verallia install an all-electric melting furnace.
“The technologies provided by our strategic partner Fives will enable us to significantly reduce CO2 emissions at the Cognac plant.”
Derrik Robb, Managing Director of Fives Stein, a Fives’ subsidiary specialised in electric melting technologies, said: “Multiple consumers are demanding lower emission production from glass manu-
facturing to have economical, renewable and recyclable glass for us all.
“This project is a major step forward for Verallia on its path to decarbonisation.”
Verallia is the world’s third largest producer of glass packaging for food and beverages, while Fives is an industrial engineering group.
Bormioli Pharma completes Italian glassmaking furnace upgrade
Bormioli Pharma completed the refurbishment of its Bergantino, Italy furnace, which is dedicated to the production of type II glass containers.
This new project strengthens the moulded glass production capabilities of the group, which have been recently integrated with tubular glass capabilities.
In the last three years, Bormioli Pharma has acquired two companies in Germany specialised in the production of pharmaceutical packaging and, among this, of tubular glass vials (Type I, II, III).
The Bergantino plant employs about 350 people and more than 1.8 billion pieces are produced annually.
The use of advanced technologies, and the highly qualified systems used to improve product quality, contribute to the continuous advancement of Bormioli Pharma’s plant, which is one of the most important European centres to produce moulded glass for pharmaceutical use.
www.glass-international.com 6 Glass International October 2022 NEWS IN BRIEF
� 1. Duralex
� 2. Hydrogen
� 3. AGC
� 4. AGI Greenpac submits
HNG � 5. Deadline
� 6. Emhart and
� 7. Indian
� 8. O-I
BRL
� 9. Oman set
� 10. Iris
International News
QR CODE using your iOS or Android device Our most popular news over the past month, as determined by our website traffic. All full stories can be found on our website.



emhartglass.com Choose only the best original parts for your machines.
AGC Europe affected by energy crisis
AGC Europe is the latest glass manufacturer to be impacted by the energy crisis.
The flat glass producer said it had placed approximately 50 staff on temporary unemployment at its Mol, Belgium manufacturing facility and reduced production.
Orders from outside the continent had dried up over fears about the lack of gas.
La Maison Française du Verre completes furnace rebuild
La Maison Française du Verre has completed the rebuild of its Châteauroux furnace in France.
The project involved over 30 companies and 120 people in total for 60 days, with production resuming on the 23rd August.
The renovated furnace is more efficient and consumes less energy than before, preparing it for another fiveyear campaign.
Horn to construct Ambev’s third glass plant
Ambev has contracted Horn to construct its third glass manufacturing facility in Carambeí, in Paraná state Brazil.
The new container glass furnace will be the most technological and environmentally friendly glass melting furnace in the region.
The furnace is designed to produce the maximum pull in three colours for both 6% electrical share and even up to 20% electrical share by Horn e-fusion power boosting.
AGP GHG reduction tar gets validated by SBTi Ardagh Glass Packaging’s (AGP’s) targets to reduce greenhouse gas (GHG) emissions have been validated by the Science-Based Targets initiative (SBTi).
AGP’s plan will reduce absolute Scope 1 and 2 GHG emissions by 42%, and Scope 3 by 12.3% by 2030.
Duralex to pause production due to high energy costs
French glass manufacturer Duralex is to pause produc tion of its La Chapelle-SaintMesmin furnace due to high energy costs.
The tableware glass produc er said it would place its fur nace on standby from Novem ber 1 for at least four months due to rising energy costs.
It said France had been hard hit by the economic fallout from the war in Ukraine and soaring energy prices, in par ticular the steep increase in
the price of electricity and gas, which are essential for the glass furnace.
Since 2021, the price of elec tricity has increased 22-fold and the price of gas 18-fold.
Duralex’s president José Luis Llacuna said: “Producing glasses at today’s energy prices would generate unsustainable losses. Limiting our energy consumption in the coming period, therefore, allows us to preserve Duralex’s business and employment.”
He added the company has a hedging contract for elec tricity, which will allow it to resume manufacturing opera tions in the second quarter of 2023
The 250 employees of the factory will be placed on shorttime working during this time.
The company says it has enough stock to continue commercial sales ‘normally’ while the furnace is on stand by.
Pochet and Fives in electric glassmaking investment
French luxury glass manufac turer Pochet du Courval is to invest in an electric furnace supplied by Fives.
International engineering group Fives will design and supply an electric furnace for the Guimerville plant in Nor mandy.
Fives said its Prium E-Melt cold-top vertical melter fur nace is one of the most ad vanced technologies available to significantly reduce CO2 emissions.
Pochet Group makes glass packaging for perfume, skin care and make-up and plans
to reduce CO2 emissions of its production by 50% by the year 2033.
Its Guimerville plant man ufactures and decorates more than one million glass bottles and jars every day for perfume and beauty brands.
The melter is designed based on Fives’ significant electric melting operational experience.
“This electric furnace will be the very first French furnace dedicated to luxury bottles en abling us to offer carbon-free glass to perfume, skincare and make-up brands that will
deliver tomorrow’s beauty,” said Benoit Marszalek, Pochet du Courval’s Chief Operating Officer.
“Fives is committed to pro viding innovative solutions based on our proven technol ogy to electrify glass process.
“We help the industry part ners to meet their objectives in terms of decarbonisation, as well as to train technicians and operators at the plant level,” said Alexandre Brus set, Vice-President of Glass at Fives.
SGT appoints new president
The Society of Glass Technolo gy (SGT) has appointed its first President from overseas.
Dr Arun Varshneya is the SGT’s 58th President and suc ceeds Stuart Hakes, who held the position between 2019 and 2021.
Dr Varshneya is Professor of Glass Science & Engineering, Emeritus at Alfred Universi ty, Alfred NY in the USA and
is also the President of Saxon Glass Technologies.
He has over 45 years’ ex perience in research on ion exchange strengthening, and has authored several key pub lications and patents dealing with the process.
Saxon Glass Technologies has grown in several areas where strengthened glass pro vides a more reliable and safe
approach to product applica tion.
Most recently, SaxonGlass has been providing glass spe cific to Covid-19 vaccine stor age needs.
Outgoing President Stuart Hakes, CEO of FIC UK, said: “We wanted someone with ideas, drive and ambition and Dr Varshneya perfectly fits this bill.”
NEWS IN BRIEF www.glass-international.com 8
Glass International October 2022 International News

“If you always do what you’ve always done, you’ll always get what you’ve always got.” Henry Ford
ware handling
Glasstec 2022 review…
Glass International spoke to exhibitors for their thoughts on the show as well as common talking points among the 30,000 visitors in attendance.
The Glasstec trade show included a total of 936 exhibitor companies which were focused on all aspects of glass production.
The main talking points included decarbonisation, supply chain issues and the energy crisis. However, most exhibitors reported that glass was still very much in demand, with several companies having some of their most profitable years to date.

The overall feedback for the show was positive, with many stating that the quality of conversations had been excellent despite there being less visitors than previous years. There were also 25% less stands than in 2018, although exhibitors said the show felt just a busy as last time.
HFT
Sam Leaper, HFT’s Director of Glass Business Development, described the show as ‘excellent’ and said while the volume of visitors felt lower than previous years, the quality of visitors and conversations were excellent and well received.
“Most of the groups we spoke to had specific projects or investments in various stages of maturity that they wanted to discuss.”
Common conversations included investment in new facilities, major expansions or reconfigurations to existing furnaces, and production lines to meet glass demand. Emerging markets were also a prevalent theme.
Escalating energy costs was a common thread through the week, which led into breakout conversations as to how HFT could support long-term sustainability through its furnace designs, use of alternative energies and heat recovery system, as well as furnace and production line optimisation.
The company is celebrating its 75th anniversary this year and marked the occasion at Glasstec with many of its clients who had made this accomplishment possible.
Nikolaus Sorg
Hartmut Hegeler, Sorg Consultant, said that the show had been ‘surprisingly good’ with clients from Mexico and further afield attending the stand.
“We’ve had a lot of detailed and technical discussions about construction, design possibilities and the main domain that’s being discussed all over, not only here, is the environment and emissions.”
Sorg’s current ‘Mission’ campaign focuses on the sustainable melting technologies of the future, to help the industry produce net zero glass on a largescale.
To help this mission, Sorg has created a
hybrid furnace which it exhibited at the show. The furnace uses 80% of electricity and 20% of fossil heating – with a capacity of up to 400-500 tonnes of glass per day.
Dr-Ing Hegeler believed this capacity would be much higher once all furnaces shared the same electric concepts, as they could then be converted more easily.
The new hybrid melter can also melt reduced glasses, like amber glass, which is has previously proven difficult due to the amount of energy required to melt the glass.
“For industrial style production, we cannot do this because you have to produce too much energy to stabilise the process. So, it’s not possible. But with the
Glasstec review Glass International October 2022 0 10
www.glass-international.com






Glasstec review 11
� Dr-Ing Hartmut Hegeler said the Sorg was on the way to having a solution to hit net zero emissions by 2050.
1 2
� Sebastian Hecht (middle) described the energy crisis as the main topic Horn Glass had to answer.
Continued>>
� Antonio Hernandez (right) and Andrea dalla Pria of BDF Industries.
hybrid furnace you can do this.”
Dr-Ing Hegeler also mentioned clients were interested in full-electric furnaces, which produce up to 1000 tonnes of glass per day.
On the energy crisis, he said: “The energy problem we have is all over this country. And from my experience here [at Glasstec], other customers have this problem. We know this problem. But in the end, it’s difficult for us to help because we have no solution.
“We have no gas storage or something like this. We have and can supply emergency systems like LPG systems, like heavy oil heating of furnaces. We have done in the past, many times, but now nobody wants to have this.”
Dr-Ing Hegeler also said the company was ‘on the way’ to having a solution to hit net zero emissions by 2050. For example, by using green hydrogen in its hybrid melter and reducing the amount of carbonates in natural raw materials. He said that customers would also have to start evaluating what was possible for their products, as well as their raw materials and sites. For example, electric furnaces often need to be modified due to the amount of energy needed for the power supply.
“Very often [customers] are limited on the site, and we cannot install a complete, new furnace because the building is around [the furnace] - electric furnaces need a little bit more height.” (Pic 1)
Horn Glass
Sebastian Hecht, Sales Representative at Horn Glass, said that their stand had been occupied nearly every day, with customers from around the globe wanting to followup on new projects, new plants and new furnaces.
Mr Hecht said Horn had projects in North and South America, Africa, Europe (including Germany) as well as recently entering the Australian market.
“We try to be everywhere. […] Our company is based here in Germany, but we have representatives all over the world in Brazil, Malaysia and China.”
Mr Hecht described the energy crisis as the main topic the company had to answer, alongside delivery times from its suppliers.
Despite the crisis, Mr Hecht said demand had remained almost the same as the year before, although inquiries were more hybrid-focused than fully electric. For example, there was an interest in using gas with boosting or electricity.
“[Energy] is the issue which we have to face within the next few years.”
The company felt it was prepared due to its recent acquisition of the Melting Technology Division of JSJ Jodeit in 2021.
The investment was to expand the company’s competences in the field of electrically heated and gas-oxygen heated melting plants for technical and speciality glasses. This is to ultimately provide energy-saving and low-emission melting technologies for the industry.
“We are confident with them, so we can
react on this [energy] issue for sure.”
However, Mr Hetch believed it was too early to say whether the industry could reach net zero emissions by 2050: “It is really hard to say. Nobody knows the future.” (Pic 2)
TECO
Karen Thompson, Marketing Manager at Toledo Engineering Co (TECO), said that the company had discussed the lack of raw materials, parts and energy with many of its customers.
However, despite the energy crisis, the company had never been busier. Ms Thompson said this was partially due to the Covid backlog, with customers now having to schedule furnace repairs two years in advance.
“Everyone wants to talk about business, we need double the people [on the stand]!”
Some customers were looking at the de-commissioning, or re-commissioning of furnaces, but Ms Thompson said this would take years – if the average furnace lifespan is expected to be 15-20 years.
She said it was hard to say whether clients should go the environmental route (with electrification) or the pricesavvy rout with electricity being so expensive.
Bucher Emhart Glass
Enrico Pirotto, Sales Account Manager at Bucher Emhart Glass, said that they had customers from all over the world visiting their stand, including Japan and the Middle East.

Mr Pirotto said there were concerns over the energy crisis from customers, as well as the supply of natural gas and raw materials.
However, 2022 has been one of the most profitable years for the company, if not the most. Mr Pirotto believed that innovation had kept the company one step ahead, and was the way forward through these challenging times.
The company’s latest development was its Smartfeedeer for gob control, which will be released in 2023. One of its benefits is that gob weight and length can be automatically adjusted for each section.
For an extensive interview with the company’s President, Matthias Kümmerle, see the September issue of Glass International.
Glass International October 2022 0 Continued>> 12 www.glass-international.com
3� Angus Farquhar (left) said everything from the furnace to the lehr had come up in discussions with Grenzebach clients.
ENERGY
FURNACE, SO

ALL
WE ARE USING
OUR
DESIGNING YOUR
YOU DON'T WASTE YOURS! INNOVATION AS STANDARD ® TOLEDO ENGINEERING / TECOGLAS / ZEDTEC / KTG ENGINEERING / KTG SYSTEMS / EAE TECH www.teco.com
4
product and complex neck ring shapes.
Visitors wanted to know how they could improve productivity with the use of swabbing robots.
He said: “Not all of them were familiar with the concept and the benefits of the swabbing on the fly by robot and no rejection after swabbing.”
Of course, the cost of energy was also discussed, but the focus was to keep skilled people into the hot end area.
“Too many people with a technical background are leaving the hot end area, and all the technological devices need at least one guy with this expertise to maintain or set-up.”
FAMA
Grenzebach
Angus Farquhar, Field Engineer at CNUD EFCO (a subsidiary of Grenzebach), said that they had discovered many new customers, and had spoken with a lot of existing ones too.
Mr Farquhar said “everything from the furnace to the lehr” had come up in discussions with clients, particularly since the company had gone turnkey.
There was also an interest in Grenzebach’s joint company with Sorg, GSE – Grenzebach Sorg Engineering, which Grenzebach introduced at the event after forming the company earlier this year.



