Obtención de combustibles líquidos con el carbón
Por JOSÉ MANUE L PERTIERRA . Doctor en Ciencias químicas
Hace algún tiempo expuse en esta Revista (1) unas notas sobre la berginización de carbones, alquitranes y aceites densos de petróleo, con el método desarrollado en Rheinau (Alemania) po r F. Rergius y sus colaboradores, así como también algunas consideraciones acerca de la destilación a baja temperatura de las hullas
En apoyo de éstas y como amipliación de aquéllas intento resumir ahora los recientes progresos de la berginización, reproduciendo datos de los dos grandes ensayos industriales alemanes, estado actual de otros métodos para la valorización y ennoblecimiento del carbón y sobre mis experiencias de berginización de carbones (2), realizadas por vez primera en España en el Instituto del Carbón, creado por el profesor B A Buylla en la Universidad de Oviedo
Los procedimientos par a la transformación del carbón en combustibles líquidos pueden reunirse en tres grupos:
Destilación a baja y alta temperatura.
Gasificación del carbón semi-cok o cok a gas de 3gua y catálisis de éste a las presiones elevadas u ordinaria; e
Hidrogenación directa del carbón o sus alquitranes
Hallamos en los métodos incluidos en el primer grupo un a licuación del carbón, pero con rendirnientos bien escasos en productos líquidos. La destilación a alta temperatura—^ya utilizada durante Unos cien años—en las cokerías metalúrgicas produce 2-4 po r 100 de alquitrán, y 4-6 por 100 en las tabricas de gas
Mientras esta carbonización se realiza para ob^1 rendimiento cualitativo y cuantitativo má s elevado—sea de cok o gas—, en la destilación a í>aia temperatura ( < 550°) se procura sustraer rápidamente los vapores del alquitrán primario (originado principalmente po r destrucción de las gran- ices moléculas orgánicas qu e constituyen el carbón) a la descomposición por el calor, consiguiendo asi un rendimiento dos o tres veces má s elevado ae productos líquidos, que varía con la edad del carbón entre 10 a 25 por 100.
La destilación a baja temperatura se aplicará, por tanto, a los carbones má s bituminosos, grasos ^^^ejlam a larga El fin principal de la destilación
(21 "^T^^íF'^J^^I^ CONSTRUCCIÓN Vol VI, págs 297 y 422
J M Pertierra Tesis doctoral 1930
de las hullas a baja temperatura es la obtención del semi-cok, mientras que en la destilación de lignitos, produciendo un semi-cok en trozos finos, no mu y coherentes y un gas rico en anhídrido carbónico, de reducido valor calorífico (2.000-3.600 cal.), el interés principal está en el alquitrán primario, que contiene mayor cantidad de parafina que el obtenido de las hullas La parafina es el producto principal del alquitrán primario de lignitos
A pesar de las grandes esperanzas que se habían puesto en el alquitrán primario como fuente de combustibles líquidos, hasta ahora no se ha logrado utilizarlo má s que como aceite de engrase y para la obtención de fenoles
Los fenoles, contenidos en un a elevada proporción en el alquitrán primario, tienen un gran poder antiséptico, y se emplean en la impregnación de maderas Los cresoles tienen un a potencia tóxica cien veces mayor qu e los productos análogos dei alquitrán de cokería
La separación de fenoles y bases pirídicas contenidas en el alquitrán primario exige métodos de refinación peculiares
Actualmente, ia utilización má s general del alquitrán primario es su empleo como carburante en los motores Diesel y en la fabricación de resinas artificiales, bakelitas, obtenidas condensando los fenoles con el aldehido fórmico Se ha n realizado gran número de experiencias para valorizar el alquitrán primario por cracking e hidrogenación, y má s adelante se indicará la berginización de los alquitranes de lignitos, industrializada en Alemania por la I G Farbenindustrie
E n Francia se ha ideado, perfeccionado, y actualmente se va a realizar en gran escala, el original proceso Fohlen-Prudhome para la valorización del alquitrán primario por hidrogenación sin presión
El carbón se destila a 500-600° Los gases y vapores, al salir de las retortas, y antes de conden-1 sarse, se purifican de los compuestos sulfurados por ] un proceso catalítico y son hidrogenados a 250° con 1 el hidrógeno molecular contenido en los gases, el producido por la desulfuración del ácido sulfhídrico y mediante la reacción del óxido de carbono con el vapor de agua Este último, en "statu nascendi", facilita la hidrogenación del alquitrán, que se transforma en hidrocarburos ligeros El 70 por 100 del producto hierve por debajo de 200°, mientras que
AÑO VIII.—VOL. VIII.—NÚM. 89. Madrid, mayo 1930.
