Nueva línea a 110 KV. para transporte de energía eléctrica a Madrid
Por JOSÉ MARÍA P. DE LABORDA «
Intentamos con esta nota hacer una breve descripción de los trabajos realizados y de los principios que han presidido el proyecto y la construcción de la línea a 110 kv que comunica las centrales de los Saltos del Alberche^ S. A., con su subestación de transformación y distribución en Madrid
La línea une la central de Burguillo (50.000 HP instalados) conla de Puente Nuevo (25.000HP.) distantes 7,3 Km en las proximidades de El Tiemblo (provincia de Avila), y ésta con Madrid, teniendo una longitud total de 74,8Km., estando prevista para el transporte de energía de las otras centrales en proyecto, hasta un total de 60.000 Kw a cos <p =0,8 en la utilización, con caídas de tensión no superiores al 10 por 100 y pérdidas de energía inferiores al6por 100
Eltrazado sigue sensiblemente el curso del río Alberche, pasando por el pintoresco valle de San Martín de Valdeiglesias, acercándose al emplazamiento de las centrales proyectadas de San Juan y Picadas, hasta cruzarlo en las proximidades de Aldea del Fresno Enfilando Alcorcón en una alineación de más de 30 Km. y rodeando los Carabancheles, entra en la subestación de Madrid, situada en las inmediaciones del Puente de la Princesa, cruzando la carretera de Andalucía
CARACTERÍSTICAS ELÉCTRICAS
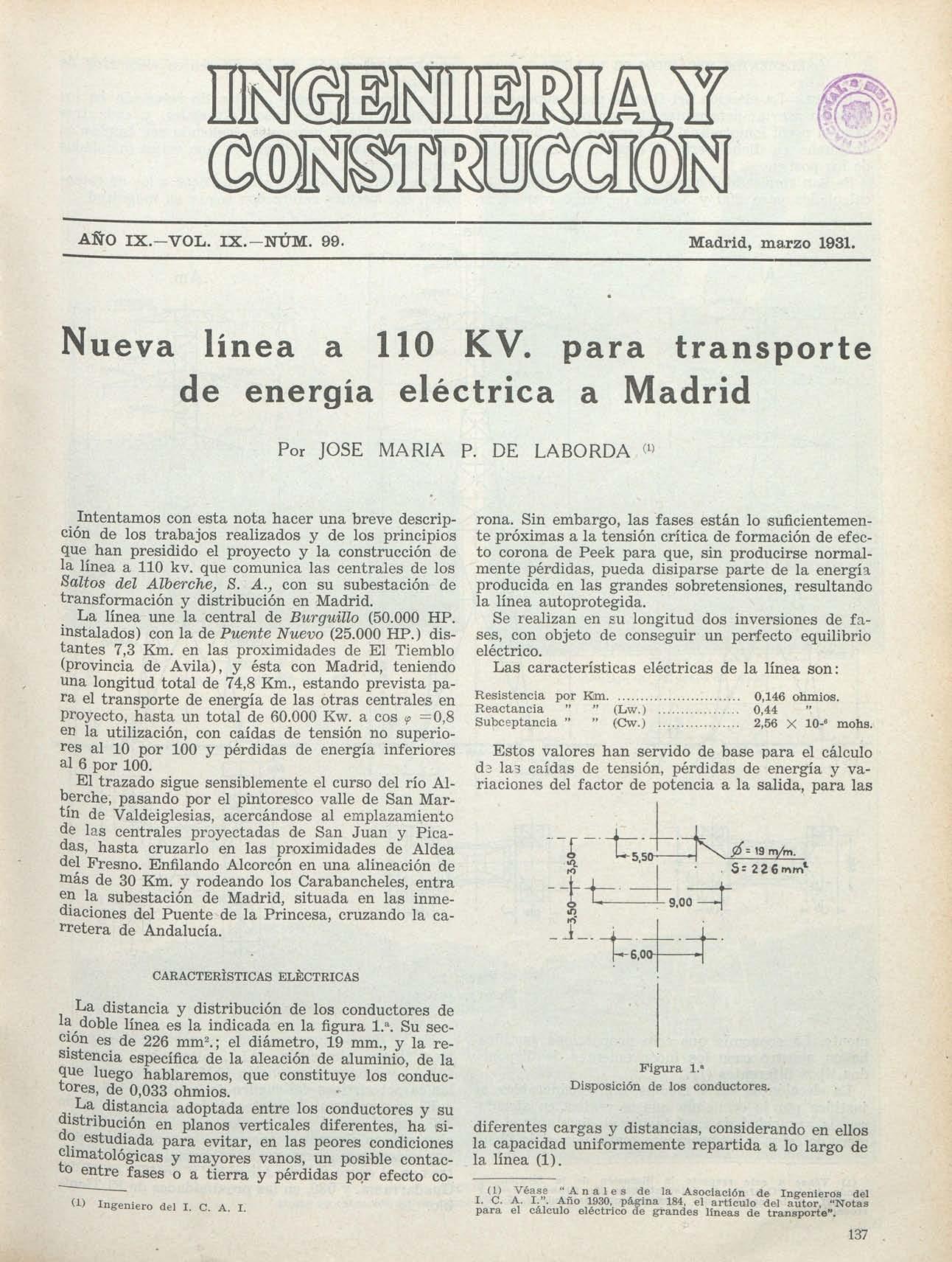
La distancia y distribución de los conductores de la doble línea es la indicada en la figura 1.^ Su sección es de 226 mm^; el diámetro, 19 mm., y la resistencia específica de la aleación de aluminio, de la que luego hablaremos, que constituye los conductores, de 0,033 ohmios
La distancia adoptada entre los conductores y su distribución en planos verticales diferentes, ha sido estudiada para evitar, en las peores condiciones climatológicas y mayores vanos, un posible contacto entre fases o a tierra y pérdidas por efecto co-
roña Sin embargo, las fases están lo suficientementepróximas alatensión crítica deformación de efecto corona de Peek para que, sin producirse normalmente pérdidas, pueda disiparse parte de la energía producida en las grandes sobretensiones, resultando la línea autoprotegida
Se realizan en su longitud dos inversiones de fases, con objeto de conseguir un perfecto equilibrio eléctrico
Las características eléctricas de la línea son:
Estos valores han servido de base para el cálculo d3 la3 caídas de tensión, pérdidas de energía y variaciones del factor de potencia a la salida, para las
diferentes cargas y distancias, considerando en ellos la capacidad uniformemente repartida a lo largo de la línea (1).
T 7^^^,f .Anale s de la Asociación de Ingenieros del I C A I Ano 1930, pagina 184, el artículo del autor, "Notas para el calculo eléctrico de grandes líneas de transporte".
AÑO IX.-VOL IX.-NÚM 99 Madrid, marzo 1931.i
W Ingeniero del I. C. A.
... - -
I.
Resistencia por Km 0,146
Reactancia " " (Lw.) 0,44 Sufcceptancia " " (Cw.) 2,56
ohmios
X 10-« mohs.
Figura 1.» Disposición de los conductores.
137
ELEMENTOS MECÁNICOS DE LA LINEA
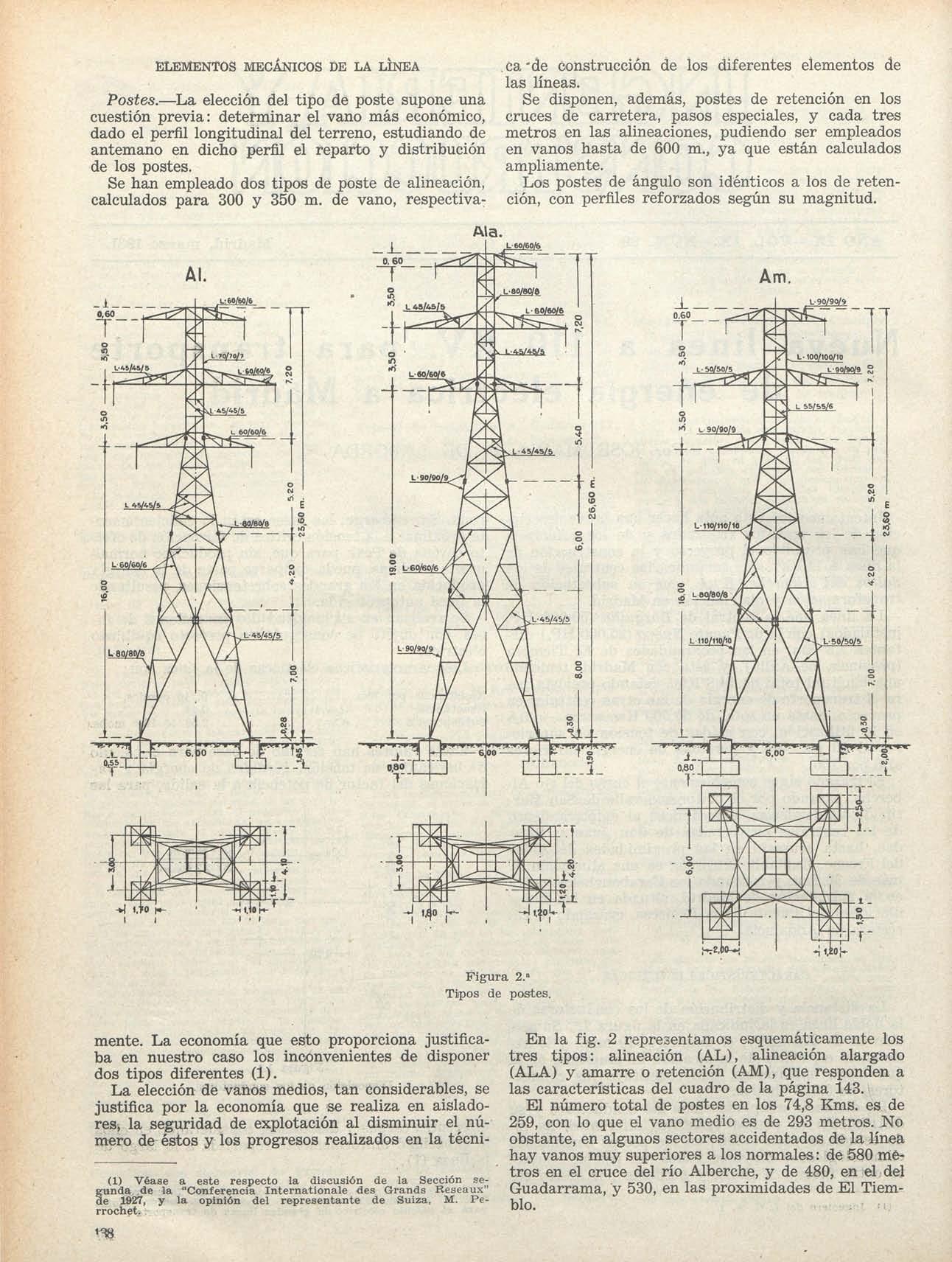
Postes.—La elección del tipo de poste supone una cuestión previa: determinar el vano más económico, dado el perfil longitudinal del terreno, estudiando de antemano en dicho perfil el reparto y distribución de los postes.
Se han empleado dos tipos de poste de alineación, calculados para 300 y 350 m de vano, respectiva-
.ea'de construcción de los diferentes elementos de las líneas.
Se disponen, además, postes de retención en los cruces de carretera, pasos especiales, y cada tres metros en las alineaciones, pudiendo ser empleados en vanos hasta de 600 m., ya que están calculados ampliamente.
Los postes de ángulo son idénticos a los de retención, con perfiles reforzados según su magnitud
mente La economía que esto proporciona justificaba en nuestro caso los inconvenientes de disponer dos tipos diferentes (1)
La elección de vanos medios, tan considerables, se justifica por la economía que se realiza en aisladores, la seguridad de explotación al disminuir el número de éstos y los progresos realizados en la técni-
(1) Véase a este respecto la discusión de la Sección sefunda de la "Conferencia Internationale des Grands Reseaux" e 1927, y la opinión del representante de Suiza, M. Perrochet
En la fig 2 representamos esquemáticamente los tres tipos: alineación (AL), alineación alargado (ALA) y amarre o retención (AM), que responden a las características del cuadro de la página 143. El número total de postes en los 74,8 Kms. es de 259, con lo que el vano medio es de 293 metros No obstante,enalgunos sectores accidentados dela línea hay vanosmuy superiores alosnormales: de580 metros en el cruce del río Alberche, y de 480, en el del Guadarrama, y 530,enlasproximidades deEl Tiemblo.
Al L:60/60/6 Ala. ± |L-60^/6 Am L 90/90/9
Figura 2." Tipos de postes.
m
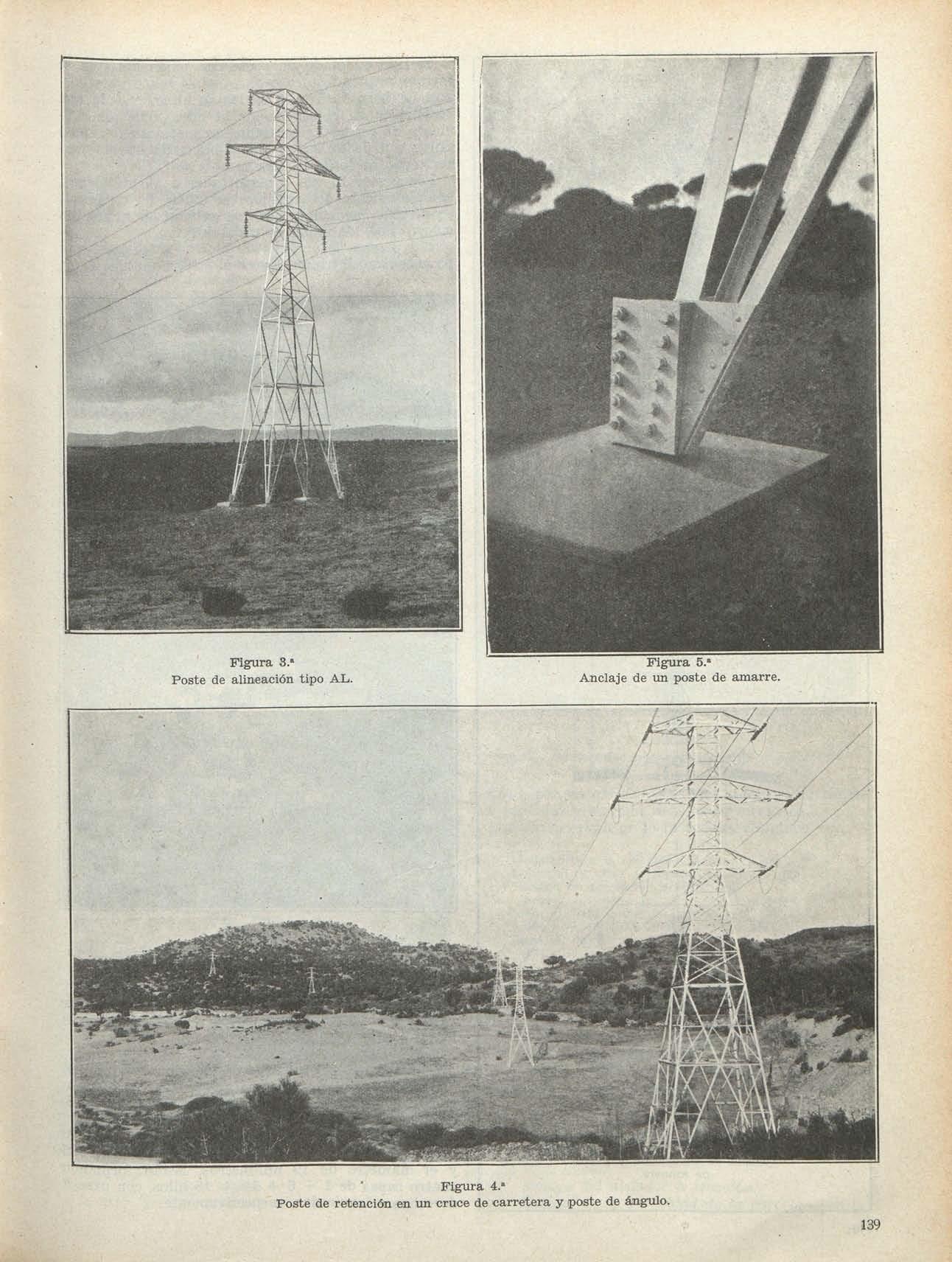 Figura 3.»
Poste de alineación tipo AL
Figura 5.' Anclaje de un poste de amarre.
Figura 4.'
Figura 3.»
Poste de alineación tipo AL
Figura 5.' Anclaje de un poste de amarre.
Figura 4.'
139
Poste de retención enun cruce decarretera y poste de ángulo.
El tipo adoptado de poste eon patas abiertas se impone económicamente para estos vanos y esfuerzos La base de 6 X 3 en los de alineación da una resistencia en el sentido de la línea más que suficiente, en especial sise tiene en cuenta quelos aisladores son de cadena y existe normalmente un perfecto equilibrio de esfuerzos
Los postes fueron transportados a pie de estaca, completamente desarmados; la unión de las piezas se efectúa mediante tornillos galvanizados, con un solo tornillo de unión en cada extremo
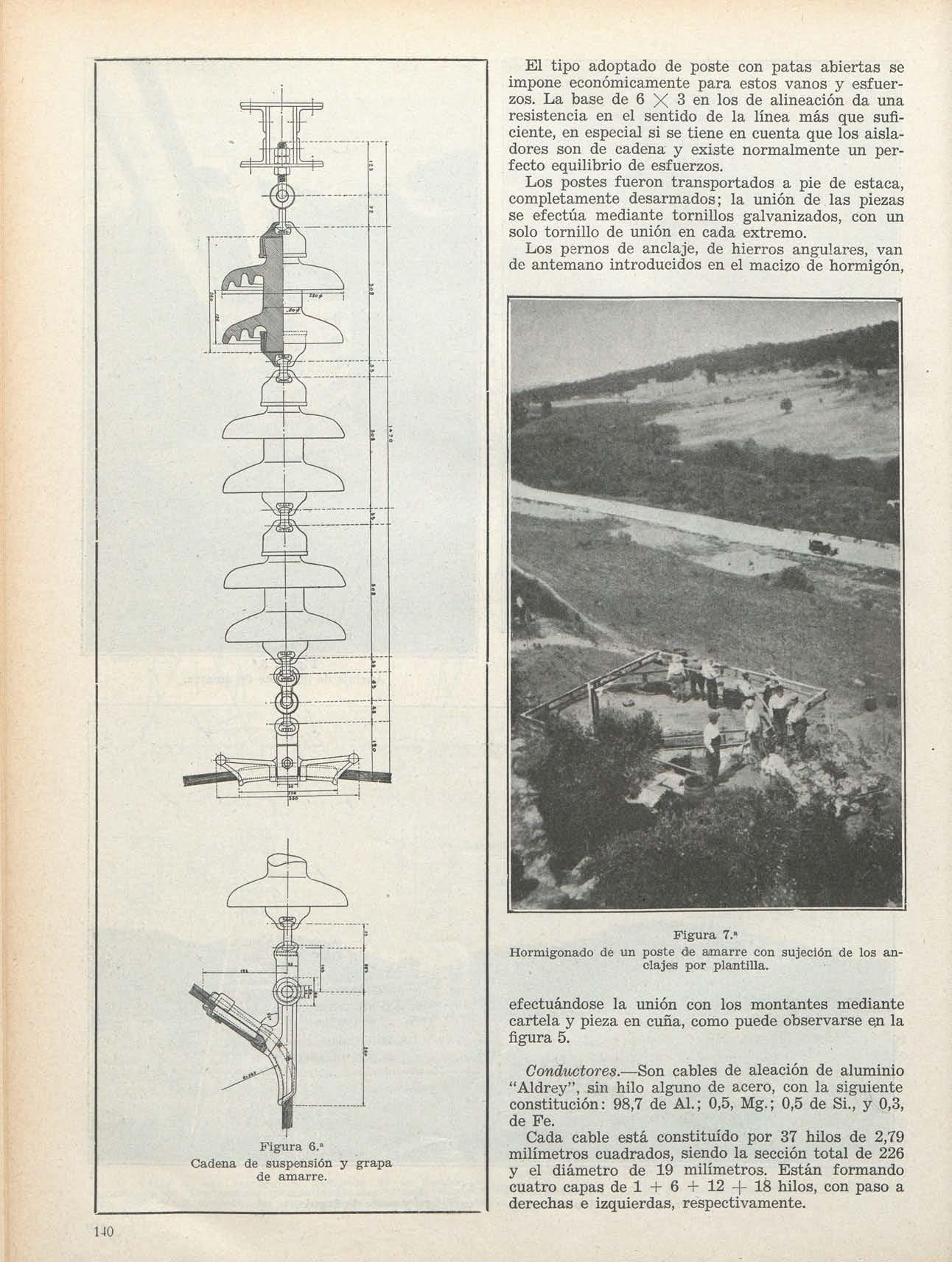
Los pernos de anclaje, de hierros angulares, van de antemano introducidos en elmacizo de hormigón
efectuándose la unión con los montantes mediante cartela y pieza en cuña, como puede observarse eji la figura 5.
Conductores.—Son cables de aleación de aluminio "Aldrey", sin hilo alguno de acero, con la siguiente constitución: 98,7 de Al.; 0,5,Mg.; 0,5 de Si.,y 0,3, de Fe.
Cada cable está constituido por 37 hilos de 2,T9 milímetros cuadrados, siendo la sección total de 226 y el diámetro de 19 milímetros. Están formando cuatro capas de 1 + 6 4- 12 -j-18 hilos, con paso a derechas e izquierdas, respectivamente
Figura 6.»
Cadena de suspensión y grapa de amarre
Figura 7.'
Hormigonado de un poste de amarre con sujeción de los anclajes por plantilla.
140,
Las características del cable son:
Peso por metro lineal 0,63 Kg.
Resistencia a la tracción 31 Kg mm^
Limite de elasticidad 22 Kg mm^
Alargamiento 5 %
Módulo de elasticidad 6,200
Coeficiente de dilatación 0,000023
Resistencia específica 0,033ohmios.
Según nuestros informes, ha sido la primera línea instalada en España con cables de aleación de aluminio, aunque hace años se había iniciado ya en Europa, en especial en Francia, Alemania y Suiza, el empleo de dichos cables, en sustitución de los de aluminio con alma de acero.
Las ventajas que se preconizan para estos cables, son: gran dureza comparativamente al aluminio, lo que evita deterioros en eltendido; elestar constituídosporunmaterial único;mayor facilidad para efectuar empalmes y retenciones; elevado límite de elasticidad; resistencia a la tracción más elevada y peso menor, para la misma conductibilidad eléctrica que losde aluminio con alma deacero (1)
Sin embargo, su módulo de elasticidad es menor y su dilatación mayor que los cables aluminio-acero, y se producen, según parece, en ellos vibraciones y resonancias de mayor importancia, que obligan a estudiar más cuidadosamente los sistemas de suspensión y las piezas accesorias de sujeción
Los ensayos a los que fueron sometidos los cables, aparte de las pruebas de tracción, efectuadas en un tanto por ciento de muestras, han sido: Flexión a 90° a derecha e izquierda, con un radio de 10 mm.; diez torsiones de 360° en una longitud de 100 mm y un arrollamiento sobre un eje de 5 mm de diámetro, sin que se deteriore i
AISLADORES
La cadena de suspensión normal y también la de amarre está constituida por tres elementos del tipo "Motor", de doble campana La porcelana va unida a la armadura de fundición maleable mediante una aleación de plomo que se introduce en el hueco, en forma de cola de milano, que queda libre entre porcelana y armadura.
Las ventajas del tipo "Motor" son su imperfora-
(1) Resultan de gran interés, para el estudio de los cables de aleación de aluminio, las Memorias presentadas en la Sección segunda de la "Conferencia Internationale des Grands Reseaux", anos 1927 y 1929, y las discusiones a que dieron lugar.
bilidad, por no existir armadura interior, su robustez, sencillez y elevada resistencia mecánica
Las características de la cadena adoptada son:
Resistencia a la tracción 8.000 Kg.
Longitud de linea de fuga 3 X 65 cm.
Tensión de formación del arco en seco 404 kv.
ídem Id. bajo lluvia de 3 m./m. a 45° y 50.000 ohms./cm.» 318 "
ídem id. bajo lluvia de 3 m./m. a 45° y agua de 5.000 ohm./cm.=.. 234 "
Todos losaisladores fueron sometidos a un esfuerzo de 4.500 Kg. durante cinco minutos y a una tenjsicn de 145 kv antes de ponerse en servicio
Un tanto por ciento de ellos eran, además, sometidos a los ensayos siguientes:
a) Ensayos de temperatura (pasando tres veces consecutivas y con intervalos de cinco minutos de los5 a los 100° C.)
b) Ensayos mecánicos (4.000 Kg. durante cinco minutos, después de la prueba anterior)
c) Ensayos eléctricos de formación de arco en seco y bajo lluvia.
d) Rotura del aislador a tracción.
e) Ensayo de la porosidad de la porcelana en la
Figura 8."
Montaje del primer tramo de un poste de ángulo.
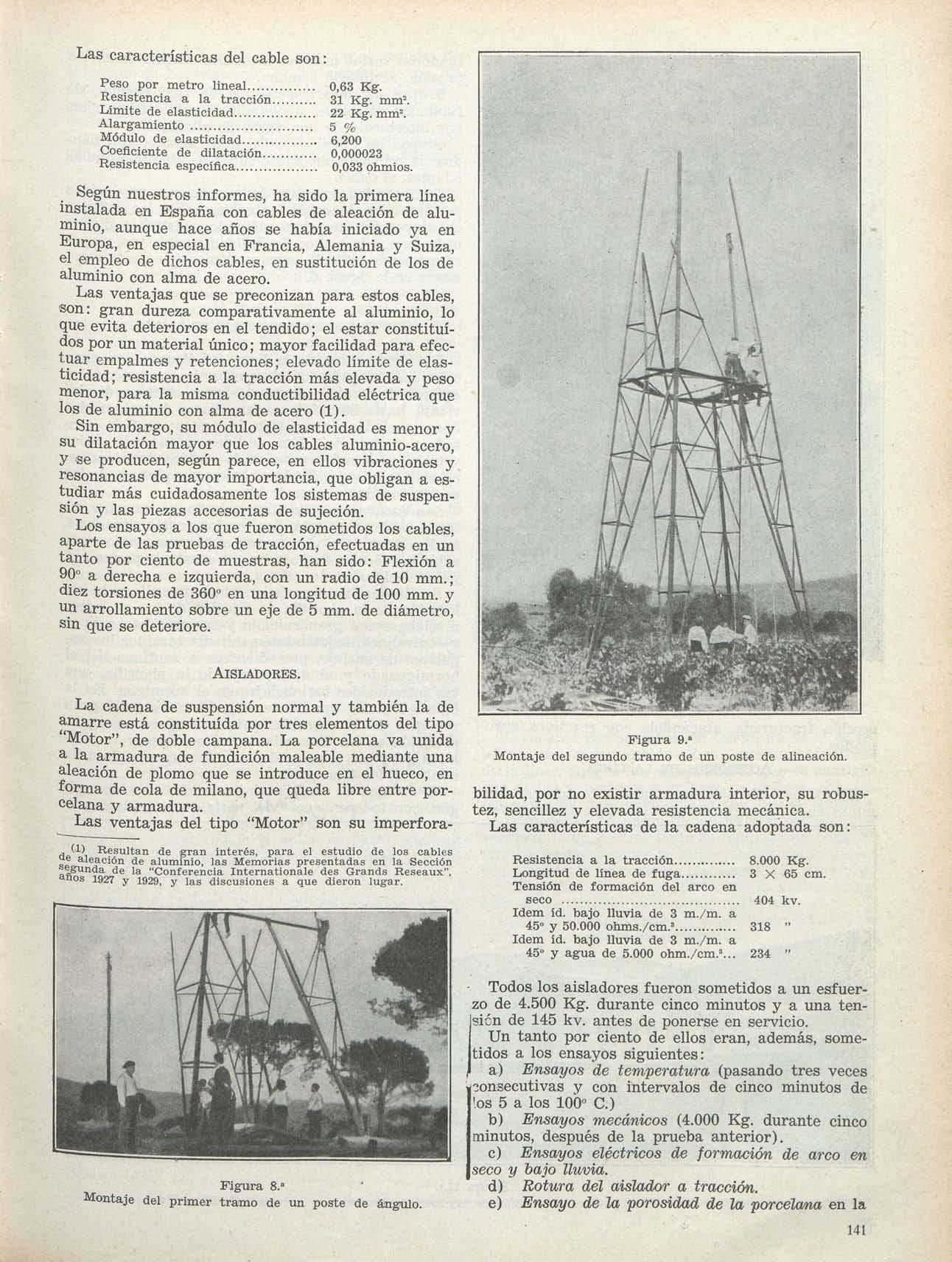
Figura 9.»
Montaje del segundo tramo de un poste de alineación.
141
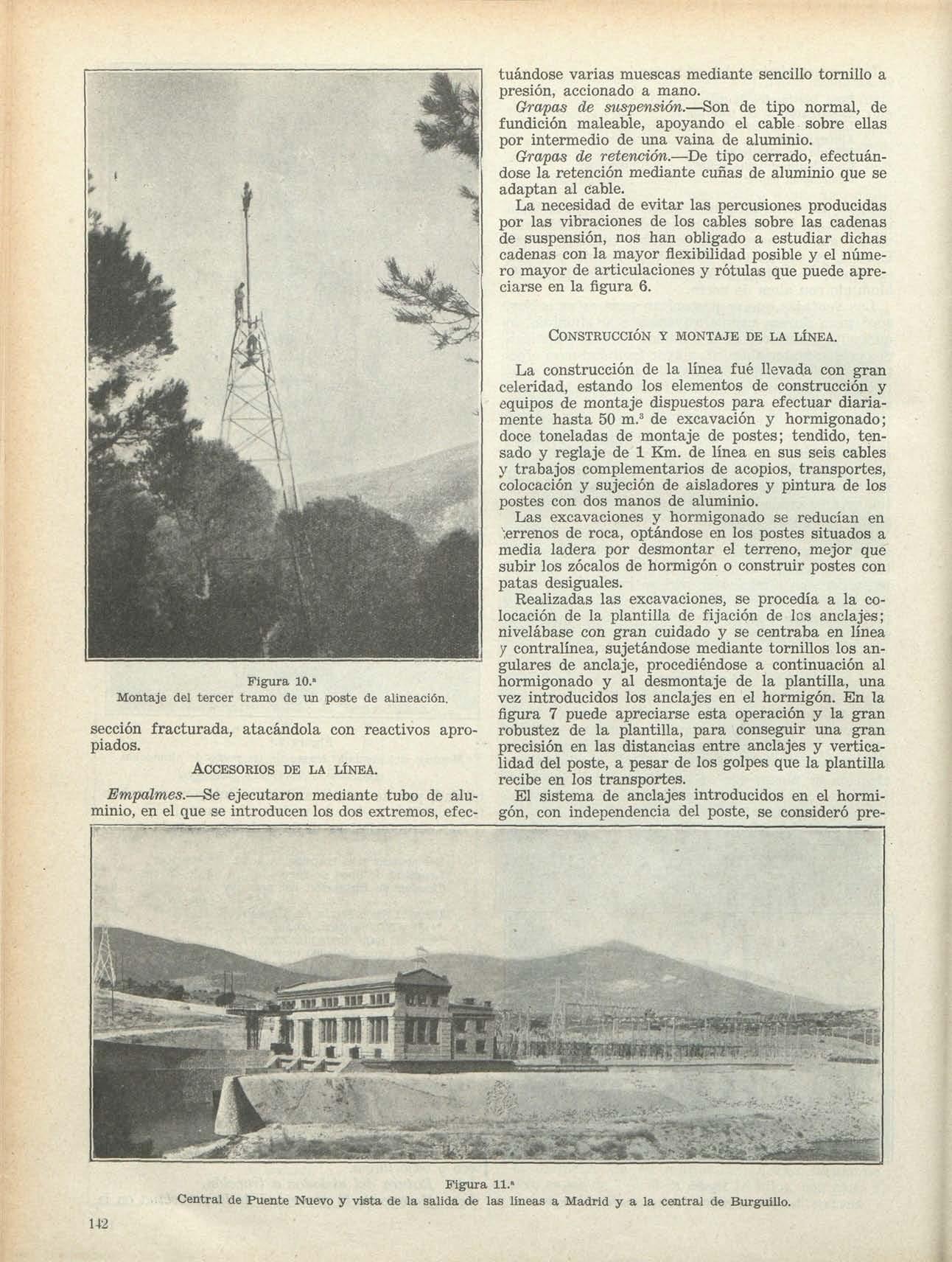
Figrura 10."
Montaje del tercer tramo de un iposte de alineación.
sección fracturada, atacándola con reactivos apropiados
ACCESORIOS DE LA LÍNEA
Empalmes.—Se ejecutaron mediante tubo de aluminio,enelqueseintroducen losdosextremos, efec-
tuándose varias muescas mediante sencillo tomillo a presión, accionado a mano
Grapas de suspensión.—Son de tipo normal, de fundición maleable, apoyando el cable sobre ellas por intermedio de una vaina de aluminio
Grapas de retención.—De tipo cerrado, efectuándose la retención mediante cuñas dealuminio que se adaptan al cable
La necesidad de evitar las percusiones producidas por las vibraciones de los cables sobre las cadenas de suspensión, nos han obligado a estudiar dichas cadenas con la mayor flexibilidad posible y el númeromayor dearticulaciones y rótulas que puede apreciarse enla figura 6.
CONSTRUCCIÓN Y MONTAJE DE LA LÍNEA.
La construcción de la línea fué llevada con gran celeridad, estando los elementos de construcción y equipos de montaje dispuestos para efectuar diariamente hasta 50m.^*de excavación y hormigonado; doce toneladas de montaje de postes; tendido, tensado y reglaje de 1 Km de línea en sus seis cables y trabajos complementarios de acopios, transportes, colocación y sujeción de aisladores y pintura de los postes con dos manos de aluminio
Las excavaciones y hormigonado se reducían en 'errenos de roca, optándose en los postes situados a media ladera por desmontar el terreno, mejor que subir loszócalos dehormigón o construir postes con patas desiguales.
Realizadas las excavaciones, se procedía a la colocación de la plantilla de fijación de los anclajes; nivelábase con gran cuidado y se centraba en línea ycontralínea, sujetándose mediante tornillos los angulares de anclaje, procediéndose a continuación al hormigonado y al desmontaje de la plantilla, una vez introducidos los anclajes en el hormigón. En la figura 7 puede apreciarse esta operación y la gran robustez de la plantilla, para conseguir una gran precisión en las distancias entre anclajes y verticalidad delposte, a pesar de losgolpes que la plantilla recibe en los transportes
El sistema de anclajes introducidos en el hormigón, con independencia del poste, se consideró pre-
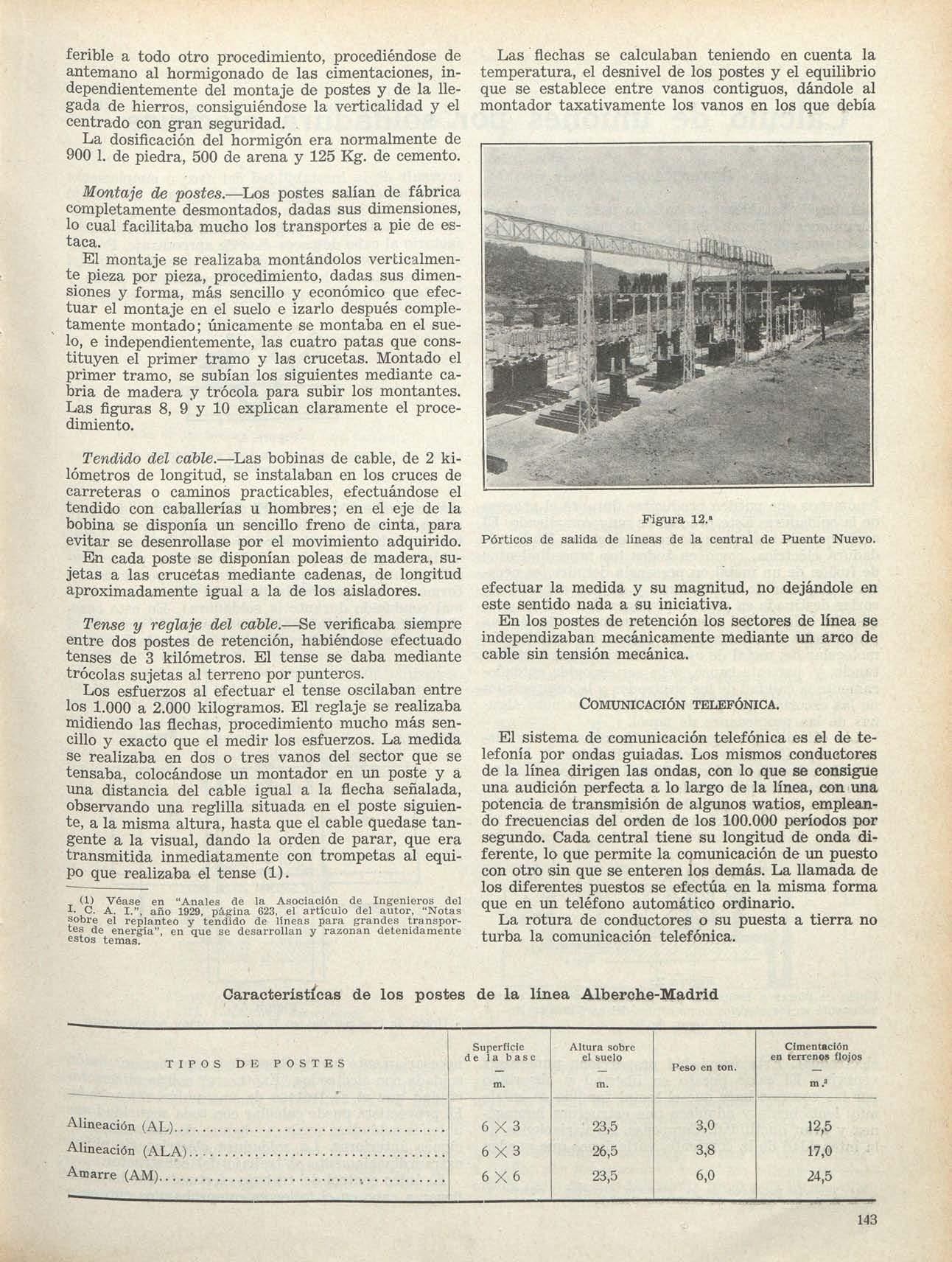
Figura ii.>
142i
Central de Puente Nuevo y vista de la salida de las lineas a Madrid y a la central de Burguillo.
ferible a todo otro procedimiento, procediéndose de antemano al hormigonado de las cimentaciones, independientemente del montaje de postes y de la llegada de hierros, consiguiéndose la verticalidad y el centrado con gran seguridad
La dosificación del hormigón era normalmente de 900 1.de piedra, 500 de arena y 125Kg. de cemento.
Montaje de postes.—Los postes salían de fábrica completamente desmontados, dadas sus dimensiones, lo cual facilitaba mucho los transportes a pie de estaca
El montaje se realizaba montándolos verticalmente pieza por pieza, procedimiento, dadas sus dimensiones y forma, más sencillo y económico que efectuar el montaje en el suelo e izarlo después completamente montado; únicamente se montaba en el suelo, e independientemente, las cuatro patas que constituyen el primer tramo y las crucetas Montado el primer tramo, se subían los siguientes mediante cabria de madera y trócola para subir los montantes
Las figuras 8, 9 y 10 explican claramente el procedimiento.
Tendido del cable.—Las bobinas de cable, de 2 kilómetros de longitud, se instalaban en los cruces de carreteras o caminos practicables, efectuándose el tendido con caballerías u hombres; en el eje de la bobina se disponía un sencillo freno de cinta, para evitar se desenrollase por el movimiento adquirido.
En cada poste se disponían poleas de madera, sujetas a las crucetas mediante cadenas, de longitud aproximadamente igual a la de los aisladores
Tense y reglaje del cable.—Se verificaba siempre entre dos postes de retención, habiéndose efectuado tenses de 3 kilómetros. El tense se daba mediante trócolas sujetas alterreno por punteros
Los esfuerzos al efectuar el tense oscilaban entre los 1.000 a 2.000 kilogramos El reglaje se realizaba midiendo las ñechas, procedimiento mucho más sencillo y exacto que el medir los esfuerzos La medida se realizaba en dos o tres vanos del sector que se tensaba, colocándose un montador en un poste y a una distancia del cable igual a la flecha señalada, observando una reglilla situada en el poste siguiente,alamisma altura, hasta queelcablequedase tangente a la visual, dando la orden de parar, que era transmitida inmediatamente con trompetas al equipo que realizaba el tense (1)
(1) Véase en "Anales de la Asociación de Ingenieros del I C A I.", año 1929, página 623, el artículo del autor, "Notas sobre el replanteo y tendido de líneas para grandes transportes de energía", en que se desarrollan y razonan detenidamente estos temas.
Las flechas se calculaban teniendo en cuenta la temperatura, el desnivel de los postes y el equilibrio que se establece entre vanos contiguos, dándole al montador taxativamente los vanos en los que debía
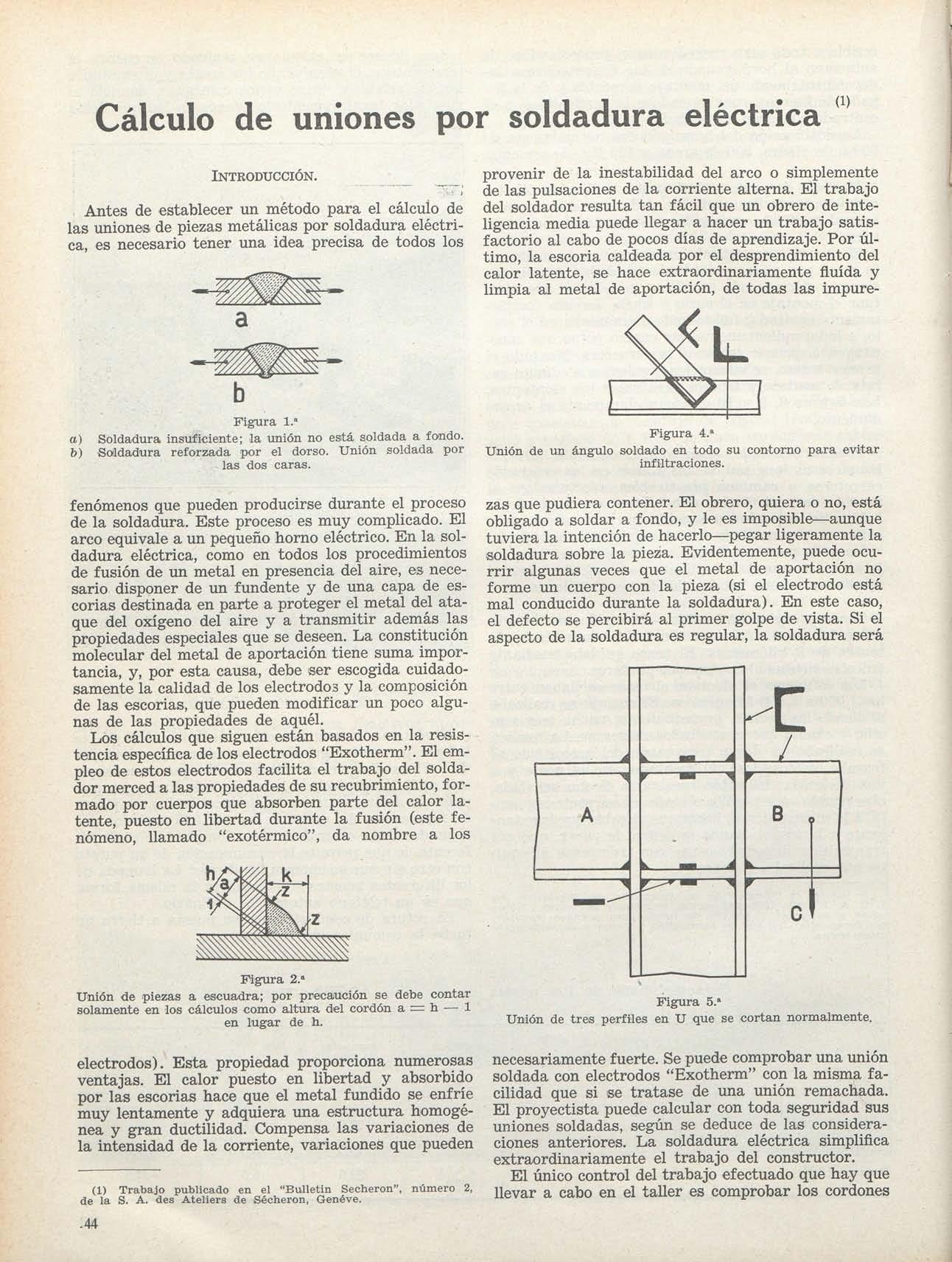
Pórticos de salida de líneas de la central de Puente Nuevo.
efectuar la medida y su magnitud, no dejándole en este sentido nada a su iniciativa
En los postes de retención los sectores de línea se independizaban mecánicamente mediante un arco de cable sin tensión mecánica
COMUNICACIÓN TELEFÓNICA.
El sistema de comunicación telefónica es el de telefonía por ondas guiadas Los mismos conductores de la línea dirigen las ondas, con lo que se consigue una audición perfecta a lolargo de la línea, con una potencia detransmisión de algunos watios, empleando frecuencias del orden de los 100.000 períodos por segundo Cada central tiene su longitud de onda diferente, loquepermite la comunicación deun puesto con otro sin queseenteren los demás La llamada de los diferentes puestos se efectúa en la misma forma que en un teléfono automático ordinario.
La rotura de conductores o su puesta a tierra no turba la comxmicación telefónica
Características de los postes de la línea Alberche-Madrid
Fígxira 12.»
TIPO S D E POSTE S Superficie de la bas e m. Altura sobre el suelo m Peso en ton cimentación en terrenos flojos Alineación (AL) 6X3 23,5 3,0 12,5 Alineación (ALA) 6X3 26,5 3,8 17,0 Amarre (AM) , 6X6 23,5 6,0 24,5 143!
Cálculo de uniones por soldadura eléctrica (1)
INTRODUCCIÓN.
Antes de establecer un método para el cálculo de lasunionesdepiezas metálicas por soldadura eléctrica, es necesario tener ima idea precisa de todos los
provenir de la inestabilidad del arco o simplemente delas pulsaciones de la corriente alterna. El trabajo del soldador resulta tan fácil que un obrero de inteligencia media puede llegar a hacer un trabajo satisfactorio al cabo depocos dias deaprendizaje Por último, la escoria caldeada por el desprendimiento del calor latente, se hace extraordinariamente fluida y limpia al metal de aportación, de todas las impure-
a) Soldadura insuficiente; la unión no está soldada a fondo.
h) Soldadura reforzada por el dorso Unión soldada por las dos caras.
fenómenos que pueden producirse durante el proceso dela soldadura Este proceso es muy complicado El arcoequivaleaunpequeñohorno eléctrico.En la soldadura eléctrica, como en todos los procedimientosi defusión de un metal en presencia del aire, esnece- j sario disponer de un fundente y de una capa de es-! corlasdestinada enparte a proteger elmetal del ataque del oxígeno del aire y a transmitir además las propiedades especialesque sedeseen La constitución molecular delmetal de aportación tiene suma importancia, y, por esta causa, debe ser escogida cuidadosamentela calidad deloselectrodos y la composición de las escorias, que pueden modificar un poco algunas de las propiedades de aquél
Los cálculos que siguen están basados en la resistenciaespecíñcadeloselectrodos "Exotherm" El empleo de estos electrodos facilita el trabajo del soldadormercedalaspropiedadesdesurecubrimiento, formado por cuerpos que absorben parte del calor latente, puesto en libertad durante la fusión (este fenómeno, llamado "exotérmico", da nombre a los
zasquepudiera contener El obrero,quiera ono, está obligado a soldar a fondo, y lees imposible—aunque tuviera la intención dehacerlo—pegar ligeramente la soldadura sobre la pieza. Evidentemente, puede ocurrir algunas veces que el metal de aportación no forme un cuerpo con la pieza (si el electrodo está mal conducido durante la soldadura) En este caso, el defecto se percibirá al primer golpe devista Si el aspecto dela soldadura es regular, la soldadura será
Unión de piezas a escuadra; por precajución se debe contar solamente en los cálculos como altura del cordón a = h ^ 1 en lugax de h
electrodos) Esta propiedad proporciona numerosas ventajas El calor puesto en libertad y absorbido por las escorias hace que el metal fundido se enfríe muy lentamente y adquiera una estructura homogénea y gran ductilidad Compensa las variaciones de la intensidad dela corriente, variaciones que pueden
(1) Trabajo publicado en el "Bulletin Sécheron", número 2, de la S A des Ateliers de Sécheron, Genéve
necesariamentefuerte Sepuedecomprobaruna unión soldada con electrodos "Exotherm" con la misma facilidad que si se tratase de una unión remachada. El proyectista puede calcular contoda seguridad sus uniones soldadas, según se deduce de las consideraciones anteriores La soldadura eléctrica simpliñca extraordinariamente el trabajo del constructor
El único control deltrabajo efectuado quehay que llevar a cabo en el taller es comprobar los cordones
Figrura 1."
Figura 4.' Unión de un ángulo soldado en todo su contorno para evitar infiltraciones.
Figura 2.'
^B
Figura 5.»
Unión de tres perfiles en U que se cortan normalmente.
.44 5
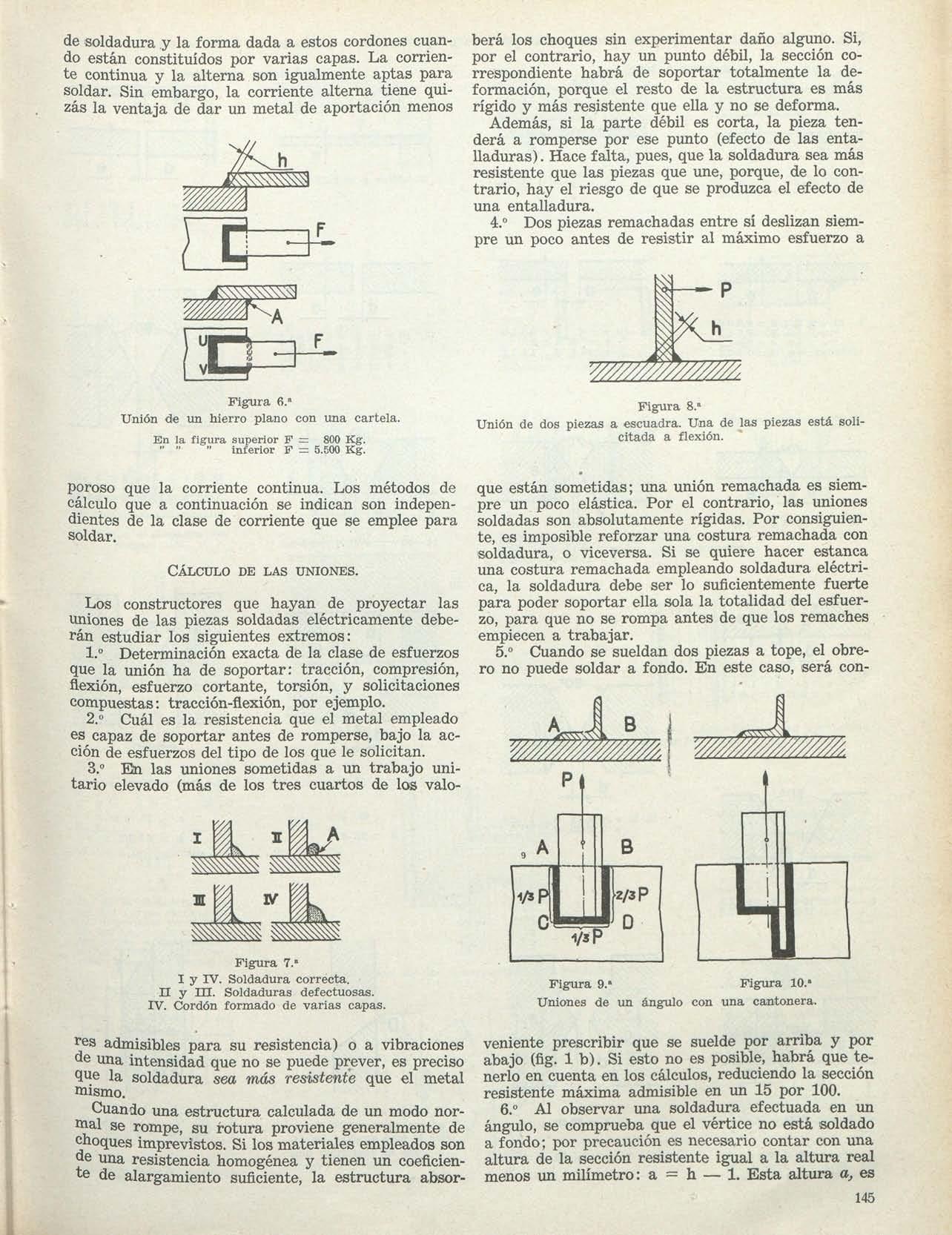
desoldadura yla forma dada a estos cordones cuando están constituidos por varias capas La corriente continua y la alterna son igualmente ap»tas para soldar Sin embargo, la corriente alterna tiene quizás la ventaja de dar un metal de aportación menos
berá los choques sin experimentar daño alguno. Si, por el contrario, hay un punto débil, la sección correspondiente habrá de soportar totalmente la deformación, porque el resto de la estructura es más rígido y más resistente que ella y no se deforma
Además, si la parte débil es corta, la pieza tenderá a romperse por ese punto (efecto de las entalladuras) Hacefalta, pues,quela soldadura sea más resistente que las piezas que une, porque, de lo contrario, hay el riesgo de que se produzca el efecto de una entalladura
4.° Dospiezas remachadas entre sí deslizan siempre un poco antes de resistir al máximo esfuerzo a _
En la figura superior P — 800 Kg. inferior F =: 5.500 Kg.
poroso que la corriente continua Los métodos de cálculo que a continuación se indican son independientes de la clase de corriente que se emplee para soldar.
CÁLCULO DE LAS UNIONES.
Los constructores que hayan de proyectar las uniones de las piezas soldadas eléctricamente deberán estudiar los siguientes extremos:
1.° Determinación exacta dela clase de esfuerzos que la unión ha de soportar: tracción, compresión, flexión, esfuerzo cortante, torsión, y solicitaciones compuestas: tracción-flexión, por ejemplo
2." Cuál es la resistencia que el metal empleado es capaz de soportar antes de romperse, bajo la acción deesfuerzos deltipo delosquele solicitan.
3." En las uniones sometidas a un trabajo unitario elevado (más de los tres cuartos de los valo-
que están sometidas; una unión remachada es siempre un poco elástica Por el contrario, las uniones soldadas son absolutamente rígidas Por consiguiente,es imposible reforzar una costura remachada con soldadura, o viceversa Si se quiere hacer estanca una costura remachada empleando soldadura eléctrica, la soldadura debe ser lo suñcientemente fuerte para poder soportar ella sola la totalidad del esfuerzo, para que no serompa antes de que los remaches empiecen a trabajar
5.° Cuando se sueldan dos piezas a tope, el obrero no puede soldar a fondo En este caso, será con-
Figura 7.»
I yrv Soldadura correcta, n y m. Soldaduras defectuosas.
IV. Cordón formado de varias capas.
res admisibles para su resistencia) o a vibraciones deuna intensidad queno sepuede prever, es preciso que la soldadura sea más resistente que el metal mismo
Cuando una estructura calculada de un modo normal se rompe, su rotura proviene generalmente de choques imprevistos Silosmateriales empleados son de una resistencia homogénea y tienen un coeficiente de alargamiento suficiente, la estructura absor-
veniente prescribir que se suelde por arriba y por abajo (fig. Ib). Si esto no es posible, habrá que tenerlo en cuenta en loscálculos,reduciendo la sección resistente máxima admisible en un 15 por 100
6.° Al observar una soldadura efectuada en un ángulo, se comprueba que el vértice no está soldado a fondo; por precaución esnecesario contar con una altura de la sección resistente igual a la altura real menos un milímetro: a = h — 1 Esta altura a, es
Figxira 6.»
Unión de un hierro plano con una cartela.
Figura 8.»
Unión de dos piezas a escuadra. Una de las piezas está solicitada a flexión
B P
B
é
2/3 P
Figura 9."
Figura 10." Uniones de un ángulo con una cantonera.
145
Fig 3.—Disposiciones que se recomiendan para la preparación de soldaduras (lascifras son aproximadas)
16.—Igual que en la unión a tope, pero con los ángulos D más agudos En este caso es preferible unir por recubrimiento (Ver flgura
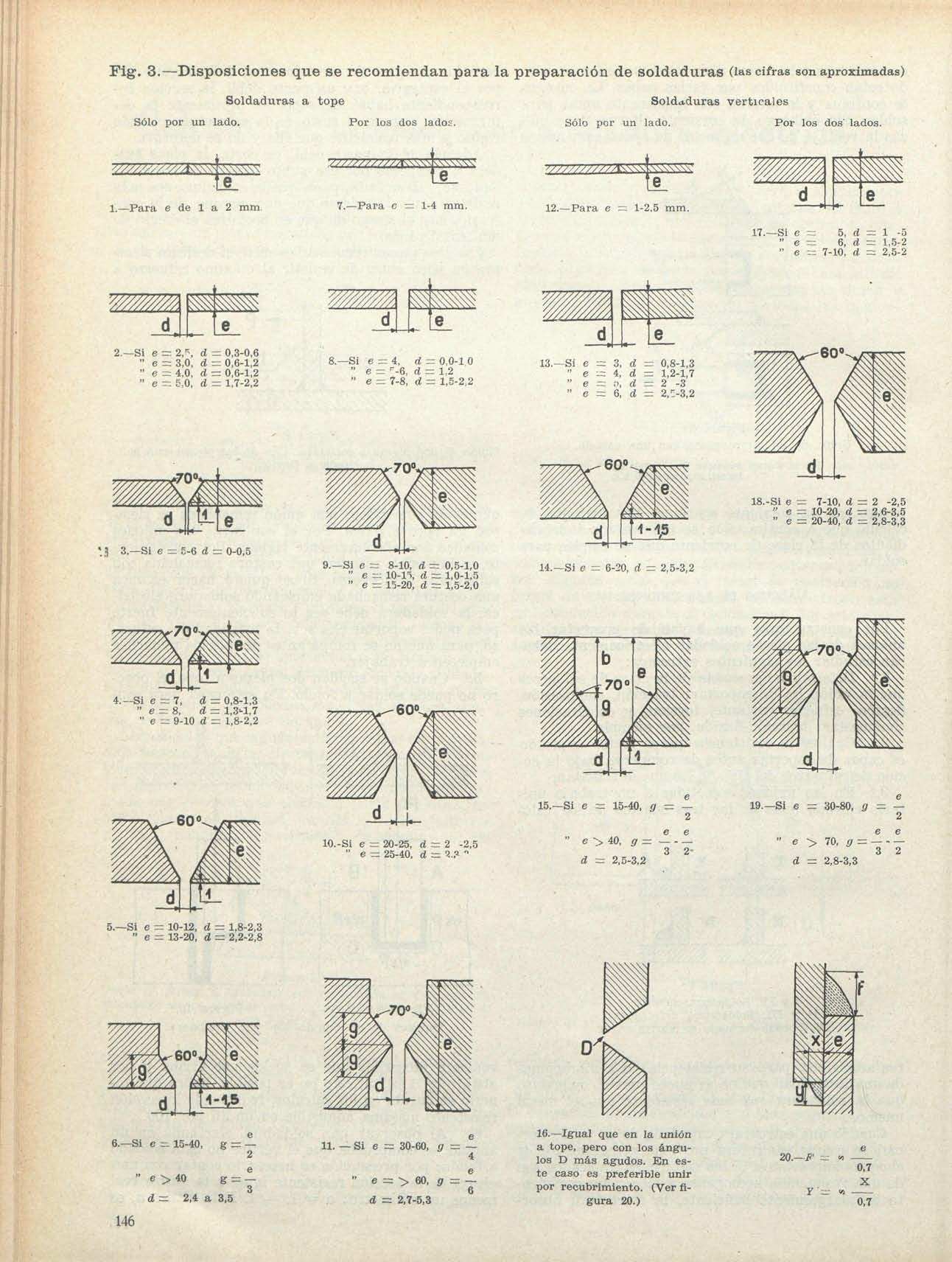
Soldaduras a tope Sólo por un lado Por los dos lados. Soldíiduras verticales < Sólo por un lado. Por los dos' lados, i le. 1.—Para e de 1 a 2 mm. 7.—Para e = 1-4 mm. 12.—Para e = 1-2,5 mm 17.—Si e = 5, d = 1 -3 " e = 6, d = 1,5-2 " e = 7-10, á= 2,5-2 7. 2—Si e 2,'^, d = 0,3-0,6 "e= 3,0, d— 0,6-1,2 " e = 4,0, d= 0,6-1,2 " e - 5,0, d = 1,7-2,2 3 3.—Si e=5-&d= 0-0,5 8.—Si e = 4, d r= 0,0-1O "e = ---6, d = 1,2 " e = 7-8, d— 1,5-2,2, 70% -Si e= 8-10, íí = 0,5-1,0 "e=s 10-lí, d= 1,0-1,.') " e = 15-20, d = 1,5-2,0 13.—Si e = 3, d = 0,8-1,3 " e 1= 4, d = 1,2-1,7 "e=;,,d—2-3 " e = 6, d = 2,';-3,2 14.-SÍ e = 6-20, d= 2,5-3,2 18.-SÍ e = 7-10, d = 2 -2,5 "e= 10-20, d =: 2,6-3,5 " e = 20-40, d = 2,8-3,3 70» J f i 4.—Si e = 7, d = 0,8-1,3 " e =r 8, d = 1,3>-1,7 " e ^ 9-10 d = 1,8-2,2 60»5.—Si e = 10-12, d = 1,8-2,3 " e = 13-20, d = 2,2-2,8 60». 10.-Si e = 20-25, d = 2 -2,5 " e r= 25-40, d =: í..» •> 15.—Si e = 15-40, <7 = — 2 e e " e ^> 40, ¡7 = . 3 2d = 2,5-3,2 19.—Si e = 30-80, g= e e " e > 70, íí = 3 2 d = 2,8-3,3 6.—Si e 15-40, g = — 2 " e > 40 g = 3 d— 2,4 a 3,5 11. — Si e = 30-60, g=~ 4 e " e = > 60, sr = — 6 d - 2,7-5,3
20.-F <o 0,7 X 146
20.)