The aim of the alliance was to ensure that customers had full access to the latest technological developments for sustainable and state-of-the-art glass production.
Grenzebach also founded Envelon, a system supplier for photovoltaic facades and building envelopes, which aims to provide sustainable solutions for the industry as well.
Part of the sustainable developments from Grenzebach include its redesigned annealing lehr, which was built on the knowledge of CNUD EFCO.
Mr Farquhar said that the R&D team
succeeded in reducing the lehr’s energy consumption by 70%.
“We try to reduce everything. We try to bring [emissions] down so the production is a lot cleaner coming out the other end.”
Mr Farquhar was optimistic that the industry could achieve net zero emissions by 2050, due to the constant work of the R&D team. (Pic 3)
Socabelec
Marco Veri, CEO of Socabelec, highlighted the company’s latest developments to improve neck ring swabbing for WM
Lorena Casiano, Marketing Co-ordinator at FAMA, also said the show was a success, with the manufacturer’s stand being very busy throughout the show.
“This show was what we expect, you know. It’s a very wonderful show for us.”
Ms Casiano also said that there was a lot of interest from other countries.
“In my team, for example, there was a meeting with people from Pakistan, and yesterday people from Croatia, other people around the world that don’t know us, and so the exposure here was amazing.”
PSR
Simon Parkinson, Managing Director of Parkinson-Spencer Refractories (PSR) reported a good show: “Although overall footfall may have been lower than in previous years, the quality of visitors to the exhibition and to our stand was very good with a large number of constructive meetings held with our customers and partners.
“Above all it was fantastic to be back at a large event with the glass community and to see our friends and colleagues after four
Glasstec review 0 14 www.glass-international.com
� Simon Parkinson (third left) said PSR had expansion projects planned around the globe. Image copyright: PSR.
� Mikael Le Guern (middle) said Eurotherm had seen a lot of upcoming projects to increase the electrical boosting in glass furnaces.
Continued>>
� HFT described the show as excellent with high quality visitors.
5










Emhart and Vertech’ form partnership
Glass technology suppliers Bucher Emhart Glass (BEG) and Vertech’ confirmed their digital partnership at Glasstec.
The two companies have agreed on a co-operation to take data collection and
usage in the glass plant to the next level.
The co-operation will benefit customers with single point data access to the complete line data from batch to palletiser including all relevant forming parameters collected from and around
the IS machine.
Based on the correlated data BEG and Vertech’ will offer applications and solutions that increase efficiency of the glass plant and quality of the containers.
long years.”
The UK-based group showcased developments it had been working on over the past four years. These included new refractory materials, PSR-930 and PSR-925, which provide improved operating life for feeder expendables.

Although the effects of the global economic and energy crises were regular topics of conversation, the overriding theme of the exhibition was largely positive, Mr Parkinson said, with expansion projects planned around the globe. (Pic 4)
Pyrotek
Joe Tarulli, General Manager-Glass, Pyrotek, reported more than 200 visitors to its booth. While the majority were from Europe, he reported guests from all regions of the globe.

“Besides customers, Glasstec is always a good opportunity to meet face-to-face with key suppliers and partners. I have no doubt the show was a worthwhile investment for Pyrotek.”
The company was highlighting two product groups in particular - expendable refractories and STS ware handling parts for the container market.
He added most people they spoke to were cautiously optimistic, despite current global economic uncertainties.
“Rather than concern about the future, our customers are focused on operational
improvements and cost saving initiatives for their plants, both of which are Pyrotek strengths.”
Antonini
Barbara Antonini, CEO of Antonini, also reported a good show, with many visitors who, despite the global situation, were all talking about future projects.
The company is focused on reducing gas and energy consumption, she said.
“We have application for our old lehrs to make them get a lower consumption, we have updated our burner for new machines, so that we guarantee a lower consumption, we are producing a dual heating [electric and gas lehr], we are almost ready to launch our IE5 motors.”
Common talking points with visitors were difficulty in deliveries of some raw
Glasstec review www.glass-international.com 17
� Frederic Nio said Novaxion’s next steps were to incorporate AI into its swabbing robots.
6
� Ulas Topal (third left) and Matthias Kümmerle (second right) confirmed their companies’ digital partnership.
Continued>>

materials, huge costs of transportation of goods, energy cost and energy saving as well as future technologies in making hollow glass.
Eurotherm by Schneider Electric
Mikael Le Guern, Global Key Account Manager-Glass at Eurotherm by Schneider Electric, said the quality of the visitors to its booth had been high.
“People have been coming to us for a purpose, with quite a few prospective new projects coming up.”
There had been a focus on decarbonisation within the industry in recent years and ways to reduce CO2 emissions. One of these ways has been the partial or complete electrification of a plant.
“We see a lot of upcoming projects to increase the electrical boosting, the share of electricity, in the glass furnaces.
“It’s this movement towards decarbonisation and electrification. It’s definitely something that we’ve been talking about for many years, but we’ve seen this trend accelerating or really starting two years ago.
“Now the sheer number of prospective projects is dramatically increasing.

“So, we hear very often about partial electrifications or there are few projects
already of complete electrifications of glass furnaces.
“We think in the next few years it’s going to be really, really interesting for the kind of business that we have to offer.”
While the current energy crisis has thrown a wrench in the works, Mr Le Guern believes the long-term goals of the industry will remain the same. (Pic 5 )
Novaxion
Frederic Nio, Managing Director of Novaxion, described the show as ‘amazing’.
“We met a lot of the clients and customers - we found people that we haven’t seen for two, three, four years, so it was great.”
The group was highlighting its innovations over the past few years, which included its latest software for IS machines, as well as the new design of its swabbing robots, which the group has developed over the past two years.
Mr Nio said the company’s next steps were to incorporate AI into its robots.
“For example, we would integrate thermal cameras under the robots. So, we can use the robot not only for swabbing, but to also have a vision of what’s happening in that section of the IS machine.”
He highlighted digitalisation as a ‘big need’ within the market, with many clients looking to collect further data on their machinery. Fortunately, these new developments can be added to existing machines.
The company is also hoping to reduce its environmental impact by using spray oil as opposed to grease, which reduces the consumption of lubricant by 75%.
BDF
Nicolas Trentin, Marketing Manager at BDF Industries, said the company had focused on two main topics: performance and energy saving.
It presented a hybrid section of an IS machine and a fully electric Servo Baffle and Servo Blowhead Mechanism.
Mr Trentin said: “We’re working hard on this topic, not only to achieve a green economy model but also in terms of supervising software to increase machines’ performances.
“Such a software is Panorama, a software able to give us in real time the status and the management both of the furnace and the IS Machine. These devices give us information about the consumptions, performances, and working conditions of machines.”
Glass furnace inspection company Franke Industrieofen Service has joined the Munich-based industry service specialist, Robur.
It will now offer its furnace inspection and monitoring services under its new branding FIOS.
The agreement was confirmed at the Glasstec show.

Dr Norbert Pfitzner, founder, and CEO of Franke Industrieofen Service, said: “Operating in the glass and aluminium industry we are already well known in Germany and central Europe.
“Together with Robur we want to expand our reach and offer our services to more clients – together Robur partners and especially with our longtime friends at Excelsius.”
FIOS specialises in furnace inspection and monitoring services without stopping the production process.
Using a self-developed mobile
Robur acquires FIOS
inspection camera system, FIOS delivers HD-quality insights into the furnace during the production process in temperatures up to 1,500ºC and gives feedback on the burning process.
This information can be used to make well-founded decisions on necessary furnace maintenance.
The two groups were already known to each other through their cooperation with Excelsius.
“FIOS is the perfect extension of our hot work services” said Dr Florian König, Senior Partner at Robur, and CEO of the Business Unit Process of the group.
“FIOS and Excelsius have already partnered in the past, are both companies of choice in the glass and aluminium industry and together have the ideal potential to expand into further industries to deliver their hot works expertise,” he added.
Glasstec review Glass International October 2022 www.glass-international.com 19
(Pic 6 )
�
Dr Norbert Pfitzner (left) and Dr Florian König (right) confirmed their companies’ agreement at Glasstec.
https://www.glasstec-online.com/
For humans, it’s obvious. For NEO too.
NEO Artificial Intelligence for defect recognition

Strong demand for Indian solar glass
Borosil Renewables is India’s only current solar glass manufacturer. Mr Pradeep Kheruka* outlines the company’s recent acquisition, as well as the Indian solar glass industry.

Borosil Renewables is revolutionising the Indian solar glass manufacturing industry. The company is India’s first and only solar glass manufacturer, also called low-iron textured solar glass. This is used primarily in solar PV modules but also finds application in the manufacture of flat plate collectors, which are used for heating, greenhouses, etc.
There is a strong demand for our solar glass not only in India but also in other geographies such as the EU, Turkey, Americas, MENA countries, etc. We have decided to add more manufacturing capacity to cater to this demand.
The company has undergone a significant capacity expansion in a short span of time during the last three years. Earlier this year, Borosil acquired Interfloat Group, one of the largest solar glass producing companies in Europe.
Interfloat acquisition
The Interfloat Group consists of GMB Glasmanufaktur Brandenburg (GMB), located in Tschernitz, Germany, and Interfloat Corporation, based in Ruggell,
Liechtenstein. GMB operates a solar glass plant with a production of 300 tpd. With its acquisition of the Interfloat Group, BRL’s solar glass output will grow from 450 tpd to 750 tpd.
There is already a plan in place to increase the capacity at the German plant from 300 to 500 tons per day in the next 18 months. With Borosil’s expertise in capacity additions at a lower capital expenditure (CapEx), we believe we shall be able to bring appreciable value to their expansion plans.
We believe that we shall be able to realise several synergies in production and sales once we get into the management of the German company. A very big class of beneficiaries will be the European customers who could then be supplied from two locations. Borosil’s expertise in achieving high efficiency in the manufacturing process which results in lower costs arising from higher throughput will bring higher economies to the Interfloat group.
Moreover, the rapidly increasing demand for different glasses, be they
thinner glasses for glass/glass modules or larger size glasses for the new generation of large-size solar cells put a strain on a single production line. With several production lines, each capable of producing a different type of glass, we will be ready availability for each specialised requirement. (Pic 1)
Current projects
Borosil Renewables has three solar glass manufacturing projects in development. Our third furnace - SG-3 of 550 tpd – is expected to be commissioned by October 2022. Further, the domestic solar PV manufacturing sector in India has now received a significant boost on account of the imposition of Basic Customs Duty (BCD) on solar cells and modules and Production Linked Incentives (PLI) besides non-fiscal measures like the introduction of Approved List of Models and Manufacturers (ALMM).
These measures are expected to boost domestic manufacturing of solar modules
Solar glass Glass International October 2022 www.glass-international.com 21 Continued>>
� Mr Pradeep Kheruka, Executive Chairman of Borosil Renewables.
and all components including solar glass. Considering the market scenario, we have decided to merge the SG-5 project with the SG-4 project. This will lead to higher production and better efficiencies, due to a larger furnace. SG-4, which will have a capacity of 1,100 tpd, is expected to be commissioned during the second quarter of the financial year 2024-25.
Technology
The selection of technology is important in the solar glass industry as it determines various factors like efficiency, fuel consumption, longer running life of the furnace, etc. These important factors eventually determine the competitiveness of the manufacturing and have an impact on product quality as well.


We have been using technology since the inception of our factory in 1994 when we successfully used the Pittsburgh process. We are now going for a 550 tpd furnace and the design for the same has been sourced from a popular supplier of large furnaces.
This furnace design uses a cross-fired technology for charging the fuel for glass melting and is expected to be efficient and user-friendly. Moreover, such furnaces are expected to have a longer running life before they become due for a rebuild. The other equipment used for glass manufacturing and processing is also from reputed global suppliers.
Demand
Some companies have announced their decision to start producing solar glass in
India. A large portion of these proposed capacities will go towards meeting the captive requirement of solar glass for their integrated solar manufacturing facilities.
The balance demand for solar glass, if any, is expected to be met through imports. We expect the market share of domestically manufactured solar glass in India to grow substantially in future. At present, our Indian operations have a manufacturing capacity of 450 tpd which is enough to make 2.8 gigawatt (GW) of solar modules. (Pic 2)
Imports
The anti-dumping duty on Chinese solar glass has been in place since 2017 and it is now proposed to be extended by two more years till August 2024. The impact of this duty had been to shift the import of solar glass from Malaysia, where a 100% Chinese-owned solar glass manufacturer is based. Meanwhile, another Chinese company has set up production in Vietnam, which has been actively exporting glass to India. These imports