225
el alquitrán primario ordinario sólo contiene 10 por 100
La "Société francaise pour le fabrication des Essences et des Pétroles" ha llevado a la práctica el proceso Prudhome-Houdry en una instalación de Saint Juilien de Peyrolas (Gard) para un tratamiento diario de 60 toneladas de lignitos Los resultados acerca de la duración de los catalizadores frente a los venenos y polvo de carbón arrastrado por los gases no han sido aún publicados
El gas de la destilación a baja temperatura contiene 60-70 gr./m.' de bencina, cuya separación se realiza de la manera ordinaria, por lavado con aceite o absorción con carbón activo Esta bencina contiene una gran proporción de hidrocarburos no saturados, que se resinifican al refinarla con ácido sulfúrico concentrado, causando pérdidas Posee un valor calorífico elevado—10.000 cal.—, reducida densidad^—0,75—y es un buen carburante, de excelentes propiedades antidetonantes y también disol-
ignición El gas y alquitrán primario son aún considerados como subproductos, y, dadas las grandes cantidades de aceites y gasolina importadas en Inglaterra, parece imposible llegar a reemplazarlas con los productos líquidos de la destilación
Para la destilación a baja temperatura se han propuesto más de 400 procedimientos, de los cuales unos 75 han sido realizados prácticamente y unos 35 trabajan actualmente de una manera regular.
En cualquier sistema de carbonización, una cierta proporción del valor calorífico del carbón se pierde. Esta pérdida, más los gastos de la instalación, deben ser compensados por el mayor valor de los productos—semi-cok, alquitrán, gas y aguas amoniacales—obtenidos El poder calorífico, en igualdad de pesos de semi-cok y del carbón del cual ha sido fabricado, tiene casi el mismo valor, y calculando sobre la base del balance térmico, el precio del semi-cok solamente podrá ser igual al del carbón Por tanto, cuando un carbón puede ser objeto de la misma aplicación que su semi-cok, la pérdida de peso del carbón y el gasto de su transformación debe gravitar sobre el gas y alquitrán Mientras que si el semi-cok encuentra aplicaciones para las cuales no es adecuado el carbón original, por ejemplo, menudos que sean transformados en un combustible cn trozos, utilizables en la calefacción doméstica, el precio del semi-cok puede cubrir el valor del carbón utilizado y aun dejar im margc pnra los gastos de transformación.
