

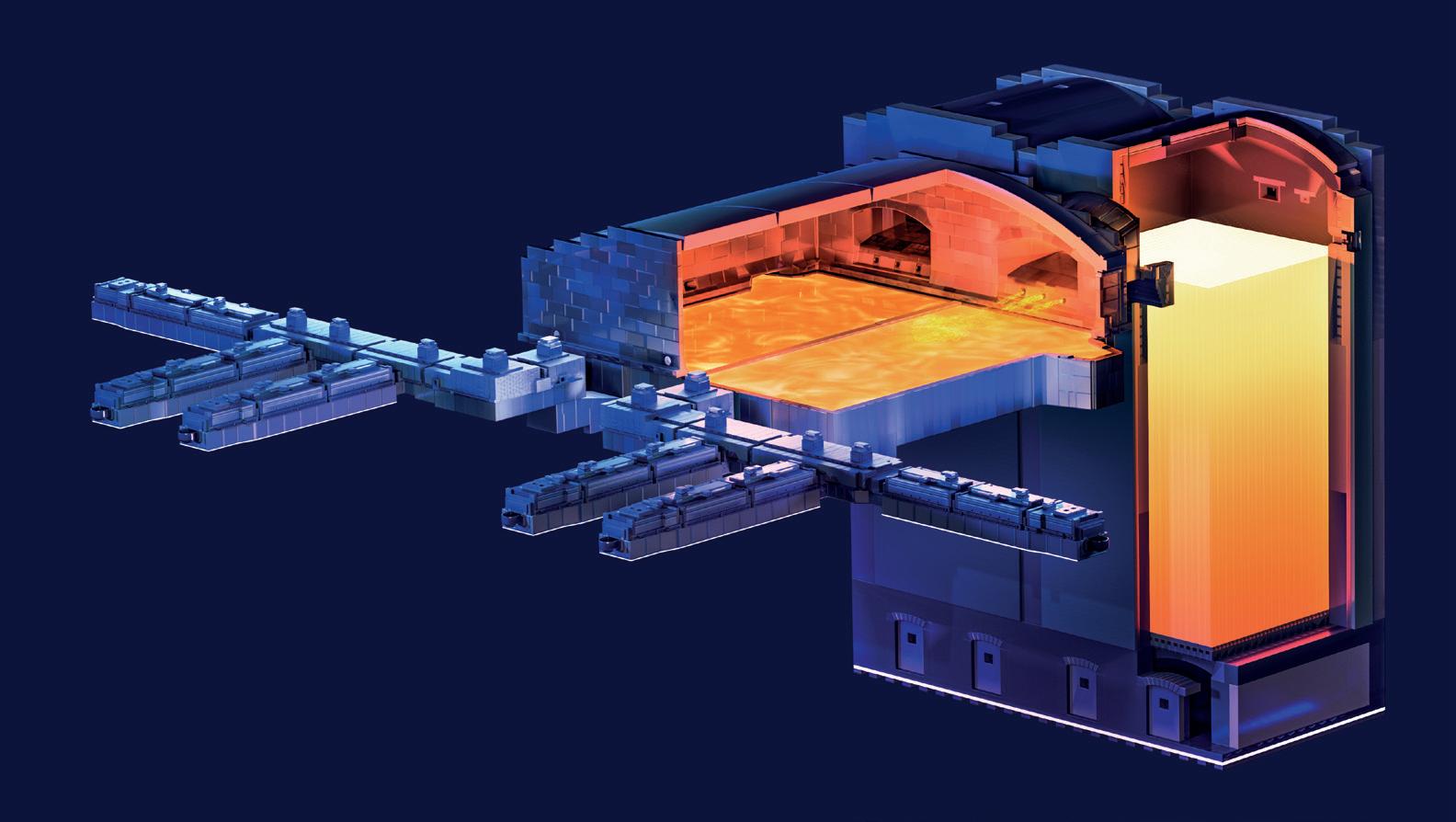
® TOLEDO ENGINEERING / TECOGLAS / ZEDTEC / KTG ENGINEERING / KTG SYSTEMS / EAE TECH www.teco.com DESIGNING, BUILDING AND MODERNISING YOUR FURNACES, FOREHEARTHS AND FURNACE EQUIPMENT DESIGNING YOUR FURNACE AMBEV PROFILE VIDRIO FORMAS INTERVIEW DECORATION INTERNATIONAL October 2021—Vol.44 No.9 A GLOBAL REVIEW OF GLASSMAKING WWW.GLASS-INTERNATIONAL.COM Glass International October 2021
To make glass better, put us in the mix.
Improving combustion can enable you to increase glass production, reduce fuel consumption, enhance glass quality, and reduce emissions, such as NOx, SOx, CO₂, and particulates. Let Air Products’ in-house modeling and melting experts help you get there.
For more than 70 years, we’ve delivered safe oxygen solutions, from our very first oxygen enrichment applications to our continuously evolving portfolio of low-emissions Cleanfire® oxy-fuel burners. Our industry-leading burner systems can now utilize hydrogen as a fuel, for a lower carbon footprint.
You can count on Air Products for reliable gas supply and to help optimize your production— just like we have done for hundreds of furnaces all over the world. Contact us to put the skills and experience of our global team to work for you. Optimal melting takes one key ingredient: Us.

more airproducts.com/furnace © 2021 Air Products and Chemicals, Inc.
tell me
U.S. +1 800 654 4567 Europe +44 (0) 800 389 0202 Asia 400 888 7662 +1 610 706 4730 +44 (0) 1270 612708 +86 21 3896 2000
www.glass-international.com
Editor: Greg Morris
Tel: +44 (0)1737 855132
Email: gregmorris@quartzltd.com
Assistant Editor: George Lewis
Tel: +44 (0)1737 855154
Email: georgelewis@quartzltd.com
Designer: Annie Baker
Sales Director: Ken Clark
Tel: +44 (0)1737 855117
Email: kenclark@quartzltd.com
Sales Executive: Manuel Martin Quereda

Tel: +44 (0)1737 855023
Email: manuelm@quartzltd.com
Managing Director

Tony Crinion tonycrinion@quartzltd.com
Chief Executive Officer: Steve Diprose
Chairman: Paul Michael
Subscriptions: Elizabeth Barford
Tel: +44 (0)1737 855028 Fax: +44 (0)1737 855034
Email: subscriptions@quartzltd.com
Published by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK.

Tel: +44 (0)1737 855000. Fax: +44 (0)1737 855034.

Email: glass@quartzltd.com
Website: www.glass-international.com
Official publication of Abividrothe Brazilian Technical Association of Automatic Glass Industries


Member of British Glass Manufacturers’ Confederation


China National Association for Glass Industry
United National Council of the glass industry (Steklosouz)
Glass International annual subscription rates including Glass International Directory:


For one year: UK £205, all other countries £268.
For two years: UK £369, all other countries £482.
For three years: UK £408, all other countries £563. Airmail prices on request. Single copies £53.
Printed in UK by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent NP12 2YA, UK.
Glass International Directory 2020 edition: UK £185, all other countries £195.

Printed in UK by: Marstan Press Ltd, Kent DA7 4BJ
Glass International (ISSN 0143-7838) (USPS No: 020-753) is published 10 times per year by Quartz Business Media Ltd, and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Glass International c/o PO Box 437, Emigsville, PA 17318-0437.
2 Editor’s Comment + International news
11 Company profile: Ambev

Ambev completes furnace rebuild at Rio bottle production facility


14 Company profile:Vidrio Formas

Vidrio Formas unveils second plant
17 Decoration: Rosario
Screen-printing, Inkjet, or both?
21 Decoration: Thieme
Giving architectural glass printing more flexibility
24 Digital technology: Peter Firth
Digitally enhancing the glass container forming process
31 Maintenance: Standard Industrie
Maintenance: The glassworks in good hands
37 Maintenance: IS machines

The benefits of ceramic shear blades
40 Process control: Heye International

Heye Process Control: An incomparable success story
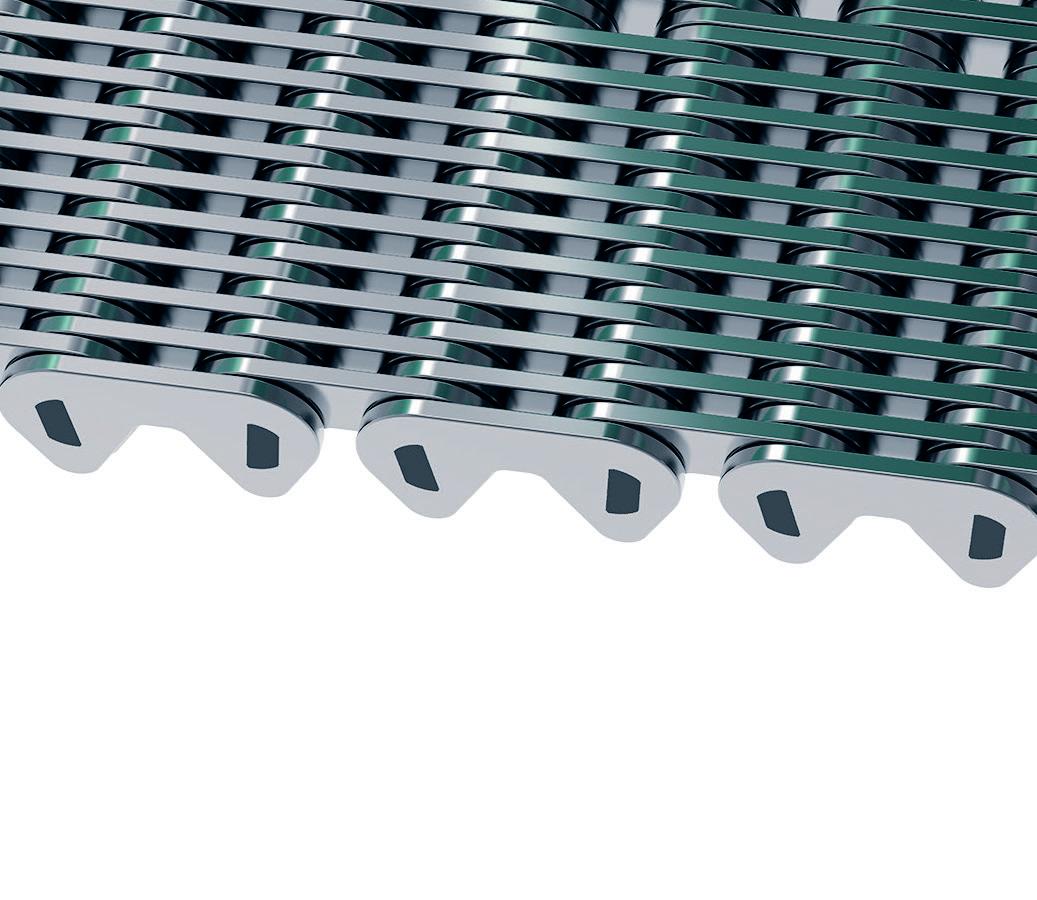
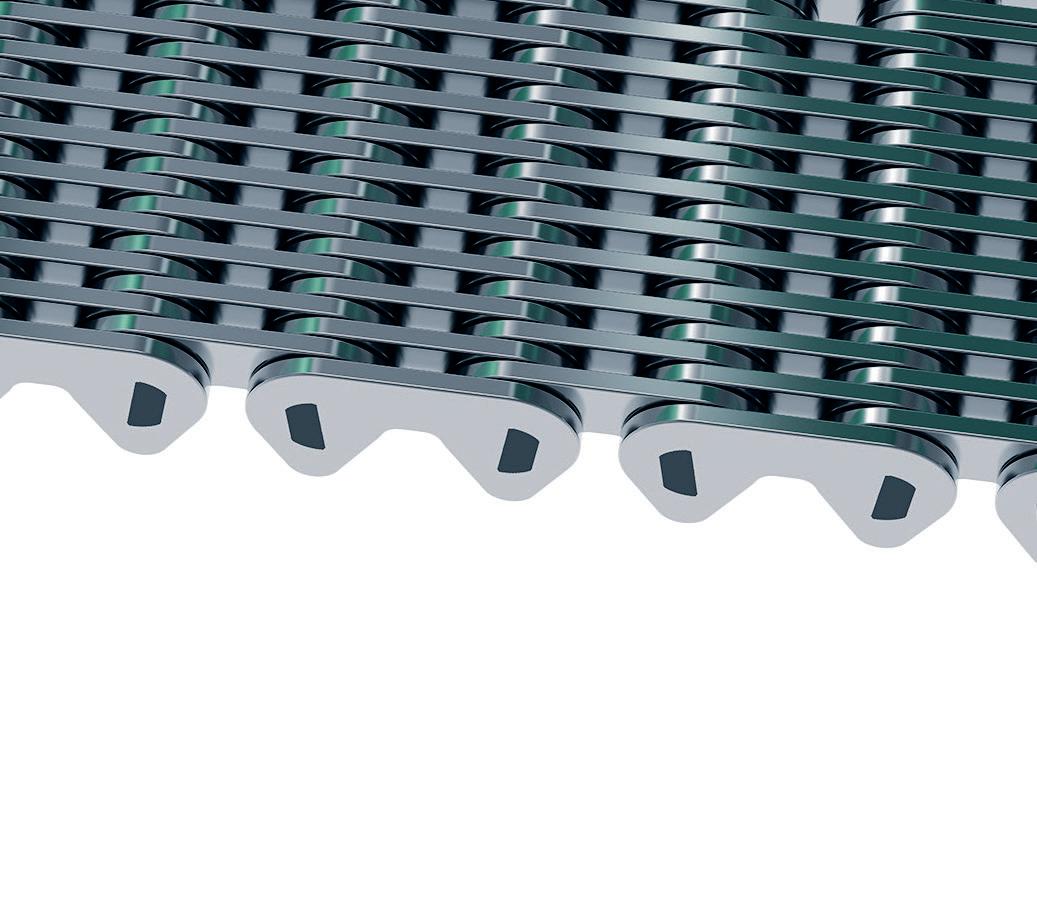
42 Forming: Ramsey Ramsey designs side link for sentry 2-pin chains
44 Company profile: VRMT New developments at VRMT

46 Digital technology: VDMA
When machines think - artificial intelligence in industry
47 History: Stuart Hakes, President, SGT Exciting times ahead
Contents Glass International October 2021 www.glass-international.com 1 Plus find us on LinkedIn and Twitter. www.glass-international.com @Glass_Int October 2021 Vol.44 No 9
Quartz Business Media Ltd, 2021 ISSN 0143-7838
©
11 24 17 14
Best of British
Just back from judging the submissions for this year’s Glass Focus awards organised by British Glass.
The entries were as strong as ever and it goes to prove that innovation is alive and kicking in the glass industry. The judging panel spent several hours discussing the awards and my fellow panellists provided measured and insightful opinions on each of the shortlisted entries. They put my know how to shame!
The number of categories has expanded since the awards started, and it has become increasingly difficult to decide the strongest entry. One category particularly close to Glass International’s heart is the Sustainable Practice award.
Sustainability is a huge talking point and after seeing the submissions this year, is certainly a topic that the industry takes seriously. This year’s shortlist includes entries from flat and container manufacturers and all would be worthy winners. There is of course though only one winner, which will be announced at the awards ceremony on November 18 in Manchester, UK.

Sustainability is particularly topical within mainstream media with the COP26 meeting approaching. UK glass manufacturer Encirc has already done its bit by producing a video about its carbon reduction initiatives.

There will be a focus on the environment during the two-week Cop26 meeting and Encirc has ensured that glass will have a voice during proceedings.The video is available via the Cop26 Linked In site and it is well worth a watch!
GCA plots construction of largest glass furnaces
Turkish glass manufacturer GCA is planning to invest in its largest ever glass furnaces.
The glass packaging company will invest in two new furnaces which will produce flint and green-coloured glass packaging.

The furnaces, which will be built in Kütahya 1st Organised Industrial Zone, will each have a daily production capacity of 500 tons.
These two glass packaging furnaces are the largest capacity ovens ever built by GCA.
It said that by 2023 its annual production capacity will increase from 1 billion to 2.5 billion units thanks to an additional 1800 metric tons.
It will also increase its employ-
ee headcount to 1200 by creating new jobs for 700 people.
The infrastructure for GCA’s new production site has been designed to reach a daily production capacity of 2500 metric tons with a total of five furnaces in future.
GCA General Manager Abdullah Gayret said: “We aim to lay the groundwork for our fourth factory as soon as possible, and complete its construction in 2023.