22.—Para e = 3-12
21.-SÍ e =1: 1,d "e=2,d "e=2,d 7\ / ^^^ ^
d ^^^ ^
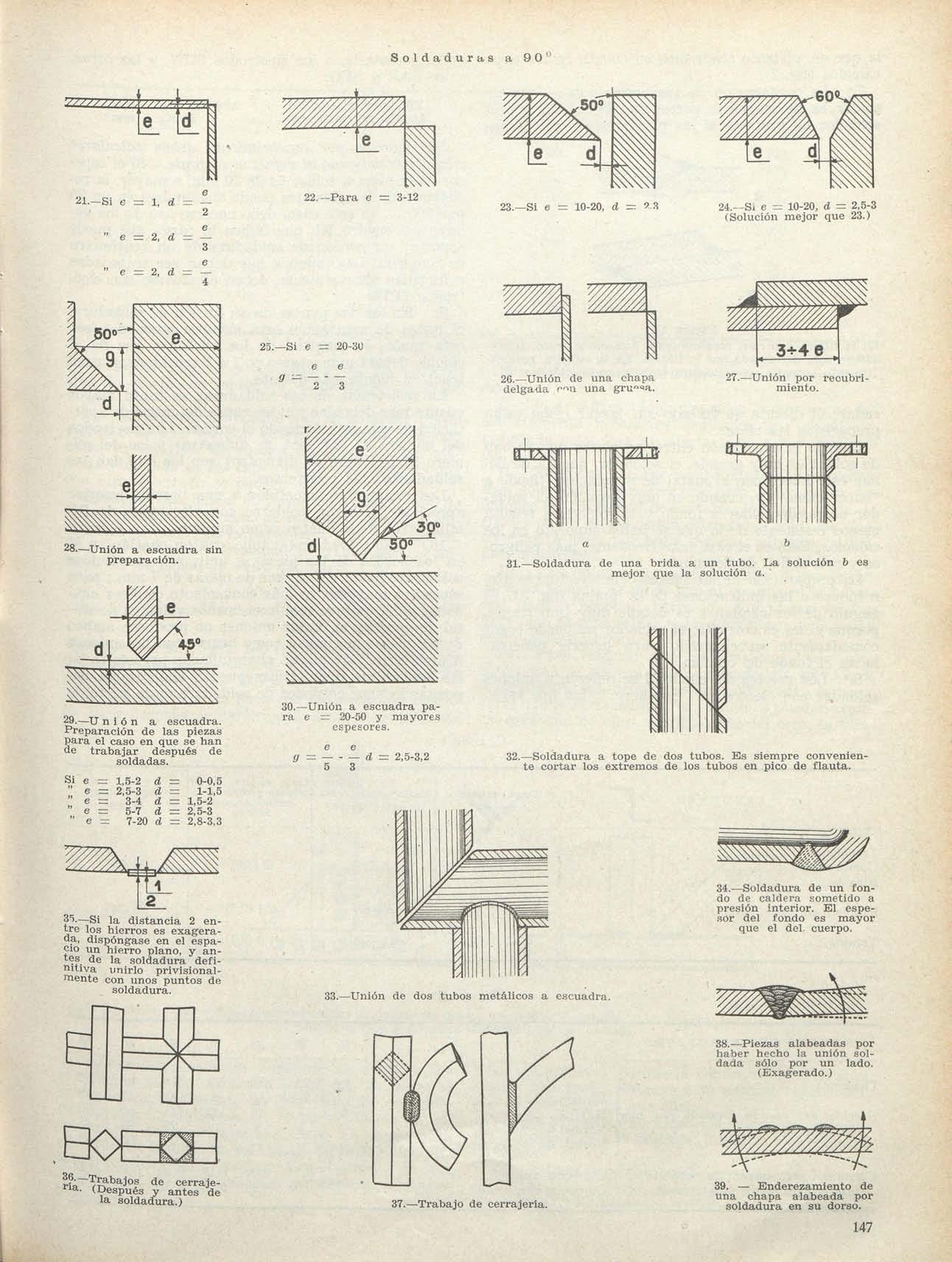
28.—Unión a escuadra sin preparación
23.—Si e =; 20-3Ü
6 e
23.—Si e = 10-20, d='>-S
24.—Si e = 10-20, d = 2,5-3 (Solución mejor que 23.) /////.
26.—Unión de una chapa delgada f-^n una gru°«a
27.—Unión por recubrimiento.
wnzm
31.—Soldadura de una brida a un tubo. La solución b es mejor que la solución a.
29.—U n i ó n a escuadra Preparación de las piezas para el caso en que se han de trabajar después de soldadas.
Si e = l,.5-2 d- 0-0,5 e = 2,5-3 d— 1-1,5 " e = 3-4 d = 1,5-2 " e = 5-7 d = 2,5-3 e = 7-20 d = 2,8-3,3
30.—Unión a escuadra para e = 20-50 y mayores espesores
e e g ---d - 2,5-3,2
5 3
32.—Soldadura a tope de dos tubos. Es siempre conveniente cortar los extremos de los tubos en pico de flauta
35.—Si la distancia 2 entre los hierros es exagerada, dispóngase en el espacio un hierro plano, y antes de la soldadura definitiva unirlo privisionalmente con unos puntos de soldadura
33.—Unión de dos tubos metálicos a escuadra.
34.—Soldadura de un fondo de caldera sometido a presión interior El espesor del fondo es mayor que el del. cuerpo.
??á~Tí?-^^^"°? cerrajera. (Después y antes de la soldadura.)
37.—Trabajo de cerrajería.
38.—Piezas alabeadas por haber hecho la unión soldada sólo por un lado (Exagerado.)
39 — Enderezamiento de una chapa alabeada por soldadura en su dorso
loldaduras a 90"
e d \
^§
B0H3
\
147
la que en adelante tendremos en cuenta en nuestros cálculos (fig 2)
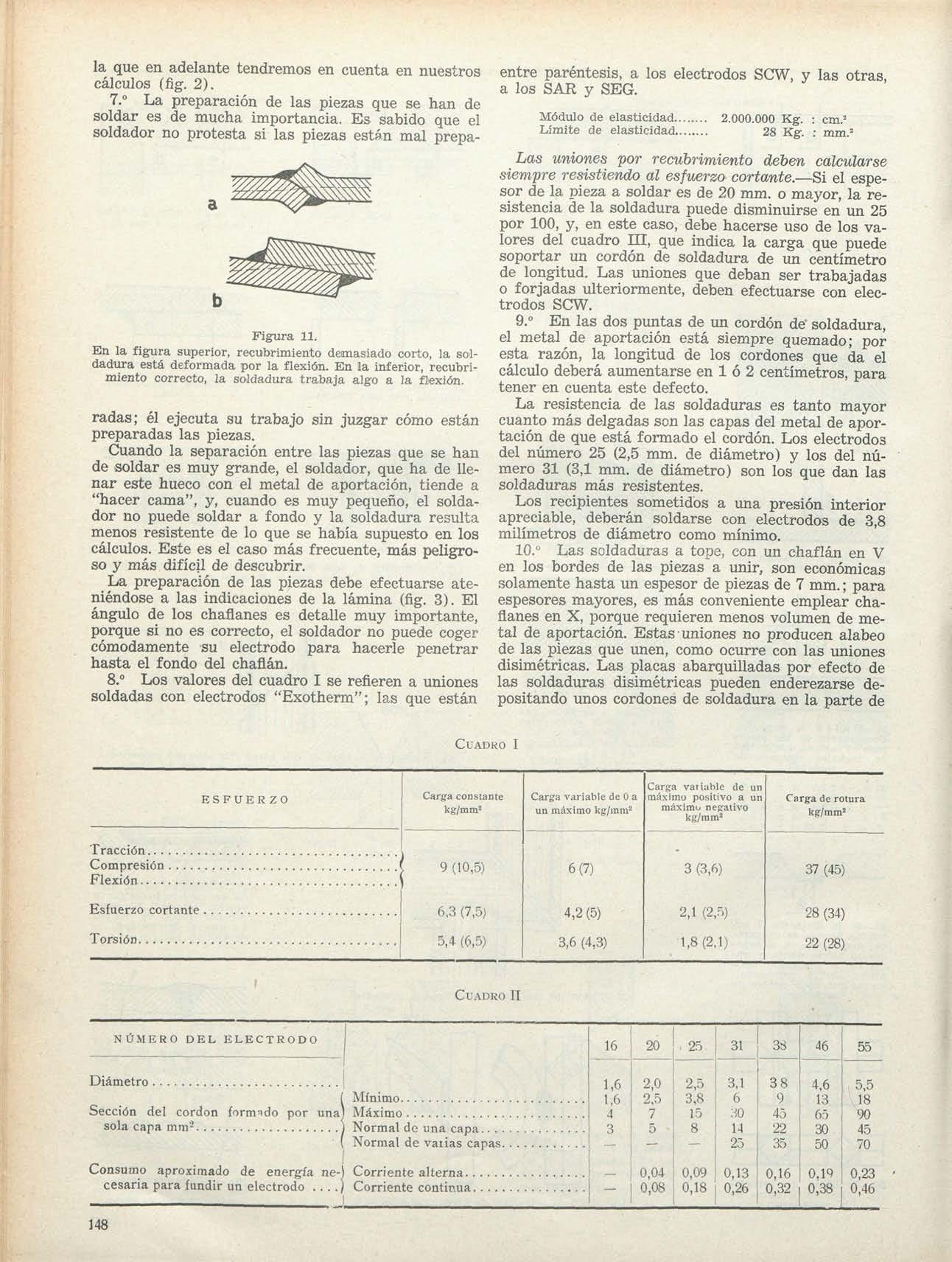
7." La preparación de las piezas que se han de soldar es de mucha importancia. Es sabido que el soldador no protesta si las piezas están mal prepa-
entre paréntesis, a los electrodos SCW, y las otras, a los SAR y SEG
Módulo de elasticidad...... Límite de elasticidad
2.000.000 Kg. 28 Kg._ cm.^
Las uniones por recubrimiento deben calcularse siempre resistiendo al esfuerzo cortante.—Si el espesor delapieza a soldar esde20mm omayor, la resistencia dela soldadura puede disminuirse en un 25 por loo, y, en este caso, debe hacerse uso delos valores del cuadro III, que indica la carga que puede soportar un cordón de soldadura de un centímetro de longitud Las uniones que deban ser trabajadas o forjadas ulteriormente, deben efectuarse con electrodos SCW
Figura 11
En la figura superior, recubrimiento demasiado corto, la soldadura está deformada por la flexión. En la inferior, recubrimiento correcto, la soldadura trabaja algo a la flexión.
radas; él ejecuta su trabajo sin juzgar cómo están preparadas las piezas
Cuando la separación entre las piezas que se han de soldar es muy grande, el soldador, que ha de llenar este hueco con el metal de aportación, tiende a "hacer cama", y, cuando es muy pequeño, el soldador no puede soldar a fondo y la soldadura resulta menos resistente de lo que se había supuesto en los cálculos.Este es el caso más frecuente, más peligrosoy más difícil de descubrir.
La preparación de las piezas debe efectuarse ateniéndose a las indicaciones de la lámina (fig 3) El ángulo de los chaflanes es detalle muy importante, porque si no es correcto, el soldador no puede coger cómodamente su electrodo para hacerle penetrar hasta el fondo del chaflán.
8.° Los valores del cuadro I serefieren a uniones soldadas con electrodos "Exotherm"; las que están
9." En las dospuntas de un cordón de soldadura, el metal de aportación está siempre quemado; por esta razón, la longitud de los cordones que da el cálculo deberá aumentarse en1ó2centímetros, para tener en cuenta este defecto
La resistencia de las soldaduras es tanto mayor cuantomás delgadassonlascapasdelmetal de aportación deque está formado el cordón Los electrodos del número 25 (2,5 mm de diámetro) y los del número 31 (3,1mm de diámetro) son los que dan las soldaduras más resistentes
Los recipientes sometidos a una presión interior apreciable, deberán soldarse con electrodos de 3,8 milímetros de diámetro como mínimo
10." Las soldaduras a tope, con un chaflán en V en los bordes de las piezas a unir, son económicas solamente hasta un espesor depiezasde 7 mm.; para espesores mayores, es más conveniente emplear chaflanes enX,porque requieren menos volumen de metal de aportación Estas uniones no producen alabeo delas piezas que unen, como ocurre con las uniones disimétricas. Las placas abarquilladas por efecto de las soldaduras disimétricas pueden enderezarse depositando unos cordones de soldadura en la parte de
CUADRO I ESFUERZ O Carg-a consiante "kglrsím.' Carga variable de 0 a un máximo k^/mni^ Carg;a vanable de un máximo positivo a un máximo negativo k'íí/ram^ Carga de rotura Tracción Compresión 9 (10,5) 6(7) 3 (3,6) 37(45) Flexión Esfuerzo cortante 6,3 (7,5j 4,2(5) 2,1 (2,.^) 28(34) Torsión 5,4 (6,5) 3,6 (4,3) 1,8 (2,1) 22(28) CUADRO II NÚMER O DE L ELECTROD O 16 20 25 31 3S 46 55 Diámetro 1,6 2,0 2,5 3,1 38 4,6 5,5 í Mínimo 1,6 2,5 3,8 6 9 13 18 Sección del cordón formado por una Máximo 4 7 15 30 45 65 90 sola capa mm- Normal de una capa 3 5 8 14 22 30 45 Normal de valias capas — — — 25 35 50 70 1 Consumo aproximado de energía ne-^ Corriente alterna 0,04 0,09 0,13 0,16 0,19 0,23 cesarla para fundir un electrodo .. ..) Corriente contitxua 0,08 0,18 0,26 0,32 0,38 0,46 148 i
fuera de la chapa (fig 39, lámina 3) La contracción del cordón de soldadura, al enfriarse, es de un 8 por 100
12 Advertencias para proyectar uniones soldadas.
11
El espesor del cordón que un soldador puede ejecutar de una vez con electrodos de un diámetro dado, es variable El cuadro II da los limites máximo y mínimo de los espesores de los cordones que con cada electrodo se pueden obtener
Ejemplo: Un chaflán en forma de V, de 20 mm de altura (chapa de 20 mm de espesor), tiene 2,5 milímetros de ancho en la parte baja y 26 mm arriba Hay que rellenarlo de soldadura ¿Cuál será el número de las capas que hay que dar?
Sección del chaflán: 20 (2,5 + 26) = 285 mm.=
Aumentemos un 15 por 100 por el copete del cordón, que sobresale por encima de los bordes de las chapas, y se tiene 1,15 X 285 = 330 mm.^
La primera capa se hará con electrodo del número 31, y después se darán ocho capas con electrodo
I No se deben adoptar perfiles mayores que los estrictamente necesarios deducidos por el cálculo, porque la soldadura no afecta nada a la sección de las piezas
II No deben hacerse recubrimientos exagerados, sino solamente los necesarios para poder hacer las uniones sin necesidad de cartelas Por otra parte, la rigidez de los nudos de las estructuras soldadas eléctricamente hace, por regla general, superfino el empleo de cartelas
III. Las uniones por recubrimiento deben hacerse, si es posible, de modo que ni el agua ni la humedad puedan penetrar entre las dos piezas unidas. Para esto se debe soldar todo el contomo de la unión como indica la figura 4.
IV Para reforzar una costura remachada, problema que se presentará frecuentemente hasta que la soldadura sea definitivamente adoptada, es necesario que el remachado y la soldadura puedan resistir cada uno de ellos, sin la ayuda del otro, la tota-
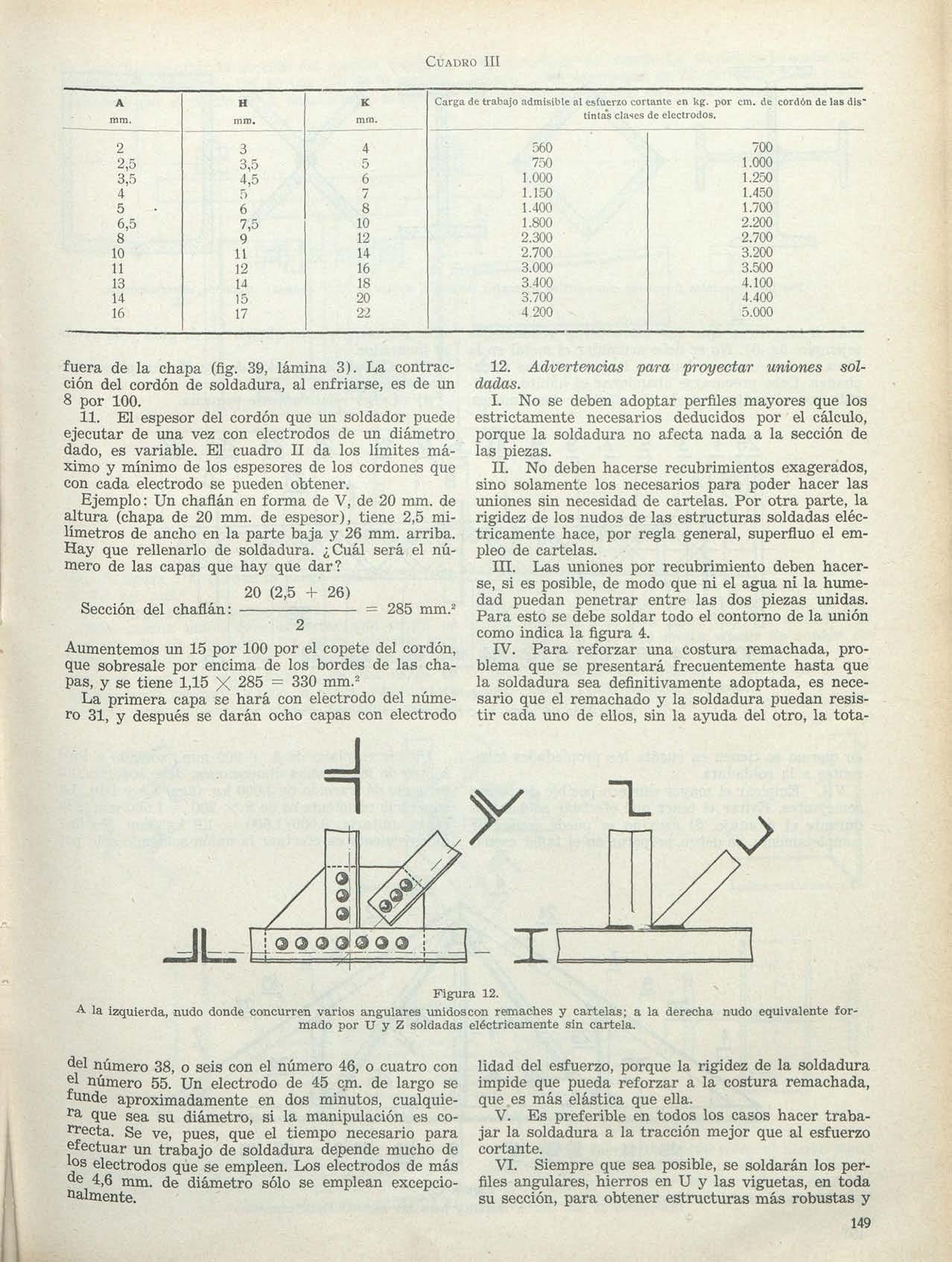
•A- la izquierda, nudo donde concurren varios angulares unidoscon remaches y cartelas; a la derecha nudo equivalente formado por U y Z soldadas eléctricamente sin cartela.
del número 38, o seis con el número 46, o cuatro con el número 55 Un electrodo de 45 cm de largo se funde aproximadamente en dos minutos, cualquieque sea su diámetro, si la manipulación es correcta Se ve, pues, que el tiempo necesario para efectuar un trabajo de soldadura depende mucho de los electrodos que se empleen Los electrodos de más de 4,6 mm de diámetro sólo se emplean excepcionalmente
lidad del esfuerzo, porque la rigidez de la soldadura impide que pueda reforzar a la costura remachada, que es más elástica que ella
V. E s preferible en todos los casos hacer trabajar la soldadura a la tracción mejor que al esfuerzo cortante.
VI. Siempre que sea posible, se soldarán los perfiles angulares, hierros en U y las viguetas, en toda su sección, para obtener estructuras más robustas y
A mm. H mm K mm. Carga de trabajo admisible al esfuerzo cortante en kg. por cm. de cordón de las dis" tintas clases de electrodos 2 3 4 560 700 2,5 3,5 5 750 1.000 3,5 4,5 6 1.000 1.250 4 5 7 1.150 1.450 5 6 8 1.400 1.700 6,5 7,5 10 1.800 2.200 8 9 12 2.300 2.700 10 11 14 2.700 3.200 11 12 16 3.000 3.500 13 14 18 3.400 4.100 14 15 20 3.700 4.400 16 17 22 4 200 5.000
CUADRO III
Figura 12.
149
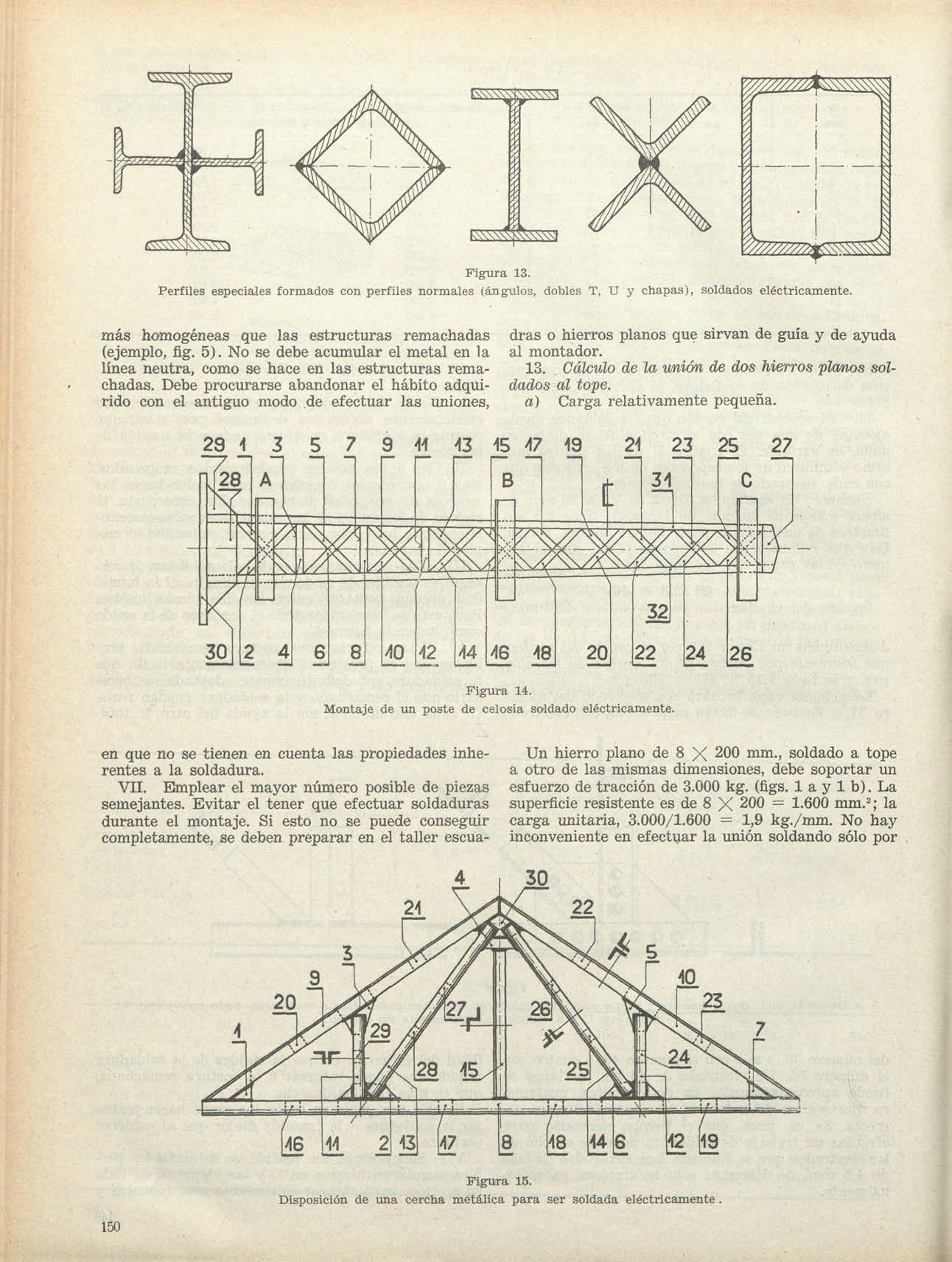
Perfiles
más homogéneas que las estructuras remachadas dras ohierros planos que sirvan deguía y de ayuda (ejemplo, fig. 5) No se debe acumular elmetal en la al montador línea neutra, como se hace en las estructuras rema- 13 Cálculo de la unión de dos hierros planos solchadas Debe procurarse abandonar el hábito adqui- dados ál tope. rido con el antiguo modo de efectuar las uniones, a) Carga relativamente pequeña
en que no se tienen en cuenta las propiedades inherentes a la soldadura
VII. Emplear el mayor número posible de piezas semejantes Evitar el tener que efectuar soldaduras durante el montaje Si esto no se puede conseguir completamente, se deben preparar en el taller escua-
Un hierro plano de 8 X 200 mm., soldado a tope a otro de las mismas dimensiones, debe soportar un esfuerzo detracción de3.000 kg (figs 1ay 1b) La superficie resistente es de8 X 200 = 1.600 mm.^; la carga unitaria, 3.000/1.600 = 1,9 kg./mm No hay inconveniente en efectiiar la unión soldando sólo por
4^I {
Figura 13.
especiales formados con perfiles normales (ángulos, dobles T, U y chapas), soldados eléctricamente
Figura 14. Montaje de un poste de celosía soldado eléctricamente.
150 i
Figura 15. Disposición de una cercha metálica para ser soldada eléctricamente.
ün lado y aumentar la sección del cordón, teniendo en cuenta la reducción del 15por 100de la sección resistente por el efecto de la entalladura, según in-
logramos/mm.= solamente.Lasección dela soldadura deberá, pues, sermayor de72.000/37 = 1.950mm.^ El espesor del cordón será como mínimo 1.950/200
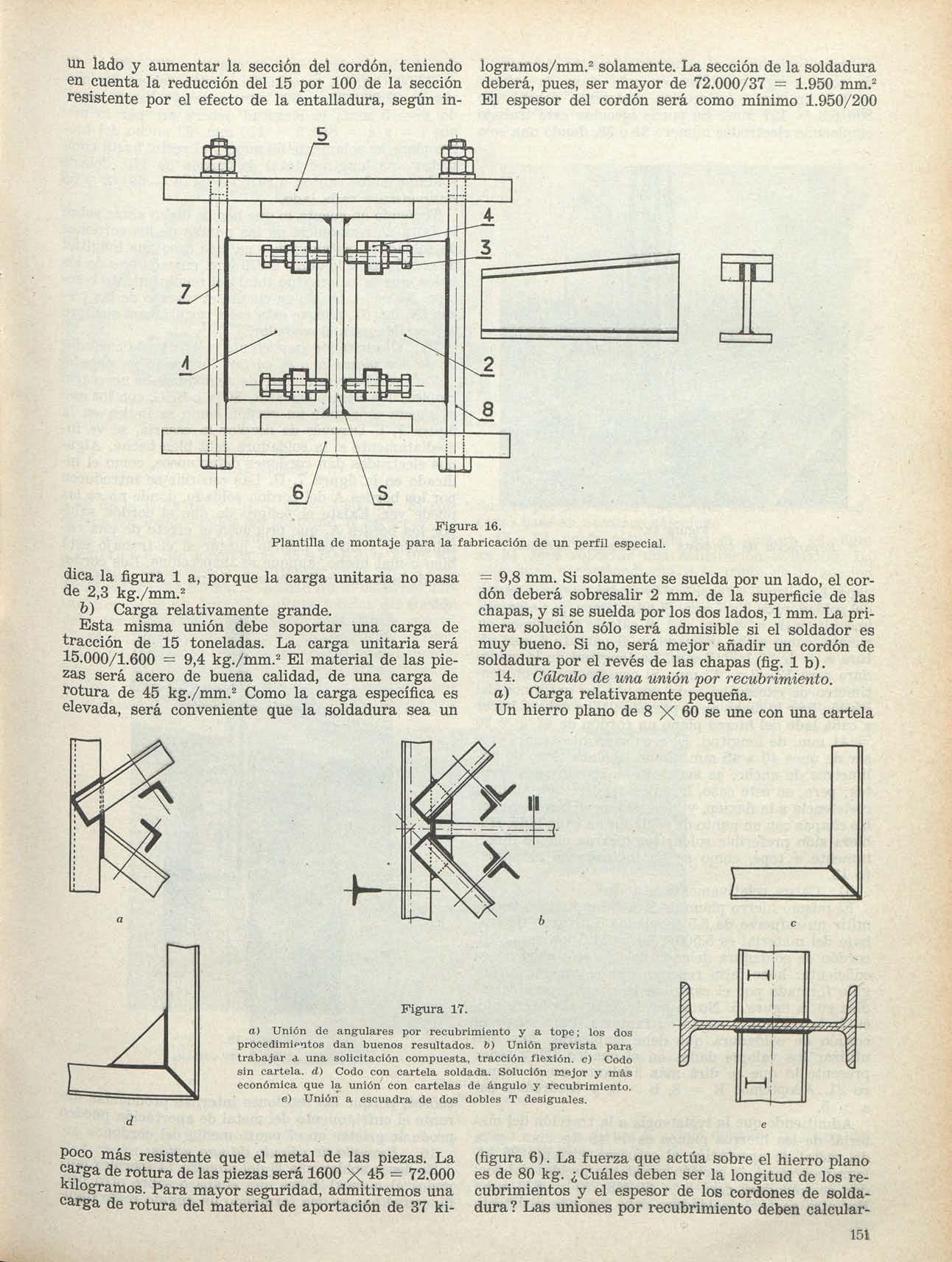
Figura 16.
Plantilla demontaje para lafabricación deunperfil especial.
dica la figura 1 a, porque la carga unitaria no pasa de 2,3 kg./mm.^
b) Carga relativamente grande
Esta misma unión debe soportar una carga de tracción de 15 toneladas La carga unitaria será
15.000/1.600 = 9,4kg./mm.^ El material delas piezas será acero de buena calidad, de una carga de rotura de 45 kg./mm.^ Como la carga específica es elevada, será conveniente que la soldadura sea un
= 9,8mm Sisolamente sesuelda porunlado,el cordón deberá sobresalir 2 mm de la superficie de las chapas,ysisesueldaporlosdoslados,1mm.Laprimera solución sólo será admisible si el soldador es muy bueno Si no, será mejor añadir un cordón de soldadura porelrevés delaschapas (fig Ib)
14 Cálculo de una unión por recubrimiento.
a) Carga relativamente pequeña
Un hierro plano de8 X 60seuneconuna cartela
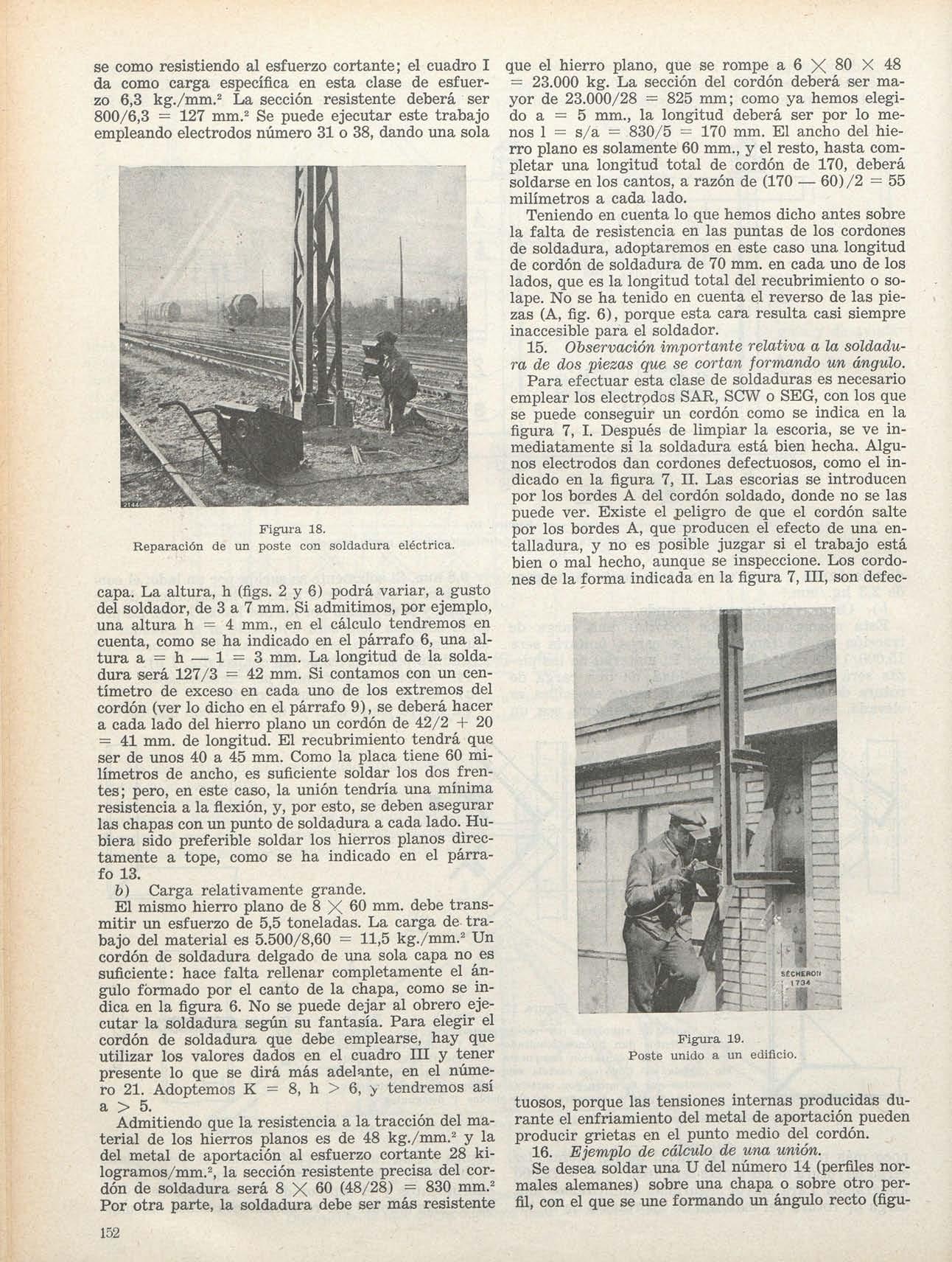
a) Unión de angulares por recubrimiento y a tope; los dos procedimientos dan buenos resultados, b) Unión prevista para trabajar a una solicitación compuesta, tracción flexión, c) Codo sin cartela, d) Codo con cartela soldada Solución mejor y más económica que la unión con cartelas de ángulo y recubrimiento, e) Unión a escuadra de dos dobles T desiguales
poco más resistente que el metal de las piezas. La cargaderotura delaspiezasserá1600 X 45= 72.000 Kilogramos Para mayor seguridad, admitiremos una carga derotura delmaterial deaportación de37ki-
(figura 6) Lafuerza queactúa sobre elhierro plano es de80kg ¿Cuáles deben serlalongitud delosrecubrimientos y el espesor de loscordones de soldadura? Lasuniones porrecubrimiento deben calcular-
aa
Figura 17.
15ll
se como resistiendo al esfuerzo cortante; el cuadro I da como carga específica en esta clase de esfuerzo 6,3 kg./mm 2 La sección resistente deberá ser 800/6,3 = 127 mm 2 Se puede ejecutar este trabajo empleando electrodos número 31 o 38, dando una sola
que el hierro plano, que se rompe a 6 X 80 X 48 = 23.000 kg La sección del cordón deberá ser mayor de 23.000/28 = 825 mm; como ya hemos elegido a = 5 mm., la longitud deberá ser por lo menos 1 = s/a = 830/5 = 170 mm El ancho del hierro plano es solamente 60 mm., y el resto, hasta completar una longitud total de cordón de 170, deberá soldarse en los cantos, a razón de (170 — 60) / 2 = 55 milímetros a cada lado
Teniendo en cuenta lo que hemos dicho antes sobre la falta de resistencia en las puntas de los cordones de soldadura, adoptaremos en este caso una longitud de cordón de soldadura de 70 mm en cada uno de los lados, que es la longitud total del recubrimiento o solape No se ha tenido en cuenta el reverso de las piezas (A, fig. 6), porque esta cara resulta casi siempre inaccesible para el soldador
15. Observación importante relativa a la soldadura de dos piezas que se cortan formando un ángulo., Para efectuar esta clase de soldaduras es necesario 1 emplear los electrpdos SAR, SCW o SEG, con los que ! se puede conseguir un cordón como se indica en la ' figura 7, I Después de limpiar la escoria, se ve in- ^ mediatamente si la soldadura está bien hecha Algunos electrodos dan cordones defectuosos, como el indicado en la figura 7, II Las escorias se introducen por los bordes A del cordón soldado, donde no se las puede ver Existe el peligro de que el cordón salte por los bordes A, que producen el efecto de una entalladura, y no es posible juzgar si el trabajo está bien o mal hecho, aunque se inspeccione Los cordones de la forma indicada en la figura 7, III, son defec-
capa La altura, h (figs 2 y 6) podrá variar, a gusto del soldador, de 3 a 7 mm Si admitimos, por ejemplo, una altura h = 4 mm., en el cálculo tendremos en cuenta, como se ha indicado en el párrafo 6, una altura a = h — 1 = 3 mm. La longitud de la soldadura será 127/3 = 42 mm Si contamos con un centímetro de exceso en cada uno de los extremos del cordón (ver lo dicho en el párrafo 9), se deberá hacer a cada lado del hierro plano un cordón de 42/2 + 20 = 41 mm de longitud El recubrimiento tendrá que ser de unos 40 a 45 mm Como la placa tiene 60 milímetros de ancho, es suficiente soldar los dos frentes; pero, en este caso, la unión tendría una mínima resistencia a la flexión, y, por esto, se deben asegurar las chapas con un punto de soldadura a cada lado Hubiera sido preferible soldar los hierros planos directamente a tope, como se ha indicado en el párrafo 13
b) Carga relativamente grande
El mismo hierro plano de 8 X 60 mm debe transmitir un esfuerzo de 5,5 toneladas La carga de trabajo del material es 5.500/8,60 = 11,5 kg./mm.^ Un cordón de soldadura delgado de una sola capa no es suficiente: hace falta rellenar completamente el ángulo formado por el canto de la chapa, como se indica en la figura 6 No se puede dejar al obrero ejecutar la soldadura según su fantasía Para elegir el cordón de soldadura que debe emplearse, hay que utilizar los valores dados en el cuadro III y tener presente lo que se dirá más adelante, en el número 21. Adoptemos K = 8, h > 6, > tendremos así a > 5
Admitiendo que la resistencia a la tracción del material de los hierros planos es de 48 kg./mm.'* y la del metal de aportación al esfuerzo cortante 28 kilogramos/mm.% la sección resistente precisa del cordón de soldadura será 8 X 60 (48/28) = 830 mm.^ Por otra parte, la soldadura debe ser más resistente
tuosos, porque las tensiones internas producidas durante el enfriamiento del metal de aportación pueden producir grietas en el punto medio del cordón
16 Ejemplo de cálculo de una unión.
Se desea soldar una U del número 14 (perfiles normales alemanes) sobre una chapa o sobre otro perfil, con el que se une formando un ángulo recto (figu-
Figura 18 Reparación de un poste con soldadura eléctrica.
Figura 19.
Poste unido a un edificio.
152!
ra 5) La U está solicitada a tracción El espesor de las alas de éstas U del número 14 es de 10 mm., la carga de rotura del material es 48 kg./mm.^ El esfuerzo transmitido por cada centímetro lineal de las
tante-tracción La resistencia de la soldadura a esta clase de solicitación es mucho más favorable que al esfuerzo cortante simple Se puede admitir en este caso, sin peligro alguno, un coeficiente de seguri-
alas de la U es 10 X 10 X 48 = 4.800 kg. Si soldamos por losdoslados del contorno, elesfuerzo que cada uno deestos dos cordones de soldadura interior y exterior ha de soportar es de 4.800/2 = 2.400 kilogramos por lomenos; admitamos 2.650 kg La carga derotura del cordón desoldadura al esfuerzo cortante es de28 kg./mm.^ La altura teórica del cordón debe ser 2.650/(28 X 10) = 9,5 mm. En la práctica, según lo dicho en el cuadro III, la altura mínima del cordón deberá ser, en su parte más delgada, 9,5 + 1 < > 11mm Elcordón desoldadura, aplicado al alma de la U, cuyo espesor es de 7 mna., será por lo menos 7 X (48/28) = 12 mm., si se suelda por
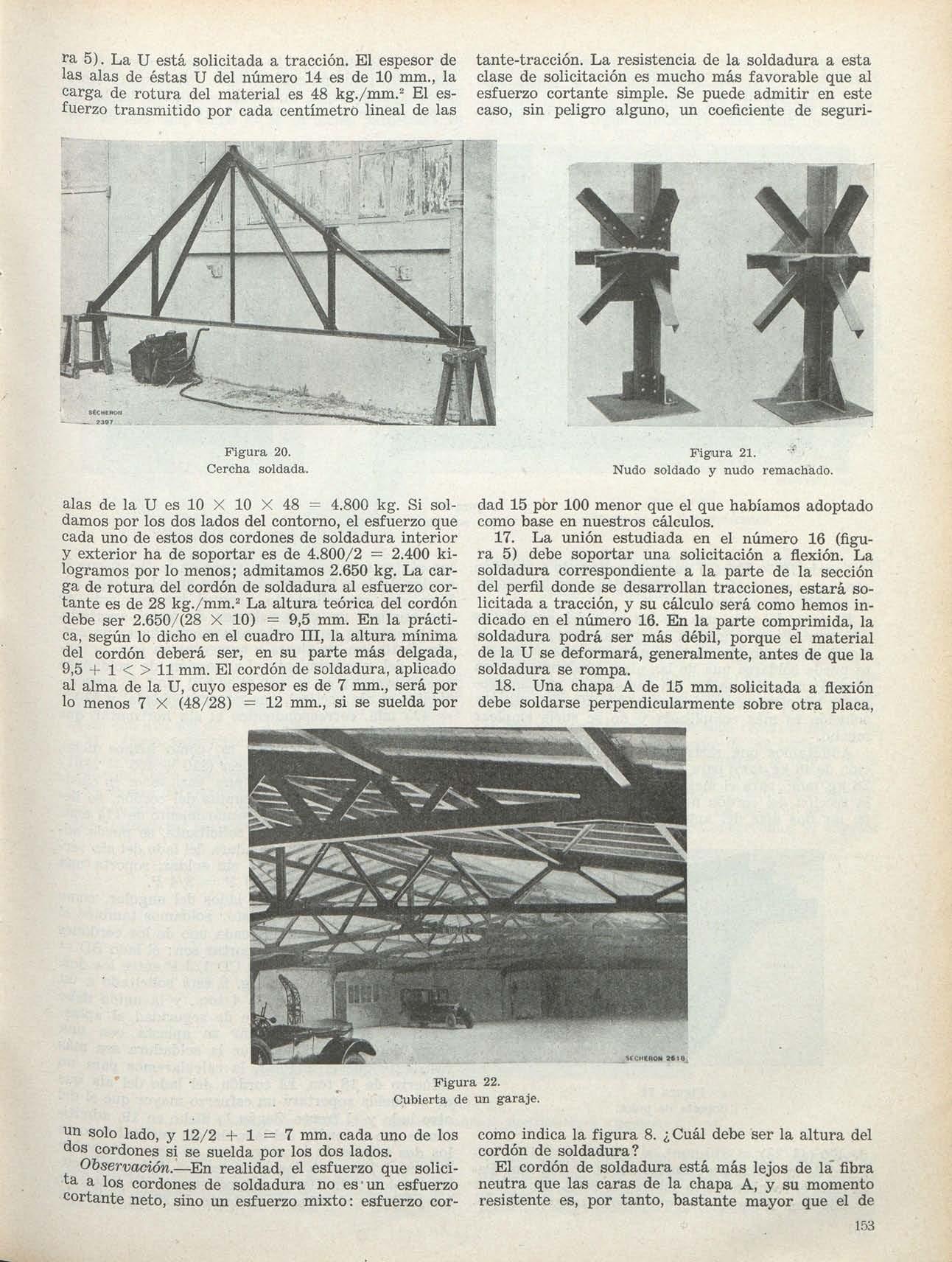
dad 15por 100menor que el que habíamos adoptado como base en nuestros cálculos
17 La unión estudiada en el número 16 (figura 5) debe soportar una solicitación a ñexión La soldadura correspondiente a la parte de la sección del perfil donde se desarrollan tracciones, estará solicitada a tracción, y su cálculo será como hemos indicado en el número 16 En la parte comprimida, la soldadura podrá ser más débil, porque el material de la U se deformará, generalmente, antes de que la soldadura se rompa
18 Una chapa A de 15 mm solicitada a ñexión debe soldarse perpendicularmente sobre otra placa
un solo lado, y 12/2 + 1 = 7 mm cada uno de los dos cordones si se suelda por los dos lados.
Observación.—En realidad, el esfuerzo que solicita a los cordones de soldadura no es'un esfuerzo cortante neto, sino un esfuerzo mixto: esfuerzo cor-
como indica la figura 8 ¿Cuál debe ser la altura del cordón de soldadura?
El cordón de soldadura está más lejos de la' fibra neutra que las caras de la chapa A, y su momento resistente es, por tanto, bastante mayor que el de
SÉCHEHON 2397
Figura 20. Cercha soldada.
Figura 21. Nudo soldado y nudo remachado
Figura 22 Cubierta de un garaje.
153
la chapa Es suficiente adoptar un cordón de una altura h = b/2 En nuestro caso, se puede fijar h = 7,5,y resulta a = 6,5 mm
19. Hay que unir con soldadura eléctrica un an-
dón de soldadura de 810 mm^., que corresponden al ala vertical que no está soldada Para hacer esto se puede, por ejemplo, aumentar el cordón del lado B hasta que tenga una altura de 16 mm en lugar de
PlIliiO
guiar de 70 X 70 X 7que está solicitado a tracción, con una cartela (fig 9) ¿Cuál debe ser la sección del cordón de soldadura?
El área de cada una de las alas del angular es 490 mm^ Si se preparan las piezas como indica la fig 9, que es lo que se hace normalmente, solamente puede soldarse una de las alas, quedando la otra libre Para poder soldar las dos alas es preciso preparar las piezas como indica la fig. 10. Esta última solución es más complicada y no se suele emplear mucho
Admitamos una resistencia de rotura a la tracción de48kg/mm^ para elmaterial delangular, y de 28 kg/mm^ para elmetal de aportación del cordón; la sección del cordón necesario para fijar cada una de las dos alas del angular deberá tener un valor
los cuatro que tenía antes (véase en la fig 9 que el cordón delladoBtienemásaltura queeldellado A) Pero este procedimiento tiene el inconveniente de que requiere un gran volumen de metal aportado En la práctica rsulta más conveniente hacer un cordón de 10mm de altura y atunentar un poco la longitud del recubrimiento. La sección de soldadura que se necesita en el lado B es 810 mm^ correspondientes al ala vertical, que no está soldada, y 810/2 = 405 mm correspondientes al ala horizontal, que está soldada
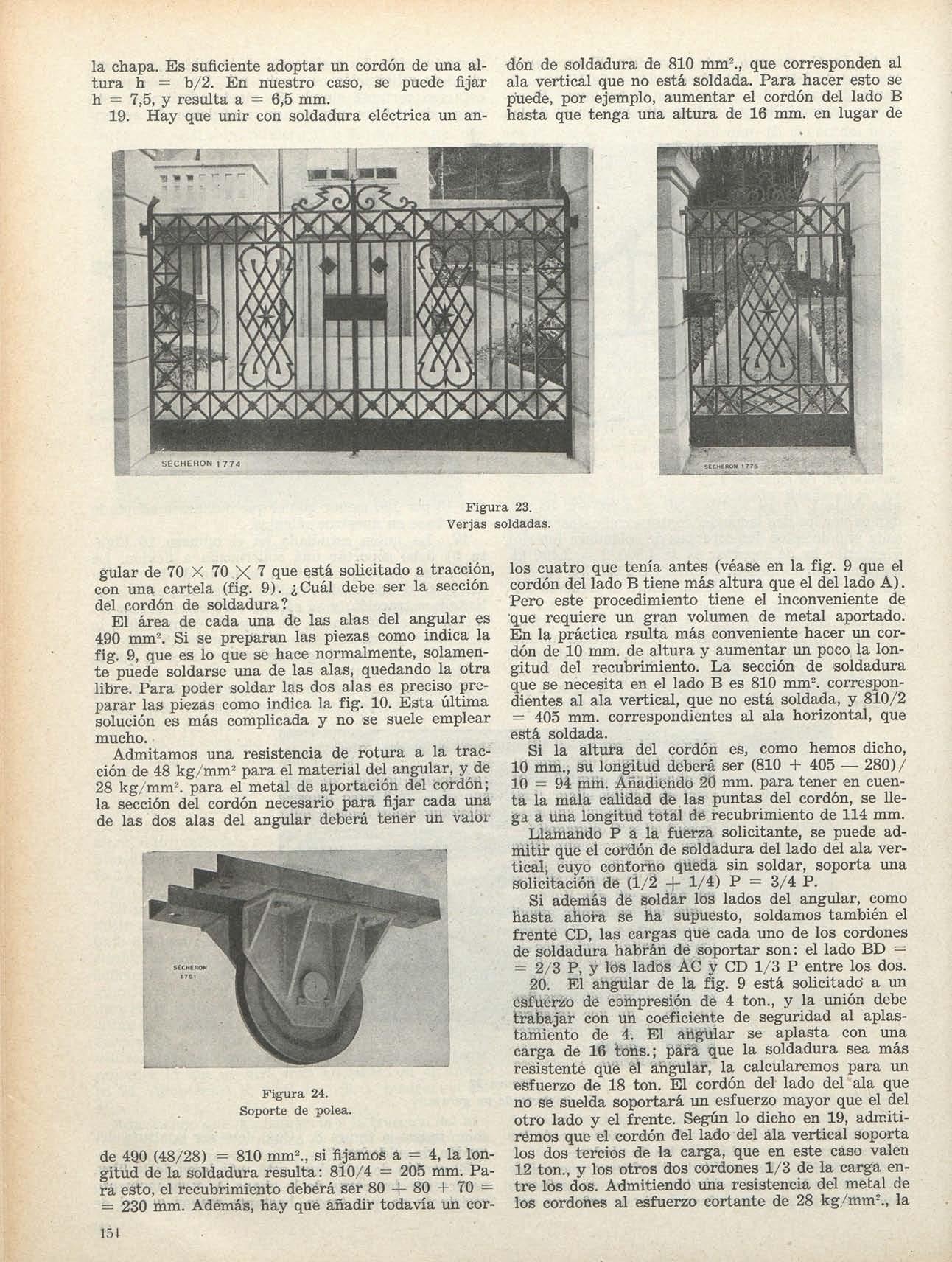
Si la altura del cordón es, como hemos dicho, 10mm., su longitud deberá ser (810 + 405— 280)/ 10 = 94mm. Añadiendo 20mm. para tener en cuenta la mala calidad de las puntas del cordón, se llega a una longitud total dérecubrimiento de114 mm Llamando P a la fuerza solicitante, se puede admitir queelcordón de soldadura dellado del ala vertical, cuyo contomo queda sin soldar, soporta una solicitación de (1/2 + 1/4) P = 3/4 P
de 4Q0(48/28) = 810mm^., si fijamos a = 4,la longitud dela soldadura resulta: 810/4 = 205 mm Para esto,elrecubrimiento deberá ser 80 + 80 + 70 = = 230mm Además, hay que á.ñadir todavía un cor-
Si además dé soldar los lados del angular, como Hasta ahora se ha supuesto, soldamos también el frente CD, las cargas que cada uno de los cordones de soldadura habrán de soportar son: ellado BD = = 2/3 P, y los lados AC y CD 1/3 P entre los dos 20 El angular de la fig 9 está solicitado' a un esfuerzo de compresión de 4 ton., y la unión debe trabajar con uh coeficiente de seguridad al aplastamiento de 4 El angular se aplasta con una; carga de 16 tons.; párá que la soldadura sea más; resistente que él angular, la calcularemos para un\ esfuerzo de 18 ton. El cordón del lado del ala que: no se suelda soportará un esfuerzo mayor que el del otro lado y el frente Según lo dicho en 19, admití-' remos que el cordón del lado del ala vertical soporta los dos tercios de la carga, que en este caso valen 12ton., y los otros dos cordones 1/3 de la carga entre los dos Admitiendo una resistencia del metal de los cordones al esfuerzo cortante de 28 kg/mm=., la
SÉCHERO N 1770
Figura 23. Verjas soldadas.
Figura 24 Soporte de polea.
15t
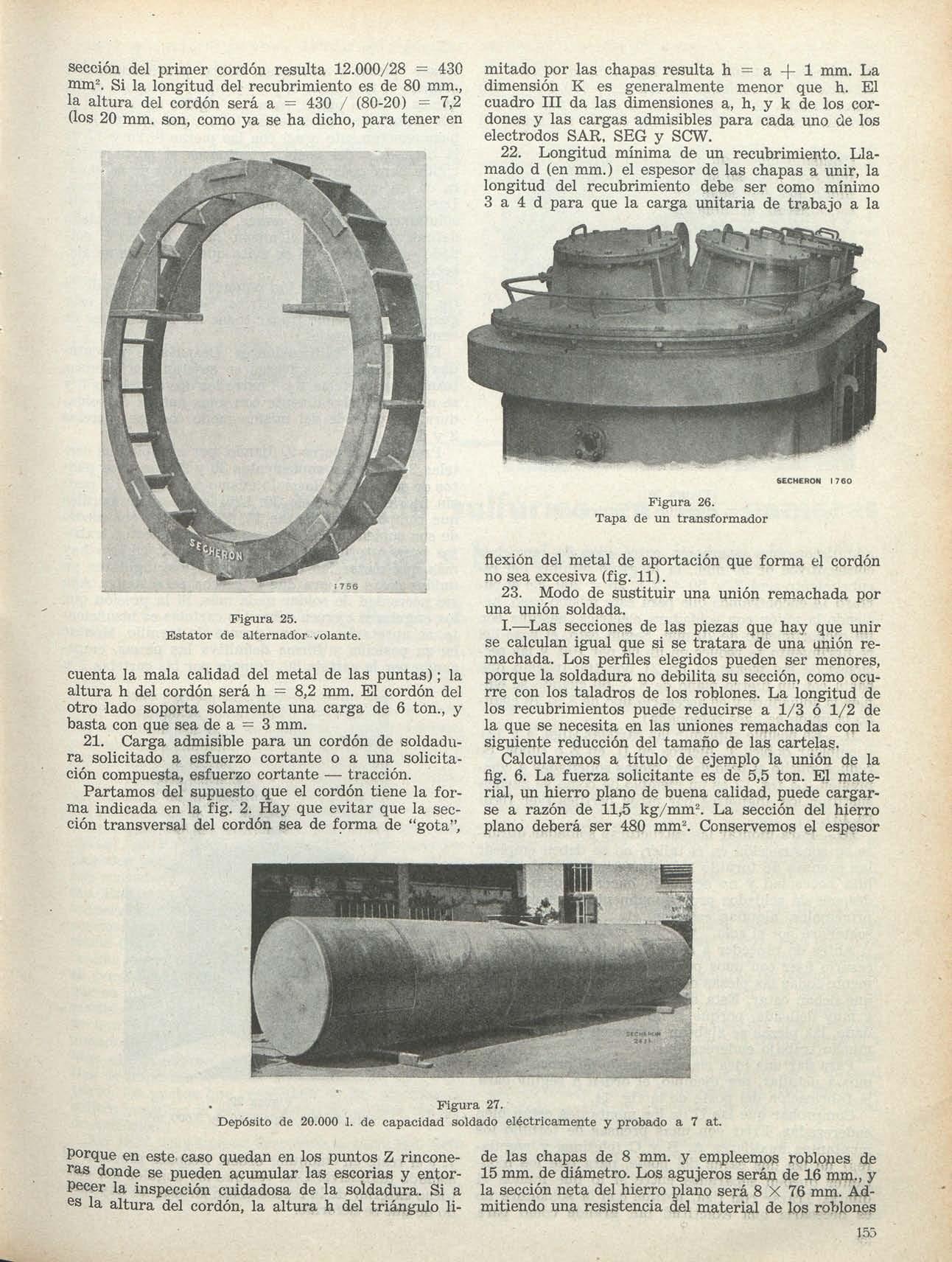
sección del primer cordón resulta 12.000/28 = 430 mitado por las chapas resulta h = a -f 1 mm La mm^ Si la longitud del recubrimiento es de 80 mm., la altura del cordón será a = 430 / (80-20) = 7,2 (los20 mm son, como ya se ha dicho, para tener en
dimensión K es generalmente menor que h El cuadro HI da las dimensiones a, h, y k de los cordones y las cargas admisibles para cada uno de los electrodos SAR, SEG y SCW.
22 Longitud mínima de un recubrimiento Llamado d (en mm.) el espesor de las chapas a unir, la longitud del recubrimiento debe ser como mínimo 3 a 4 d para que la carjga i;íiitaria de trabajo a la
cuenta la mala calidad del metal de las puntas); la altura h del cordón será h = 8,2 mm El cordón del otro lado soporta solamente una carga de 6 ton., y basta con que sea dea = 3 mm
21 Carga admisible para un cordón de soldadura solicitado a esfuerzo cortante o a una solicitación compuesta, esfuerzo cortante — tracción
Partamos del supuesto que el cordón tiene la forma indicada en la fig 2 Hay que evitar que la sección transversal del cordón sea de forma de "gota"
flexión del metal de aportación que forma el cordón noseaexcesiva (fig 11)
23 Modo de sustituir una unión rem^achada por una unión soldada
I.—Las secciones de las piezas que hay que unir se calculan igual que si se tratara de una anión remachada. Los perfiles elegidos pueden ser menores, porque la soldadura no debilita su sección, como ocurre con los taladros de los roblones La longitud de los recubrimientos puede reducirse a 1/3 ó 1/2 de la que se necesita en las uniones remachadas con la siguiente reducción del tamaño de las cartelas
Calcularemos a título de ejemplo la unión de la fig. 6. La fuerza solicitante es de 5,5 ton. El material, un hierro plano de buena calidad, puede cargarse a razón de 11,5 kg/mm^ La sección del hierro plano deberá ser 480 mm^ Conservemos el espesqr_
Depósito de 20.000 1. de capacidad soldado eléctricamente y probado a 7 at.
porque en este caso quedan en los puntos Z rinconeras donde se pueden acumular las escorias y entorpecer la inspección cuidadosa de la soldadura Si a ®sla altura del cordón, la altura h del triángulo li-
de las chapas de 8 mm y empleemos roblones de 15mm dediámetro Losagujeros serán de16mm., y la secciónneta delhierro plano será 8 X 76mm. Admitiendo una resistencia del material delos roblones
Figura 25. Estator de alternador'volante.
SECMERON 17 60
Figura 26.
Tapa de un transformador
Figura 27
153
al esfuerzo corlante de 8,5 kg/mm^, la sección resistente de los roblones deberá ser 5.500/8,5 650 mm^ El área de los remaches es de 176 mm^ se necesitan 650/176 = 3,7, o sean, cuatro remaches. Si
trazar piezas remachadas Soldar provisionalmente primero eltravesano 3,por ejemplo, y después el 27, que es el dela punta, para dar rigidez al sistema, y, por último, uno en el centro (el13,por ejemplo) Se hace exactamente igual con las piezas 8, 26 y 17 de la otra cara del poste, y entonces el poste queda rígido para poder fijar con unos puntos de soldadura en un orden cualquiera todas las demás piezas Después de haber terminado de colocar y fijar absolutamente todas las piezas, se procede al soldado definitivo, siguiendo el mismo orden que en el soldado provisional Así se evita que las piezas se alabeen.