Rn Asturias, la "Compañía Española de Destilaí-ión de Carbones" ha construido y recientemente introducido algunas reformas en su fábrica de Trubia nara la destilación a baja temperatura de 100 toneladas diarias de carbones bituminosos de Teverga, resultando una instalación muy completa Sin embargo, para la valorización del alquitrán primario precisa un método que, dado el estado actual de los temas cuyo estudio revisamos aquí, habrá de ser la hidrogenación
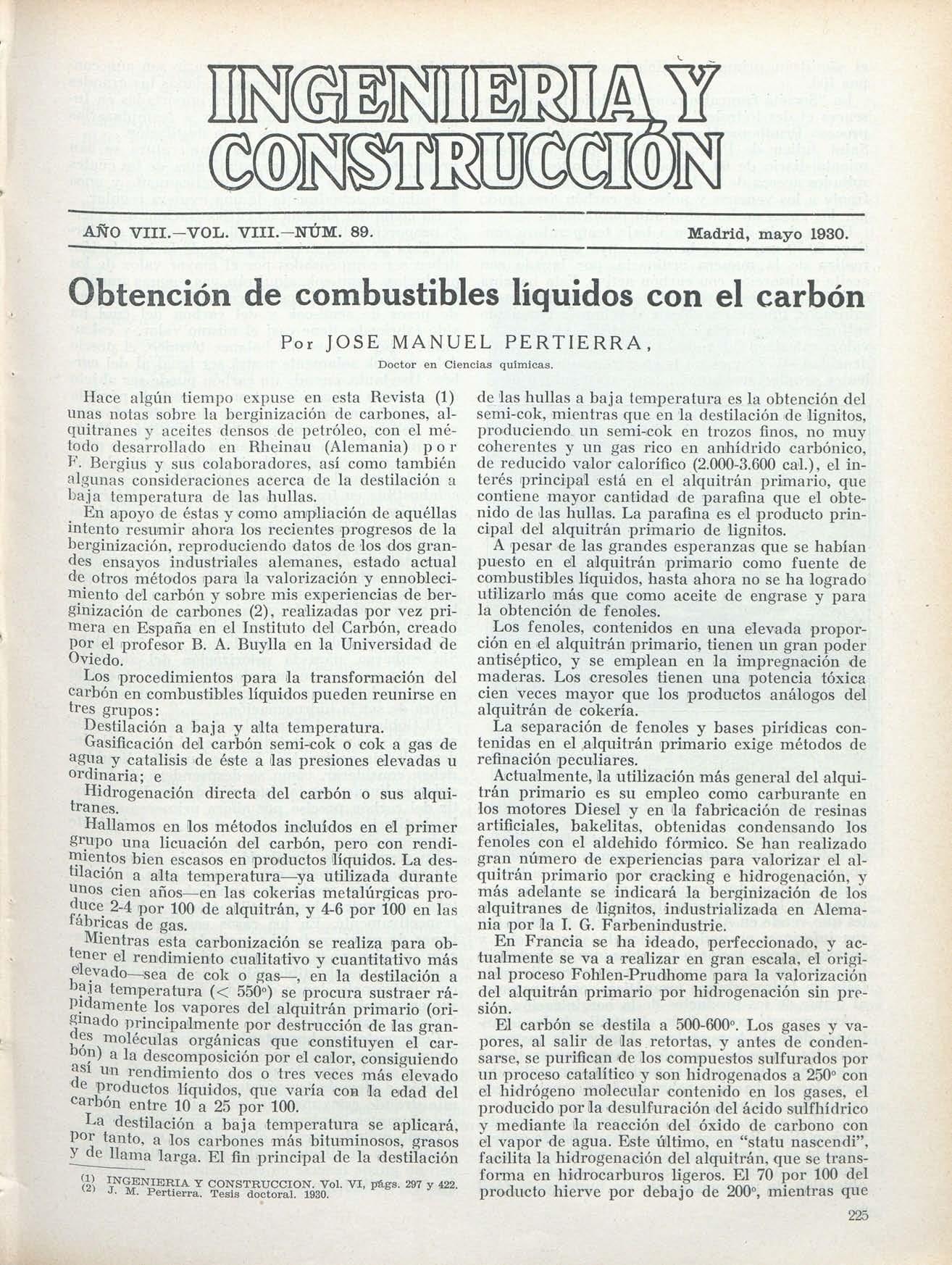
Aparatoparalapreparacióndelapastadecarbónyaceite,yprensa parasuintroduccióneneltubo-laboratorio.
ventes para la industria de barnices, resinas, caucho, etc
De las fracciones de elevado punto de ebullición se obtienen lubricantes, y su comparación con los obtenidos del petróleo apenas se halla en la bibliografía Algunos lubricantes de valor medio se preparan con los alquitranes de lignitos Los lubricantes que vende en Alemania "Deutsche Erdol A G." son inferiores en poder lubricante, pureza, olor y ensayo de congelación a los obtenidos del petróleo La causa de esta inferioridad parece residir en la falta de hidrocarburos aromáticos, como veremos al tratar de los productos de la berginización.