“With these investments, we plan to increase our share in Turkey’s glass container production capacity from 15% to 20%, and then to 25%, while reaching out to new customers with our new product portfolio.
“With these two factory investments, we will grow the market by 16% on our own and become the second-largest glass container manufacturer in Turkey.
We export to more than 40 countries, primarily the Middle East, Africa, Europe, Australia and the United States, and we aim to increase the number of these countries to over 50 with our new investments.”
The group commissioned its second factory in the Kütahya First Organized Industrial Zone in February, which nearly nearly doubled its daily production capacity of 420 metric tons with an additional 400 metric ton.
International News
Be first with the news! For breaking, up to date news VISIT: www.glass-international.com for daily news updates. www.glass-international.com 2
GREG MORRIS, EDITOR
tc478_TECO_FurnacesIntl_Ad_Sep2021_v09.qxp_Layout 22/09/2021 14:43 Page 1 TOLEDO ENGINEERING / TECOGLAS / ZEDTEC / KTG ENGINEERING / KTG SYSTEMS EAE TECH www.teco.com DESIGNING, BUILDING AND MODERNISING YOUR FURNACES, FOREHEARTHS AND FURNACE EQUIPMENT DESIGNING YOUR FURNACE tc478_TECO_FurnacesIntl_Ad_Sep2021_v09.qxp_Layout 22/09/2021 14:43 Page 1 AMBEV PROFILE VIDRIO FORMAS INTERVIEW DECORATION INTERNATIONAL A GLOBAL REVIEW OF GLASSMAKING Glass International October 2021 FRONT COVER IMAGE: www.teco.com Glass International October 2021
Forglass launches MultiGlass furnace
Polish technology company Forglass has launched a furnace that can simultaneously melt two or more different types of glass.
Merging the need to quickly implement changes in production schedule involving different glasses with the desire to maintain the highest possible melting efficiency for as long as possible in one furnace is difficult, often impossible.
The Forglass MultiGlass furnace is the answer to these expectations because it can simultaneously produce smaller volumes of two or even several glasses with energy consump-
tion comparable to melting only one glass in a standard, single-tank furnace.
Lower energy consumption per ton of glass also reduces the emission of environmentally harmful compounds (CO2, NOX, SOX), and eliminates reject of glass that is unsellable due to its undesired properties or quality, but has to be produced when changing the glass composition in the furnace ‘on-the-fly’.
The Forglass MultiGlass furnace is the ideal option for both greenfield investments and modernisations in restricted spaces.
For many glassworks located
in urban areas, this opens up new opportunities for expansion or restructuring of their production capacities.
Conversion of a standard furnace into the Forglass MultiGlass furnace can be carried out in any glassworks by expanding the furnace (adding a second tank) only in its width, not length.
It is generally the only space available in the production hall and, what’s crucial, the expansion of a U-fired furnace does not involve radical rebuilding of the regenerator, which makes it inexpensive and fast.
Guardian Glass invests in improvements for UK plant
Guardian Glass is investing in its Goole, East Yorkshire float glass production plant to increase the supply of float glass primarily to the United Kingdom (UK) and Ireland, while also improving the plant’s energy efficiency.
The cold tank repair, which began in April and will be completed this month (October), will rebuild the furnace and expand the melting capacity by 20 per cent to 825 metric tonnes per day.
“Guardian Glass is investing
in the future of commercial and residential building in the UK and Ireland,” says Guus Boekhoudt, Executive Vice President, Guardian Glass.
“This work assures that Guardian can continue to support the evolving demands of our customers with greater capacity, efficiency and environmental stewardship.
“It also underscores our Vision to be a preferred partner to our customers, suppliers, employees and communities based on a foundation of mu-
tual benefit.”
The Goole facility produces float, coated and laminated glass products.
Almost 100% of the solar control glass produced at the facility supplies projects within the UK. Enhancements to the Goole facility include:
A furnace with improved energy efficiency and increased output.
Enhanced automation to provide more reliable operations and reduce manual tasks, plus more.
Saudi Arabian soda ash plant construction start InoChem, a Saudi Joint Stock Company is constructing first soda ash manufacturing plant in Saudi Arabia.
Located in the Ras-AlKhair Industrial area, the production facility will cover an area of 80,000m2
The company has been contemplating to start the commercial operations by early 2022 but was delayed by Covid restrictions. The $300 million complex will produce 300,000 tons of soda ash (light and dense) annually along with 300,000 tons per annum of calcium chloride, while also allowing for future production increases to take place.
Coca-Cola to provide keynote at Renewable Glass Conference
Coca-Cola Europacific Partners (CCEP) will provide a keynote presentation at the Renewable Glass Manufacturing conference.
In a paper titled CCEP and the glass industry: Reducing our carbon impact, Charles Richardson, Director Procurement – Metal, Glass & OPP, will discuss the progress CCEP has made to reduce its carbon footprint to date.
He will highlight the more significant challenge in front of it in order to achieve the targets announced 12 months ago in its Action On Climate programme. Charles will also give his view on both the challenges and opportunities that face the glass industry, ahead of COP26.
Vidrala energy deal
Vidrala has renewed its agreement with Acciona Energía to supply 343 GWh of additional green energy during the next two years, reaffirming its commitment to reducing the impact of its plants and improving its energy efficiency.
During the last two years and a half it has reduced its CO2 emissions by 125,000 tonnes. This is equivalent to removing 30,000 vehicles from circulation or planting 90,000 trees.
International News Glass International October 2021 NEWS IN BRIEF www.glass-international.com 3
Cleanfire® HRx™
Synchronized Boosting System
All the boost you need, perfectly synchronized
Need to boost energy input to your air-fuelfired regenerative glass melting furnace?
Air Products’ Cleanfire® HRx™ Synchronized Boosting System is an innovative and costeffective solution. This patent pending, commercially-proven technology is added to your furnace and synchronized with air-fuel flame reversals for optimal flame stability and luminosity.
Benefits includes:
• Ultra-low NOx emissions
• Reduced energy consumption
• Higher glass quality
• Enhanced productivity
• Increased furnace capacity
• Remote performance monitoring
To make glass better, put Air Products in the mix.
tell me more airproducts.com/HRx 800-654-4567, code 13639
Steklarna Hrastnik launches sustainable bottle
Slovenian glass manufacturer Steklarna Hrastnik has launched what it describes as the ‘world’s most sustainable glass bottle’.

It said the main game changer was the use of hydrogen in the manufacturing process.
Hydrogen can be produced in several ways, one being when electric current splits water into oxygen and hydrogen, called electrolysis.
The electricity needed for process preferably comes from renewable energy source, use of solar cells, making production and storage of renewable and green hydrogen gas possible.
The melted glass for first initial batch production of the carbon free bottles involved renewable energy source as in use of solar cells, green hydrogen gas and external cullet col-
lected from waste recycled glass.
Oxygen and air were used as an oxidizer.
This only emission produced in the glass making process was water vapour instead of carbon dioxide. The company aid it was prepared to invest further on an industrial scale production for brands that are exceptionally committed to sustainability and future decarbonisation.
Dave Dalton joins Glass Futures
British Glass CEO Dave Dalton has joined the Glass Futures’ Board.
Dave is passionate about building the future of glass through serious academic application, close partner-
ship with industry, and a total commitment to skilling its personnel.
An acute political observer, he was a key driver in the foundation of Glass Futures.
He has worked in the sector for more than 35 years, originally in R&D and over the past decade as the political lead for the glass manufacturing sector in the UK.
O-I plots Brazilian investment
Owens-Illinois (O-I) will invest BRZ990 million ($178.8million) reais in two new factories in Brazil.
The investment is part of a $680 million package from the world’s largest container glass manufacturer between 2022 and 2024 to increase
production in markets facing restricted supply and the introduction of a technology that transforms the glass production process.
Currently, between 10% and 15% of the Brazilian demand for bottles is supplied by imports.
Hugo Ladeira, O-I president for South America, told Valor Econômico newspaper: “The factories begin to produce in the third quarter of 2023 and, by the summer, the market will have returned to balance.”
© Air Products and Chemicals, Inc., 2021 (43776)
International News
Glass International October 2021
Your customers trust you because you can trust us. We are now part of Antares Vision Group, the global leader in data integrity management which is critical for the rigid container industry where smart data, traceability and supply line tracking are essential. Combined with our world-leading inspection technology and new European parts and service center — which allows for faster deliveries, repair technicians and readily accessible local training opportunities — we’re perfectly positioned to keep your operation running smoothly and protect your reputation above all.



















Our job is to protect your reputation, not just inspect containers.
Simply Smart Machines SM
Recresco ISO environmental success
UK glass recycling and reprocessing company Recresco has achieved International standards ISO 14001 and 45001 accreditation.
The standards which relate to Environmental Management System (EMS) and Occupational Health and Safety are part of a voluntary international standard aimed at improving workplace safety. ISO 14001 provides a framework for establishing an effective EMS to measure and improve environmental impact while ISO 45001 focuses on the prevention of occupational injury and protection of physical and mental wellbeing.
Ciner Glass plots Belgium facility
Ciner Glass Belgium a subsidiary of Ciner Glass, is to establish a glass packaging factory in Lommel.

The production capacity will be 500kt/year of glass packaging and the site will employ 400 to 500 people.
Sand extracted in the region will be used as raw material for glass packaging.
Quartz sand producer Sibelco is located approximately 14km from the new factory to be established, while recycled glass will also be another raw material used in the manufacturing process.
Sorg completes Saudi furnace rebuild

Sorg has completed the rebuild of Saudi-based fibreglass manufacturer AFICO’s 38m² S-Melter.
Despite the COVID-19 restrictions resulting in the original plans being changed, Sorg was still able to deliver on time and in full.
A spokesperson for Sorg said: “The quarantine was a huge challenge because travel restrictions changed daily but we managed to complete the project (glassto-glass) ahead of time – one day before the initially planned commissioning date.”
Top 10 stories in the news
Our most popular news over the past month, as determined by our website traffic. All full stories can be found on our website.
� 1. Vidrio Formas starts second glass manufacturing facility
� 2. Pilkington UK architectural glass production powered by hydrogen
� 3. Ciner Group to invest 1.9 Billion TL in Ankara manufacturing facilities
� 4. India’s Kapoor Glass and Borosil Renewables secure glass manufacturing awards

� 5. Saint-Gobain sells two parts of organisation and closes another site
� 6. O-I Glass issues 2021 Sustainability Report
� 7. O-I integrates energy-saving air compressors in French facilities
� 8. Heye International appoints Managing Director
� 9. Piramal Glass renamed to PGP Glass
� 10. Feature: Consol Glass celebrates its Women in Glass
For the latest Industry News scan the QR CODE using your iOS or Android device

Stoelzle celebrates Polish logistic centre opening
Stoelzle Glass has celebrated the opening of a €5.5million logistics centre at its Czestochowa, Poland production site. The project was competed in seven months and was inaugurated earlier this week.
Stoelzle Czestochowa CEO, Artur Wołoszyn, said: “Our new logistics centre is the largest and most modern facility of its kind in the region of Czestochowa and also within our Stoelzle network.
“On an area of 20,400m² we will now be able to store more than 50,000 pallets and handle truck loading utmost efficiently via 10 ramps, two loading docks, and a loading gate.”
The logistics centre uses an automated lighting system based on both dusk and motion sensors to ensure higher safety standards.
The roof of the building has been adapted for the installation of photovoltaic panels to
be more sustainable from an energy point of view.
The warehouse will improve the efficiency and safety of the manufactured products, and allow Stoelzle to meet the demands for glass packaging.
Stoelzle’s Mr August Grupp, also confirmed a €40 million investment comprising a furnace rebuild and expansion, as well as the modernisation of several production lines in mid-2022.
www.glass-international.com 6 Glass International October 2021 NEWS IN BRIEF
International News






Come to FIC for superboosting and large all-electric fur naces – we have the answers to reduce carbon footprint Tomorrow ,s Technology Today Are you interested in CO2 reduction? www.fic-uk.com +44 (0) 1736 366 962 GLASS SERVICE A Division of Glass Service The World,s Number One in Fur nace Technology FIC (UK) Limited Long Rock Industrial Estate Penzance, Cornwall TR20 8HX United Kingdom
Park Cam ceremony
A groundbreaking ceremony has taken place for Park Cam’s third furnace at its Bozüyük facility in Marmara, Turkey.
With the new furnace, the Bozüyük capacity will total 1,500 tonnes/day, with nearly 100 new additional jobs made available.
Park Cam is part of the Ciner Group of companies, and had recently committed to investing 1.2 Billion TL in the Bozüyük glass factory.
ICG launches website
The International Commission on Glass (ICG) has launched its new website.
The new official website can be found at icglass.org.
The revamp follows surveying of members and discussions, and the ICG has redesigned and reorganised the entire website to make finding information easier and to improve the overall user experience.
Latvian furnace rebuild
Latvian fibreglass manufacturer Valmieras Glass will double its production volume by rebuilding its glass melting furnace No.4.1 in beginning of 2022, costing €10 million.
The rebuild will see expected maximum production capacity of glass melting furnace No.4.1 reach additional 7 - 10 tonnes of high silica glass fibre per day.
The aim of this project is to increase the production capacity of high silica glass fibre products to meet growing demand and provide the market with the required volume of high silica glass fibre products.
Glass Service installs electron microprobe
Glass Service has a new electron microprobe.
Due to the increased demand from the marketplace to deliver the higher glass quality and to minimise the glass defect rejects, the Czech-based organisation has seen an increase in defect analyses.
AGC Glass inaugurates renovated Czech furnace

AGC Glass Europe has inaugurated a renovated float glass line at its Retenice, Czech Republic glass manufacturing site.
It had been shut down to carry out a cold repair of the furnace and connected equip-
ment.
The float glass line features hot oxy-combustion technology which uses 100% oxygen as an oxidiser instead of air, which results in a decrease in the melting energy consumption and a reduction of CO2
and NOx emissions.
A ribbon cutting inauguration ceremony took place on September 29 attended by managers, employees, the engineering team and overhaul suppliers.
NSG Group provides battery storage system in Canada
NSG Group has partnered with Convergent Energy + Power (Convergent) to provide a battery storage system at its Pilkington glass plant in Collingwood, Ontario, Canada.
The battery installation is in line with the group’s initiatives to reduce energy consumption and emissions.
The battery storage installation represents the group’s first mutually beneficial co-
operation between an energy storage developer and a glass manufacturing plant.
The 5 MW/10 MWh battery energy storage system has been fully operational since earlier this year and uses Convergent’s PEAK IQ proprietary software to reduce the facility’s electricity use during the most costly, carbon-intensive grid consumption peaks.
The project was constructed
during the 2020-21 winter season, at the height of the COVID-19 pandemic.
To ensure the group would be able to achieve projected savings of ~CA$450,000 / MW, Convergent construction teams adhered to safety regulations. Convergent also coordinated with partners to ensure pandemic-related travel restrictions did not slow construction.
Ciner Glass submits planning application for UK facility
Turkish glassmaker Ciner Glass has submitted its planning application for a container glass plant in the UK.
Following a pre-application consultation during the sum-
mer, a full planning application was registered with Blaenau Gwent County Borough Council (BGCBC) in Wales by Ciner Glass UK.
It had previously said that
the proposed development will include two furnaces and warehousing facilities at the Rassau Industrial Estate, in Ebbw Vale, Wales. A deciosion is expected by January 2022.
NEWS IN BRIEF www.glass-international.com 8
Glass International October 2021 International News










Tomorrow ,s Technology Today www.fic-uk.com +44 (0) 1736 366 962 l All-electric fur naces l Electric boosting l Electrode holders - High ‘Q’ - Maxi ‘Q’ l Bubbler systems Come to FIC for superboosting and large all-electric fur naces – we have the answers to reduce carbon footprint Are you interested in CO2 reduction? GLASS SERV CE A Division of Glass Service The World,s Number One in Fur nace Technology FIC (UK) Limited Long Rock Industrial Estate, Penzance, Cornwall TR20 8HX, United Kingdom







Ambev completes furnace rebuild at Rio bottle production facility
Brazilian glass beer bottle manufacturer Ambev recently started the heat up of its rebuilt furnace number 1. Greg Morris spoke to Project Manager, Raphael Magno de Andrade about the plant upgrade.
Brazilian beer bottle manufacturer Ambev has completed a furnace rebuild at its Rio de Janeiro glass production plant.
As well as a new furnace, the investment also included a modernisation programme of its glass manufacturing equipment.
At one stage more than 400 people from 20 countries worked on the project. Companies from Italy, Ireland, Mexico, Venezuela, Germany, France and Portugal were among those represented.
It was the first time the plant had a furnace rebuild and for project leader, Ambev’s Raphael Magno De Andrade, who had worked as an electrical contractor at the Olympic Games in Brazil in 2016, it was the most satisfying project he has ever worked on.

“This was a big project and it was a great experience. It was an international project with people from around the world, so personally it was a great experience. Such a large project naturally had its challenges but, thanks to the result of teamwork, it was a successful project.”
Raphael started working for the company five years ago as a supervisor to help build the site’s Furnace Two, before he moved into maintenance and worked his way up.
To be appointed as project manager was a proud moment, he said.
“I started as a supervisor here and know people from maintenance so for me it was a chance to give something back for the opportunity I had received, so it was really special.”
The site is the Brazilian glass manufacturing division of global brewer AB-InBev, which makes household beers such as Stella, Budweiser and Corona. The facility has two furnaces, both supplied by Horn, which feed six production lines in total. The site is focused on the production of beer bottles, which once manufactured, are delivered to the brewery and distributed around Brazil.
The next step in the facility’s evolution is to manufacture green bottles and eventually flint.
Rebuild
The rebuild required the demolition of 14-year old Furnace One which had reached the end of its
campaign life. The company had previously used Horn for its other furnace and decided to contract the German engineering organisation again for the new 360 tonnes per day oven.
The site’s two furnaces have six production lines in total, with three on each furnace. IS machines from Bucher Emhart Glass service furnace one while furnace two provides to IS machines from Heye International.
The approximate three month project also included a substantial plant upgrade. This included a new batch house, modernised lehrs and extra space in the annealing area, a second cullet return system, the exchange of 18 inspection machines, new CNC machines for mould maintenance and repair and the overhaul of its existing palletizing equipment.
Among those companies to work on the programme were Zippe, Tiama, Somex, Antonini, Xpar Vision, Pneumofore, Lizmontagens and Ferbeck.
Due to Covid, the project had been put on hold shortly after Ambev purchased the new furnace from Horn in September 2019. Covid restrictions provided an extra headache for the team to contend with. Special visas were required for all
Company profile: Ambev Glass International October 2021 www.glass-international.com 11
Continued>>
“A major furnace rebuild is a challenge and Covid provided an extra challenge”
� The furnace rebuild team.
overseas visitors who were to work on the site and which took longer than usual to process. In addition, all workers were Covid tested and were given an extra strength face mask while on site. The group also had to make modifications to ensure social distancing in common areas, such as extra spacing in the restaurants.