enter India free from import duty. Thus, no change in pricing and cost structure of the independent power producers is foreseen.
As explained, we plan to reach the total capacity of 2,100 tpd by FY25 from our present capacity of 450 tpd. A major portion of this capacity will be serving the domestic market and cater to the module manufacturing capacity of about 10 GW in India.
If this proposal from the Directorate General of Trade Remedies to extend the anti-dumping duty is accepted by the Ministry of Finance for implementation, it will encourage the Indian solar glass manufacturers like us to move forward with capacity additions as planned and invite other players to add solar glass manufacturing capacities.
Today the market share of Borosil Renewables in the domestic solar glass market is about 35%. While we plan to add capacities and reach 2,100 tpd by 2024, we expect our market share to continue to be around the same number since the demand for solar is also expected to increase in a similar manner.
As stated above, there are some solar glass capacities likely to be added for captive consumption and hence the share of domestically manufactured solar glass is expected to increase in the future substantially and the share of imports could come down. �
*Executive Chairman, Borosil Renewables, Mumbai, India https://www.borosilrenewables.com/
Solar glass Glass International October 2022 0 22 www.glass-international.com
� Pic 2. Currently, Borosil’s Indian operations have a manufacturing capacity of 450 tpd - enough to make 2.8 gigawatt (GW) of solar modules.
� Pic 1. Borosil will implement several production lines with the acquisition, each capable of producing a different type of glass.
It‘s having ALL the right data, at the right time, at the right places. YOUniverse gives you more process control and helps you to foresee problems early and to take the right decisions quickly, With open-protocol software solutions, linking hot and cold end sensors to your production machinery, you make the most of the data in your plant, you improve glass quality, you reduce wastage and increase productivity. Make your life easier - with YOUniverse.
Visit youniverse.tiama.com to arrange a demonstration
Data
the deciding factor
under control – all the time
–
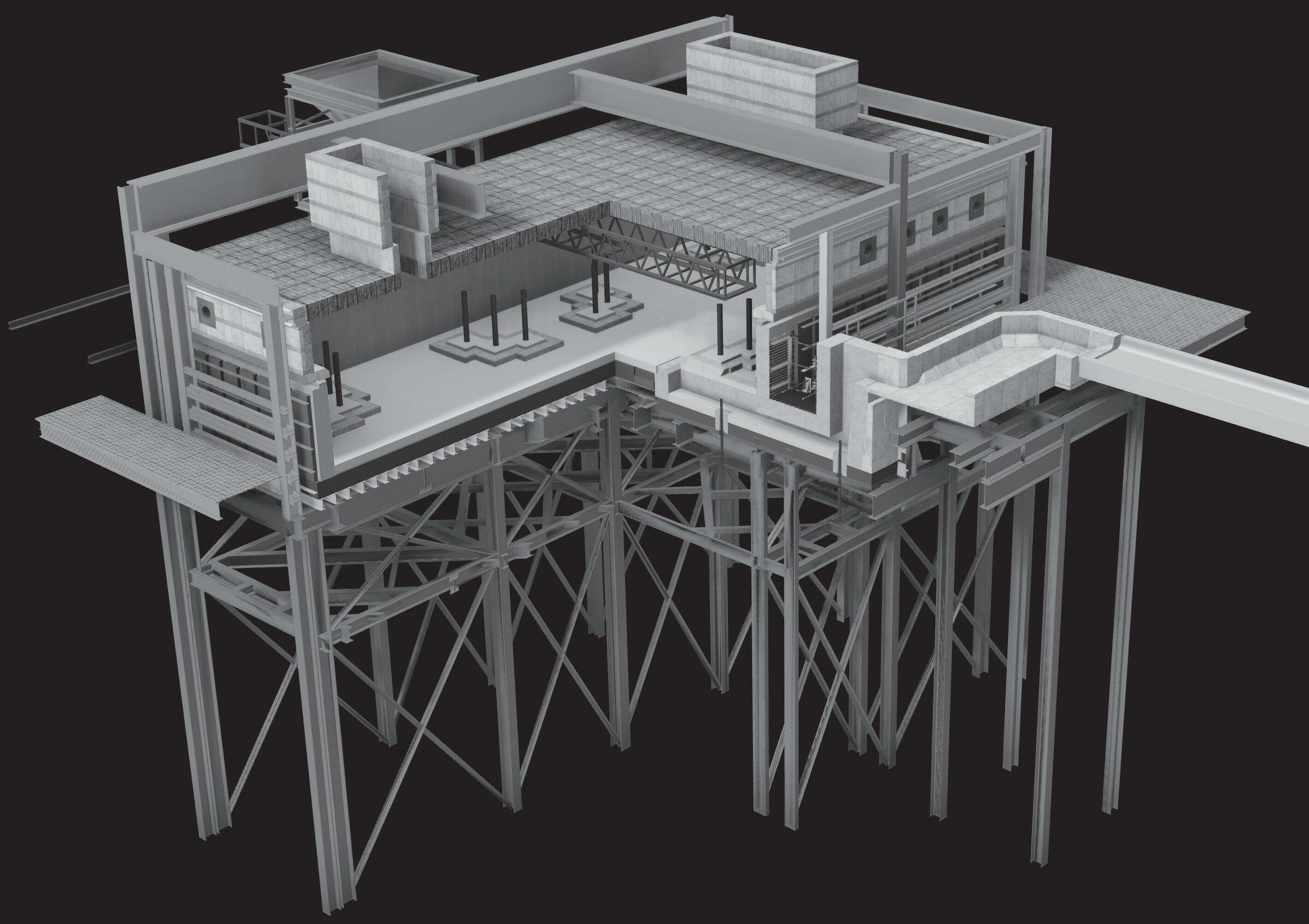
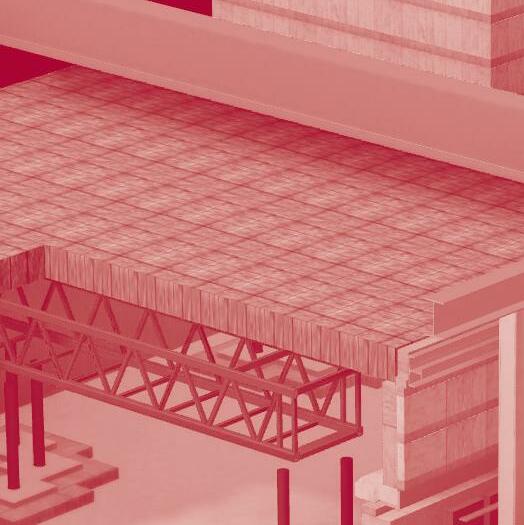
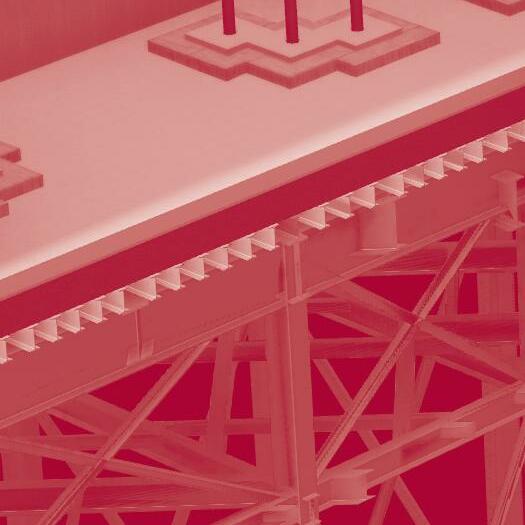
Practical simulation of a key machine
Mexican glass industry equipment supplier FAMA took its conversion from pneumatic to full servo IS machines as an opportunity to use simulation tools for the first time. Thanks to the digital twin, engineering time was cut in half and real commissioning was accelerated. All this was based on a co-ordinated motion control system consisting of a controller, converters and motors from Siemens.
FAMA(Fabricaciòn de Màquinas) is a subsidiary of Mexico’s largest glass manufacturer Vitro. Founded in 1943 as an in-house centre of expertise for machine building, the company has accumulated an impressive wealth of experience.
More than 500 employees at the headquarters in Monterrey, Mexico, now ensure that the Vitro factories and external glass manufacturers are optimally equipped with IS machines, furnaces, and other equipment while also taking the lead in turnkey projects in the glass industry.
The focus is on comprehensive solutions for the glass container, architectural glass, and automotive glass industry and the metal mechanic industry. That’s why Juan
S. Farias, long-time Managing Director of FAMA, sees the successful transformation of the portfolio for the digital age as one of his most important tasks.
“We’re convinced that we have to make our machines and systems so intelligent that they’ll benefit glass manufacturers much more than they do today,” he says.
Key simulation project:
IS machines
Because IS machines are known to play a key role in bottle production, FAMA took the transition from pneumatic to full servo machines as an opportunity to use simulation tools for the first time. “When we first developed the new machines in the traditional way, there were constant delays,” says Daniel Arredondo, Head of Electronics at FAMA.
“One problem was that we weren’t able to verify machine concepts until late in the process because, for example, parts were missing.”
Help finally came from Siemens, a longstanding partner with a proven motion control system consisting of a coordinated combination of controller, converters, and motors.
“We’ve always been impressed by the technology, price, delivery periods, and training services,” says Carlos Sandoval, Automation Manager at FAMA. “We also greatly appreciate OPC UA as a communication standard, because we need convergent, end-to-end, secured networks that are flexibly scalable and dynamically adaptable without sacrificing speed.”
Forming Glass International October 2022 0 24 www.glass-international.com
� For the re-engineering from pneumatic to full servo machines, FAMA used simulation tools for the first time: NX MCD and Simit from Siemens.
Digital twins instead of prototype machines
As a result of this satisfactory collaboration, the Mexican equipment supplier is using the NX MCD and Simit software tools from Siemens for the first time to simulate the mechanical design and, ultimately, commissioning of the fully electric IS machines.

“The process took only half the time it would have if we’d had to develop prototype machines, and the commissioning time was also much shorter,” Arredondo cites as the main benefit.
“We found this concept so attractive that we wanted to make it a unique selling point in our market development outside the Vitro world,” says CEO Farias.
“In the future, for example, we’ll be able to present machines to our customers much earlier when we eliminate real prototypes and show them the corresponding digital twin instead.”
Unleashing the full potential
Here’s just one example from among the many that FAMA has implemented in the course of its automation and digitalisation efforts. Even before the pandemic, remote services were already playing an important role. This was combined with future safety and security solutions like integrated robots for lubricating moulds so that employees no longer have to come into such close contact with the IS machines.
“If we then manage to make the machines self-learning with the help of AI, we’ll be much further along the path to providing our customers in the glass industry with valuecreating solutions,” Farias concludes. “To accomplish this even more effectively, we’ll also be open to future innovations from Siemens.” �

FAMA, Monterrey, Mexico https://fama.com.mx/en/ Siemens, Karlsruhe, Germany www.siemens.com/glass

Forming www.glass-international.com 25
� Juan S. Farias, Managing Director of FAMA, sees the successful transforma tion of the portfolio for the digital age as one of his most important tasks.
SU PPLY CHAI N CONFID ENCE 5 LOCATIONS ACROSS UK AND IRELAND • Soda Ash • Sodium Sulphate • • Feldspars • Chrome • Barium Sulphate • Sodium Nitrate SPECIALISTS IN THE GLASS INDUSTRY +44 (0)20 8332 2519 sales@newport-industries.com Contact us: +44 (0)20 8940 6691
The Society of Glass Technology exists to serve people who are interested in the production, properties or uses of glasses, whether from a commercial, aesthetic, academic or technical viewpoint.
It is a non profit making organisation serving a worldwide membership publishing jour nals and text books, organising meetings and conferences on glass related topics.

You can now join the SGT by going to www.sgt.org and selecting your jour nal choice and appropriate package. You will also be able to see the comprehensive history and activities of the society

Serving the Glass Community for more than a century www.sgt.org +44 (0) 114 263 4455 9 Churchill Way, Chapeltown, Sheffield, S35 2PY, UK
Society of Glass Technology Join the worldwide network of interests centred on making glass great
70 years of Pilkington float glass
Pilkington UK, part of the NSG Group, celebrates 70 years of float glass production this year. Leopoldo Garces Castiella* and Neil Syder** outline the company’s history and plans for a decarbonised future.

This year is the 70th anniversary of float glass invention, which was invented by Sir Alastair Pilkington. However, the company ‘Pilkington’ is much older, almost 200 years, having been established in 1826. The company was founded by John William Bell under the name St Helens Crown Glass Company, before later becoming Pilkington in 1884.
The success of our company lies in our skilled and knowledgeable employees, combined with our continuous focus on technology development and innovation. Our customers, suppliers and other stakeholders continue to play a critical part of that success.
History
In the early 17th century, the introduction of coal-
� Left: Leopoldo Garces Castiella, Head of Architectural Glass at NSG Group.
� Right: Neil Syder, Managing Director of Pilkington UK.
fired furnaces in glassmaking had caused most glass-production to be in the North East of England, where most of the coal mines were located. The first glassmaking furnace in St Helens was built by 1700, so there was already competition by the time St Helens Crown Glass Company was established.1
The company was formed with the technical knowledge and ability of Mr Bell plus capital from three of the most influential local families: the Bromilows, the Greenalls and the Pilkingtons.


In 1849, it was officially renamed Pilkington Brothers after William and Richard Pilkington acquired the company.1
In the late 1800s, Siemens created furnaces that allowed continuous molten glass flow, rather
Company profile: Pilkington UK Glass International October 2022 www.glass-international.com 27
Continued>>
� Pilkington’s UK Float Plant (Greengate Works) in St Helens.
than the intermittent pot method. These were invented by William Windle Pilkington (son of founding brother Richard) who also developed more efficient lehrs (the furnace used for cooling, or annealing glass), reducing annealing time to hours rather than days.1
In 1871, the company became the only British manufacturer of plate glass after buying the first plate glass works built at Ravenhead. An international expansion into Montreal, Canada followed in 1882 with the company’s first overseas depot. Soon after, Pilkington became a limited company in 1884.2
Alastair Pilkington
Sir Alastair Pilkington (above) was the inventor of the float process which is now the world standard for high-quality flat glass manufacture.

After fighting in World War II, Sir Alastair gained a degree in mechanical science from Cambridge. He then joined what was then the Pilkington Brothers as a technical officer in 1947. He was often publicly referred to as a distant cousin to the glass-making family, but no link was established between their ancestors.3
In 1952, Sir Alastair came up with the idea of the float glass process. It is often said that he invented the idea while helping wash the dishes after dinner.4 He supposedly saw how the oil floated on the surface and thought: what if glass is floated on liquid? This romantic idea of a lightbulb lighting up is in fact a myth and Alastair rejected the idea profusely. It is a fact however that he thought about the idea while completing a mindless task and his mind was wondering.4
Float glass
Sir Alistair began experimenting in December 1952 and though imperfect, he made a flat piece of glass very early in the experimentation stage. However,
for this process to reach its full potential and be a success it would have to create a constant flow of high-quality glass 24/7.4
All pieces of glass which were made by the process between 1952 and 1959 were not right, which made the honing of this process long and gruelling.
In 1955, Pilkington formally decided to build float process machines and after seven years of effort and £28 million (approximately £150 million in today’s money) in R&D expenses, a sheet of glass made entirely by the float process was produced in July 1958.4
In 1959 Pilkington announced this cutting-edge process to the glass-making world and licenced out the rights to use the process. There are now around 500 glass float lines in the world and the float process is considered the world standard for high quality glass manufacture.4
Achievements
The invention of float glass was clearly a huge milestone, not only for us but for the entire industry. Sir Alastair’s development of the modern float glass processes was transformative, enabling the global glass industry to scale-up the production of high-quality glass to meet unprecedented demand from booming post-war economies in the second half of the 20th century. Its invention enabled new opportunities in architecture and automotive design,5 and led to the first production of float glass in Asia by NSG in 1965.6
NSG Group and its subsidiaries have a long history of innovation. 10,000 patents have been granted to the company over the last 120 years. A history of our industry firsts can be found on the nsg.com website.7
Now, our world-first trials of hydrogen and biofuel represent a starting gun sounding on the industry’s race to net zero. Decarbonisation is the biggest challenge for the industry in the 21st century. The success of these trials is hugely important in confirming that it’s viable to manufacture high-quality glass using low and zero carbon fuels. It’s a significant leap forward, but it marks only the beginning of the sustainable transformation the industry has ahead of it.
The future
A huge body of work remains before hydrogen, or indeed electrification, becomes widely used by the industry. Research suggests that it may not be until 2040 that these alternate fuels make a contribution, given the wider transformation required by energy networks to distribute large quantities of zero-carbon fuels. The widespread use of biofuel as a transitionary fuel is a more near-term solution, but its distribution and supply needs to significantly increase to meet the demands of industry.
Pilkington UK is working closely with a mix of industry and academic partners to help speed up
Company profile: Pilkington UK Glass International October 2022 www.glass-international.com 28
� Sir Alastair Pilkington, inventor of the float glass process.
profile:


UK this process.
We’re part of a £7.1 million project led by industry research and technology organisation Glass Futures, working under the Department for Business, Energy and Industrial Strategy’s Energy Innovation Programme.
We’re also working alongside energy distributors including HyNet North West, and sustainable technology specialists like C-Capture, to help research, test and prove new sustainable ways of manufacturing glass.
It’s a great case study of industry, academia and public partners working together.

The next 70 years

Seventy years is a long period, and many technological breakthroughs can and may change the industry during such a long period of time. However, if we think about a ten-year time frame instead, our business priority is to grow the business in a sustainable way.