Aun no está completado el estudio de los alquitranes de baja temperatura Algunos de sus componentes, como los resinóles y resinaminas, tienen propiedades interesantes, pudiendo ser utilizados como lacas y barnices sobre madera o metales con excelente resultado
C H Lander, director del Instituto Inglés del Carbón (Fuel Research Board), ha indicado recientemente el estado actual de ia destilación a baja temperatura en Inglaterra El fin principal es la obtención de un combustible sin humo y de fácil
El Gobierno y el Monopolio de Petróleos, una de cuyas obligaciones estatutuarias es el logro de la independencia nacional de los combustibles líquidos • deben considerar, como se desprenderá de las si-\ guientes líneas, que la obtención de gasolina a partir del carbón precisa por ahora primeramente de• la destilación a baja temperatura y subsiguiente hidrogenación.
En resumen, la destilación a baja temperatura del carbón no puede ser remuneradora, a menos que todos los productos—semi-cok, gas y alquitrán—encuentren buena utilización y valorización, respectivamente En los casos especiales de carbones de precio reducido, menudos, finos de flotación, pueden pagar los gastos de su transformación en un combustible sólido, de fácil aplicación en nuestro país, donde ciudades como Madrid consumen anualmente miles de toneladas de cok metalúrgico para calefacción
Compuestos tan importantes como el benceno, tolueno, xilenos, naftalina y antraceno no se hallan apenas en el alquitrán primario, y por esto la destilación a elevada temperatura debe continuar suministrando estas materias primas a las industrias de colorantes, explosivos y material fotográfico Como método para la obtención de combustibles líquidos, la destilación a alta temperatura del carbón no puede tenerse en consideración, dado el pequeño rendimiento.
Figura 1.»
226
Sin embargo, el aprovechamiento integral de todos los subproductos de las cokerías ha creado numerosos procesos industriales alrededor de estas instalaciones, permitiendo la obtención de combustibles líquidos