“A major furnace rebuild is a challenge and Covid provided an extra challenge,” said Raphael.
While the works took place on furnace one, furnace two continued to produce glass as normal.
The site employs 750 people but sometimes, thanks to the extra 430 contractors working on the project, there were close to 1300 people on site.
Civic and preparation works were initiated in January this year and the draining and demolition of the furnace took place in June. Heat up began in September and was marked with a small ceremony where team members celebrated with food, drinks and music. When the last brick was put into the furnace crown it was signed by team members before Raphael hammered it into place. Shortly afterwards the daughter of the furnace manager was invited to press the button start the heat up process.
For Raphael, it was an exciting moment but one in which he had to keep his emotions in check. While heat up may have started, the first glass was not due until two weeks after the ceremony.
“I was excited but I still had to remain cautious. It was a nice celebration, the machines were starting to run, but I was still cautious, the work was not yet finished. I will celebrate in October maybe, when we have full production and have reached a high performance.”
Cayo Rodrigues, Ambev’s Process Coordinator, said: “Raphael is a true leader, he led the team like nobody I ever saw. Raphael was there to help
everybody in all parts of the project, so he did a great job with his team and all the guys, he is an inspiration for everyone who works hard here.”
Biogas
The new furnace was specifically adapted by Horn to meet the site’s sustainability requirements. The furnace is possibly the only one in the word which operates with biogas. The glass manufacturing site uses the biogas taken from the waste process from the nearby Ambev brewery to help power its furnace. The biogas was already being used on the site’s other furnace and as part of the group’s sustainability credentials decided to use biogas to power the new oven. The furnace was also adapted to ensure it can burn three different gases if required: natural gas, biogas or LPG.
The site has set challenging environmental targets and sustainability is a key focus of the group. The group currently uses 45% cullet in its furnaces but aims to increase this to 80% by 2025. The challenge is finding technology which can process ceramics and stones out of ‘dirty’ cullet.
Unlike several glass facilities in other parts of the world, the factory employs many young people, which brings fresh ideas and a vibrancy to the building.
Raphael said: “Here in Ambev we are different from other companies. I am 30 and have led a project, Cayo is a young guy. In our company we have good young people that enjoy the industry and make things happen, which is nice and is what the industry needs. We are a young company and it is nice because we are friends, we discuss glass and are open minded about new technology.” �
Ambev, Rio de Janeiro, Brazil https://www.ambev.com.br/

Company profile: Ambev www.glass-international.com 12
“I started as a supervisor here and know people from maintenance so for me it was a chance to give something back for the opportunity I had received, so it was really special”
� The last brick ceremony.
� The first bottle.
R AISING PERFORMANCE
Celebrate the best in forming technology with the AIS from Bucher Emhart Glass
The AIS raises plant performance on every level. From genuine parallel blank and blow mold open and close, to individually controlled blank mold half cooling, to balanced and superior blow mold cooling. Designed for an extended ware range and fast, simple center distance changes, it is stronger than ever, performing at the height of productivity, efficiency, quality and safety to support an even better future.
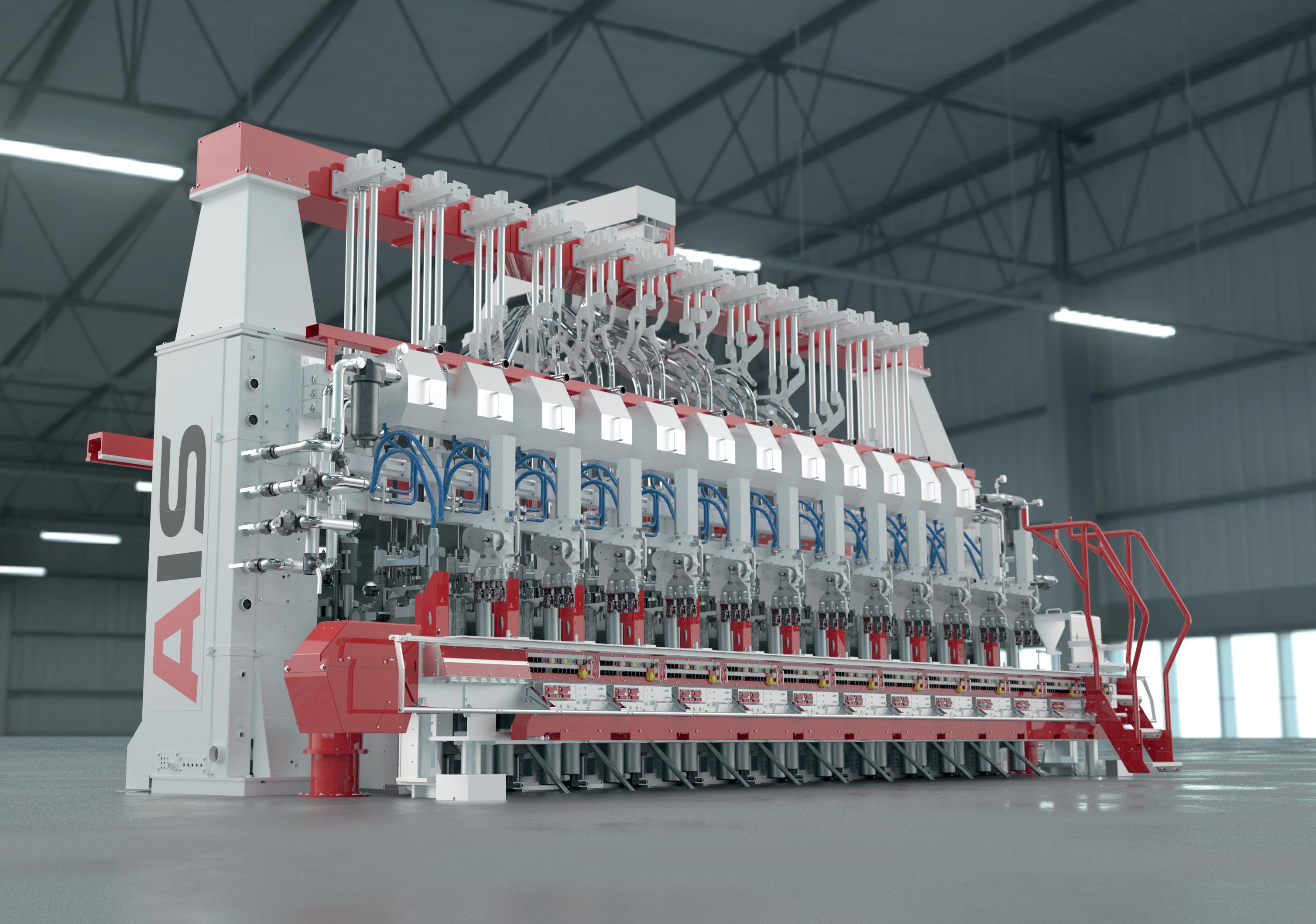
emhartglass.com
Vidrio Formas unveils second plant


Mexican glass manufacturer VidrioFormas successfully ignited the furnace at a second facility in Lerma recently. CEO Marcos Bernstein discusses the facility, the challenges of constructing a factor during a pandemic and the benefits it will bring to customers.



Company profile: Vidrio Formas Glass International October 2021 www.glass-international.com 14
When did you light the new furnace? Were you able to host an official ceremony with invited guests?
The Heat up lasted 10 days and the fill took us four days, we started making bottles on July 2nd.
What products will the new furnace investment produce?



We are manufacturing the same kind of products like in our Plant 1, mainly Liquor bottles and food containers.

What benefits does this investment bring to your customers?
Our customers have grown in the past years and they have been looking for additional supply of products so they are very happy that we started operation of the new plant.
What did the investment entail?
The investment included a batch plant for the new furnace and most of the requirements for the second furnace of this plant, a 320 MTD end port regenerative furnace capable of supplying glass to four machines out of which two 10-section double gob machines were initially installed and two more will be installed in the near future. Full bottle conveying lines with inspection machines and palletisers were also installed.
Why did you decide to invest?
After several years of having excess capacity finally the market reacted and now it’s the other way

around and there is not enough capacity in the region to supply the market requirements.
Will this investment lead to the creation of new jobs? We have created 160 new direct jobs plus many other indirect jobs.
Did the pandemic create any challenges during the construction of this investment?
The pandemic caused several delays in the construction of the new plant. We had to maintain low numbers of workers at the same time to reduce the density of people at the plant. Delays were mainly during construction and installation of machinery. Overseas suppliers behaved very well, no delays were experienced and most of the parts and equipment arrived on time.
The support of technicians of almost all the suppliers was received with no Covid incidents at all. Just one overseas company refused to send their people over.
We reported on the unfortunate fire in February 2020. Has the facility full recovered now and back up and running?
Plant #1 has been working fine since early July 2020.
Unfortunately because of the Covid wave in January and February of this year supply on Liquid Oxygen was limited so we had to reduce capacity by approximately 30% for about 45 days.
Then with the big storm in the South of the USA, Natural Gas supply was also limited for one week and we had to stop forming bottles 100% for one week in March of this year.
Finally and unfortunately again due to the ‘Delta’ Covid breakout in México, last week we were informed that Liquid Oxygen supply will have to be limited again for the next week so we had to reduce our capacity by 20% in plant # 1. Since the new furnace in the plant # 2 is regenerative and does not require oxygen production there is at 100%. �
Company profile: Vidrio Formas Glass International October 2021 www.glass-international.com 15
Formas,
https://www.vidrioformas.com/
Vidrio
Lerma, Mexico
“WE HAVE CREATED 160 NEW DIRECT JOBS PLUS MANY OTHER INDIRECT JOBS”
Experts in industrial glass applications






































































RATH offers you the complete range of highest-quality refractory materials for the entire glass making process, including corrosion-resistant feeder expendables, forehearth systems and the original Emhart Glass System. Also benefit from our filtration of hot gases with our catalytic and non-catalytic filter elements. Contact our experts for your solution!








www.rath-group.com/glass
Regenerator Melting end Working end Forehearth Feeder Hot gas filtration
GLASS From Refractories to Hot Gas Filtration for crystal clear results RATH-W21005_Anzeige-Glass-185x128-GlassInternational.indd 1 21.05.21 12:26 Curvink is exclusive agent for the glass bottle manufacturing industry worldwide for GmbH www.rosarioc2c.com - www.curvink.com
and depalletizing equipment for decoration lines Rosario-Curvink_Adv_180x127mm.indd 1 12-02-2021 12:39
HIGH
Rosario high speed screen printing machinery Palletizing-
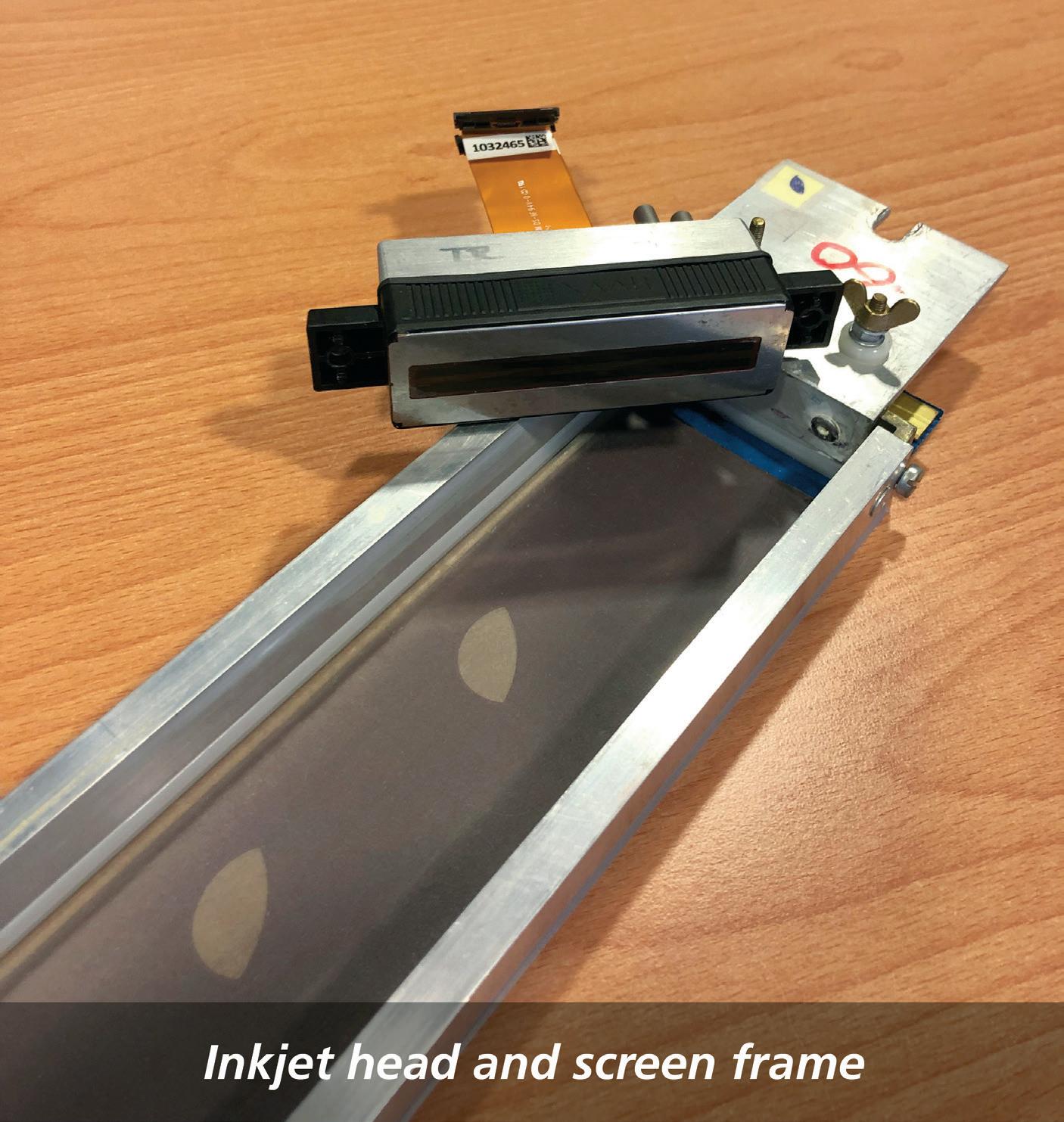
Screen-printing, Inkjet or both?
The screen-printing technique most familiar for direct printing on bottles, was patented in 1907 in England by Samuel Simon. It took more than a century before various inkjet applications were registered: in 2008 and 2009. But the real revolution was the combination of inkjet and software programming. This led to a faster expansion of its applications in 10 years than screen printing in 100 years.
Nonetheless, today, the use of screen printing for direct decoration of a wide variety of glass containers (bottles and jars, for tableware, cosmetics, food and drinks) remains at about 98% of the direct printing business on packaging glass. In the tile industry, however, the use of inkjet did increase a lot faster, as flat surfaces combine well with it, and the viability of producing small series is better.