This means that, on one hand the business must be profitable, and on the other we need to focus on sustainability from the environmental perspective. The group is fully committed in achieving its 2030 emission targets and the carbon neutrality in 2050. Many projects are under development, such as the hydrogen trials in the UK. �
*Head of Architectural Glass, NSG Group, Tokyo, Japan https://www.nsg.com/en



** Managing Director, Pilkington UK, Lathom, Lancashire, UK https://www.pilkington.com/en-gb/uk


References
1. https://www.pilkington.com/en-gb/uk/about/heritage/ the-story-of-pilkington-uk
2. http://100th.nsg.com/groupcompany/01/


3. https://www.pilkington.com/en-gb/uk/about/heritage/ inventor-of-float-glass
4. https://www.pilkington.com/en-gb/uk/about/heritage/ invention-of-float-glass
5. https://www.pilkington.com/en-gb/uk/news-insights/ latest/pioneers-and-trailblazers-70-years-of-float-glassinnovation

6. http://100th.nsg.com/story/02/






7. https://www.nsg.com/en/iyog-2022/monthly-columnnsgs-firsts


Company
Pilkington
* latest swabbing-robot installed in July 2017 in Germany *
THE

SUSTAINABLE REFRACTORIES AND ENGINEERING SOLUTIONS FOR
GLASS INDUSTRY Delivering quality and service without compromise since 1800. www.parkinson-spencer.co.uk
Developments in all-electric glass melting
Max Kallert* dicusses some of the latest technological innovations in all-electric glassmaking, which include a change from regular octagonal-shaped furnaces to rectangular.
In the current situation of global warming and, for large parts of the world, the uncertain security of supply and rising costs for fossil fuels, a general interest in the reduction of CO2 is growing in the glass industry.
While the direct substitution with hydrogen or bio-gas makes sense in some applications, it often struggles with efficiency, not (yet) existing infrastructure and uncertain availability. An increased use in electric power is another way to go.
Starting from a fully fossil furnace, the incorporation of boosting is the first step in this direction. Hybrid concepts with an electric share ranging from 20% to 80% seem like logic follow-up steps.
But why not make a full transition towards electric energy? All-electric glass furnaces are anything but a brand new invention. There is a rich history in melting glass only with electricity. Nowadays, it is mostly utilised for high quality and speciality glass. For container glass production known disadvantages like a limited maximum pull (< 200to/d), restrictions regarding flexibility and
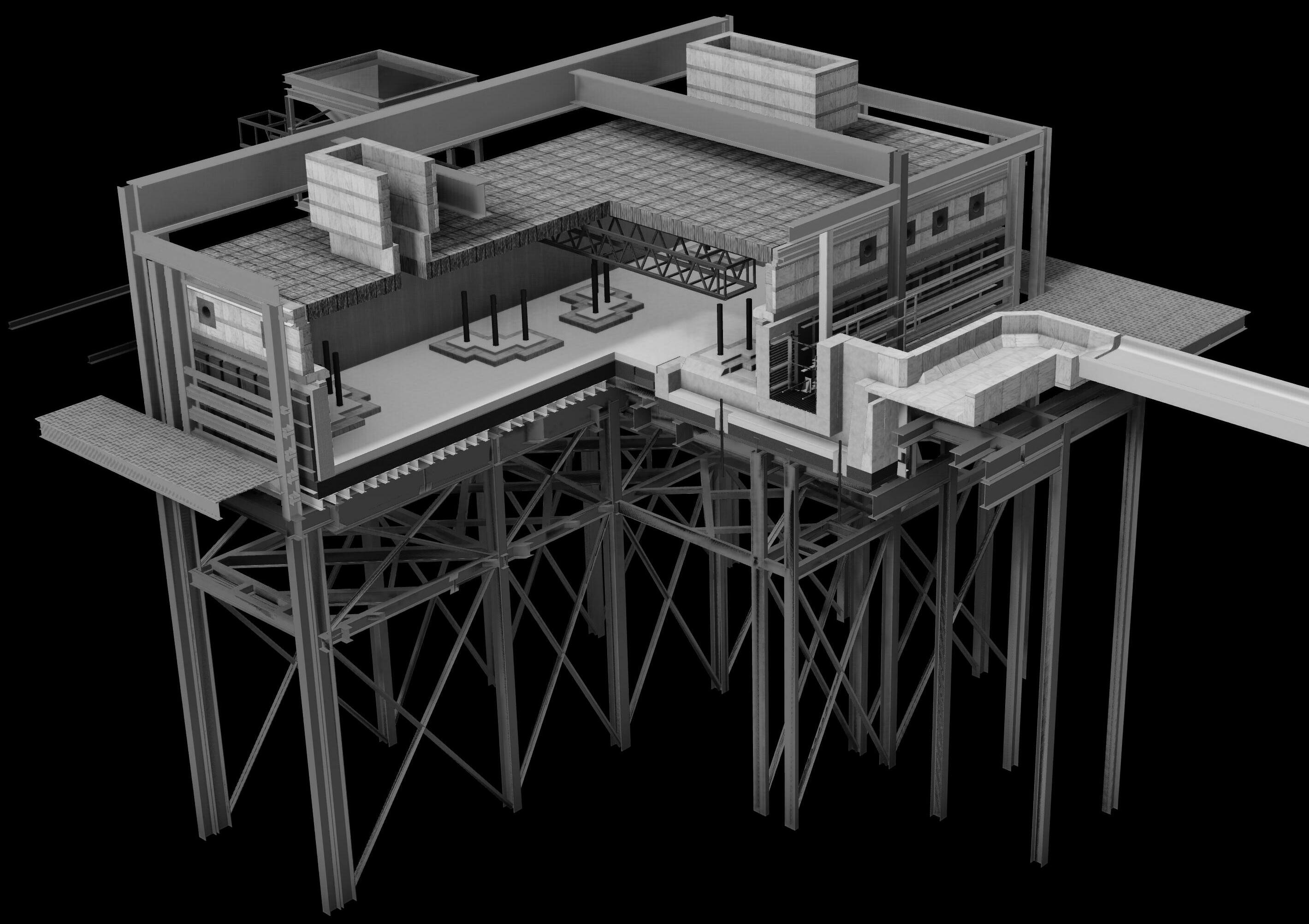
�
Fig 1. Comparison of flow patterns for 200 to/d all-electric furnace for a round (left) and a rectangular (right) furnace.

cullet and a short lifetime prevent the all-electric furnace from gaining more traction for glass producers.
Horn is developing concepts to move the barriers for the first two topics to make all-electric melting a more interesting solution. In addition, a modular system in the build-up of the furnace reduces costs for rebuilding the furnace after a lifetime and also for increasing the maximum pull rate for a second runtime.
Upscaling
The most used shape for all-electric furnaces is round (octagonal or dodecagonal) with the electrodes positioned near the side faces. To stay in this shape, an increase of the maximum pull from 60 to/d to 200 to/d would mean a change in the diameter from ca. 5 to ca. 9 m, which would almost double the distance between the electrodes, which are the main sources for convection in the furnace. As a result of the increased distance, large, unstable convection ‘loops’ inside the melt emerge. Subsequently, the melting process is
harder to control, which is why such large round furnaces have shown substantial problems in the past.
By switching from a round geometry to a rectangular (6 x 12 m) one, the critical distance is now determined by the shorter side and therefore strongly reduced. The convection loops get smaller and the process is easier to control.
Flexibility
The culprit in flexibility on all electric furnaces, be it regarding pull rate or cullet fraction, is the batch layer. For the cold-top melting described here, the layer is covering the entire surface of the glass melt. Therefore, it behaves as an insulator and lowers the heat loss to the surrounding.
If the temperature of the glass melt is too high, the batch melts too fast and the layers starts to diminish. This results in unstable behaviour and a high heat loss.
If the temperature is too low, there is not enough energy to melt up the batch and
Furnaces Glass International October 2022 www.glass-international.com 31 Continued>>
refine the glass sufficiently. Additionally the thickness of the batch layer increases. A loss of permeability for the developing gases can lead to ‘gas cushions’ beneath the glass and batch, and prevent proper heat flux.

To generate more leeway, Horn is increasing the depth of the furnace. Thereby the residence time of the glass is higher and the temperature needed for sufficient quality can be decreased.
This facilitates the process and provides more flexibility regarding the cullet fraction as well as for the pull-rate.
Modular geometry
walls in the vicinity of the electrodes normally show a lot of wear, others like the superstructure and (for furnaces with mainly top or horizontal electrodes active) often the bottom too can be reused.
With the rectangular shape, the furnace can easily be divided into modules consisting of four pairs of electrodes (or triples, depending on size).

This can be seen for example in Fig 1, where the furnace consists of three of these modules. If the glass producer is interested in increasing the maximum pull for the rebuild, it is very much possible to add one or two of these modules for the next cycle of the furnace.
build a new furnace from scratch.
These features should help to mitigate the known disadvantages of all-electric furnaces for container glass production and focus more on the advantages of this technology (higher energy efficiency, lower emissions,…).
With that in mind, all-electric melting can be an important part in reducing the dependency on fossil fuel and the CO2 footprint, while making the production of glass even more eco-friendly. �
*Technology R/D (responsible for CFD
Furnaces Glass International October 2022
� Fig 2. Comparison for different furnace depths and the influence on the temperature, especially in the upper part of the glass melt. Over 1000 production lines are equipped with Graphoidal Shear Spray Systems. Contact us today to find out how our latest technology can help you. Tel: +44 (0) 1246 266000 Email: sales@graphoidal.com Fax: +44 (0) 1246 269269 Website: www.graphoidal.com Graphoidal Developments Ltd, Broombank Road, Chesterfield S41 9QJ, England
SHIELD
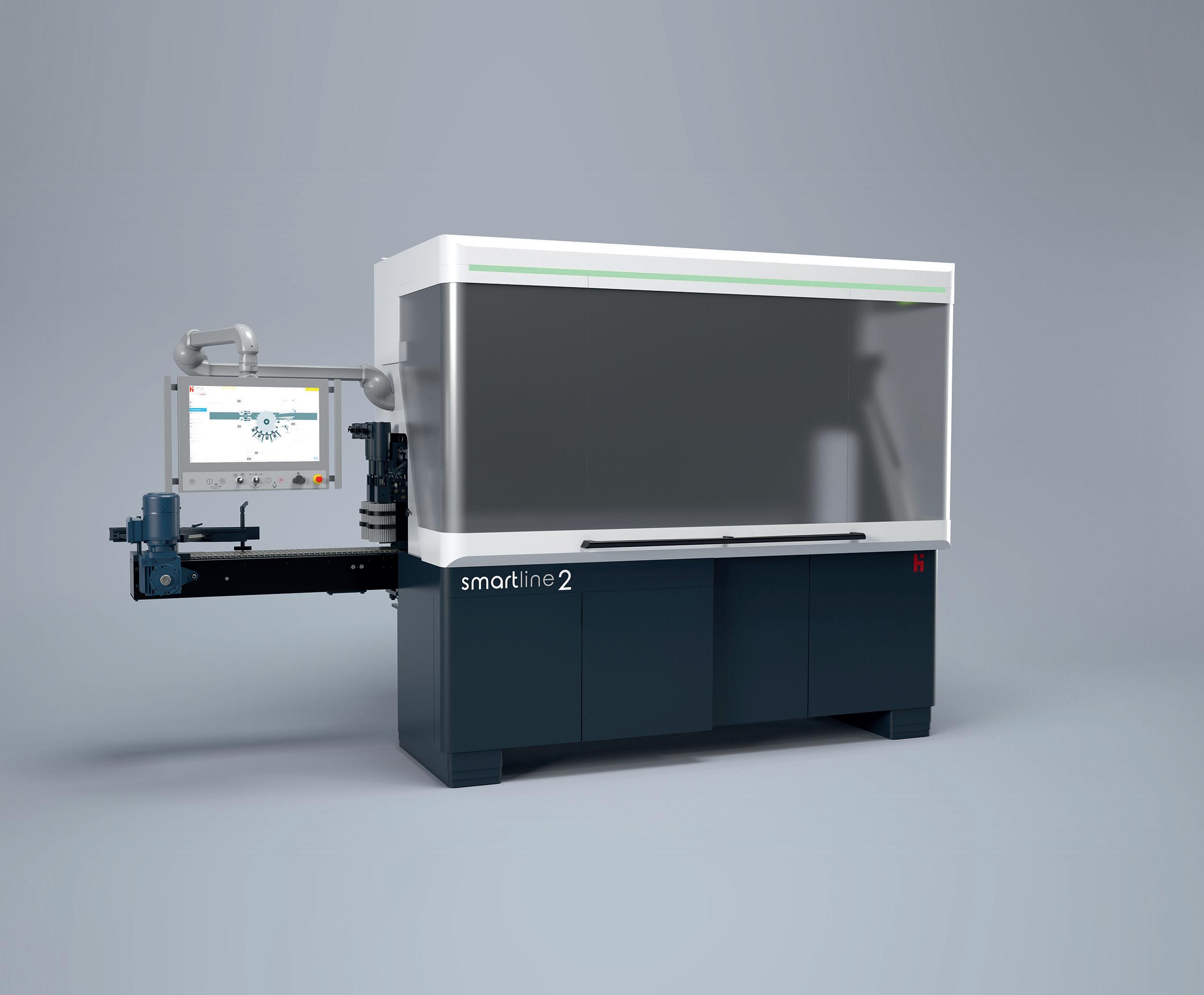
www.heye-international.com SMARTLINE 2 NEXT LEVEL INSPECTION + Flexible inspection options + Fast job changes + Full connectivity + Reliable and robust design + High compatibility with existing tooling sets SMARTLINE 2 STARWHEEL INSPECTION MACHINE COMBINING FLEXIBILITY AND SPEED H i
Blank side robot optimises glass container production
Peter Witthus* discusses how its new BlankSideRobot increases work safety as well as providing higher product quality and improved productivity.
The new lubricating robot for the blank side is the latest in a series of equipment developments from Heye International aimed at optimising the glass container production process.
The BlankSideRobot has a compact design (Fig 1), which means that no additional control cabinets are required. The complete control is integrated in the robot itself and in the set-up station. In addition, Heye engineers have also given thought to the oil supply. The main focus was to give priority to short distances for the oil supply.
The reservoir for the oil, including an oil level indicator, is located in the robot cage (Fig 2). The use of a higher-quality oil results in segregation and sedimentation, supporting a focus on the ecological impact. The user can refill lubricant at any time through a special service opening.
In combination with the company’s Multilevel Safety and Protection Concept and SpeedLine IS-Machine, the robot also increases safety of the system and for the user.
Health and safety
The first thing that catches the eye is the new compact design with integrated LED strips. The direction of travel, oil level, general operating status, operating mode and countdown to the start of the robot are displayed by the LEDs. Particular attention was paid to both safety of the system and safety of the user personnel. When it comes to system safety, the focus is on collision prevention/detection (between robot and invert) and a nondestructive tool.
The first stage is collision avoidance. The SpeedLine’s invert mechanism stops as soon as the lubrication robot is in the collision area. The second stage is collision detection. If a collision does occur, the station is automatically stopped to
prevent further damage. The third stage is the use of a “non-destructive” lubrication tool. Heye International uses a breakaway magnetic coupling.
If there is actual contact between the invert and the lubricating head, the front part of the tool detaches from a magnetic coupling on the lubricating tool. A catch rope, similar to the rims in Formula 1, prevents the lubricating tool from falling uncontrolled into the machine.
Safety is guaranteed by several equipment features. First, a safety cage avoids operator contact with the moving robot arm. The whole unit (hanging on the overhead rail) is equipped with sensors. When the robot starts its lubrication
process, the area in the direction of travel is monitored by sensors. If someone enters this area, the BlankSideRobot stops automatically. In addition, retractable panels prevent someone from reaching past the robot and into the IS machine.