Ejemplo 2.—Hacer las uniones de la cercha de la fig. 15 con soldadura eléctrica. En trabajos de este género es preferible trazar todas las piezas antes de empezar el montaje
El orden de frabricación es: Después de presentadas y montadas las piezas se sujetan con prensas: tomillo las cartelas 1y 7entre losdos angulares 8y i se unen provisionalmente con unos puntos de sóida-i dura Se procede del mismo modo con las cartelas 2 y 6
admitimos una separación entre ejes de remaches consecutivos de 50 mm., la longitud mínima del recubrimiento será 3 X 50 -f 2 X 25 = 200 En el párrafo 14 encontramos que para este mismo caso, haciendo la unión con soldadura eléctrica, bastaba con un recubrimiento de 70 mm Según esto, el peso del recubrimiento se reduce en un 65por 100,y las secciones de las piezas en un 21 por 100 (puesto que basta con un hierro plano de 8 X 60 cuando se emplealasoldadura y esnecesariouno de8 X 76 cuandola unión se hace roblonada)
II.—Es posible suprimir las cartelas (figs 4 y 12) y emplear dobles T, hierros en U, en Z o tubos. Se reduce mucho elpesodelaspiezas solicitadas a compresión La fig 12 esun ejemplo de cómo se pueden sustituir los angulares por otros perfiles (ver figura 13)
III.—Para montar las estructuras soldadas durante su construcción en el taller, no se deben emplear las prensas de tornillo más que donde sea de absoluta necesidad y no se pueda hacer de otro modo; después de soldados provisionalmente los montantes principales, algunas cartelas, etc., la estructura se sostendrá por sí sola
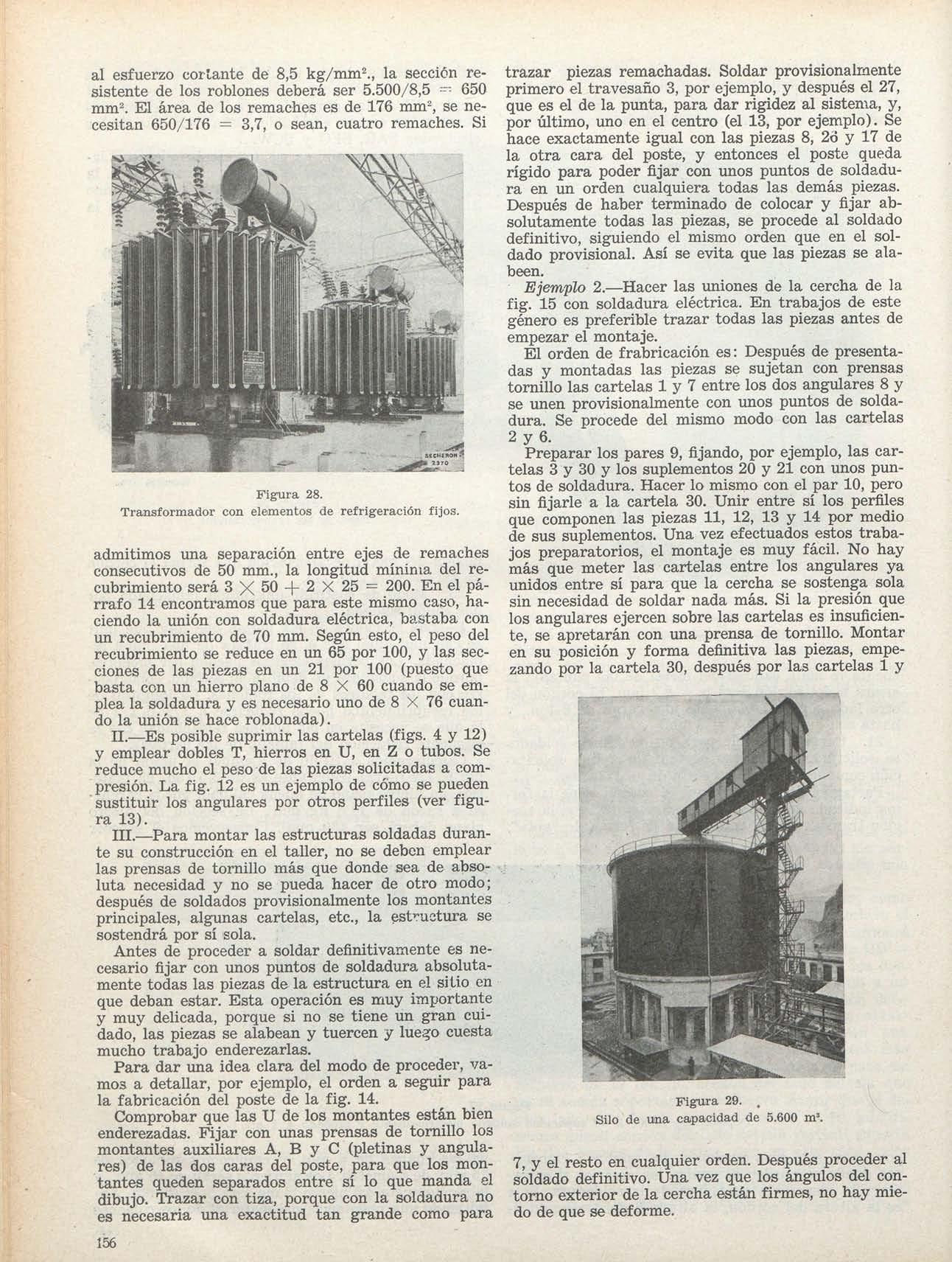
Antes de proceder a soldar definitivamente es necesario fijar con unos puntos de soldadura absolutamente todas las piezas dela estructura en el sitio en que deban estar Esta operación es muy importante y muy delicada, porque si no se tiene un gran cuidado, las piezas se alabean y tuercen y luego cuesta mucho trabajo enderezarlas.
Para dar una idea clara del modo deproceder, vamos a detallar, por ejemplo, el orden a seguir para la fabricación del poste de la fig 14
Comprobar que las U de los montantes están bien enderezadas Fijar con unas prensas de tornillo los montantes auxiliares A, B y C (pletinas y angulares) de las dos caras del poste, para que los montantes queden separados entre sí lo que manda el dibujo Trazar con tiza, porque con la soldadura no es necesaria una exactitud tan grande como para
Preparar los pares 9, fijando, por ejemplo, las cartelas 3y 30y lossuplementos 20 y 21con unos puntosdesoldadura Hacer lomismo conelpar 10, pero sin fijarle a la cartela 30 Unir entre sí los perfiles que componen las piezas 11, 12, 13 y 14 por medio de sus suplementos Una vez efectuados estos trabajos preparatorios, el montaje es muy fácil No hay más que meter las cartelas entre los angulares ya unidos entre sí para que la cercha se sostenga sola sin necesidad de soldar nada más Si la presión que losangulares ejercen sobrelas cartelas es insuficiente, se apretarán con una prensa de tornillo. Montar en su posición y forma definitiva las piezas, empezando por la cartela 30,después por las cartelas 1 y
7,y elresto en cualquier orden Después proceder al soldado definitivo Una vez que los ángulos del contomo exterior delacercha están firmes, nohay miedodequese deforme
Figura 28. ] Transformador con elementos de refrigeración fijos. j
Figura 29. , \ Silo de una capacidad de 5.600 m'
156;
De lo que precede podemos deducir las reglas generales siguientes:
Las soldaduras provisionales deben ser cortas (de2a4cm.),hacerse eléctricamente yhacerse antes de empezar a soldar definitivamente Los cordones de soldadura, al enfriarse, tienden a disminuir de longitud Hace falta, pues, empezar por hacer firmes los ángulos del contorno exterior de la estructura para evitar que laspiezas se alabeen durante los trabajos ulteriores Las cerchas triangulares tienen poca tendencia a deformarse Por el contrario, los postes se alabean fácilmente
Es preferible acabar en el taller, donde el soldador tiene todos sus herramientas y dispone de medios auxiliares, todo lomás posible eltrabajo de soldadura, para facilitar el montaje y reducir el trabajo "in situ", donde el soldador no dispone de tantas facilidades y tiene a menudo que andar sobre los andamios y soldar en posiciones poco cómodas
Se deben evitar en lo posible las soldaduras sobre caras verticales, y tener que soldar de abajo a
arriba (por encima de la cabeza llaman a esta clase de soldadura los del oficio) Sefacilita mucho el trabajo "in situ" fijando en el taller en sitios convenientemente elegidos trozos pequeños de ángulos que sirven de ménsulas para apoyar sobre ellas las piezas grandes
Para hacer perfiles especiales compuestos de piezas unidas eléctricamente, es conveniente emplear plantillasydispositivoscomoelindicadoenla fig. 16, por ejemplo Las chapas 1 y 2, que están soldadas a los tornillos 7 y 8, permiten mantener vertical el alma "S" Las traviesas 5 y 6 sirven para colocar las platabandas de las cabezas perpendicularmente al alma Los tornillos 3, que entran a rosca en los tacos 4,permiten centrar exactamente el alma, cualquiera que sea su espesor En la fig 17 se detallan losensamblajes corrientes que pueden servir de guia al proyectista En las figs 18 a 29 se representan piezas, tubos, trabajo de calderería, construcciones metálicas, etc., fabricados por medio de la soldadura eléctrica
Fabricación de ácido sulfúrico en las cámaras de plomo modernas y los sistemas intensivos
Por H. E. WOISI
N
La fabricación del ácido sulfúrico era ya conocida en la Edad Me(Ma; es descrita, entre otros, en los escritos de Alberto el Grande (2). El ácido se obtenía calentando al rojo el alumbre o sulfato ferroso, y también porla combustión del azufre en presencia del salitre Este procedimiento se ha conservado en esencia hasta nuestros días En 1740,Ward, en Richmond, quemaba una mezcla de azufre y de salitre, y los gases así obtenidos eran condensados en matracespara dar ácidosulfúrico. Algunos años más tarde (1746), en Birmingham, los matraces fueron reemplazados por recipientes de plomo, y de este modo fué construido el primer sistema de cámaras de plomo En esa época la fabricación se realizaba de una manera muy incompleta, porque, por una parte, los productos nitrosos que se obtenían en la descomposición del salitre se perdían, y, por otra, el ácido obtenido era de débil concentración Sin embargo, no se puede negar que era todavía el mismo principio que seutiliza enlas cámaras de plomo actuales Las pérdidas de salitre no eran considerables, puesto que se trataba de instalaciones poco importantes; pero cuando se construyeron instalaciones más considerables, el gas nitroso que se escapaba producía molestias deimportancia en las inmediaciones, y, por otra parte, los gastos que resultaban de las pérdidas de salitre impedían la generalización del empleo del ácido sulfúrico
En 1827, Gay-Lussac descubrió la torre que lleva
(1) Artículo publicado en el "Carnet de la M'etallgesellschaft".
C2) E V Meyer "Geschichte der Chemie", Leipzig, X914,
su nombre, lo que remedió todos estos inconvenien- \ tes. Se regaba esta torre desde la parte superior con ácidosulfúrico y sela colocaba a continuación de las cámaras de plomo Se llega a recuperar el gas nitroso en el ácido sulfúrico por la formación de ácido niitrosil-sulfúrico Perosepresentó entoncesla dificultad dedesnitrar elácido sulfúrico nitrosado Se llegó a este resultado añadiendo agua y calentando el ácido. Pero este procedimiento no daba más que resultados incompletos, hasta que en 1864 el descubrimiento de la torre de Glover permitió desnitrar el ¡ ácido nitroso utilizando elcalor y elanhídrido sulfuroso de los gases de tostaoión con solo concentrar este ácido
La torre de Gay-Lussac y la torre de Glover han permitido la fabricación racional del ácido sulfúrico y su producción en gran escala Desde esta época ya no se han introducido más modificaciones esenciales en el procedimiento de las cámaras de plomo, y hoy se utiliza todavía la torre de Glover, las cámaras de plomo y las torres de Gay-Lusac Antes se partía de la combustión del azufre A causa del precio elevado de este producto, se ha renunciado completamente a este procedimiento en Alemania, y se parte actualmente de sulfuros metálicos La pirita es el mineral más empleado para lafabricación delácido sulfúrico. También se utilizan minerales de zinc, plomo, cobre, que contengan azufre
La pirita, que es una combinación natural de hierro y azufre, Sa Fe, puede contener hasta un 53 por 100 de azufre Pero la mayor parte de las veces contiene una cierta cantidad de ganga, de suerte que su
157
tanto por ciento de azufre baja hasta ser de un 48 por 100 La mayor parte de este azufre es transformado en anhídrico sulfuroso al combinarse con el oxígeno del aire y transformado en seguida en ácido sulfúrico.
Una pequeña parte de azufre queda en los residuos; esta cantidad varía según la naturaleza de la pirita, y particularmente de la cantidad de zinc, cobre y cal
E n las piritas ricas, el 2 ó 3 por 100 del azufre contenido en la pirita bruta queda en los residuos Hoy casi está completamente abandonada la tostación de la pirita en pedazos, porque tratando piritas ñnas el desprendimiento de polvo, que es inevitable, no produce diñcultad desde el descubrimiento del procedimiento Cottrell para quitar el polvo al gas eléctricamente
La mayor parte de las veces se opera en homos circulares mecánicos, sin aportación de combustible
Bl gas nitroso para la reacción de las cámaras de plomo es sunñni'Strado por el ácido nítrico que se añade en la torre de Glover
E n algunos casos raros solamente, por ejemplo, cuando se encuentra "salitre" a precio ventajoso, se
sivo, en el cual el gas que contiene el anhídrido sulfuroso es mezclado con productos nitrosos en las torres o por medio de dispositivos de agitación mecánica.
EVOLUCIÓN DEL PROCEDIMIENTO DE LAS CÁMARAS DE PLOMO E N LOS DIEZ ÚLTIMOS AÑOS
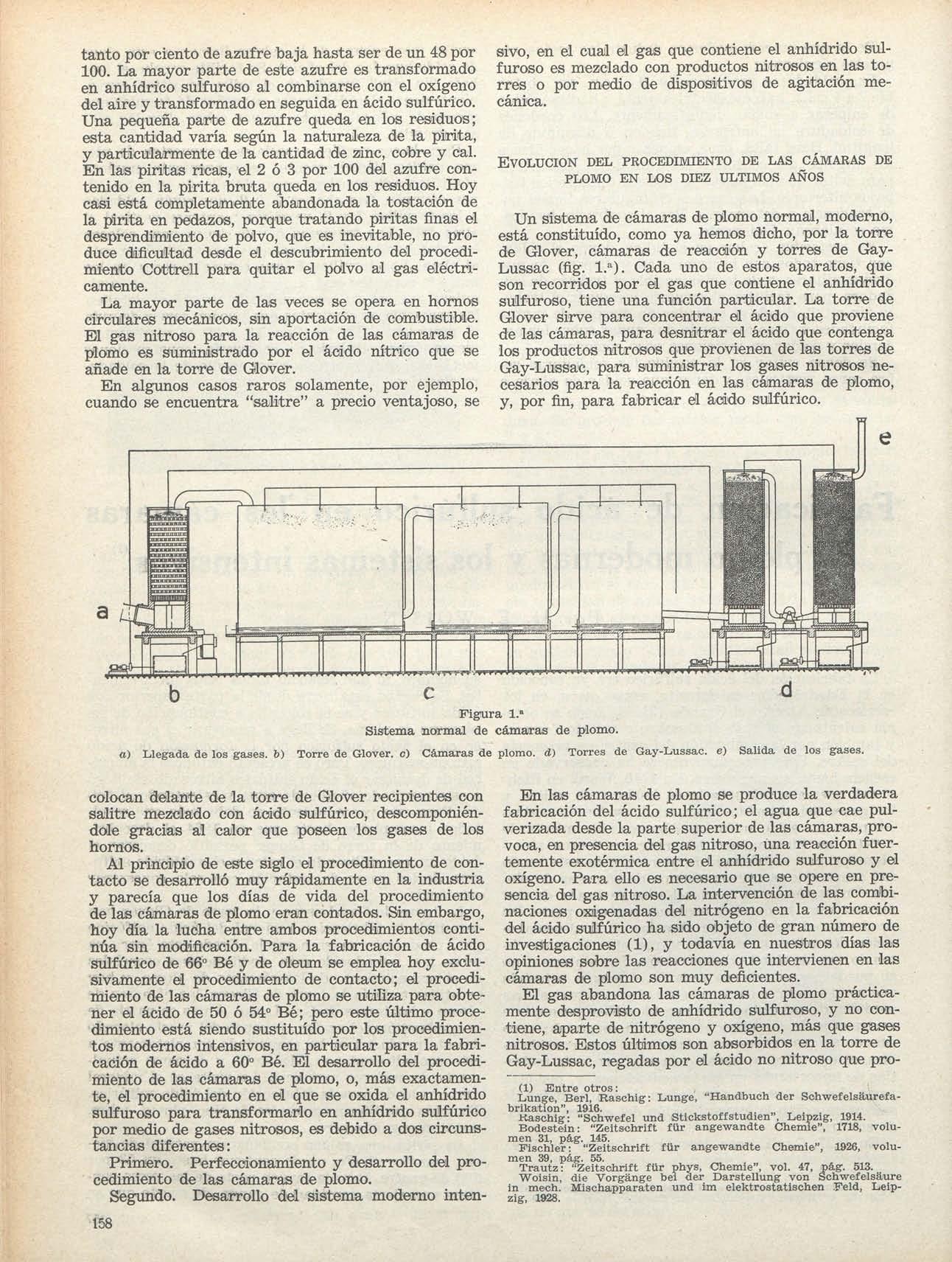
Un sistema de cámaras de plomo normal, moderno, está constituido, como ya hemos dicho, por la torre de Glover, cámaras de reacción y torres de GayLussac (ñg 1.") Cada uno de estos aparatos, que son recorridos por el gas que contiene el anhídrido sulfuroso, tiene una función particular. La torre de Glover sirve para concentrar el ácido que proviene de las cámaras, para desnitrar el ácido que contenga los productos nitrosos que provienen de las torres de Gay-Lussac, para suministrar los gases nitrosos necesarios para la reacción en las cámaras de plomo, y, por fin, para fabricar el áddo sulfúrico
Figura 1.»
colocan delante de la torre de Glover recipientes con salitre mezclado con ácido sulfúrico, descomponiéndole gracias al calor que poseen los gases de los homos.
Al principio de este siglo el procedimiento de contacto se desarrolló muy rápidamente en la industria y parecía que los días de vida del procedimiento de las cámaras de plomo eran contados Sin embargo, hoy día la lucha entre ambos procedimientos continúa sin modificación. Para la fabricación de ácido sulfúrico de 66° Bé y de oleum se emplea hoy exclusivamente el procedimiento de contacto; el procedinüento de las cámaras de plomo se utiliza para obtener el ácido de 50 ó 54° Bé; pero este último procedimiento está siendo sustituido por los procedimientos modemos inteMivos, en particular para la fabricación de ácido a 60° Bé. El desarrollo del procedimiento de las cámaras de plomo, o, más exactamente, el procedimiento en el que se oxida el anhídrido sulfuroso para transformarlo en anhídrido sulfúrico por medio de gases nitrosos, es debido a dos circunstancias diferentes:
Primero Perfeccionamiento y desarrollo del procedimiento de las cámaras de plomo
Segundo Desarrollo del sistema modemo inten-
E n las cámaras de plomo se produce la verdadera fabricación del ácido sulfúrico; el agua que cae pulverizada desde la parte superior de las cámaras, provoca, en presencia del gas nitroso, una reacción fuertemente exotérmica entre el anhídrido sulfuroso y el oxígeno Para ello es necesario que se opere en presencia del gas nitroso La intervención de las comlbinaciones oxigenadas del nitrógeno en la fabricación del ácido sulfúrico ha sido objeto de gran número de investigaciones (1), y todavía en nuestros días las opiniones sobre las reacciones que intervienen en las cámaras de plomo son muy deficientes
El gas abandona las cámaras de pJomo prácticamente desprovisto de anhídrido sulfuroso, y no contiene, aparte de nitrógeno y oxígeno, más que gases nitrosos. Estos últimos son absorbidos en la torre de Gay-Lussac, regadas por el ácido no nitroso que pro-
(1) Entre otros: Lunge, Berl, Raschig: Lunge, "Handbuch der Sohwefelsaurefabrikation", 1916.
Kaschig: "Schwefel und Stickstoffstudien", Leipzig, 1914
Bodestein: "Zeitschritt für angewandte Chemie", 1718, volumen 31, pág 145
Fischler: "Zeitschrift für angewandte Chemie", 1926, volumen 39, pág 55
Trautz: "Zeitschrift für phys, Chemie", vol 47, pág 513
Woisin, die Vorgange bei der Darstellung von Schwefelsaure in mech Mischapparaten und ün elektrostatischen Feld, Leipzig, 1928
bc
Sistema normal de cámaras de plomo.
a) Llegada de los gases, b) Torre de Glover. c) Cámaras de plomo, d) Torres de Gay-Lussac. e) Salida de los gases.
158
viene de la torre de Glover con formación de ácido nitrosil-suifúrico Bl ácido nitroso que se produce de esta manera es devuelto a la torre de Glover, donde es desnitrado, abandonando ios productos nitrosos que contiene, de modo que puede ser devuelto de nuevo por la parte superior alas torres de Gay-Lussac Como no es po&ible recuperar todos los productos nitrosos que se encuentran en el gas, por medio delas torres deGay-Lussac, es preciso aportar constantemente una cierta cantidad de ácido nítrico en el circuito de reacción En las fábricas normalmente equipadas, esta adición es de un kilogramo de ácido nítrico de 36° Bé por cada 100 kilogramos de ácido sulfúrico de60°Bé,fabricados enveinticuatro horas
La torre de Glover y las torres de Gay-Lussac no han sufrido más que modificaciones insignificantes desdequeentraron enservicio Pero,pord contrario, las dimensiones y la forma de las cámaras de plomo sehan modificado considerablemente enel transcurso de los últimos veinte o treinta años. A principio de este siglo, estas cámaras eran anchas y bajas (alre-
Se obtienen alrededor de 120Ton. diarias de ácido de 60° Bé, o sea alrededor de 9 Kgs de ácido de 60°Bé por metro cúbico de cámara de plomo Se ve claramente queelespacioutilizadohoy esmucho más pequeño que el que antes se consideraba necesario, y que, por consiguiente, los capitales necesarios para la instalación son mucho menores Este aumento de rendimiento es debido, ante todo, al hecho de que se ha elevado la proporción de productos nitrosos en las cámaras de plomo y que, por consiguiente, se obtiene con más rapidez la oxidación del anhídrido sulfuroso Sin embargo, el desarrollo excesivo en este sentido está limitado por elhecho de que, aumentando el contenido de gas nitroso, se eleva la temperatura de las cámaras de plomo y se deterioran más rápidamente las paredes de estas cámaras
Seha tratado deacelerar la reacción por otro procedimiento; se ha propuesto, por ejemplo, producir, por medio de un ventilador, un torbellino de gas en las cámaras de plomo, y, por consecuencia, una mezcla intensiva de los compuestos en reacción Sin em-
c d
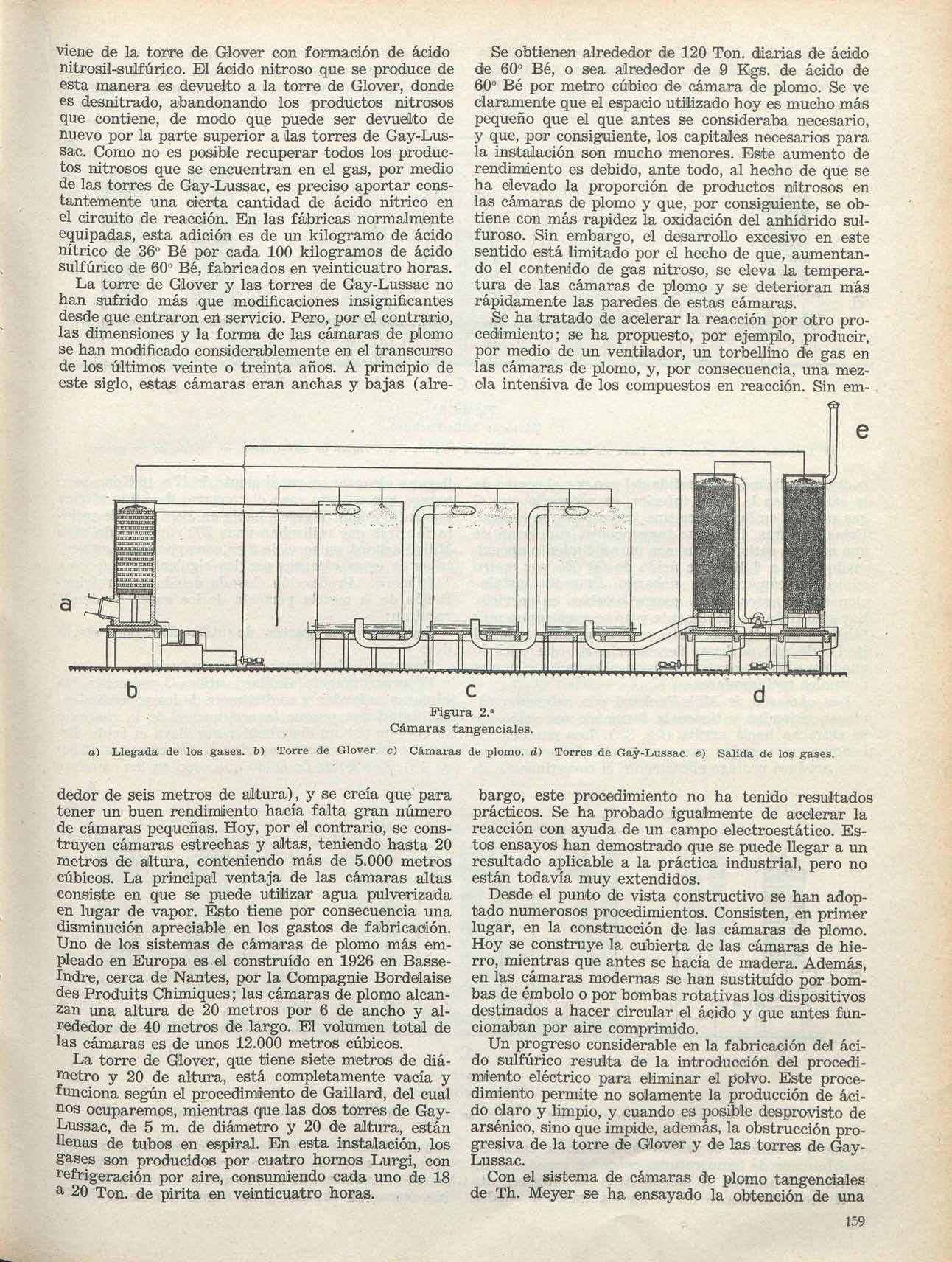
Figura 2."
Cámaras tangenciales
a) Llegada de los gases, b) Torre de Glover. c) Cámaras de plomo, d) Torres de Gay-Lussac. e) Salida de los gases.
dedor de seis metros de altura), y se creía que' para tener un buen rendimiento hacía falta gran número de cámaras pequeñas Hoy, por elcontrario, se construyen cámaras estrechas y altas, teniendo hasta 20 metros de altura, conteniendo más de 5.000 metros cúbicos La principal ventaja de las cámaras altas consiste en que se puede utilizar agua pulverizada en lugar de vapor Esto tiene por consecuencia una disminución apreciable en los gastos de fabricaaión. Uno de los sistemas de cámaras de plomo más empleado en Europa es el construido en 1926 en BasseIndre, cerca de Nantes, por la Compagnie Bordelaise desProduits Chimiques; lascámaras deplomo alcanzan una altura de 20 metros por 6 de ancho y alrededor de 40 metros de largo El volumen total de las cámaras es de unos 12.000 metros cúbicos.
La torre de Glover, que tiene siete metros de diámetro y 20 de altura, está completamente vacía y funciona según elprocedimiento de Gaillard, del cual nos ocuparemos, mientras quelas dostorres de GayLussac, de 5 m de diámetro y 20 de altura, están llenas de tubos en espiral En esta instalación, los gases son producidos por cuatro hornos Lurgi, con refrigeración por aire, consumiendo cada uno de 18 a 20 Ton de pirita en veinticuatro horas
bargo, este procedimiento no ha tenido resultados prácticos Se ha probado igualmente de acelerar la reacción con ayuda de un campo electroestátíco Estos ensayoshan demostrado que sepuedellegar a un resultado aplicable a la práctica industrial, pero no están todavía muy extendidos
Desde el punto de vista constructivo se han adoptadonumerosos procedimientos. Consisten, en primer lugar, en la construcción de las cámaras de plomo Hoy se construye la cubierta de las cámaras de hierro, mientras que antes sehacía demadera Además, en las cámaras modernas se han sustituido por bombasdeémbolooporbombasrotativaslos dispositivos destinados a hacer circular el ácido y que antes funcionaban por aire comprimido.
Un progreso considerable en la fabricación del ácido sulfúrico resulta de la introducción del procedimiento eléctrico para eliminar el polvo Este procedimiento permite no solamente la producción de ácido claroy limpio, y cuando es posible desprovisto de arsénico,sinoqueimpide,además,la obstrucción progresiva delatorre de Glovery de las torres de GayLussac
Con el sistema de cámaras de plomo tangenciales de Th Meyer se ha ensayado la obtención de una
1591
mezcla más homogénea del gas con relación al sistema normal de cámaras rectangulares A este efecto,se dio alas cámaras forma de cilindroe introdujo losgases tangencialmente en la parte superior (figu-
tener como consecuencia una aceleración en la reacción. En este sistema se obtienen con un consumo normal de ácido nítrico, rendimientos de 12 Kgs de ácido sulfúrico de 60°Bé por metro cúbico Se puede
a) Llegada de los.gases, b) Torre de Glover. c)
ra 2.^) Realizándoselasalida delgaspor elcentro de la cámara, en la parte inferior, es necesario que el gas recorra en la cámara una trayectoria en espiral Estas cámaras, llamadas tangenciales, funcionan de una manera satisfactoria, conun rendimiento aproximado de 5 a 6 Kgs. de ácido de 60° Bé por metro cúbico de cámara Sin embargo, cuarenta instalaciones que antes de la guerra estaban en servicio, hoy solotrabajan débilmentey no se construyen más fábricas de este tipo Esto es debido, ante todo, al hecho de que se haya descubierto en este período queesposibleaumentar laproducción delas cámaras normales rectangulares.
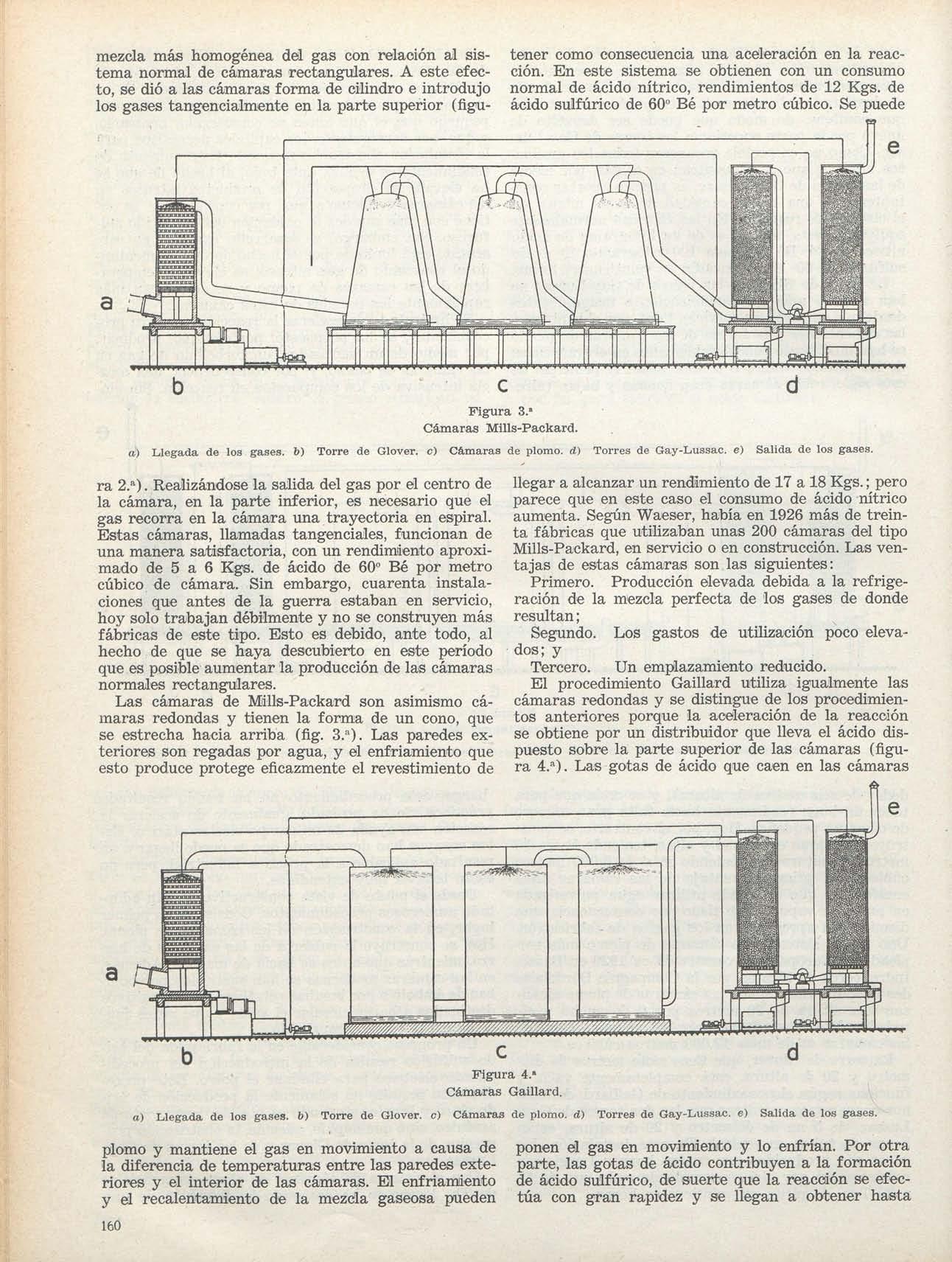
Las cámaras de Mlls-Packard son asimismo cámaras redondas y tienen la forma de un cono, que se estrecha hacia arriba (fig 3.'') Las paredes exteriores son regadas por agua, y el enfriamiento que esto produce protege eficazmente el revestimiento de
llegaraalcanzar unrendimientode17a18Kgs.; pero parece que en este caso el consumo de ácido nítrico aumenta Según Waeser, había en 1926 más de treinta fábricas que utilizaban unas 200 cámaras del tipo Mills-Packard, enservicio oenconstrucción Las ventajas de estas cámaras son las siguientes:
Primero. Producción elevada debida a la refrigeración de la mezcla perfecta de los gases de donde resultan;
Segundo Los gastos de utilización poco elevados; y
Tercero Un emplazamiento reducido
El procedimiento Gaillard utiliza igualmente las cámaras redondas y se distingue de los procedimientos anteriores porque la aceleración de la reacción se obtiene por un distribuidor que lleva el ácido dispuesto sobre la parte superior de las cámaras (figura 4.'>) Las gotas de ácido que caen en las cámaras
plomo y mantiene el gas en movimiento a causa de la diferencia detemperaturas entre las paredes exteriores y el interior de las cámaras El enfriamiento y el recalentamiento de la mezcla gaseosa pueden
ponen el gas en movimiento y lo enfrían Por otra parte, las gotas de ácido contribuyen a la formación de ácido sulfúrico, de suerte que la reacción se efectúa con gran rapidez y se llegan a obtener hasta
Figura 3.»
Cámaras Mills-Pacltard.
Cámaras de plomo, d) Torres de Gay-Lussac. e) Salida de los gases.
Figura 4." Cámaras Gaillard.
a) Llegada de los gases, b) Torre de Glover. c) Cámaras de plomo, d) Torres de Gay-Lussac. e) Salida de los gases.
160 i
18Kgs por metro cúbico de ácido de 50"Bé, con un consumo aproximado de ácido nítrico de 1Kg A pesar de este rendimiento elevado, no se produce desgaste excesivo del plomo de las cámaras, porque la pared esenfriada por elácido Únicamente enla par-
tamaños La torre así formada era recorrida por el gas^que contieneelanhídrido sulfuroso, mientras que el ácido nítrico, finamente pulverizado, pasaba a la parte superior de las columnas
El aparato de Loreani estaba construido de maneb c d
Figura 5.'
Sistema de las torres de Opl.
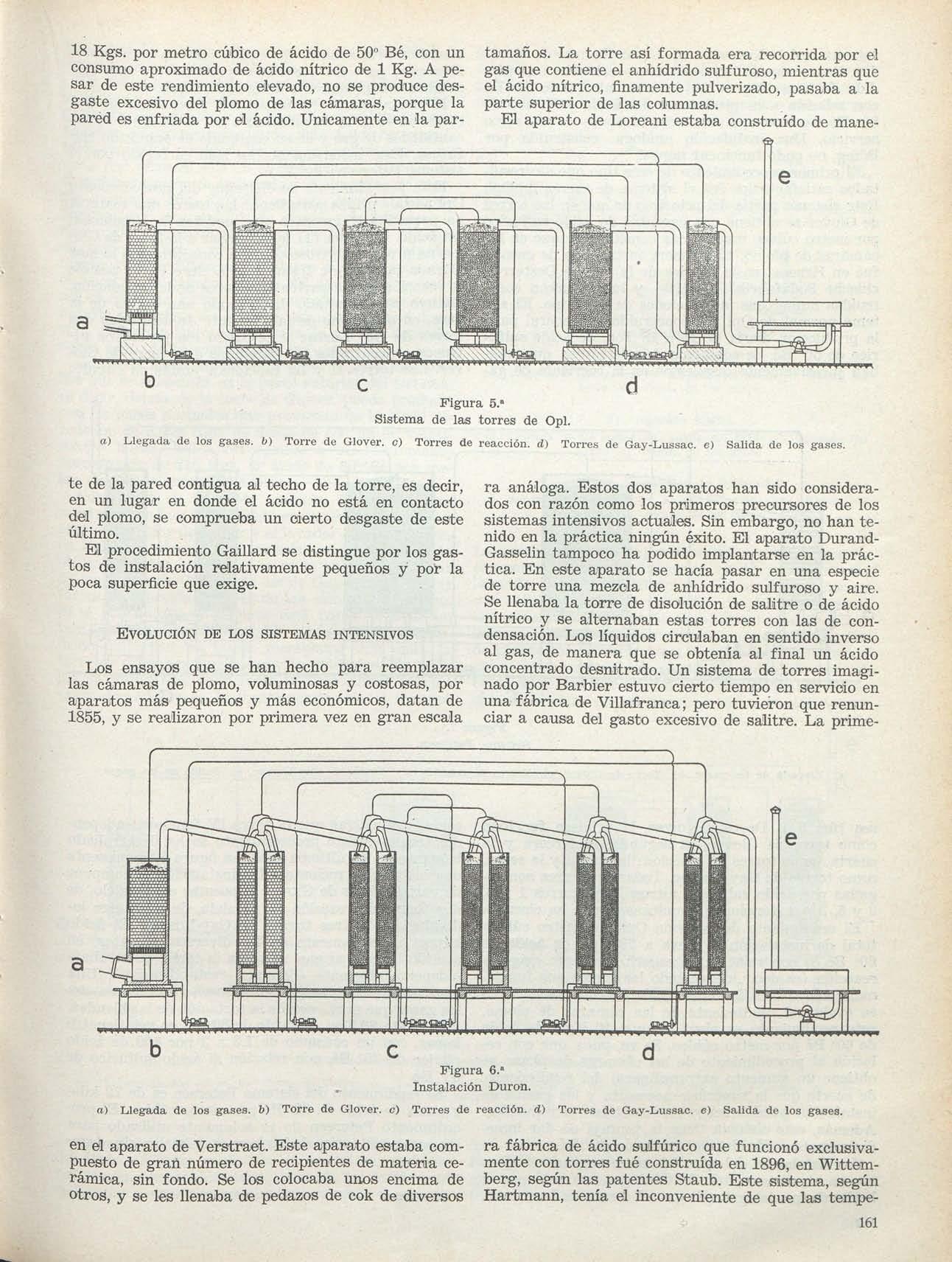
a) Llegada de los gases, b) Torre de Glover c) Torres de reacción, d) Torres de Gay-Lussac e) Salida de los gases te de la pared contigua altecho dela torre, es decir, en un lugar en donde el ácido no está en contacto del plomo, se comprueba un cierto desgaste de este último
El procedimiento Gaillard se distingue por los gastos de instalación relativamente pequeños y por la poca superficie que exige.
EVOLUCIÓN DE LOS SISTEMAS INTENSIVOS
Los ensayos que se han hecho para reemplazar las cámaras de plomo, voluminosas y costosas, por aparatos más pequeños y más económicos, datan de 1855, y se realizaron por primera vez en gran escala
ra análoga Estos dos aparatos han sido considerados con razón como los primeros precursores de los sistemasintensivos actuales Sinembargo,nohan tenido enla práctica ningún éxito El aparato DurandGasselin tampoco ha podido implantarse en la práctica En este aparato se hacía pasar en una especie de torre una mezcla de anhídrido sulfuroso y aire Sellenaba la torre dedisolución de salitre ode ácido nítrico y se alternaban estas torres con las de condensación Los líquidos circulaban en sentido inverso al gas, de manera que se obtenía al final un ácido concentrado desnitrado. Un sistema de torres imaginado por Barbier estuvo cierto tiempo en servicio en una fábrica deVillafranca; pero tuvieron que renunciar a causa del gasto excesivo de salitre La prime-
Instalación Duron
a) Llegada de los gases, b) Torre de Glover c) Torres de reacción, d) Torres de Gay-Lussac e) Salida de los gases
enelaparato deVerstraet Este aparato estaba compuesto de gran número de recipientes de materia cerámica, sin fondo Se los colocaba unos encima de otros, y se les llenaba de pedazos de cok de diversos
ra fábrica de ácido sulfúrico que funcionó exclusivamente con torres fué construida en 1896,en Wittemberg, según las patentes Staub. Este sistema, según Hartmann, tenía el inconveniente de que las tempe-
Figura 6."
161
raturas en las diversas torres eran demasiado elevadas. Como además la instalación ocasionaba una pérdida de 10 a 14 por 100 de ácido nítrico de 36° Bé con relación a la producción del ácido sulfúrico de 60° Bé, se tuvo que renunciar después de un corto servicio Una instalación análoga, construida por Boing,nopudofuncionar nunca
El primer procedimiento deestetipoque díó resultados satisfactorios fué el sistema de torres de Opl. Este sistema partía delprincipio de que en las torres deGlover se obtiene una cantidad de ácido sulfúrico por metro cúbico mucho más considerable que en las cámaras de plomo La primera instalación de ensayo fué en Hrusov, en la fábrica de*la "Erste Oesterreichische Sodafabrik", en 1908, y luego fueron construidas numerosas instalaciones de este tipo. El sistema normal de Opl fué construido en general para la producción diaria de 16 a 18 Ton de ácido sulfúrico de 60°Bé Se componía de seis torres, que estaban sucesivamente dispuestas en la corriente de ga-
Varias fábricas han sido equipadas con este procedimiento; pero los resultados prácticos no han respondido completamente a las esperanzas
El inconveniente principal del procedimiento Opl resideensu gran sensibihdad a lasvariaciones de las cantidades degasy desu contenido deanhídrido sulfuroso Este inconveniente ha sido corregido por el sistema Petersen (fig 7.'"^)
Este procedimiento se distingue del procedimiento Opl porque utiliza para llenar lastorres una materia en pequeños fragmentos que modifica la circulación delácido Petersen (1) quisoenviar alatorre de Gloverunproductonitroso conuna concentración lo más elevada posible, de forma que acelere en lo posible la reacción en las partes anteriores de la instalación. Obtuvo este resultado disponiendo una detrás de la otra, en el sentido de la corriente de ácido, las dos torres de Gay-Lussac y enviando los productos nitrosos concentrados así obtenidos a la torre de Glover Las torres II y III funcionan juntas en circuito
ses (fig 5.") De estas torres, la primera funciona como torre de Glover; la segunda, la tercera y la cuarta, comotorres dereacción; la quinta yla sexta, como torres de Gay-Lussac Todas las torres son regadas por ácido sulfúrico nitroso Las torres 1 y 6, 2 y 5, 3 y 4,funcionan simultáneamente en circuito 'Til rendimiento del sistema Opl por metro cúbico total de instalación se eleva a 23 Kgs de ácido de 60° Bé, o con relación al espacio real que exige la reacción (es decir, deduciendo las torres que funcionan como torres de Glover y de Gay-Lussac) Como se evalúa el rendimiento de las cámaras de plomo, este rendimiento se eleva a unos 40 Kgs de ácido de 60°Bé por metro cúbico Seve, pues, que con relación al procedimiento de las cámaras de plomo se obtiene un aumento extraordinario del rendimiento, de suerte que la superficie necesaria y los gastos de instalación pueden ser considerablemente reducidos Además, este sistema tiene la ventaja de dar inmedia/tamente ácido de concentración 60° Bé
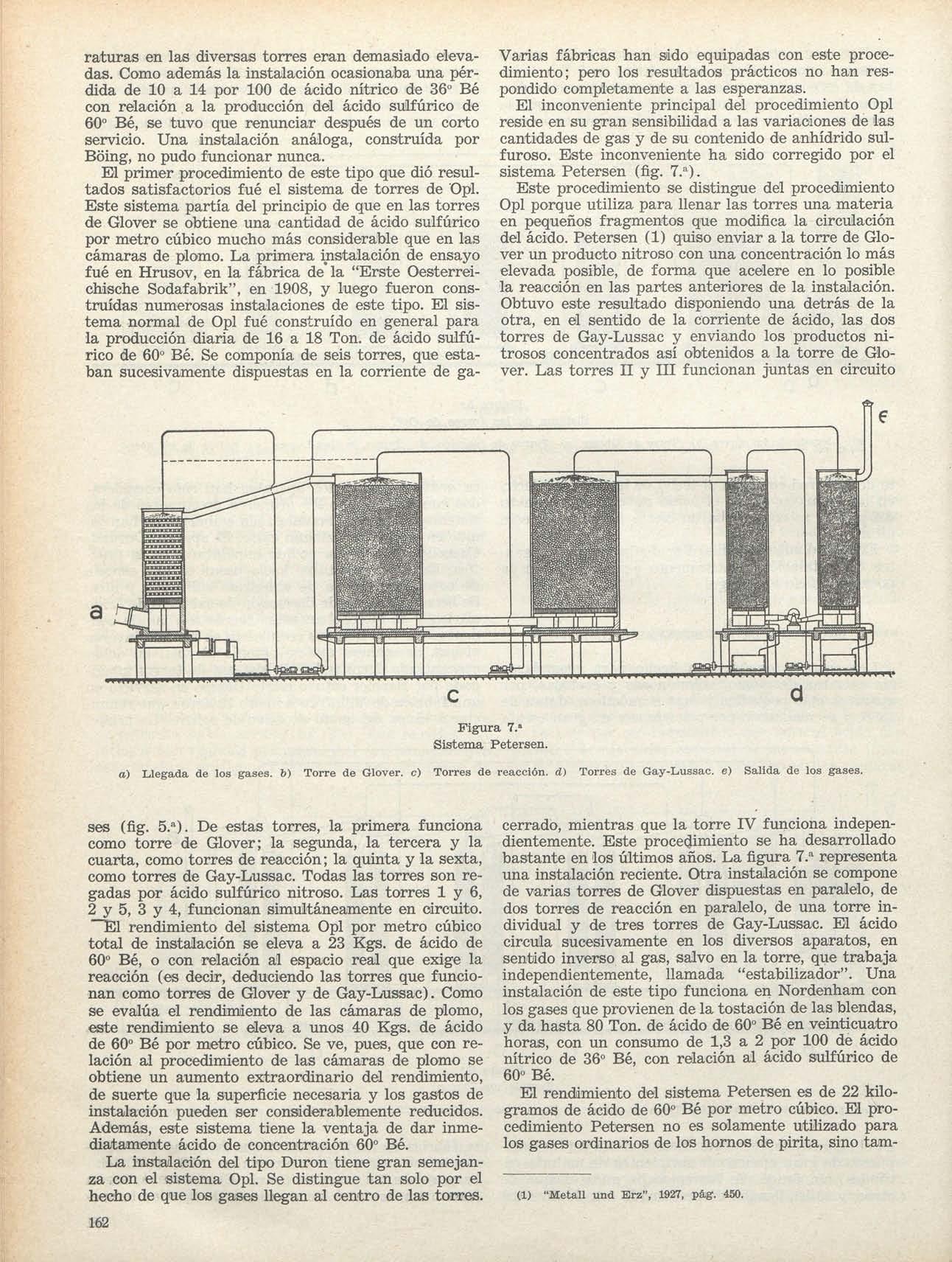
La instalación del tipo Duron tiene gran semejanza con el sistema Opl Se distingue tan solo por el hecho de quelosgases llegan al centro delas torr^
7.'
cerrado, mientras que la torre IV funciona independientemente Este procedimiento se ha desarrollado bastante enlosúltimos años La figura 1.'^ representa una instalación reciente Otra instalación se compone devarias torres de Glover dispuestas en paralelo, de dos torres de reacción en paralelo, de una torre individual y de tres torres de Gay-Lussac El ácido circula sucesivamente en los diversos aparatos, en sentido inverso al gas, salvo en la torre, que trabaja independientemente, llamada "estabilizador" Una instalación de este tipo funciona en Nordenham con losgasesqueprovienendelatostacióndelas blendas, y dahasta 80Ton. deácidode60°Bé en veinticuatro horas, con un consumo de 1,3 a 2 por 100 de ácido nítrico de 36° Bé, con relación al ácido sulfúrico de 60° Bé
El rendimiento delsistema Petersen es de 22 kilogramos de ácido de60°Bé por metro cúbico El procedimiento Petersen no es solamente utUizado para losgases ordinarios deloshornos depirita, sino tam-
Figura
Sistema Petersen.
á) Llegada de los gases, b) Torre de Glover c) Torres de reacción, d) Torres de Gay-Lussac e) Salida de los gases
162
il) "Metall und Erz", 1927, pág 450
bien para los gases cuyo contenido es más débil y variable en anhídrido sulfuroso
En todos los procedimientos descritos hasta aquí, la reacción se efectúa en aparatos fijos, y, por consiguiente, es necesario tener espacios relativamente grandes El procedimiento de Schmiedel ha constituido una gran novedad. E n este procedimiento se ha visto por primera vez en la práctica un aparato en el cual la reacción es acelerada por el empleo de energía mecánica (fig 8.'') El aparato está constituido por una caja con rodillos de plomo, conteniendo varios rodillos, que se sumergen por la parte inferior en ácido sulfúrico nitroso. Haciendo girar rápidamente estos rodillos se distribuye muy íntimament'^ el ácido en la cámara de gas del aparato y se pone así en contacto íntimo con el gas que contiene el anhídrido sulfuroso Se obtiene así una reacción muy : viva El rendimiento de una caja de rodillos depende,' sobre todo, de la composición del gas
Se puede decir, en general, que una caja de rodillos que se encuentra en la parte anterior del sistema, ' es decir, detrás de la torre de Glover, puede producir con los gases normales que provienen de la pirita alrededor de 3.000 Kgs de ácido de 60° Bé en veinticuatro horas Esto corresponde a un rendimiento aproximado de 215 Kgs. de ácido de 60° Bé por metro cúbico de espacio ocupado
Además de la caja de rodillos, otros aparatos mecánicos se han introducido en la práctica Citemos aquí el agitador de Keller y el lavador Stroeder (figura 8.") Los aparatos de mezcla mecánica han sido utilizados estos últimos años en la práctica en lugar de las torres de Glover, de las de Gay-Lussac, de las torres de reacción y hasta de las cámaras de plomo. Si ei gas de que se dispone está frío o si tiene un tanto por ciento muy variable o muy débil de anhídrido sulfuroso, se puede reemplazar con éxito la torre de Glover por un mezclador mecánico E n cambio, la sustitución de la torre de Gay-Lussac por las cajas de rodillos no ha tenido éxito En el sistema
que se podía realizar en gastos de instalación con relación a otros sistemas no llegaba a compensar el gasto de energía necesario Hoy se utilizan aparatos mecánicos en combinación con cámaras o con torres
MMilillM
a 1 1 d 1 ; ^ ® c
Figura 8.»
A) Lavador Stroeder.
a) Llegada de los gases, b) Llegada del ácido, c) Salida del ácido, d) Salida de los gases.
B) Aparato Keller.
a) Llegada de los gases, b) Salida del ácido, c) Llegada del ácido, d) Salida de los gases
C) Caja de rodillos de Schmiedel
a) SaUda de los gases, b) Salida del ácido, c) Llegada del ácido, d) Llegada de los gases
La combinación de cajas de rodillos y de torres se comporta muy favorablemente en el procedimiento llamado "Schmiedel-Klencke". Estas instalaciones, que utilizan los gases normales de piritas, emplean las torres de Glover y de Gay-Lussac y utüizan las cajas de rodillos solamente para la puesta en marcha de la reacción, es decir, para mezclar íntimamente los gases que contienen el anhídrido sulfuroso con el ácido sulfúrico nitroso La reacción propiamente dicha se efectúa en los aparatos fijos, en las torres
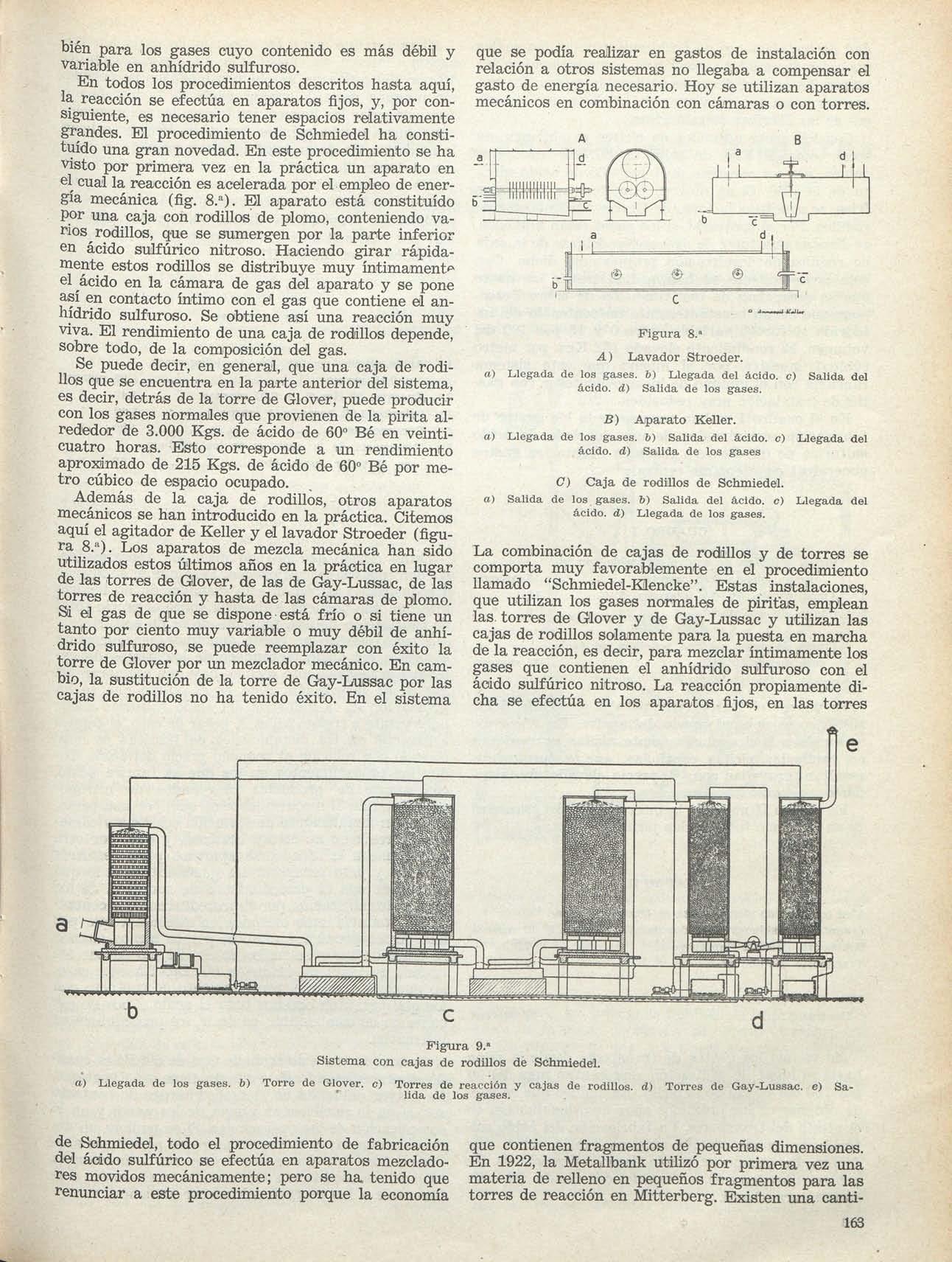
Figura 9."
Sistema con cajas de rodillos de Schmiedel.
a) Llegada de los gases, b) Torre de Glover c) Torres de reacción y cajas de rodillos, d) Torres de Gay-Lussac e) Salida de los gases
de Schmiedel, todo el procedimiento de fabricación del ácido sulfúrico se efectúa en aparatos mezcladores movidos mecánicamente; pero se h a tenido que renunciar a este procedimiento porque la economía
que contienen fragmentos de pequeñas dimensiones E n 1922, la Metallbank utiUzó por primera vez una materia de relleno en pequeños fragmentos para las torres de reacción en Mitterberg Existen una canti-
163
dad de instalaciones de ácido sulfúrico en las cuales las cajas de rodillos trabajan en combinación con las torres. Estas instalaciones utilizan lo mismo los gases normales que provienen de la pirita que los gases de las fábricas metalúrgicas
Con los gases normales de piritas se obtienen, en total, unos 32 Kgs de ácido de 60° Bé por metro cúbico, con un consumo de 1 por 100 de ácido nítrico de 36" Bé Si se quieren transformar los gases fríos, se sustituye la torre de Glover por una caja de rodillos Por elcontrario, silosgases están húmedos, se dispone una torre de desecación delante dela caja de rodillos de desnitración propiamente dicha Con este procedimiento se han podido tratar los gases que se escapaban de una fundición de cobre Bessemer, que llevan constantemente un contenido de anhídrido sulfuroso variable entre Oy 15 por 100 del volumen El rendimiento elevado (32 Kgs por metro cúbico) muestra por sí mismo que este sistema funciona con elmínimo de inconvenientes y con gastos de instalación muy reducidos.
En el cuadro I se han representado los gastos de fabricación aproximados de una tonelada de ácido sulfúrico de 60° Bé (sin tener en cuenta los gastos generales) en Alemania central:
CUADRO I
1," Pirita, 250 Kgs de azufre utilizable (un kilogramo cuesta 0,06 marcos) 15 marcos.
2." Amortización, 10 %; intereses, 5 % 12
3," Gastos de explotación 8 "
Precio de venta de una tonelada de ácido sulfúrico de 60°Bé 35 marcos.
Se ve aue el factor princinal del precio del ácido sulfúrico se debe al precio del azufre. En Alemania se emplean casi exclusivamente piritas extranjeras, en particular piritas españolas, que, naturalmente, resultan gravadas con el precio elevado de transporte
El cuadro II muestra la intervención del transporte en el precio total de las piritas
CUADRO II
Una tonelada depirita cuesta en Huelva (con reventa de residuos) alrededor de 13 marcos.
Transporte Huelva-Hamburgo 7,5 "
Transporte Hamburgo-fábrica 6,7
Una tonelada de pirita puesta en Alemania Central 27 marcos.
Se ve que los gastos de transporte desde la mina hasta el lugar de utilización representan más del 50 por 100delprecio dela pirita Es dudoso que se pueda obtener en los próximos años una disminución en elprecio deltransporte La fabricación del ácido sulfúrico no puede ejercer ninguna acción sobre este factor Lo mismo se puede decir del precio de las piritas, que depende, ante todo, del estado del mercado internacional
El factor que sigue en importancia es la amortización einterés Es verdad que una amortización del 10 por 100 está muy ampliamente calculada, porque, sin ninguna duda, la mayor parte de la instalación (en particular los hornos, las torres, las construcciones) duran mucho más de diez años Pero se calcula la amortización deuna duración tan pequeña, porque con eldesarrollo rápido dela industria química no se puedeprever quédescubrimientos yquémejoras pueden ser realizados durante diez años Los gastos de explotación propiamente dichos (sin gastos generales) por tonelada de ácido sulfúrico de 60"Bé, están indicados en el cuadro III
CUADRO III
1.» Acido nítrico de 36° Bé, 11 kilogramos, a 0,18 marcos 1,98 marcos.
2.» Energía: 20 Kw./h., a 0,07 marcos 1,40
3.» Salario: 1,60 horas, a 1 marco í.... 1,60
4.° Reparaciones 1,50
5." Transporte de la pirita y de los residuos en el taller, agua, etc 1,52 "
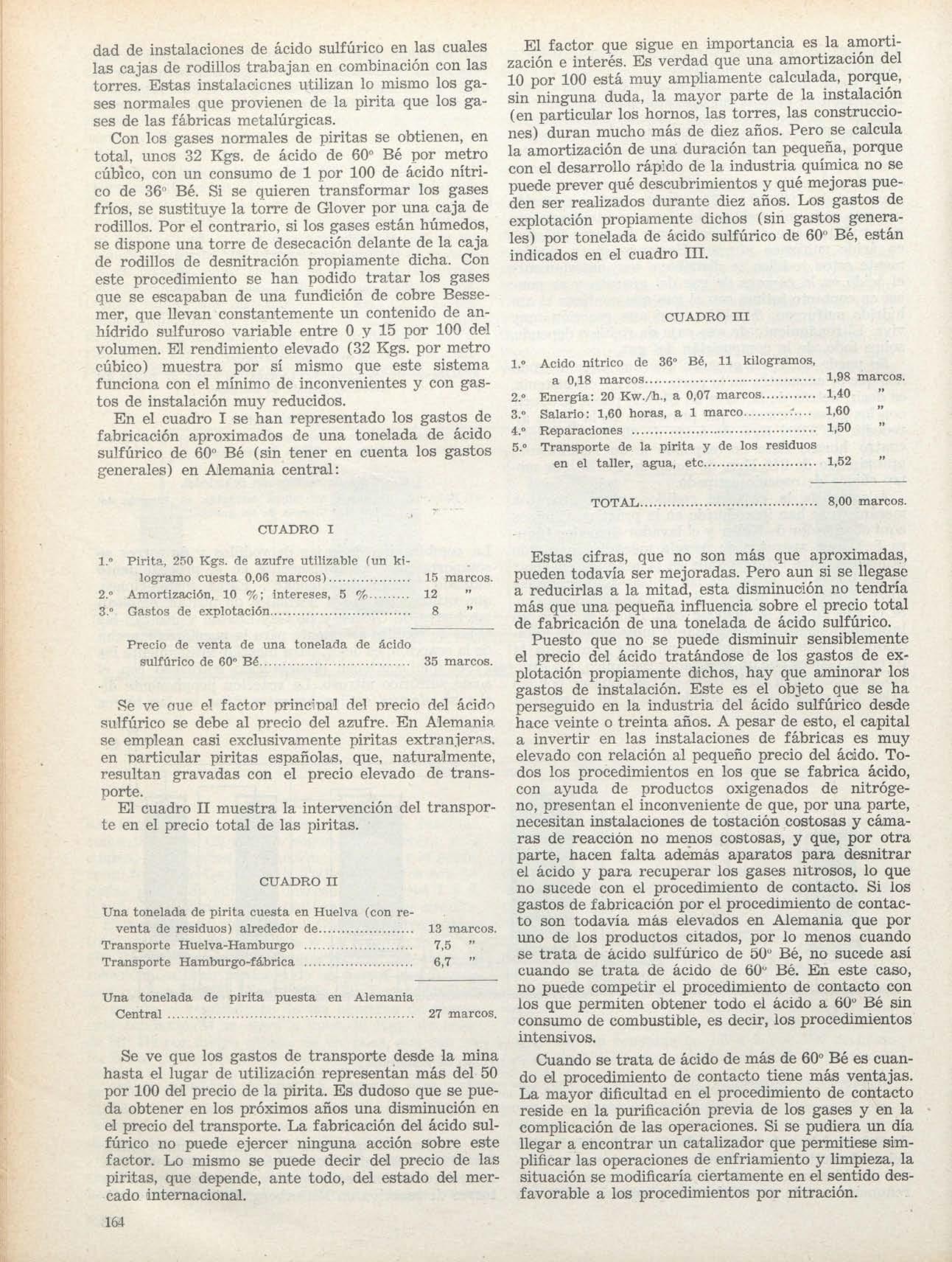
TOTAL 8,00 marcos.