But so far, screen printing proves to interact better with most non-flat product shapes.
Will this remain in the years to come? Can more developments can be expected? And how to decide on the decoration technology that best fit your needs and possibilities?
This article will review some of the experiences of leading industry players and provide data and parameters you can use to draw your own conclusions.
Developments that changed glass decoration technology
The first automatic screen-printing machines for glass bottles were introduced by Strutz in the 1950 and 1960s. Rosario soon joined as a co-manufacturer of the high speed Strutz machines, introducing the machine to decorate Coca-Cola bottles in its family-owned filling lines and glass factory. In Italy Monica and later Tecno and Fermac followed with
their rotary machines. Some years later, Dubuit in France, Kammann in Germany and manufacturers in other countries followed with their lines of printing machine.
The first inkjet printing machines for glass bottles were introduced only about 10 years ago, when German, Italian and French screen-printing machine manufacturers brought their first inkjet lines for glass bottles (and flat glass decoration) on to the market and Till sold its first high speed inkjet printers for 100-300 bpm. That started a new era in printed bottle decoration.
For the first time decision makers could compare and choose between different techniques and qualities. Not an easy
task! Differences to consider occur in printing precision, energy consumption, environmental impact, printing and curing speeds, decoration costs, flexibility and durability. These are reviewed below.
1. Printing precision.
After the introduction of inkjet, screen printing also found a new stimulus to innovate. Servo drives were installed into conventional screen printers, resulting in better control of mechanics. Timing of screen movements and bottle rotations underneath the screens were notably improved. But still, the screens remained and wear and tear during the printing
Decoration Glass International October 2021 www.glass-international.com 17 Continued>>
A quest for quality, speed and economy –cracking the case for decision making as Eelco Venema* reports.
process could not be eliminated. Also, the glass bottle itself, of which dimension tolerances of 2-3 mm still are more than common, is of influence on the print quality. This contrasts to the inkjet head with its non-contact process (inks are sprayed onto the bottle surface that is about 2-3 mm away from the ink heads).
Printing precision is also influenced by the type of machine: modular or linear. Modular machines keep the bottle in its place when being printed, resulting in an almost perfect print. Linear printers transport the bottle faster from one station to the next, which may lead to small misalignments.
2.Energy consumption and environmental impact.
To cure, dry and fire screen-printed ceramic paints onto a glass surface, a separate firing tunnel (decorating lehr) is needed. Ceramic paints need to be bonded to the glass surface at approximate 600˚C in a process that lasts about an hour or longer. This costly (gas or electrically fired) process results in high CO2 output (depending on energy source) but is required for all refillable bottles and other high-quality demands. Organic screen-printing paints (with only 180-200˚C heating process) have become more widely available and are more environmentally friendly. Although the mechanical resistance is lower (i.e. higher risk of damage in distribution), this is not a major objection for one-way glass, that is often distributed in protective packaging.
Digitally printed objects do not require to be heated in lehrs, but powerful UV lamps are required to cure the inks and create an adequate bonding to the glass. Although this curing process takes less time, UV lamps require a lot of power. Also an extra varnish often must be printed over the colour decoration, before going thought the UV curing process.
CONTINUING INNOVATION
Rosario C2C is presently building the Rosario 200+ screen printing machine, capable of printing up to sixcolours with a high accuracy at 200+ bottles/minute on body and neck of cylindrical bottles. 2-3 Colours on body and shoulder can be printed at even higher speeds(!). Contactless seam positioning and print inspection will be part of the supply. It is exoected to be introduced at glasstec 2022.
6 or 8 stations are available. Most inkjet printers, on the other hand, are mainly limited to printing on the bottle body, as the neck is often too short for the print head to approach, or the fixed size of the print head is too long. Whereas screens can be made in almost any size to print on even a short neck.
30, for six screens this would result in € 180/8 = € 22.50 per hr or € 22.50 /3600 or € 0.00625/bottle.
Now for inkjet. It is fair to assume a single print head is priced at about € 4,000, and life expectancy is about 5,000 hrs. For full colour printing you will need six inkjet heads (to print white, CMYK and varnish) making a total of € 24,000.
3. Decoration costs
A comparison of costs starts with the design of the printing line. For screen printing, the required investment depends on the capacity of the line (pcs per minute or hour) and the preferred number of colours on body and neck of the bottles. Some machine models, such as Strutz and Rosario, can print on body and neck in each printing run. Other models print on either body or neck of the bottle at each station. In most cases www.glass-international.com
Comparison of costs of consumables like inks/paints, screens-squeegee rubbers versus inkjet heads is not easy. To give a sense of direction: the life of screen frames can be very long, because you can use them for over a hundred different decorations. But screen life expectancy may differ according to the speed of operation and shapes of the bottles being decorated.
With a basic cylindrical bottle and decoration in 6 colours on the body only, at a speed of 4800bph, life expectancy of a single screen will be about 8 hrs. Presuming the cost of a screen is about €
On a machine equipped with six printing modules, at an average speed of 60 pcs/min, in which each module contains six printing heads, the cost would be six x €24,000 totalling € 144.000. This would result in € 144,000/5,000 hrs or € 28,80 Euro/hr. Or €0.008 per bottle.
There is also the initial investment to consider, in relation to break-even analysis: a conventional 6-8 colour thermoplastic screen-printing line at 60200 bpm is priced at around € 1 mln to € 1.4 mln. While an inkjet printer that works at 60-80 pcs would set you up for a
Decoration Glass International October 2021 0 18
minimum investment of € 2-3 million.
Your operational costs of screen-printing paints or inkjet inks will depend on decoration design, type and shape of bottles, required quality, volumes, type of machinery, speed, etc. In general, one gets more prints out of a litre of ink than out of a kilo of paint. But a litre of ink is much more expensive than a kilo of paint.
4. Flexibility and durability
Screen and inkjet printing come with distinct differences regarding their suitability for specific product lines. For instance:
� Screen frames can be made in almost any width. Most inkjet heads are only available in one size, limiting printing options for non-standard shaped bottles.

� Inkjet heads tend to create some mist in the machine, as the distance between print head and printed surface – although minimal - allows some ink particles to flow away. This sometimes causes visible ‘satellites’ near the printed image. This may be a quality concern when great precision is required, for instance by cosmetics brands. But in some cases, we observe tough quality controls are getting more tolerant by inspecting at an arm’s length…
� For refillable bottles (think of Coke, Pepsi, Fanta, etc) decorations should be able to last for 25 + refills(!). These bottles are mainly printed with thermoplastic paints, fired at 600˚C. To this day this durability level has not been equalled by printing inks.
� With inkjet, clever programming of printing heads enables printing different images and/or colours on bottles in a single production run.
� With inkjet, ‘Direct from computer to print’ printing, or adding a print is a matter of a command on the computer, machine adjustments are not required.
5. Waste and residue considerations
The circular impact of production lines is steadily becoming a bigger concern for many industries. Things like waste of materials and consumables, potential harm of material residues, energy consumption can be, or may become in conflict with changing CO2 emissions and waste regulations.

Inkjet application hardly produces ink waste, but regular cleaning of heads is required, with possibly sensitive chemicals.
Conclusion
All considered: is there a clear overall case for either screen print or inkjet? We don’t think so. Much depends on the result you or your contract partners desire and the present conditions in which a possibly new decoration line is to be implemented. Some measures are relatively easy to take, like switching to more environmentally friendly materials. Some can be planned in line with the type of products and decorations that come from your printing lines: are frequent changes needed? Are you dealing with large or smaller batches? Things like energy management are more difficult. Do you have access to green electricity? One thing is clear: to make the right decision in these changing times, a broader and more forward-looking approach is needed. Your impact will be measured by more than the quality of the decorations you apply. �
*Managing Director, Rosario-C2C and Curvink, Breda, Holland
https://www.rosarioc2c.com
https://www.curvink.com
Decoration www.glass-international.com 19
SU PPLY CHAI N CONFID ENCE 5 LOCATIONS ACROSS UK AND IRELAND • Soda Ash • Sodium Sulphate • • Feldspars • Chrome • Barium Sulphate • Sodium Nitrate SPECIALISTS IN THE GLASS INDUSTRY +44 (0)20 8332 2519 sales@newport-industries.com Contact us: +44 (0)20 8940 6691













® TOLEDO ENGINEERING / TECOGLAS / ZEDTEC / KTG ENGINEERING / KTG SYSTEMS / EAE TECH www.teco.com DESIGNING, BUILDING AND MODERNISING YOUR FURNACES, FOREHEARTHS AND FURNACE EQUIPMENT A TECO fact... Did you know that a high proportion of the equipment we specify for our re-builds can be re-used for subsequent campaigns?
Giving architectural glass printing more flexibility
Christian Schweickert* explains how the Thieme 3000 GS LS printing line helps overcome the issues surrounding screen-printing on architectural glass.
German printing company Thieme has installed a new printing line at Lumon in Kouvola, Finland, which allows an automatic adaptation of different glass sizes to be printed without screen change or manual cleaning.

One of the biggest issues with screenprinting on architectural glass is the constant change of the glass dimension combined with holes in different location.
A typical printing job is a full cover print with edging ink. But how to do that economically if the glass size is constantly changing and some glass have holes and some do not?
Now we found a solution to overcome this problem. The new Thieme 3000 GS LS architectural printing machine can automatically measure the glass panel length and position the glass against the front mask.
It is also aligning the travel length of the squeegee and flood coater automatically.
This means that the printing is fully automated, but what about the areas in the screen where no ink could have been transferred to the glass because of holes
and cut outs in the glass, or what about if a glass with a small width is processed than the printing area is set up for?
This has been considered by adding an intermediate paper printing station behind the printer.
The print head can move backwards over the cleaning station after each print to perform a clean print onto paper which is fed from a roll to remove all unused ink in the defined printing area.
And the machine can even do more. Equipped with a programmable front mask it can print stripes in different position on the glass by entering the offset from the glass edge in the operator panel (HMI) and the machine itself does the rest.
Flexible workflow
The HMI has a new flexible workflow that allows the operator to select the condition for each printing step individually.
He/she can decide for example if the panel is transported automatically into the printing machine or started by the food paddle.
This flexible workflow also includes functions like glass alignment, printing, glass inspection after the print and the out transport of the printed glass.
With this new flexibility the operators can optimise the workflow of each printing job.
Printing quality and inspection
After the printing the print head is moving away from the glass to the back allowing the operator to inspect the glass. It also gives him the opportunity to remove any dust particles in the print and to start a re-print to cover those areas again with ink.
The printing line with a maximum glass size of 1600 x 3000 mm is built for midsize applications like internal wall separators, shower cabins, balcony glassing, furniture glass etc. but the system can also be adapted to large size architectural glass with up to 3200 x 6000 mm.
The supplied printing line is accomplished with a roller coater from
Decoration Glass International October 2021 www.glass-international.com 21 Continued>>
� The Thieme 3000 GS LS architectural screen-printing machine.
company Bürkle.





This new Thieme 3000 GS LS printing machine allows a fast set up and guaranties a high productivity for small and large printing jobs even with changing glass sizes.
The Thieme print head with double sided anti-drip function in combination with the high precision print base with hard anodized printing table fulfils the highest printing quality requirements.

This printing line is bringing screen-


printing into the next decade. �


*Manager Business Unit Glass Thieme Products, Teningen, Germany




https://www.thieme-products.com/en-de



Your molds under supervision

Decoration
� The screen-printing unit of the new 3000 GS LS.
� The intermediate paper printing station behind the printer.








™
OF CONVEYOR CHAIN www.pennine.org sales@pennine.org +44 (0) 1484 864733
THE FUTURE
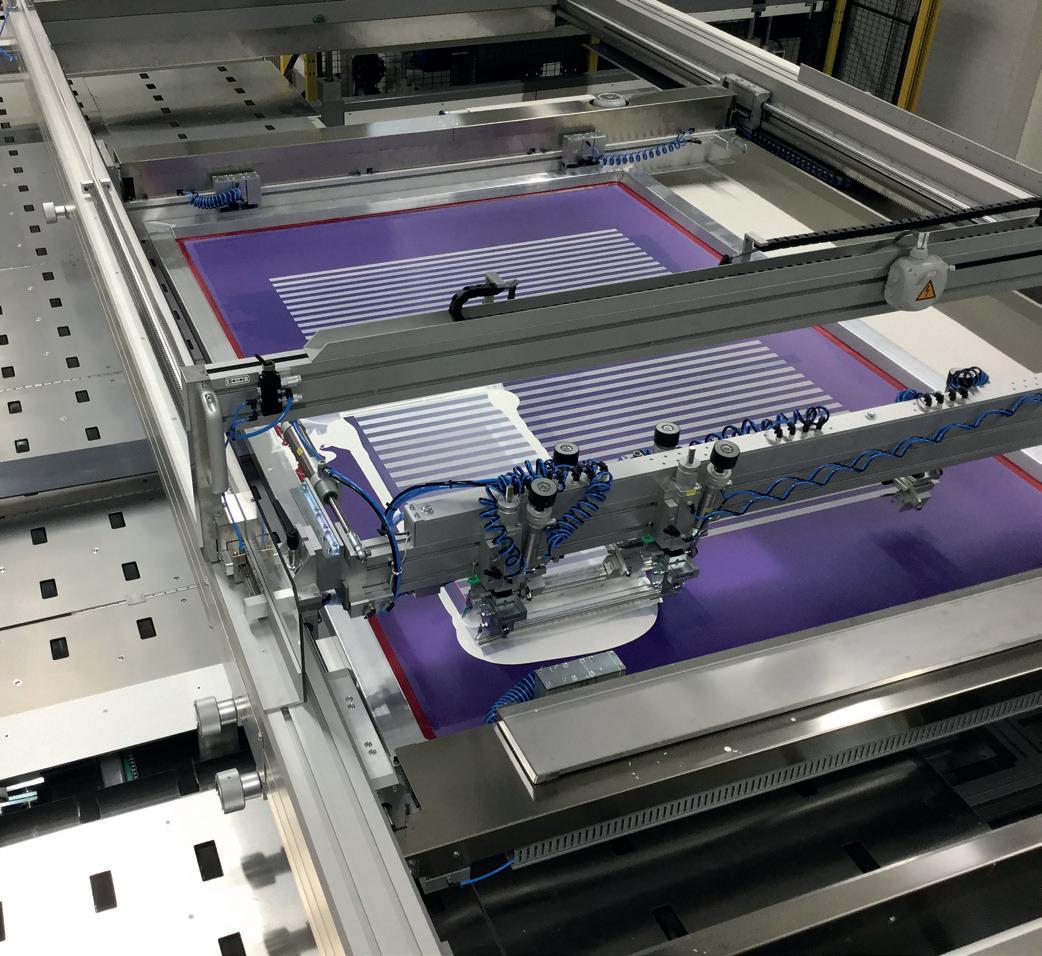
Digitally enhancing the glass container forming process
Iwas recently asked whether I think advances in digital technology will enhance the glass container forming process in years to come.
The person asking me the question was in particular thinking of digital incarnations such as robots/cobots and swabbing automation, as well as other digital automation systems.
I have been involved in the glass container manufacturing industry all of my working life, gaining a first-class honours degree in electronic systems and control engineering along the way.
I was introduced to the particular world of IS Machine Digital Control with a bang, as it was the first undergraduate project given to me by Redfearn National Glass’ Barnsley, UK plant (now Ardagh Group).
The task was to debug a real-time digital control system the company had invested in, as the in-house developer had left the business to pursue other opportunities.
This control system was one of the first systems to implement automatic rejection of ware after swabbing. It also tried to go further and simulated the warm-up of moulds to implement cold mould rejection and automatically turn off when the moulds were sufficiently hot.
It was based on an advanced programmable process control system developed by Hewlett Packard called the HP2250.
With many of the lines not working correctly and software being blamed, my challenge was to rectify this and fix the software.
There were very few explanatory comments in the programme to help. It seemed to have been coded direct
from the programmatical thinking of the person who developed the system, straight into real-time computer code.
I therefore had to get into the thinking of that person who had programmed the system and work out what was going on.
This was a great introduction for me to the digitisation of ancillary IS machine controls at an early stage in my career.
Now, aged 57, I am in semi-retirement and enjoying consultancy work, mostly for Glass Futures in the UK, with a focus on the design of the St Helens Pilot R&D Plant.
Between that sobering introduction to IS machine digital control systems and now, I have had further exposure to specifying and using such systems to maximise production efficiencies.
I have witnessed the move from basic electronic timing systems to servooperated mechanisms and now into the era of intelligent vision-based systems and robotic applications.
These robots are known as cobots, as they work alongside human operators to achieve a better outcome than just human operators.
The answer to whether I think advances in digital technology will enhance the glass container forming process in years to come is a resounding “Yes”.

This trend has happened for years now and there is no reason to stop.
However, a caveat is will the investment costs required justify the benefits? It is a difficult question to answer regarding which automations are cost-justifiable and which are not.
The easiest justification for capital investment is when it delivers a direct saving in terms of reduced rejects, or it
allows for increased production speeds. In both cases, these are increases in productivity.
Some accountants have muttered in the past that if we had actually achieved all the benefits being claimed, we have been running at around 110% efficiency (in reality it probably should be much more!).
I remember the 1 or 2% increases in speed or reduction in rejects added to the many capital expenditure applications I have signed off, or been involved in formulating, particularly when I was an Operations or Plant Manager in glass facilities.
The accountants view was this didn’t necessarily achieve the claimed efficiency improvements. The vital thing to remember is that when a plant runs more efficiently, production speeds can be increased as well. This speed increase then later reduces the output efficiency again. However, overall the output is increased in terms of volume, then the cycle starts again.
Therefore, we can run at an actual 110% increase in output based on efficiency improvements while still operating at present production efficiencies of 90 –
Digital technology Glass International October 2021 0 24 www.glass-international.com
Peter Firth* shares his thoughts on how innovations within digital technology could improve the glass container forming process in the future.
95%.
This needs to be understood to believe in the benefits of future digitisation developments in the forming process.
The question remains as to whether the current capital investment levels required for advanced digital forming technology will be cost-justified, or just bells and whistles that cost a lot of money but give no net benefit to the actual glass container business they are implemented in.
This to me is the real question to ask, and one of the questions I hope an independent like Glass Futures can answer by evaluating without any bias, commercial or product sales pressure, which many suppliers of such systems will face.
In other words, to consider whether digital technology will enhance the glass container forming process in years to come, one has to contemporarily and objectively assess the whole cost-benefit equation of each particular digital control or robot/cobot application.
Some digital control systems deliver a demonstrably better control capability on a machine process variable, but without any quantifiable improvement
in the productivity or quality of the glass container.
In such situations, the forming departments notice this and put such systems into manual operation, or the technical departments don’t maintain them, yet the plant continues to perform well without these.
One particular application is blank temperature control. In reality, there are a range of operating temperatures before we are too hot or too cold on the blanks to produce good containers.
A control system can maintain these temperatures within a few degrees by monitoring the blank temperature and adjusting the cooling air to each half of each blank.
Such control is, however, beyond the requirements of the process for the product being made.
This is no problem if the technology to do this is inexpensive and easy to use or maintain.
But, if any of those points become a problem, such a control system might be more trouble for a glass plant than it is worth.
That is from a practical glass-forming point of view, rather than me speaking
with my pure control engineering hat on, upon which I might argue differently from a naïve control-only viewpoint (where any improvement in the control of a process variable must be a good thing).
There is also the downward-cost development of the generic technology used and any change in ease of implementation to consider as well.
When the costs reduce and the ease of implementation increases, it might mean an application which was not worth it at one point in time, now becomes viable.
Finding the right time to adopt a particular technological application when such a reduction in costs and ease of implementation happens is the key to linking the use of technology with a cost-competitive glass business. To do this a competent technical appraisal that considers the costs of ownership or such systems as well as the capital investment costs is required.
Digital technology applications
Now let us consider some future digital technology applications.
With the feeder, we know we have already got flexible servo drives to the needles and shears that give such precise control that we can even deliver consecutive gob cuts of precisely differing weights.
This has enabled the production of differing production types on the same IS Machine and at slightly differing weights, easily within 10% or so.
The cost-justification for this technology is clear if you need this flexibility in the manufacture of your job mix. It is easy to justify, where it offers a production capability expansion benefit.