Operating principle
The robot runs on a rail in the overhead beam. This means that the floor is free from obstructions and mould changes can be performed without any interference from the robot. All new Heye IS-Machines are prepared for the installation of the robot. Due to the excellent control of force from the robot into the overhead beam, there is a low susceptibility to vibration.
The robot sprays into the opened moulds on the blank side. “Swabbing on the fly” is the key advantage, which means that a production stop is unnecessary. Short spraying cycles with a small amount of lubricant results in avoidance of any need to reject bottles after swabbing. A special programme allows spraying of the neck ring, within the same time an operator swabs the blow moulds by hand.
Depending on local conditions, as well as the production process and container type, many advantages can be realised:
� Zero rejects from swabbing
� Avoidance of section stops
� Up to 75 % saving on lubrication
� Improved operator safety
� Stable and repeatable volume, thickness and location of swabbing lubricant.
� Consequently, more time is available for operators to focus on production optimisation.
� Automation solutions and closed loops to reduce manual operator interference.
Set-up
Another advantage is the robot set-up
Lubrication Glass International October 2022 0 34 www.glass-international.com
� Fig 1. Heye BlankSideRobot.
procedure. This can be performed by a zero-station in front of the IS-Machine. While one job is running, the settings for the next article can already be adjusted. The user sets the trajectory points and movement speeds. Once stored in the control system’s article database, the settings can be reused if the article is produced again.
In assortment operation, the HeyeBlankSideRobot can support up to four mould and finish jobs. This is perfect for use in product testing. Running the robot is easy, supported by its advanced control with an easy-to-use touch screen to help the operator to do his job. The lubrication process is fully automated with a simple start/stop command. No additional control cabinets are necessary.
Integration into SpeedLine IS machine

To be able to use all the features, a Speedline IS machine with HMST/FMT control is required (Fig 3). The integration






into an on-site machine is easy. Only four electrical lines (1x power supply, 3x data lines) and a compressed air line are required. There are also a few mechanical adjustments to the existing SpeedLine IS machine. The signals are transmitted via CanBus and Profinet. This solution is suitable for all production processes (Blow & Blow, Press & Blow and NNPB) as well as for round and non-round goods in any glass colour.


�

*Marketing, Heye International, Obernkirchen, Germany www.heye-international.com

Glass International October 2022 www.glass-international.com 35
� Fig 2. Left. Drawer with oil reservoir, located in the robot cage.
�Fig 3. Above. Heye SpeedLine IS machine with BlankSideRobot.
COLD-END COATINGHOT-END COATING www.vidromecanica.coM
Sustainable business through the Energy Trilemma
British manufacturing is facing possibly the toughest winter in a century, with energy supply creating some of the most pressing issues. Alastair Morris* investigates the three arms of the Energy Trilemma and how ParkinsonSpencer Refractories is taking steps to address the issues for profitable and sustainable business.
The recent Business Energy Tracker report from npower Business Solutions highlights the issues and concerns of some of the top manufacturers and organisations across the UK.

The findings are stark, with energy overtaking Covid as the top business concern for 77% of businesses and now a board-level concern for over 80%.
That said, companies still want to take positive action towards sustainability, with net zero measures deemed a key investment priority for 55% of respondents across the next 12 months. In the context of the Energy Trilemma - affordability, sustainability and security of supply - the report’s findings are timely, especially for the energy intensive sector of ceramic and glass manufacturing.
Refractories and glass solutions provider, Parkinson-Spencer Refractories (PSR), has been operating from its Halifax, West Yorkshire, base for more than 220 years. It produces up to 1,500 tonnes of refractory products each year and supplies 78 markets globally.
Each aspect of the Energy Trilemma affects the business - as it does the whole of the UK’s economy. Despite the Energy Bills Relief Scheme, fixing gas and electricity prices for business until April (at the time of writing), many companies - and manufacturers in particular -
consider this to be ‘really not certain enough’, and a short-term fix with no long-term strategy underpinning it.
The ceramics and glass industry is a high consumer of energy, meaning greater impact and less opportunity for longer term business planning, unless companies take matters into their own hands as PSR has done.
The second arm of the Trilemmasecurity of power supply - is increasingly likely to affect the UK, both domestic and commercial, as it faces a winter with the continued impact of geopolitical
forces and a shift to more localised, less centralised, power supply.
This sort of disruption is costly for manufacturing, especially for high-value or high-volume businesses. When PSR came to Powerstar for advice regarding energy management, it had already been facing fluctuation in voltage supply as well as blackouts due to disruption to their supply from the Grid.
We have commitments, as a country, to achieving net zero by 2050. As the third arm of the Energy Trilemma, sustainability is critical to meeting these

Decarbonisation - PSR Glass International October 2022 0 36 www.glass-international.com
� Left. Alastair Morris, Chief Commercial Officer, Powerstar. � Above. Inside a BESS.
targets and to a long-term energy strategy for the UK, and it is encouraging that top UK businesses are still committed to investment in sustainable technology, despite the current economic climate.
PSR are fully committed to a sustainable business model, being ISO 14001:2015 compliant, and having already invested in on-site wind turbines to produce clean, renewable energy, as well as transitioning to electric vehicles. With the help of Powerstar and Grid Beyond, PSR has invested in modern energy management technology and battery energy storage (BESS), for more secure, affordable, and sustainable energy. A sustainable approach is helping to shore up security and affordability of energy supply to ensure profitable production.

Energy disruption from the Grid is a serious threat facing UK manufacturing, particularly this winter.
We are moving away from centralised energy to more localised generation and supply, as part of the move to renewables and away from fossil fuels for the UK’s overall energy demands.
And all this when our National Grid already admits it is no longer fit fur purpose. The impact on UK manufacturing is costly. When PSR came to Powerstar, its manufacturing site in Halifax was suffering from increasingly frequent incidents of blackout.
For any company, this is at the very least a disruption to workflow but, for PSR’s manufacturing process, it is potentially catastrophic. PSR relies on continuous operation of its seven gas-fired kilns, with most products requiring sintering at temperatures up to 1,550°C for between one to three weeks. If firing programmes
are interrupted products in the kilns can suffer damage, and manufacturing schedules are disrupted.
Failed kiln firings will need restarting, once the product has cooled down naturally, to then be examined for any damage. A combination of fluctuation in the supply voltage to the kilns together with six blackouts in a six-month period clearly meant risk to profitability and to meeting customer demand.
Wasted product and manufacturing time equates to wasted energy - and the cheapest, and greenest, unit of energy is the one you don’t use.
Powerstar worked with GridBeyond, who aggregate batteries so that those with sub 1MW batteries are able to engage with Dynamic Frequency Response, meaning they can generate income from energy storage capabilities.
To support PSR’s critical operational needs of energy stability, alongside its strategic aims of sustainable and ethical energy usage, Powerstar recommended a combined solution to protect the site and the kiln operation, while also reducing energy costs and enhancing the company’s existing sustainability drive.
Powerstar’s solution combined a 250kW BESS alongside a 500kVA MAX voltage optimisation system, both integrated into a containerised unit onsite. The BESS offers the Uninterruptible Power Supply (UPS) that is critical to ensure manufacturing is not disrupted in the event of a blackout.

As compared to a traditional UPS, a BESS has much lower losses - down from around 10 - 15% to around 3%.
As added benefits, and with PSR’s commitment to sustainability in mind,
the flexibility of BESS technology means that the energy generated by its onsite wind turbines can be used more strategically - stored until needed, and also opening up the opportunity to manage energy purchase more effectively. This includes buying and storing energy from the Grid when prices are lower and then using that stored energy at peak times.
For a manufacturing facility operating 24/7, this provides a compelling case for investment. Equally, and working with GridBeyond, PSR now has a new revenue stream through its capacity to engage with Grid Balancing Services via the new battery.
As the second aspect of the new energy management solution, voltage optimisation (VO) plays a key part in reducing PSR’s energy consumption and costs, while also lowering emissions.
VO optimises energy from the Grid to the level required by equipment. The law in the UK and EU states that the mains supply voltage must be 230V +10%/6%. So, while your incoming supply is expected to be 230V, the allowed voltage range means it can be anywhere from 216253V.
To ensure your supply voltage is always within this allowable range, the National Grid will typically supply higher than 230V on average, and it is almost always higher than the 220V at which most electrical equipment is rated to operate.
The impact of working at a higher voltage can damage kit, shortening its lifespan and meaning higher maintenance and labour costs.
Where typically this has been remedied by transforming the whole voltage to a site, this means large losses - unnecessary costs and emissions. Where a modern
Decarbonisation-PSR Glass International October 2022 www.glass-international.com 37 Continued>>
� � Left and right: Parkinson-Spencer Refractories BESS installation.
solution, such as that recommended for PSR, is installed, only the reduced voltage is transformed, meaning lower energy losses.
In terms of meeting the problems manufacturing faces from the Energy Trilemma, the solution from Powerstar and GridBeyond is helping PSR to meet customer requirements while demonstrating its commitment to being an environmentally focused business.
The BESS from Powerstar protects the site from disruption in energy supply, ensuring the security that is vital to the company’s production cycles.
It had been estimated that each blackout encountered in the past had been costing the company anywhere between £20,000 and £100,000 when materials, labour costs, schedule disruption and reputational factors were considered.
Remote monitoring, as part of the new energy management system, means that Powerstar can help mitigate power disruption to the site, generally.
The new VO technology is helping PSR meet sustainability targets, while also improving affordability through a guaranteed 5% reduction in energy
costs. Similarly, since GridBeyond is now managing PSR’s engagement with grid balancing services, the company can now enjoy reduced energy consumption, meaning lower costs and reduced carbon footprint, while gaining the potential for new revenue from the connection of the BESS to GridBeyond Point - an AI-powered energy platform which is helping the grid to integrate more locally generated renewable energy into the network.
A win-win, in terms of clean energy, for companies such as PSR and for the nation’s power supply as a whole.
PSR receive regular revenue for its participation in the scheme, while also having access to advanced monitoring, with the flexibility through the BESS and the management technology to take greatest advantage of opportunities across energy markets.

PSR’s investment in energy management technology is anticipated to pay for itself within two years, reducing the day-to-day stresses for management and staff in facing power disruptions, and also making strides towards net zero. Simon Parkinson, Managing Director at Parkinson-Spencer Refractories, says:
“With the ability to power our site for up to two hours the Battery Energy Storage System should cover us for all but the most severe and long-term power outages, thereby maintaining the operation of our critical kilns and protecting our products and production schedules.
“Given the damaging impacts that interruptions to our power supply have caused for a long time, and the benefit of reducing our energy consumption and providing an additional revenue stream, the solution provided by Powerstar was a no brainer for our business.”
To find out more about Powerstar’s energy solutions see its manufacturing white paper: https://powerstar.com/ manufacturing-white-paper-buildingresilience-for-industry-4-0/
Or try our new energy saving calculator tool here: https://powerstar.com/energysaving-calculator/ �
*Chief Comercial Officer, Powerstar www.powerstar.com
Parkinson-Spencer Refractories (PSR), Halifax, UK https://www.parkinson-spencer.co.uk/
Glass experts
Celsian’s aim is to minimize the cost of making glass for end users and the environment. We have an agile team of glass experts using proven methods like furnace modelling, laboratory measurements and practical furnace health checks to optimize glass melting processes. We also train operators and glass technologists through our standard course, dedicated programs and various e-learning modules. We strive to be the best partner for optimization of glass production worldwide.
Decarbonisation - PSR Glass International October 2022 0 38 www.glass-international.com
Furnace support Process optimization Training and R&D www.celsian.nl

























GGC Ghazvin Glass Co. Float glass industry experts or international Float glass company Retired experts are called for collaboration with Ghazvin Glass Company. www.ghazvinglass.com info@ghazvinglass.com Legacy Continues... Zero defect quality in the vacuum process Vacuum Control System VCS www.futronic.de automation in a new dimension Inexpensive reject system Early detection of manufacturing and system problems Reduced error rate Significantly improved quality of products and production Photos: O-I Germany
Sustainably sourced lubricants for the glass industry
José Luis Vélez Escalante* outlines how Interglass will help the glass industry reduce its environmental impact through sustainably sourced and biodegradable lubricants.
As members of the glass industry, we all tend to think that our carbon print is next to zero. This idea is based on the fact that the final product coming from a glass plant (the glass container itself) is close to fully recyclable and therefore can be considered as selfsustaining.
But we usually leave aside the fact that during the process of production that takes place inside a glass plant, there are several aspects that inevitably create pollution and may harm the environment in the long term.

Aspects such as the high energy consumption needed to keep a furnace running 24/7, the constant emission of toxic gases going to the atmosphere or the amount of waste created by all the steel parts constantly being used and disposed, are some examples of this.
Therefore, even when we are certainly one of the most self-sustainable industries, there is still room for improvement. That is why at Interglass, we are constantly looking for ways to make our contribution towards this goal (Pic 1).
Biodegradable lubricants
When we talk about biodegradable
lubricants, many people don’t understand what this means. Typically, people think these lubricants degrade as soon as they leave a mechanism. This, however, is not how biodegradable lubricants work.
According to the OECD 301B, the most recognised biodegradability test, to consider a lubricant as easily biodegradable, at least 60% of it must decompose within 21 days. However, these numbers may vary from test to test.
This does not mean that if you dispose of a biodegradable lubricant it will simply disappear after 21 days. These degradation values exist only in the controlled presence of bacteria, used specifically for tests like these.
Consider, too, that not all components in biodegradable lubricants are entirely biodegradable. When we say that a lubricant is biodegradable, we refer to the base oil that makes up the bulk of the formula.
Depending on the lubricant (Pic 2), we may find that more than 30% of its formulation contains non-degradable components. The breakdown of a typical lubricant includes base oils, thickeners, and additives to improve its performance.
Ester-based oils
One of Interglass’ greatest challenges is creating lubricants that not only get as close as possible to complete degradation, but that also have raw materials that come from more sustainable sources. Esters are fundamental in developing these biodegradable lubricants.

For more than six years, Interglass has invested in its own ester fabrication. We are one of the few companies in the American continent to have its own esterification plant, which we use to create base oils specifically for each individual lubrication challenge.
This capacity gives us the flexibility to serve different market needs.
Besides having biodegradable properties, esters are available from more sustainable sources since they don’t come from fossil fuels. By not being reliant on market-available materials, we can create truly customisable products that fully satisfy client needs. This capacity for customisation also allows us to create products that bring us closer to achieving our sustainability goals.
Sustainably sourced additives
Additives are another main element of
Lubrication Glass International October 2022 0 40 www.glass-international.com
� Pic 1. Inside Interglass’s laboratory based in Zapopan, Jalisco, México.
� Pic 2 . A lubricant sample from Interglass’s factory.
lubricant formulation. Additives are materials we add to lubricants to give them new properties or augment existing ones. There are a wide number of additives in the industry, with antioxidants being one of the most crucial.
As their name would suggest, antioxidants stop the oxidation of base oils, making an impact on a lubricant’s service life and resistance to high temperatures, which are extremely important to the glass industry.
As part of our efforts to develop products with a low environmental impact, we’re actively working on obtaining antioxidative components from agro-industrial waste, such as coffee. This means these materials come from more sustainable, low-impact sources
than those readily available in the market.
This project’s innovation resides in developing an inverted micelle that encapsulates phenolic compounds extracted from coffee waste, capable of staying liposoluble - with minimal water content.