Estas cifras, que no son más que aproximadas, j pueden todavía ser mejoradas Pero aun si se llegase a reducirlas a la mitad, esta disminución no tendría más que una pequeña influencia sobre elprecio total de fabricación de una tonelada de ácido sulfúrico Puesto que no se puede disminuir sensiblemente^ el precio del ácido tratándose de los gastos de explotación propiamente dichos, hay que aminorar los gastos de instalación. Este es el objeto que se ha perseguido en la industria del ácido sulfúrico desde hace veinte otreinta años A pesar deesto,el capital a invertir en las instalaciones de fábricas es muy elevado con relación al pequeño precio del ácido Todos los procedimientos en los que se fabrica ácido, con ayuda de productos oxigenados de nitrógeno, presentan elinconveniente de que,por una parte, necesitan instalaciones de tostación costosas y cámaras de reacción no menos costosas, y que, por otra parte, hacen falta además aparatos para desnitrar el ácido y para recuperar los gases nitrosos, lo que no sucede con el procedimiento de contacto Si los gastos defabricación porelprocedimiento de contacto son todavía más elevados en Alemania que por uno de los productos citados, por lo menos cuando se trata de ácido sulfúrico de 50° Bé, no sucede así cuando se trata de ácido de 60" Bé En este caso, no puede competir el procedimiento de contacto con los que permiten obtener todo el ácido a 60°Bé sin consumo decombustible, esdecir, los procedimientos intensivos.
Cuando setrata deácidodemás de60°Bées cuando el procedimiento de contacto tiene más ventajas La mayor dificultad en el procedimiento de contacto reside en la purificación previa de los gases y en la comphcación delas operaciones Si se pudiera un día llegar a encontrar un catalizador que permitiese simplificar las operaciones deenfriamiento y limpieza, la situación semodificaría ciertamente enelsentido desfavorable a los procedimientos por nitración
1641
La evacuación de cenizas en hogares de calderas
Una instalación moderna para evacuar cenizas debe reunir las condiciones siguientes:
a) Se debe evitar en lo posible todo trabajo físico al obrero Debe hacer solamente el trabajo de comprobación y de vigilancia
b) Hay que evitar completamente que en los lugares de trabajo se levanten polvo y gases perjudiciales
c) En lo posible ha de realizar en una sola operación el transporte de las cenizas hasta el lugar en que se depositan
d) Las ventajas en el sentido higiénico tienen que ser acompañadas de utilidades económicas
Basándose en estos principios, se ha empezado ya hace años a emplear el agua para evacuar y transportar cenizas, sobre todo las procedentes de calderas de vapor. Al principio se procedía de modo que circulara en canales abiertos una corriente continua deagua, dejando caerenlamisma lascenizasy escoriasporintermediodeuntubo Comparando este procedimiento de evacuación de cenizas con el trabajo a mano, se había conseguido un adelanto grande, pero no se podía evitar que al apagarse las cenizas calientes se produjeran gases, que entraban libremente en los lugares de trabajo, molestando al personal Al mismo tiempo se originaba vapor de agua, que producía condensaciones en los techos y paredes,y^como consecuencia, una oxidación delos utensiUos de trabajo que se encontraban en el sótano donde caían las cenizas Además, era preciso realizar un consumo relativamente grande de energía para mantener continuamente elchorro de agua Por último, hacía falta también deshacer los aglomerados grandes de escoria, de tal modo, que el chorro de agua pudiera arrastrarlos.
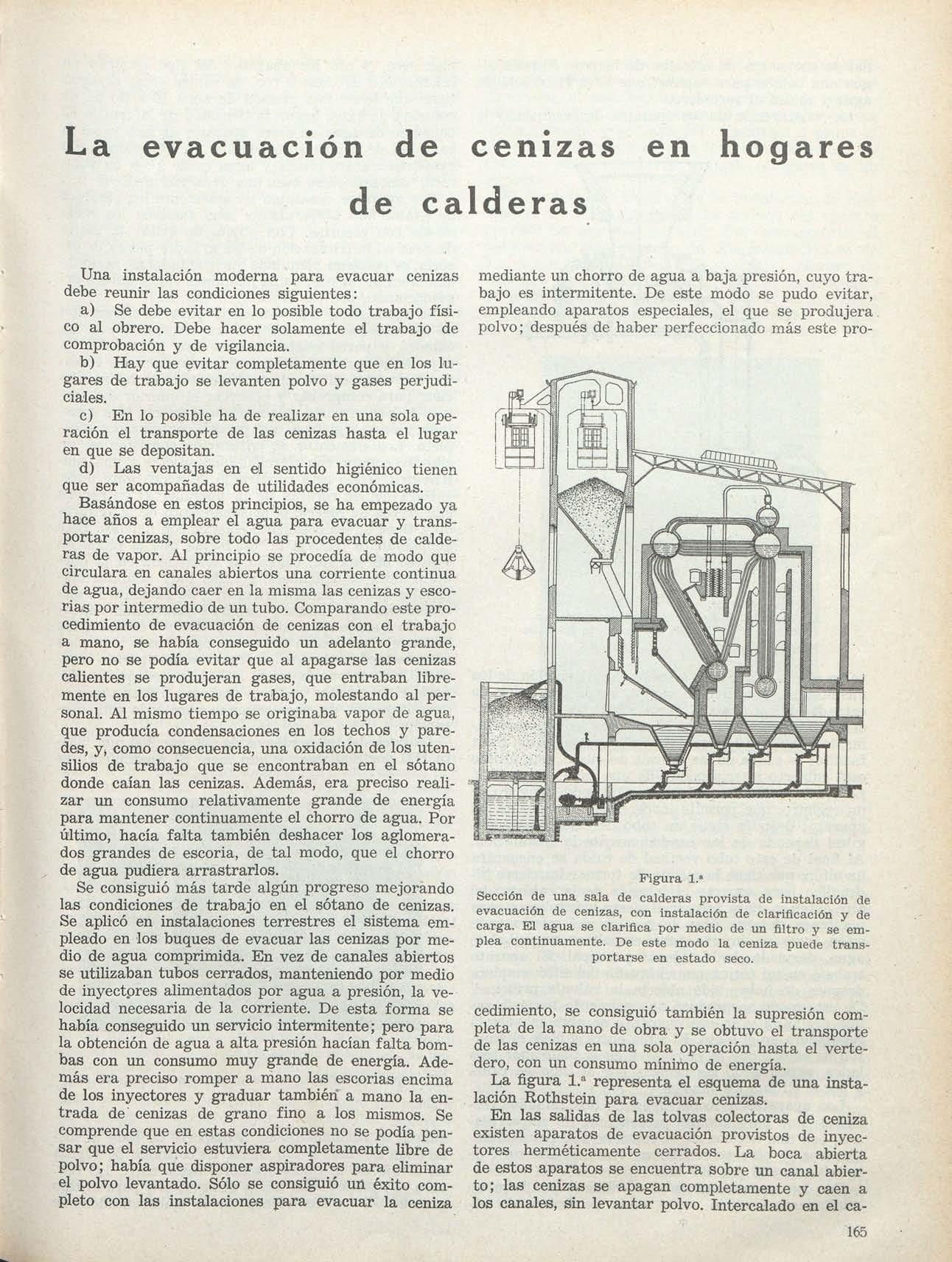
Se consiguió más tarde algún progreso mejorando las condiciones de trabajo en el sótano de cenizas Se aplicó en instalaciones terrestres el sistema empleado en los buques de evacuar las cenizas por medio de agua comprimida En vez de canales abiertos se utilizaban tubos cerrados, manteniendo por medio de inyectpres alimentados por agua a presión, la velocidad necesaria de la corriente De esta forma se había conseguido un servicio intermitente; pero para laobtención deagua a altapresión hacían falta bombas con un consumo muy grande de energía Además era preciso romper a mano las escorias encima de los inyectores y graduar también a mano la entrada de cenizas de grano fino a los mismos. Se comprende que en estas condiciones no se podía pensar que el servicio estuviera completamente libre de polvo; había que disponer aspiradores para eliminar el polvo levantado Sólo se consiguió un éxito completo con las instalaciones para evacuar la ceniza
mediante un chorro deagua a baja presión, cuyo trabajo es intermitente De este modo se pudo evitar, empleando aparatos especiales, el que se produjera polvo; después de haber perfeccionado más este pro-
Sección de una sala de calderas provista de instalación de evacuación de cenizas, con instalación de clarificación y de carga. El agua se clarifica por medio de un filtro y se emplea continuamente. De este modo la ceniza puede transportarse en estado seco
cedimiento, se consiguió también la supresión completa de la mano de obra y se obtuvo el transporte de las cenizas en una sola operación hasta el vertedero, con un consumo mínimo de energía
La figura 1." representa el esquema de una instalación Rothstein para evacuar cenizas
En las salidas de las tolvas colectoras de ceniza existen aparatos de evacuación provistos de inyectores herméticamente cerrados La boca abierta deestos aparatos se encuentra sobre un canal abierto; las cenizas se apagan completamente y caen a los canales, sin levantar polvo. Intercalado en el ca-
Figura 1."
165
nal se encuentra un colector de hierro; después sigue una bomba para aspirar, que lleva la mezcla de agua y ceniza al vertedero
La construcción de los aparatos de evacuación se
niza seca, y con los aparatos del tipo pequeño un rendimiento de unas 3 ton de ceniza seca El agua tiene que tener una presión de unos 10 a 30 m de columna de agua, según la densidad de la ceniza. El consumo de agua en estos aparatos es seis veces la cantidad de ceniza transportada en kilogramos La proporción entre ceniza y agua es de 1 :4, en volumen, tomando como base una densidad media de 0,7
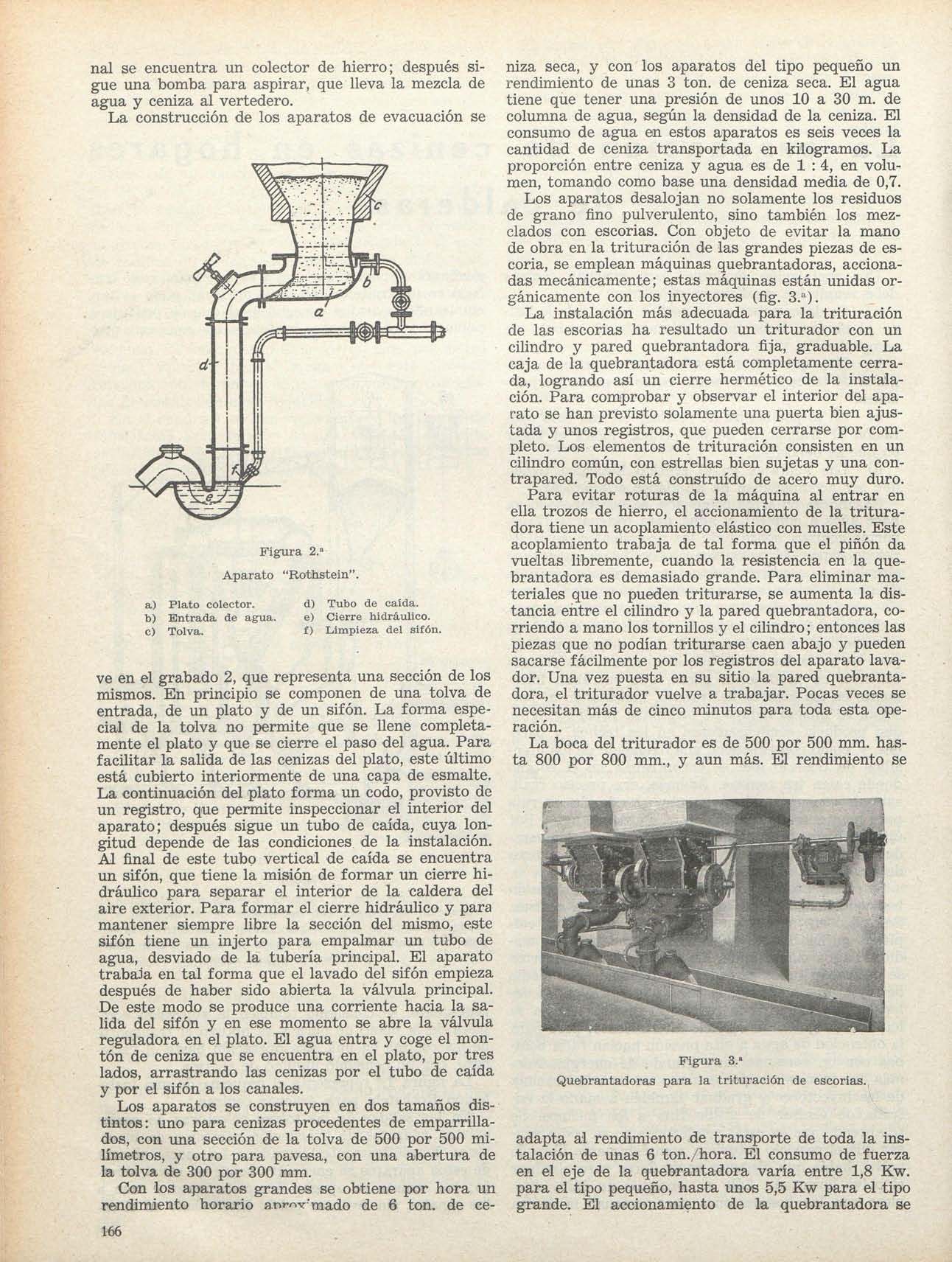
Los aparatos desalojan no solamente los residuos de grano fino pulverulento, sino también los mezclados con escorias. Con oíjjeto de evitar la mano de obra enla trituración delas grandes piezas de escoria, se emplean máquinas quebrantadoras, accionadas mecánicamente; estas máquinas están unidas orgánicamente con los inyectores (fig 3.'')
La instalación más adecuada para la trituración de las escorias ha resultado un triturador con un cihndro y pared quebrantadora fija, graduable La caja de la quebrantadora está completamente cerrada, logrando así un cierre hermético de la instalación Para comprobar y observar elinterior del aparato se han previsto solamente una puerta bien ajustada y unos registros, que pueden cerrarse por completo. Los elementos de trituración consisten en un cilindro común, con estrellas bien sujetas y una contrapared Todo está construido de acero muy duro
a) Plato colector d)
b) Entrada de agua e)
c) Tolva i) i
Tubo de caída Cierre hidráulico Limpieza del sifón
veenelgrabado 2,que representa una sección de los mismos En principio se componen de una tolva de entrada, de un plato y de un sifón La forma especial de la tolva no permite que se llene completamente elplato y que se cierre elpaso del agua Para facilitar la salida delas cenizas del plato, este último está cubierto interiormente de una capa de esmalte La continuación delplato forma un codo,provisto de un registro, que permite inspeccionar el interior del aparato; después sigue un tubo de caída, cuya longitud depende de las condiciones de la instalación. Al final de este tubo vertical de caída se encuentra un sifón, que tiene la misión de formar un cierre hidráulico para separar el interior de la caldera del aire exterior Para formar elcierre hidráulico y para mantener siempre libre la sección del mismo, este sifón tiene un injerto para empalmar un tubo de agua, desviado de la tubería principal El aparato trabaja en tal forma que ellavado del sifón empieza después de haber sido abierta la válvula principal
De este modo se produce una corriente hacia la salida del sifón y en ese momento se abre la válvula regaladora en elplato El agua entra y coge el montón de ceniza que se encuentra en el plato, por tres lados, arrastrando las cenizas por el tubo de caída y por elsifón a los canales
Los aparatos se construyen en dos tamaños distintos: uno para cenizas procedentes de emparrillados, con una sección de la tolva de 500 por 500 milímetros, y otro para pavesa, con una abertura de la tolva de 300 por 300 mm.
Con los aparatos grandes se obtiene por hora un rendimiento horario anvovniad o de 6 ton de ce-
Para evitar roturas de la máquina al entrar en ella trozos de hierro, el accionamiento de la trituradora tieneun acoplamiento elástico con muelles Este acoplamiento trabaja de tal forma que el piñón da vueltas libremente, cuando la resistencia en la quebrantadora es demasiado grande Para eliminar materiales que no pueden triturarse, se aumenta la distancia entre el cilindroy lapared quebrantadora, corriendo amanolostornillosyelcilindro;entonces las piezas que no podían triturarse caen abajo y pueden sacarse fácilmente por losregistros del aparato lavador Una vez puesta en su sitio la pared quebrantadora, el triturador vuelve a trabajar Pocas veces se necesitan más de cinco minutos para toda esta operación
La boca deltriturador esde 500por 500 mm hasta 800 por 800 mm., y aun más El rendimiento se
adapta ai rendimiento de transporte de toda la instalación de unas 6 ton./hora. El consumo de fuerza en el eje de la quebrantadora varía entre 1,8 Kw para eltipo pequeño, hasta unos 5,5 Kw para el tipo grande El accionamiento de la quebrantadora se
10 Yir - -T WSL ^
Figura 2.° ; Aparato "Rotbstein".\
Figura 3.'
Quebrantadoras para la trituración de escorias.
1661
verifica generalmente por medio de una cadena de transmisión Algunas veces se emplean también transmisiones por contacto directo, efectuándose en estos casos la transmisión del momento de torsión, entre el motor de accionamiento y la quebrantadora; mediante ruedas dentadas.
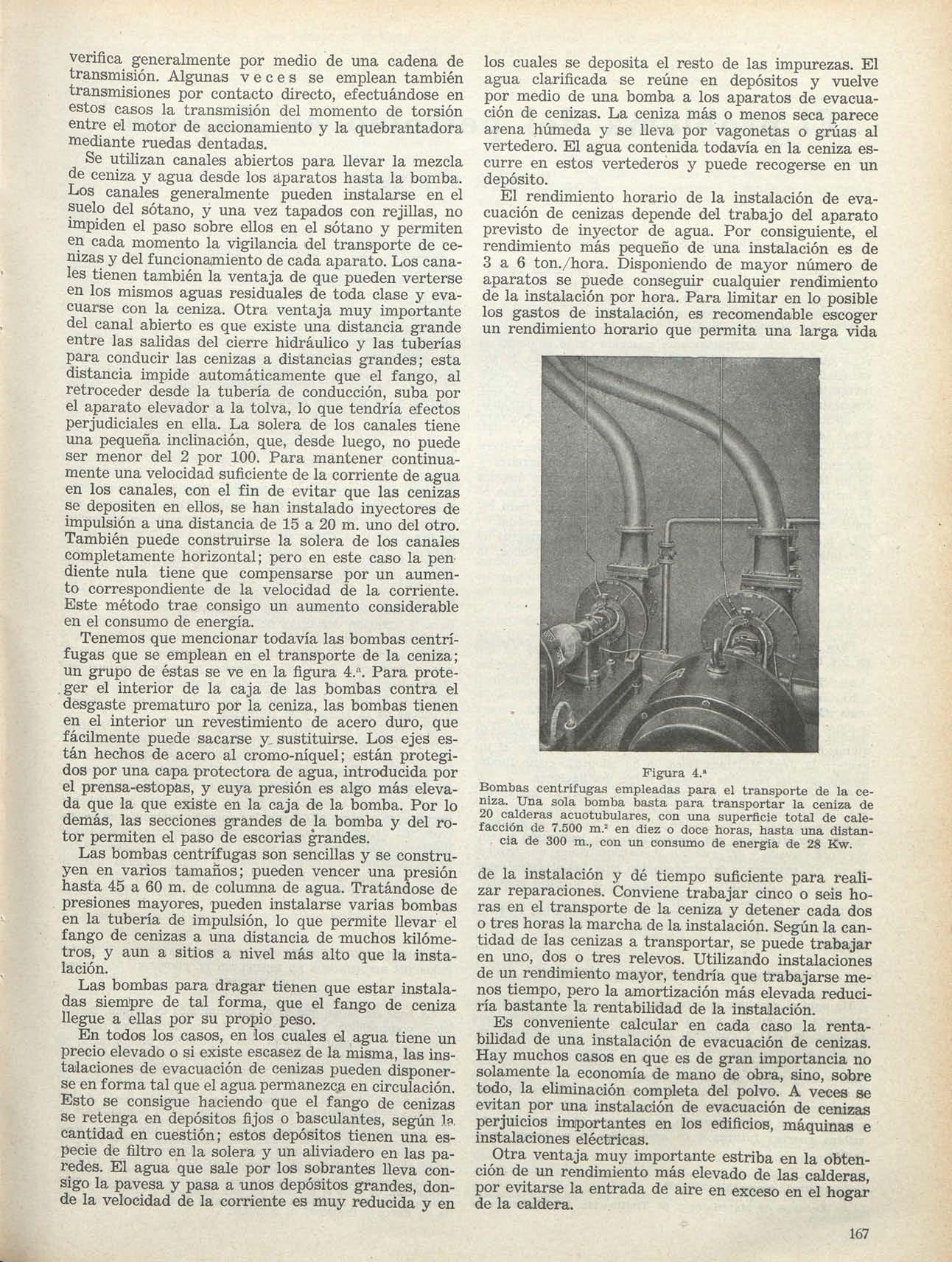
Se utilizan canales abiertos para llevar la mezcla de ceniza y agua desde los aparatos hasta la bomba Los canales generalmente pueden instalarse en el suelo del sótano, y una vez tapados con rejillas, no impiden el paso sobre ellos en el sótano y permiten en cada momento la vigilancia del transporte de cenizasydelfuncionatmiento decadaaparato Los canalestienen también la ventaja de que pueden verterse en los mismos aguas residuales de toda clase y evacuarse con la ceniza. Otra ventaja muy importante"' del canal abierto es que existe una distancia grande entre las salidas del cierre hidráulico y las tuberías para conducir las cenizas a distancias grandes; esta distancia impide automáticamente que el fango, al retroceder desde la tubería de conducción, suba por el aparato elevador a la tolva, lo que tendría efectos perjudiciales en ella La solera de los canales tiene una pequeña inclinación, que, desde luego, no puede ser menor del 2 por 100 Para mantener continuamenteunavelocidadsuficiente delacorriente de agua en los canales, con el fin de evitar que las cenizas se depositen en ellos, se han instalado inyectores de impulsión a una distancia de 15a 20m. uno del otro. También puede construirse la solera de los canales completamente horizontal; pero en este caso la pen diente nula tiene que compensarse por un aumento correspondiente de la velocidad de la corriente Este método trae consigo un aumento considerable en elconsumo de energía.
Tenemos quemencionar todavía lasbombas centrífugas que se emplean en el transporte de la ceniza; un grupo de éstas se ve en la figura 4.'\ Para proteger el interior de la caja de las bombas contra el desgaste prematuro por la ceniza, las bombas tienen en el interior un revestimiento de acero duro, que fácilmente puede sacarse y,sustituirse Los ejes están hechos de acero al cromo-níquel; están protegidosporuna capaprotectora deagua, introducida por el prensa-estopas, y euya presión es algo más elevada que la que existe en la caja de la bomba Por lo demás, las secciones grandes de la bomba y del rotor permiten el paso de escorias grandes
Las bombas centrífugas son sencillas y se construyen en varios tamaños; pueden vencer una presión hasta 45 a 60m de columna de agua Tratándose de presiones mayores, pueden instalarse varias bombas en la tubería de impulsión, lo que permite llevar el fango de cenizas a una distancia de muchos kilómetros, y aun a sitios a nivel más alto que la instalación
Las bombas para dragar tienen que estar instaladas siempre de tal forma, que el fango de ceniza llegue a ellas por su propio peso
En todos los casos, en los cuales el agua tiene un precioelevado osiexisteescasezdelamisma, las instalaciones de evacuación de cenizas pueden disponerseenforma talqueelaguapermanezc,aen circulación
Esto se consigue haciendo que el fango de cenizas se retenga en depósitos fijos o basculantes, según 1?, cantidad en cuestión; estos depósitos tienen una especie de filtro en la solera y un aliviadero en las paredes. El agua que sale por los sobrantes lleva consigola pavesa y pasa a unos depósitos grandes, donde la velocidad de la corriente es muy reducida y en
los cuales se deposita el resto de las impurezas El agua clarificada se reúne en depósitos y vuelve por medio de una bomba a los aparatos de evacuación de cenizas. La ceniza más o menos seca parece arena húmeda y se lleva por vagonetas o grúas al vertedero El agua contenida todavía en la ceniza escurre en estos vertederos y puede recogerse en un depósito
El rendimiento horario de la instalación de evacuación de cenizas depende del trabajo del aparato previsto de inyector de agua Por consiguiente, el rendimiento más pequeño de una instalación es de 3 a 6 ton./hora Disponiendo de mayor número de aparatos se puede conseguir cualquier rendimiento de la instalación por hora Para limitar en lo posible los gastos de instalación, es recomendable escoger un rendimiento horario que permita una larga vida
Bombas centrifugas empleadas para el transporte de la ceniza. Una sola bomba basta para transportar la ceniza de 20 calderas acuotubulares, con una superficie total de calefacción de 7.500 m.^ en diez o doce horas, hasta una distancia de 300 m., con un consumo de energia de 28 Kw.
de la instalación y dé tiempo suficiente para realizar reparaciones Conviene trabajar cinco o seis horas en el transporte de la ceniza y detener cada dos otreshoraslamarcha delainstalación Segúnla cantidad de las cenizas a transportar, se puede trabajar en uno, dos o tres relevos Utilizando instalaciones deun rendimiento mayor, tendría que trabajarse menostiempo, pero la amortización más elevada reduciría bastante la rentabilidad de la instalación
Es conveniente calcular en cada caso la rentabilidad de una instalación de evacuación de cenizas. Hay muchos casos en que es de gran importancia no solamente la economía de mano de obra, sino, sobre todo, la eliminación completa del polvo A veces se evitan por una instalación de evacuación de cenizas perjuicios importantes en los edificios, máquinas e instalaciones eléctricas.
Otra ventaja muy importante estriba en la obtención de un rendimiento más elevado de las calderas, por evitarse la entrada de aire en exceso en el hogar dela caldera
Figura 4."
167 i
El problema del petróleo en España
Por CESA R SERRAN O
D) INDUSTRIA QUÍMICA DEL CARBÓN
El problema del petróleo nacional es el problema moderno del carbón Problema que, para plantearlo en términos que respondan a las circunstancias de actualidad, y que se concentran en toda la máxima aplicación de la Química técnica a este cuerpo—(carlaón)—, que a la hora presente no se encuentra aún completamente conocido desde el punto de vista químico, se requiere profundizar en el estudio de sus variedades, pues aquella industria, que antes de todo haya investigado con minuciosidad sus primeras materias y esté dispuesta a poner en la competencia mundial a un producto de aptitud y de pureza lleno, será industria que triunfará y quetendrá vida dilatada
De aquí el éxito que a cualquier industria química ofrece una íntima coordinación de esfuerzos de los industriales y de lostécnicos, ya que éstos harán vencer a aquéllos después de su trabajo largo, aquilatado, paciente y continuo Este es el camino seguido por todas las naciones del mmido para resolver el problema de actualidad, el problem a del carbón
Lo más racional es sentar, para la utilización integral de tan interesante materia prima en toda industria básica, la premisa de su valorización.
VALORIZACIÓN DE LOS CARBONES
Para esto nada más adecuado que clasificar los carbones en los tres sigfuientes grupos:
a) Carbones bituminosos.
b) Lignitos
c) Carbones con grandes proporciones de cenizas. , Esta es una clasificación que podía llamarse clasificación químicoindustrial, y autoridades tan prestigosas como elingeniero D José Martínez Roca, la ha adoptado como fimdamental en sus notables estudios sobre destilaciones.
El medio racional y remunerador de valorizar los carbones bituminosos es el de la destilación a baja temperatura, independientemente enlas hullas de buena calidad, de la coquización que ofrezca el cok metalúrgico por destilación a temperatura elevada y del crakin g desus alquitranes, que habiendo sufrido reacciones de pirogenación muy importantes están formados porhidrocarburos aromáticos, la mayoría policíclico3, como el naftaleno, antraceno, etc.
La valoración de los carbones ricos en materias volátiles y en cenizas, la ofrece la gasificación, sola o unida a la destilación.
DESTILACIÓN. HIDROGENACIÓN. GASIFICACIÓN.
He aquí el esquema que refleja la total valorización de los carbones españcles y que gracias a la sistematización , que al decir de Levi y Padovani ha permitido hacer imperdurables las plasmaciones técnicas de los conocimientos humanos, la labor realizada de una manera muy completa en el extranjero y muy preparada ya en España en lo que a este punto concreto se refiere, ha de ser fructífera y nos ha de dejar prepararnos con cuidado en la lucha industrial de la postguerra, a una larga previsión, único modo de evitar otras terribles guerras futuras o de afrontarlas si se hacen inevitables. .
(1) Véase la parte primera de este trabajo en INGENIERÍA Y CONSTRUCCIÓN, enero 1931, pág- 18
(2) Coronel de Artillería Presidente de la Comisión Permanente de Ensayos de Materiales y de Tipificación del Ministerio de Economía.
Prueban esto:
Alemania, con el magnifico laboratorio instalado en la cuenca del Rhur, Kaiser-Wílhem Instituí fur Kohlenforsehung. Mulheín-Rhur (Instituto del emperador Guillermo para investigaciones del carl5ón).
Los grandiosos laboratorios que han surgido en los estable- ; cimientos de la magna agrupación que con significación extraordinaria citamos, cuales lo fueron alrededor de la Badische Anili n los 75 grupos de empresas y capitales de Europa integrando la I. G-. Farbenindustri e (Corsorcio Industrial de Industria Química), Interessen-Gemeinschaft de Farbenindustrie, y es por esta agrupación por la que Alemania, primera nación productora del lignito (1), ha llegado a la máxima valoración de los carbones. Inglaterra, con su Fue l Research Statio n (Estación para el estudio de combustibles), en los años de la conflagración europea Francia, con sus dos grandes centros oficiales: Service des Pendres et Salpetres, dedicado a la síntesis de combustibles líquidos, y Société Nationale de Traitement des Combu.stibles. Estados Unidos, con la Engineering Experimental Station (Estación experimental de ingeniería), la University of Illinois y el U. S. Bureau of Mining y The Mellon Institute of Industrial Research (Oficina de Minas de los Estados Unidos e Instituto Mellon de Investigaciones Industriales). Italia, con el laboratorio que para el estudio de los combustibles italianos establecieron los catedráticos de química Levi y Padovani, verdadero núcleo para la creación definitiva del Instituto Italiano del Carbón, considerado indirectamente oficial por el Gobierno fascista y subvencionándolo el Ministerio de Agricultura con 50.000 liras, a propuesta del Comité Técnico para los Combustibles Nacionales ; todo esto a pesar de la carencia de hulla, y si sólo para la mejor utilización de los carbones pobres (lignitos y turbas de la Istría y la Heraclea).
España díó ya sus primeros pasos seguros con la Institución del Consejo Superior del Combustible, que contó con técnicos de alto valor en la materia, y aún se espera más del Instituto Nacional del Carbón, que el sabio catedrático de Química técnica de la Facultad de Ciencias Químicas de Oviedo, doctor D. Benito A. Buylla, dirige, y al que deberán seguir otro y otros allí donde las cuencas carboníferas de España los demanden, adecuados todos a los correspondientes medios de valorización que exijan las diferentes clases de tan abundantísimas materias carboneras como invaden nuestro subsuelo, según las brillantes demostraciones ofrecidas por el ingeniero de Minas señor Patac, en sus conferencias y folletos.
LAS DESTILACIONES EXCELENTESMEDIOS DEVALORIZACIÓNDE LOS CARBONES BITUMINOSOS NO RESUELVEN EL PROBLEMA DEL PETRÓLEO NACIONAL
La base de éstas, que es el conocimiento de origen, formación, composición y aplicaciones de las variedades del carbón, cuyos estudios forman una espléndida bibliografía, de las másextensas que existen, sobre esta esp'ecialidad, maravillando cómo las variadas y múltiples opiniones aisladas se
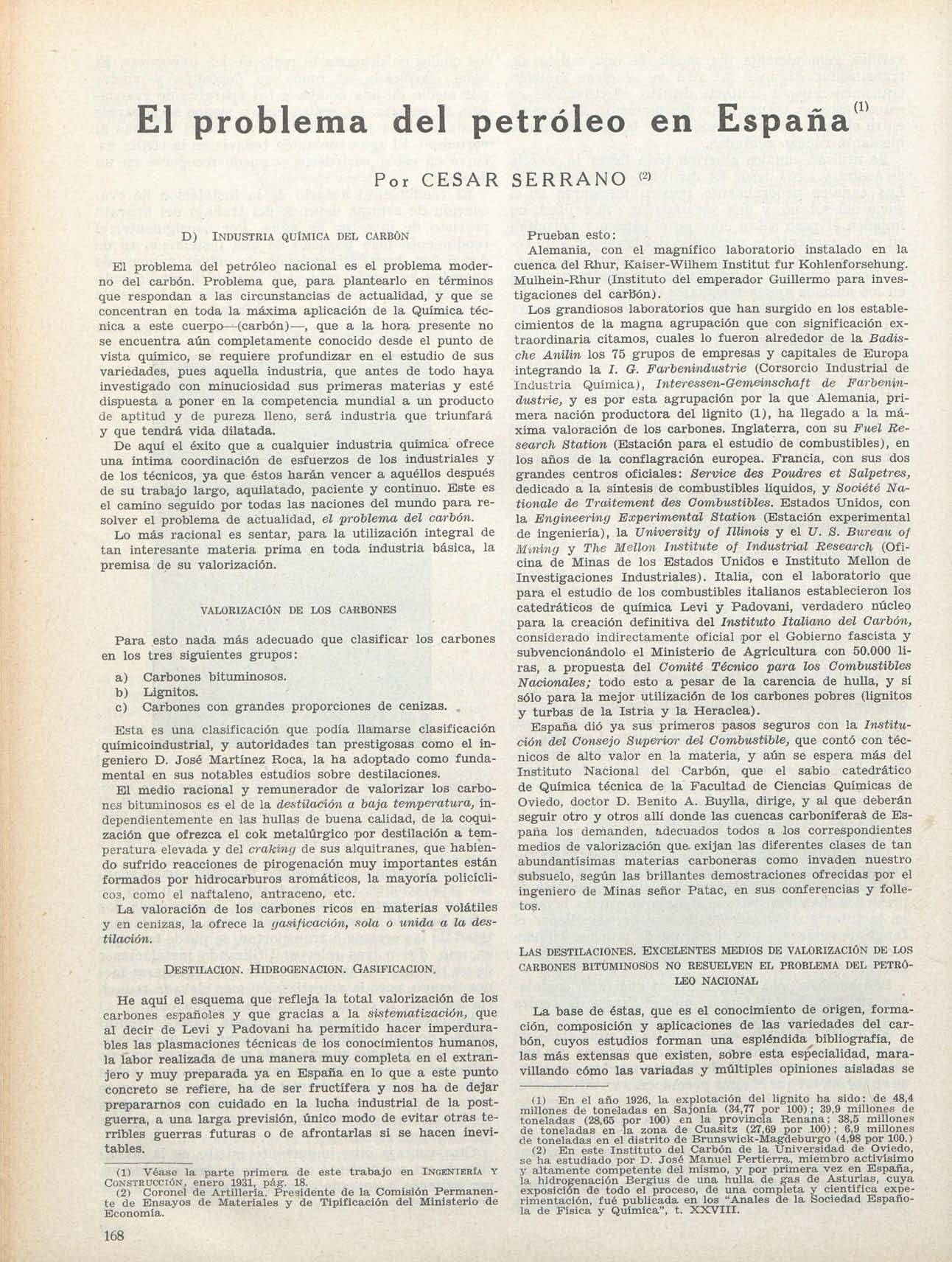
(1) En el año 1926, la explotación del lignito ha sido: de 48 4 millones de toneladas en Sajonia (34,77 por lOO); 39,9millones de toneladas (28,65 por 100) en la provincia Renana; 38,5 millone.s de toneladas en la zona de Cuasitz (27,69 por 100); 6,9 millones de toneladas en el distrito deBrunswick-Magdeburgo (4,98 por 100 )
(2) En este Instituto del Carbón de la Universidad de Oviedo se ha estudiado por D José Manuel Pertierra, miembro activísimo y altamente competente delmismo, y por primera vezen España la hidrogenación Bergius de unahulla de gas de Asturias, cuya exposición de todo el proceso, de unacompleta y científica experimentación, fuépublicada en los "Anales de la Sociedad Española de Fisica y Química", t. XXVIII.
(1)
168 í
reúnen a través delossiglos para formar enelcampo de la veiüaü científica unasola queen el concepto mineralógico incluye aparte alcarbón enel cuarto grupo, y lo definediciendo queeselmineral queresponde a lasnecesidades de la gran industria moderna—fuente deluzy defuerza—, y en el concepto geológico determina que lasformaciones orgánicas danorigen a lasdos grandes categorías; calizas y combustibles minerales, asícomo elnotable ingeniero señor Sánchez Arboledas, quetanto sehaocupado del estudio estructural deloscarbones, afirma consucientífica autoridad que por no serdeorigen orgánico, porhomogéneo yportener composición quimica definida, elcarbón nopuede considerarse como mineral; y desde laprimitiva teoria deAgrícola, 1544,de que elorigen delcarbón eselpetróleo, hasta lasmásmodernashipótesis deH.Potóme, corroboradas porF.Fischer; concuantas afirmaciones deMatthiolus,,señalando ellignito como derivado delamadera; Strache yLaut, afirmando serelcarbónde piedra como los basaltos originados por los volcanes; J. J.Scheucher, deduciendo elorigen vegetal delcarbón por los restos delasplantas queenél seaprecian; Beroldigen, que halla elparalelismo entre carbón y turba; Williams, asegurando queel carbón es producto dela descomposición de la madera en agua estancada, etc.,etc.,se llega a que lo interesante para poder explicarse la presencia de ciertos cuerpos líquidos y gaseosos, y aún sólidos, entre losproductos dedescomposición delcarbón por el calor o por agentes químicos, es precisar la familia vegetal quepueda ponerse de relieve ensucontextura, y queenunvegetal tipo son: celulosa, pentosana, lignina, resinas-ceras, proteínas, mate-: rías minerales
La transmutación de cada unode estos cuerpos encadai uno delosproductos finales delcarbón exige necesariamen-¡ te el exacto conocimiento delanaturaleza delvegetal originario, habiendo sido el análisis micrográfico el más valioso auxiliar para ello, y siendo elaxaericano H.D.Rogers quien lo aplicó al desentrañe decuestión detanto interés, descubierta porKarsten, referente a lallamada madre del carbónmadera carbonizad o carbón de leña mineral (mineral Charcoal), y queporequivocada interpretación de su origen se sucedieron, envueltas en confusión, lasafirmaciones de Rogers, Daubree, elmismo Karsten, Jeffey y otros investigadores; stevenson propuso la denominación de fuseno, corroborando Rogers conel microscopio lo anunciado porKarsten, de poder considerarse a este fuseno cómo despojos que han perdido susproductos volátiles con más rapidez que el resto de la masa carbonosa, y confirmándolo el análisis químico que acusa uncrecimiento decarbono condisminución paralela dehidrógeno y deoxígeno-nitrógeno enelfuseno obtenido deloscarbones originarios.
Los cuatro componentes delasubstancia propia del carbón (vitreno-clareno-dureno-fuseno), descubiertos por Stopes en 1919, además delosconstituyentes a, /3,y y, obtenidospor tratamiento decombustible bituminoso conpiridina, eslo que ha permitido penetrar enlamateria propia delcarbón yes el cimiento deapoyo deledificio dela destilación, análogamente a losconstituyentes hallados enla estructuración de los aceros, base desustratamientos.
Los interesantes estudios sistemáticos de Wheeler ysus colaboradores conlosmúltiples ensayos enaveriguación de disolventes y delosproductos extraídos por sus disoluciones, han conducido al siguiente resultado:
Carbón bituminoso: tratado conpiridina
Residuo insoluble (compuestos a denaturaleza celulósica).
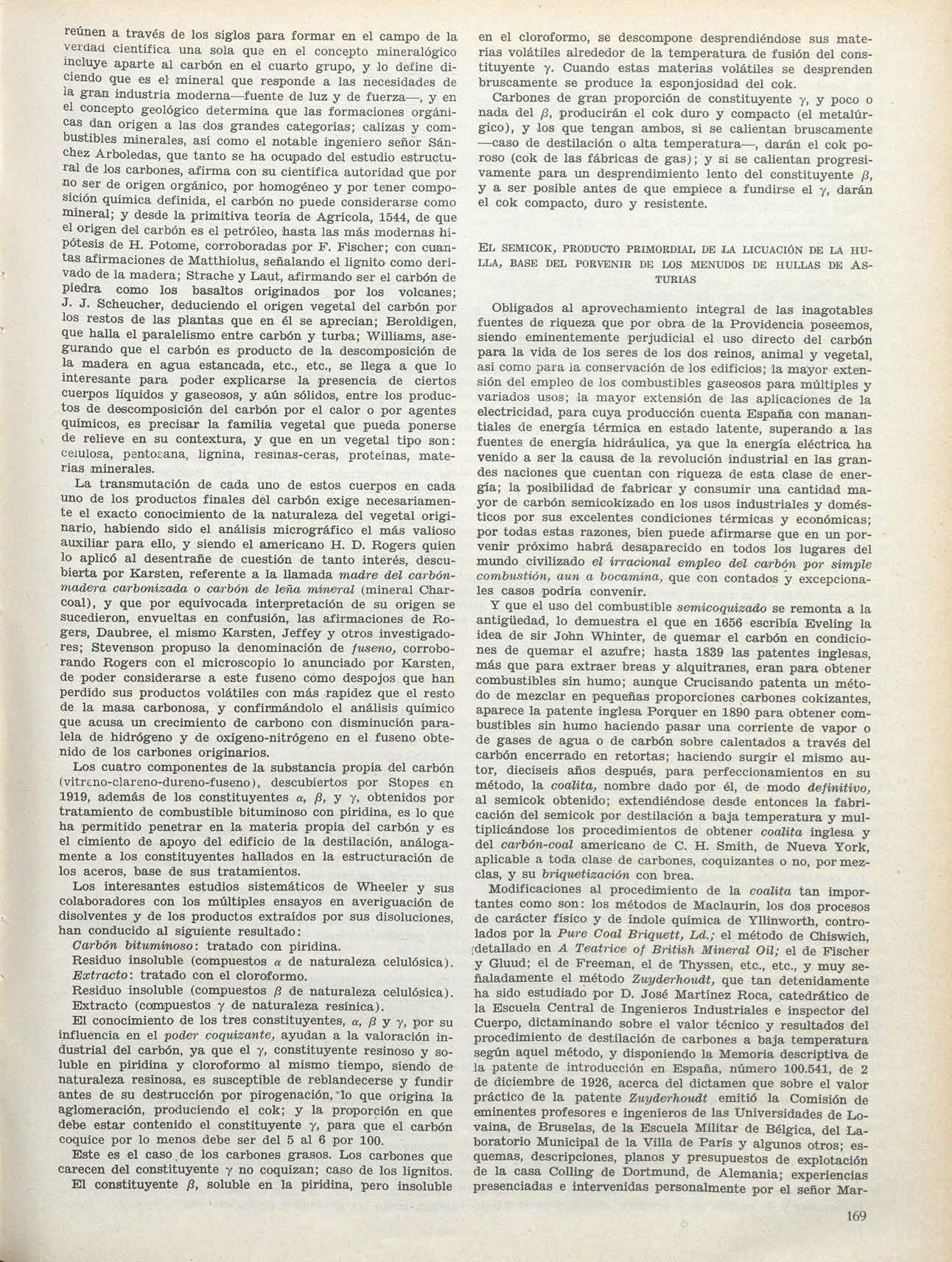
Extrcuito: tratado conel cloroformo
Residuo insoluble (compuestos /?denaturaleza celulósica).
Extracto (compuestos y denaturaleza resínica).
El conocimiento delostres constituyentes, a, fl y y , por su influencia enel poder coquizante, ayudan a lavaloraciónindustrial delcarbón, yaque ely,constituyente resinoso y soluble enpiridina y cloroformo al mismo tiempo, siendo de naturaleza resinosa, essusceptible dereblandecerse y fundir antes desu destrucción por pirogenación, •lo queorigina la aglomeración, produciendo el cok;y la proporción en que debe estar contenido el constituyente y, para queel carbón coquice por lomenos debe serdel5 al6 por100.
Este es el caso deloscarbones grasos. Loscarbonesque carecen delconstituyente y nocoquizan; caso deloslignitos.
El constituyente /?,soluble enla piridina, pero insoluble
en el cloroformo, se descompone desprendiéndose susmaterias volátiles alrededor delatemperatura defusión delconstituyente y Cuando estas materias volátiles se desprenden bruscamente seproduce la esponjosidad del cok.
Carbones degran proporción deconstituyente y , y poco o nada del/3,producirán elcok duro y compacto (elmetalúrgico), y losquetengan ambos, si se calientan bruscamente —caso dedestilación o alta temperatura—, darán elcokporoso (cokdelasfábricas degas);y sisecalientan progresivamente para undesprendimiento lento delconstituyente p , y a serposible antes deque empiece a fundirse el y, darán el cokcompacto, duro y resistente.
EL SEMICOK, PRODUCTO PRIMORDIAL DE LA LICUACIÓN DE LA HULLA, BASE DELPORVENIR DE LOSMENUDOS DE HULLAS DE ASTURIAS
Obligados al aprovechamiento integral delas inagotables fuentes deriqueza que por obra delaProvidencia poseemos, siendo eminentemente perjudicial el usodirecto del carbón para lavida delosseres delosdos reinos, animal y vegetal, asi como para laconservación delosedificios; lamayor extensióndelempleo deloscombustibles gaseosos para múltiples y variados usos; la mayor extensión delasaplicaciones de la electricidad, para cuya producción cuenta España conmanantiales deenergía térmica enestado latente, superando alas fuentes deenergía hidráulica, yaque laenergía eléctricaha venido a serlacausa delarevolución industrial enlas grandes naciones que cuentan con riqueza deesta clase deenergía; laposibilidad defabricar y consumir una cantidad mayor decarbón semicokizado enlosusos industriales y domésticos porsusexcelentes condiciones térmicas y económicas; por todas estas razones, bien puede afirmarse queenun porvenir próximo habrá desaparecido en todos loslugares del mundo civilizado el irracional empleo del carbón por simple combustión , aun a bocamina , que con contados y excepcionales casos podría convenir.
Y queelusodelcombustible semicoquizado seremonta a la antigüedad, lodemuestra el que en1656 escribía Eveling la idea desirJohn Whinter, dequemar el carbón encondiciones de quemar el azufre; hasta 1839 laspatentes inglesas, más quepara extraer breas y alquitranes, eran para obtener combustibles sinhumo; aunque Crucisando patenta unmétodo demezclar enpequeñas proporciones carbones cokizantes, aparece lapatente inglesa Porquer en1890para obtener combustibles sinhumo haciendo pasar una corriente devapor o de gases deagua o decarbón sobre calentados a travésdel carbón encerrado enretortas; haciendo surgir el mismoautor, dieciseis años después, para perfeccionamientos ensu método, la coalita , nombre dado porél, demodo definitivo , al semicok obtenido; extendiéndose desde entonces la fabricación delsemicok pordestilación abaja temperatura y multiplicándose losprocedimientos de obtener coalit a inglesa y del carbón-coal americano deC.H.Smith, deNueva York, aplicable atoda clase decarbones, coquizantes ono,pormezclas, y su briquetizació n conbrea
Modificaciones al procedimiento de la coalit a tanimportantes como son: losmétodos deMaclaurin, losdos procesos de carácter físico y deíndole química deYllinworth, controlados por la Pur é Coa l Briquett, Ld.; el método de Chiswich, (detallado en A Teatrice of British Mineral Oil; el de Fischer y Gluud; eldeFreeman, eldeThyssen, etc., etc.,y muy señaladamente elmétodo Zuyderhoudt , quetandetenidamente ha sido estudiado por D.José Martínez Roca, catedráticode la Escuela Central deIngenieros Industriales e inspector del Cuerpo, dictaminando sobre elvalor técnico y resultadosdel procedimiento dedestilación decarbones a baja temperatura según aquel método, y disponiendo laMemoria descriptivade la patente deintroducción enEspaña, número 100.541, de2 de diciembre de1926,acerca deldictamen que sobre elvalor práctico dela patente Zuyderhoudt emitió la Comisiónde eminentes profesores eingenieros delasUniversidades de Lovaina, deBruselas, delaEscuela Militar deBélgica, del Laboratorio Municipal delaVilla deParís y algunos otros;esquemas, descripciones, planos y presupuestos de explotación de la casa CoUing deDortmund, deAlemania; experiencias presenciadas e intervenidas personalmente por elseñorMar-
169Í
tinez Roca sobre destilación a baja temperatura de carbones belgas realizadas enlainstalación tipo semiindustrial delhorno Zuyderhoudt en Droogenbosh (Bruselas); análisis y ensayos de las muestras de carbón tratado y productos obtenidos hechos por el señor Martínez Roca; ensayos de destilación hechos con carbón español en la misma instalación; y como anejo y complemento de la instalación de destilación de carbón, se estudió la patente número 98.345, de 28 de mayo del año 26, de invención deunprocedimiento deobtención dehidrocarburos ligeros, partiendo de compuestos orgánicos complejos por acción simultánea del calor, hidrógeno a presión y catalizadores deshidratantes, de los señores Magtínon, Kleing y Florentin.
Por haberse hecho los ensayos conmenudos de hulla asturiana, damos a continuación un resumen de los resultados de los mismos, que con todo lujo de detalles ha ofrecido enextenso informe el señor Martínez Roca
Coalit a gruesa , de 87 a 92 por 100 de la total obtenida con resistencia a la compresión superior a 50kilogramos porcentímetro cuadrado, por lo que resiste perfectamente al transporte; porosidad, del 40 por 100;10 por100 de materias volátiles; 7.000 calorías depoder calorífico Conestas caracteristicas podrá sustituir a la antracita en usos industriales y domésticos; al cok metalúrgico, en los cubilotes y hornos de fundición de toda clase de aleaciones, así como en toda clase de homos de la metalurgia para éstas y para sus tratamientos; por carecer de propiedades aglomerantes, está indicado para la gasificación en todos los tipos de gasógeno para obtener un gas enriquecido con productos volátiles, y, por tanto, dar mayor número de calorías, así como menos productos alquitranados, porlo queno ensuciará las válvulas delos motores.
Coalit a en grancilla y polvo , de excelentes condiciones para la gasificación.
Alquitrá n primari o sin pirogenar, que puede venderse después de unaligera deshidratación. Porsugran proporción de fenoles, debido a la riqueza de oxígeno del carbón destilado, tiene aplicación especial como combustible, como material de inyección demaderas opara el alquitranado de carreteras, de mayor precio que el alquitrán de alta temperatura. Este alquitrán admite como valorización mássencilla unaligera destilación después de deshidratado para separar todo lo quese destila antes de 200 grados, que se venderá como esencias brutas, y el residuo, enforma dealquitrán bruto; y avanzando la valorización se obtiene, además de la esencia, aceites, gas-oils para motores Diesel, aceites para engrases, la parafina y labrea; aunque esta valorización, porlocostosa y cara, se aplica pocas veces, dado quela eliminación de los fenoles, excepto para la preparación de desinfectantes y de la bakelita, aparte dequelas instalaciones de desparafinado sonmuy complejas, exigen crecidos capitales y gastos de explotación. De aquí quepara obtener las esencias o gasolinas haya que volver al Craking ; porlo que el ensayo del procedimiento de crakiniza r este alquitrán, por la acción conjunta de la temperatura, presión e hidrógeno en presencia de catalizadores deshidratantes, llevado a cabo por los señores Magtínon, Kleing y E^loirentin, parece ofrecer satisfactorios resultados.
Bencin a y sulfato amónico , obtenidos parte por desesenciado del gas y parte porla extraída delalquitrán, conabsoluta segurídad de venta.
Y porúltimo, el gas, porsualtopoder calorífico para alumbrado y otros usoso, es eminentemente remunerador, y aunen España, la transformación de la energía térmica de este gas en energía eléctríca, dada la capacidad absorbente y la industria de electricidad de nuestro país.
La urgencia aterradora de los años de la guerra auropea, de la previsión que exigían las demandas de esencias demotor, repercutieron en España a las dificultades de importación degasolinas y esencias, y de aquí quelos estudios principales ds sustitución de que ya hubimos de hablar se dirigieran ensentido dela destilación deloscarbones a baja temperatura.
Tampoco eranuevo este asunto de las destilaciones, puesto que Perkins, de Manchester, en 1853, patentó un procedimiento de destilación de las materias carbonosas para laobtención de aceites de parafina, y en 1854,Sparr, de Birkenhead, también ofreció método de destilación de sustancias carbonosas y de carbón para producid aceite; y combinándo-
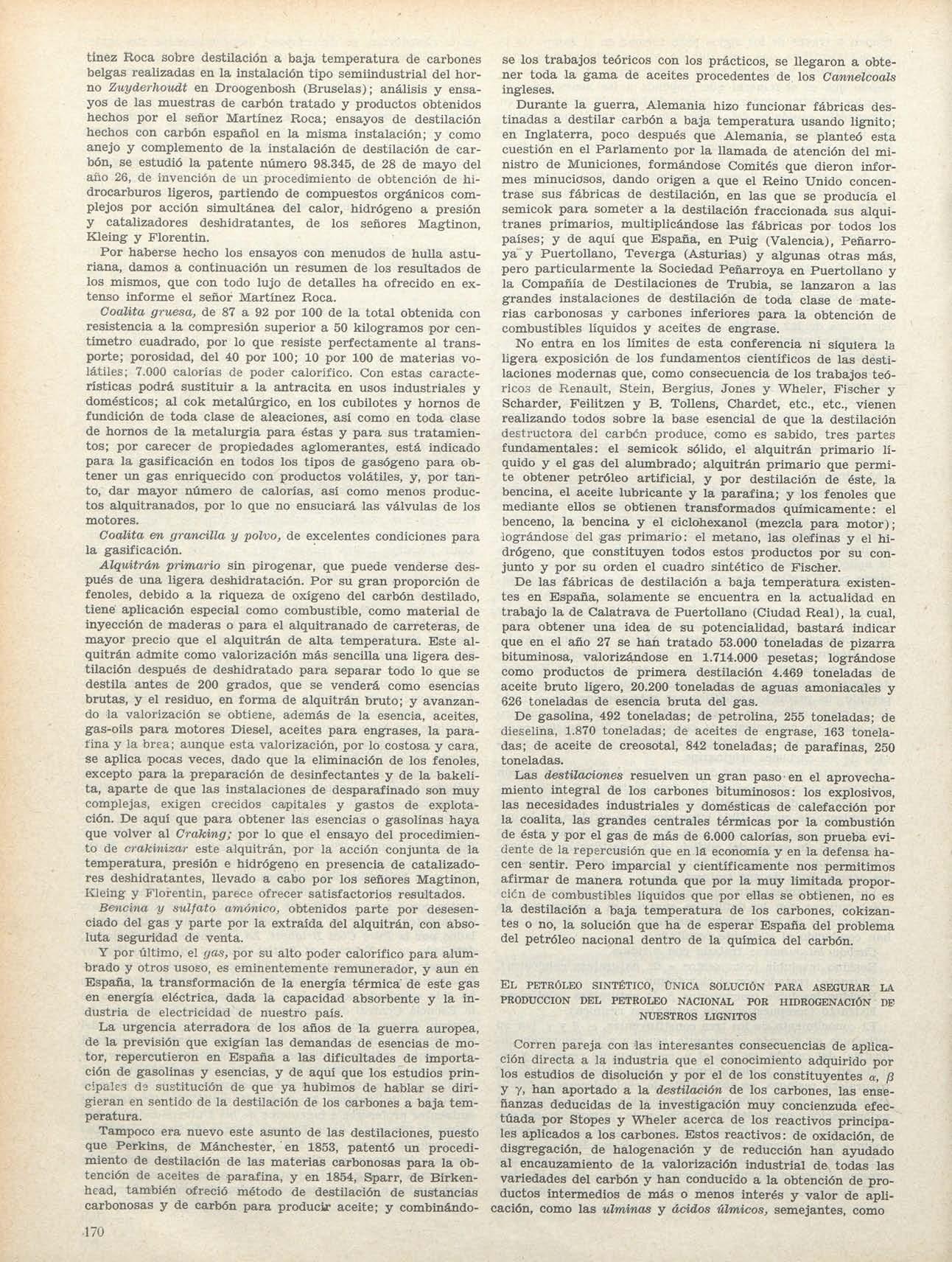
se los trabajos teóricos conlos prácticos, se llegaron a obtener toda la gama de aceites procedentes de los Cannelcoals ingleses.
Durante la guerra, Alemania hizo funcionar fábricas destinadas a destilar carbón a baja temperatura usando lignito; en Inglaterra, poco después que Alemania, se planteó esta cuestión en el Parlamento porla llamada de atención delministro de Municiones, formándose Comités que dieron informes minuciosos, dando origen a que el Reino Unido concentrase sus fábricas de destilación, en las que se producía el semicok para someter a la destilación fraccionada sus alquitranes primarios, multiplicándose las fábricas por todos los países; y de aquí que España, en Puig (Valencia), Peñarroya y Puertollano, Teverga (Asturias) y algunas otras más, pero particularmente la Sociedad Peñarroya enPuertollano y la Compañía de Destilaciones de Trubia, se lanzaron a las grandes instalaciones de destilación de toda clase de materias carbonosas y carbones inferiores para la obtención de combustibles líquidos y aceites de engrase.
No entra en los límites de esta conferencia ni siquiera la ligera exposición de los fundamentos científicos de las destilaciones modernas que,como consecuencia delostrabajos teóricos de Renault, Stein, Bergius, Jones y Wheler, Fischer y Scharder, Feilitzen y B. ToUens. Chardet, etc., etc., vienen realizando todos sobre la base esencial de que la destilación destructora del carbón produce, como es sabido, tres partes fundamentales: el semicok sólido, el alquitrán primario líquido y el gasdel alumbrado; alquitrán primario que permite obtener petróleo artificial, y por destilación de éste, la bencina, el aceite lubricante y la parafina; y los fenoles que mediante ellos se obtienen transformados químicamente: el benceno, la bencina y el ciclohexanol (mezcla para motor); lográndose del gas primario: el metano, las olefinas y elhidrógeno, que constituyen todos estos productos por su conjunto y por su orden el cuadro sintético de Fischer.
De las fábricas de destilación a baja temperatura existentes en España, solamente se encuentra en la actualidad en trabajo ladeCalatrava dePuertollano (Ciudad Real), la cual, para obtener una idea de su potencialidad, bastará indicar que en el año 27 se han tratado 53.000 toneladas de pizarra bituminosa, valorizándose en 1.714.000 pesetas; lográndose como productos de primera destilación 4.469 toneladas de aceite bruto ligero, 20.200 toneladas de aguas amoniacales y 626 toneladas de esencia bruta delgas.
De gasolina, 492 toneladas; de petrolina, 255 toneladas; de dieselina, 1.870 toneladas; de aceites de engrase, 163 toneladas; de aceite de creosotal, 842 toneladas; de parafinas, 250 toneladas.
Las destilaciones resuelven un gran paso•en el aprovechamiento integral de los carbones bituminosos: los explosivos, las necesidades industriales y domésticas de calefacción por la coalita, las grandes centrales térmicas por la combustión de ésta y porel gasdemásde 6.000 calorías, sonprueba evidente delarepercusión queenlaeconomía y enladefensahacen sentir. Pero ímparcíal y científicamente nos permitimos afirmar de manera rotunda quepor la muylimitada proporcicn de combustibles líquidos que porellas se obtienen, noes la destilación a baja temperatura de los carbones, cokizantes o no,la solución queha de esperar España del problema del petróleo nacional dentro de la química del carbón
Corren pareja conlas interesantes consecuencias de aplicación directa a la industria que el conocimiento adquirido por los estudios de disolución y por el de los constituyentes a, ¡i y Y,han aportado a la destilación de los carbones, las enseñanzas deducidas de la investigación muy concienzuda efectuada por Stopes y Wheler acerca de los reactivos principales aplicados a loscarbones Estos reactivos: deoxidación, de disgregación, de halogenación y de reducción han ayudado al encauzamiento de la valorización industrial de todas las variedades delcarbón y hanconducido a la obtención deproductos intermedios de más o menos interés y valor de aplicación, como las ulmina s y ácidos úlmicos , semejantes, como
EL PETRÓLEO SINTÉTICO, ÚNICA SOLUCIÓN PARA ASEGURAR LA PRODUCCIÓN DEL PETRÓLEO NACIONAL POR HIDROGENACIÓN DE NUESTROS LIGNITOS
•170
es sabido, a los recogidos del mantillo del suelo, o los producidos"sintéticamente en los laboratorios obtenidos por oxidación; las mezclas complejísimas en estado coloide a que dan lugar los reactivos de disgregación; las enseñanzas sobre el conocimiento de la existencia de compuestos no saturados o cuerpos cíclicos o aromáticos en los carbones, que los reactivos de halogenación han permitido deducir; y los resultados positivos a que se ha llegado por el empleo de los reactivos de reducción, que han permitido pasar de las consecuencias teóricas a las patentes de invención, base del apoteósico medio de valorizar para dar la solución que buscamos.