For many years we have had the capability of gob weight control in NNPB by feeding back the pressing positions of the plungers forming the parisons, and then adjusting the feeder needle height and tube height to give gob weight control within a gramme or so. This is together with a statistical standard deviation of much less than a gramme.
Recent advances in gob imaging technology have seen estimations of gob weight made simply from a gob image straight after it was cut, which provides automatic weight control in the BB and WMPB process (the above-mentioned control system for NNPB can also be used on WMPB of course).
Glass International October 2021 www.glass-international.com 25 Continued>>
Digital technology
Such accurate control of gob weight in the BB process is not always required but it helps maintain consistent capacity control of containers and therefore a better product. But this is something where it needs to be decided if the result justifies the equipment cost.
With NNPB the automatic weight control is non-negotiable, it has to be implemented due to the risk of critical defects without it.
The gob distributor is currently also advanced with servo implementations giving accurate motion control which ensure that the scoop is stationary and points at the next trough entry before gob arrival, even with large swings in sections delivered (such as from Section 2 to Section 7 for example). This helps get the best firing orders for the best conveyor dead plate times (with the most even dead-plate times being the best).
Improvements can be made during delivery of the gob into the blank and systems have appeared which help with this. Vision systems that monitor the gob loading into the blank can make adjustments (or should make adjustments) to the deflector loading position.
Of course, in an ideal world the deflector would not need to be moved, but try running a machine without doing that and you soon have zero output!
Although I support efforts on better deflector design to achieve a situation where no adjustment is then necessary, loading remains a weak point of the forming process and needs improvement. The symptoms of variation in gob loading alignment can be treated with the aid of current technologies, even if does not address the root cause of the variation itself.
Now the IS Machine robots and other systems have made it easier and less costly to monitor the blank temperatures (using mobile infra-red thermometers) rather than using expansive and unreliable cables and thermocouples, such as in the
past and in some plants today.
Therefore, my comments about the blank temperature control system not being worth the net benefit considerations might now become of age when a reduction in cost and increase in ease of implementation make it a nobrainer to use.
I hope this illustrates the point about costs and ease of implementation, which is the general rule by which all new digital technologies should be assessed as regards whether or not they bring a net benefit to a glass container manufacturing operation or not.
The mechanism motions of the IS Machine sections have already been implemented with more accurate servo systems, although the original pneumatically operated mechanisms are still widely used.

Servomechanisms give more repeatable motions and enable more speed from a section as mechanism motions can be run closer to ‘crashing’ the process than with pneumatic systems, which need a wider window for variation in speed and precision of operation.
The costs of the servos and reliability and maintenance costs will be factors to assess if they benefit a business or not, particularly when assessing it with the benefits that these bring together with more repeatable mechanism motions. Ware handling in modern highspeed production should definitely be implemented with servo motors. For the ware push-outs, it is better to use 3-axis systems where the containers are on large high-speed machines, or where unstable ware is being made.
The 3-axis systems enable the ware to be placed on the IS machine conveyor without repeating ware handling problems and problems with conveyor ware spacing.
The servo drives for the main machine conveyor, ware transfer, and cross conveyor allow for accurate synchronisation with the machine.
On the machine conveyor there is still a requirement to manually trim the main conveyor drive speed to compensate for inevitable belt stretch, in order to maintain the same linear belt speed. This can be a problem if staff are not trained at how to do this, so automating this may help as it will reduce the chance of ware handling problems and related production losses.
Servo stackers have been in use for years, and there is an emergence of robotic systems carrying out the same function. However, at high speed, the simplicity of the traditional stacker bar remains king. Such systems still need close attention to set up for best possible handling to ensure the ware pushed into the lehr is done stably and giving best possible straight row alignment. There could be opportunities for further digital control improvements here to achieve ideal lehr stacking requirements.
We can be imaginative when we consider how all these parts integrate and what future additions we should expect. However, in terms of the basic integrations, where we have widely implemented servo systems, there can easily be more rapid set-up changes for job changes of course. That can be a major factor for some plants, but not so for others. Such servo integration allows for an easier future closed-loop adjustment based on glass product measurement and inspection feedback.
This brings us to how we monitor the product and the advent of hot end inspection. This topic is often covered widely so I will only summarise it here. There is a lack of use of that information in terms of deploying it for process adjustment. Therefore, the IS Machine remains a largely open-loop system. Closing that loop on feedback from the final product is the next major advance.
This is easier said than done. Hot end inspection is not as accurate as cold
Digital technology Glass International October 2021 0 Continued>> 29 26 www.glass-international.com
PARTNERSHIP. IT’S IN OUR DNA.
Our success is no coincidence. For more than a century, we’ve led the way through a unique passion for glass and by creating last longing partnerships. With custom-designed batch and cullet treatment systems from EME, you can enjoy the quality assurance of working alongside specialists who understand everything it takes to optimise the efficiency of your plant, both now and for a sustainable future.
EME.DE

end inspection, but cold end inspection is carried out far too long after manufacture for closed-loop adjustment to ensure consistent glass container quality. This weakness needs to be resolved. How we do this is another matter and is potentially a great opportunity with some process technology suppliers already working on this.
Once the inspection information is received, which should include typical defect identification at the hot end as well as glass distribution and dimensional measurements for example, we can then act on changing the machine or a section event setup, but this can only be done with a largely servo-mechanism implemented machine.
It is difficult to make the adjustments using pneumatic operated devices, although there will be some exceptions to this I can easily envisage.
The first implementation of the robot was in automating swabbing. I was in the first technical meeting in Ardagh’s Moerdijk Plant where we decided to implement this in partnership with Fanuc robotic systems developer. It was a success and Heye International now sell the swabbing system as an option for its standard machine.
Many other similar swabbing robots have come to market, but when we had those first few technical meetings, I was not aware of any other such swabbing robot at that time.
The additional applications such a robot could take care of are the measuring of the blank and plunger temperatures as well as possibly the neck-ring as well.
In addition, the same or similar robot could change blank-side mould equipment, although I am not aware of this being done yet. It could also adjust the deflectors in response to monitoring the gobs loading into the blanks, to keep the loading central.
These are things anticipated to come to market soon, if not already implemented already somewhere in the world.
Any improvement in gob loading will be a system of interest to improve container manufacture performance as bad loading is one of the most common causes of glass container defects. This is the next largest benefit of robotic applications, although there might be solutions implemented with just digital control that might not require a robot as such.
Let us close the loop on loading somehow, or else eliminate the causes of gob loading variation (something we have failed to do since the inception of the IS Machine).
I hope that I have gone at least partway to answering the question of whether I think advances in digital technology will enhance the glass container forming process in years to come.

I have tried to answer the original question in a thoughtprovoking way, with a focus on the overall cost competitiveness benefits.
I hope too the work I am involved with at Glass Futures will help to answer some of the questions raised regarding the right time to deploy such technologies in the forming process. For the corporate members of Glass Futures that should be one less thing to worry about. �
*Peter Firth, Glass Container Production Consultant, Working with Glass Futures on the GFL St Helens Project. Contact: Via LinkedIn Profile (search ‘Peter J Firth’) or email peterjfirth@gmail.com Glass Futures, St Helens, UK https://www.glass-futures.org
Digital technology Glass International October 2021 www.glass-international.com 29
26<<Continued PUT YOUR FUTURE IN SAFE HANDS Design / Engineering Procurement / Construction Design-Build Turnkey Projects, Plus: Furnaces / Batch Plants / Tin Baths Heat Recovery Systems / Lehr United Kingdom | China | Singapore | Philippines HEAD OFFICE: 3009 Washington Road McMurray, PA 15317-3202 USA +1 724 941 9550 info@hft.com WWW.HFT.COM
Society of Glass Technology

Join the worldwide network of interests centred on making glass great
The Society of Glass Technology exists to serve people who are interested in the production, properties or uses of glasses, whether from a commercial, aesthetic, academic or technical viewpoint. It is a non-profit making organisation serving a worldwide membership publishing jour nals and text books, organising meetings and conferences on glass related topics.
You can now join the SGT by going to www.sgt.org and selecting your jour nal choice and appropriate package. You will also be able to see the comprehensive history and activities of the society
Serving the Glass Community for more than a century www.sgt.org +44 (0) 114 263 4455 9 Churchill Way, Chapeltown, Sheffield, S35 2PY, UK
Maintenance: The glassworks in good hands
David Fregez* discusses the importance of maintenance of equipment and some solutions to help in this process
The glass production process requires rigorous maintenance of equipment to ensure that productivity is maintained. For more than over 40 years, Standard Industrie has worked with industrial glass plants around the world to provide cleaning solutions, in particular to eliminate clogging and build-ups in storage units and gas lines in the process.
� Cleaning of furnace roofs
� Cleaning of flue gas treatment ducts
Two solutions exist to eliminate the accumulation of materials:
- The Preventive solution, using Airchoc air cannons placed in the axis of the material accumulation points to perform regular shots acting on the content.
The air cannon is an economical solution that uses air only when the shots are activated. With a wide range (tank capacity from 4 litres to 400 litres), this solution can be adapted to many areas of bulk.
The Airchoc is regularly installed on raw material storage units (see photo 1a) (sand, cullet, soda ash, silica, lime) and can also be found at the end of the process on the gas treatment and fume evacuation routes at the furnace outlet (either on the hoppers under the filters or more recently on the catalyst (CSR).


Standard Industrie’s technical teams carefully study the clogging factors, the behaviour of the clogged product, the inclinations of the storage unit, the productivity stakes, etc. This complete diagnosis establishes an optimal installation recommendation according
to the environment of use (various risks, high heat zone, corrosiveness, humidity). The recommended Airchoc solution will also take into account the need for precise orientation of the firing, the number of the latter, the diameter of the blowpipe according to the available pressure, the volume of the tank and the length of the blowpipe.
Customer case: Stara Glass, Italy
Stringent anti-pollution norms have obliged our customer to equip itself with a fume treatment system that lowers the values of certain toxic elements obtained in the post-combustion phase, before being released into the atmosphere.
In this fume treatment duct (originating from the combustion of sand and silica), the fumes must pass through a precise process that serves to cool the gases before being released into the atmosphere.

Maintenance Glass International October 2021 www.glass-international.com 31 Continued>>
� Airchoc, to declogg the material.
� 1a Airchoc on sand hopper.
� 1b Airchoc on duct with gate valve and stainless steel nozzle.
The configuration of the ducts, as well as the curvatures generate sticking points, which accumulate the ashes in precise zones. These accumulations impede the passage of gases and block the duct section. They generate heating peaks and production stoppages.
Airchoc air cannons (8 AC515HJP in this application) were strategically installed to prevent these deposits. They allow the ash to be projected into ducts that lead to hoppers, before being collected in large bags and then evacuated from the site. This device now allows Stara Glass to avoid production stoppages, see photo 1b

� The Curative solution, within the framework of an intervention of cleaning of the silos or hoppers using the Gironet is an articulated arm introduced and guided from the top, making it possible to scrape the matter then to extract it. see image 2
Customer case: Saint-Gobain glassworks – Germany
The customer contacted Standard Industrie to perform the cleaning of a soda ash silo with a capacity of 120 tons. 50% of the storage capacity was blocked due to clogging of the material.


Our intervention team introduced the Gironet into the silo from above, in complete safety. The Gironet, thanks to the rotation of the brass chains
(ATEX - NFPA certifications), dropped the material from the silo. Moreover, the cleaning operation is carried out mechanically, without the use of solvent or other product that could harm the quality of the stored materials.
The glass factory was thus able to recover its entire storage capacity and resume production, see photos 2a and 2.
Reduce dust emissions
Standard Industrie regularly sells vacuum machines to major glass companies, such as Arc International, Verallia, Guardian, Ardagh Glass, O-I Manufacturing or Saint-Gobain.
These machines reduce dust and recover material at various locations in the plant, at each stage of glass production:
� Raw material
� Grinding
� Conditioning
storage
� Furnace vaults
The GAD adapts to the existing suction network. It can be associated with a pre-separator to increase the collection capacity. It corresponds to the daily cleaning needs and allows to respect the safety requirements for the operators (see photo 3a.)

Maintenance Glass International October 2021 0 Continued>> 32 www.glass-international.com
� 2 Gironet for silo cleaning.
� 2a Installation of the Gironet on top of the silo.
� 2b inside the soda carnonate silo, before cleaning.
� 3-GAD in use.
� 3a Silica vacuuming in a glass factory.
End of the road for ‘cat-scratch’ cord drains
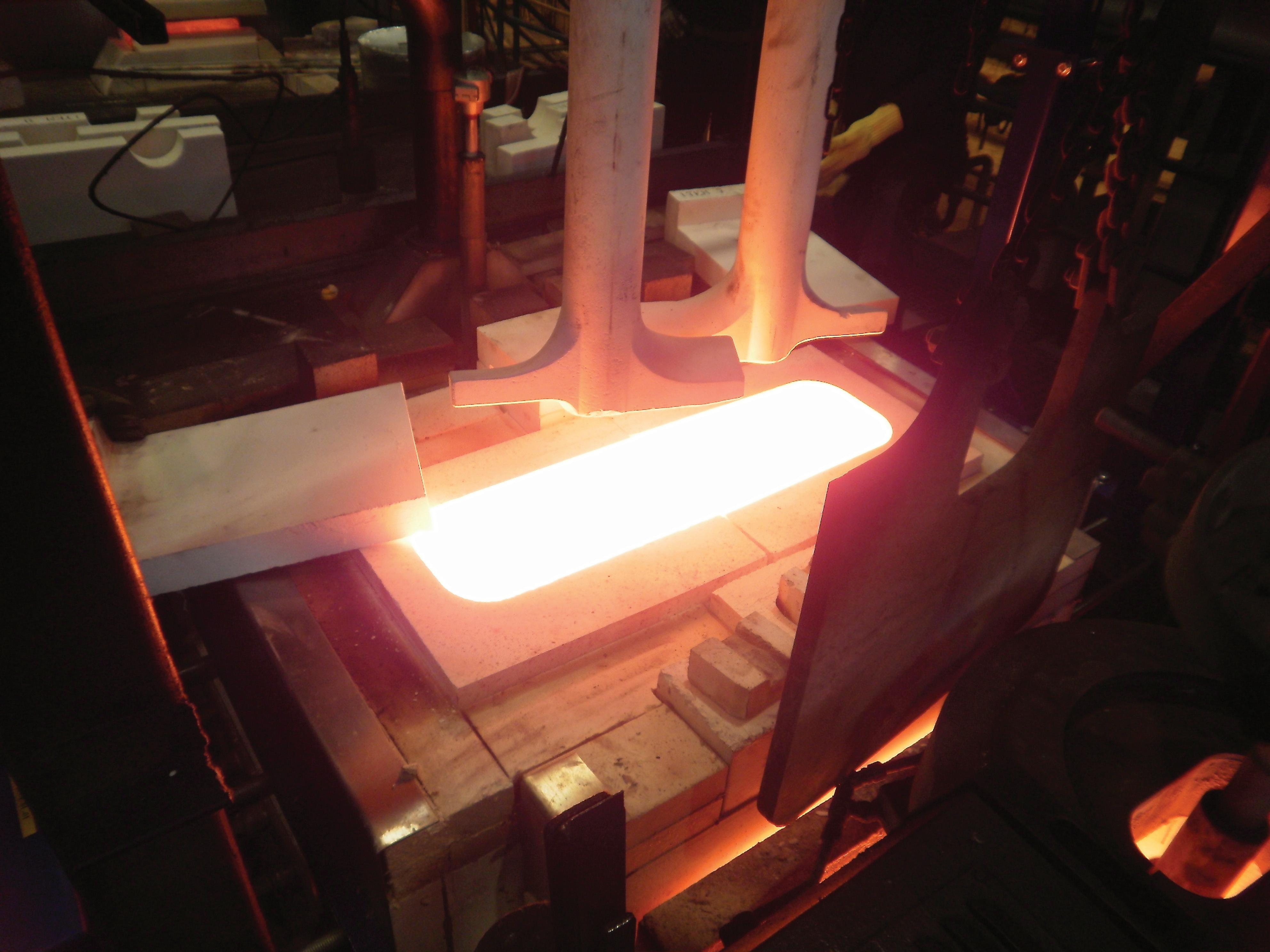
Almost 200 PSR Cord Dispersal Systems installed Money-back guarantee Pay-back time measured in weeks
WE HAVE THE BETTER SOLUTION
www.parkinson-spencer.co.uk
Customer case: Stoelzle Glassworks - France
The customer was looking for a cleaning solution for the raw material department, where the following products are treated: Sand, soda, limestone, dolomite, fieldspath and groisil.
Standard Industrie proposed an onsite trial with a demonstration vacuum machine. The trial with the GAD, a mobile vacuum unit, convinced the customer to invest in this efficient equipment.
Stoelzle is now using a GAD50MVS with absolute filtration, hoses and vacuuming accessories. Standard Industrie took care of the supply and installation of the fixed piping and the connection of the GAD to the fixed piping network fitted with 36 vacuuming outlets.
This customer is satisfied with the investment, especially in terms of safety and respect of the environment. The GAD saves the operators a long and tedious job as it replaces the use of a shovel and a broom.
Eliminating material spillage

Liftube is a solution developed by
Standard Industrie International to optimise the sealing of conveyor belts and improve their safety.