El gas de cokerías era mal utilizado, a pesar de su composición, mu y parecida a la del gas del alumbrado, y fué preciso que la industria del amoníaco sintético, precisando hidrógeno barato, hiciese pensar en una utilización más racional que su combustión en motores, de gas, calefacción de calderas y hornos, o aun su pérdida en la atmósfera
El análisis de una muestra de gas de cokerías, desalquitranado, desbenzolado y purificado, es en volumen:
En las cokerías se puede calcular una producción de 300-350 m.=' de gas por tonelada de carbón, y un poco má s de esta cantidad se precisa para ia calefacción de los hornos bien instalados En las cokerías de las Sociedades Altos Hornos de Vizcaya, Sagunto, Santander, Duro-Felguera, Mieres y Moreda-Gíjón, una parte de este excedente gaseoso se consume en los hornos Siemens-Martín
La transformación de estas instalaciones para el aprovechamiento del hidrógeno destinado a la berginización o a la síntesis del amoníaco será realizada, porque introduce grandes beneficios en su economia v crea varias industrias en admirable
La obtención de hidrógeno desde el gas de cokerías, por su liquefacción y fraccionamiento para la síntesis del amoníaco, es mencionada por vez primera por J. Bronn, que construyó, de acuerdo con la firma Linde, una pequeña instalación en Oberhausen (Ruhr), y desarrollada industrialmente por G Glande en Francia para su procedimiento de síntesis del amoníaco
El proceso Claude utiliza la expansión de los gases comprimidos para su liquefacción y fraccionamiento con producción de trabajo externo, mientras en el método Linde-Bronn se hace uso del efecto Joule-Thomson de enfriamiento por expansión sin trabajo externo