Los dos reductores, CO y H, acaparan la atención mundial, con especialidad en las comarcas carboníferas que aspiran a sacar el mayor rendimiento posible de su primera materia, siendo, por tanto, elementos insuperables para sintentizar compuestos orgánicos alifáticos, e influyendo de un modo extraordinario en las aplicaciones técnicas, la facilidad para obtener el gas de agua que resulta por la reacción endotérmica entre el vapor de agua y el carbón incandescente a altas temperaturas.
Con estos elementos solos no podía ser suficiente reacción; hay que favorecerla por intensa acción catalítica y hay que favorecerla también por adecuadas presiones y temperaturas La catálisis, dominio formidable de Sabatier y de Grignard en asunto donde nuestras ideas son todavía vagas, y que es con respecto a la afinidad química de ciertos cuerpos lo que los aceites de engrase para los rozamientos mecánicos, al hacer desaparecer los rozamientos, también especiales, que se oponen a aquélla, y viniendo a obrar los misteriosos catalizadores como verdaderos lubricantes frente a esos rozamientos que paralizan la acción química.
Igualmente, el resultado de la acción recíproca de los cuerpos, (caso del N y del H), consecuencia de dos acciones opuestas, combinación de dos elementos y disociación del producto obtenido, influenciadas por velocidades relativas, producirán para una temperatura y una presión dadas un cierto equilibrio químico, que habrá de corresponder a porcentajes; bien determinados del compuesto y de sus componentes. Al• modificarse la presión variará el equilibrio (ley de M Le Cha-, telier sobre el desplazamiento del equilibrio químico por variación de la presión).
HIDROGENACIÓN
Las desoxidaciones e hidrogenaciones constituyen en rigor uno de los procedimientos químicos más importantes en la Naturaleza y en la industria, y aunque fundamentalmente son distintos, se incluye en la redu^cción, aunque las desoxidaciones son reacciones de descomposición y las hidrogenaciones propias de proceso sintético, son reacciones de adición; habiéndose llegado a descubrir hasta el pronto un crecido número de hidrogenaciones por la gran capacidad que posee el hidrógeno para adicionarse en estado atómico
La importancia de los métodos de hidrogenación se manifestó claramente al permitir que Alemania pudiera hacer frente a las inmensas necesidades de compuestos nitrogenados que en la gfuerra se consumían a pesar de su bloqueo y de hallarse aislada de sus yacimientos de Chile, de donde innegablemente se obtiene la mayor parte del nitrógeno combinado necesario a la industria, adquiriendo con este motivo notable transcendencia el método de hidrogenación del nitrógeno, o sea la síntesis del amoníaco a partir de sus elementos; método científicamente estudiado poro haber desarrollado industrialmente desde la ruptura de hostilidades por la "Badische Anilin und Sodafabrick", pudiendo afirmarse sin exageración que la resistencia alemana no hubiera sido posible por falta de nitrógeno, y, por tanto, por falta de municiones y de abonos nitrogenados, de no haber contado con esta gigantesca arma de la industria química, del mismo modo que el azufre, que también fué resuelto por la industria química alemana desoxidando compuestos sulfurosos, como son los sulfatos tan abundantes en su subsuelo.
Las reacciones de hidrogenación tienen en la industria química contemporánea extraordinaria importancia, pues en la post-guerra ha tenido la síntesis del amoníaco mayor desarrollo, muchísimo mayor que cualquiera de las grandes industrias químicas modernas, y el endurecimiento de las grasas
y aceites, que puede denominarse industria mundial, por la escala en que se practica, abrió la época de los métodos de hidrogenación industriales
Pero el problema de hidrogenación más trascendental y de formidable repercusión en la economía de las naciones dueñas de poderosos y ricos yacimientos carboníferos, como sucede en España, es el de la licuación del carbón mediante el hidrógeno, es decir, el desdoblamiento de hidrogenación de la complicada molécula del carbón, que conduce a multitud de hidrocarburos de composición semejante a los petróleos, solución real y positiva de este gran problema hallada en el último quinquenio
Interesante es la génesis de los perfeccionamientos logrados en las hidrogenaciones del carbón, en la que tanta parte han tomado Fischer, Tropsch, Schrader, Bergius, Mony, Melamid, etc
Fischer, de sus estudios, dedujo la posibilidad de obtener industrialmente todos los productos derivados del petróleo, desde la esencia hasta la parafina sólida, partiendo de los productos de la gasificación del carbón y en particular del gas de agua y sin necesidad de recurrir al empleo de las altas presiones; empleando catalizadores que contienen cobalto, hierro o níquel y ima substancia activa, como el cromo, el zinc o el cobre, con lo que se produce hacia los 300 grados y a la presión ordinaria, una reacción que puede representarse analíticamente por la ecuación
3CO -1- 3H2= COj+ HjO + 2CHj
Los radicales C H.^ se agrupan formando hidrocarburos diversos, desde el metano hasta los hidrocarburos sólidos, siempre que la temperatura no aumente; porque de lo contrario se transforma íntegramente en anhidrido carbónico y agua, al contrario que cuando la catálisis se verifica a presión, pues entonces se producen compuestos oxigenados, como sucede con la síntesis del alcohol metílico.
Según nuestros antecedentes, el rendimiento máximo en hidrocarburos, de 1 de gas de agua es de 200 gramos; de modo que si suponemos que la gasificación consume 0,75 kilogramos de carbón por unidad, podrá contarse con unos 270 gramos de dichos hidrocarburos por kilogramo de carbón gastado; y admitiendo que la transformación de estos combustibles líquidos rindan el 85 por 100, lo que no encontramos exagerado, resultará, en definitiva, que habrá que gastar 4,5 kilogramos de carbón para obtener un kilogramo de tales combustibles
El prudente consumo de energía, el extenso margen en que pueden variar las proporciones del CO y del H, la necesidad de depurarlos para purgarlos de los compuestos sulfurosos y evitar el envenenamiento de los catalizadores y la buena calidad de los productos fabricados, que no exigen ser posteriormente refinados, son las características del procedimiento Fischer, y aunque no se ha llegado aún a su práctica realización, no ignoramos que algunas de las más importantes cokerías del Ruhr han adquirido el procedimiento para emprender su ensayo industrial.
Pero quien ha conseguido la reducción directa del carbón por hidrogenación a presión para llegar a la fabricación industrial de aceites, resolviendo todas las dificultades (verdaderos problemas de hidrógeno, de presiones, de temperaturas^ y de catalizadores), fué Federico Bergius, quien, empezando en su laboratorio de Hannover, hace próximamente doce años, pronto sus patentes fueron llevadas a la realidad en Alemania, donde se ha logrado la total industrialización por los trabajos realizados por el profesor Bosch, de la "I. G. Farbenindustrie", comenzando por el establecimiento de una fábrica experimental en Manhein-Rheinau, en la que se intentó el aprovechamiento de los gases residuarios convirtiéndolos en CO2 y H a la temperatura de 1.250 grados por el vapor de agua en presencia de materiales refractarios Esta instalación industrial está formada por una serie de autoclaves susceptible de tratar 50 toneladas de lignito por 24 horas.
A raíz de la Conferencia del Carbón, celebrada el año 1926, en Pittsburgo, se supo que las patentes de Bergius habían sido compradas por la "I. G.", si bien no se indicaba si la adquisición se aconsejó para utilizarlas total o parcialmente, o si se impuso para evitar litigios, por existir semejanza entre la manera de trabajar de Bergius y la de la "Badische
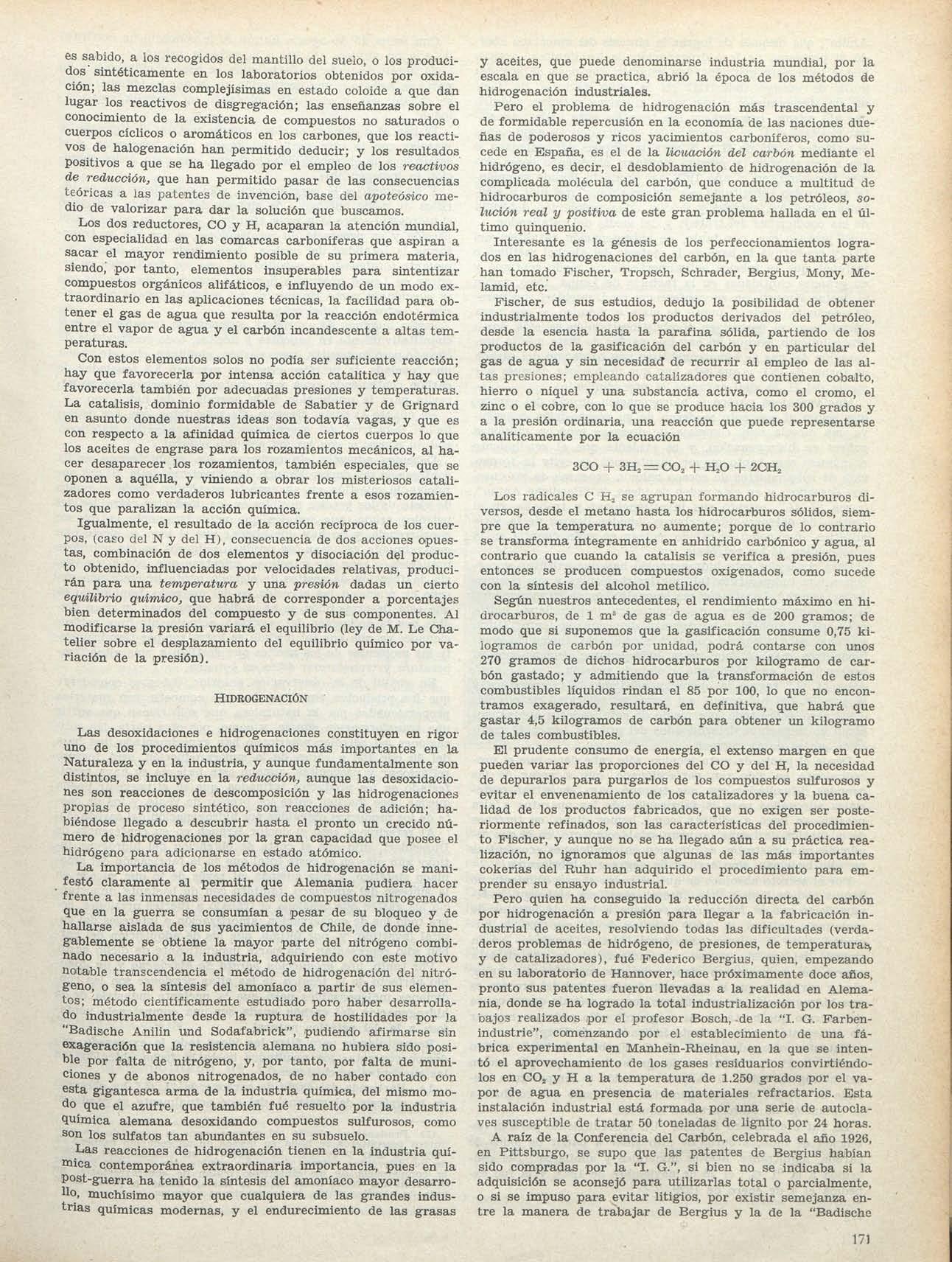
171
Anilin", que después de lograr la síntesis del amoniaco abordó el problema de la hidrogenación de los lignitos Actualmente tiene ésta instalada una estación que pasa de la categoria de ensayo industrial en la gran factoría de Leuna, de Merserburgo, y que según nuestras noticias, adquiridas allí mismo, comenzaron sus trabajos para hacer reaccionar el CO y el H en presencia del catalizador, en condiciones semejantes a las de H y N para la síntesis del amoniaco, o sea a temperatura y presión elevadas, obteniendo como primer resultado, en el año 1923, un producto líquido semejante al petróleo constituido por hidrocarburos, metanol y alcoholes, aldehidos, cetonas y ácidos, cuya proporción dependía de las condiciones del trabajo y del medio del catalizador.
El proceso era, por tanto, de hidrogenación catalítica del CO, y constituyó la base de la síntesis del alcohol metílico o metanol, que se fabrica actualmente de un modo continuo y en grandes cantidades en la factoría de Leuna Pero, según el doctor Krauch, en su conferencia de Dusseldorf, no parece adecuado, desde el punto de vista económico, el que para transformar el carbón en combustible líquido se siga aquel procedimiento, porque no hay que perder de vista que la preparación del gas de agua constituye una oxidación del carbón en forma de CO, y que ésta hay que deshacerla después por medio del H, lo cual encarece el procedimiento.
Mas ventajosa parece la hidrogenación directa del carbón, que según el concepto moderno de su composición constituye una mezcla muy compleja de diversas especies químicas pobres en hidrogenación, y es evidente que el rendimiento económico será tanto mayor cuanto más se evite la formación de subproductos de escaso valor a expensas de los cuerpos deseados; y en este orden de ideas, la "Basdiche Anilin", o sea "I G.", orientó sus investigaciones y trabajos en el sentido de obtener hidrocarburos líquidos ligeros de la serie alifática, que, como es sabido, entran en gran cuantía en la composición de los petróleos
Para conseguir esta hidrogenación hay que calentar el carbón a una temperatura tal, que las moléculas y sus complejos se separen. Las fracciones engendradas, en su mayor parte, son muy inestables, se descomponen desprendiendo hidrógeno; pero también se agrupan a determinada temperatura, y, como sucede con la cokización ordinaria, formando combinaciones más estables para hidrogenarse después por la presencia del gas hidrógeno a elevada presión
La "1 G." regula la operación variando la temperatura y la presión del hidrógeno, así como su velocidad de circulación; pero, sobre todo, por medio de catalizadores que se emplean en momentos determinados del proceso, según el resultado que se desea obtener.
Desde el punto de vista técnico, sólo cabe decir que el procedimiento ha sido tan perfeccionado, que a pesar de las grandes dificultades con que tropezó para encontrar materiales adecuados para la fabricación de los aparatos a alta presión, se llegó a edificar, como hemos dicho, en terrenos de la fábrica de Leuna un gran establecimiento, en el que según nos manifestaron, se obtienen en condiciones económicas no sólo bencinas, sino aceites de engrase o lubricantes.
Por el secreto absoluto de que se rodea el procedimiento no hemos podido lograr más antecedentes; sin embargo, podemos decir que la fabricación se hace a base de lignitos de muy mala calidad, de 2.500 calorías de 50 por 100 de humedad y de la misma procedencia que el empleado en la síntesis del amoníaco; que, a semejanza de lo que en ésta ocurre, no se requieren otras primeras materias que agua, aire y carbón, y que la operación fundamental del proceso es una hidrogenación de este último con un método que a causa del secreto que hasta ahora se guarda sólo podemos reputar de semejante con la variante indicada al de Bergius.
Patentes otorgadas a la "I. G. Farbenindustrie" existen varias: la P. F. 612.504, en la que se indica que por acción del hidrógeno sobre el carbón a presión y temperatura elevada se obtiene una hidrogenación del mismo que conduce a la obtención de hidrocarburos líquidos.
La patente número 109.850, "Un procedimiento para la obtención de hidrocarburos de alto valor a partir de lodos de carbón, alquitranes, aceites minerales y similares", fué concedida a la "I. G." el 26 de noviembre de 1928, y la fué expedida el 4 de enero de 1929.
Con fecha 26 de agosto último se le concedió un certificado adición número 114.504 a la referida patente.
El lig^nito procedente de la mina se seca y pulveriza, y en parte se somete a una destilación, de la que se obtiene, como es sabido, gas y alquitrán, quedando un semicok como residuo.
El gas se destina a producir fuerza motriz; el alquitrán, a mezclar con la otra parte del lignito para berginizar, y el semicok, a la obtención del hidrógeno, que para dicha operación es indispensable.
Y en cuanto a la berginización, sólo cabe decir que se verifica de modo análogo a la síntesis del amoníaco, actuando el hidrógeno sobre la mezcla alquitrán, lignito en polvo a alta presión y en presencia de catalizadores, y por ella se transforma la totalidad del carbón, dando lugar a un líquido semejante totalmente al petróleo, del que por destilación se separan en Leuna productos ligeros o esencias, que son los que se consideran como finales,, de los aceites pesados que vuelven a entrar en fabricación.
Según hubimos de averiguar, se consigue transformar casi cuantitativamente en bencinas y aceites, todo combustible de elevadopeso molecular, como carbón, alquitrán, etc., etc.; para una tonelada de petróleo crudo se precisan 3,5 toneladas de carbón conteniendo agua y no contando el carbón que se necesita para la producción de la energía y del hidrógeno.
Bn cuanto al coste, creemos, sin más datos, que por explotación indu^strial del procedimiento los productos sintéticos, podrán competir con los del petróleo natural.
Debemos advertir, sin embargo, que según leemos en la conferencia del doctor Krauch, los directores de la "1.G." enjuician la cuestión en su aspecto económico desde el punto de vista de los precios posibles en los productos extraídos del petróleo crudo, que son los que verdaderamente entran en concurrencia, y no hay que olvidar que si bien es cierto que generalmente escasean los productos ligeros en los petróleos naturales, o sean las gasolinas, mientras que, por el contrario, la fracción de aceites de elevado punto de ebullición excede en mucho a las necesidades del mercado, también lo es que esta desproporción se ha podido compensar en gran medida con la aplicación del cracking, actualmente muy perfeccionado, ya que por tal medida se logra romper térmicamente las moléculas de los aceites que destilan a más altas temperatura y transformar éstos en bencina.
Bn virtud de la observación anterior, debemos considerar que los productos sintéticos han de competir con materias proporcionadas por la naturaleza que sólo tienen que sufrir una transformación simple, y como, por otra parte, las cotizaciones del petróleo americano han experimentado una baja del 50 por 100 a causa de la superproducción, será forzoso reflexionar y prevenirse, aunque esta baja no se haya manifestado en los productos refinados, que en el porvenir pueda quedar poco margen entre los precios de venta y los de coste de los productos obtenidos porhidrogenación del carbón(1)
Al referirse a esto el doctor Krauch en su conferencia de Dusseldorf, dijo que el coste de^obtención del hidrógeno influye aún más en el coste total que en la fabricación del amoniaco sintético, y que además, al revés de lo que sucede en la síntesis del amoníaco, también son de bastante importancía los gastos que ocasiona el trabajo a fuertes presiones, so- j bre todo los de conservación, amortización e intereses del capital invertido; y, por último, que los de adquisición del carbón sólo representan una parte insignificante de dicho coste.
Por tanto, una producción barata de hidrógeno y un dominio perfecto de la técnica de las altas presiones son las condiciones indispensables para que la naciente industria de la hidrogenación del carbón pueda ser una competencia ventajosa a la del petróleo natural.
Recapitulando para fijar las ideas todo lo expresado, podemos concretar los resultados hasta la fecha obtenidos en las siguientes conclusiones:
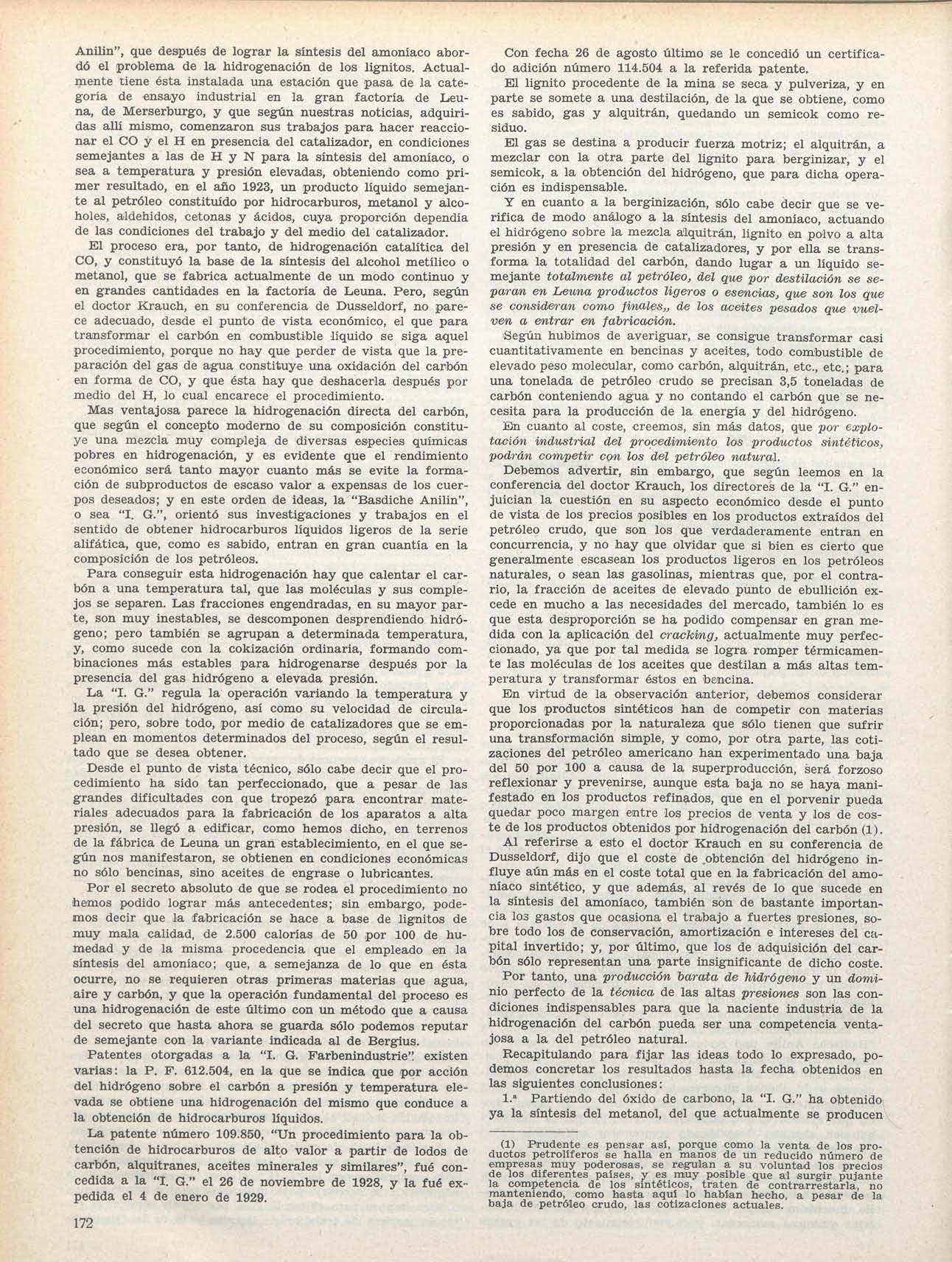
1." Partiendo del óxido de carbono, la "I. G." ha obtenido ya la síntesis del metanolj_del que actualmente se producen\,
(1) Prudente es pensar así, porgue como la venta de los productos petrolíferos se halla en manos de un reducido número de empresas muy poderosas, se regTilan a su voluntad los precios de los diferentes países, y es muy posible que al surgir pujante la competencia de los smtéticos, traten de contrarrestarla, no manteniendo, como hasta aquí lo habían hecho, a pesar de la baja de petróleo crudo, las cotizaciones actuales
172
grandes cantidades de un modo continuo en las factorías de Leuna.
2.« Por el mismo procedimiento, Fischer ha tratado de realizar la síntesis deloshidrocarburos ligeros, mientras que para llegar a este resultado, Bergius hidrogena directamente el carbón.
3.» La "I G."no parte de momento de la hulla, sino del lignito, y, a diferencia de Bergius, cuyas patentes ha adquirido, emplea catalizadores, consiguiendo con ello dar mayor elasticidad alprocedimiento y dirigir másfácilmente lasreacciones.
4." El producto obtenido es petróleo, que se fabrica ac-
tualmente en Leuna con carácter de ensayo industrial, en cantidad demásde300.000 toneladas anuales, y según declara la "I. G.", sus productos sintéticos podrán competir con los delpetróleo natural.
5.» Este petróleo dapordestilación bencinas y aceitespesados; las primeras se consideran como productos finales, y los segundos vuelven a entrar en fabricación.
6." Son condiciones indispensables para que el procedimiento tenga aplicación industrial que se obtenga hidrógeno barato y se domine la técnica de las altas presiones.
(Continuará.)
D o t r a s„ R e V s t a s
AERONÁUTIC A
Bl helicóptero ABcanio.—{Fltght. 14 Noviembre 1930, pág 1.249.)
Este nuevo helicóptero, quesehalla todavía enperíodo experimental, ha realizado con éxito varios vuelos de ensayo en él aeródromo de Ciampino (Italia) y en el interior delcobertizo para dirigibles que hay en el mismo Está formado por unarmazón enforma de cruz, queconstituye el fuselaje, sobre el cual y ensu parte central, lleva dosgrandes hélices horizontales, quegiran ensentido contrario Laspalas delas hélices tiene su áJig^ulo deataque variable a voluntad delpiloto. Encaso deparada delmotor delhelicóptero, las hélices actúan de paracaídas
El vuelo horizontal seobtiene inclinando elaparato por medio de pequeñas hélices horizontales dispuestas en los extremos del fuselaje.
El aparato es deunasola plaza, pesa unos 800kg.y lleva un motor Fiat A.50S de 95 CV
Durante los ensayos realizados en el aeródromo Ciampino, el aparato despegó y aterrizó sinsalir deuncírculo de 15m de diámetro y mantuvo unvuelo aunaaltura de4m.durante unperíodo detiempo considerable. Después serealizaronotro-^ ensayos recorriendo un circuito cerrado de 1 km y el trayecto desde un extremo del aeródromo al otro, consiguiendo una duración máxima de vuelo de 8 minutos 45,5 segundos y una altura máxima de 18m
También se hicieron vuelos de demostración en el interior del cobertizo para aeronaves, donde a pesar delos remolinos de aire producidos porla proximidad de las paredes delcobertizo, el helicóptero realizó evoluciones en todas direcciones, permaneciendo en el aire varios minutos.
Durante algunos de estos ensayos, el piloto soltó los man<Jos, y el aparato permaneció en el aire perfectamente ñjo.
Hasta ahora, los vuelos efectuados con este helicóptero se hanhecho solamente para comprobar la exactitud delos principios enquese funda, y conlosvaliosos datos reunidos en susobservaciones, el inventor cree que el próximo aparato que construya estará lo suficientemente perfeccionado para que sea posible su utilización práctica.—R
CONSTRUCCIÓ N
Cubiertas de hormigón armado para los talleres del Metropolitano de Paris. —(M Fauconnier
GéMü Civil. 17Enero 1931,pág 55.) _
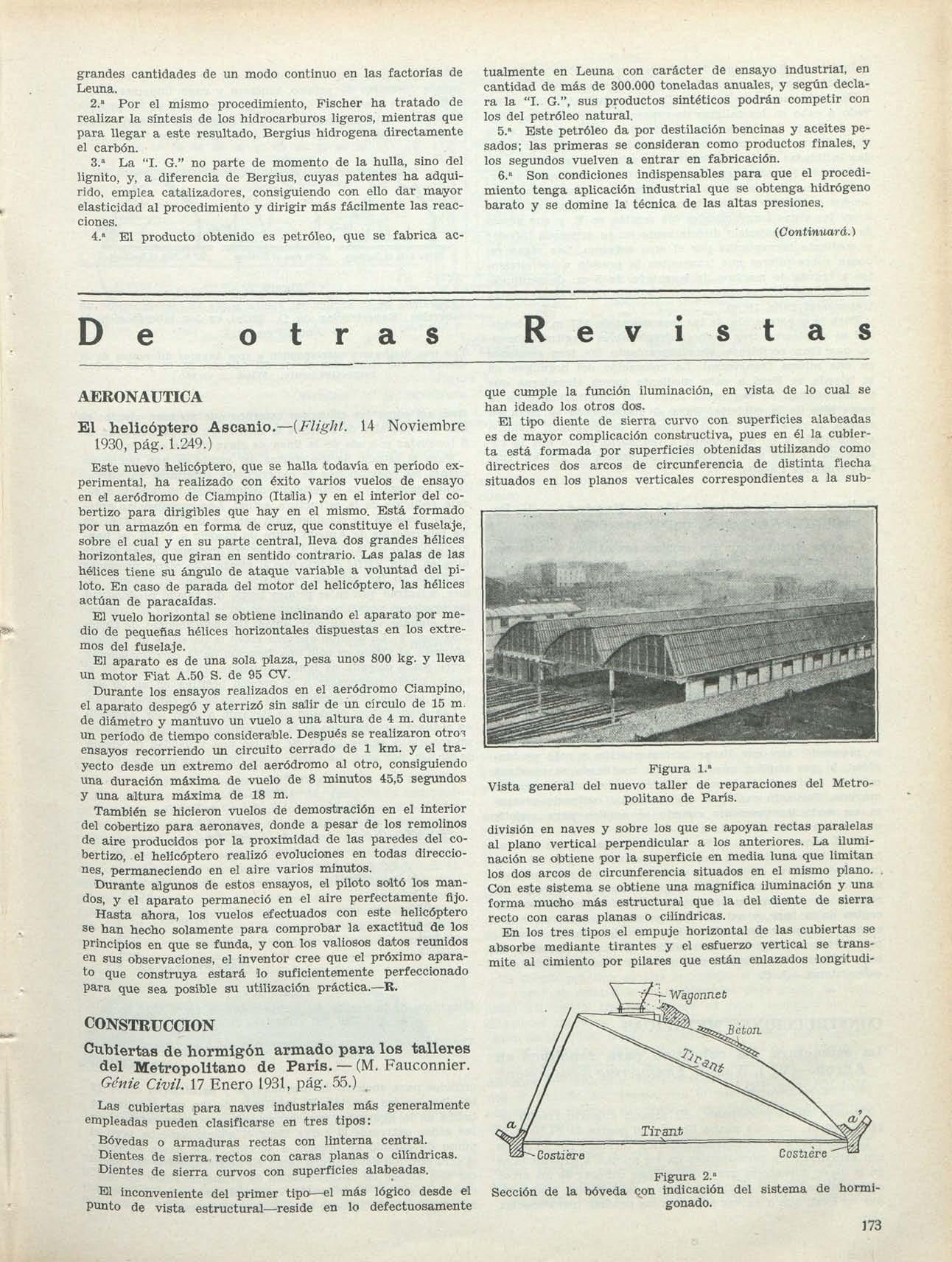
Las cubiertas para naves industriales más generalmente empleadas pueden clasificarse en tres tipos:
Bóvedas o armaduras rectas con linterna central.
Dientes de sierra rectos con caras planas o cilindricas
Dientes de sierra curvos con superficies alabeadas.
El inconveniente del primer tipo—el más lógico desde el punto de vista estructural—reside en lo defectuosamente
que cumple la función iluminación, en vista de lo cual se han ideado los otrosdos.
El tipo diente de sierra curvo con superficies alabeadas es de mayor complicación constructiva, pues enél la cubierta está formada por superficies obtenidas utilizando como directrices dos arcos de circunferencia de distinta flecha situados en los planos verticales correspondientes a lasub-
Vista general del nuevo taller de reparaciones del Metro-
división en naves y sobre losquese apoyan rectas paralelas al plano vertical perpendicular a los anteriores. La iluminación seobtiene porla superficie enmedia luna quelimitan los dos arcos de circunferencia situados en el mismo plano. Con este sistema se obtiene unamagnifica iluminación yuna forma mucho más estructural que la del diente de sierra recto con caras planas o cilindricas.
En los tres tipos el empuje horizontal de las cubiertas se absorbe mediante tirantes y el esfuerzo vertical se transmite al cimiento por pilares que están enlazados longitudi-
Figura 1."
politano de París.
- Cosíiére
Figura2."
173
Sección de la bóveda <^onindicación del sistema de hormigonado.
nalmente mediante vigas horizontales, y que al mismo tiempo pueden hacer el oficio de canales de recogida de aguas
Una variación muy interesante del segundo tipo se ha llevado a cabo en los talleres de reparaciones del Metropolitano de París recientemente construidos Como puede verse en la figura 1." la parte cubierta está constituida por bóvedas inclinadas de hormigón armado rebajadas a 1/6 con espesores de 5 centímetros en clave y 15 en arranques, reforzada por nervios cada 2,50 m. y armadas con un tirante (redondos embebidos en hormigón) cada 5. La bóveda se apoya sobre las vigas longitudinales (de sección en Y, y que sirven de canales), haciéndolo directamente en su arranque inferior y mediante tornapuntas por el otro extremo. Las vigas reposan sobre pilares que transmiten la presión a los cimientos a través de macizos de hormigón de 5 m. de profimdidad. La luz de las naves es 17,50 m. Existe una riostra transversal cada 10 m.
Para la construcción de las tres naves de 117 m de longitud se emplearon tres cimbras desplazables longitudinalmente, que iban recibiendo simultáneamente las tres secciones en una misma transversal La colocación del hormigón en la bóveda se llevó a cabo mediante torres elevadoras que lo depositaban en vagonetas sobre vías longitudinales en la , parte alta de la cubierta Para el descimbrado se tenía en : cuenta la resistencia de una muestra de hormigón idéntico al ejecutado y no se procedía a realizarlo, hasta que la re- í sistencia de éste a la compresión no pasara de 110 kg./cm^ \ C. Fernández Casado.
Cajones de aire comprimido inclinados — (E. Paproth, Dü Bautechnik, vol 7, pág 500)
Observa el autor que los cajones neumáticos constituyen uno de los métodos más eficaces para la ejecución de cimientos de puentes! muelles y presas, en fondos difíciles. Antes, todos los cajones se hincaban verticalmente; pero el autor describe un nuevo sistema, en el cual el cajón o bloque se hinca con cierta inclinación.
En muchos casos, en que se emplea el aire comprimido, el cimiento debe resistir una fuerza resultante, tal como la acción de un arco o el empuje de unas tierras, que se halla inclinada respecto a la vertical. El cajón se calcula de manera que, cuando quede asentado a cierta profundidad, la presión máxima en la base permanezca dentro de un límite determinado. Si la naturaleza del material hallado durante la hinca del cajón es de una calidad más pobre que la que se presumió, hay que llevar la cimentación a más profundidad, lo que implica que la presión resultante se apartará más del centro de la base y también aumentará la presión máxima Por esta razón, el cajón vertical ordinario presenta un serio inconveniente cuando se emplea para resistir una acción inclinada.
En el nuevo sistema, el filo cortante de la cámara de trabajo se hace horizontal, como de costumbre; pero el conductor de aire va inclinado y el cajón se hinca formando un ángulo con la vertical. Este ángulo puede establecerse de manera que la presión resultante pase siempre próxima al centro de la base, y así el cajón se puede hincar, sí es necesario, a mayor profundidad que la originalmente prevista, sin hacer peligrar su estabilidad. El autor describe un buen número de cimentaciones que han sido ejecutadas por este sistema.—J. C.
CONSTRUCCIONES METÁLICAS
La estructura del cobertizo para zepelines en Akron.—(W J Watson Engineering News-Record. Vol 105, pág. 135.)
Característica s principales.—^El espacio cubierto resulta de 359 X 99 m., con una altura libre en el centro de 54,90 m. La estructura es totalmente metálica, formada por 11 arcos con articulaciones permanentes en los apoyos y provisionales en la clave durante la construcción Las cabezas de los arcos están enlazadas por medio de vigas longitudinales trianguladas en Prat, que a su vez soportan las cerchas transversales.
sobre las que se apoya el recubrimiento de chapa de acero ondulada revestido de asfalto, amianto y capa impermeable. Esfuerzos tenidos en cuenta.—^La estructura se ha proyectado para resistir principalmente al viento y a las variaciones de temperatura El peso propio es de poca importancia rela-
ÍO-to Axis of Building -TmrTmmi-. Wto AxisofBuilding 90* te Aisiisof Building
Figura 1.»
Diagramas de la acción del viento sobre la estructura de un cobertizo. Experiencias de G. Eiffel en los laboratorios de Auteuil en 1914.
Los tres diagramas corresponden a tres ángulos diferentes de la dirección del viento con el eje del edificio: 30, 60 y 90 grados, respectivamente. (Wlnd = viento.)
tiva, así como los esfuerzos externos que no sean viento; el más considerable de aquéllos lo constituye un puente grúa de 6 toneladas colgado de la linea de clave de las arcadas. Para el estudio de los efectos del viento se han tenido en cuenta las conclusiones de experiencias anteriores en estructuras análogas y la experiencia definitiva en un modelo a escala reducida de la estructura actual. Las experiencias anteriores tomadas en consideración son las de Eiffel (1914) en los laboratorios de Auteuil sobre un modelo a 1/100 del hangar indicado en la figura 1.», y las del profesor alemán Gruening en 1918 Eiffel dedujo que el viento sólo ejerce presiones positivas en las paredes verticales expuestas al choque del aire, mientras que en el primer tercio del tejado predominan las presiones negativas, alcanzando un máximo en la cumbrera y algunas veces un poco antes. Las conclusiones de Gruening son: 1) La presión ejercida sobre la pared de un edificio expuesta al viento es sólo tma fracción de la correspondiente sobre placa delgada de igual superficie. 2) La succión en el tejado puede sobrepasar a la presión positiva en un 50 por 100. 3) Las mayores presiones las producen las ráfagas cortas. Las experiencias actuales se llevaron a cabo por Arnstein en el túnel aerodinámico de laUniversidad de New York sobre un modelo a escala 1/240. Se utilizó una velocidad de viento de 80 Km por hora La cubierta del modelo se perforó con 87
SucHon
Top chore/ óf arch"-
Figura 2.»
CrDss wincf
Impact pressure nilbü.- >« —
Diagrama de la acción del viento sobre la estructura modelo a 1/240 del cobertizo de Akron
Xop chord of arch — cabeza superior del arco; Cross wind = viento normal al eje del cobertizo.
orificios para enchufe de manómetros y se hicieron otros 22 taladros en las puertas El resultado de las experiencias se indica en la figura 2.», que corresponde a la zona central; en las zonas extremas la curva tiene el mismo aspecto, pero el punto de cambio de presión a succión, sube hasta alcanzar el 0,72 por 100 de la altura total. El hecho de abrir las puertas sólo influía en la distribución de presiones sobre las mismas; con el tipo adoptado de "octavo de esfera" no se localizan corrientes peligrosas en sus proximidades.
174
Wote: AU yo/lamr/yefs
Dooroperaíing- Offices and' CID• sAops ^ .•' Puma storage Transíbrmer house house Pla n
"/nai'nríbs' K 60'- >i Siol e Elevatio n ofTypica l Bo y
•3?5'c. to c. pins -ll- oP' Reínforced concrete Jj / tie beam Hal f Sectio n o f Typicoi l Arc h
Detalles de la estructura del cobertizo de Akron. Vertical trussed bracing = viga vertical de celosía para enlace de los arcos; Trussed rafters = cerchas trianguladas; Continuous struts = arriostramiento continuo; Beinforced concrete tie beam = viga-tirante de hormigón armado.
Hipótesi s de carga.—Para el peso propio se consideraron los siguientes valores por m-:
Recubrimiento, largueros y cerchas 49 kg. Vigas longitudinales 98 "
La carga de nieve combinada con el peso propio se consideró de 146 kg/m= en superficies inclinadas menos de 45por 100; combinada con viento máximo Se redujo a 73 kg./ra^ •
Para los esfuerzos del viento se hizo la siguiente clasificación de los elementos estructurales:
Recubrimiento, largueros y cerchas de la parte superior, 390 Kg./m\
Recubrimiento, largueros y cerchas de la parte inferior. 195 Kg./m^
Para los arcos y vigas de arriostramiento se adoptó la hipótesis más desfavorable de las dos siguientes:
1) Presión de 183 kg./m" combinada con fuerza interior de 61 kg./m= con la distribución obtenida en las experiencias sobre modelo reducido.
2) Presión uniforme de 73 kg./m= sobre superficie horizontal en la exterior únicamente.
Detalle s de la estructura.—^Los arcos son de tres articula"ciones (anulada la de clave después de terminar la construcción) salvando una luz de 99 m con una flecha de 60,20 m Se apoyan sobre macizos dehormigón armado que transmiten la presión al terreno/mediante pilotes del mismo material; el empuje horizontal es absorbido por una viga de hormigón armado que arriostra los apoyos de cada arco. Estos son11, separados 24,40 m., y se hacen solidarios mediante vigas longitudinales trianguladas en Prat, situadas en planos horizontales y verticales. Sobre estas vigas se apoyan cada 3 m. ligeras cerchas triangulares quesostienen loslargueros para fijación delrecubrimiento Enlos extremos dela nave existen dos
rodando sobre vias circulares mediante 20 pares de ruedas. Para los efectos de temperatura se han montado todos los arcos, excepto los tres centrales, sobre rodillos de deslizamiento.
El material empleado es acero al silicio para las cabezas de los arcos y acero corriente para el resto de la estructura. C. Fernández Casado.
ELECTROTECNIA
Ensayo s de esfuerzos del viento sobre líneas eléctricas.—(R H Sherlock A^ E. L. A. Bulletin., Enero 1931, pág 29.)
Iniciados por la National Electric Light Association y con] la colaboración de la Universidad de Michigan, se han efec- j tuado durante los años 1929y 1930,ensayos para determinar j experimentalmente los esfuerzos producidos por el viento en | líneas eléctricas y compararlos con los valores que se adoptan enlos cálculos; normalmente se tenía en cuenta en laregión donde se realizaron las experiencias un esfuerzo de viento de 45 kg./m= de superficie plana, actuando sobre un conductor recubierto por una capa de hielo de 12 mm. deespesor
Los ensayos se realizaron en Ann Arbor, Michigan, en una llanura especialmente expuesta al viento, instalando una sección de linea normalmente a la dirección dominante del mismo, con 12 postes de madera de 12 m. y vanos de 40m., postes de 15 m. y una torre metálica de 70 m. Se instalaron cables de aluminio de la misma sección que la de los manguitos de hielo supuestos.
Los esfuerzos del viento sobre cables y postes se deducían de las deformaciones sufridas por los postes, los cuales eran de una madera muy elástica. Previamente cada poste habia sido ensayado estableciendo experimentalmente su curva de deformación en función de la carga aplicada
La forma práctica en que se realizó el ensayo fué: Cada dos vanos se establecía un anenómetro para medir la velocidad del viento, transmitiéndose en cada momento sus indicaciones mediante procedimientos oscilográficos a las cabinas de medidas, donde quedaban registradas las velocidades del viento con intervalos de dos segundos de tiempo
Las deformaciones de los postes se medían en tres puntos distintos de cada uno, registrándose asimismo sus variaciones en función del tiempo, con lo que se deducía cada dos segundos la elástica del poste y en consecuencia el esfuerzo que la produjo.
medios arcos diagoriales para obtener la terminación en paraleloide queprecisa el sistema de puertas. Estas spn de estructura idéntica a la del cobertizo; cada una pesa alrededor de 600 ton. y giran por articulación en la extremidad superior
De esta forma se disponían en cada momento las curvas de velocidades del viento y la de esfuerzos aplicados a los postes. Durante los ensayos llegaron a registrarse velocidades de viento normales a la linea de 100 Km. por hora.
Comparando las curvas teóricas función de la velocidad
strut (ri- upperpin-f^
>\TypeCn)í)fi'ng^!<
Figura 3."
Arcos
146 "
Figura 4."
Vista exterior del cobertizo para estacionamiento y construcción de dirigibles, en Akron.
175
del viento y la presión del mismo, halladas experimentalmente en el laboratorio, con las que resultan de los ensayos anteriores, pueden apreciarse diferencias de consideración, debidas a los esfuerzos de inercia, desigualdad de la acción
parte de ella se enviará a 220.000 voltios a la cuenca carbonífera del Don y a Ekaterinoslav, centro industrial situado a una distancia de 90 km. Esta central se terminará en 1934 con un coste total de 110.000.000 de dólares
La magnitud del programa impone tales sacrificios al pueblo, cuyos ingresos apenas bastan para cubrir sus necesidades, que su terminación sería imposible, aun con la energía y disciplina del millón de directores comunistas, sin el fervor que el pueblo ruso ha puesto en la industrialización, en la creencia de que está contribuyendo a una nueva forma social necesaria al mundo.
El Instituto Central del Trabajo en Moscú prepara anualmente a 15.000 alumnos, en cursos de 18 meses, en el manejo de las herramientas de trabajo, mecanizando y vigilando sus movimientos, haciendo estudios sobre su fatiga y acumulando datos que algún día tendrán importancia internacional.
Vista de la línea experimental sobre la que se han realizado mediciones de los esfuerzos del viento.
del viento, torbellinos, influencia mutua de unos vanos sobre los otros y acción de la carga del viento bruscamente aplicada.
Los postes de madera resisten, sin embargo, mejor una carga bruscamente aplicada y de corta duración que la misma carga estática y permanente La influencia de todas estas variables hace que a una determinada velocidad del viento no corresponda siempre la misma presión por unidad de superficie, sino que estas presiones varíen para cada velocidad del viento, de acuerdo con la teoría de probabilidades. Así, para una velocidad del viento de 64 Km. por hora, se han observado presiones variables comprendidas entre 17,6 y 31,2 Kg. por m. cuadrado, quedando el 25,5por 100 de los casos observados entre los 25,4 y 27,3 Kg. por m. cua-
El mercado eléctrico ruso.—(A B Dibner Electrical World. Vol 95, pág 485.)
El Gobierno dictatorial de los Soviets ha encargado a un organismo especial, el Gosplan, el estudio de los proyectos para la más rápida industrialización del país. El más amplio de ellos es el conocido por el "plan de los cinco años", que comprende la creación de centrales hidroeléctricas y térmicas, de redes de enlace y distribución, fábricas de automóviles, construcción de canales y ferrocarriles y fábricas químicas con un presupuesto total de 33.000.000.000 de dólares
El quinquenio empezaba en octubre de 1928 y los presupuestos del año 1929 destinados a electrificación ascendían a 2C0.000.000 de dólares, y las nuevas centrales ya construidas alcanzan una capacidad de 250.000 Kw., que se distribuyen según la forma de energía como sigfue: 73.000 Kw. en centrales hidroeléctricas y el resto en térmicas, de los que 140.000 kilovatios se producen quemando turba y 38.000 Kw. carbón y polvo de carbón.
Las actualmente en construcción tendrán ima potencia de 796.000 Kw.: 473.000 en centrales hidroeléctricas; 110.000 en centrales que queman turba; 170.000 en las que queman carbón y polvo de carbón y 43.000 en las que queman petróleo de los yacimientos de Bakú.
Las centrales en proyecto poseen una capacidad de 1.021.000 Kw., distribuidos en 22 estaciones
Entre las más destacadas figura la central de Dnieprosty, en las orillas del Dniéper, construida según los proyectos y bajo la dirección de Col. Hugh L. Cooper. La presa tendrá una altura sobre sus cimientos de unos 49 m. Los cuatro grupos iniciales, de una capacidad total de 330.000 CV, se ampliarán a nueve con una potencia total de 750.000 CV. Los primeros del tipo vertical, de 77.500 KVA. cada uno, de corriente trifásica de 50 períodos y 13.800 voltios han sido suministrados por la General Electric. La energía se distribuirá por una zona de 450 km. de radio, destinándose especialmente para industrias electroquímicas, manufacturas de aluminio, obtención de ferroaleaciones y aceros eléctricos y
La oficina de Technogostorg, creada para facilitar la compra al Extranjero, cuenta con una biblioteca de libros técnicos y catálogos sin par en el mundo ampliada con una exposición de maquinaria y equipos técnicos que abarcan todas las ramas de la industria.
Los conocimientos industriales constituyen hoy el anhelo constante y ardiente del pueblo ruso, de tal manera que el profesional más solicitado es el ingeniero.—^A. M. de la Madrid.
La distribución de la energía eléctrica en Irlanda. [Engineeting. Vol 129, pág 731.)
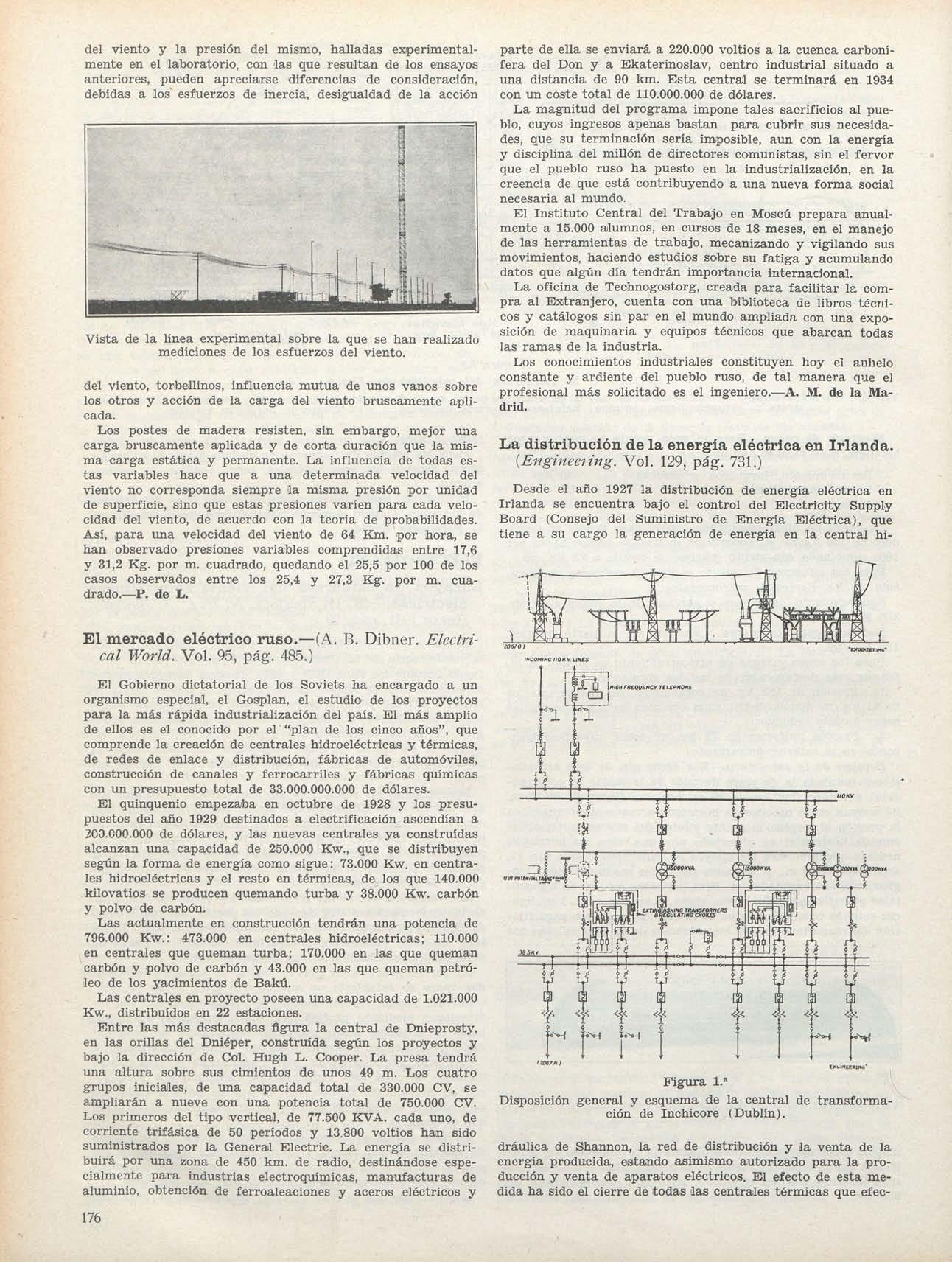
Desde el año 1927la distribución de energía eléctrica en Irlanda se encuentra bajo el control del Electrlcity Supply Board (Consejo del Suministro de Energía Eléctrica), que tiene a su cargo la generación de energía en la central hi-
Disposición general y esquema de la central de transformación de Inchicore (Dublín).
dráulíca de Shannon, la red de distribución y la venta de la energía producida, estando asimismo autorizado para la producción y venta de aparatos eléctricos El efecto de esta medida ha sido el cierre de todas las centrales térmicas que efec-
.ÚVMO.—E..MJL-,
.......... -
......
Figura 1."
1761
tuaban servicios públicos y la concentración de la producción en la citada central de Shannon, distribuyéndola a través de todo el país.
Una linea de 110 Kv., doble entre Ardnacrusha y Cork, cruza el país desde Cork a Dublin para alimentar las subestaciones de transformación a 38 kilovoltios de las tres poblaciones indicadas, de donde parten lineas a 38 Kv. que forman cuatro lazos cerrados En los lugares señalados con puntos vuelve a transformarse a 10,5 Kv. y de éstos, poruna última transformación a 380/220 v., pasa a las distribuciones locales. En Dublín el tercer paso de transformación es a 5Kv. para conservar la forma de distribución que existía anteriormente
Los postes utilizados en la linea de 110 Kv. son de celosia de 20,7 m de altura, de acero montados sobre traviesas de madera impregnadas de creosota. Los conductores son de cobre estirado de 19 hilos de 2,5 mm. con una resistencia a la tensión de 40 kg./mm.^ tendidos de modo que el esfuerzo máximo de tensión no pase de 19 kg./mm'. y sostenidos por cadenas de 7 aisladores de campana de 3 canales probadas a una tensión de 450 Kv. en seco. Estas cadenas se aumentan en un elemento en.los sitios que requieren mayor seguridad y se colocan dobles en los pasos sobre vías ferroviarias y fluviales y sobre líneas de comunicación.
En la línea de 38 Kv se han utilizado postes análogos con excepción de la red del Norte, montada sobre postes de madera. Los conductores son de cobre de 19 hilos de 1,8 mm. sostenidos por cadenas de dos aisladores en los tramos normales y de tres en los de mayor peligro. El tramo mayor es de 470 metros sobre el río Suir en Wateford, con postes de 47 m. de altura y conductores de bronce. La línea a 10,5 Kv. va sobre postes de madera y está montada en condiciones análogas a las de alta.
La disposición de la central de transformación de 110/38 Kv. de Dublín, en Inchicore, está indicada en los esquemas de la ñgura 1: la línea de 110 Kv., a través de desconectadores e interruptores en aceite de una capacidad de ruptura de 1.000.000 KVA., se une a un sistema de dobles barras co- í lectoras de 150 mm^ de cable desnudo de cobre, unidas a tres transformadores de 15.000 KVA. que alimentan las dobles barras de baja a través de interruptores en aceite de 300.000 KVA de capacidad y desconectadores Seccionadores convenientemente dispuestos permiten la conexión de los alimentadores y transformadores a uno u otro juego de barras. Generalmente los transformadores funcionan en paralelo en eJ lado , de alta en independientes en el de baja. Las barras de 38 Kv. ' alimentan un transformador para el servicio de la central y un transformador extintor contra cortocircuitos a tierra que reduce la corriente de cortocircuito a 2,5 amp.
La estación se vigila desde un edificio en cuyo segundo piso se encuentra la sala de mando con los cuadros dispuestos en paneles verticales y tres secciones de pupitres con los indicadores de alarma. En el primer piso se encuentran los cuadros de los relés y en el piso bajo dos transformadores para el servicio de luz y fuerza y las baterías para el mecanismo de conexión de los interruptores y los circuitos de alarma, cargadas mediante convertidores rotativos La instalación se completa con im taller de una capacidad tal que permite la reparación de las cajas de los transformadores.
Esta estación alimenta las distribuciones locales mediante la subestación de Fleet Street, de 38/5 Kv de 45.000 KVA de capacidad.
La subestación de Cork, de disposición análoga,'comprende además en un edificio anejo la transformación a 10,5, de donde parten los alimentadores para dos subestaciones de conversión, una de convertidores rotativos para el servicio público y otra de 6.000 Kv. con rectificadores de vapor de mercurio para el servicio de la fábrica de automóviles Ford
Las subestaciones de transformación de 38/10,5 Kv. se han normalizado en varios tipos: el menor con una planta de 3,8 X 6 m con un aiimentador de alta y dos de baja y una capacidad de 100 KVA., y el tipo mayor de una capacidad de 1.500 KVA., cuatro alimentadores de alta y once de baja.
Los edificios (fig. 2) son de armadura metálica y bloques de hormigón revocados al exterior con Pudlo contra la humedad, con tejado de pizarra sobre fieltro y pisos, de hormigón protegidos con Oxal-oíl contra el deslizamiento, el polvo y la humedad.
Un pasillo sobre el que se encuentran las barras colectoras de alta y baja tensión, lleva a un lado la instalación de 38 Kv. y a otro la de 10,5 Kv. con los interruptores en aceite y sus desconectadores correspondientes en cámaras separadas.
Los transformadores, autorrefrigerados, con una relación de transformación de 37,5/10,5, arrollamientos en estrella, están situados en el exterior y llevan relés de intensidad máxima, de temperatura y protección Bucholz para el aceite
En cada estación se tiene un transformador de 38.000/100 v. con primario en estrella y doble secundario: uno en triángulo abierto que acciona los relés de circuito a tierra y otro en estrella que sirve los aparatos de medida, el alumbrado y los rectificadores de alimentación de la bateria para el mecanismo de conexión de los interruptores
El proyecto se debe al doctor T A Me Laughin, director del Irish Electricity Supply Board, y los principales constructores han sido Siemens-Schuckertvs^erke A. G. de Berlin.—A. M. de la Madrid
Progresos de la automatización.—(yí. E. G. Mittcilungen. Enero 1931, pág. 16.)
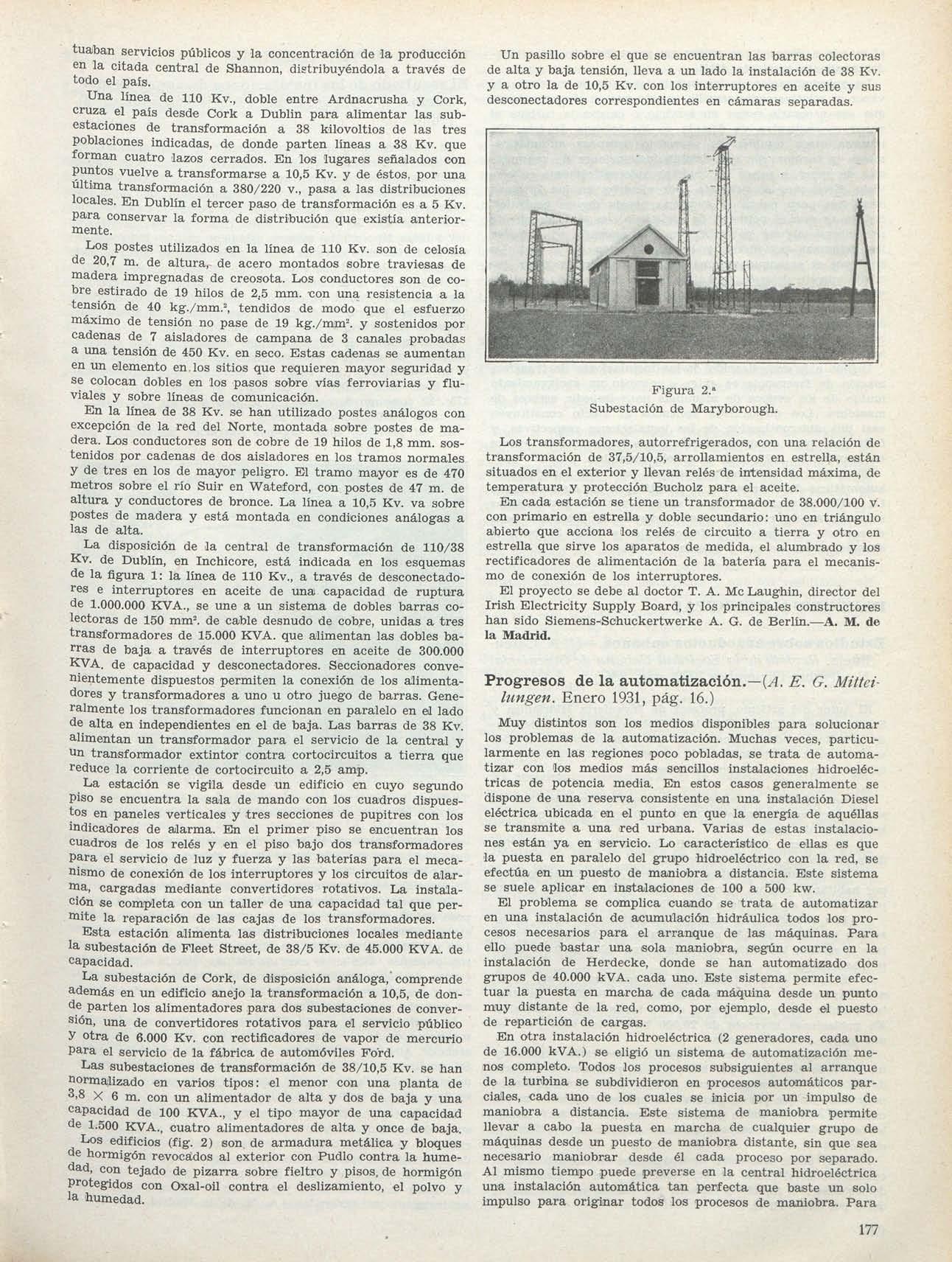
Muy distintos son los medios disponibles para solucionar los problemas de la automatización. Muchas veces, particularmente en las regiones poco pobladas, se trata de automatizar con los medios más sencillos instalaciones hidroeléctricas de potencia media. En estos casos generalmente se dispone de una reserva consistente en una instalación Diesel eléctrica ubicada en el punto en que la energia de aquéllas se transmite a una red urbana. Varias de estas instalaciones están ya en servicio. Lo característico de ellas es que la puesta en paralelo del grupo hidroeléctrico con la red, se efectúa en un puesto de maniobra a distancia. Este sistema se suele aplicar en instalaciones de 100 a 500 kw.