The patented system ensures a reduction in dust emissions and material spillage, improved maintenance service and operator safety. The Liftube is designed for rubber belts up to 1400mm wide and can handle materials up to 300°C, for the high temperature version, with a grain size up to 500mm.
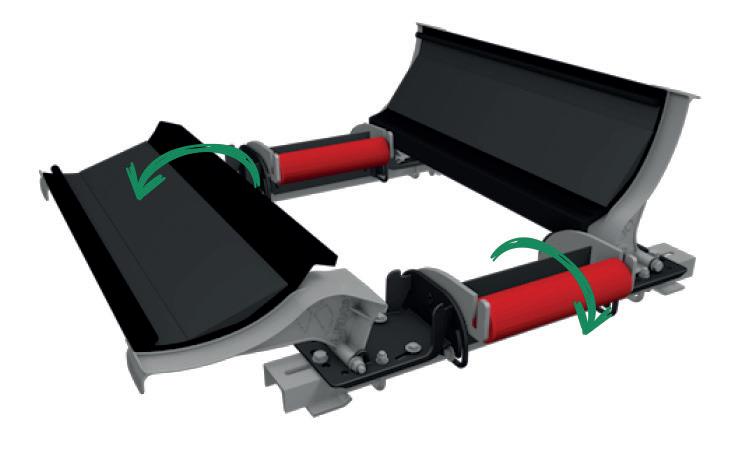
The device allows glassmakers to reduce dust emissions, especially silica. The loss of material is contained, which consequently allows to control the cleaning costs and to reduce the costs related to maintenance.
Thanks to the Liftube belt containment system, the product flows as if it were in a sealed envelope, which reduces the flow of material to the outside and the loss of material from the belt.

Maintenance Glass International October 2021 0 34 www.glass-international.com
� 4 LIFTUBE - tilting glideboards.
� 4a Liftube in glass industry.
� 4b LIFTUBE-Silica.
� 4c Without LIFTUBE.
� 4d With LIFTUBE.
Because the skirt is clip-on, it snaps perfectly into the upper grooves of the tilting glideboards (see pictures 4 & 4a) and ensures a perfect seal of the system. This watertightness is also ensured by the foam hoops that, installed at each end, enclose the Liftube system.
It is these advantages that can create an occupational health interest when the transported product presents a danger to the operators. The latest measures against silica can be included in these conditions, (see picture 4b).
Thus, the closed belt, the controlled overflow of material, the reduced need for cleaning and the reduced exposure to a product considered hazardous, make the Liftube system offers all the advantages necessary to be part of the search for an occupational health solution for industrial powder conveying equipment with low or high toxicity.
Main advantages of Liftube:










� Modular: Adaptable to existing or new conveyors, can be fitted to all or part of the conveyor.
� Safety: A complete protection of the pinch points avoiding any physical contact with the belt. In addition, the reduction of dust emissions improves the health, safety and working conditions of employees.

� Environment: Drastic reduction of dust at transfer points and drop zones.






� Maintenance: Tilting edges for easy access.
� Cost-effectiveness: Reducing the loss of value-added products or raw materials, it provides a quick return on investment as it does not require a major redesign of the existing conveyor.
It is also available in ATEX explosion proof, food grade and self-extinguishing options, see pictures 4c and 4d.
Customer case: Allied Glass, UK

This customer produces premium glass containers and packaging, especially bottles for Baileys and other consumer whiskey brands. The main problem was material spillage when conveying broken glass (production waste).
It was decided to modify the existing belt and install 32m of Liftube 2-500
During a short production stoppage, which could only be carried out over the Christmas period, the Liftube was installed on a conveyor belt running in a tunnel with a side length of approx. 1500mm and a length of 30m. All the original rollers and skirts were removed and taken out of the tunnel in turn. The Liftube parts were then transported by hand and installed on the original conveyor frame.
Since installing the Liftube, the customer has eliminated all spills from its conveyor line that reduced access for cleaning operators. This eliminated the risk of accidents during the weekly cleaning of the glass overflow.

The installation was completed two days ahead of schedule and the customer was more than satisfied. This proves it is also easy to install! �
About the author:

*David Fregez, Product Manager at Standard Industrie International, Roubaix, France www https://en.standard-industrie.com/
Maintenance Glass International October 2021
*
* latest swabbing-robot installed in July 2017 in Germany
Glassman events are where the hollow glass industry does business. Join us in Mexico to meet thousands of buyers looking for innovative manufacturing solutions for energy efficiency, quality control, packaging, logistics and decoration.









Contact the team below to book a stand in Mexico.



11-12 MAY Monterrey, Mexico
AMERICA RETURNS
MEXICO GET INVOLVED
GLASSMAN LATIN
TO
INTERNATIONAL EXHIBITION 2-DAY CONFERENCE NETWORKING EVENTS To
the
and to find
EXHIBIT Ken Clark Sales Director +44 (0)1737
kenclark@quartzltd.com EXHBIT Manuel Martin Quereda International Sales Executive +44 (0)1737
manuelm@quartzltd.com SPEAK Greg Morris Editor +44 (0)1737 855132 gregmorris@quartzltd.com ATTEND Hannah Blake Marketing Manager +44 (0)1737 855022 hannahblake@quartzltd.com Join the Glassman Group @glassmanevents BUSINESS MEDIA Official media partner: Organised by: www.GlassmanEvents.com/Latin-America
view
latest floor plan
out who is already exhibiting contact our sales team
855117
855023
The benefits of ceramic shear blades
Ceramic shear blades operated up to 16 months under glass, the longest running record in the glass industry. They are highly resistant to thermal conductivity, thermal expansion and electric charges. Because of their resistance to thermal shock, they warrant a higher quality of gob cut.
Ceramic shear blades precisely cut the stream of glass fed from the spout. The blade allows for smooth bladeto-glass contact with reduced shear marks, regardless of the blade strokes and overlap programmed in the Shear mechanism. This permits optimum Shear performance no matter what type of Gob you are forming.
The physical parameters of a long life ceramic blade are its flexural strength or resistance to bending, its hardness or resistance to fracture, its toughness or material density and, most important, resistance to heat and electrostatic loads.
Manufacture of Ceramic Blades
Ceramic shear blades are fuse-cast from a mix of high-performance ceramics, a high content of Titanium and AluminumOxide that is typically used for bonding a material mix being sintered.
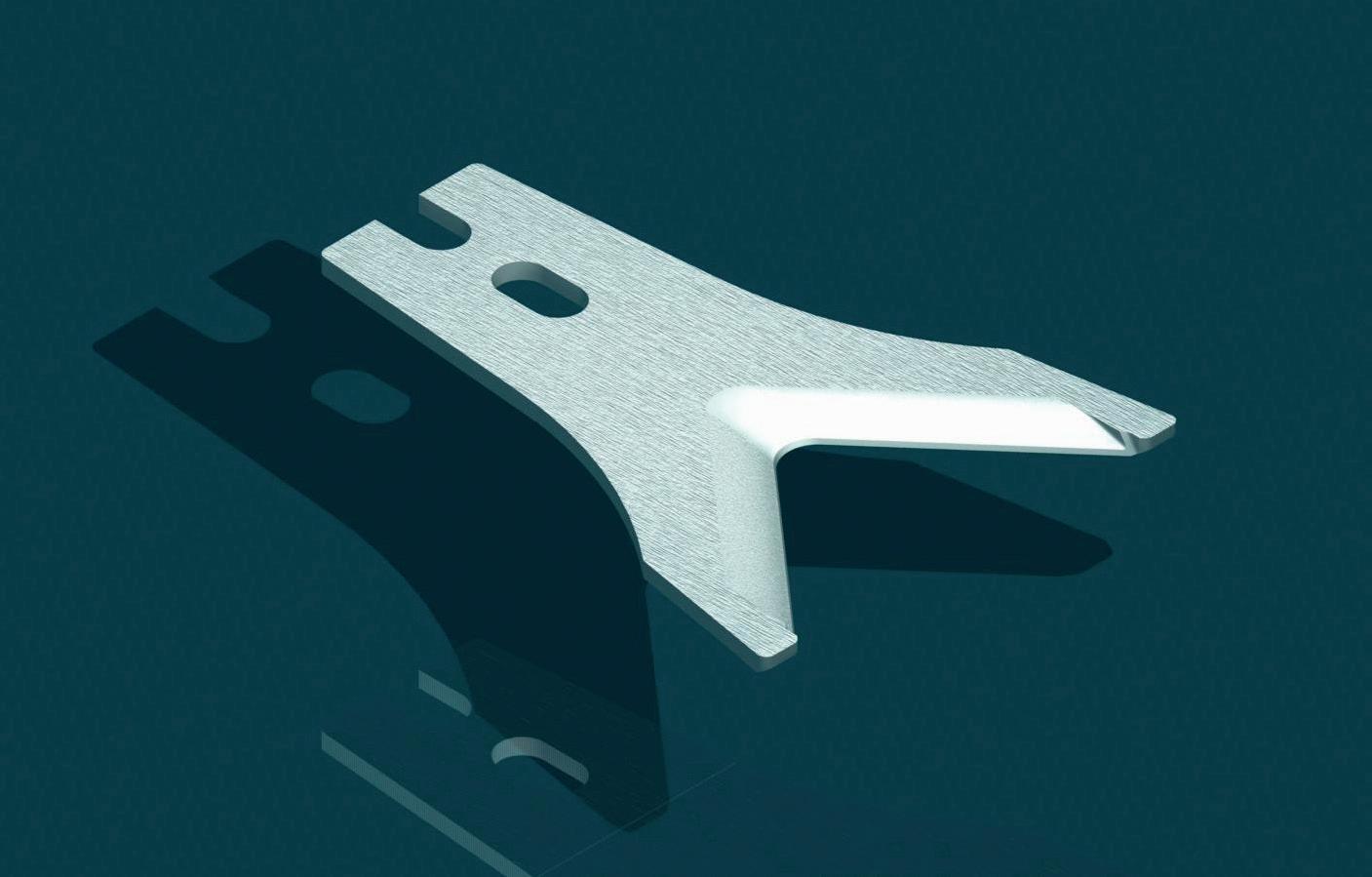
The Silica-titanium combination offers better resistance to mechanical, thermal and corrosive loads in high temperature, high speed applications.
Depending on its application, the ceramic blade is 2.5 to 4mm thick, weighs around 85g, compared with 176g Tungsten-Carbide blades and 93g hardened steel blades.
With melting temperatures far higher than glass, cooling requirements are reduced while operating life increases due to less wear that is mainly caused by frequent thermal shock. Depending on the mass and speed of glass pulled, the blades have continuously run as long as 16 months under glass.
The blades are fuse-cast in a
process where solid mass is formed by simultaneously exerting heat and pressure, a process known as sintering. Here, components with extremely high melting points such as molybdenum, silicon-nitride ceramics do not have to be melted to the point of liquefaction. With fuse-casting, the atom particles are diffused by pressure across the boundaries of the particles, fusing the particles
together and creating one solid alloy.
Ceramic blades are isostatically densified or ‘pressed’ during a sintering process where their composites are loaded in a gas-pressured, sintering furnace. Varying loads in the sintering furnace lead to different colour shades of the same material composition. Colour variety ranges from light to dark gray, from dark brown to gray or dark anthracite.
Maintenance Glass International October 2021 www.glass-international.com 37 Continued>>
Ceramic shear blades precisely cut the stream of glass fed from the spout. The blade allows for smooth blade-to-glass contact with reduced shear marks, regardless of the blade strokes and overlap programmed in the shear mechanism. IS Engineering reports.
Material Chemical Symbol Melting Temp in Celsius Titanium Ti 1‘795 Ceramics Si+N 1’550 Iron Fe 1’530 Low Carbon Cr+Ni+Mn+C 1’464 Nickel Ni 1’452 Medium Carbon Cr+Ni+Mn+C 1’427 Silicon Si 1’420 Stainless Steel Cr+Ni+Mn+C 1’363 High Carbon Steel Cr+Ni+Mn+C 1’353 Cast Iron C+Si+Mn+Fe 1’260 Glass Type II & III 10% calcium oxide, 15% Soda Lime sodium oxide, and 75% silica. 1‘170 Bronze (90 Cu 10 Sn) Cu+Sn 850 Magnesium Mg 670 Aluminum A 659
� Table 1.
In all cases, the quality of silicon nitride components is not affected. Extensive scientific work conducted by Dr. Goeb and Prof. Dr. Herrmann of IKTS Dresden on this subject explains the reasons behind the colour variances under the same material properties.
1. Powder Mixing
2. Milling
3. Granulation
4. Pressing
5. Shaping of pressed parts
6. Sintering
7. Hard Grinding
Benefits
The Silica-titanium alloy was especially developed to resist the mechanical, thermal and corrosive effect of glass on a blade operating in a 24/7 environment. The hardness, hence resistance to corrosion is far higher than with hardened steel or tungsten carbide. This results in longer service life under glass. Another advantage is the low density of this material which removes the perpendicular load on shearing motion.
As they operate at higher surface temperatures, ceramic blades do not require the same quantity of cooling lubricant. With less cooling, there’s a smaller difference in temperature between blade surface and glass, typically preventing the ‘stick’effect and shear marks are reduced significantly.
Less water spraying means higher blade temperature, therefore less “sticking” of glass on blade. Secondly, ceramic is less porous than steel, therefore less friction between glass and blade.
Therefore, under the correct lubricant settings, we estimate that shear marks should be reduced significantly (table 1 here).
Summary of Benefits as follows,
1. Reduced downtime for long-run jobs due to shear blade exchange
2. Less adjustment of blades due to (no) thermal expansion and less wear
3. Reduced shear marks
4. Improved gob alignment past cutting
5. Precise blade overlap
6. Reduced Shear Spray consumption
7. Reduced wear on blades due to increased hardness
8. Reduces setup and maintenance time
9. One blade size for all jobs
Why fewer defects?
Shear marks should be reduced significantly as Ceramics are less heat conductive than metal.
Why longer life?
Ceramic blades can achieve long operating life, not being damaged by major inclusions (stones) in the glass. The longest recorded operation to date has been 16 months. According to users, blade breakage due to stones can be avoided if the ratio of inclusions (stones) in batch cullet do not exceed the prescribed 30kg of stones per ton of cullet.
The second aspect of long operating life is material density or hardness. Glass is less corrosive on ceramics and Titanium compared to steel because ceramics are denser as a material, hence less resistant to mechanical abrasion (corrosion) by glass.
The third aspect of long operating life is resistance to expansion and retraction with heat.
Therefore, they require less adjustment work by machine operators
Why less water, fewer lubricants ?
Titanium and ceramics having a higher melting temperature than glass, cooling spray can be reduced as the blades can operate at higher temperatures. Experience shows that the factor limiting a reduction in cooling spray is the Shear mechanism itself where the guiding rails become too hot if the spray is reduced by more than 30%. In double Gob operation, users have measured a reduction in spraying quantities from 25 to 15 l/h
Why more gob stability?
> Fewer stops of the Feeder
> Continue operations, even when the

lubrication system fails
> Fewer changes in process parameters for long-running jobs e.g. no realignment due to thermal expansion
> Glass is 100% insulated from electric charges (from booster or electric furnace)
Operating Criteria
Ceramic Shear Blade can be installed on single, double, triple or Quad gob applications. The blade is applicable to all gob sizes and production types, having one size that is compact enough, yet large enough to tackle large gob sizes of 45mm. The current geometry adapts to all sizes and dimensions of gobs. However and if the customer wishes, its geometry can be customised on demand e.g. for specialty ware.
� Gob diameters up to 64 mm large
� Cutting speeds of 1- 250 cuts per minute
� Range of stroke adjustment: 75 – 105 mm per blade side
� Range of blade overlap: Inward 1 – 6 mm per side
Maintenance
If the cutting edges of the blades are damaged due to inclusions in the glass, the blades can be returned to IS Engineering for re-grinding and re-use.
Best Use-Cases
To date, the best use-cases for ceramic blades have been,
A) High-end glass in slower cycles and colder gob temperatures
B) High-speed ware with very hot gobs and short pressing cycles
(see Table 2)
Gob temperatures depend on glass colour, production speed and container size, may vary up to 260 degrees Celsius. In general, the smaller a gob, the hotter the glass due to the smaller glass surface available for light refraction. �
IS Engineering, Zug, Switzerland www.isengineering.com
Maintenance Glass International October 2021 0 38 www.glass-international.com
Spout Configuration Container Type Gob Diameter (mm) Gob Temperature (Deg Cel) Gob Weight (g) Cutting Speed � Table 2.