Through this project, we’ve ventured into biology and nanotechnology, which have brought our R&D team (Pic 3) to make strategic investments to remain knowledgeable in these areas.
Oleogel thickeners



As a final element in the search for products with a lower environmental impact, we’re developing gel-based thickeners from sustainable sources such as shrimp shells, of which we currently

have very promising prototypes.
This product comes from mixing the biopolymer chitosan with different types of vegetable-based oils or esters that align with our sustainability goals.
Future goals
Our efforts to develop better lubricants go beyond biodegradability: we want to develop lubricants that perform far better than those currently available in the market. By achieving this, we get closer to having carbon footprint-free lubricants, which would usher in a new generation of superior lubrication. �
*Managing Director, Interglass, Jalisco, México https://interglass.com.mx/


Hot Gas
Experts in industrial glass applications





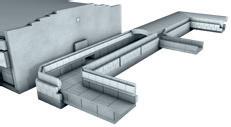



Glass International October 2022 www.glass-international.com 41
� Pic 3 . The R&D team at Interglass.
www.rath-group.com/glass Regenerator Melting end Working end Forehearth Feeder Hot gas filtration
RATH offers you the complete range of highest-quality refractory materials for the entire glass making process, including corrosion-resistant feeder expendables, forehearth systems and the original Emhart Glass System. Also benefit from our filtration of hot gases with our catalytic and non-catalytic filter elements. Contact our experts for your solution! HIGH GLASS From Refractories to
Filtration for crystal clear results RATH-W21005_Anzeige-Glass-185x128-GlassInternational.indd 1 21.05.21 12:26
The European luxury industry is an ‘economic powerhouse’ as well as an ambassador of European heritage, art and know-how according to Adeline Farrelly, Secretary General of FEVE.
The industry is responsible for 10% of Europe’s exports and has produced more than 2.1 million direct and indirect jobs.1
The industry is concerned whether sustainability credentials will remain the priority for consumers and brands in the future, especially during an economic crisis and downturn.
FEVE’s Future Made Clear event investigated how luxury brands could survive the times ahead. The panel (Pic 1) was made up of: Michel Gutsatz, President of Le Jardin Retrouvé, a family run maison de parfum, and a professor of marketing; Simone Baratta, Prestige Perfumes Business Unit Director of Bormioli Luigi, an Italian glass producer, which serves beauty and high-end luxury markets; and Patricia Beausoleil, Head of Home & Design at Peclers Paris, a trend forecasting agency that helps clients with their global creative vision.
Future trends
Beausoleil discussed how brands could stay resilient over the next five years. She said the challenge would be to make the luxury sector a benchmark in terms of sustainable development and environmental responsibility (Pic 2). For example, by increasing investments in innovation and industrial solutions, such as materials, production components, recycling and refillable packaging.
She suggested that ecological issues could turn into opportunities for innovation and brand development.
She said consumers expect more meaning, empathy and commitment associated with the values of luxury brands, which is why environmental issues are an essential factor when considering future trends.
Beausoleil believed sustainability would be one of the three main trends of tomorrow, as well as digitalisation and inclusivity.
She said the digital world could create a multisensorial experience for consumers: “Over the past two years, digital has established a privileged communication channel for maintaining contact with consumers for the brand. Luxury brands have been particularly creative in their way of working on digital, and the phenomenon is still growing.
“As digital is taking this growing place




The future of luxury glass packaging
There are growing concerns within the glass industry whether luxury brands can survive the challenging times ahead. An expert panel chaired by FEVE* discussed solutions to help the industry remain resilient.


���
Pic 1. The webinar panel was made up of representatives from the luxury glass industry.

in our daily lives, the challenge for luxury brands will be to bring materiality into virtual universes.”
She suggested that brands could
combine their physical products with a digital creation, such as an exclusive launch of a limited-edition product on a company’s website.
Luxury packaging Glass International October 2022 0 42 www.glass-international.com
Or using sounds, smells or textures inspired by digital aesthetics on physical products (Pic 3).

She believed blurring the line between the digital and physical would become more common in the future.

The third trend would be the evolution of individual and collective identity codes. For example, redefining what is considered as masculine or feminine. She believed de-compartmentalising these identities would allow brands to be more creative, as well as inclusive to all consumers.
On sustainability, Beausoleil also said that enhancing glass imperfections could become a part of eco designs.


For example, lighter glass with more recycled materials could produce bottles of different colours and opacities.

Before this would be considered a defect, but now unique characteristics
such as this could provide added value to bottles. For example, by making them stand out on a shelf.
Sustainability
Baratta agreed with Beausoleil’s outline, and suggested that the good performance of the beauty market in the last period was strictly linked to the industry’s ability to propose innovative solutions and new sustainable packaging.


He believed that co-operation was essential for inventing further sustainable solutions to decarbonise the industry.
He said that glass would certainly have a role in this, due to its infinite recyclability, but the challenges of decarbonisation would need new packaging solutions.

He suggested that packaging should ‘reinterpret’ sustainability, not only through its material, but with a new use – such as a refillable solution or an extremely
lightweight one.
He said: “If we want to answer the difficulty of the present, we have to invest in the solution for the future.”
Bormioli Luigi is currently working on its processes to reduce its impact on the environment. Baratta said the company had been pioneers of electrical melting for many years, and was co-operating with members of the ‘Divina’ project (Decarbonisation of the Glass Industry: Hydrogen and New Equipment) which aims to reduce emissions through hydrogen melting.
The company is also working with its customers and partners to propose new packaging designs, such as its EcoLine – an ultra-light proposal for jars and bottles – as well as solutions for refillable packaging, both in skin care and perfumery.



Luxury packaging Glass International October 2022 www.glass-international.com 43 Continued>>
� Pic 3. Patricia Beausoleil believed a growing number of brands would use digital aesthetics on physical products, such as those inspired by the metaverse as illustrated above.
He said: “I think we should re-interpret
of the guidelines we’ve had up to now, but sustainability for sure will be one of the most important factors for the future.”
Refillable bottles

Le Jardin Retrouvé has produced refillable perfume bottles for the last five years, using a screw neck design as opposed to a crimped one.
Gutsatz described the crimped bottle was the perfumery industry’s “original sin”.

He believed the crimped design has led to consumers throwing away the entire bottle when some of its features could be recycled, which creates waste.
He said: “We are in a society which does not accept waste anymore. So, we’ve decided from the very beginning to have refillable bottles and refills which are recyclable.”
Baratta also believed that a refillable solution could be important for the future: “From our point of view, an industrial point of view, we see a very strong tendency of the brands moving from the crimped neck to the screw neck, or finally to bottles that are potentially refillable.
“However, I think it’s a little be early to say if this can become a trend or if it can just remain for some niche or specific use.”

Le Jardin Retrouvé makes its own screw neck bottles as refillable bottles are hard to source on the market.
Therefore, Gutsatz suggested that a standardised bottle or system for refillable products is needed: “It’s up to the industry to change the business models that are in place today – recyclable and refillable are not the same thing, but luckily glass can be both.”
Marketing
However, from a marketing point of view, Gutsatz believed that if there were a standardised process, luxury brands would struggle to stand out to consumers. He said for a luxury brand to be successful, it would need distinctive marketing assets such as colour, shape or touch; the product must be a multisensory experience as Beausoleil previously highlighted. This allows a brand to stay in a customer’s mind and memory, for example, the shape of the Coca-Cola or Absolut bottles.
Baratta also recognised the challenge to be sustainable as well as distinctive: “I
think it’s important for luxury brands, as well as everybody else in this industry, to be very agile in taking up the new trends and the new messages that we want to give to the final consumer.
“For sure, it will be important for the consumer to feel comfortable in choosing a product that is clearly perceived as a sustainable product. But whenever the market can offer added value through innovative or sustainable solutions, it remains very important for the brands to be recognisable.”

He suggested that for brand recognition, luxury brands would need to create models to involve customers in the purchasing process. He said that new digital solutions are being used by an increasing number of brands, as Beausoleil indicated.
Gutsatz added that many brands underestimate the impact packaging will have on the decision making of the costumers, particularly if there is no communication: “Changing just the packaging, not the product, without communication can decrease sales by 40%, while doing it successfully can increase sales by 40%.”
EU legislation
Farrelly said that the EU Packaging and Packaging Waste Directive (PPWD) would be reviewed in Europe at the end of the year.
The PPWD is the centrepiece of EU legislation on packaging and packaging waste.2 The objectives of the directive are to improve the environmental performance of packaging and to facilitate the correct functioning of the EU Internal Market.



The directive sets out recycling targets of used packaging for EU Member States. It also contains the essential requirements for packaging that aim to reduce packaging waste and to put forth design requirements that cater to a wide range of packaging materials and packaged goods. Packaging that meets these requirements is guaranteed free circulation in the EU.




Farrelly said one of the measures that is being discussed is to reduce the marketing performance criteria from packaging. This could impact the creativity of future packaging that brands can use.
Baratta said: “The decision cannot forget the role that packaging has in the marketing and in the communication, not only in the beauty industries but in many other industries. I cannot imagine a complete elimination of this weight.”
He added that from a technical point of view, it would not be possible to measure the environmental impact of the packaging by just considering one parameter: “This is not only about the weight or material or the solution for the closure. It is a unique conception that you can have behind the packaging that is done by many different solutions.”
Gutsatz also believed that this measure would not happen, and that brands would have to be responsible in the way that they market their product.
He also highlighted the balance between a sustainable and a highquality product: “Customers have high expectations.
“All studies suggest that what is luxury is considered heavy, and vice versa. How much glass can you take away from a bottle before customers feel that it is just a mainstream mass product?” He added that the government actors would have to take this into consideration.
Beausoleil said: “If [the] luxury [industry] wants to be consistent with the challenges of its time, it must adapt to new modes of consumption. So, luxury must return to its very essence.”
She elaborated that luxury brands would need an increased quality requirement, would use local materials (vital for sustainability), have limited and local production (to increase decarbonisation), highlight its timeless know-how, and, above all, be unique. �
*FEVE (European Container Glass Federation), Brussels, Belgium https://feve.org/
to talk:
Glass International October 2022 0 44 www.glass-international.com
Link
https://www.linkedin.com/video/event/ urn:li:ugcPost:6960945599584063488/ References: 1. https://altagamma.it/media/source/ REPORT_ECCIA_Bain%26Co_V11.pdf 2. https://www.europen-packaging.eu/ policy-area/packaging-and-packagingwaste-directive/ � Pic 2 . All panellists agreed that sustainability had to be considered in the manufacturing of luxury glass products to ensure the industry’s survival.
some









































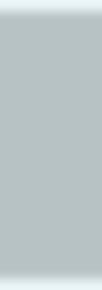




























































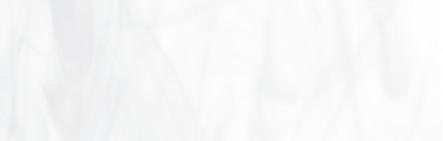






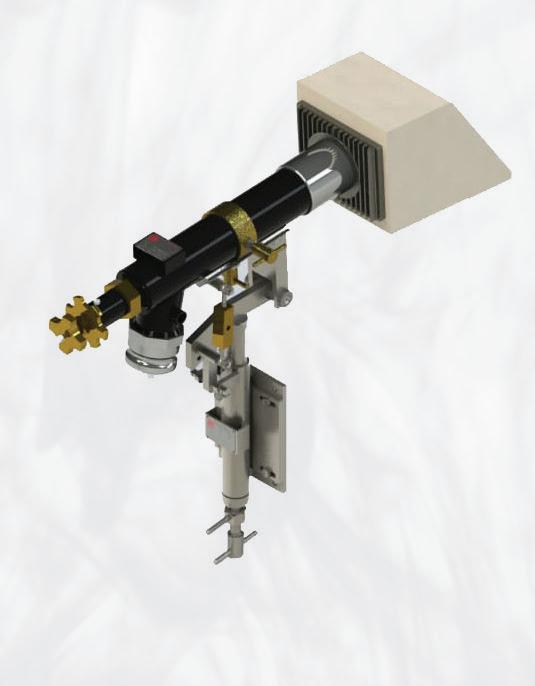
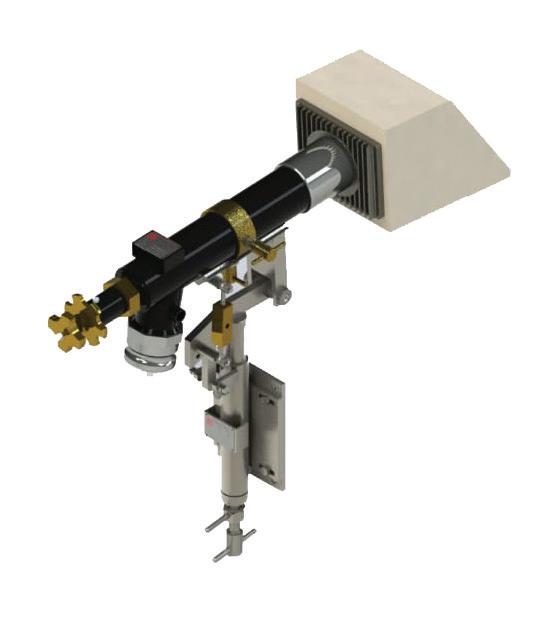