El problema se complica cuando se trata de automatizar en una instalación de aciunulación hidráulica todos los procesos necesarios para el arranque de las máquinas. Para ello puede bastar una sola maniobra, según ocurre en la instalación de Herdecke, donde se han automatizado dos grupos de 40.000 kVA. cada uno. Este sistema permite efectuar la puesta en marcha de cada máquina desde un punto muy distante de la red, como, por ejemplo, desde el puesto de repartición de cargas.
En otra instalación hidroeléctrica (2 generadores, cada uno de 16.000 kVA.) se eligió un sistema de automatización menos completo Todos los procesos subsiguientes al arranque de la turbina se subdividieron en procesos automáticos parciales, cada uno de los cuales se inicia por un impulso de maniobra a distancia Este sistema de maniobra permite llevar a cabo la puesta en marcha de cualquier grupo de máquinas desde un puesto de maniobra distante, sin que sea necesario maniobrar desde él cada proceso por separado. Al mismo tiempo puede preverse en la central hidroeléctrica una instalación automática tan perfecta que baste un solo impulso para originar todos los procesos de maniobra. Para
Figura 2.» Subestación de Maryborough.
1771
el mando a distancia se utiliza un procedimiento seleccionador mediante corriente débil
La automatización de las instalaciones de acumulación de vapor es relativamente sencilla, puesto que en el momento en que sea necesario poner en servicio o cargar la turbina el vapor se encuentra ya delante de las toberas de ésta En muchos casos también es necesario arrancar automáticamente la turbina, sin que existan instalaciones de actimulación de vapor, o poner las calderas automáticamente en servicio. EJste caso se presenta, por ejemplo, en las turbinas auxiliares para cubrir el consumo propio de las centrales. Sabido es que el personal de vigilancia, en el momento de presentarse alguna perturbación, está ocupado en arreglar las máquinas principales y la alimentación de la red. De aquí que el arranque automático de la turbina auxiliar, inmediatamente después de haber fallado la tensión, constituya un progreso técnico transcendental.
Durante los últimos dos años la AEG ha montado un compensador sincrónico de fases de 30.000 kVA y dos asincrónicos de 20.000 kVA. cada uno con puesta en marcha automática.
Debido a la complicación de las instalaciones de transformación de frecuencia se exige a menudo xm enclavamiento mutuo de los grupos de máquina.s para impedir errores de maniobra Los dispositivos aplicados al efecto constituyen casi una automatización de las instalaciones respectivas, y falta poco para comiplementarlas hasta lograr que su puesta en marcha no exija sino una sola maniobra
El campo de aplicación principal para las instalaciones automáticas de distribución lo constituyen las subestaciones. La AEG ha montado hasta ahora unas 50 instalaciones automáticas de rectificadores de vapor de mercurio para el servicio de tranvías y ferrocarriles y unas 30 para el abastecimiento de luz y fuerza.—^F W
INGENIERÍA MUNICIPAL
Estudios sobre acueductos cubanos.—(J A Cosculluela Revista de la Sociedad Cubana de ingeniería. Noviembre-Diciembre 1930, pág 286.)
El autor del artículo, profesor de Ingeniería Hidráulica y Sanitaria de la Universidad de la Habana, realiza un detallado estudio económico acerca de los acueductos construidos; en Cuba para abastecimiento de aguas potables, llegando a es-í tablecer las siguientes conclusiones:
1.—Las pérdidas de agua en las maestras representan un ' valor comprendido entre el 10 y el 20 por 100 del costo de suministro de agua.
2.—El consumo industrial medio fluctúa del 10 al 20 por 100 de la dotación o consumo específico.
3.—^El consumo doméstico representa unos 75 m' anuales por habitante, con un valor que varía de 0,044 pesos a 0,033 pesos por m* en servicio a caño libre.
4.—^Las entradas por servicios domésticos de agna, representan un valor de 2,81 pesos anuales por habitante, mientras el servicio industrial sólo alcanza un valor de 0,683 pesos por habitante
5.—^Bl costo de abastecimiento por habitante, o sea el dinero capitalizado, en poblaciones menores de 20.000 habitantes, resulta ser de 32,45 pesos, que a todas luces es excesivo En poblaciones mayores de 20.000 habitantes esta cifra es aún mayor e indeterminada.
6.—^El capital imovilizado o primera inversión representa un valor de 9,55 pesos por habitante en poblaciones menores de 20.000 habitantes. Esta suma resulta, como es consiguiente, muy alta, ya que por lo general las fuentes de abasto se encuentran situadas en la población o muy próximas a ella, y los abastecimientos carecen de todo sistema de purificación costoso.
7.—^Muy pocas Empresas de acueductos en Cuba toman en consideración el fondo de depreciación, y en la generalidad de los casos, eí líquido a repartir por ello es siempre mayor del 6 por 100.—H G
INSTALACIONES TERmCAS
El resultado de las instalaciones de vapor de mercurio.—(T. H. Soren Electrical IFor/í/ 5 Julio 1930, página 35.)
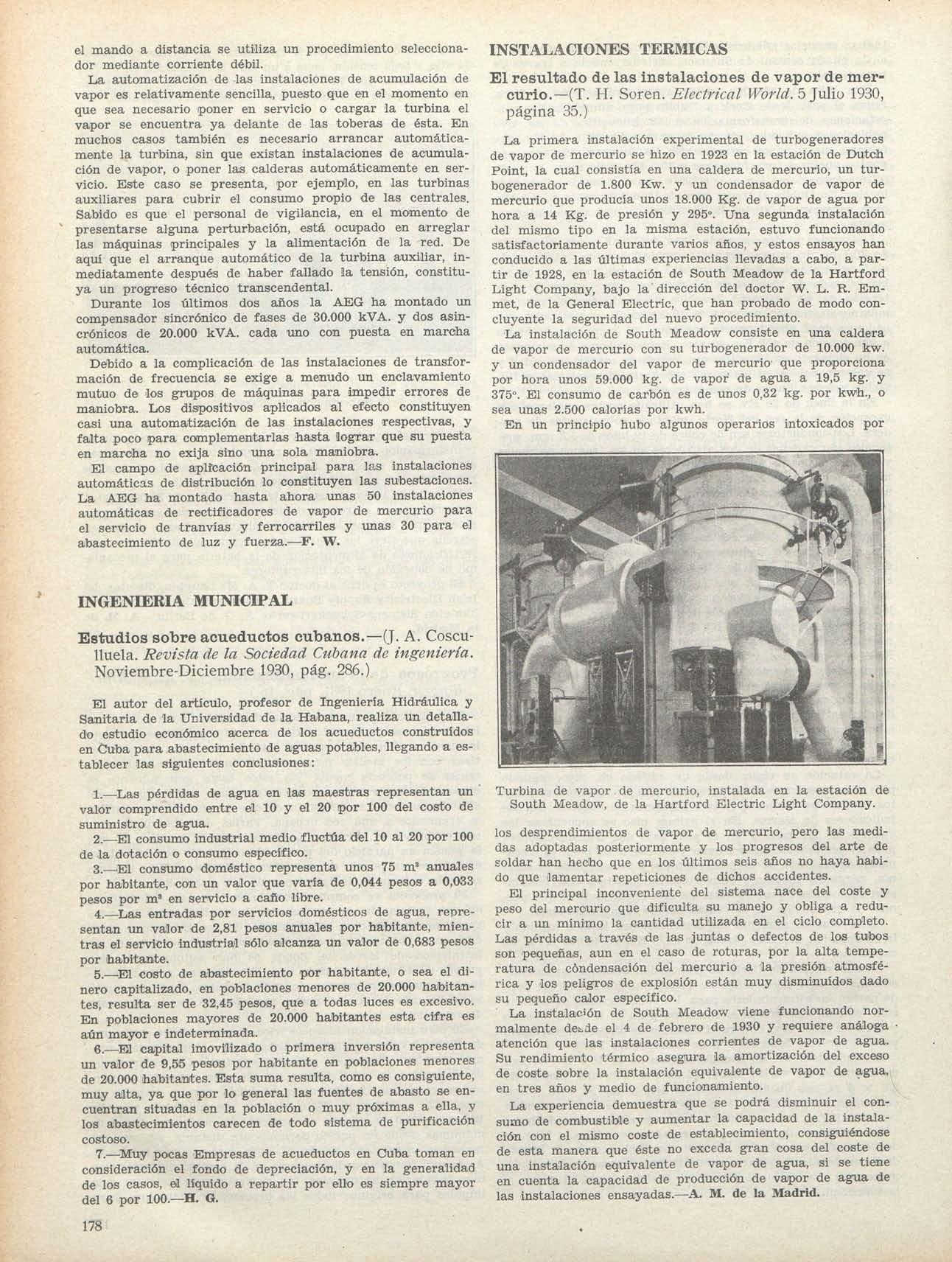
La primera instalación experimental de turbogeneradores de vapor de mercurio se hizo en 1923 en la estación de Dutch Point, la cual consistía en una caldera de mercurio, un turbogenerador de 1.800 Kw. y un condensador de vapor de mercurio que producía unos 18.000 Kg de vapor de agua por hora a 14 Kg. de presión y 295°. Una segunda instalación del mismo tipo en la misma estación, estuvo fimcionando satisfactoriamente durante varios años, y estos ensayos han conducido a las últimas experiencias llevadas a cabo, a partir de 1928, en la estación de South Meadow de la Hartford Líght Company, bajo la dirección del doctor W L R Emmet, de la General Electric, que han probado de modo concluyente la seguridad del nuevo procedimiento.
La instalación de South Meadow consiste en una caldera de vapor de mercurio con su turbogenerador de 10.000 kw. y un condensador del vapor de mercurio que proporciona por hora unos 59.000 kg. de vapor de agua a 19,5 kg. y 375". El consumo de carbón es de unos 0,32 kg. por kwh., o sea unas 2.500 calorías por kwh
En un principio hubo algunos operarios intoxicados por
Turbina de vapor de mercurio, instalada en la estación de South Meadow, de la Hartford Electric Líght Company. los desprendimientos de vapor de mercurio, pero las medidas adoptadas posteriormente y los progresos del arte de soldar han hecho que en los últimos seis años no haya habido que lamentar repeticiones de dichos accidentes
El principal inconveniente del sistema nace del coste y peso del mercurio que dificulta su manejo y obliga a reducir a un mínimo la cantidad utilizada en el ciclo completo Las pérdidas a través de las juntas o defectos de los tubos son pequeñas, aun en el caso de roturas, por la alta temperatura de condensación del mercurio a la presión atmosférica y los peligros de explosión están muy disminuidos dado su pequeño calor específico.
La instalación de South Meadow viene funcionando normalmente det,de el 4 de febrero de 1930 y requiere análoga atención que las instalaciones corrientes de vapor de agua. Su rendimiento térmico asegura la amortización del exceso de coste sobre la instalación equivalente de vapor de agua, en tres años y medio de funcionamiento.
La experiencia demuestra que se podrá disminuir el consumo de combustible y aumentar la capacidad de la instalación con el mismo coste de establecimiento, consiguiéndose de esta manera que éste no exceda gran cosa del coste de una instalación equivalente de vapor de agua, si se tiene en cuenta la capacidad de producción de vapor de agua de las instalaciones ensayadas.—A. M. de la Madrid.
j
178 i
MATERIALES DE CONSTRUCCIÓN
La molienda fina del cemento y su efecto sobre la resistencia a la compresión. — (V. Biihrmer, Teknisk Tidskrift, vol 59, pág 114.)
El autor determina, por sedimentación, la medida de las finísimas partículas de cemento, y la expresa en términos de superficie específica por gramo de cemento, calculándola de 360 a 1.113 cm.^ por gramo. La cantidad de cemento quehabía de ensayarse fué dividida en siete partes iguales, marcadas de A a G: A era el cemento comercial ordinario, con una superficie de 360 cm."por gramo, y G, un cemento tan finamente molido, que sólo dejaba el 1 por 100 de residuo en un tamiz de 10.000 retículas por cm.^ en que el ancho libre de tales retículas era de 0,06 mm. Con cada uno de los lotes se hicieron cubos de muestra de 15 cm., con diferentes relaciones de agua-cemento y diferentes relaciones de cemento a los áridos normal e ideal. Los cubos se ensayaron a los dos, siete y veintiocho días de estancia en la cámara humidificada Los componentes o áridos ideales se graduaron como sigue:
blecido un depósito central para el distrito de Stuttgart, de los citados ferrocarriles, para que suministre los materiales requeridos a todas las obras de hormigón que se ejecutan en dicho distrito.
El depósito se halla situado sobre un banco de grava y está equipado con plantas de lavado y tamizado. Se elige el material de tres medidas: arena, de O a 6 mm.; grava fina, de 6 a 25 mm., y grava gruesa, de 25 a 45 mm. Las piedras grandes se desmenuzan en una trituradora, pasando después por los tamices. Para contrarrestar las deficiencias de la arena media, se desmenuza el material de 1 a 6 milímetros y se añade a la arena. El empleo del árido normal ha mejorado considerablemente la calidad del hormigón fabricado en el distrito, especialmente en las obras pequeñas, donde antes habían de utilizarse los áridos locales poco adecuados. La instalación tiene una capacidad de 40.000 metros cúbicos anuales.—J C
MAQUINAS Y MOTORES
IV "Rallye" de los carburantes nacionales.—(Delpeyroux Révue Universelle des Mines. 1.° Diciembre 1930, pág, 317.)
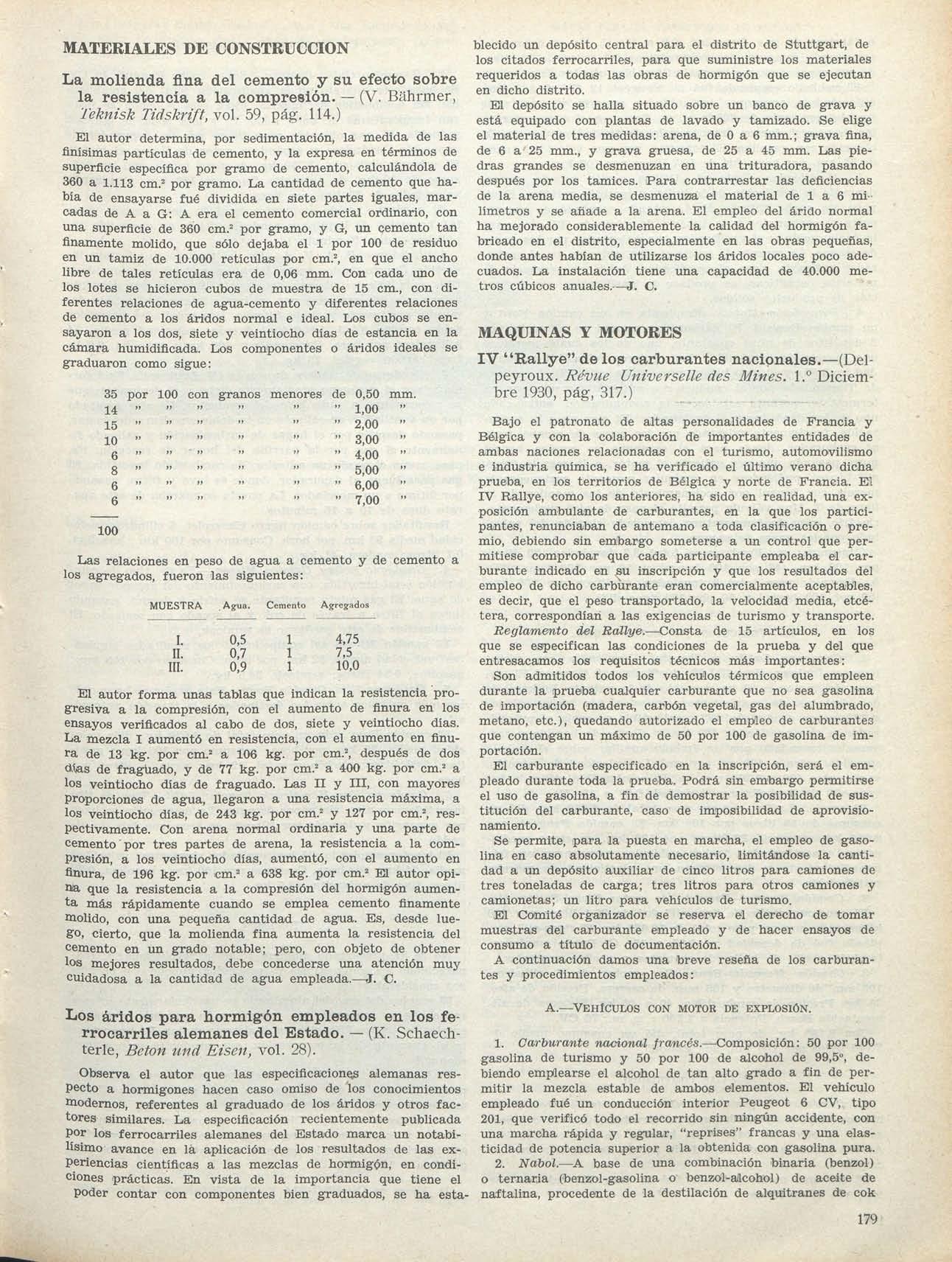
Las relaciones en peso de agua a cemento y de cemento a los agregados, fueron las siguientes:
Bajo el patronato de altas personalidades de Francia y Bélgica y con la colaboración de importantes entidades de ambas naciones relacionadas con el turismo, automovilismo e industria química, se ha verificado el último verano dicha prueba, en los territorios de Bélgica y norte de Francia. Ei IV Rallye, como los anteriores, ha sido en realidad, una exposición ambulante de carburantes, en la que los participantes, renunciaban de antemano a toda clasificación o premio, debiendo sin embargo someterse a un control que permitiese comprobar que cada participante empleaba el carburante indicado en su inscripción y que los resultados del empleo de dicho carburante eran comercialmente aceptables, es decir, que el peso transportado, la velocidad media, etcétera, correspondían a las exigencias de turismo y transporte. Reglamento del Rallye.—Consta de 15 artículos, en los que se especifican las condiciones de la prueba y del que entresacamos los requisitos técnicos más importantes:
El autor forma unas tablas que indican la resistencia progresiva a la compresión, con el aumento de finura en los ensayos verificados al cabo de dos, siete y veintiocho dias. La mezcla I aumentó en resistencia, con el aumento en finura de 13 kg. por cm." a 106 kg. por cm.", después de dos diías de fragliado, y de 77 kg. por cm." a 400 kg. por cm." a los veintiocho dias de fraguado. Las II y III, con mayores proporciones de agua, llegaron a una resistencia máxima, a los veintiocho días, de 243 kg. por cm." y 127 por cm.", respectivamente. Con arena normal ordinaria y una parte de cemento por tres partes de arena, la resistencia a la compresión, a los veintiocho días, aumentó, con el aumento en finura, de 196 kg. por cm."a 638 kg. por cm." El autor opin/a que la resistencia a la compresión del hormigón aumenta más rápidamente cuando se emplea cemento finamente molido, con una pequeña cantidad de agua. Es, desde luego, cierto, que la molienda fina aumenta la resistencia del cemento en un grado notable; pero, con objeto de obtener los mejores resultados, debe concederse una atención muy cuidadosa a la cantidad de agua empleada.—J. C.
Los áridos para hormigón empleados en los ferrocarriles alemanes del Estado. — (K Schaechterle, Betón und Eisen, vol 28).
Observa el autor que las especificaciones alemanas respecto a hormigones hacen caso omiso de los conocimientos modemos, referentes al graduado de los áridos y otros factores similares. La especificación recientemente publicada por los ferrocarriles alemanes del Estado marca un notabilísimo avance en la aplicación de los resultados de las experiencias científicas a las mezclas de hormigón, en condiciones prácticas. En vista de la importancia que tiene el poder contar con componentes bien graduados, se ha esta-
Son admitidos todos los vehículos térmicos que empleen durante la prueba cualquier carburante que no sea gasolina de importación (madera, carbón vegetal, gas del alumbrado, metano, etc.), quedando autorizado el empüeo de carburantes que contengan un máximo de 50 por 100 de gasolina de importación.
El carburante especificado en la inscripción, será el empleado durante toda la prueba. Podrá sin embargo permitirse el uso de gasolina, a fin de demostrar la posibilidad de sustitución del carburante, caso de imposibilidad de aprovisionamiento.
Se permite, para la puesta en marcha, el empleo de gasolina en caso absolutamente necesario, limitándose la cantidad a un depósito auxiliar de cinco litros para camiones de tres toneladas de carga; tres litros para otros camiones y camionetas; un litro para vehículos de turismo.
El Comité organizador se reserva el derecho de tomar muestras del carburante empleado y de hacer ensayos de consumo a título de documentación.
A continuación damos una breve reseña de los carburantes y procedimientos empleados:
A.—^VEHÍCULOS CON MOTOR DE EXPLOSIÓN.
1. Carburante nacional francés.—^Composición: 50 por 100 gasolina de turismo y 50 por 100 de alcohol de 99,5°, debiendo emplearse el alcohol de tan alto grado a fin de permitir la mezcla estable de ambos elementos. El vehículo empleado fué un conducción interior Peugeot 6 CV, tipo 201, que verificó todo el recorrido sin ningún accidente, con una marcha rápida y regular, "reprises" francas y una elasticidad de potencia superior a la obtenida con gasolina pura.
2 Nabol.—^A base de una combinación binaria (benzol) o ternaria (benzol-gasolina o benzol-aücohol) de aceite de naftalina, procedente de la destilación de alquitranes de cok
35 por 100 con granos menores de 0,50 mm. 14 15 10 6 8 6 6 1,00 2,00 3,00 4,00 5,00 6,00 7,00 100
MUESTRA Agua. Cemento Agregados I. II III. 0,5 0,7 0,9 4,75 7,5 • 10,0
179!
o fábricas de gas. Densidad, 0,9 a 15"C. No es detonante, soportando compresiones volumétricas del orden de 10, siendo susvapores mucho menos inflamables quelos de gasolina.
El vehículo empleado fué un Peugeot 12 CV. 6 cilindros, obteniéndose arranques instantáneos en frió y soportando un régimen lento de 200 r. p. m. Como en el caso anterior, las "reprises" fueron francas y la elasticidad mayor que la obtenida con gasolina. El consumo, con una velocidad media de 55 km.porhora, fué de 10,7litros por100 km.
3 Gasifioador Carbauxi.—Utiliza aceite pesado, procedente de la destilación dela hulla, y también petróleo. Equipaba un coche Citroen B-14, estando montado el aparato entre el carburador y la tuberia de admisión. El aire para la carburación y el gasificador van calentados porlos gases de escape. Lamezcla de aceite y aire, obtenida en el carburador ordinario, pasa al gasificador, donde en presencia de materias catalíticas, se produce la gasificación sin formación de productos sólidos.
4. Disposición Motoil.—Empleada en un camión Ford y un camión Dewald El carburador normal se alimenta por 2 depósitos de nivel constante, uno de los cuales contiene una mezcla de "gas-oil" y benzol (proporción 4/1 y densidad = 0,86) y el otro benzol puro (dens. = 0,88). Una llave de T mandada por el conductor o automáticamente porun termostato, permite establecer la comunicación, entre cada uno de los depósitos y el carburador. El aire para la carburación, fuertemente calentado por los gases de escape, pasa al carburador, donde para el arranque se emplea benzol puro, pasando una vez caliente el motor, a la mezcla "gasoir'-benzol, pudiéndose en cualquier momento enriquecer la mezcla con benzol por accionamiento de los mandos de la llave de T. Unaválvula permite el paso de aire suplementario frío, caso de temperatura demasiado elevada del calentado por los gases de escape.
D.—VEHÍCULOS CON GASÓGENO
1. Gasógeno Gohin-Poulenc.—Sobre coche Renault 40CV. Se basa este aparato en la gasificación total del combustible, sin combustión secundaria. Para esta reacción se utilizan temperaturas de irnos 1.800° C. y una zona de ignición reducida. El gas obtenido pasa luego por un depurador de expansión, lavándose y secándose antes de llegar al motor. El vehículo indicado (3.750 kg. de peso total), díó un consumo de 40 kg. de antracita fina por 100 km. alcanzando velocidades de 80 km por hora
El gasógeno puede emplearse también para carbón vegetal, briquetas de lignitos y semicok, siendo su encendido rapidísimo (unos 9 minutos).
2 (Gasógeno P. A. V. A.—Es del tipo de combustión invertida. Consta dedosparte; la superior, depósito de combustible y la inferior, hogar. Esta parte lleva un revestimiento refractario. El gas pasa porun haz refrigerador, siendo depurado porlavado y doble filtrado. Los resultados obtenidos sobre camión Ford (1.800 kg.) fueron: velocidad media, 34 kilómetros por hora. Consumo por 100 km.: gasolina, 0,9 litros; carbón vegetal, 25kg.
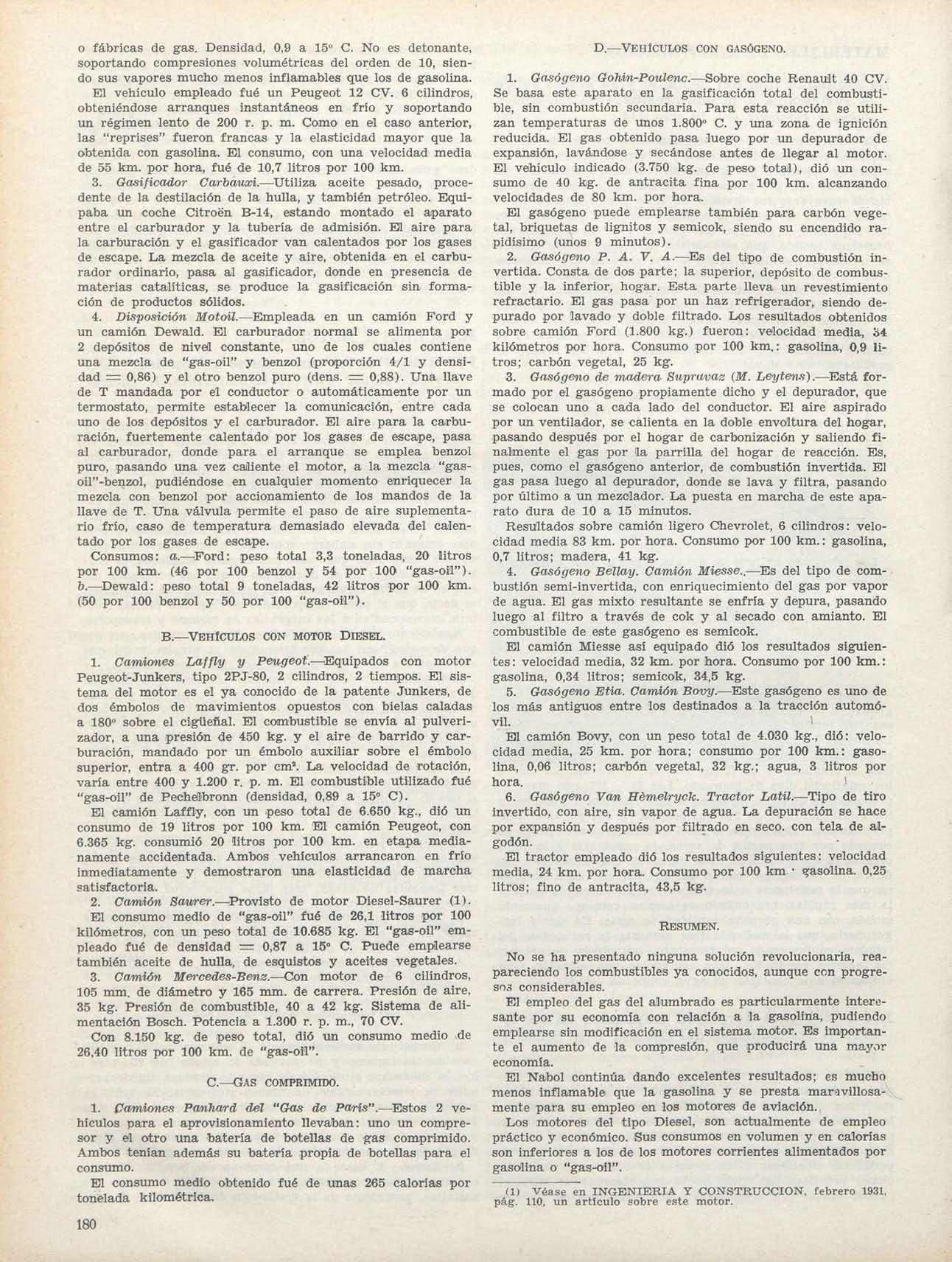
3 Gasógen o de mader a Supruva z {M. Leytens).—Está formado porel gasógeno propiamente dicho y el depurador, que se colocan uno a cada lado del conductor. El aire aspirado por unventilador, secalienta enladoble envoltura delhogar, pasando después porel hogar de carbonización y saliendo finalmente el gas por la parrilla del hogar de reacción. Es, pues, como el gasógeno anterior, de combustión invertida El gas pasa luego al depurador, donde se lava y filtra, pasando por último aunmezclador. Lapuesta enmarcha deeste aparato dura de 10 a 15 minutos.
Consumos:
a.—^Ford: peso total 3,3 toneladas, 20 litros por 100 km. (46 por 100 benzol y 54 por 100 "gas-oil").
b.—Dewald: peso total 9 toneladas, 42 litros por 100km. (50 por 100 benzol y 50 por 100 "gas-oil")
B.—^VEHÍCULOS CONMOTORDIESEL.
1. Camiones Laffly y Peugeot.—^Equipados con motor Peugeot-Jmikers, tipo 2PJ-80, 2 cilindros, 2 tiempos. El sistema del motor es el ya conocido de la patente Junkers, de dos émbolos de mavimientos opuestos con bielas caladas a 180"sobre el cigüeñal. El combustible se envía al pulverizador, a unapresión de 450 kg y el aire de barrido y carburación, mandado por un émbolo auxiliar sobre el émbolo superior, entra a 400 gr. por cm'.La velocidad de rotación, varía entre 400y 1.200r p m El combustible utilizado fué "gas-oil" de PecheQbronn (densidad, 0,89 a 15°C).
El camión Laffly, con un peso total de 6.650 kg., dioun consumo de 19 litros por 100 km. El camión Peugeot, con 6.365 kg consumió 20 litros por 100 km en etapa medianamente accidentada. Ambos vehículos arrancaron en frío inmediatamente y demostraron una elasticidad de marcha satisfactoria
2. Camión Saurer.—^Provisto de motor Diesel-Saurer (1). El consumo medio de "gas-oil" fué de 26,1litros por100 kilómetros, conun peso total de 10.685 kg. El "gas-oil"empleado fué de densidad — 0,87 a 15° C. Puede emplearse también aceite de hulla, de esquistos y aceites vegetales
3. Camión Mercedes-Benz.—Con motor de 6 cilindros, 105 mm.dediámetro y 165mm.de carrera. Presión de aire, 35 kg. Presión de combustible, 40 a 42 kg. Sistema de alimentación Bosch. Potencia a 1.300r. p. m., 70 CV. Con 8.150 kg. de peso total, díó un consumo medio de 26,40 litros por 100km. de "gas-oil".
C—GAS COMPRIMIDO.
1. Camione s Pcmhar d del "(}as de Pa/ris".—Estos 2 vehículos para el aprovisionamiento llevaban: uno un compresor y el otro una batería de botellas de gas comprimido. Ambos tenían además su batería propia de botellas para el consumo.
El consumo medio obtenido fué de unas 265 calorías por tonelada kilométrica.
Resultados sobre camión ligero Chevrolet, 6 cilindros: velocidad media 83km porhora Consumo por100km.:gasolina, 0,7 litros; madera, 41kg.
4 Gasógen o Bellay. Camió n Miesse..—Es del tipo de combustión semi-invertida, conenriquecimiento delgasporvapor de agua. El gasmixto resultante se enfría y depura, pasando luego al filtro a través de cok y al secado con amianto El combustible de este gasógeno es semicok.
El camión Miesse así equipado dio los resultados siguientes:velocidad media, 32km.porhora. Consumo por100 km.: gasolina, 0,34 litros; semicok, 34,5kg.
5. Gasógen o Etia Camió n Bovy.—Este gasógeno es uno de los más antiguas entre los destinados a la tracción automóvil.
Bl camión Bovy, conunpeso total de 4.030 kg., dio:velocidad media, 25 km. por hora; consumo por 100km.: gasolina, 0,06 litros; carbón vegetal, 32 kg.; agua, 3 litros por hora. I
6. Gasógen o Va n Hémelryck Tracto r Latil.—Tipo de tiro invertido, conaire, sinvapor deagua. Ladepuración se hace por expansión y después porfiltrado en seco, contela dealgodón.
El tractor empleado díólos resultados siguientes: velocidad media, 24km.porhora. Consumo por100km• gasolina. 0,25 litros; fino de antracita, 43,5kg.
RESUMEN.
No se ha presentado ninguna solución revolucionaria, reapareciendo loscombustibles ya conocidos, aunque conprogresos considerables
El empleo delgasdelalumbrado es particularmente interesante por su economía con relación a la gasolina, pudiendo emplearse sinmodificación enel sistema motor. Es importante el aumento de la compresión, que producirá una ma.yor economía
El Nabol continúa dando excelentes resultados; es mucho menos inflamable que la gasolina y se presta mar-ivillosamente para su empleo enlos motores de aviación
Los motores del tipo Diesel, son actualmente de empleo práctico y económico. Susconsumos envolumen y en calorías son inferiores a losdelosmotores corrientes alimentados por gasolina o "gas-oil".
180
(1) Véase en INGENIERÍA Y CONSTRUCCIÓN, febrero 1931 pág. 110, un artículo sobre este motor.
Los gasógenos Bellay, Gohin-Poulenc y Van Hémelryck dan excelentes resultados, aun cuando sus instalaciones ocupan un gran espacio.
Respecto a los gasógenos de madera Pava y Etia, su regularidad de funcionamiento prueba que actualmente su puesta en punto es perfecta y están llamados a desempeñar un importante papel en las ciudades y sobre todo en las explotaciones coloniales.—R Altamira
GRÚAS PARA EL TRANSBORDO DEBULTOS
Actualmente no se instalan grúas de pluma fija. Casi todas las grúas giratorias de muelle son de volada variable, que responde mejor a las necesidades del trabajo Se emplean principalmente plumas articuladas de construcción sencilla, sin mecanismos complicados, con absoluta seguridad de funcionamiento Se van abandonando los sistemas que exigen
PUERTOS
El utillaje moderno de los puertos marítimos.—
(La Technique des Travaux, Noviembre 1930, págiRina 275)
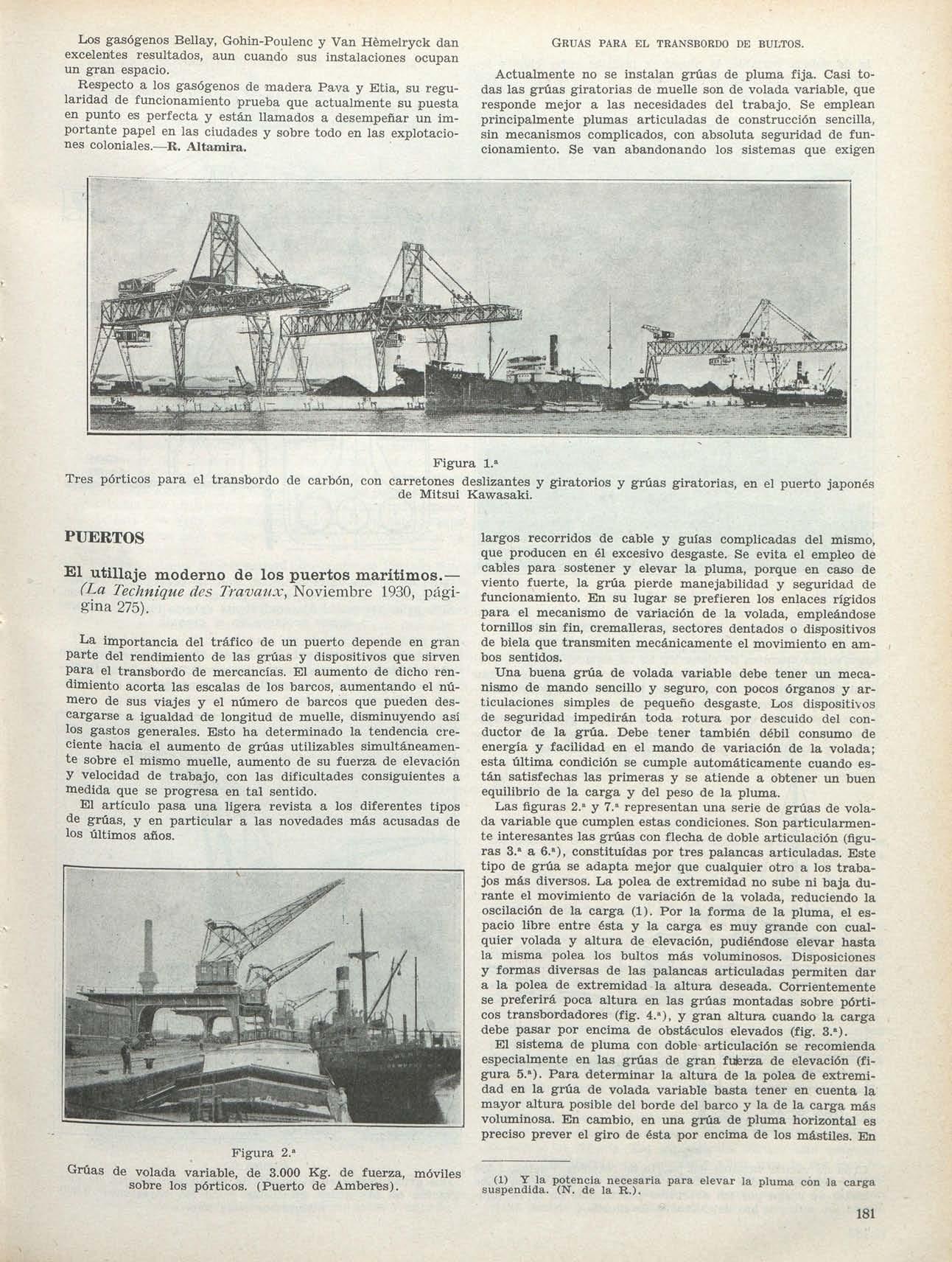
La importancia del tráfico de un puerto depende en gran parte del rendimiento de las grúas y dispositivos que sirven para el transbordo de mercancías. El aumento de dicho rendimiento acorta las escalas de los barcos, aumentando el número de sus viajes y el número de barcos que pueden descargarse a igualdad de longitud de muelle, disminuyendo así los gastos generales. Esto ha determinado la tendencia creciente hacia el aumento de grúas utilizables simultáneamente sobre el mismo muelle, aumento de su fuerza de elevación y velocidad de trabajo, con las dificultades consiguientes a medida que se progresa en tal sentido
El artículo pasa una ligera revista a los diferentes tipos de grúas, y en particular a las novedades más acusadas de los últimos años
largos recorridos de cable y guías complicadas del mismo, que producen en él excesivo desgaste. Se evita el empleo de cables para sostener y elevar la pluma, porque en caso de viento fuerte, la grúa pierde manejabilidad y seguridad de funcionamiento. En su lugar se prefieren los enlaces rígidos para el mecanismo de variación de la volada, empleándose tornillos sin fin, cremalleras, sectores dentados o dispositivos de biela que transmiten mecánicamente el movimiento en ambos sentidos
Una buena grúa de volada variable debe tener im mecanismo de mando sencillo y seguro, con pocos órganos y articulaciones simples de pequeño desgaste. Los dispositivos de seguridad impedirán toda rotura por descuido del conductor de la grúa. Debe tener también débil consumo de energía y facilidad en el mando de variación de la volada; esta última condición se cumple automáticamente cuando están satisfechas las primeras y se atiende a obtener un buen equilibrio de la carga y del peso de la pluma.
Las figuras 2.° y 7.° representan una serie de grúas de volada variable que cumplen estas condiciones. Son particularmente interesantes las grúas con flecha de doble articulación (figuras 3."a 6.'), constituidas por tres palancas articuladas. Este tipo de grúa se adapta mejor que cualquier otro a los trabajos más diversos. La polea de extremidad no sube ni baja durante el movimiento de variación de la volada, reduciendo la oscilación de la carga (1) Por la forma de la pluma, el espacio libre entre ésta y la carga es muy grande con cualquier volada y altura de elevación, pudiéndose elevar hasta la misma polea los bultos más voluminosos Disposiciones y formas diversas de las palancas articuladas permiten dar a la polea de extremidad la altura deseada. Corrientemente se preferirá poca altura en las grúas montadas sobre pórticos transbordadores (fig. 4.»), y gran altura cuando la carga debe pasar por encima de obstáculos elevados (fig. 3.').
El sistema de pluma con doble articulación se recomienda especialmente en las grúas de gran futerza de elevación (figura 5.»). Para determinar la altura de la polea de extremidad en la grúa de volada variable basta tener en cuenta la mayor altura posible del borde del barco y la de la carga más voluminosa. En cambio, en una grúa de pluma horizontal es preciso prever el giro de ésta por encima de los mástiles En
Figura 1.»
Tres pórticos para el transbordo de carbón, con carretones deslizantes y giratorios y grúas giratorias, en el puerto japonés de Mitsui Kawasaki.
Figura 2."
Grúas de volada variable, de 3.000 Kg de fuerza, móviles sobre los pórticos. (Puerto de Amberes).
181
(1) Y la potencia necesaria para elevar la pluma con la carga suspendida (N de la R.)
la de volada variable, la pluma se inscribe entre ellos y no estorba sus movimientos (fig. 5.»).
La grúa doble (fig. 6.') responde a la necesidad de dispo-
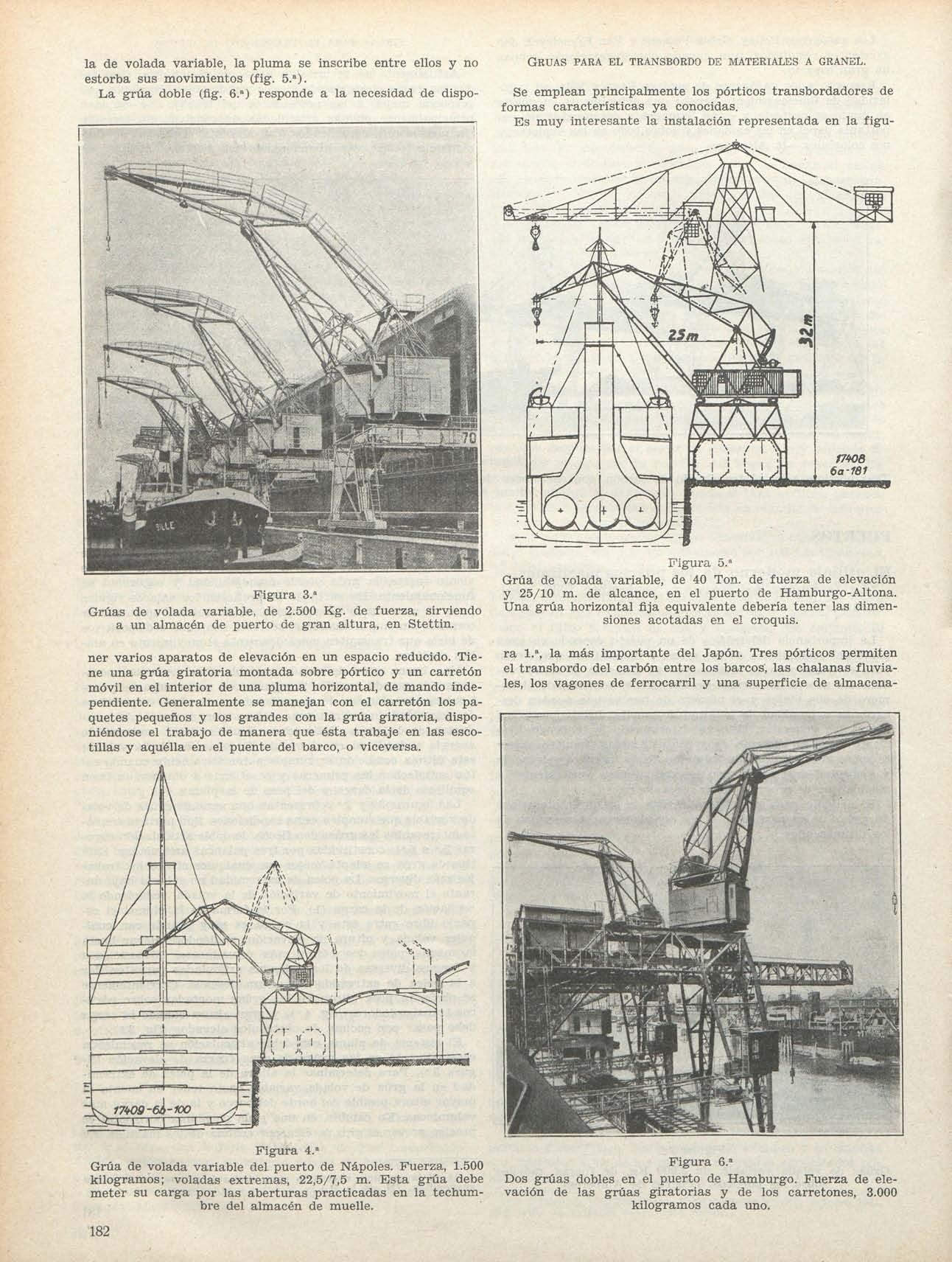
Se emplean principalmente los pórticos transbordadores de formas características ya conocidas.
Es muy interesante la instalación representada en la figu-
Grúas de volada variable, de 2.500 Kg. de fuerza, sirviendo a un almacén de puerto de gran altura, en Stettin
ner varios aparatos de elevación en un espacio reducido. Tiene una grúa giratoria montada sobre pórtico y un carretón móvil en el interior de una pluma horizontal, de mando independiente Generalmente se manejan con el carretón los paquetes pequeños y los grandes con la grúa giratoria, disponiéndose el trabajo de manera que ésta trabaje en las escotillas y aquélla en el puente del barco, o viceversa
Grúa de volada variable, de 40 Ton de fuerza de elevación y 25/10 m. de alcance, en el puerto de Hamburgo-Altona. Una grúa horizontal fija equivalente deberla tener las dimensiones acotadas en el croquis.
ra 1.°, la más importante del Japón. Tres pórticos permiten el transbordo del carbón entre los barcos, las chalanas fluviales, los vagones de ferrocarril y una superficie de almacena-
GRUA S PARA EL TRANSBORDO DE MATERIALES A GRANEL.
Figura 3.»
Figura 5."
Figura 4."
Grúa de volada variable del puerto de Ñapóles Fuerza, 1.500 kilogramos; voladas extremas, 22,5/7,5 m Esta grúa debe meter su carga por las aberturas practicadas en la techumbre del almacén de muelle.
Figura 6.»
182!
Dos grúas dobles en el puerto de Hamburgo. Fuerza de elevación de las grúas giratorias y de los carretones, 3.000 kilogramos cada uno.
Figura 7.'
Esquema de la instalación de descarga de carbón de Port-de-Bouc. Sobre los pórticos de descarga se desplazan las grúas giratorias de volada de 8 Ton. de fuerza y 19/10 m. de alcance.
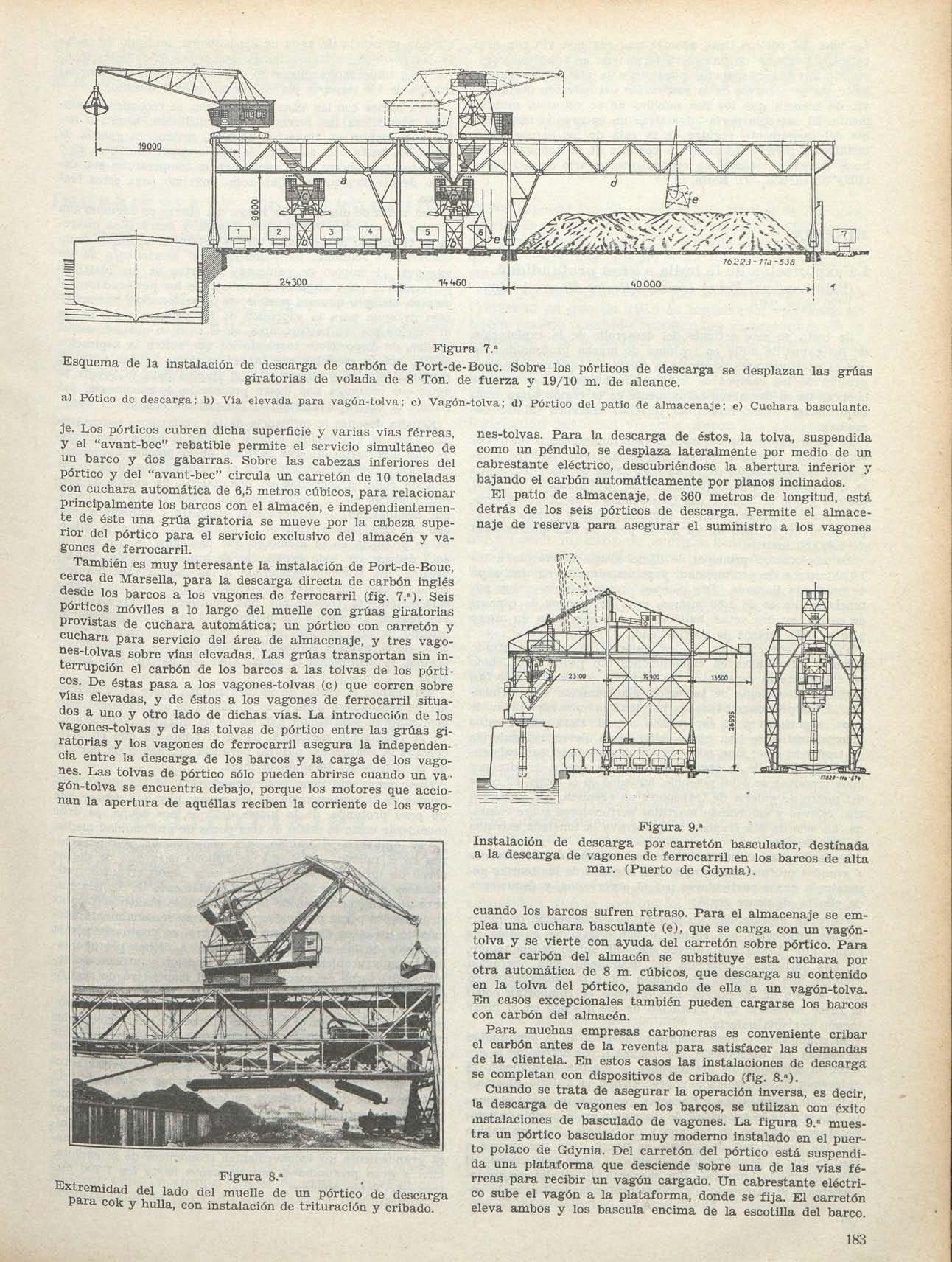
nes-tolvas Para la descarga de éstos, la tolva, suspendida como im péndulo, se desplaza lateralmente por medio de un cabrestante eléctrico, descubriéndose la abertura inferior y bajando el carbón automáticamente por planos inclinados
El patio de almacenaje, de 360 metros de longitud, está detrás de los seis pórticos de descarga. Permite el almacenaje de reserva para asegurar el suministro a los vagones
a) Fótico de descarga; b) Via elevada para vagón-tolva; c) Vagón-tolva; d) Pórtico del patio de almacenaje; e) Cuchara basculante. je. Los pórticos cubren dicha superficie y varias vías férreas, y el "avant-bec" rebatible permite el servicio simultáneo de un barco y dos gabarras Sobre las cabezas inferiores del pórtico y del "avant-bec" circula un carretón de 10 toneladas con cuchara automática de 6,5 metros cúbicos, para relacionar principalmente los barcos con el almacén, e independientemente de éste una grúa giratoria se mueve por la cabeza superior del pórtico para el servicio exclusivo del almacén y vagones de ferrocarril
También es muy interesante la instalación de Port-de-Bouc, cerca de Marsella, para la descarga directa de carbón inglés desde los barcos a los vagones de ferrocarril (fig 7.») Seis pórticos móviles a lo largo del muelle con grúas giratorias provistas de cuchara automática; un pórtico con carretón y cuchara para servicio del área de almacenaje, y tres vagones-tolvas sobre vías elevadas. Las grúas transportan sin interrupción el carbón de los barcos a las tolvas de los pórticos De éstas pasa a los vagones-tolvas (cj que corren sobre vías elevadas, y de éstos a los vagones de ferrocarril sitúa- , dos a uno y otro lado de dichas vías. La introducción de los | vagones-tolvas y de las tolvas de pórtico entre las grúas gi- \ raterías y los vagones de ferrocarril asegura la independencia entre la descarga de los barcos y la carga de los vagones Las tolvas de pórtico sólo pueden abrirse cuando un vagón-tolva se encuentra debajo, porque los motores que accionan la apertura de aquéllas reciben la corriente de los vago- ,
Instalación de descarga por carretón basculador, destinada a la descarga de vagones de ferrocarril en los barcos de alta mar. (Puerto de Gdynia).
cuando los barcos sufren retraso. Para el almacenaje se emplea una cuchara basculante (e), que se carga con un vagóntolva y se vierte con ayuda del carretón sobre pórtico. Para tomar carbón del almacén se substituye esta cuchara por otra automática de 8 m. cúbicos, que descarga su contenido en la tolva del pórtico, pasando de ella a un vagón-tolva. En casos excepcionales también pueden cargarse los barcos con carbón del almacén.
Para muchas empresas carboneras es conveniente cribar el carbón antes de la reventa para satisfacer las demandas de la clientela En estos CEisos las instalaciones de descarga se completan con dispositivos de cribado (fig. 8.").
Cuando se trata de asegurar la operación inversa, es decir, la descarga de vagones en los barcos, se utilizan con éxito mstalaciones de basculado de vagones. La figura 9." muestra un pórtico basculador muy moderno instalado en el puerto polaco de Gdynia Del carretón del pórtico está suspendida una plataforma que desciende sobre una de las vías fé- j rreas para recibir un vagón cargado. Un cabrestante eléctrico sube el vagón a la plataforma, donde se fija El carretón eleva ambos y los bascula encima de la escotilla del barco.
Figura 8.'
Extremidad del lado del muelle de un pórtico de descarga para cok y hulla, con instalación de trituración y cribado.
Figura 9."
183 i
La viga del pórtico tiene además una segunda via con otro carretón portador de una tolva terminada en tubo telescópico. El carretón basculador puede, con la plataforma basculante, pasar a través de la suspensión del carretón porta-tolva, de manera que los dos móviles no se estorban mutuamente. El carretón porta-tolva tiene un encargado responsable del cargamento regular de la cala de los barcos Esta instalación permite bascular 18 vagones de 20 toneladas por hora, dando, por tanto, un rendimiento horario de 360 toneladas de carbón.—C Botín
MINERÍ A
La explotación de la hulla a gran profundidad. — (PaulBaudart Revue Universelle des Mines. 1 Mayo 1930,pág.249).
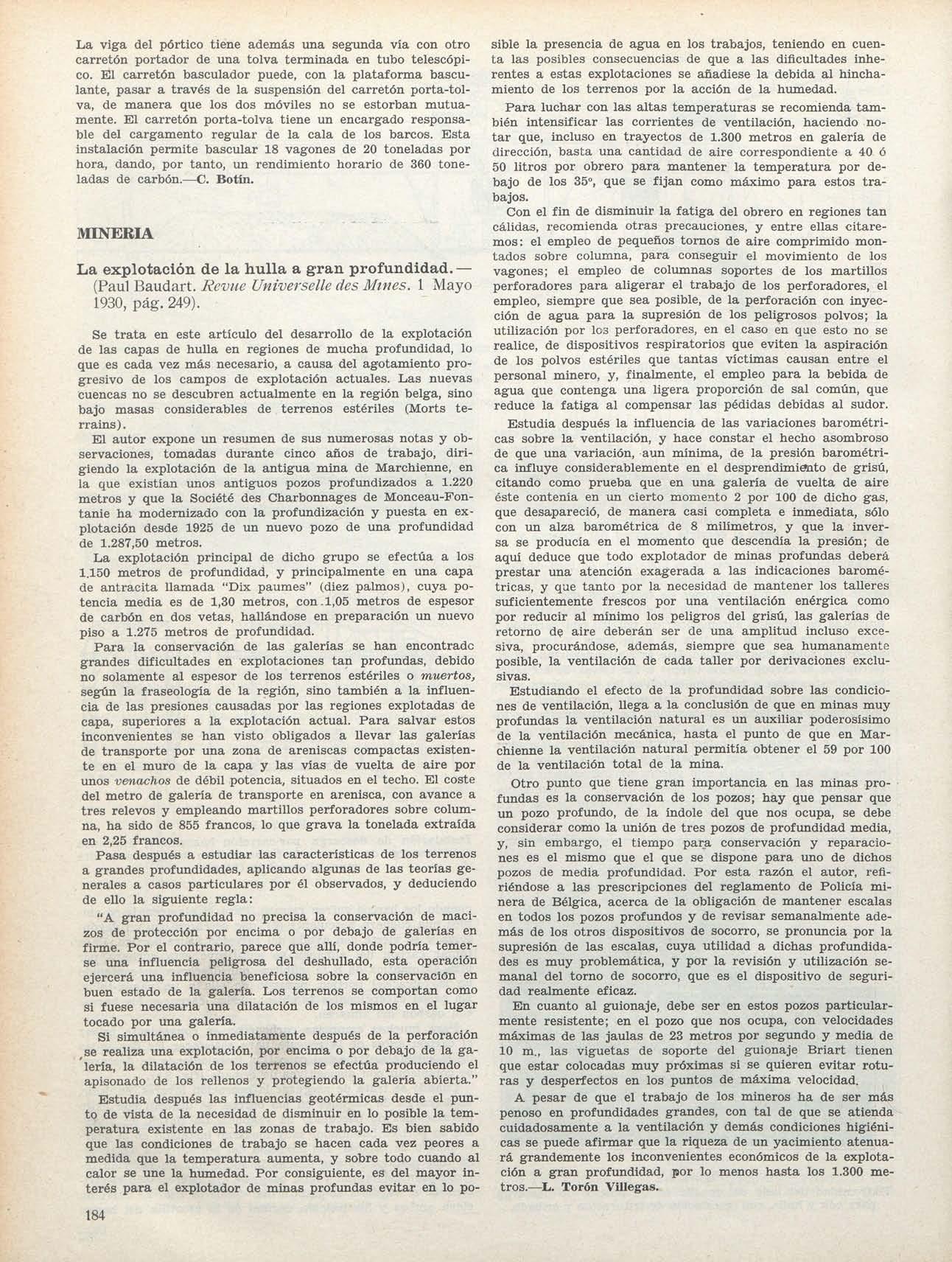
Se trata en este artículo del desarrollo de la explotación de las capas de hulla en regiones de mucha profundidad, lo que es cada vez más necesario, a causa del agotamiento progresivo de los campos de explotación actuales. Las nuevas cuencas no se descubren actualmente en la región belga, sino bajo masas considerables de terrenos estériles (Morts terrains).
El autor expone un resumen de sus numerosas notas y observaciones, tomadas durante cinco años de trabajo, dirigiendo la explotación de la antigua mina de Marchienne, en la que existían unos antiguos pozos profundizados a 1.220 metros y que la Société des Charbonnages de Monceau-Pontanie ha modernizado con la profundización y puesta en explotación desde 1925 de un nuevo pozo de una profundidad de 1.287,50 metros.
La explotación principal de dicho grupo se efectúa a los 1.150 metros de profundidad, y principalmente en una capa de antracita llamada "Dix paumes" (diez palmos), cuya potencia media es de 1,30 metros, con.1,05 metros de espesor de carbón en dos vetas, hallándose en preparación un nuevo piso a 1.275 metros de profundidad.
Para la conservación de las galerías se han encontrado grandes dificultades en explotaciones tan profundas, debido no solamente al espesor de los terrenos estériles o muertos, según la fraseología de la región, sino también a la influencia de las presiones causadas por las regiones explotadas de capa, superiores a la explotación actual Para salvar estos inconvenientes se han visto obligados a llevar las galerías de transporte por una zona de areniscas compactas existente en el muro de la capa y las vías de vuelta de aire por: unos venachos de débil potencia, situados en el techo. El coste; del metro de galería de transporte en arenisca, con avance a\ tres relevos y empleando martillos perforadores sobre colum-i na, ha sido de 855 francos, lo que grava la tonelada extraída | en 2,25 francos. \
Pasa después a estudiar las características de los terrenos a grandes profundidades, aplicando algunas de las teorías generales a casos particulares por él observados, y deduciendo de ello la siguiente regla:
"A gran profundidad no precisa la conservación de macizos de protección por encima o por debajo de galerías en firme. Por el contrario, parece que alli, donde podría temerse una influencia peligrosa del desbullado, esta operación ejercerá una influencia beneficiosa sobre la conservación en buen estado de la galería. Los terrenos se comportan como si fuese necesaria una dilatación de los mismos en el lugar tocado por una galería.
Si simultánea o inmediatamente después de la perforación ^se realiza una explotación, por encima o por debajo de la galería, la dilatación de los terrenos se efectúa produciendo el apisonado de los rellenos y protegiendo la galería abierta."