Los dos grandes ensayos industriales alemanes para la berginización de los alquitranes y carbones, de la L G Farbenindustrie en Leuna y de la A G für Steinkohleverflüssigung und Steinkohlenveredtung en Duisburg-Meiderich, utilizan como fuente de hidrógeno él gas de agua y el gas de cokerías, respectivamente La instalación construida en el Instituto Inglés del Carbón, en Greenwich, para el Gobierno inglés, de acuerdo con algunas SociedafJes, emplea hidrógeno obtenido por reducción del vapor de agua con hierro, en el proceso Lane-Rogers, análogo al "Bamag", ya descrito en esta revista (1). '
La Ijcrginización, actualmente considerada como resuelta, científica, técnica y económicamente, en Alemania, precisa hidrógeno barato, punto esencial para su implantación En España, la fabricación de hidrógeno barato tendrá^ sin duda, una solución apropiada a cada caso particular, como ocurre ahora en las instalaciones para la obtención de amoníaco sintético
Existen ejemplos de obtención de hidrógeno desde el gas de cokerías, en la Sociedad Duro-Felguera, en Asturias; de utilización del hidrógeno subP£,oducto de la electrólisis de la sal común, en la Electroquímica de Flix" (Tarragona), y de generación de hidrógeno por electrólisis como producto principal, en Sahiñánigo (Huesca), por la "Energía e Industrias Aragonesas"
(1) INGENIERÍA Y CONSTRUCCIÓN. Vol. VI, pág. 422.
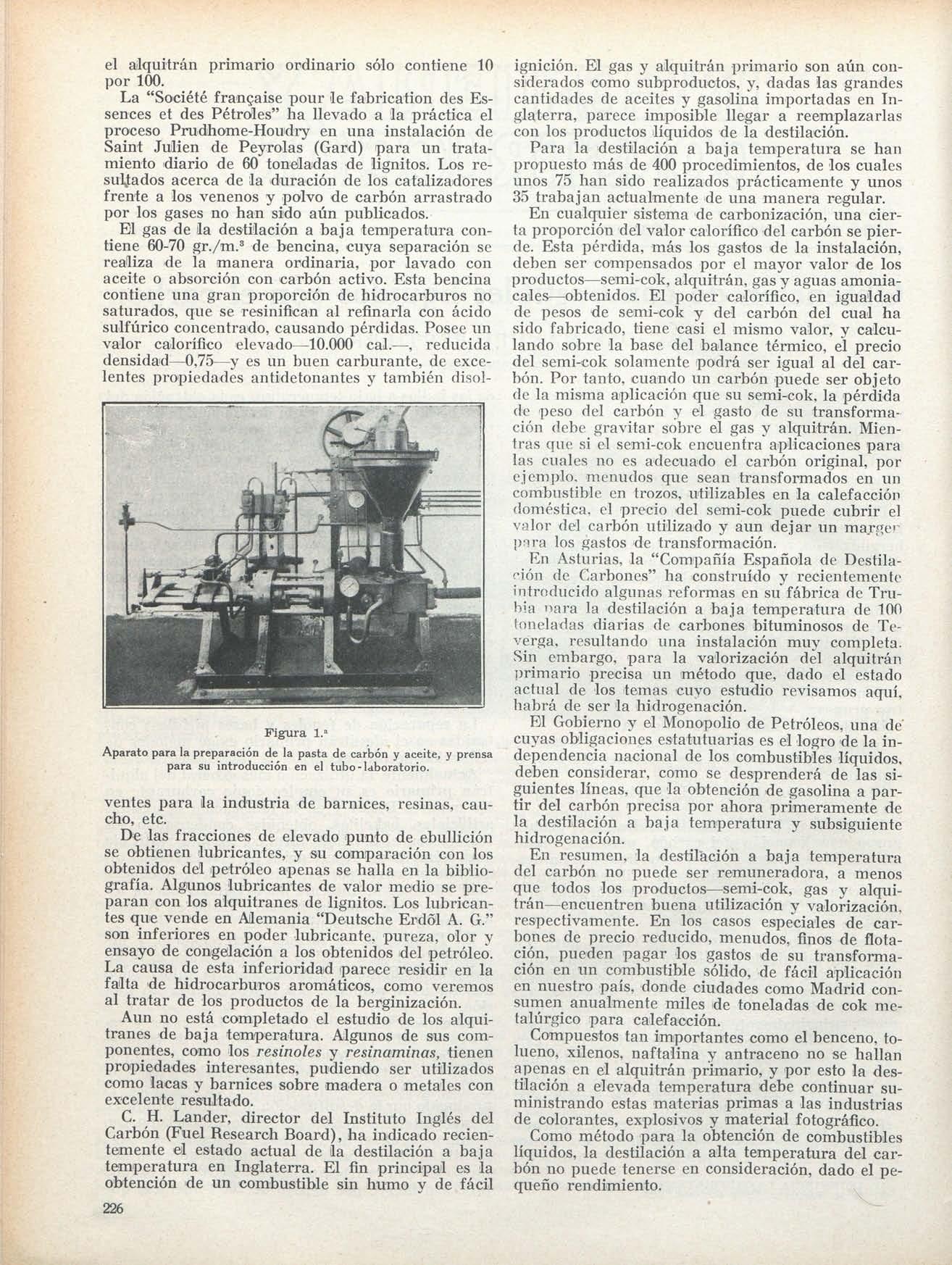
Gran tubo-laboratorio de las instalaciones de Berg-ins, en Rheinau En él se hicieron experiencias con los primeros carbones españoles sometidos a la berginización, por el ingeniero D. Antonio Mora.
unidad con la cokería metalúrgica. En algunas modernas cokerías europeas, en previsión de un aprovechamiento integral del gas, se puede efectuar la calefacción con gas de generador, alimentado con los menudos de cok
En España, la superioridad de baratura del hidrógeno obtenido desde los hornos de cok no será necesariamente general, ya que en algunas partes el coste de la energía eléctrica o la existencia de buenos yacimientos de lignitos puede permitir la obtención de hidrógeno barato. Más adelante será indicado el gasógeno "Winkler, realizado por la Farbenindustrie, que permite en las instalaciones de hidrogenación de Leuna abaratar aún más el hidrógeno