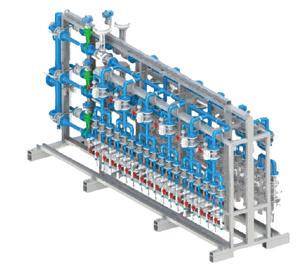







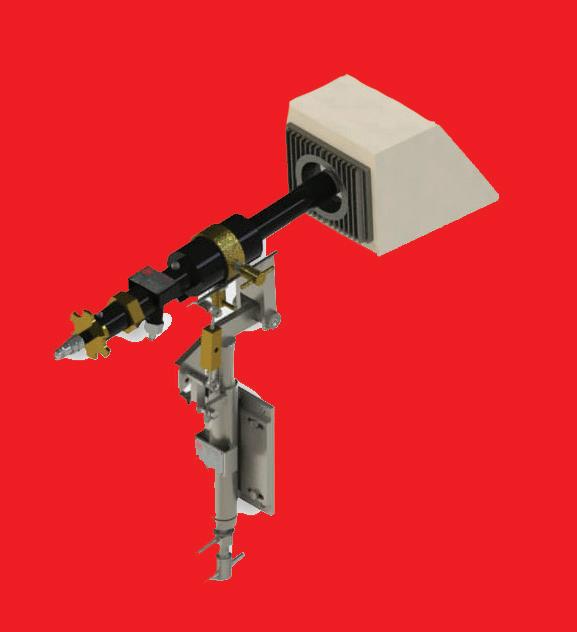
GLASS SERVICES SHEARING We make shear blades. So you can make hollow glass. www.pennine.org sales@pennine.org +44 (0)1484 864733 A division of: The event format is a niche trade exhibition where people can arrange meetings with a number of suppliers and industry experts in one place. Visitors and exhibitors can attend the free conference sessions to hear from industry experts. These exhibitions bring together international experts, hollow and container manufacturers and businesses that use glass containers, to discover the latest innovations which include energy efficiency, quality control, packaging, logistics and decorative possibilities. Go online to find out more at WWW.GLASSMANEVENTS.COM Ken Clark Sales Director +44 (0)1737 855117 kenclark@quartzltd.com Manuel Martin Quereda International Sales Manager +44 (0)1737 855023 manuelm@quartzltd.com Mexico City, Mexico glassmanevents.com/latin-america Seoul, South Korea glassmanevents.com/asia LATIN AMERICA 2024 BOOK YOUR STAND TODAY Istanbul, Turkey glassmanevents.com/europe GlassmanEvents_2022_Half_Page_Ad.indd 2 17/08/2022 14:40 • Hydrogen • Biofuel • Light Oil • Fuel Oil • Natural Gas • LPG Combustion Systems Replacement Time 2 - 5 Minutes Gas Burner Full Combustion and Safety Controls Automation www.hotwork.ag Oil Burner
Dross box improves glass quality
Franz Krommer* explains the benefits of Grenzebach’s new dross box, which include adjustable lift-out rollers, improved glass quality and a decentralised control system.
In float glass production, the dross box is the interface and sluice between the tin bath and annealing lehr.
This point in the production process poses challenges because the glass ribbon, which is still very fragile, requires the utmost precision in handling under extreme ambient conditions.
The trick is to transfer the glass ribbon from a liquid and full-surface support to a roller conveyor. The Grenzebach dross box can master this tricky process step. Valuable process improvements are achieved with customisable roller technology, special roller sealing and safe maintenance options.
Roller technology
The rollers are the main features of the Grenzebach dross box. The glass ribbon, which is still flexible, is lifted out of the tin bath by three individually driven rollers (LOR = lift-out rollers) and conveyed to the annealing lehr.
The lift-out rollers form a curve geometry, which can be adapted to the respective production requirements by individually adjusting the height of each roller. This also allows for an equal distribution of the load on all rollers. The result is a flexibly adjustable lift-out curve with settings that can be optionally saved for the respective glass thicknesses.

The special roller sealing contributes to a particularly high level of insulation of the Grenzebach dross box. This results in less heat loss and a more homogeneous temperature distribution across the entire width of the glass (Fig 1).
The ambient temperature at the edge no longer substantially deviates from the temperature in the centre of the glass ribbon. This provides better glass quality and reduces the risk of a cross breakage.
The rollers are constantly cleaned over three-part graphite bars with pneumatically adjustable contact pressure to ensure a clean process.
Dross box housing
The dross box is not welded to the tin bath
� Fig 1. Grenzebach‘s dross box has improved glass quality through a more homogeneous distribution of temperature across the entire width of the glass.
(Source: Grenzebach)
but attached to it by means of a clamping device, which is firmly fixed after the tin bath has heated up to 620°C.
This way, thermal expansion is accounted for and deformations due to heat effects will neither occur on the housing nor on the U-channel (Fig 2).
Maintenance and operation
The Grenzebach dross box can be locally and decentralised controlled with the user interface. During maintenance, operators benefit from increased work safety and improved accessibility to the end plate and when changing rollers.
Rollers can be changed during operation. The resulting glass loss during roller exchange is minimal. Similarly, the graphite bar change can be performed quickly and easily in a very short time.
Additional features of the dross box:
� Default design up to 650°C, optionally up to 850°C
� Dross box for normal and extrawide float lines
� Retrofitting of existing equipment possible
� Injection of N2 and SO2 possible
� Housing with stainless steel lining, insulated and gas-tight, including corrosion and SO2 protection
� Retrofitting of camera systems and illumination possible.
Hot end
In addition to the dross box, Grenzebach customers also benefit from an optimised annealing lehr with new design.
Building on the expertise of CNUD EFCO, Grenzebach has completely redesigned the annealing lehr and now offers a flexible annealing point, improved process control, more precise simulations, and a reduced energy consumption.

Angus Farquhar, Field Engineer at CNUD-EFCO, said that the R&D team have reduced the lehr’s energy consumption by 70%.
�
*Product Manager Business Unit Glass, Grenzebach Maschinenbau, Bavaria, Germany https://www.grenzebach.com/en/

Handling Glass International October 2022 0 46 www.glass-international.com
� Fig 2. Dross box housing – protected against deformations. (Source: Grenzebach)
Emission factors in the German glass industry
Karl Gitzhofer* outlines the procedures behind HVG’s project on the revision of the emission factors for air pollutants in glass manufacturing sectors.
The Research Association of the German Glass Industry (in German short: HVG) is a technical and scientific association based in Offenbach am Main. The main purpose of this association is to promote science, environmental protection and research in the field of glass and related materials.
In the course of environmental activities in the field of air pollution control, HVG has been carrying out emission measurements at glass manufacturers in Germany for more than 40 years. HVG has been announced as the officially designated measuring body for glass-specific emissions and is accredited according to DIN EN ISO / IEC 17025:2018. For the announced project provision of current emission factors in the glass manufacturing industry of Germany, HVG agreed to put its emission results collected over 30 years with its gathered knowledge to paper and provide it to the federal environment agency.

Project outline
The project proceeded continuously in four so called “work packages”. First information and data had to be collected. The basis for the provision of current emission factors is the in-house database of HVG.
This huge excel-database contains the different glass branches in Germany, the collected emission results from conducted emission measurements of different pollutant components from the past 30 years, also further numerous information about the examined facilities of which many are to be kept under secrecy.
First, the mentioned database had to be brought up to date and stocked up with external emission results from other institutes. Since not all glass manufacturers collaborate with HVG, many manufacturers had to be contacted by HVG with the favour to support this
project. This means that they would provide HVG with their emission data based on measurement results gathered from officially ordered measurements by other institutes. In addition, reports about emission measurements conducted every three years, further reports about calibrations and functional tests of installed automatic measurement devices have been integrated into the database. Thus, more data was collected for some emission components.
What followed was the determination of the emission factors (related to molten glass) for each component and glass branch divided into specific time spans. The goal was to supply a representative emission image for each glass branch. Many of the presented results come with huge uncertainties due to limited conducted measurements in some glass branches. Chapter 6 of the HVG report deals with the emission factors.1 It is to be mentioned that the emission factors
are purely derived from the data available to HVG. An expert vote was conducted to even out or replace the uncertain or implausible emission factors which are conditioned by, for example, outliers in the measurement results.
Each factor was discussed and, if needed, replaced with a more coherent alternative emission factor, at least from the point of view of HVG.
Finally, the emission factors forecast in 2008 were compared with the current values for each branch and evaluated (Fig 1).
German glass industry
The glass industry can be divided into the categories of container glass, flat glass, special glass, tableware, mineral wool, continuous glass fibres and glass frits. The production of high-temperature wool, which belongs to the glass industry within
Decarbonisation Glass International October 2022 www.glass-international.com 47 Continued>>
� Fig 1.HVG’s office building in Offenbach (top left), its laboratory (top right) and exterior (bottom left) and interior (bottom right) photos of measurement trailers.
CO2
SO2
HCI
Dust
Total
the European Union, is not considered in the project. So-called water glass is melted in fossil-fired glass melting furnaces and is part of the project. For reasons of previous emissions reporting, the area of glass frits is assigned to the subsector special glass, the area of continuous glass fibres is merged into the subsector glass fibres/ glass wool. The mineral wool sector has been divided into the glass fibres/glass wool and rock wool subsectors.
In Germany, there are around 90 glass producing sites with a daily melting capacity of more than 20 tons of glass. In total, around 7.38 million tons of glass was melted in Germany in 2019, more than 80% of the amount of glass produced is accounted for by container glass and flat glass. In addition, the water glass production adds up to around 0.6 million tons of glass per year.
The large number of types of glass produced requires a range of raw materials, which are composed of naturally occurring minerals, artificially produced inorganic products and own or recycled cullet. The complexity of the glass and mineral fibre industry with regard to the used raw materials, the size of the system and system utilisation, the type of firing and air preheating through to the oxidising medium used is also reflected in the emissions profile of the systems concerned. Continuously operated glass melting furnaces with regenerative and recuperative air preheating, glass melting units with raw material preheaters, fueloxygen-heated melting units (so-called oxy-fuel furnaces), electric furnaces, glass melting systems with a combination of electrical and fossil heating as well as special designs to improve environmental compatibility are used. There are also discontinuously operated melting furnaces, e.g.pot furnaces, rotary kilns or day furnaces. Cupola furnaces and special melting units are also used in the rock wool sector. The main energy sources are
natural gas, heavy fuel oil, light fuel oil and electrical energy.
In addition to the primary emission reduction measures applied, all glass melting units in Germany are equipped with exhaust gas cleaning systems, which mostly consist of electrostatic precipitators or bag filters with an upstream dry sorption stage. The separated filter dust is completely returned to the process and melted down again in the container glass and flat glass area and in many cases in the remaining areas.
Emission factors
The glass industry’s environmental problems are mainly focused on air emissions and energy consumption. To a lesser extent, the emissions into the water as well as the solid waste and residues produced play a role.
Air pollutants include particulate emissions including particulate and filterpermeable dust constituents in the fine dust fraction, nitrogen oxides, sulphur oxides and inorganic gaseous fluorine and chlorine compounds. Fuel and raw material-related carbon dioxide releases and in some cases also carbon monoxide emissions occur. With secondary nitrogen oxide reduction measures, ammonia emissions can also occur. Emissions of organic compounds and unburned hydrocarbons or dioxins and furans play no or only a subordinate role in the exhaust gas from the melting units.
The most important current emission factors of the individual sectors of the glass industry are summarised in the following table (Fig 2). The information concerns the evaluations of the available measurement results from emission measurements and the expert assessment. From the point of view of HVG, these data are to be regarded as representative.
In the sector-related tabular emission factors in the report, the dust constituents are also listed individually.
1.88
0.18 2.23 0.11
0.06 0.19 0.06
0.143 0.0470 0.0046
0.0034 0.0100 0.0005
0.6110 0.6430 0.0002
1.1000 1.1630 0.0160
0.6000 0.6570 0.0000
In the case of CO2, the measured concentrations in the exhaust gas were used to evaluate the data. The information is the sum of raw material-related and process-related emission factors from the melting plants.
In the report, the CO2 emission factors from the (raw material-related) carbonate decomposition during the melting process are shown separately.
If one looks at the variation of the emission factors of the individual emission components in the different sectors of the glass industry, then the complexity of the glass and mineral fibre industry becomes apparent.
The emission factors for the glass fibre/ glass wool and rock wool sectors also include the downstream processing into insulating wool or glass fibre mats.
Project details
The project was financed by the Federal Environment Agency (Umweltbundesamt - Research metric: 3719 52 1010 –FB000506/ZW). The final report was published in March 2021. The report can be downloaded from the website of the Federal Environment Agency.1
It was a joint project between cement industry and glass industry. The emission factors for the cement industry were determined and documented separately by the Association of German Cement Manufacturers (VDZ). �
*Research Associate for Environmental Protection, Hüttentechnische Vereinigung der Deutschen Glasindustrie (HVG), Offenbach am Main, Germany. http://www.hvg-dgg.de/en/home.html
References:
1. HVG Report – https://www. umweltbundesamt.de/en/publikationen/ ueberarbeitung-der-emissionsfaktorenfuer
Decarbonisation Glass International October 2022 0 48 www.glass-international.com
� Fig 2. Compilation of current emission factors (German glass industry: year 2015 – 2020) in kilograms per ton of glass. Component Container Glass Flat Glass Tableware Special Glass Fibre wool glass Stone wool Water Glass
287 550 432 520 357 628 412 Nox 1.08 1.77 2.86 3.56 1.39
1.15
0.76 1.57 0.06 0.12
CO 0.07 0.02 0.07 0.12
0.0133 0.0446 0.0049 0.0145
HF 0.0016 0.0045 0.0004 0.0094
0.0086 0.0168 0.0150 0.0077
NH3 0.0026 0.0191 0.0000 0.0295
organic carbon 0.0000 0.0000 0.0000 0.0000
format















































































The event
is a niche trade exhibition where people can arrange meetings with a number of suppliers and industry experts in one place. Visitors and exhibitors can attend the free conference sessions to hear from industry experts. These exhibitions bring together international experts, hollow and container manufacturers and businesses that use glass containers, to discover the latest innovations which include energy efficiency, quality control, packaging, logistics and decorative possibilities. Go online to find out more at WWW.GLASSMANEVENTS.COM Ken Clark Sales Director +44 (0)1737 855117 kenclark@quartzltd.com Manuel Martin Quereda International Sales Manager +44 (0)1737 855023 manuelm@quartzltd.com Mexico City, Mexico glassmanevents.com/latin-america Seoul, South Korea glassmanevents.com/asia LATIN AMERICA 2024 BOOK YOUR STAND TODAY Istanbul, Turkey glassmanevents.com/europe
Increasing glass recycling rates in Brazil
Recitotal is glass recycling and processing company based in São Paulo, Brazil. Renata de Moraes P. Tambasco* outlines how the company uses an unusual method to improve glass collection rates.

In Brazil, the culture of recycling and handling the waste to bottle banks is not as common as in Europe; recycling awareness within the population needs to be improved. Therefore, in 2019, Recitotal began a recycling project to increase glass collection rates in the country.



It wanted to raise awareness in the community that waste can be reused and recycled. The organisation also wanted to ensure the method used would be memorable to the public.
The company hit on the idea of using motorised tricycles (Fig 1) that were nimble in heavy traffic. They were painted green to represent the international
standard for glass recycling and to standout to the public. Each tricycle also has a Glass Collection identification.
Now, each day, Recitotal staff travel the same 5km route via the tricycles, collecting glass bottles and jars from bars, restaurants and condominiums (Fig 2)

What they collect in their 400kg buckets returns to manufacturing plants to be transformed into reusable glass packaging.
The project was created inside the Recitotal environment and was supported by the owners. Every day, we get more inquiries from businesses to be on a ‘pick list’ and companies to support the cause.
We currently collect glass for O-I and are in the spotlight for other major glass companies.
Increasing awareness

Due to my past experiences in project management and team leadership, the associates at Recitotal invited me to embrace the challenge of leading the company, despite having no previous experience of the glass industry.
The passion that has motivated me since the beginning was to promote glass recycling itself; glass is one of the few materials that can be recycled endlessly without any loss of its original proprieties.
Recycling Glass International October 2022 0 50 www.glass-international.com
� Renata Tambasco with glass collected from the motorised tricycles.
� Recitotal Managing Director Renata Tambasco.
Consumption of glass in Brazil is enormous, but the knowledge that people or even restaurants have such an important role to play in glass recycling has been left behind.
We decided that if we could communicate with people in the hospitality sector, it would bring recycling to their attention. For example, the difference that could be made with a simple change of lifestyle, like sorting waste into recyclables and non-recyclables at houses and workplaces.
Also, the industry is looking to glass as a better option than plastic. We all know that not all plastics can be fully recycled, so if glass could overcome this product, it would be a win-win situation for all of us.
Collection method
The main idea is to make known to the community that waste can be divided into something reusable and recyclable.
This can be witnessed when people see our tricycles passing by and stop the driver to hand over glass bottles and jars.
This happens because we use the same driver in each neighbourhood, so people start to know them and trust the service.
When we pick up glass directly for major producers, we position staff strategically so we can start this awareness.
The motorised tricycles were chosen because not only is faster to move around and easier to manage, but they also bring people’s attention, so we endorse the idea that recycling is ‘cool’.