Estudia después las influencias geotérmicas desde el pimto de vista de la necesidad de disminuir en lo posible la temperatura existente en las zonas de trabajo. Es bien sabido que las condiciones de trabajo se hacen cada vez peores a medida que la temperatura aumenta, y sobre todo cuando al calor se une la humedad. Por consiguiente, es del mayor interés para el explotador de minas profundas evitar en lo po-
sible la presencia de agua en los trabajos, teniendo en cuenta las posibles consecuencias de que a las dificultades inherentes a estas explotaciones se añadiese la debida al hinchamiento de los terrenos por la acción de la humedad.
Para luchar con las altas temperaturas se recomienda también intensificar las corrientes de ventilación, haciendo notar que, incluso en trayectos de 1.300 metros en galería de dirección, basta una cantidad de aire correspondiente a 40.ó 50 litros por obrero para mantener la temperatura por debajo de los 35°, que se fijan como máximo para estos trabajos.
Con el fin de disminuir la fatiga del obrero en regiones tan cálidas, recomienda otras precauciones, y entre ellas citaremos: el empleo de pequeños tornos de aire comprimido montados sobre columna, para conseguir el movimiento de los vagones; el empleo de columnas soportes de los martillos perforadores para aligerar el trabajo de los perforadores, el empleo, siempre que sea posible, de la perforación con inyección de agua para la supresión de los peligrosos polvos; la utilización por los perforadores, en el caso en que esto no se realice, de dispositivos respiratorios que eviten la aspiración de los polvos estériles que tantas víctimas causan entre el personal minero, y, finalmente, el empleo para la bebida de agua que contenga una ligera proporción de sal común, que reduce la fatiga al compensar las pedidas debidas al sudor Estudia después la influencia de las variaciones barométricas sobre la ventilación, y hace constar el hecho asombroso de que una variación, aun mínima, de la presión barométrica influye considerablemente en el desprendimíeínto de grisú, citando como prueba que en una galería de vuelta de aire éste contenía en im cierto momento 2 por 100 de dicho gas, que desapareció, de manera casi completa e inmediata, sólo con un alza barométrica de 8 milímetros, y que la inversa se producía en el momento que descendía la presión; de aquí deduce que todo explotador de minas profundas deberá prestar una atención exagerada a las indicaciones barométricas, y que tanto por la necesidad de mantener los talleres suficientemente frescos por una ventilación enérgica como por reducir al mínimo los peligros del grisú, las galerías de retorno d^ aire deberán ser de una amplitud incluso excesiva, procurándose, además, siempre que sea humanamente posible, la ventilación de cada taller por derivaciones exclusivas.
Estudiando el efecto de la profundidad sobre las condiciones de ventilación, llega a la conclusión de que en minas muy profundas la ventilación natural es un auxiliar poderosísimo de la ventilación mecánica, hasta el punto de que en Marchienne la ventilación natural permitía obtener el 59 por 100 de la ventilación total de la mina
Otro punto que tiene gran importancia en las minas pro-• fundas es la conservación de los pozos; hay que pensar que un pozo profundo, de la índole del que nos ocupa, se debe considerar como la unión de tres pozos de profundidad media, y, sin embargo, el tiempo para conservación y reparaciones es el mismo que el que se dispone para uno de dichos pozos de media profundidad Por esta razón el autor, refiriéndose a las prescripciones del reglamento de Policía minera de Bélgica, acerca de la obligación de mantener escalas en todos los pozos profundos y de revisar semanalmente además de los otros dispositivos de socorro, se pronuncia por la supresión de las escalas, cuya utilidad a dichas profundidades es muy problemática, y por la revisión y utilización semanal del torno de socorro, que es el dispositivo de seguridad realmente eficaz.
En cuanto al gfuionaje, debe ser en estos pozos particularmente resistente; en el pozo que nos ocupa, con velocidades máximas de las jaulas de 23 metros por segundo y media de 10 m., las viguetas de soporte del guionaje Briart tienen que estar colocadas muy próximas si se quieren evitar roturas y desperfectos en los puntos de máxima velocidad
A pesar de que el trabajo de los mineros ha de ser más penoso en profundidades grandes, con tal de que se atienda cuidadosamente a la ventilación y demás condiciones higiénicas se puede afirmar que la riqueza de un yacimiento atenuará grandemente los inconvenientes económicos de la explotación a gran profundidad, por lo menos hasta los 1.300 metros.—L. Torón Villegas.
1841
Año IX.-Vol IX.-Núm 99
INGENIERÍ A Y CONSTRUCCIÓ N REVISTA MENSUAL HISPANO-AMERICANA
Adherida a la Asociación Espafiola de la Prensa Técnica
^ a r r a , 6 Apartado de Correos 4.003 MADRI D
Precios de suscripción (año): España y América, 30 pesetas Deir.ás países, 40 pesetas o su equivalente en moneda nacional
Numero suelto; España y América, 3 pesetas Demás paises, 4 pesetas o su equivalente en moneda nacional
Agentes exclusivos para ta publicidad en Alemania y países sucesores de la Monarquía austrohiíngara; ALA ANZEIGEN -AKTIENGESELLSCHAFT Auslands-Abteilung
BERLÍN W 35, Potsdamer Strasse 27 A
Oirecciones: Telegráfica, JOSUR-MADRID; Telefónica, JOSUR-MADRID : Teléfono 30.yO6
Comité directivo: FRANCISCO BUSTELO, Ingeniero de Caminos, FÉLIX CIFUENTES, Ingeniero de Minas; RICARDO URGOITI, Ingeniero de Caminos Secretario
Basta repasar las 86 conclusiones finales delas doce secciones en que se dividió el Congreso de 1919 para comprobar esta afirmación, sinque esto quiera decir que en reuniones sucesivas no hubiera sido posible subsanar muchos defectos de la primera
La primera enseñanza que se deriva del Primer Congreso es que en 1919 la legislación española no había podido o sabido recoger las aspiraciones de la industria y de la técnica, que no encontraban en ella el apoyo necesario para su desarrollo. Delas 86 conclusiones antes citadas, 66 se refieren a problemas para cuya solución los congresistas creían necesario modificar o completar, en mayor o menor grado, la legislación entonces vigente Acaso los congresistas de 1919 esperaban demasiado de la intervención del Estado; pero es innegable que muchas de las cuestiones por ellos planteadas respondían a una realidad que, en algunos casos, desgraciadamente, aún permanece en espera de solución Especialmente merecen citarse las conclusiones 12, 31 y 37, referentes a aprovechamientos de energía hidráulica, electrificación einterconexión, que al mismo tiempo que señalaban orientaciones más o menos acertadas, planteaban problemas que hoy son de gran actualidad y en los que si algo se ha adelantado ha sido con una lentitud excesiva
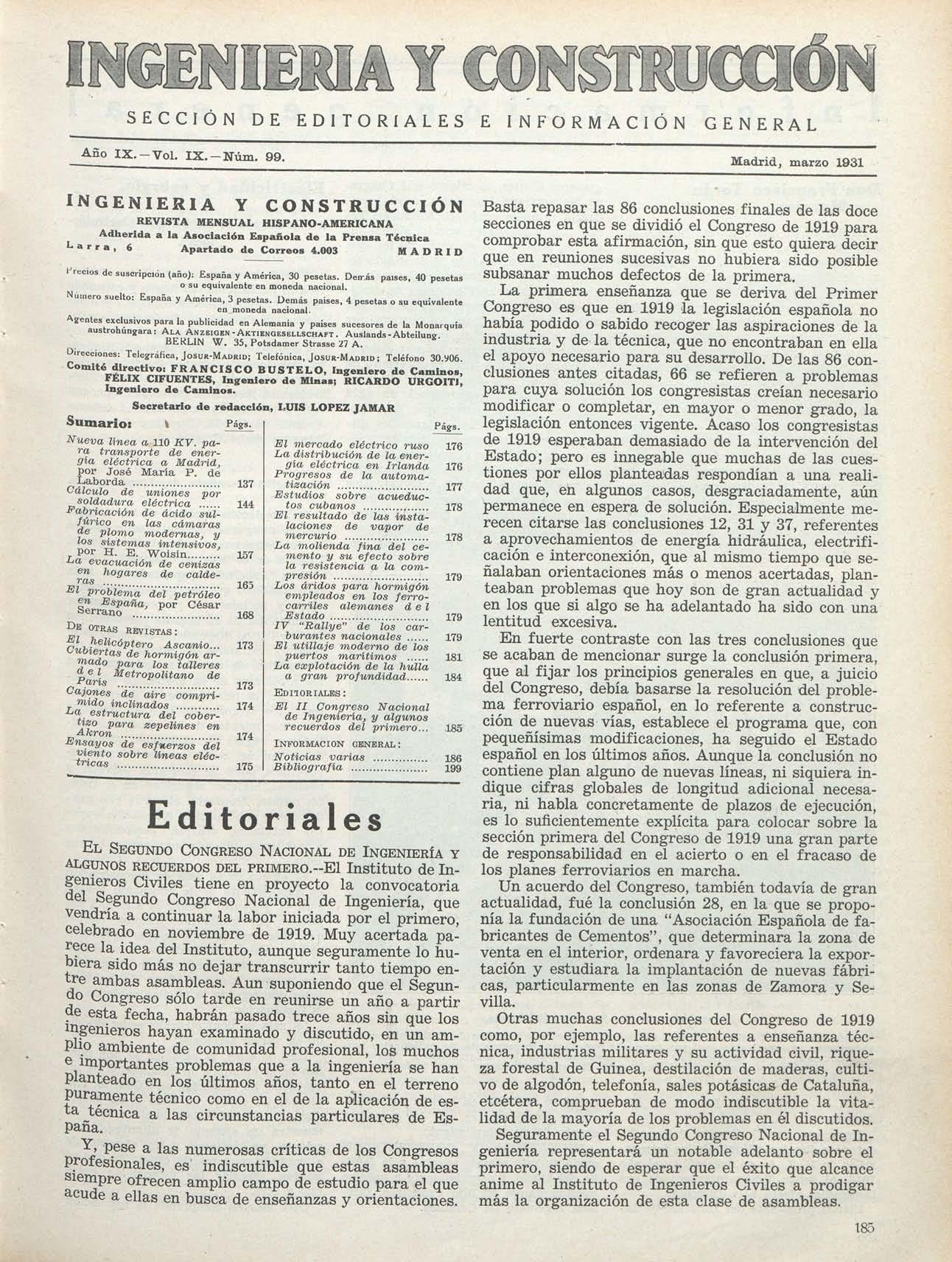
Editoriales
EL SEGUNDO CONGRESO NACIONAL DE INGENIERÍA Y ALGUNOS RECUERDOS DEL PRIMERO.-El Instituto de Ingenieros Civiles tiene en proyecto la convocatoria del Segundo Congreso Nacional de Ingenieria, que vendría a continuar la labor iniciada por el primero, celebrado en noviembre de 1919. Muy acertada parece laidea delInstituto, aunque seguramente lo hubiera sido más no dejar transcurrir tanto tiempo entre ambas asambleas. Aun suponiendo que el Segundo Congreso sólo tarde en reunirse un año a partir de esta fecha, habrán pasado trece años sin que los ingenieros hayan examinado y discutido, en un amplio ambiente de comunidad profesional, los muchos e importantes problemas que a la ingeniería se han planteado en los últimos años, tanto en el terreno puramente técnico como en eldela aplicación de es-. ta técnica a las circunstancias particulares de España
Y, pese a las numerosas críticas de los Congresos profesionales, es indiscutible que estas asambleas siempre ofrecen amplio campo de estudio para el que acude a ellasenbusca deenseñanzas y orientaciones.,
En fuerte contraste con las tres conclusiones que se acaban demencionar surge la conclusión primera, que al fijar los principios generales en que, a juicio del Congreso, debía basarse la resolución del problema ferroviario español, en lo referente a construcción de nuevas vías, establece el programa que, con pequeñísimas modificaciones, ha seguido el Estado español enlosúltimos años Aunque la conclusión no contieneplan alguno denuevas líneas,ni siquiera indique cifras globales de longitud adicional necesaria, ni habla concretamente de plazos de ejecución, es lo suficientemente explícita para colocar sobre la sección primera delCongreso de 1919 una gran parte de responsabilidad en el acierto o en el fracaso de los planes ferroviarios en marcha
Un acuerdo delCongreso, también todavía de gran actualidad, fué la conclusión 28, en la que se proponía la fundación deuna "Asociación Española de fabricantes de Cementos", que determinara la zona de venta en elinterior, ordenara y favoreciera la exportación y estudiara la implantación de nuevas fábricas, particularmente en las zonas de Zamora y Sevilla
Otras muchas conclusiones del Congreso de 1919 como, por ejemplo, las referentes a enseñanza técnica, industrias militares y su actividad civil, riqueza forestal de Guinea, destilación de maderas, cultivodealgodón, telefonía, salespotásicas de Cataluña, etcétera, comprueban de modo indiscutible la vitalidaddela mayoría delosproblemas enél discutidos
Seguramente el Segundo Congreso Nacional de Ingeniería representará un notable adelanto sobre el primero, siendo de esperar que el éxito que alcance anime al Instituto de Ingenieros Civiles a prodigar más la organización de esta clase de asambleas
SECCIÓ N D E EDITORIALE S E INFORMACIÓ N GENERA L
Madrid, marzo 1931
redacción,
transporte
eléctrica
María P de Laborda 137 Cálculo de uniones por soldadura eléctrica 144 Pahricación de ácido sulfúrico en las cámaras de plomo modernas, y los sistemas intensivos, por H E Woisin 157 La evacuación de cenizas en hogares de calderas El problema dei peiróieó en España, por César Serrano 165 168 173 173 D E OTRAS REVISTAS: El helicóptero Ascanio... Cubiertas de hormigón armado para los talleres d e l Metropolitano de París Cajones de aire comprimido inclinados 1^* La estructura del cobertizo para zepelines en Akron 174 Ensayos de esfuerzos del viento sobre líneas eléctricas Págs 176 176 El mercado eléctrico ruso La distribución de la energia eléctrica en Irlanda Progresos de la automatización 177 Estudios sobre acueductos cubanos 178 El resultado de las instalaciones de vapor de mercurio 178 La molienda fina del cemento y su efecto sobre la resistencia a la compresión 179 Los áridos para hormigón empleados en los ferrocarriles alemanes del Estado 179 IV "Rallye" de los carburantes nacionales 179 El utillaje moderno de los puertos marítimos 181 La explotación de la hulla a gran profundidad 184 EDITORIALES : El II Congreso Nacional de Ingenieria, y algunos recuerdos del primero... 185 INFORMACIÓN GENERAL: Noticias varias 186 Bibliografía 199
de
LUIS LÓPEZ JAMAR Sumario: » fíÜL Nueva línea a 110 KV. para
de energía
a Madrid, por José
185'
I n f orm a cio n gener a 1
Don Francisco Terán y Morales.
El día 28 de enero último falleció en Madrid el subdirector de la Compañía de ferrocarriles de M. Z. A. e ingeniero de Caminos D. Francisco Terán y Morales.
Hombre en extremo bondadoso, le ba sorprendido la muerte en la plenitud de sus facultades.
Nació el ilustre ingeniero en el año 1872, terminando sus estudios profesionales en 1885, con el número 1 de su profesión. Destinado a Huelva como ingeniero subalterno, permaneció en dicha capital hasta 1900, en que, reorganizados los servicios hidráulicos, fué nombrado jefe de la División de trabajos hidráulicos del Guadiana A fines de 1903 regresó a la jefatura de Huelva, donde dos años después fué ascendido a jefe, cargo que desempeñó hasta 1908, en que se le trasladó a la cuarta División de Ferrocarriles, para pasar a je-
genieros Civiles, se celebró el I Congreso Nacional de Ingeniería, cuya presidencia también ocupó D Francisco Terán con indiscutible acierto, dando lugar su labor a un proyecto de ley que presentó al Parlamento el Sr Calderón Convertida la Dirección General de Abastecimientos en Ministerio, se designó al Sr. Terán para desempeñar esa cartera en el año 1919 No obstante ser ajeno a la política, su gestión ministerial fué comentada muy favorablemente.^
El 17 de julio de 1920 se incorporó de nuevo al servicio de M Z A al cesar como ministro, designándosele en 1923 para subdirector, cargo que desempeñaba actualmente, no obstante las disposiciones de la primera Dictadura militar relativas a la incompatibilidad de los servicios en las empresas industriales para quienes habían ejercido altos cargos en la política, pues al Sr. Terán, a quien correspondía dejar la Subdirección citada en virtud de las leyes entonces promulgadas, por un decreto es-
Electricidad y energía.
!LaRedacción de la "Revista Electrotécnica".
Al referimos en nuestro último número a la publicación del nuevo y estimado colega "Revista Electrotécnica", y mencionar su Comité de Redacción, omitimos involuntariamente los nombres de los señores donRamón María de Sígrüenza, don Joaquín Sánchez Cordobés y don Antonio Cumella, de la Agrupación Electrotécnica Ibérica de Barcelona, que, con los ya citados de la de Madrid señores Valentí de Dorda, Rosell y Querejeta, integran dicho Comité.
Asociación Española de Luminotecnia.
LaAsociación Española de Limiinotecnia ha inaugurado recientemente su sala de demostraciones en la planta baja del Palacio de la Música (Madrid)
Esta Asociación—apartada de toda otra finalidad que las puramente culturales y sociales—se propone fomentar la luminotecnia en España por todos los medios lícitos disponibles, es decir, interesar y estimular el estudio y la investigación de cuanto se relaciona con los problemas de la visión, en su relación con la iluminación, y difundir en todos los sectores de la vida nacional los conocimientos de los modernos métodos y reglas de utilización científica de la luz, así como sus ventajas e importancia para la economía privada y nacional, higiene, seguridad en el tráflco, ornato, "confort", etc. Por ello pueden tener cabida en la Asociación cuantas entidades, centros, personalidades e institutos quieran coadyuvar a sus fines.
El objeto de la sala de demostración es simplemente el de educación visual, esto es, procurar llamar la atención del público por medio de ejemplos, en los que, bien examinando un solo aparato o bien el efecto resultado de la combinación de varios, pueda darse cuenta de una manera clara y eficaz de las ventajas que reporta la técnica moderna de la iluminación.
El viaducto de Bio Seco, en California. Viaducto en curva, sobre el arroyo denominado "Río Seco", al Sur de California, región anteriormente constituida casi por completo por fincas de recreo de los millonarios norteamericanos, cuyos palacios hoy se ven dominados por las construcciones necesarias para las industrias agrícolas, cada día en mayor auge en el país
fe de la provincia de Madrid un año después.
Propuesto por D. Ramón Peironcely, entonces director adjunto de los ferrocarriles de M. Z. A., se nombró, en al año 1918, al señor Terán ingeniero de esa Compañia, afecto a la Dirección Siendo presidente del Instituto de In-
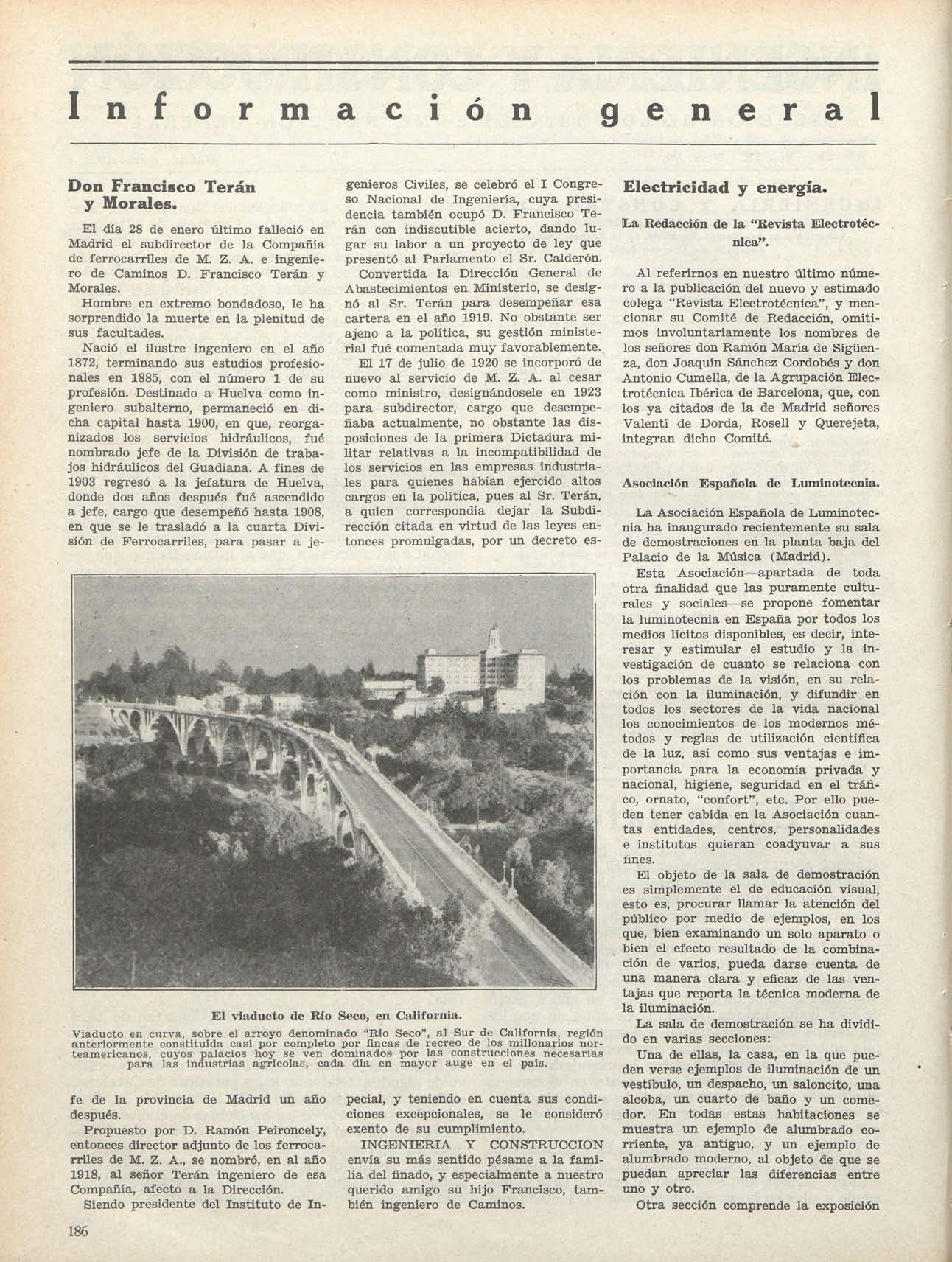
pecial, y teniendo en cuenta sus condiciones excepcionales, se le consideró exento de su ciunplimiento.
INGENIERÍA Y CONSTRUCCIÓN envía su más sentido pésame a la familia del ñnado, y especialmente a nuestro querido amigo su hijo Francisco, también ingeniero de Caminos.
La sala de demostración se ha dividído en varias secciones:
Una de ellas, la casa, en la que pueden verse ejemplos de iluminación de un vestíbulo, un despacho, un saloncito, una alcoba, un cuarto de baño y un comedor. En todas estas habitaciones se muestra un ejemplo de aliunbrado corriente, ya antiguo, y un ejemplo de alumbrado moderno, al objeto de que se puedan apreciar las diferencias entre uno y otro.
Otra sección comprende la exposición
186
de los diferentes aparatos modernos de alumbrado racional, de tipo de serie, fabricados por las casas especialistas con diferentes usos.
En otra se exhiben el taller y la escuela, y en ella se enseñan igualmente diversos ejemplos de mal y buen alumbrado.
Rodeando la sala de conferencias se han instalado una serie de casetones, en los que se demuestran algunos principios de luminotecnia, como son los siguientes:
Diversas clases de alumbrado (indirecto, semidirecto y directo), importancia de la absorción de los colores en la decoración, necesidad de emplear tonos claros en la decoración, si se ha de hacer con luz indirecta; instalación de una célula fotoeléctrica, diferentes clases de cristales que pueden emplearse en la decoración con luz, efecto de la luz coloreada sobre objetos de diversos colores, conveniencia, desde el punto de vista económico, de no emplear las pequeñas lámparas de tipo corriente, etcétera, etc
Se ha instalado igualmente un escaparate de dimensiones corrientes, en el cual se hace la demostración del antiguo y moderno alumbrado, con luz corriente, luz solar y luz coloreada, en el que pueden apreciarse las ventajas de unay otra clase de alumbrado, y, al propio tiempo, proporcionar datos concretos sobre el coste de las diferentes combinaciones.
Otra sección estudia las posibilidades de la luz como elemento decorativo, habiéndose hecho el montaje de una anaquelería, destinada a tienda de ultramarinos, con elementos vulgares y económicos y sin otro efecto decorativo que los que la luz blanca y de color le proporcionan
Y, por último, se ha instalado un pequeño escenario, destinado por ahora exclusivamente a hacer experimentos y demostraciones que sirvan de apoyo a las conferencias que piensan organizar, y, al propio tiempo, para proyección de diapositivas, películas, etc.
Las campañas en preparación son: primero, una sobre alumbrado de escaparates, mediante un amplio programa, en el que'están comprendidas todas las diversas maneras de propaganda para llamar la atención del comercio y conseguir un mejoramiento en el alumbrado de sus establecimientos, y que terminará con un gran concurso de escaparates, con premios metálicos de importancia. Paralelamente a esta campaña, aunque ho de modo tan intenso, se procurará atraer la atención de los arquitectos e instaladores eléctricos sobre programa de tan vital interés.
Antes de inaugurarse la sala se había empezado ya en ella un cursillo para alumnos de Arquitectura sobre alumbrado interior y exterior, que, por el número de asistentes, puede considerarse como un éxito muy halagüeño
Se han señalado las siguientes horas y días de visita: Martes, miércoles, jueves y viernes, de diez a una y de cuatro a ocho, y los sábados, de diez a ima.
"Los modelos eléctricos de la reproducción ñel del sonido".
El catedrático de la Facultad de Ciencia.s don Julio Palacios inauguró el 27 de febrero el curso de conferencias de la Asociación Española de Ingenieros y
cánicos muy complicados con auxilio de los modelos eléctricos correlativos Así ha logrado Williams introducir perfeccionamientos notables en los aparatos destinados a reproducir el sonido, obteniendo una fidelidad mucho mayor que la lograda con los primitivos tipos.
Transbordador de carbón.
Vista dc un gran transbordador de carbón, instalado recientemente en Norfollc (Virginia), uno de los grandes centros carboneros norteamericanos El transbordo del carbón se hace volcando vagones completos, que llegan al transbordador por las vias superiores, de las cuales una aparece en la izquierda de la fotografía, donde también puede verse un vagón volcado. Bl carbón cae a unas tolvas, de las que pasa a los vagones que circular) por las vías inferiores.
Técnicos de Telecomunicación, tratando de "Los modelos eléctricos de la reproducción fiel del sonido", en el salón grande del Palacio de Comunicaciones.
El señor Palacios comenzó recordando que las ecuaciones del campo electromagnético fueron deducidas por Maxwel, admitiendo que existe un mecanismo oculto regido por las leyes de la Mecánica, del cual son manifestaciones ostensibles los fenómenos observados. Haciendo hipótesis convenientes respecto de la naturaleza de las magnitudes eléctricas que han de desempeñar el papel de las magnitudes mecánicas que intervienen en dichas leyes fundamentales, se justifica la analogía formal existente entre las ecuaciones que gobiernan uno y otro orden de fenómenos y se establece una correlación entre las magnitudes eléctricas y las mecánicas, que permite hacer corresponder a todo sistema eléctrico un modelo mecánico.
En el sucesivo progreso de la Ciencia se han recogido y utilizado ampliamente, según expuso el conferenciante, los valiosísimos resultados de la concepción •mecanista de Maxwel; pero Be ha hecho reducidísimo empleo de los modelos mecánicos, a causa, sin duda, de ser más cómodoel razonardirectamente sobre los mismos fenómenos eléctricos. Añadió que recientemente se ha llegado incluso a invertir los términos de la cuestión, pues se resuelven problemas me-
Ferrocarriles.
Laelectrificación de los ferrocarriles alémanes.
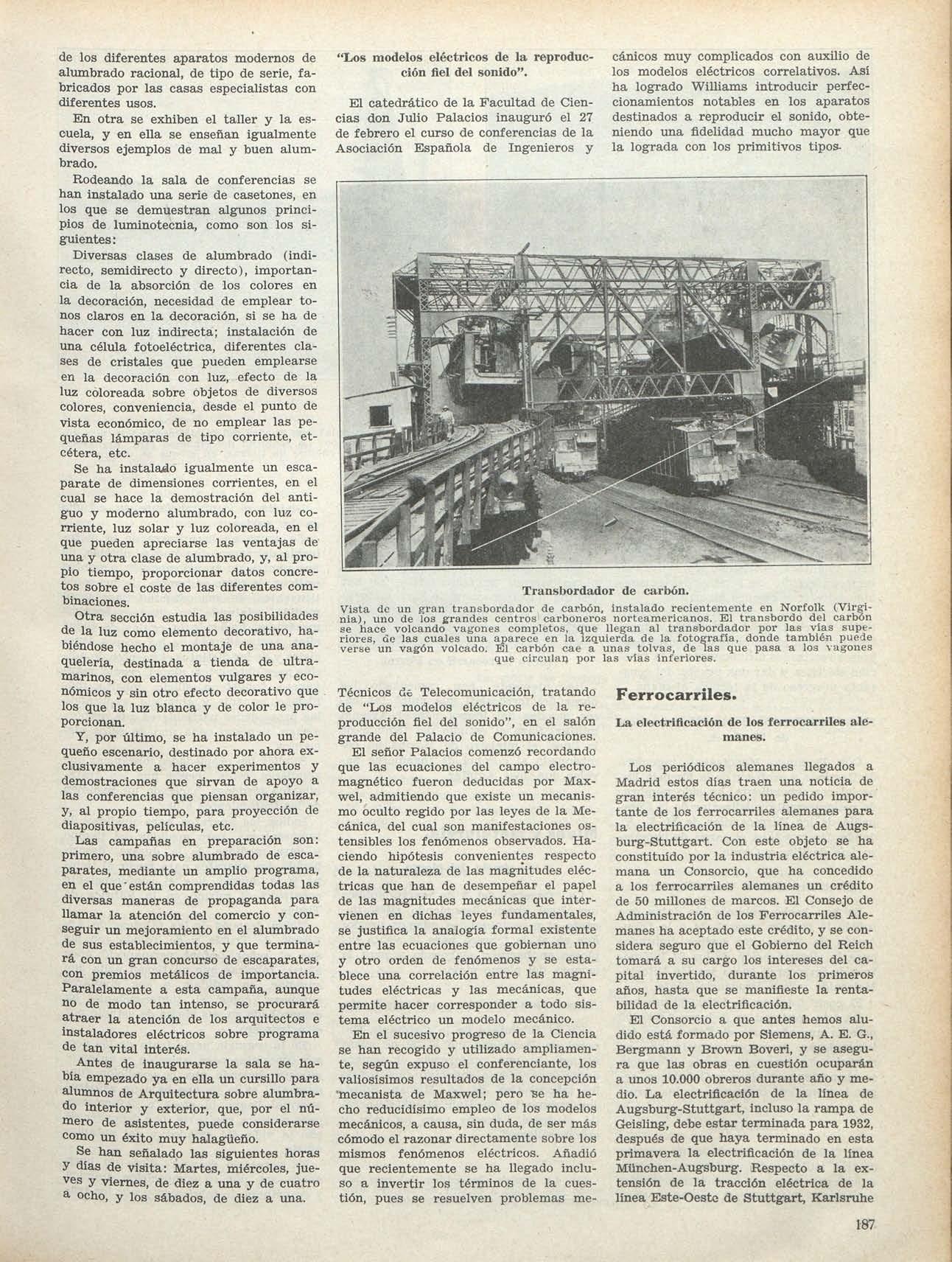
Los periódicos alemanes llegados a Madrid estos dias traen una noticia de gran interés técnico: un pedido importante de los ferrocarriles alemanes para la electrificación de la línea de Augsburg-Stuttgart. Con este objeto se ha constituido por la industria eléctrica alemana un Consorcio, que ha concedido a los ferrocarriles alemanes un crédito de 50 millones de marcos. El Consejo de Administración de los Ferrocarriles Alemanes haaceptado este crédito,y seconsidera seguro que el Gobierno del Reich tomará a su cargo los intereses del capital invertido, durante los primeros años, hasta que se manifieste la rentabilidad de la electrificación
El Consorcio a que antes hemos aludido está formado por Siemens, A E G., Bergmann y Brovra Boveri, y se asegura que las obras en cuestión ocuparán a unos 10.000 obreros durante año y medio. La electrificación de la línea de Augsburg-Stuttgart, incluso la rampa de GeisUng, debeestar terminada para1932, después de que haya terminado en esta primavera la electrificación de la línea München-Augsburg. Respecto a la extensión de la tracción eléctrica de la línea Este-Oeste de Stuttgart, Karlsruhe
187?
La presa de Sorpe.
Fotografías de los trabajos para la construcción de la presa de tierra de Sorpe (Alemania), que tendrá 600 m de longitud en la coronación y 60 m de altura Medirá 300 m de ancho en la base y 10 m en la coronación La longitud del embalse será aproxima damente, de 10 km., y su construcción requiere el movimiento de 90.000.000 de metros cúbicos de tierras en el que se utiliza trac tores "Cletrac" ^
y de Mühlacker a Bruchsal, siguen las negociaciones y estudios, que no están concluidos aún. Para la electrificación de las líneas alrededor de Stuttgart-Esslíngen, facihtará el Estado de Württemberg un crédito en condiciones favorables a los ferrocarriles alemanes.
La importancia de estas obras permitirá a la electrotecnia alemana demostrar que está al tanto de los nuevos progresos realizados últimamente enla tracción eléctrica y dar una prueba del constante progreso de la técnica alemana.
Nuevo subdirector de los Ferrocarriles de M Z A
Don Domingo Mendizábal, ingeniero de Caminos y profesor dela Escuela Especial correspondiente, ha sido nombrado recientemente subdirector de la Compañía de los Ferrocarriles de M. Z. A., donde desempeñaba el cargo de ingeniero jefe de Vías y Obras
Electriflcación del Vasco-Navarro.
Se han hecho públicos los datos que señala la moción presentada a la Diputación de Álava por varios diputados para la electrificación de los 67 kilómetros de ferrocarril en su sección VitoriaMelocalde y San Prudencio-Oñate.
El coste total es de 4.600.000 pesetas
De esta cantidad se deducen 1.600.000 pesetas que abonaría el Estado por las locomotoras de vapor actualmente en servicio; los tres millones de diferencia se abonarían por Álava y Guipúzcoa, segúnlo requiriese la marcha de las obras
Ferrol-Gijón.
El Gobierno ha aprobado un crédito de tres millones de pesetas, con destino a proseguir las obras de construcción del ferrocarril Gijón-Ferrol, paradas hace
más de tres meses por falta de consignación Zamora-Orense-Coruña.
En la distribución del crédito para obras nuevas de ferrocarriles se han destinado al ferrocarril de Zamora-Orense-Coruña la cantidad de 38 millones de pesetas.
' Nuevo ferrocarril en Ferrol.
Recientemente han comenzado las obras del ferrocarril que unirá las bases navales del Ferrol con el Arsenal miUtar. Para el estudio del tendido de la línea, el ministro de Marina ha comisionado al coronel de ingenieros navales don José Aguilar.
Minas y metalurgia.
El precio idel plomo.
La "Gaceta" del 3 de marzo publica una Real orden disponiendo rijan durante el mes actual los mismos precios que en el de febrero para la venta del plomo en barra y elaborado y para la compra del plomo viejo.
Aceros para aviación y automovilismo
En la Biblioteca de la Capitanía General de Barcelona díó el 29 de enero último (1) una conferencia el comandante de Artillería, ingeniero-director de los laboratorios de La Hispano-Suiza, donAntonio Lafont Ruíz, el cual desarrolló el tema "Aceros para aviación y automovilismo".
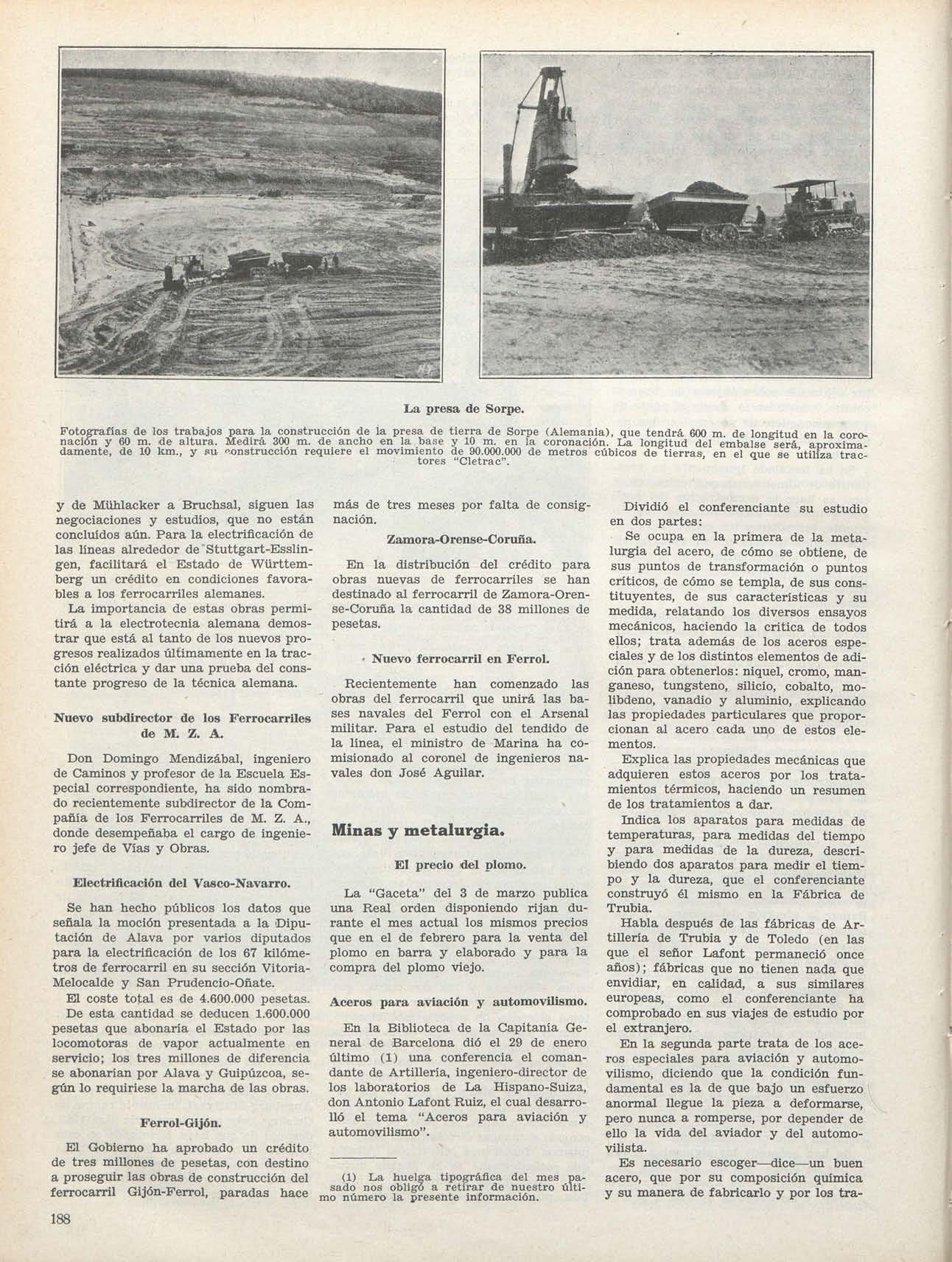
Dividió el conferenciante su estudio en dos partes:
Se ocupa en la primera de la metalurgia del acero, de cómo se obtiene, de sus puntos de transformación o puntos críticos, de cómo se templa, de sus constituyentes, de sus características y su medida, relatando los diversos ensayos mecánicos, haciendo la critica de todos ellos; trata además de los aceros especiales y delosdistintos elementos de adiciónpara obtenerlos:níquel, cromo, manganeso, tungsteno, silicio, cobalto, molibdeno, vanadio y aluminio, explicando las propiedades particulares que proporcionan al acero cada uno de estos elementos.
Explica las propiedades mecánicas que adquieren estos aceros por los tratamientos térmicos, haciendo un resumen de los tratamientos a dar.
Indica los aparatos para medidas de temperaturas, para medidas del tiempo y para medidas de la dureza, describiendo dos aparatos para medir el tiempo y la dureza, que el conferenciante construyó él mismo en la Fábríca de Trubia.
Habla después de las fábricas de Artillería de Trubia y de Toledo (en las que el señor Lafont permaneció once años); fábricas que no tienen nada que envidiar, en calidad, a sus similares europeas, como el conferenciante ha comprobado en sus viajes de estudio por el extranjero.
En la segunda parte trata de los aceros especiales para aviación y automovilismo, diciendo que la condición fimdamental es la de que bajo un esfuerzo anormal llegue la pieza a deformarse, pero nunca a romperse, por depender de ello la vida del aviador y del automovilista
Es necesario escoger—dice—un buen acero, que por su composición química y su manera de fabricarlo y por los tra-
(1) La huelga tipográfica del mes pa/sado nos obligó a retirar de nuestro último número la presente información
tamientos que haya sufrido de forja, recocido, temple y revenido, dé las caracteristicas mecánicas exigidas.
Detalla las clases de aceros que cumplen mejor estas condiciones, y agrega que uh acero con un limite elástico elevado y buena tenacidad (tenacidad expresada por alargamiento, estricción y resiliencia) posee como consecuencia una gran resistencia permanente y resistencia a la fatiga
Explica los aceros de temple al aire, para evitar las cementaciones en los engranajes. Pero el señor Lafont es partidario de los aceros cromo-niquel de cementación en los engranajes cuando se cuenta con una instalación buena de hornos, dotada de sus correspondientes pirómetros registradores
Habla después de la nitruración, que no es más que una cementación al nitrógeno (exponer un acero especial al cromo-aluminio-molibdeno, durante noventa horas y a 500° en una atmósfera de nitrógeno). Con lo que se consigue una superficie muchísimo más dura que la obtenida con cementación al carbono. Tan dura, que es prácticamente indesgastable, por lo que los emplea La K'spano-Suiza en algunos de sus motores, para no perder aceite por el desgaste interior de los cilindros y aumentar la potencia de los motores aumentando el diámetro de los cilindros, quedando invariable el tamaño exterior del motor y el peso, pues la potencia aumenta con el cuadrado del diámetro interior de los cilindros.
Trata de las actuales experiencias de Mahoux en Francia, demostrando que se puede endurecer la superficie de cualquier acero, creando un campo eléctrico oscilante entre una pieza metálica y la pieza que se quiere endurecer, siendo el dieléctrico una atmósfera carburada o nitrogenada
Se ocupa después de las piezas más principales: cigüeñal, bielas, válvulas de escape, émbolo, cárter y culata, árbol de excéntricas, arandelas reglables, piñones y ruedas dentadas, ejes de émbolo, eje delantero, horquillas, manivelas, palancas y articulaciones de dirección, ejes traseros, cilindros, largueros, etc., etcétera, para decir las características que, a su juicio, deben cumplir los materiales para construir estas piezas.
Recuerda a su compañero Echegaray, director de los talleres de aviación de La Hispano.
Volviendo a la nitruración, habla de las experiencias efectuadas por Fry en laCasa Kruppy deAubert, Duval y Guillet en Francia, haciendo patente la presencia del molibdeno en estos aceros, para evitar la enfermedad de Krupp (aumento de fragilidad por la estancia tan prolongada en el horno). También hace notar el señor Lafont la presencia del molibdeno en los aceros cromo-niquel destinados a piezas que no deben romper por fatiga: cigüeñales y ejes traseros y bielas.
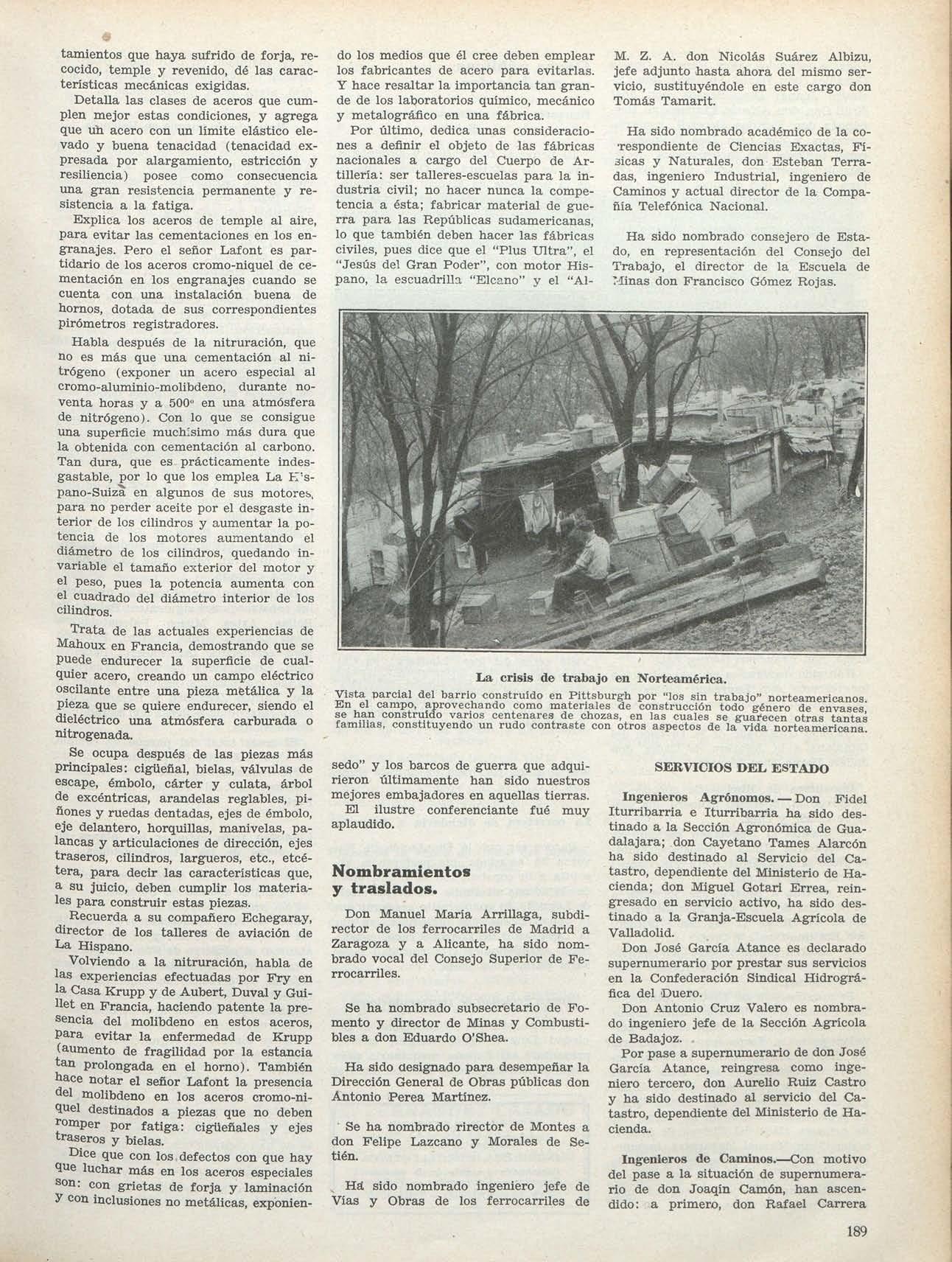
Dice que con los defectos con que hay que luchar más en los aceros especiales son: con grietas de forja y laminación y coninclusiones nometálicas, exponien-
do los medios que él cree deben emplear los fabricantes de acero para evitarlas Y hace resaltar la importancia tan grande de los laboratorios químico, mecánico y metalográfico en una fábrica
Por último, dedica unas consideraciones a definir el objeto de las fábricas nacionales a cargo del Cuerpo de Artillería: ser talleres-escuelas para la industria civil; no hacer nunca la competencia a ésta; fabricar material de guerra para las Repúblicas sudamericanas, lo que también deben hacer las fábricas civiles, pues dice que el "Plus Ultra", el "Jesús del Gran Poder", con motor Hispano, la escuadrilla "Elcano" y el "Al-
M. Z. A. don Nicolás Suárez Albizu, jefe adjunto hasta ahora del mismo servicio, sustituyéndole en este cargo don Tomás Tamarit.
Ha sido nombrado académico de la corespondiente de Ciencias Exactas, Físicas y Naturales, don Esteban Terradas, ingeniero Industrial, ingeniero de Caminos y actual director de la Compañía Telefónica Nacional.
Ha sido nombrado consejero de Estado, en representación del Consejo del Trabajo, el director de la Escuela de Minas don Francisco Gómez Rojas
La crisis de trabajo en Norteamérica.
Vista parcial del barrio construido en Pittsburgh por "los sin trabajo" norteamericanos En el campo, aprovechando como materiales de construcción todo género de envases' se han construido varios centenares de chozas, en las cuales se guarecen otras tantas familias, constituyendo un rudo contraste con otros aspectos de la vida norteamericana sedo" y los barcos de guerra que adquirieron últimamente han sido nuestros mejores embajadores en aquellas tierras El ilustre conferenciante fué muy aplaudido.
Nombramientos y traslados.
Don Manuel María Arrillaga, subdirector de los ferrocarriles de Madrid a Zaragoza y a Alicante, ha sido nombrado vocal del Consejo Superior de Ferrocarriles.
Se ha nombrado subsecretario de Fomento y director de Minas y Combustibles a don Eduardo O'Shea.
Ha sido designado para desempeñar la Dirección General de Obras públicas don Antonio Perea Martínez.
Se ha nombrado rirector de Montes a don Felipe Lazcano y Morales de Setién.
Há sido nombrado ingeniero jefe de Vías y Obras de los ferrocarriles de
SERVICIOS DEL ESTADO
Ingenieros Agrónomos Don Fidel Iturribarria e Iturribarria ha sido destinado a la Sección Agronómica de Guadalajara; don Cayetano Tames Alarcón ha sido destinado al Servicio del Catastro, dependiente del Ministerio de Hacienda; don Miguel Gotari Errea, reingresado en servicio activo, ha sido destinado a la Granja-Escuela Agrícola de Valladolid.
Don José García Atance es declarado supernumerario porprestar sus servicios en la Confederación Sindical Hidrográfica del Duero.
Don Antonio Cruz Valero es nombrado ingeniero jefe de la Sección Agrícola de Badajoz.
Porpase asupernumerario dedon José García Atance, reingresa como ingeniero tercero, don Aurelio Ruiz Castro y ha sido destinado al servicio del Catastro, dependiente del Ministerio de Hacienda
Ingenieros de Caminos.—Con motivo del pase a la situación de supernumerario de don Joaqín Camón, han ascendido: a primero, don Rafael Carrera
189 I
Diez; a segundos, don Fermín García González, don Daniel Piqueras, don Casimiro Juanes Díaz Santos, don José BruU Gas, don Alfredo Francesconi Hernández don Enrique Becerril, supernumerarios, y don Juan José Bolínaga, y como terceros son incorporados, declarándoles supernumerarios, don Luis Ortega Cornejo, don Manuel Aceña González, don Pelayo Gutiérrez Alonso y don Alfonso Caballero de Rodas, ingresando don Manuel Sánchez Fabrés.
En la producida por igual causa de don Adolfo O Vázquez ingresa como tercero don Luis San Gil Coronel.
En la ocasionada por igual motivo de don Laureano Liñán ingresa como tercero don Francisco Gómez Sáiz.
El pase a supernumerario de don Luis San Gil Coronel ha dado origen a la incorporación como terceros, declarándolos superniunerarios, a don Ramón Iribarren Cavanilles y a don Carlos Anabitarte Romero, ingresando don Amallo Hidalgo Hernández Cano.
Con motivo del pase a supernumerario de don Donato Paredes ingresa como tercero don Fernando Sánchez Lara.
En la producida por igual causa de don Pedro de Arce, se incorpora como tercero, declarándole supernumerario, don Pedro Méndez Vigo, ingresando don José L Tobar Bisbal
Han sido destinados: a la Dirección General de Obras públicas, don Francisco Terán Galindo y don Juan José Bolinaga; al Consejo de Obras públicas, don Fernando Sánchez Lara; a la Jefatura de Pontevedra, don Manuel Sánchez Fabrés, y a la División del Guadiana, don Francisco Gómez Sáiz.
Han sido declarados en esta situación los terceros don Laureano Liñán, don Luis San Gil Coronel, don Pedro de Arce y don Donato Paredes
Ha sido trasladado de la División del Guadiana a la Jefatura de Cádiz, don Julián Dorao Diez Montero.
Ingenieros de Minaíi.—Se concede el reingreso al ingeniero primero don Enrique Conde y Diez
Se destina al Negociado segundo de la Sección de Minas e Industrias Metalúrgicas al ingeniero tercero don Manuel García Peña y Rubio.
Se destina a prestar sus servicios a la Escuela de Capataces facultativos de Minas de Bilbao al ingeniero primero don Enrique Conde y Diez.
Se nombra ingeniero jefe del Distrito Minero de Almería a don Rafael Martínez Espinar.
Se nombra jefe del Distrito Minero de Las Palmas a don Tomás Cordón López.
Se ha nombrado a don Vicente Kindelán y de la Torre inspector general del Cuerpo de Ingenieros de Minas, presidente de Sección; a don Luis García Ros, inspector general del Cuerpo de Ingenieros de Minas; a don Serafín Orueta y Estébanez Calderón, ingeniero jefe de primera clase del Cuerpo de Minas; a don Juan Manuel Mazarrasa, ingeniero jefe de primera clase del Cuerpo de Minas; a don Luiz Suárez del Villar y Arguelles, ingeniero jefe de segunda clase del Cuerpo de Minas
Obras públicas y municipales.
Banquete a los señores Albacete y Vallejo
El personal facultativo y adniinistrativo de la Jefatura de Obras públicas de la provincia de Madrid ha obsequiado con un banquete al que hasta hace poco tiempo fué su ingeniero jefe, don Francisco Albacete, y al recientemente nombrado para este cargo don ¡José Vallejo, que durante muchos años estuvo
se ha instalado en Barcelona, paseo de Gracia, 76, teniendo una sucursal en Madrid, plaza de la Indepedencia, 8.
Proyecto de parque en Valencia.
Hace varios años se acordó por el Ayuntamiento valenciano la construcción de un parque que, comenzando en los Viveros, termínase en el Camino de Tránsitos, con una longitud total de dos kilómetros y medio.
El Ayuntamiento adquirió primero el jardín propiedad del señor Canet, realizando el ensanche de los Viveros; luego otros terrenos que lindaban con los del señor Corell, y, últimamente, expropió los de este señor, iniciándose así la construcción. Sólo falta para completar un extenso cuadro, un jardín propiedad de cierta comunidad religiosa
El parque tendrá la puerta principal de entrada en la gran plaza donde empieza el camino de Valencia al mar, y dará acceso a un paseo de automóviles y demás vehículos que, dando la vuelta a todo el parque, tendrá un recorrido de unos tres kilómetros.
El paseo será de una anchura de diez metros, con aceras laterales de diez metros cada una.
Desde dicho paseo se verán arboledas, plazas artísticas, rosaledas, pérgolas y un gran canal, que ha de nacer de una cascada.
Las últimas construcciones en Chicago Vista aérea del faro "Lindberg-", en Chicago, oue ha sido recientemente inaugurado. Bn nuestro número de septiembre último, donde publicábamos una fotografía de su construcción, dábamos ya los datos de su intensidad luminosa, que será de 2.000.000 de bujías, y que le permitirá extender su acción en un radio de 800 kilómetros
afecto a los servicios de aquella Jefatura.
La carretera de Mendavia a Logroño.
Parece ser que la Diputación de Navarra ha acordado dar preferencia absoluta a la construcción de la carretera de Mendavia al límite de la provincia de Logroño, lo que permite asegurar que la construcción será inmediata, ya que la Diputación de Logroño tiene consignada en presupuesto la cantidad necesaria para estas obras.
Nueva Sociedad de representaciones.
Se ha constituido en Barcelona la Sociedad Luis de Roll-Metzger, que representará en España maquinaria para obras y construcciones La casa central
J. ARMER O INGENIERO DE CAMINOS INGENIERÍA HIDROELÉCTRICA
Organización y explotación de empresas Proyectos — Construcción- — Peritajes Goya, 34.—MADRID.—Teléf. 13.256
Distribuidas por el parque figurarán las construcciones siguientes: Palacio de Bellas Artes, Museo Paleontológico, Gran Casino, Gruta, Teatro, Pabellón para conciertos. Invernadero, Pabellón para exposiciones de arte, Acuarium, Museo y Biblioteca, Escuelas al aire libre. Parque Zoológico y Pajarera, que completarán sus bellezas con agradables distracciones.
El coste total del parque se calcula en unos 3.000.000 de pesetas
Ha realizado su estudio y dirige la construcción del Parque don Pascual Peris.
Comisión para estudiar los planes de obras de las Confederaciones.
La "Gaceta" del 7 de marzo publica el siguiente decreto de Fomento:
"En virtud del Real decreto de 5 de marzo de 1926, desarrollando el espíritu del artículo 241 de la ley de Aguas, que autorizó al ministro de Fomento para la formación de Sindicatos centrales para defensa de derechos de conservación y fomento de los intereses comunes a los distintos aprovechamientos de una cuenca hidrográfica, se crearon las Confederaciones Sindicales, organismos autónomos encargados de la ordenación de los distintos aprovechamientos hidráulicos en las cuencas de los grandes ríos y de la ejecución de obras necesarias a dicho fin; pero es lo cierto que dichos organismos, que en su primer desenvolvimiento no han contado con otros medios económicos que las aportaciones del Estado, ya sea en forma de subvenciones o de garantía, han llevado a cabo su misión, procurando, en breve plazo, alean-
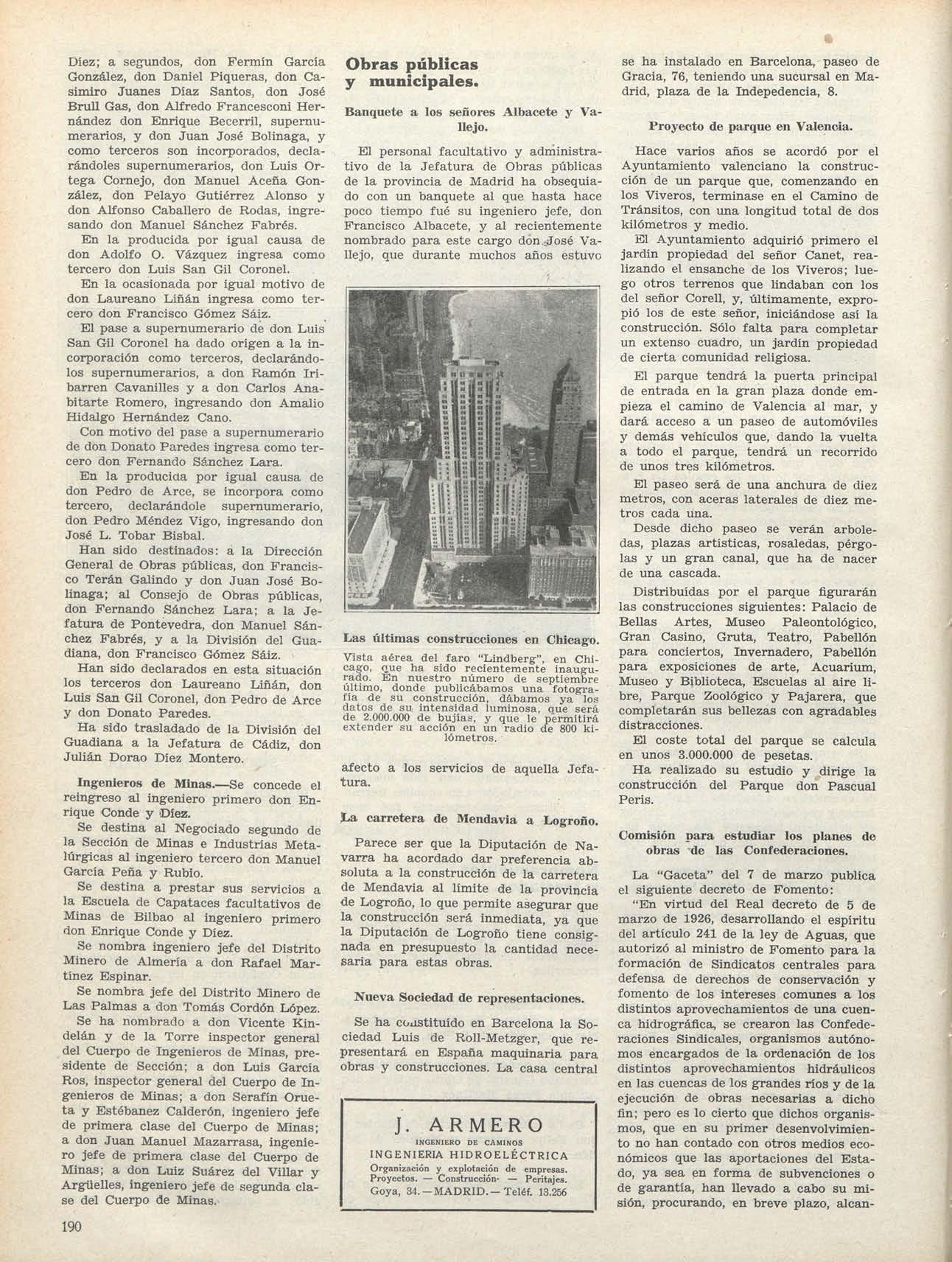
190
zar el máximo aprovechamiento de los recursos de las cuencas, elevando los gastos para lograr ese fin.