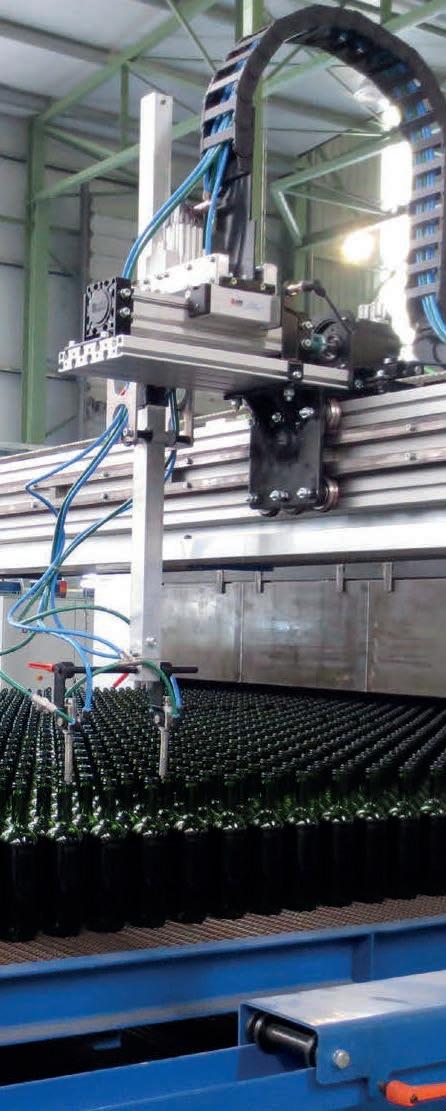







Fast, accurate, and comprehensive dimensional measurement Featuring AutoJob™— job setup in seconds Bottle measurement has never been easier! AGRINTL.COM • +1.724.482.2163 INTRODUCING COLD-END COATING MOULD OVENS ANNEALING LEHRS HOT-END COATING www.vidromecanica.coM
Heye Process Control: An incomparable success story
The Heye Process Control 4.0 is a closed-loop-solution for the press process of all plunger mechanisms within an IS-machine. Simultaneously, it keeps the gob weight stable. Its computer interface displays a number of forming events on selectable charts and allows users to improve parameter setting by comparing data.
Early detection of malfunctions increases production efficiency. The integrated plunger cylinders guarantee precise and consistent parison parameters for press-blow and NNPB production.
By delivering the 1000th HPC, Heye comprehensively demonstrated that it has recognised and fulfilled the approach required by the market for stable and sustainable process data management in the past decades. The Heye Process Control is the essential closed-loop- system for every glass manufacturer in order to meet the high quality requirements of NNPB production.
Changes in customers’ process requirements have driven Heye International engineers to modify the
Heye Process Control (HPC) from solely a plunger sensor to a holistic solution. The data acquisition from different sensors and the regulation of process parameters are now realised in the Heye ProcessMaster in which the Heye Process Control becomes a subsystem.

The Heye ProcessMaster (HPM) is a modular central software solution which is used as a basis for most sensor solutions in Hot End production. HPM makes it now possible to implement single sensors as well as complex sensor systems.
These sensors are for example:
� the Heye GobMaster for weight control of BB-process and additional information like gob-shape, temperature and dimensions
� the Heye BlankMaster, which monitors different mould part temperatures and gob loading at the blank side
� stand-alone gob temperature sensor
All collected sensor and machine data can be used inside the production process to regulate process parameters like gob
weight, press duration or mould part temperatures.
All collected process data is stored in the HPM for seven days.
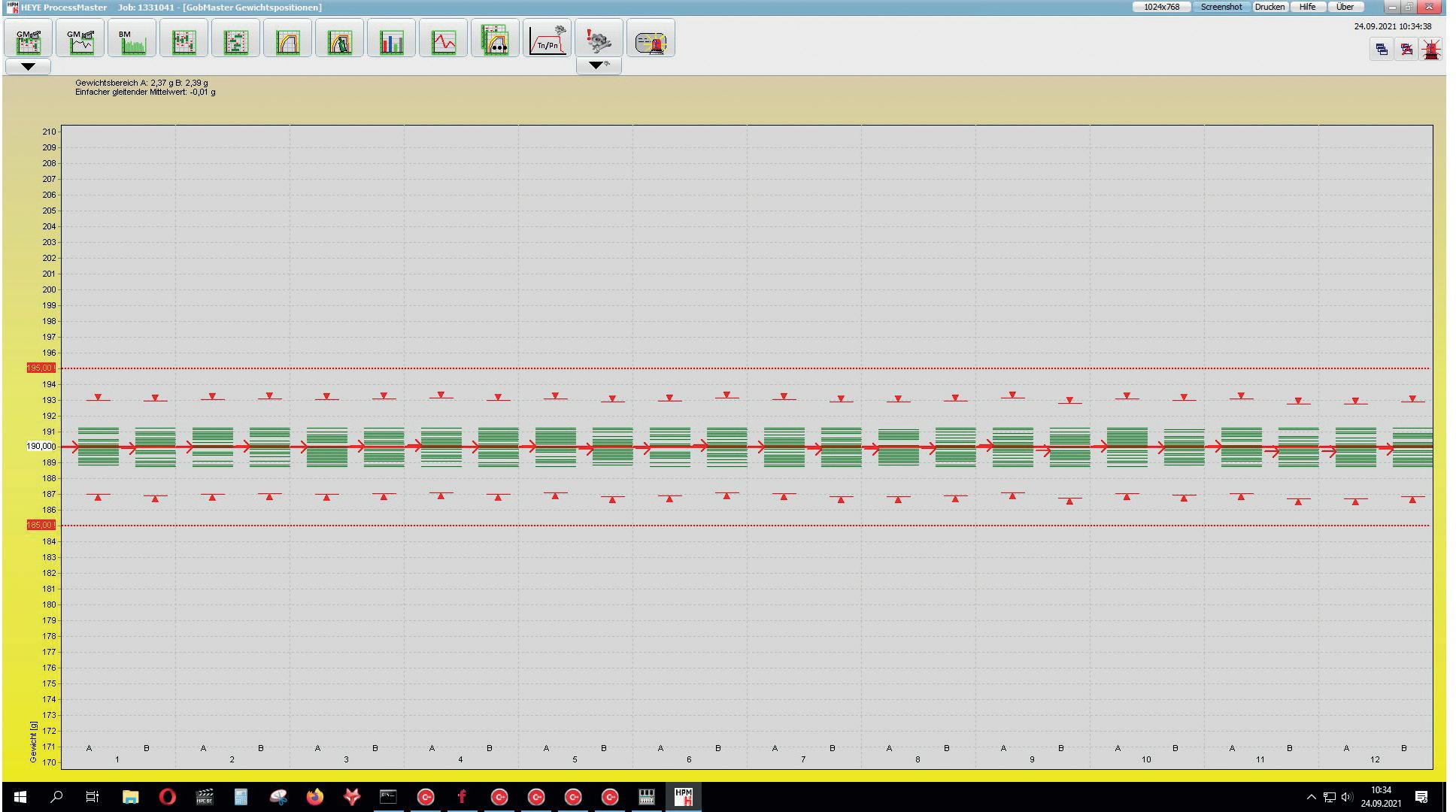
The collected data can also be extracted via Heye SmartLink to be used by a third-party Manufacturing Execution System (MES) to get a long-term history of all relevant machine and process data. This helps to generate a better understanding of the process and the machine behaviour and consequently to implement optimisations on process and machine.
In addition to all these hardware optimisations, Heye is always in contact with its customers to set up user interfaces for a friendlier and more intuitive operation. Hence, the HPM gets a reworked user interface on each operating system update to let the operator feel more comfortable and familiar when handling the system.�
Heye International GmbH, Obernkirchen, Germany
tel: +49 5724 26-0
email: marketing@heye-international.com
web: www.heye-international.com
Process control Glass International October 2021 0 40 www.glass-international.com
As it reaches over 1000 process controls delivered to customers, Heye is the leading partner for process optimisation, regulation and digitalisation of the NNPB process. According to Hans Renders, Head of Product Management at Heye International, the Heye Process Control 4.0 (HPC) was the crucial milestone to initiate Industry 4.0 within the glass industry.
� Heye Process Master functional overview
� GobMaster weight positions.
Autoclave-free Lamination System for Flat Glass Production

Energy- and cost-efficient inline production of laminated glass





• Fast lamination due to contact heat transfer under vacuum
• No Pre-Nip, No Vacuum bagging or rack preparation necessary
• Low energy and manufacturing costs compared to autoclaves












• Short cycle times of 5 to 20 minutes depending on the glass build-up
Engineering

burkle.tech Furnaces International brings readers a selection of technical features focusing on all aspects of the international furnaces market, as well as industry news, investments, and the latest products and projects Published quarterly in a digital format, Furnaces International and the new monthly newsletter, are sent to the inbox of over 25,000 industry professionals As publishers of Aluminium International Today, Steel Times International and Glass International, we are able to compile this knowledge and bring you the latest developments on: • Energy Efficiency • Hot Repairs • Maintenance • Heat Treatment • Thermal Processes • Testing and Measurement CONTACT US NOW: Esme Horn Sales Manager +44 (0) 1737 855136 esmehorn@quartzltd.com Nadine Bloxsome Editor, Furnaces International +44 (0) 1737 855115 nadinebloxsome@quartzltd.com Zahra Awan Editorial Assistant +44 (0) 1737 855038 zahraawan@quartzltd.com WWW.FURNACES-INTERNATIONAL.COM SIGN UP TODAY TO RECEIVE YOUR FREE COPY Look out for the December issue which contains The Furnaces International Buyers’ Guide. It is the essential guide to furnace manufacturers and suppliers of furnace equipment and services to the industrial heating/ process industry. Furnaces_1p_Ad_Sept21.indd 1 11/10/2021 10:16 KEN CLARK Sales Director +44 (0)1737 855117 kenclark@quartzltd.com MANUEL MARTIN QUEREDA International Sales Executive +44 (0)1737 855023 manuelm@quartzltd.com GLASS-INTERNATIONAL.COM FIND OUT MORE This commemorative book is a celebration of the International Year of Glass which will highlight the important role that glass plays in the 21st century and beyond. COMING SOON... GLASS INTERNATIONAL COMMEMORATIVE BOOK PUBLISHING MARCH 2022
is our DNA
Ramsey designs side link for sentry 2-pin chains
Ramsey engineers have developed special side links that make connecting Sentry chains considerably quicker and easier. As you can see from Figure 1, the aperture in the link is circular and completely open. This is what makes it possible for the pins to easily slide in and out. A washer is then positioned to hold the pins in place.
As is evident in Figure 2, the center of the link is the same depth as a standard Wear Protected link; However, the sides of the link are narrower to allow space for the washers without making the overall depth of the link too thick.
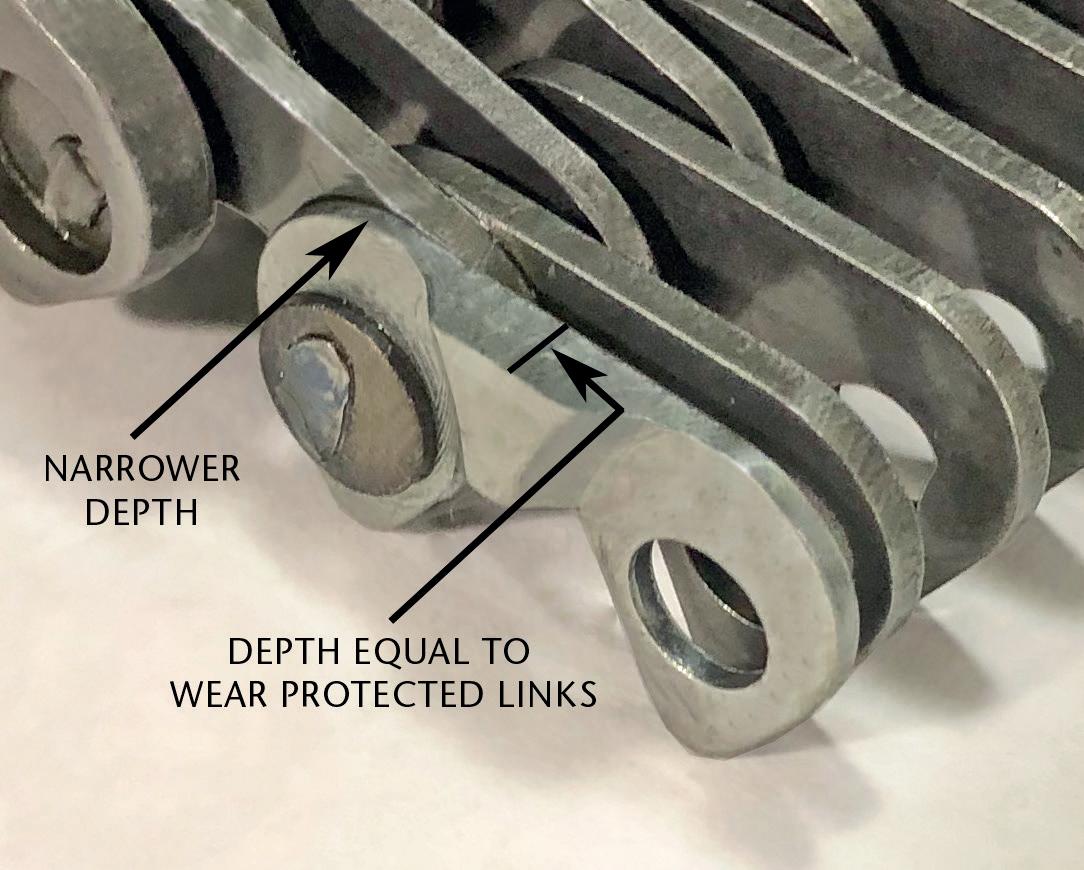
This special link is attached to one end of the Sentry 2-Pin chain for easy hookup. The rest of the side links on the chain are Ramsey’s wear protected links. This design allows for Sentry chain to run in direct contact with lateral guides and remain immune to the pin head wear that destroys conveying chains, all while providing easy connection.
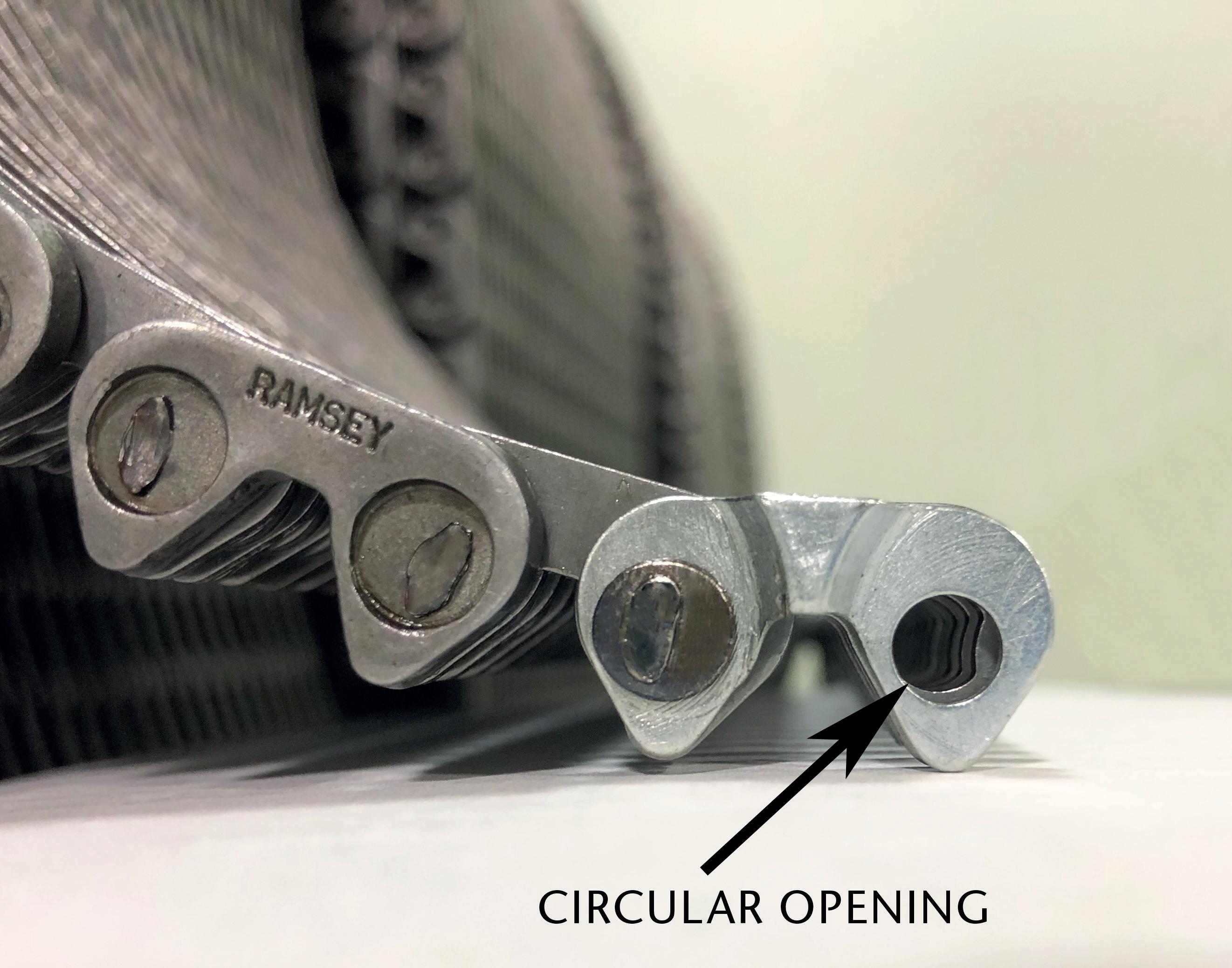
Forming Glass International October 2021 0 42 www.glass-international.com
https://ramseychain.com
Contact Ramsey to learn more about its Sentry 2-Pin line of conveying chains. � Ramsey Products Corporation, Charlotte, NC, USA
REGISTER NOW
82 nd



Organized by:
November 1 — 4, 2021
Greater Columbus Convention Center Columbus, Ohio USA where the




GPC is the largest glass manufacturing event in North America, attracting global manufacturers and suppliers to exchange innovations and solutions








glass manufacturing industry meets

Endorsed by:

Developments at VRMT
Virtual Reality Machine (VRMT) has announced a range of new developments, which are now embedded into its virtual reality IS machine training tool.