We also tried to use a small truck, but it was less efficient on the daily routine, and also more expensive and less efficient on an environmental pollution level.
Recitotal has also developed technology to track each collection with geolocation and weight, which creates a very interesting database
We started the project in São Paulo, but now we also have begun collecting glass in Rio de Janeiro on a small scale.
So far, we have collected over 600 tons of glass since the scheme began in 2019. Each tricycle does eight tons per month, but we are working to improve those numbers.

Other projects
Recitotal has many other projects undergoing at this moment, all of them are to seek a better way to collect materials and develop people´s awareness about recycling.
In smaller cities, we are pairing with the city council and installing bottle banks, as well as advertising the benefits
of recycling using bars, restaurants and the local community. This so they can encourage others and decrease the waste generated by the population.
As I said before, the consumption of glass in Brazil is huge. We cannot afford to flood landfill sites with materials that could be recycled. We aim to bring the benefit of glass recycling to the general public, especially through the partnership of big companies.
Future challenges
Today´s recycling rates for glass in Brazil barely reaches 40%, while approximately 98% of aluminium waste is recycled.
We definitely need to put special attention to glass recycling, as it is one of the best packaging materials for food and the most sustainable for the environment.
This cause needs to grow its reputation to have an influence on the consumers’ decisions.
Our biggest challenge so far is logistics, and for this point of operation we need the support of big corporations to get involved on the benefits of recycling.
The UK glass industry is trying to reach net zero carbon emissions by 2050, and I believe that the industry in Brazil shares this concern. However, I cannot answer on their behalf. But, for sure, the industry can count on Recitotal to make this happen. �
*Managing Director, Recitotal, São Paulo, Brazil https://www.recitotal.com.br/
Recycling Glass International October 2022 www.glass-international.com 51
� Fig 1. The motorised tricycles used for glass collection.
� Fig 2. The tricycle buckets can hold up to 400kg of glass.
The 26th International Congress on Glass (ICG) examined crucial topics facing the industry, such as the fuel for the future. Many believed there was no one option to reach net zero carbon emissions, and that every possibility would need to be explored. Jess Mills was in attendance.
International Congress on Glass investigates the fuel of the future

ICGtook place earlier this year at the Marriot Hotel in Berlin, Germany. The event celebrated 100 Years of the German Society of Glass Technology (DGG) as well as the International Year of Glass (IYOG).
879 participants from 37 countries attended the congress, which offered strong scientific and technical programme. This included 456 lectures and 131 posters in 38 technical sessions over the six days.

Key topics included hydrogen, electrification, decarbonisation, furnace design and recycling which were presented by companies such as Ardagh, CelSian and NSG, as well as event sponsors Schott and Sorg.
During the Opening Ceremony, Joachim Deubener (Pic 1), ICG 2022 Congress President, thanked everyone for their attendance despite the terrible situation in Ukraine as well as Covid restrictions.
He added that he appreciated the strong commitment from the industry despite the rapid change in energy sources, such as the transition to renewable fuels.
Awards
The Opening Ceremony was followed by the Otto Schott Awards, presented by Dr
Matthias Muller, Executive Vice President of R&D at Schott AG.
The Otto Schott Research Award promotes innovation and achievements in glass science. This year, the awardees were nominated by the Board of Trustees of the Ernst Abbe Fund.
The winners were: Prof Alicia Durán, Research Professor at Instituto de Cermaic y Vidrio, former ICG President, and IYOG Chair; and Prof Daniel Neuville, Research
Professor at Institut de physique du globe de Paris Université (Pic 2).
It was felt that both winners not only supported the primary objective of celebrating innovative glass, but also sustained contributions to fields beyond their own careers.
Prof Durán was also presented with the ICG President’s Award by current President Reinhard Conradt (Pic 3).
Mr Conradt commended Prof Durán for her intense dedication to ICG, outstanding lifetime contribution to science and technology, inspiring others and her role in IYOG. See right for further awards.
Society of Glass Technology
The Society of Glass Technology (SGT) is a non-profit organisation that provides a communication network for the industry. The society held a meeting for members to sign the ‘Roll of Fellows’ book who were previously unable to due to Covid restrictions (Pic 5). The book contains the signatures of all society members and is usually only kept at the SGT headquarters in Sheffield for security.
The book was signed by Dr Julian Jones, Professor of Biomaterials at Imperial College London, Naoki Sugimoto, AGC General Manager, and Richard Brow, Curator’s Professor of Ceramic
Glass International October 2022 0 52 www.glass-international.com
� Pic 1. ICG 2022 Congress President Joachim Deubener welcomes attendees to the conference.
ICG Review
FURTHER



Engineering at Missouri University of Science and Technology, who all received certification



Former SGT President Stuart Hakes has now reached the end of his term. He believed the society was “well set for the future” with the next generation of glass makers beginning to join the organisation. Many members commended him for successfully leading the society despite the pandemic. Mr Hakes is succeeded by Dr Arun Varshneya, the society’s first president from overseas.
Hydrogen

Jörg Leicher, Research Engineer at the Gas & Heat Institute, described providing decarbonised process heat as one of the “biggest challenges for the industry” in


his talk on hydrogen/natural gas blends in collaboration with BV Glas. He suggested full electrification (providing fully green power) or green hydrogen as two possible options, but emphasised that the supply would need to be secure, efficient and run on a 24-hour basis.
Andy Keeley (Pic 8), Principal Technologist at NSG, pointed out the potential issues when adding hydrogen to the national grid in his talk on HyNet’s IFS Firing Trials. He suggested that there would be some interruptions and variability in the hydrogen received throughout the UK, making it difficult to secure a reliable supply.
Glass International October 2022 www.glass-international.com 53 Continued>>
AWARDS � DGG Adolf-Dietzel Industriepreis (2022) – René Limbach � DGG Goldener GehlhoffRing (2022) – Ralf Müller � ICG Vittorio Gottardi Prize (2020) – Juejun Hu � ICG Vittorio Gottardi Prize (2021) – Emma Barney (Pic 4). � ICG Vittorio Gottardi Prize (2022) – Mathieu Bauchy � ICG Turner Award (2022) –Hande Sesigur and Delia Brauer � ICG W.A. Weyl Award –N.M. Anoop Krishnan
(Pics 6 & 7).
� Pic 2 . Otto Schott winners Prof Daniel Neuville (3) and Prof Alicia Durán (4) and, alongside Prof Tanguy Rouxel (1), Prof Kathleen Richardson (2) and Dr Matthias Muller (5).
� Pic 3. ICG President Reinhard Conradt hands Prof Alicia Durán the President’s Award.
� Pic 4. ICG Executive Secretary Kun Wang presents Emma Barney with the 2021 ICG Vittorio Gottardi Prize.
The Gas & Heat Institute also found similar results in Germany. A Geographic Information System (GIS) analysis found that only one site (out of nine) could be supplied with sufficient hydrogen in a 10km radius using local wind turbinespossibly three sites if the radius expanded to 20km. However, Mr Leicher said it was optimistic to assume that wind turbines could exclusively serve glass manufacturing sites; unfortunately, no site would come close for PV panels.
Consequently, Mr Leicher believed that full decarbonisation via hydrogen may require either a completely green power grid with a local electrolysis or a dedicated hydrogen grid. In the long run, he suggested that the industry should think of using 100% green hydrogen, or the


emissions would be shifted elsewhere. For example, hydrogen combustion with air produces higher NOx emissions, despite hydrogen’s calorific value being a third of natural gas’s value.
In conclusion, Mr Leicher said that the glass industry would have to consider hydrogen in some capacity and highlighted that “producing huge amounts of green or at least blue hydrogen” would be the real challenge.
Biofuels
Robert Ireson, Innovation and Partnerships Manager at Glass Futures, discussed biofuels and possibility of combining biofuels and electricity in a hybrid approach.
In an availability model, it was found
that 100kg to 350kg of biofuel would be required to melt 1T of glass. Therefore, around 1MT of biofuel could fuel the UK’s 3.5MT annual glass production.
So far, there have been two successful biofuel trials at Encirc and NSG Pilkington. In January 2021, Encirc used biofuel for its 400T/day container furnace at its Derrylin plant in Northern Ireland, UK. The trials ran continuous operation for three weeks without any issues
In February 2022, NSG Pilkington used biofuel for its 850T/day float furnace at its St Helens plant in the UK. The trials ran four days continuous operation with no issues.
Mr Ireson said further feasibility studies into biofuels for the glass sector were planned for this year, as well as 30T/day

Glass International October 2022 0 54 www.glass-international.com
� Pic 5. All the Society of Glass Technology members present at the conference.
� Pic 6. Former SGT President Stuart Hakes presents Naoki Sugimoto with certification.
� Pic 7. From left to right: Richard Brow, Stuart Hakes and Julian Jones with the Roll of Fellows book.
879 PARTICIPANTS 37 COUNTRIES
pilot-scale and industrial trials in 2023 to 2024. These trials will explore a range of biofuels (liquid and gaseous) as well as a hydrogen-fired pilot glass furnace.


In conclusion, Mr Ireson said that ‘no fuel was perfect’. He believed that the best fuel would depend on geography, seasonality, access to fuel and competition. He also suggested that this would vary over time. For example, biofuels are likely to be more attractive in the short term, while electric melting is more suitable in the long term. Therefore, he concluded that the best scenario will likely be a hybrid one.





Electrification
Sven-Roger Kahl (Pic 9), Furnace Operations Manager at Ardagh, also suggested that a hybrid solution would be the best approach for container glass in his talk on sustainable packaging. He said that electrification was “not yet the solution for the future” as it has a high operational cost, a shorter furnace lifetime and operational limitations in flexibility. However, he believed that these issues could be addressed, particularly if the industry were to take a hybrid approach.
Energy balance calculations (EMB) conducted by Ardagh suggested that an
increase to 80% boosting was possible. Therefore, Mr Kahl said that the primary energy source would be boosting, while the least amount of hydrogen possible (around 20%) would be used as a second heat source. While electrification and on-site hydrogen demand five to eight times more electricity for the melting process, overall energy efficiency would be increased due to the high efficiency of boosting.
With thanks to ICG for their assistance in providing images.

ICG Review Glass International October 2022 www.glass-international.com 55
� https://icglass.org/
� Pic 8. Andy Keeley con ducting his talk on HyNet’s IFS Firing Trials.
� Pic 9. Sven-Roger Kahl during his talk on sustainable packaging.
� Pic 10. Andreas Emrich, Zippe, spoke on batch and cullet preheating.
� Pic 11. Bruno Purnode, Owens-Corning, discussed glass fibre manufacturing.
� Pic 12. Hans van Limpt, Sibelco, considered energy efficient glass melting.
� Pic 13. Stephen Schaller, Sefpro, examined the effect of electrical boosting on furnaces.
� Pic 14.Trevor Wilson, DSF, explored changing conditions in refractories for hydrogen and hybrid melters.
456 LECTURES
HEAT-UP


































CLASSIFIEDS ANNEALING LEHR COLD-END COATING Global Combustion Systems Total Support Unit 43, Evans Business Centre, Easter Inch, Bathgate EH48 2EH, Scotland, UK Tel+44 (0) 1506 657310 Fax +44 (0) 8704 799975 Email Sales@globalcombustion.com Web www.globalcombustion.com TIAMA ZA des Plattes, 1 Chemin des Plattes, 69390 Vourles, France Tel +33 (0) 4 37 20 15 00, Fax +33 (0) 4 78 07 94 50 Email: marketing@tiama.com Website:www.tiama.com ANNEALING LEHRS
SERVICES ELECTRIC HEATING SYSTEMS Rio Tinto Minerals 2 Eastbourne Terrace London W2 6LG, UK Tel +44 (0) 207 781 1450 Fax +44 (0) 207 781 1851 Email: simon.cook@riotinto.com Web: www.riotintominerals.com RAW MATERIALSINSPECTION I NDUSTRIAL G AS E NGINEERS UNIT D2, BROOKSIDE BUSINESS PARK, GREENGATE,CHADDERTON, M24 1GS, ENGLAND TELEPHONE: 0161-654 7700 FAX: 0161-655 3812 E-MAIL: SALES@MONTSELAS.CO.UK WWW.MONTSELAS.CO.UK INDUSTRIAL GAS ENGINEERS Unit D2, Brookside Business Park, Greengate, Chadderton, M24 1GS, UK Tel +44 (0) 161 654 7700 Fax +44 (0) 161 655 3812 Email sales@montselas.co.uk www.montselas.co.uk MANUFACTURERS AND SUPPLIERS OF SELAS SQUARE PORT GAS & AIR VALVES GAS COMBUSTION EQUIPMENT COMBUSTION SYSTEMS/BURNERS GLASS LEVEL MEASUREMENT Contact Esme Horn T+44 (0) 1737 855136 to book your space Low-Emission Oxy-fuel Solutions • Oxygen & oxygen flow control equipment • Global oxygen enrichment applications • Cleanfire® oxy-fuel burners • Start-up services Inerting Applications • Hydrogen, nitrogen & other gases • Enabling flow control equipment (39101) 800-654-4567 (code 344) gigmrktg@airproducts.com airproducts.com/glass Bock Energietechnik GmbH Gösen 15 92685 Floss Germany Tel: 0049 9603/1295 Fax: 0049 9603/2995 info@bock-energietec.de www.bock-energietec.de Electrical melting in perfection Special services - Engineering and modelling for boosting systems - Water-cooling Systems for electrode holder - Electrode holder for bottom / side / top - Power regulation / Transformers - Hot drilling - Change of electrode holder SCREEN PRINTING Bergkirchener Straße 228, 32549 Bad Oeynhausen, Germany kammann.de DIGITAL SCREEN PRINTING HOT STAMPING FULLY AUTOMATIC UNIVERSAL DECORATING MACHINES KAMMANN GmbH


53035 MONTERIGGIONI (SI) ITALY - Strada di Gabbricce, 6 Tel +39 0577 304730 ifv@fonderievaldelsane.com www.fonderievaldelsane.com
New logo . . . same smart machines



At Applied Vision, we’ve changed our logo to Antares Vision Group, but we have the same machine vision inspection equipment known for durability and defect detection with best-in-class after-sale solutions. Also, as part of Antares Vision Group, we now offer track & trace, digital factory and supply chain transparency as complements to our inspection capabilities.

Applied Vision Corporation now doing business as