En el Real decreto de 3 de enero aprobando los presupuestos del Estado se ordena el nombramiento de una Comisión para el estudio de los planes de obras, plazo de ejecución y medios económicos para realizar los trabajos encomendados a las Confederaciones Sindicales Hidrográficas, con el fin de que el Gobierno presente a las Cortes un proyecto de ley sobre revisión y régim^en de dichas obras
Al proceder a su designación, tratándose de organismos de creación muy reciente, el ministro que suscribe, considera conveniente que dicha Comisión estudie también las normas por que se rigen aquellos organismos, procurando armonizar el carácter autónomo que inspiró su creación y la conveniencia de que la Administración Central intervenga no sólo para establecer la debida armenia entre el desarrollo de sus planes, debidamente escalonados, y las posibilidades de la Hacienda, sino para intervenir eficazmente los gastos de aquellos organismos, procurando obtener su máximo rendimiento, debiendo proponer en consecuencia la adopción de las medidas que estime oportunas, datos que servirán para determinar de un modo definitivo la organización y régimen de dichas Confederaciones.
Por lo expuesto, el ministro que suscribe tiene el honor de someter a vuestra majestad el siguiente proyecto de decreto:
Se nombra una Comisión, integrada por don Carlos Santa Maria, inspector general del Cuerpo de Caminos, como presidente; don Pedro Montaner López, ingeniero jefe de primera clase, y don Luis^Gómez Navarro, ingeniero jefe de Caminos, profesor de la Escuela del Cuerpo. A dicha Comisión se agregarán, respectivamente, cada uno de los delegados de las Confederaciones cuando aquélla realice el estudio de la correspondiente Confederación."
Los reformados del circuito.
La "Gaceta" del 7 de marzo publica un Real decreto aprobando el proyecto reformado de obras de reparación de explanación y firme, con riego asfáltico, de los kilómetros 340,200 al 379 de la carretera de Bailen a Málaga, por su presupuesto de contrata de 3.981.111 pesetas, que supone un adicional de pesetas 1.364.096,25, autorizando al Patronato de Firmes Especiales para el abono de di-
ción de los trabajos, se tomaron los siguientes acuerdos: Cursar a la superioridad el proyecto de puerto pesquero en Santurce, reformado con arreglo a las indicaciones de la misma, y aprobar el proyecto de bases para la adquisición de una grúa eléctrica de doble pórtico de treinta toneladas.
xima que tuvo la Junta, por todos conceptos, en el año 1922-23, fué de pesetas 11.000.000
A esa cifra de 7.000.000 hay que agregar la existencia de fondos disponibles en 1 de enero de 1931, que era de pesetas 1.504.363,74, llegándose, pues, a más de 8.500.000 pesetas
Desde el más alto de los rascacielos.
Vista del Noroeste de Nueva York, desde uno de los pisos del Empire State Building, edificio todavia en construcción, aue será no sólo el rascacielos más alto de Norteamérica, sino del mundo, pues medirá 380,48 metros de altura En el centro, la torre del Chrysler Building, que hasta hace pocos meses tenía el "record" mundial de altura
Asociación de Ingenieros de Caminos
Ha sido nombrado tesorero de la Comisión ejecutiva de la Asociación de Ingenieros de Caminos don Francisco Sarasola, y secretario don Ángel Femández.
Planes de la Junta de Obras del puerto de Cádiz para 1931.
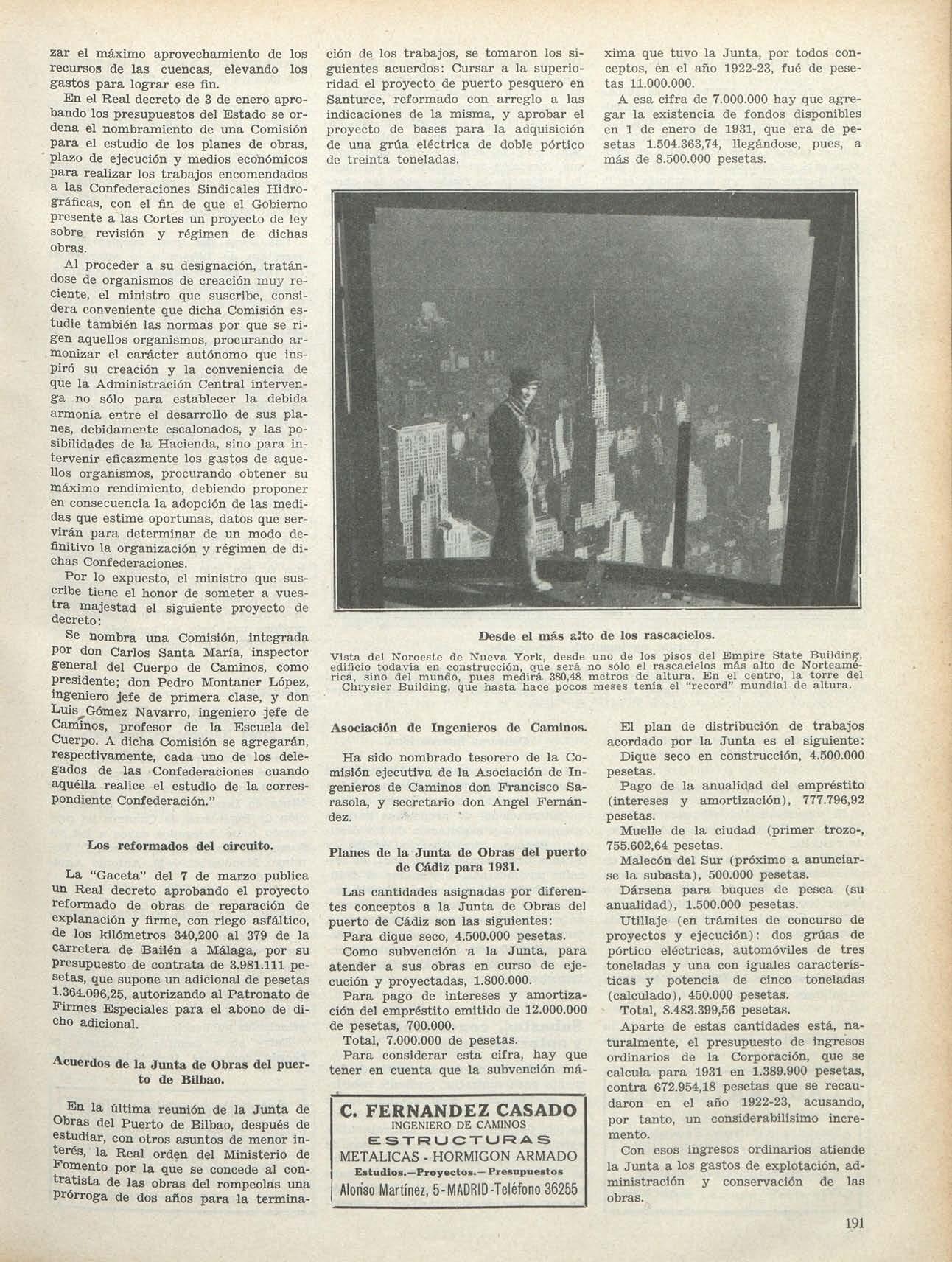
Las cantidades asignadas por diferentes conceptos a la Junta de Obras del puerto de Cádiz son las siguientes:
Para dique seco, 4.500.000 pesetas. Como subvención a la Junta, para atender a sus obras en curso de ejecución y proyectadas, 1.800.000.
Para pago de intereses y amortización del empréstito emitido de 12.000.000 de pesetas, 700.000.
Total, 7.000.000 de pesetas.
El plan de distribución de trabajos acordado por la Junta es el siguiente: Dique seco en construcción, 4.500.000 pesetas.
Pago de la anualidad del empréstito (intereses y amortización), 777.796,92 pesetas.
Muelle de la ciudad (primer trozo-, 755.602,64 pesetas.
Malecón del Sur (próximo a anunciarse la subasta), 500.000 pesetas. Dársena para buques de pesca (su anualidad), 1.500.000 pesetas.
Utillaje (en trámites de concurso de proyectos y ejecución): dos grúas de pórtico eléctricas, automóviles de tres toneladas y una con iguales características y potencia de cinco toneladas (calculado), 450.000 pesetas.
Total, 8.483.399,56 pesetas.
Acuerdos de la Junta de Obras del puerto de BUbao.
En la última reunión de la Junta de Obras del Puerto de Bilbao, después de estudiar, con otros asuntos de menor interés, la Real orden del Ministerio de Fomento por la que se concede al contratista de las obras del rompeolas una prórroga de dos años para la termina-
Para considerar esta cifra, hay que tener en cuenta que la subvención má-
C. FERNANDEZ CASADO
INGENIERO DE CAMINOS ESXRUCXURA. S
METÁLICAS - HORMIGÓN ARMADO
Estudios.—Proyectos.-Presupuestos Alonso Martínez, 5-MADRID-Teléfono 36255
Aparte de estas cantidades está, naturalmente, el presupuesto de ingresos ordinarios de la Corporación, que se calcula para 1931 en 1.389.900 pesetas, contra 672.954,18 pesetas que se recaudaron en el año 1922-23, acusando, por tanto, un considerabilísimo incremento.
Con esos ingresos ordinarios atiende la Junta a los gastos de explotación, administración y conservación de las obras.
.J?ho_a^eÍQ;jai,
191
El aeropuerto de BUba«.
Con relación al aeropuerto de Bilbao ha manifestado recientemente el alcalde de dicha ciudad, señor Careaga, que el plano de la situación de los terrenos que se ofrecen para aeropuerto en Sondica está ya ultimado y remitido a Madrid, juntamente con la instancia en la que se solicita la aprobación del oportuno expediente.
Se confia que en breve venga a Bilbao la Comisión que se nombre para estudiarlos terrenos ofrecidos, para que, ala
tre la resolución de otros asuntos de trámite, se dio cuenta de una orden de la Dirección General de Obras públicas, comunicando haber sido fijada en pesetas 5.700.000 la subvención del Estado al puerto de Vigo durante el presente año, asi como de otra de la misma Dirección interesando se certifique la existencia de fondos para las obras de construcción de un muro de ribera en Bouzas, y de otra del mismo Centro ordenando se certifique si existen fondos para las obras del segundo proyecto i'eformado del puerto de Bouzas.
bución de agua potable en las zonas de los muelles del puerto de Huelva.
A don Luis González Busto le ha sido otorgada la concesión de 6.000 litros de agua por segundo del rio Sil.
El Ayuntamiento de Lejona (Vizcaya) ha sido autorizado para aprovechar un caudal de 1,60 litros derivados del manantial Mendivilbre.
Las obras del trozo segundo de la carretera de Tábara a la estación de La Tabla se han adjudicado a don Valentín Pérez Sierra, vecino de Salamanca, domiciliado en la carretera Fregeneda, 21, en la cantidad de 184.880 pesetas. La baja en beneficio del Estado ha sido de 91.102,83 pesetas.
Han sido adjudicadas las obras del trozo cuarto de la carretera de Higuera de la Sierra a la de Cuesta de Castilleja a Badajoz por Zufre, a don Francisco Martínez Ponce, vecino de Lorca (Murcia), domiciliado accidentalmente enMadrid, Ventura de la Vega, 13, en la cantidad de 246.000 pesetas, que produce una baja en beneficio del Estado de 32.032,81 pesetas
Puente pavimentado con caucho
Puente móvil, .sobre el río Passaic, que une Passaic con Wellíngton (Nueva Jersey), bu construcción ha costado 500.000 dólares, y el tramo móvil se ha pavimentado con caucno, con objeto de amortiguar las vibraciones producidas por el intenso tráfico a que está sometido.
mayor brevedad, emita el dictamen correspondiente.
El puente de Deusto.
El expediente del célebre puente de Deusto, en Bilbao, quedará próximamente resuelto.
Está ya terminada su tramitación en el Ministerio de Fomento, desde el que ha pasado al Ministerio del Ejército, y luego tendrán que emitir dictamen Capitanía General y la Comandancia de Ingenieros.
Disposiciones de la Dirección de Obras públicas relativas al puerto de Vigo.
En la reunión de 1 de marzo de la Junta de Obras del puerto de Vigo, en-
LABORATORIOS
Químicos. Instalación general. Proyectos Catálogos Presupuestos
PRODUCTOS QUÍMICOS PUROS
Establecimientos JODRA
PKÍNCIPE, 7 MADRI D
Concurso intemacional.
La Cámara Argentina de Comercio en España ha hecho público que por el Gobierno argentino se convoca un concurso internacional de propuestas para la construcción y explotación de los caminos Buenos Aires-Rosario-Córdoba y Buenos Aires-Azul-Bahía Blanca, de calzada pavimentada, destinados al tráfico exclusivo de vehículos automotores
Las empresas interesadas en obtener antecedentes completos de tal licitaciC-"., pueden dirigirse en demanda de los mismos a las oficinas de la Cámara Argentina deComercio enEspaña (Canuda,31, Barcelona)
Subastas, concesiones y autorizaciones.
Ha sido autorizado el ministro de Fomento para contratar, mediante concurso, el suministro e instalación de un carretón transbordador a nivel en la estación de Lérida; para contratar por concurso la ejecución de las obras de electrificación de las vias de Portugalete al puerto exterior de Bilbao, y para contratar, mediante subasta, la ejecución de las obras de alcantarillado y distri-^
A S. A. Pavimentos Asfálticos, con domicilio en Madrid, paseo de Recoletos, 6, han sido adjudicadas las obras del trozo quinto de la carretera de Fuentes de Andalucía a Osuna (Sevilla), en la cantidad de 162.057,40 pesetas, que produce una baja en beneficio del Es,tado de 63.732,02 pesetas.
Varios.
Comité organizador del próximo Congreso Nacional de Ingeniería.
Para formar parte del Comité organizador del Segundo Congreso de Ingeniería que proyecta convocar el Instituto de Ingenieros Civiles, la Asociación de Ingenieros de Caminos ha propuesto como delegados suyos a los señores D Félix Ramírez Doreste, D Domingo Mendizábal y D. Antonio Aguirre Andrés.
Asociación Española de Prensa técnica.

En el domicilio de la Asociación de los Ayudantes y Auxiliares de la Ingeniería y la Arquitectura, se ha celebrado en Madrid una reunión de la Asociación Espafiola de la Prensa técnica, a la que asistieron delegaciones de las principales publicaciones de España.
Entre otros asuntos de interés, se acordó comenzar inmediatamente los
Embuticiónde metaies en pianciía
Toda clase de artículos cortados y embutidos de hoja de lata, latón, aluminio etc Envases metálicos, piezas para ferretería! electrotenia, etc. Fabricaciónenserie.—Económico. Solicite presupuestos Apartado 6002.—MADRID
¿¿
192;
trabajos para crear en el plazo más breve posible las Bibliotecas de la Prensa técnica de Madrid y Barcelona y la edición del primer Anuario de las publicaciones técnicas españolas.
Los asistentes fueron recibidos en la Casa del Auxiliar de la Ingenieria, con laamabilidad caracteristica en esta Asociación.
"Actualidad Hispana".
En el mes de febrero último se publicó el primer número de la revista mensual "Actualidad Hispana", de la que es director el subdirector de la Compañía de Ferrocarriles de M Z A., don Manuel M. Arrillaga.
La nueva publicación, según sus propias palabras, pretenderá ser reflejo fiel de la situación económicoindustrial de nuestra producción en todo momento y estímulo de su desarrollo
Con toda cordialidad y el deseo sincero de que el éxito acompañe a su labor, correspondemos al saludo que el nuevo colega en su primer número dirige a la Prensa española.
Homenaje a D. Miguel Mieñjón.**'
La Asociación de Ingenieros Indus-. tríales de Bilbao ha ofrecido este año" su acostumbrado banquete anual al ingeniero municipal D. Fidel Menjón, que lleva cuarenta años destinado en el Ayuntamiento de la ciudad citada como director del Servicio de Aguas.
Un contrato de calderas de importancia.
A la Sociedad Babcock &Wilcox Ltd., por la London County Electricity Supde Londres, acaba de ser adjuidcado ply Company, para su estación central en Barking (Londres), el mayor contrato para el suministro de calderas que ha sido hecho hasta la fecha en Europa
El valor del contrato asciende a setecientas mil libras esterlinas (unos treinta y dos millones de pesetas).
disociación Española para Ensayo de Materiales
Un grupo de aficionados a esta clase de estudios acaba de constituir la Asociación Española para Ensayo de Materiales, cuyo principal objeto, como su nombre indica, es el estudio de las características de los empleados en ingeniería y arquitectura, redacción de pliegos de condiciones para la recepción de los mismos, y, en general, cuanto esté relacionado con esta importante materia, estudios siempre interesantes y más hoy día, que se procura a todo trance armonizar la economía con la seguridad en las obras.
Rebajad sus precios de coste con nna organización racional de sus trabajos y de sus medios de producción
Ingeniero especializado: utillaje moderno, gamas ae operaciones, standardización, etc InmejoraDles referencias, extranjero, encargaríase todos estudios domicilio Económico
Apartad o 6002 Madri d
Pueden pertenecer a esta agrupación cuantas personas o entidades se interesen por los fines sociales.
Han creído los organizadores que únicamente uniendo los valiosos elementos con que cuenta la técnica de nuestra nación se puede ir formando un sólido cuerpo de doctrina, estimulando la investigación, publicando los trabajos de
n Congreso Nacional de la Madera y de Industrias Derivadas.
Han quedado ya establecidas las secciones en que se clasificarán las discusiones de las ponencias del n Congreso Nacional de la Madera, que se celebrará en Madrid durante los días 20 al 31 de mayo próximo, y al que ya nos refe-
El mayor dirigible del mundo próximo a terminarse. Hace pocas semanas se ha comen.'^aflo el recubrimiento de la estructura metálica del enorme dirigible que en Akron (Estados Unidos) está construyendo la Goodyear Zeppelin Corporation La construcción tiene lugar en el gran cobertizo, sobre el que publicamos una nota en la sección "De otras revistas", de este mismo número.
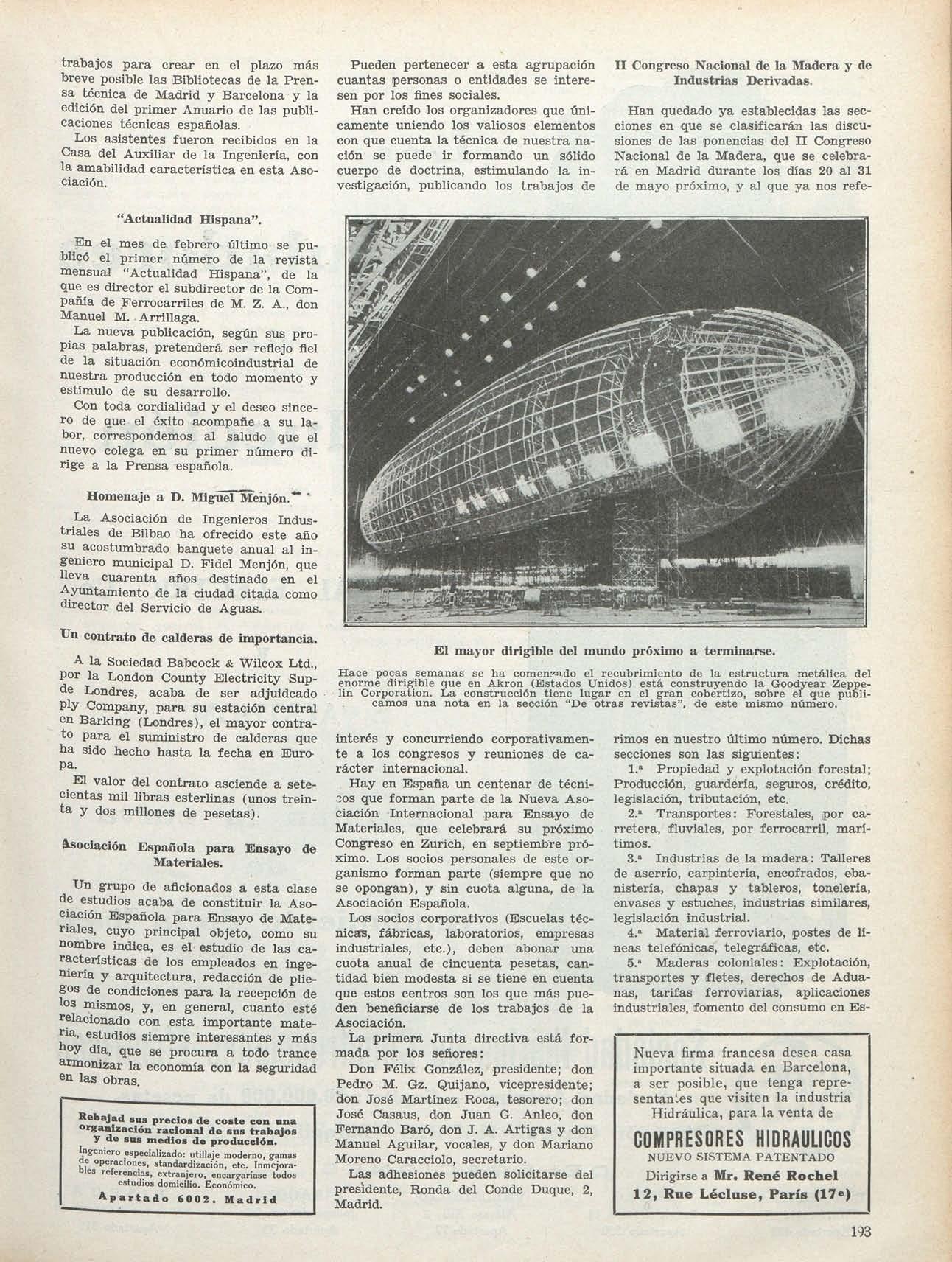
interés y concurriendo corporativamente a los congresos y reuniones de carácter internacional.
Hay en España un centenar de técnicos que forman parte de la Nueva Asociación Internacional para Ensayo de Materiales, que celebrará su próximo Congreso en Zurich, en septiembre próximo. Los socios personales de este organismo forman parte (siempre que no se opongan), y sin cuota alguna, de la Asociación Española
Los socios corporativos (Escuelas técnicas, fábricas, laboratorios, empresas industriales, etc.), deben abonar una cuota anual de cincuenta pesetas, cantidad bien modesta si se tiene en cuenta que estos centros son los que más pueden beneficiarse de los trabajos de la Asociación
La primera Junta directiva está formada por los señores:
Don Félix González, presidente; don Pedro M. Gz. Quijano, vicepresidente; don José Martínez Roca, tesorero; don José Casaus, don Juan G. Anleo, don Fernando Baró, don J. A. Artigas y don Manuel Aguilar, vocales, y don Mariano Moreno Caracciolo, secretario.
Las adhesiones pueden solicitarse del presidente, Ronda del Conde Duque, 2, Madrid.
rimos en nuestro último número. Dichas secciones son las siguientes:
1.» Propiedad y explotación forestal; Producción, guardería, seguros, crédito, legislación, tributación, etc.
2." Transportes: Forestales, por carretera, fluviales, por ferrocarril, marítimos.
3." Industrias de la madera: Talleres de aserrío, carpintería, encofrados, ebanistería, chapas y tableros, tonelería, envases y estuches, industrias similares, legislación industrial.
4." Material ferroviario, postes de líneas telefónicas, telegráficas, etc.
5.» Maderas coloniales: Explotación, transportes y fletes, derechos de Aduanas, tarifas ferroviarias, aplicaciones industriales, fomento del consumo enEs-
Nueva firma francesa desea casa importante situada en Barcelona, a ser posible, que tenga representantes que visiten la industria Hidráulica, para la venta de
COMPRESORES HIDRÁULICOS
NUEVO SISTEMA PATENTADO
Dirigirsea Mr. Rene Rochel
12, Rue Lécluse, París (17e)
193»

L o s Reguladore s d e Inducció n "GENERAL ELECTRIC Co." "ALSTHOM" levanta n l a curv a d e rendimient o d e la línea SociedadIbéricadeConstruccionesEléctrica Sociedad Anónima. — Capital: 20.000.000 de pesetas. Dirección General: MADRID - Barquillo, 1 - Apartado 990 DELEGACIÓ N BARCELONA Fontanella, 8 Apartado J32 BILBAO MarquésdelPuerto,16 Apartado 330 VALLADOLID Alfonso XIII; 2 Apartado 77 ZARAGOZA Independencia, 22 Apartado 33 LISBO A P.'deLuis.deCamoens, 36 Apartado 316
paña, Exposiciones de maderas y productos forestales.
6.' Comercio e importación de maderas: Aranceles y tarifas
7." Montes de resinación: Industria resinera y derivados.
8.» Alcornocales e industria corchera.
9." Industria de la carbonización y destilación: Carbones pequeños, polvo de carbón, aglomerados, gasógenos, aplicaciones, productos químicos.
10.» Otras industrias: Celulosa, pastas para papel, papel, carbón, libros, diarios y revistas, seda artificial, etc
El Comité organizador ruega a cuantas personas hayan de enviar ponencias y trabajos, que éstos los presenten en la Secretaría, San Bernardo, 65, antes de 1 de mayo, para imprimirlos y entregarlos a los congresistas
Se remiten Reglamentos del Congreso a toda persona interesada que lo soli cite :
Junta directiva de la Agrupación de Ingenieros Industriales de Madrid.
La Agrupación de Madrid celebró junta general el día 30 de enero, para proceder a la renovación de cargos en su Junta directiva, quedando para el año 1931 constituida en la siguiente forma:
Presidente, D Carlos Lafñtte; vicepresidente primero, D. Mariano Ginovés Morato; vicepresidente segundo, (vacante); secretario general, D. Víctor de Buen Lozano; ídem primero, D. Servan-
Luis Benito Villanueva; biblotecario primero, D Francisco Ferré Casamada; ídem segundo, D José Alcántara Rubio;
José Antonio de Artigas y Sanz. IV.—j Construcciones y Ferrocarriles, D Fe-; lipe de Cos y Panedas. V.—Enseñanza,!
vocales: D. Jorge Balagueí- Aristizábal, D Juan Cánovas del Castillo, D José Benlloch Martínez, D. José María Oriol Urquijo, D. Nicasio Navascués de la Sota y D Gervasio de Artiñano Galdácano.
Vocales presidentes de las secciones:
Economía e Higiene industrial, D. Emilio Colomína Ráduán. VI.—Acción social, D Fernando de la Cámara Jiménez
Agasajo a D Alfonso Chtirruca
En Bilbao ha sido objetó de un agasajo por parte de sus compañeros de la región y de las demás agrupaciones, el ingeniero industrial D. Alfonso Churruca, ex presidente de la Asociación de Ingenieros Industriales y ex delegado regio de Enseñanza Industrial, que ha tenido que retirarse de la vida activa de trabajo por motivos de salud.
El acto fué gran prueba de admiración y simpatía hacia el Sr. Churruca, vicepresidente honorario del Instituto del Hierro y del Acero.
Novedades industriales.
Nuevo tipo de hormigonera.
Con objeto de conseguir una mayor sencillez en este tipo de máquinas, la casa Wolf Netter y Jacobi, de Berlín, ha patentado un nuevo tipo de mezcladora con el nombre de "Mira Simplex", que ofrece notables ventajas
El cobertizo para dirigibles en Akron
En la sección "De otras revistas" de este mismo número publicamos una nota sobre este cobertizo, en el que actualmente se está construyendo el mayor dirigible del mundo El aeropuerto de Akron tiene más de tres kilómetros de largo por uno y medio ae ancho Para su construcción hubo necesidad de mover más de 750.000 metros cúbicos de tierra, empleándose tractores "Cletrac" do Gallo Maturana; idem segundo, don I.—^Mecánica, D. José Padrós e ImJoaquin García de la Concha; tesorero, brol ll.—Química y Metalurgia, D CaD- Alberto Inclán López; contador, don milo Vega García. III.—Electricidad, don
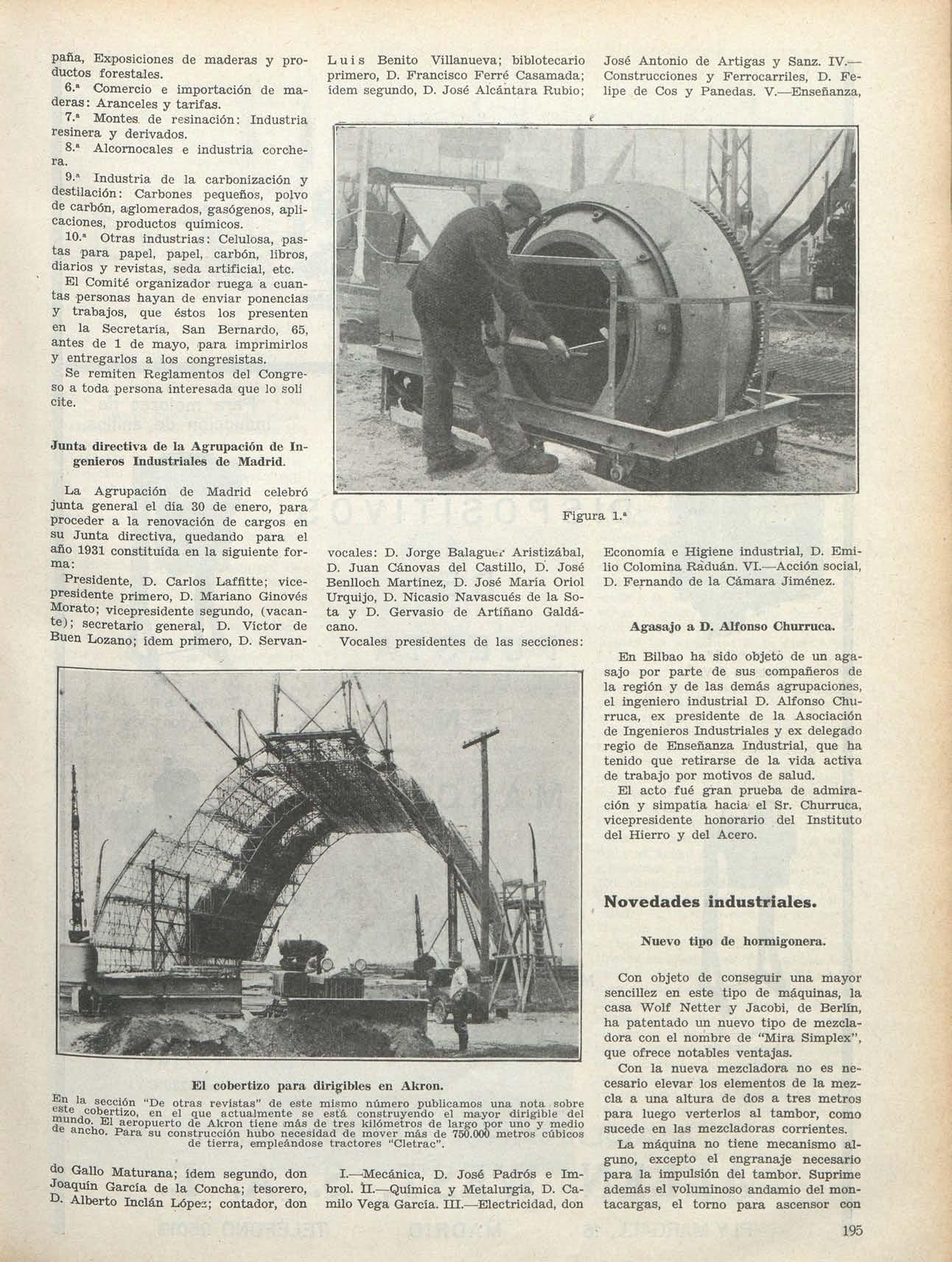
Con la nueva mezcladora no es necesario elevar los elementos de la mezcla a una altura de dos a tres metros para luego verterlos al tambor, como sucede en las mezcladoras corrientes.
La máquina no tiene mecanismo alguno, excepto el engranaje necesario para la impulsión del tambor Suprime además el voluminoso andamio del montacargas, el tomo para ascensor con
Figura 1."
195
 Para motores de Jaula de Ardilla.
Tipo "SA" hasta 15 0V.
Tipo"S M" hasta 250 CV.
Para motores de Jaula de Ardilla.
Tipo "SA" hasta 15 0V.
Tipo"S M" hasta 250 CV.
N ASEGURA
DISPOSITIVOS DE PUEST A EN MARCHA PROTECCIÓ
MÁXIMO RENDIMIENTO
á
Para motores de inducción de anillos.
Tipo "S R" hasta 300 C V.
MAQUINARI A ELÉCTRIC A ALLEN WEST, S. A. E. PI Y MARGALL, 16 MADRID TELÉFONO 96010
Tipo "SMT" hasta 720 CV.
acoplamiento, los frenos, las poleas, ca-í denas y cuerdas.
Constrúyense las mezcladoras "Mira Simplex" con tambores de una capacidad de 150 a 750 litros.
En las máquinas con tambor de capacidad para 150 a 250 litros (fig 1.») se ha montado una caja receptora que al mismo tiempo sirve como medidor.
En la figura 2.», que muestra el interior de la máquina, puede apreciarse el funcionamiento de este modelo. En dicho grabado están indicados por líneas punteadas los movimientos de la caja receptora y de la canaleta de descarga. Los elementos de la mezcla se carga: directamente en dicha caja con pala o carretilla, en cuyo último caso se servirá de una plancha de acarreo algo inclinada, que frecuentemente no será necesaria en los tipos más pequeños. La caja vuelca por medio de ima palanca que eleva y descarga el contenido en el tambor. Una vez vuelta la caja a su posición normal pueden cargarse inmediatamente de nuevo los elementos de la mezcla.
El tambor se pone en movimiento; la masa dentro del tambor es subida y volcada constantemente, echando al mismo tiempo las palas ahondadas pequeñas cantidades parciales sobre el resbalero, que está fuertemente inclinado y que se extiende sobre casi toda la circunferencia interior del tambor. De este modo la mezcla, se esparce en el resbaladero, que la hace caer por la abertura que tiene, logrando así que la masa regrese siempr' de nuevo al tambor. Puede añadirse el agua por anticipado, o también, como se hace generalmente, mezclar primero en seco y echar el agua después de terminada la mezcla. En menos de sesenta segundos se obtiene una mezcla perfecta El proceso puede ser vigilado constantemente.
El tambor del modelo "Mira Simplex" no gira más que en un solo sentido. La descarga se efectúa interrumpiendo el
regreso de la masa al tambor, mediante la canaleta de descarga; de esta ma-
ñera, ésta es conducida hacia afuera, cayendo directamente en las vagonetas Los mezcladores de tipo B para tam-
bores de 500 y 750 litros de cabida se distinguen del modelo arriba mencionado por cargarse por basculador que se pone en el tambor, se vuelca lateralmente y se deja en esta posición durante la mezcla (fig 3.') Se deja girar el tambor en un solo sentido hasta que esté terminada la mezcla. Cambiando el sentido de la rotación por medio de la rueda de mano que se halla junto a la cabina de protección del motor, se levantan los elementos de la mezcla por medio de las palas elevadoras, que la vuelven a echar en el basculador. La mezcla puede ser sacada por la misma abertura de entrada, o (como el tambor es abierto por los dos lados) ser empujada hacia afuera por la parte opuesta. La parte posterior del tambor está construida en tal forma que pueden utilizarse sin dificultad alguna los basculadores sin freno, corrientes en el mercado de las fábricas de vagones. El mezclador para 500 litros requiere un basculador de medio metro cúbico de cabida, y el ancho de la vía, de 500 a 600 milímetros, mientras que para imo de 750 litros se necesita un basculador de tres cuartos de metro cúbico de capacidad y la vía debe medir de 500 hasta 750 mm
Otro procedimiento de carga en este tipo de mezcladora es el de utilizar una canaleta de carga y descarga. Esta manera de operar se emplea siempre en los casos en que la aplicación de cangilones no resulte apropiada, es decir, cuando se quiere evitar el cambio de los elementos de mezcla; también cuando no se tiene a disposición ningún basculador conveniente o de un ancho da vía que sirva para el mezclador La canaleta de carga se halla en una de las aberturas del tambor (fig. 4."). Por esta canaleta entran los elementos de mezcla. Al otro lado del tambor se encuentra la canaleta para la descarga, en la que, ya efectuada la mezcla, cae por un cambio de rotación.
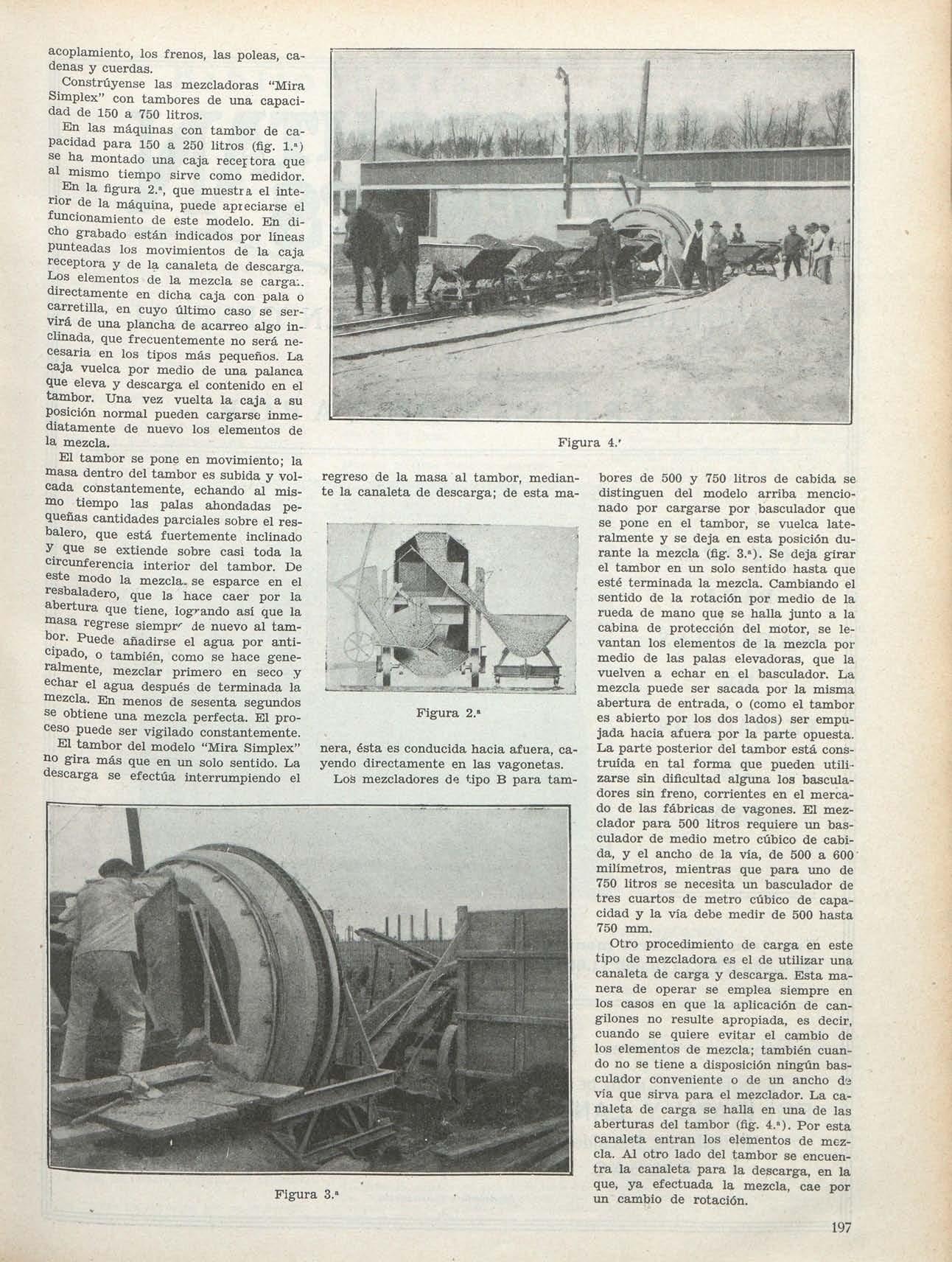 Figura 4.'
Figura 2.'
Figura 3."
Figura 4.'
Figura 2.'
Figura 3."
197 i
MAQUINARIA ELÉCTRICA EN GENERAL Y
TURBINA S D E VAPO R
MOTORE S PARA
MAQUINA S DE EXTRACCIÓN EN MINAS
Tres transformadores monofásicos, de 1.500 KVA., formando un grupo trifásico de 4.500 KVA.; 110.000/11.000 voltios para la central de Mangahao (Nueva Zelanda)
Fábric a y talleres :
MANCHESTE R y
AGENTES PARA EL NORTE DE ESPAÑA:
EGUIDAZ U Y LANDECH O
Alameda de Recalde, 46.
BILBAO
SHEFFIEL D (Inglaterra )
AGENTES PARA CATALUÑA; Anglo-EspañoladeElectricidad,S.A.
Cortes, 525 BARCELONA
Ingeniería V Construcción
Bibliografí a
CATÁLOGOS. i
Catálogo de herramientas.—146 páginas, numerosos grabados y fotogra-: fías en colores.—^Publicado por Goo-¡ dell-Pratt Company, Greenfield, Mass, i
E. U. de A. 1
Este nuevo catálogo de la Goodell-Pratt presenta clasificadas más de 1.500 herramientas, entre las cuales se encuentran: destornilladores mecánicos de nuevo sistema, taladradoras, micrómetros, sierras, un torno para labrar madera, distinto a los hasta ahora conocidos, y la instalación completa de un taller de reparaciones para motores de aceite pesado.
Cuidadosamente editado, se indican en él los precios en vigor de las herramientas que se detallan.
Se envía gratuitamente a quienes lo soliciten a la casa editora.
CONSTRUCCIÓN
La construcción del dique seco de Cádiz, por José Entrecanales Ibarra.— 34 páginas, 46 figuras y planos.—^Recopilación de artículos publicados en la "Revista de Obras Públicas", Madrid
El autor, ingeniero de Caminos y profesor de la Escuela Especial del Cuerpo, dirige actualmente las obras de construcción del dique seco de Cádiz, obras importantes, cuya realización ha dado lugar a la construcción de los mayores cajones del mundo de hormigón armado, que más de una vez han sido citados en las columnas ^f^^^ revista.
..-•J^ dique seco servirá para buques hasta Sr"- toneladas de registro iíue comenzada su ejecución hace algún tiempo, y en la "Revista de Obras FúDlicas expuso el Sr Entrecanales en diversos trabajos las características del proyecto, procedimiento de construcción seguido y las consecueucias que la construcción ha expuesto hasta la fecha, habiendo recopilado en el folleto que reseñamos los artículos aludidos.
Como introducción hace el autor una descripción del proyecto en líneas generales, para entrar de lleno en lo que titula "consecuencias de la ejecución" A continuación insiste con detalle en la parte más delicada de la obra: la construcción de los grandes trabajos de hormigón armado, y dentro del trabajo de conjunto, en uno de sus problemas más discutidos, que es el modo de ejecutar las juntas de los cajones Efectivamente, el dique está dividido por secciones transversales al mismo, en cajones, que, fabricados en tierra, son botados y remolcados hasta el lugar de emplazamiento, en el cual se efectúa la unión de todos ellos hasta constituir el conjunto del dique flotante. La ejecución, por lo tanto, de las uniones de estos cajones es un punto esencial en el conjunto del tral>a-Jo, y en el folleto se demuestra cómo se han previsto todas las contingencias, habiéndose ya efectuado la soldadura de varios cajones a plena satisfacción
El Sr Entrecanales termina su trabajo resumiendo el estado actual de las obras, así como las consecuencias que de las efectuadas hasta la fecha se deducen para las que quedan por hacer.
Una colección de magníficas fotografías, en las que puede observarse oon todo detalle la difícil distribución de las armaduras y la ejecución de los trabajos de disposición de las mismas, encofrados y hormigonado, sirven para dar al lector una Idea exacta de esta obra, una de las más importantes del mundo en su género
Carnet du chef de chantier, por J. Dallan.—219 páginas, láminas y tablas
Editor, Ch. Béranger, rúe des SaintsPéres, 15, París.—^Precio, 35 francos.
M. Dallanha expuesto, con un estilo simple, claro y preciso, los principios que se
aplican necesariamente a la marcha de los trabajos, no solamente para evitar trabacuentas a la empresa, sino para facilitar la dirección a los arquitectos e ingenieros
Sin duda alguna que la estricta observación de estos principios será de una utilidad indudable, y por ello no vacilamos en pronosticarle un éxito al autor, sobre todo entre los arquitectos, ingenieros, contratistas, y más aún entre los encargados de obra. Todos podrán en este libro hacer acopio de conocimientos útiles e imprescindibles para la dirección racional y metódica de un tajo
En la segunda parte de la obra el autor ha reunido algunas indicaciones sobre materiales de construcción, sobre la ejecución de trabajos, y da algunas nociones generales, cuyo conocimiento puede ser útil para la dirección de obras.—E Bello
GiEOLOGIA
Geología: Teoria - pratica-applicazioni, por G. Rovereto.—805 páginas y 161 ilustraciones.—^Editor, Ulrico Hoepli, Gallería de Cristóforis, 59-65, Milán.— Precio, 45 liras.
Muchos motivos tiene el ingeniero para ocuparse de la ciencia geológica. El primero, obligación, teniendo que actuar sobre la Naturaleza, necesita conocerla lo más perfectamente posible, para utilizar estos conocimientos en el desarrollo de su labor, la cual debía llevar siempre como lema la famosa frase de Comte: "Savoír pour prevoir, prevoir pour prevenir." Así, la Geología le permite predeterminar las condiciones en que ha de desarrollarse un trabajo, en casos tan importantes y delicados como, por ejemplo, perforación de un túnel, establecimiento de una presa de embalse, en los que estudios defectuosos pueden conducir a una catástrofe
Además, aunque los conocimientos geológicos no tengan un valor de aplicación tan inmediata y directa como en los casos citados, siendo la Ingeniería una actividad esencialmente dominante, debe el ingeniero en todo caso sentirse en situación de poseer la clave de los problemas planteados a su alrededor. Y uno de los que siempre le salen al paso es el de la formación geológica de los terrenos que pisa
Ha de comprender, a la luz perfecta de la Geología, la lógica de la Naturaleza. Tiene que sentir la emoción geológica del paisaje
Pero el ingeniero tiene un papel activo y de gran importancia, dado el estado actual de la técnica, en las transformaciones de nuestro planeta; por consiguiente, debe conocer su historia anterior, para sentirse centrado en el momento actual y poder pensar hacia el futuro
La Geología es una bella ciencia, que ha llegado a un estado bastante avanzado de su desarrollo, demostrando, como dice el autor, que la fantasía de los hombres no puede igualar a la bella realidad de la Naturaleza.
La Geología como ciencia viva, advierte el autor, y sus capítulos suenan con un extraordinario lirismo: "la ciencia geológica", "constitución de la tierra", "composición de la litosfera", "historia de la tierra", "geología estructural", "geología de la industria", "geología de la construcción"
La simple enumeración de los capítulos demuestra la importancia que puede tener esta obra para el ingeniero, pues, en vista de las aplicaciones está escrita, siendo sus cualidades una ordenación sistemática, una gran claridad y precisión en las descripciones y una abundante bibliografía repartida a lo largo de todos los capítulos.—C. Fernández Casado.
TURBINAS DE VAPOR.
Die neuzeitlicheDampfturbine, por E. A. Kraft.—16 páginas y 250 figuras.— Editor y venta: VDI-Verlag G m b H., Berlín, NW7.—Precio: 20 RM.
La 'primera edición de esta obra tuvo un éxito indiscutible que es fácil prever, que se renueve con la segunda, cuyo contenido supera al de aquélla ^
Bl autor conserva su plan anterior, si bien se extiende en aquellos puntos que durante el tiempo transcurrido desde que se publicó la primera edición se han aclarado y se conocen mejor.
La parte primera, "Procedimientos para aumentar el rendimiento", se divide en dos capítulos: 1.°, La teoría y proyecto, y 2.°, Las formas constructivas En el primero se trata, como en la edición anterior, del modo de aumentar el desnivel térmico aumentando la presión y la temperatura del vapor a la entrada ae la turpina; disminuyendo la contrapresión del recalentador.
El peligro de la formación del agua, que tiene lugar al final de la expansión en las turbinas de condensación, y el modo de luchar contra él adoptando una temperatura de recalentamiento elevada y empleando recalentamientos Intermedios, se exponen muy detalladamente.
Por el contrario, no está bastante detallado el modo de purgar el agua de condensación; o el autor no ha realizado ensayos sobre este punto, o, no satisfecho de los resultados obtenidos, no quiere hacerlos públicos todavía
En la primera parte—Formas constructivas—se ocupa de la vena gaseosa, toberas y rendimiento de los alabes, y señala la Importancia de que la vena gaseosa sea uniforme, estudiando cuidadosamente la forma y dimensiones que ha de darse a los alabes para su mejor rendimiento Este es un problema difícil a pesar de ser conocidos los resultados de los ensayos de Parsons sobre la longitud de los alabes y la velocidad del vapor. Después analiza los factores que intervienen en el rendimiento de las distintas clases de turbinas
A continuación, Kraft cita datos sobre la fabricación de toberas, alabes y alabes de guia, y estudia el modo de fijar los alabes a las ruedas, manera de conseguir la estanqueidad entre el eje y la envolvente, y modo de purgar el agua de condensación de los últimos escalones. Forma de las envolventes de las turbinas de uno o varios escalones, cojinetes, rotores, acoplamientos, y, por último, los reguladores
Son particularmente interesantes los numerosos ejemplos y consideraciones sobre los adelantos conseguidos recientemente
En la segunda parte—Limitaciones técnicas en la construcción—se estudian sucesivamente las características de los materiales empleados en la construcción de turbinas, ensayo de materiales y análisis de sus propiedades mecánicas
En la tercera parte—^Líneas generales para el proyecto de turbinas—recopila los principales puntos necesarios para llevar a cabo un buen proyecto: seguridad de servicio, longitud de los alabes y necesidad de acoplar en paralelo los últimos rodetes para conseguir una buena marcha en vacío.
En la cuarta parte—Aplicación de las líneas generales a la construcción—; es el que mejor impresiona; en él se pasa revista a las principales turbinas construidas, con una excelente crítica: sólo un especialista de gran talla puede hacerlo
El capítulo quinto y último lo emplea para tratar de la "Condensación y máquinas auxiliares", y estudia los distintos tipos de condensadores y del modo de tender las tuberías
El autor ha puesto al día su obra sobre turbinas, estudiando los últimos adelantos y mejoras, exponiéndolos de modo claro y en forma que su aplicación sea fácil.— M. S.
URBANIZACIÓN.
Quelques problémes d'urbanisme, por W. Kharachnich.—99 páginas, 17 láminas y figuras.—Editor, Dunod, rúe Bonaparte, 92, París
A consecuencia del desplazamiento de las muchedumbres hacia las grandes ciudades, de la crisis de la vivienda por él motivado y de las necesidades de la vida moderna, el urbanismo ha llegado a ser una verdadera ciencia social. Los problemas que en este libro se estudian: salubridad pública, ensanche urbano, circulación, medios de comunicación, lucha contra el amontonamiento, etc. Interesan lo mismo al legislador, que al higienista, que al funcionario encargado de los servicios municipales, los ingenieros y las Compañías encargadas de alumbrado y transporte.
Sin gran avance en sus ideas, el autor estudia el tipo de vivienda en común y la solución de la vivienda suburbana Da algunos detalles técnicos de ejecución de obras.—P C
1991
VAMOS
Traite de fabrication des fUs de fantaisie, por James Dantzer et D. de Prat. 110 páginas, 168 figuras y cuadros.— Editor, Béranger, rúe des Saints-Péres, 15, París.—^Precio, 45 francos.
Personas tan autorizadas en materia textil como los señores Dantzer y de Prat han recogido en im libro cuantas enseñanzas les na ido mostrando la industria de la fabricación de hilos de fantasía, que han dirigido durante mucho tiempo.
Dedican los primeros capítulos a hilos simples e hilos retorcidos, destacando los magníficos dibujos y fotografías que abundantemente ilustran la obra. Vienen luego breves capítulos, en que tratan de la determinación de la composición de los hilos de fantasía y un razonadísimo estudio de la representación gráfica del trabajo de esta industria
Todos aquellos a quienes interese la cuestión encontraráui en este tratado datos de gran valor para ese género de industria, que adquiere cada día una importancia mayor. ^
L'art de batir une maison agréable et saine, por E. Marcotte.^—572 páginas, figuras y cuadros.—Librairie Polytechnique, C!h. Béranger, 15 rúe des Saints-Péres, París.—Precio, 95 francos
Esta obra no es un tratado de arquitectura. Expone un conjunto de condiciones necesarias para construir una casa o conjunto de casas formando una ciudad nueva y da los medios precisos para que este resultado se logre tan confortable, higiénico y agradable como sea posible.
No basta construir casas: es preciso organizarías, dotarlas de agua potable, asegurar la evacuación de aguas usadas, iluminarlas, ventilarlas, dotarlas de calefacción. La organización de todos estos "detalles" está expuesta con toda claridad
Dedica el autor un interesantísimo capítulo a estudiar el suelo, de tanta influencia sobre la salubridad de las habitaciones; a la influencia de los elementos sobre el suelo, a su perrrieabilidad, a los microorganismos que en él se desarrollan, encontrando fórmulas felicísimas para la lucha contra el paludismo
Dedica otros capítulos a la circulación del agua desde el manantial al grifo, pasando por toda la casa; a la microbiología de las aguas; al análisis bacteriológico cualitativo y a los métodos de depuración de las aguas potables y de las aguas usadas
También estudia en otros capítulos el aire, la luz y el calor.
Los capítulos destinados a "Organización de la casa salubre", "Refrigeración artificial y conservación de las substancias alimenticias", "Desinfección y legislación", hacen que este libro sea interesante para los propietarios e inquilinos en general, además de a los constructores en general
Finalmente, unos ensayos de resistencia de materiales, revestimientos e impermeabilización, contribuyen a dar a esta obra un gran interés.—E B
Forge, découpage, emboutissage, rivetage, estampage et soudure, étamage, zlngage, plombage, tomo XV de la Nouvelle Encyclopédie pratique des constructeurs, por Rene Champly.— 260 páginas, 215 figuras y tablas.— Editor, Ch Béranger, 15, rúe des Saints-Péres, París.
Está dividido en varias partes, estudiando en la primera Herrerías y hornos. Generalidades, Alimentación de aire Evacuación de chimeneas, Útiles de forja, Herrerías modernas, su instalación, y Forja eléctrica
En la segunda parte se estudian los Remaches y maquinaria usados; la tercera parte trata de marcado, cortado, doblado en frío y estampado. Dedicando la cuarta y quinta partes al análisis de las distintas soldaduras, verificando su estudio según los metales y los procedimientos a emplear.
Toutes les méthodes d'apprét des bois, por A Carpenter.—102 páginas y 30 figuras.—Librairie Polytechnique, Ch. Béranger, rúe des Saints-Péres, 15, París.—Precio, 20 francos
Tomito correspondiente a la colección "Tous les "trucs" du praticien", cumple muy bien con el lema que preside esta publicación: "Las mejores páginas de veinte grandes volúmenes conaensadas en un lloro pequeño", y esto es la obra que nos j ocupa, ün resumen donde han siao reco- ¡ gidas numerosas recetas, fórmulas y des- j cripciones de los métodos y las materias i gracias a las cuales puede ser la madera , preparada de todas maneras. ] De entre sus capítulos sobresalen los que ¿ tratan de Iiqpermeabilización, Paraünauo, j Pinturas, Metalización, Barnizado, Lacauo 1 y Decoración artística i
PUBLICACIONES RECIBIDAS
El hecho de que una obra aparezca en esta sección no impide que posteriormente nos ocupemos de ella con más detalle
LIBROS
"Manual de replanteo de curvas con y sin arcos de enlace para ferrocarriles, carreteras y canales", por O Sarrazin y H Oberbeck.—301 páginas, seis tablas y 20 figuras.—Editor, Gustavo Gili, Enrique Granados, 45, Barcelona.—Precio: 10 pesetas
"Estadística telegráfica de España, 1929" 224 páginas, láminas, planos y cuadros.— Publicaciones de la Dirección General de Comunicaciones Plaza de Castelar Madrid.
"Géologie et industrie minérale du pays de Liége", por Paul Fourmarier y Lucien Denoél.—235 páginas, 70 figuras, cuadros y planos.—Eaitor, Ch. Béranger, rúe des Saints-Péres, 15, Paris.—Precio: 8,50 francos
"Béton armé. Enduits et agglomérés", por Rene Champly.—316 páginas, 90 figuras y cuadros.—Editor, Desforges, Girardot et Cié., 27-29, Quai des Grands-Agustins, Paris (VI).—Precio: 39 francos
"Funzionamento e costruzione di una stazione ricevente trasmittente di televisione (radiovisione)", por Arturo Castellani 247 páginas, 112 figuras y seis tablas.— Editor, U Hoepli, Gallería de Cristóíoris, 59-65, Milano (Italia).—Precio: 18 liras.
"Ein Neuzeitlicher Grossbau", por Erich Kutzner.—60 páginas, 30 láminas y cuadros.—Editor, Julius Hoffmann, Stuttgart (Alemania).—Precio: 10,50 RM.
"Sur 1'utilisation de la chaleur dans les machines a feu", por Henri B Reitlinger.— 252 páginas, 25 figuras y cuadros.—Editor, Ch. Béranger, rúe des Saints-Péres, 15, París.—Precio: 65,25 francos.
"La Téléphonie", por Robert Dreyfus.—194 páginas y 48 figuras.—Editor, Armand CoTin, 103, Boulevard Saint-Michel, París.—Precio: 12 francos.
"Materials and Structures", volumen I, por E. H. Salmón.—638 páginas, 391 figuras, tablas y cuadros.—Editor, Longmans, Green & Co Ltd., 39 Paternóster Row, Londres, E. C. 4.—Precio: 15 chelines.
"Manuale dell ingegnere cnimico o del chimico industríale, "Hütte" Chimica", por E Da Fano y R Stratta.—893 páginas, figuras, cuadros y tablas.—Editor, Ulrico Hoepli, Gallería de Crístóforis, 59-65, Milán (104).—Precio: 90 liras
"Diagrammi per il calcólo diretto rápido rigoroso delle solette e travi in cemento armato", por Guido Sassi.—10 tablas.— Editor, U Hoepli, Milano.—Precio: 50 liras.
"Vibrations de torsión d'un arbre portant des masses pesantes", por A. Vignery.— 120 páginas, 73 figuras, tables y cuadros Librairie Polytechnique, Ch Béranger, 15, rúe des Saints-Péres, París.—Precio: 28,50 fra.ncos.
"La superusina Puerto Nuevo de la Compañía Hispano-Americana de Electricidad. o4 páginas, láminas y planos.—Publicaciones de la Chade, Buenos Aires (República Argentina).
"Tablas para el trazado de curvas circulares", por R Goderch.—Í50 páginas, tablas, tiguras y cuadros.—Librería Internacional, Romo, Alcalá, 5, Madrid.—Precio, 12,50 pesetas.
FOLLETOS Y MEMORIAS. i
"i'araday Celebarations, 1931".—Cuatro páginas.—Publicaciones de la Royal instiLuiio n of Great Britain, 21 jilbemarle facreet, Londres, W. 1.
"Maschinengetriebe (Transmisiones de máquinas; ', publicado por la Comisión Jilspeeial para la lecnica de la xransmision ue la Asociación de Ingenieros Alemanes, (iü paginas y 7a figuras.—VDi-Verlag, G m b H., Berlín, N W 7.—Precio: 4 RM.
"Inhalt Verzeichnls der eitschrift Maschinenbau, 1918-1928". — 186 páginas.—VDiVerlag G m b H., Berlín, N W 7.— Precio 9 RM
"El Soldador", tomo I.—168 páginas, figuras y fotogralias.—Publicaciones de la Sociedad Aiioy Welding Processes Limited, Ferry Lañe Works, Forest Road, Londres, E 17
"Memoria del anteproyecto de reforma de la Puerta del Sol, presentada por el concejal del Ayuntamiento de Madrid don Modesto Largo Alvarez.—10 páginas y láminas
"Servicio de Riego de la Costa Sur de Puerto Rico Memoria correspondiente al año de 1929-1930".—120 páginas, cuadros, tablas y fotografías.
"Maquinista y Fundiciones del Ebro, S A., Apartado 232, Zaragoza".—Memoria correspondiente al año 1930
"Reglamento del II Congreso Nacional de la Madera y de Industrias Derivadas".— 30 páginas.—Comité organizador del H Congreso Nacional de la Madera y de Industrias derivadas, San Bernardo, 65, Madrid
"The Salt Industry of Canadá".—116 páginas, 31 figuras, ocho tablas y planos.— Publicaciones del Departament of Mines, Canadá CATÁLOGOS.
"Midget", altavoz dinámico de perfecto tono y gran potencia, y Conductores eléctricos de gran aislamiento "Cab-Tyre".— Anglo-Española de Electricidad, S. A., Cortes, 525, y Pelayo, 12, Barcelona.
"Catalogue general des livres de fonds et d'assortiment 1929".—304 páginas.—Gauthier-Villard et Cíe., París.
"Libros alemanes traducidos a la lengua española".—153 páginas.—Publicado por la Notgemeinschaft der Deutschen Wissenschaft, Berlín C. 2. (Alemania).
"New Books on Concrete".—23 páginas y figuras.—Publicaciones de Concrete Publicaciones de Concrete Publications Limited, 20, Dartmouth Street, Londres, S W X.
"Catalogue des Editions Scientifiques et Industrielles".—126 páginas.—Editor, Albin Michel, 22, rúe Huyghens, París
"Catalogue Littéraire".—32 páginas.—Société Frangaise d'Editions Littéraires et Techniques, 12, rúe Hautefeuille, París (VI).
"Ensyclopédie Roret".—28 páginas.—Société Frangaise d'Editions Littéraires et Techniques, París
"Double-métre en acier roulant y Soldadores eléctricos "Arctums".—Agence genérale aAlié 4, rúe Ledru-RoUin, Choisyle-Roi (prés Paris)
"Travailleur mécanique á flexible, á balancier orientable et commande électrique" Alié, Choisy-le-Roi.
"Ludw. Loewe et Co. Actiengesellschaft, Berlin 1868-1929".—212 páginas, 140 figuras y cuadros.—Venta: V D I Verlag, G. ra. b. H., Berlín, N. W. 7.—Precio: 15 RM.
...
20C