These include an improved fire cause/fighting module, where using compressed air instead of a hose or a fire extinguisher, spreads the fire instead of extinguishing it.
The swabbing module now has an additional function that allows the trainee to swab in real time in a much more realistic manner that causes bottle faults if not done correctly.
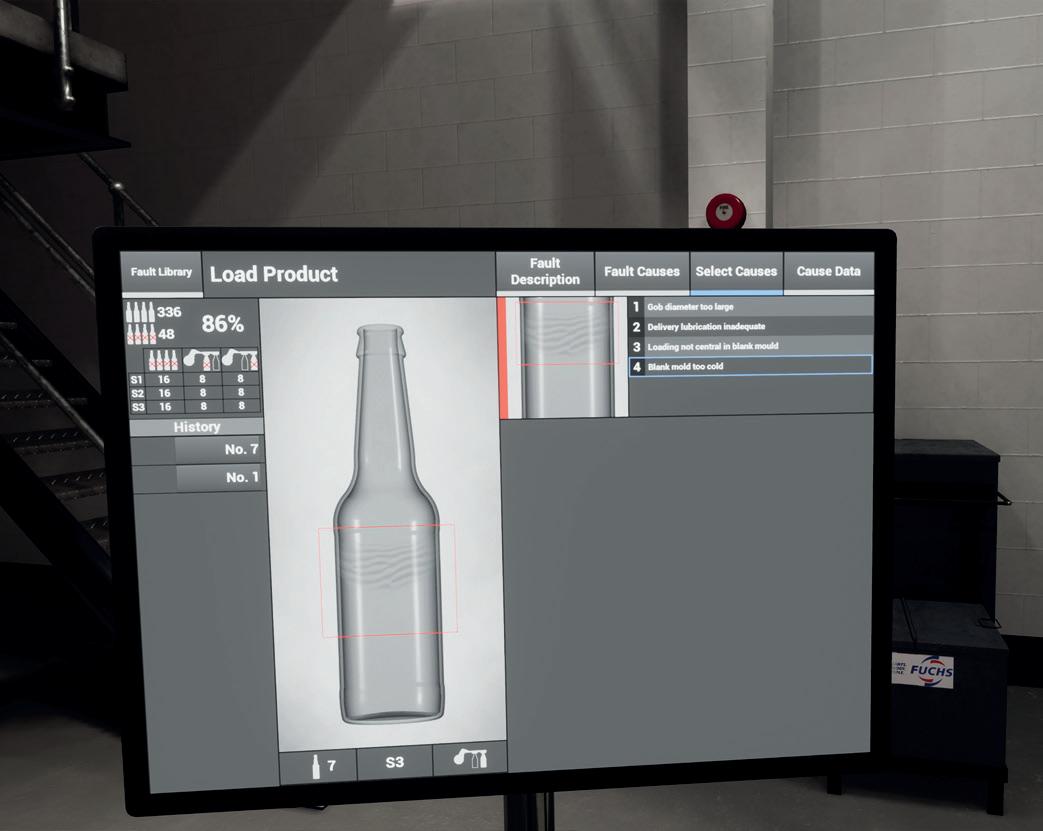
VRMT has also incorporated an interactive, fault creation and rectification function, which includes standard tools for fault finding such as checking gob optics, blank/mould temperatures as well as weight checks on each individual cavity from each section.
If a parameter is changed or not set correctly, the IS machine will begin to produce a fault.
The operator can then use the inspection equipment to determine the fault type and which section/cavity it was produced from.
The multiple causes of the fault can be either be displayed to the trainee or hidden from view by the trainer.
The operator can then use standard tools and technics to identify and rectify the fault.
Since it is virtual reality, the trainer/trainee has a whole host of additional tools to help understand the cause of the fault, such as a cross section of the training section/feeder, along with visualising the differing cooling/vacuum events.
For more information or a demonstration, see the contact details below. � Pontefract,

Company profile: VRMT Glass International October 2021 www.glass-international.com 44
info@vrmt.co.uk www.vrmt.co.uk
UK
� Real time swabbing simulation.
� A. Fault identification.
A B
� B. Fault cause.
LIGHTENING THE IMPACT OF HEAVY INDUSTRY




CALL FOR SPEAKERS NOW OPEN

We’re looking for people at the frontier of cleaner industrial manufacturing who can ignite a discussion about the path to net zero on a game-changing scale. If you have ideas on, solutions for, or experience of how manufacturers in hard-to-abate sectors can embrace sustainable technologies, we want to hear from you.


WE ARE LOOKING FOR:
Presentations that will engage the audience in a highly creative or interactive way
Content that is applicable to a broad range of hard-to-abate sectors


INTRODUCING THE SIM STEERING COMMITTEE
Real-world implementations


Practical takeaways that attendees can implement, or that drive robust discussions about new ways to improve operations



www.SustainableIndustrialManufacturing.com/Europe
ORGANISED BY: PART OF:
APPLY TO SPEAK AT
Nadine Bloxsome Aluminium International Today
Matthew Moggridge Steel Times International
Greg Morris Glass International
Fiacre O’Donnell Vidrala Ltd
Melanie Williams Melanie Williams Consulting
Geo Matthews EnergyFlex Pty Ltd
Pernelle Nunez International Aluminium Institute
Oscar Verheijen GlassTrend Board
Chris Bayliss Aluminium Stewardship Initiative
When machines think – artificial intelligence in industry
Gesine Bergmann* asks if Artificial Intelligence can work without humans.
Artificial Intelligence (AI) is a perfect match for image processing, as the cameras continuously collect, filter and evaluate data.
In conversation with the Glass Technology Forum, Bertrand Mercier, Vice President of Business Unit Glass at Isra Surface Vision, explained what customers can and cannot expect of artificial intelligence:
“AI does not work without human input, even if the process is aimed at becoming independent of people.
For instance, OPC UA is used as a standardised language between machines. AI is fed with information and corrected when it interprets the data incorrectly, making it similar to the learning processes of a child.
This is a continuous process, with constant corrections gradually reducing the error rate. A machine must always recognise a pattern. It learns what the specific error patterns look like and how to differentiate between them independently, for example between a stone and a bubble in the glass.
These properties must be programmed in advance. In the glass industry, they can be typical features such as stains, scratches and bubbles, or process faults such as coating defects, chips or water drops. Therefore, you can’t have AI at the touch of a button.

If you read about technology and growth today, a focus is placed on the concepts of big data, artificial intelligence (deep learning and machine learning) and the value of analysing this data.
Effective data analysis allows requirements to be predicted in advance or trends to be recognised; the system can then optimise processes and react to changes before a human has even seen the data.
These large quantities of numbers mean it is impossible to determine the best configuration using a brute force approach via a computer, as AI only works with human input. Ultimately, it is about automated solutions to complex learning problems that are difficult to program using conventional methods.
What can a customer who purchases AI expect? When using a rules-based approach in image processing, you compare defect patterns of the same defect type in order to identify similarities and define segregation rules.
Although this is sufficient for applications with defect types that can be separated clearly, years of training are required to generate the rules and defect patterns.
By contrast, AI-based classifiers need training data.
When taking a machine learning approach (feature-based classification),
the system is continuously trained in line with the user’s own needs using a decision tree or by identifying the most similar defect – classification therefore takes place according to features such as geometry, statistics or frequency.
This enables classification structures of medium complexity to be generated automatically and improved directly by the user. The quantity of features inevitably determines the classification quality here.
Deep learning (picture-based classification) does away with feature extraction – it is the task of the neural network to learn this.
It works with representative image data with convolutional layers, the filters.
The system learns the features and classifies with the greatest precision when using a sufficiently large and good image data set.
Yet this is also not a fully automated approach, as both the performance spectrum and the complexity are constantly rising as a result of factors such as the self-learning approach. The user certainly requires up-to-date expertise and very well-trained, specialised staff.” �
Digital technology Glass International October 2021 0 46 www.glass-international.com
*Glass Technology Forum, VDMA, Germany Email: gesine.bergmann@vdma.org, www.glass.vdma.org
Stuart Hakes, President, SGT Exciting times ahead
Well it has certainly been an interesting year with the pandemic curtailing our events.
For most of the year the SGT staff have been on furlough courtesy of the Government scheme, but also have been working diligently from home to keep the Society ticking over. All credit to the staff for their efforts.
As you may know, we were unable to hold Furnace Solutions in the normal way and held it as a webinar. I think it was enjoyed by all and one of the unseen advantages was that many of our European and other overseas members, particularly those in India and the US were able to participate. We even had an attendee from Australia.
We have just completed planning for next years Furnace Solutions to be held on 8th and 9th June.
We will probably change the venue but more on that in the next newsletter.
In the meantime we are calling for papers and speakers.
If you are interested in presenting a paper please contact either Christine at The Society of Glass Technology or the new Chairman of the MTC (Melting Technical Committee) which is Iain Shoveller of Global Combustion.

Nigel Longshaw has relinquished the role of Chairman after an excellent four years guiding the Melting Technical Committee. We offer our thanks for all his efforts.
During the pandemic we also lost a very valuable, long-term member of staff, Lisa Fearn who has taken up another role elsewhere. We wish her every luck in her new post. At present the office is ably being held by Christine Brown, Lisa Tyers, David Moore and Sara Lindley.
We are continuing with our Training Days again via webinar, future ones being 10th November, 8th December and
12th January 2022, 9th February and 9th March. For further information please see the Glass Technology website.
Each session will be held in the afternoon to allow our US and possibly our Far Eastern colleagues to join us. We hope to see you there for these valuable Training Sessions.
On 10th November we have Alan Stephens of FIVES whose presentation is entitled Forehearth Audits – Is Glass Conditioning at Its Best?
On 8th December we have Pauline Darbouret of Ferro Corporation training on Forehearth Colour Technology –Today’s Performance Needs & New Challenges of Tomorrow.
On 12th January we have Matthias Hagen of LTB presenting on NOx Emissions & Possibilities to Reduce.
On 9th February we have Jan Theren of Lucidien “Challenges of Tin Bath Blocks in the Float Process and How Best to Test them.”
In addition, towards the end of 2021 on 3rd December we have the Yorkshire Section Annual Dinner & Dance to be held as usual at The Oulton Manor Hotel near Leeds. For all details and administration go through Christine Brown or online.
This is always well attended – remember to book early, full tables are available for your Christmas Party if required.
The Society of Glass Technology is
intensely involved in the Glass Futures programme and is looking forward to the next phase of development which should be the start of construction now that groundworks have been started. A groundbreaking ceremony is set to be held on 19th November.
Next year the United Nations has designated as the International Year of Glass and again the Society is heavily involved in planning various activities to celebrate this wonderful opportunity.
All in all, with the emphasis on climate change and the environment, there are many exciting things happening in the glass industry going forward and the Society is a good link to ensure you are kept up to date and able to participate.

I must also stress that the Society is the main link between industry and academia as our membership is split pretty evenly between the two.
As a new initiative we are asking supervising lecturers and professors if their students have anything they would like to publish.
Maybe a first article that they would have presented at a conference but have not had a chance to due to the pandemic, or maybe just as a first experience of publishing in general. The Society hopes to publish these so they get a taste of what to expect from the publishing experience. We are always looking for content for both Glass Technology and the peer reviewed Physics & Chemistry of Glasses.
We have an exciting array of things in the future and we look forward to your participation. We are always looking for new members to join with our progress. �
Society of Glass Technology, Chapeltown, Sheffield, UK www.sgt.org
History Glass International October 2021 www.glass-international.com 47
Society of Glass Technology (SGT) President Stuart Hakes casts his eye over the past year and looks forward to the physical events planned over the next 12 months.
COMBUSTION SYSTEMS/BURNERS


































CLASSIFIEDS ANNEALING LEHR COLD-END COATING Global Combustion Systems Total Support Unit 43, Evans Business Centre, Easter Inch, Bathgate EH48 2EH, Scotland, UK Tel+44 (0) 1506 657310 Fax +44 (0) 8704 799975 Email Sales@globalcombustion.com Web www.globalcombustion.com TIAMA ZA des Plattes, 1 Chemin des Plattes, 69390 Vourles, France Tel +33 (0) 4 37 20 15 00, Fax +33 (0) 4 78 07 94 50 Email: marketing@tiama.com Website:www.tiama.com ANNEALING LEHRS HEAT-UP SERVICES ELECTRIC HEATING SYSTEMS Rio Tinto Minerals 2 Eastbourne Terrace London W2 6LG, UK Tel +44 (0) 207 781 1450 Fax +44 (0) 207 781 1851 Email: simon.cook@riotinto.com Web: www.riotintominerals.com RAW MATERIALS INSPECTION I NDUSTRIAL G AS E NGINEERS UNIT D2, BROOKSIDE BUSINESS PARK, GREENGATE,CHADDERTON, M24 1GS, ENGLAND TELEPHONE: 0161-654 7700 FAX: 0161-655 3812 E-MAIL: SALES@MONTSELAS.CO.UK WWW.MONTSELAS.CO.UK INDUSTRIAL GAS ENGINEERS Unit D2, Brookside Business Park, Greengate, Chadderton, M24 1GS, UK Tel +44 (0) 161 654 7700 Fax +44 (0) 161 655 3812 Email sales@montselas.co.uk www.montselas.co.uk MANUFACTURERS AND SUPPLIERS OF SELAS SQUARE PORT GAS & AIR VALVES GAS COMBUSTION EQUIPMENT
GLASS LEVEL MEASUREMENT Contact Esme Horn T+44 (0) 1737 855136 to book your space Low-Emission Oxy-fuel Solutions • Oxygen & oxygen flow control equipment • Global oxygen enrichment applications • Cleanfire® oxy-fuel burners • Start-up services Inerting Applications • Hydrogen, nitrogen & other gases • Enabling flow control equipment (39101) 800-654-4567 (code 344) gigmrktg@airproducts.com airproducts.com/glass Bock Energietechnik GmbH Gösen 15 92685 Floss Germany Tel: 0049 9603/1295 Fax: 0049 9603/2995 info@bock-energietec.de www.bock-energietec.de Electrical melting in perfection Special services - Engineering and modelling for boosting systems - Water-cooling Systems for electrode holder - Electrode holder for bottom / side / top - Power regulation / Transformers - Hot drilling - Change of electrode holder SCREEN PRINTING Bergkirchener Straße 228, 32549 Bad Oeynhausen, Germany kammann.de DIGITAL SCREEN PRINTING HOT STAMPING FULLY AUTOMATIC UNIVERSAL DECORATING MACHINES KAMMANN GmbH


53035 MONTERIGGIONI (SI) ITALY - Strada di Gabbricce, 6 Tel +39 0577 304730 ifv@fonderievaldelsane.com www.fonderievaldelsane.com
Tiama Xlab – the revolutionary 3D sampling solution
Turn virtual reality into reality with the new Tiama Xlab.
This highly flexible laboratory module can be installed at the hot end, the cold end or in the laboratory. It loads the container automatically and makes a 3D scan, generating an image composed of millions of facets.

The 3D image can be rotated and “dissected” on all sides. Virtual volume, capacity, and vacuity can be measured as well as glass distribution fully mapped. You can also analyse engraving, embossing and much more. Practically all container types and shapes can be inspected and it’s non-destructive because the image (and not the container itself) is “cut” virtually.
For an online presentation of the Tiama Xlab please contact us at marketing@tiama.com.
Data – the deciding factor

www.growth-group.com
Don’t just look at it, look into it.