Hidrógeno 50,2 % Metano 25,2 % Oxido de carbono 7,0 % Etileno 1,2 % Propileno 0,3 % Etano 0,5 % Dióxido de carbono 2,6 % Nitrógeno 13,0 %
Figura 2."
227
El fraccionamiento del gas de cokerías se efectúa en las grandes instalaciones de Ostende (Bélgica), Bethune (Francia), Mont Genis y Concordia (Alemania). Esta última, construida por la casa Linde, trata 7.500 m.^ de gas por hora y suministra hidrógeno para el proceso Bergius en DuisburgMeiderich
En Ostende, donde utilizan el método Linde, el gas de cokerias, después de sufrir el tratamiento ordinario para la recuperación de subproductos, es lavado con solución de amoníaco, para separar el anhídrido carbónico y ácido sulfhídrico; con agua y con ácido sulfúrico, para eliminar restos de amoníaco, y, finalmente, con sosa cáustica, que retiene trazas de anhídrido carbónico, ácido sulfúrico y humedad
El gas, comprimido en dos etapas a nueve atmós-
Este tratamiento separa mejor el benzol que un lavado con aceite Las nuevas cokerías que se proyectan en Ostende, no llevarán "scrubbers" para el benzol
El gas, no conteniendo ya trazas de benzol, es desecado por enfriamiento a —45° con amoníaco líquido y entra en el aparato de fraccionamiento, donde se aplica al ciclo de Pictet, juntamente con el efecto Joule-Thomson, saliendo de él la mezcla de hidrógeno y nitrógeno para la síntesis del amoníaco, y, por otros lados, los gases residuales en tres fracciones Una primera fracción, con 20-30 por 100 de etileno y otros gases, propileno, etano y metano Por ulterior enfriamiento, otra, compuesta de 70 por 100 de etileno, 20 por 100 de metano y 10 por 100 de otros hidrocarburos, que es utilizada para la fabricación de alcohol etílico Y una tercera fracción,
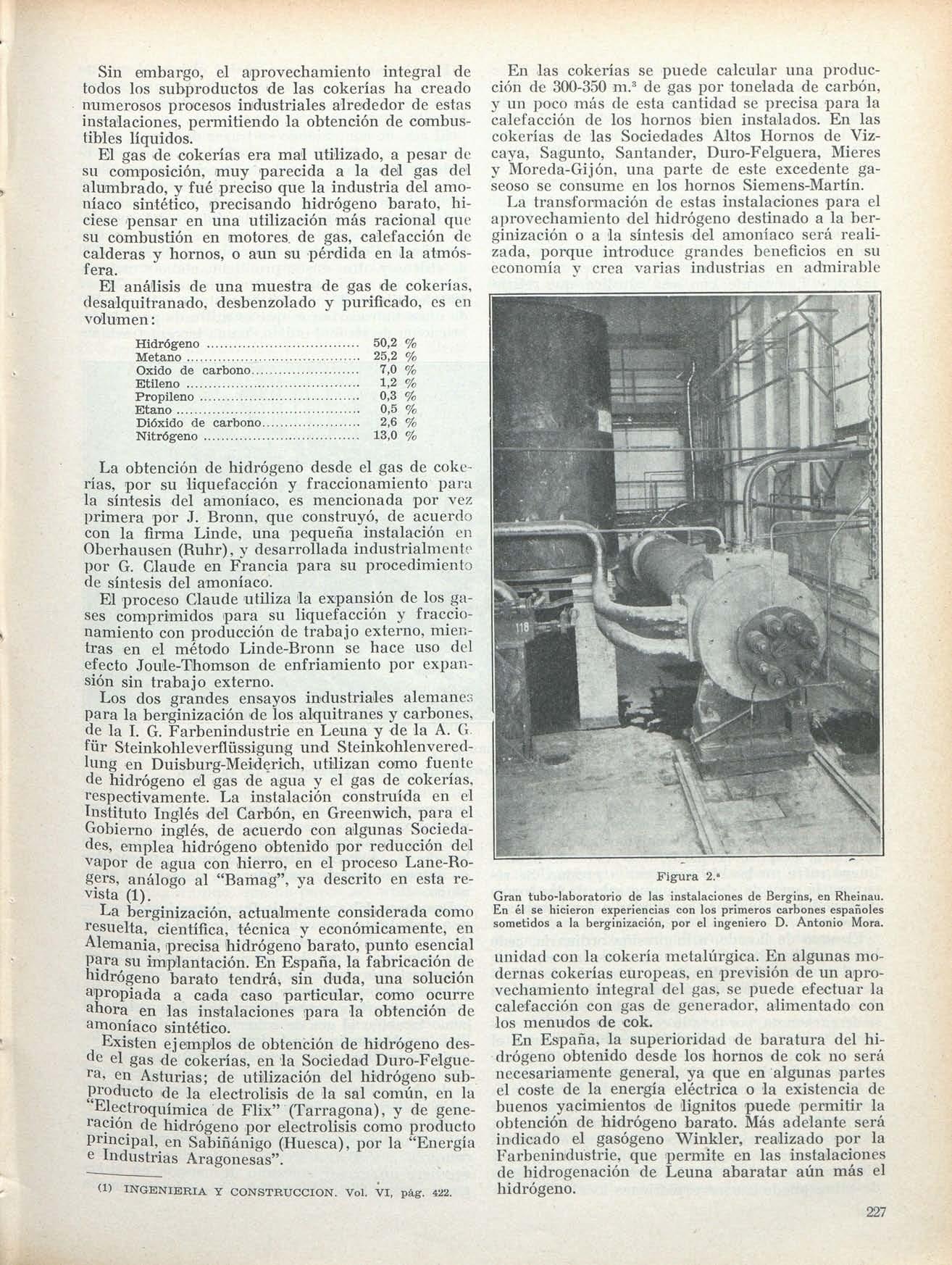
Fábricadeamoníacosintéticoydebencina,porberginización,delaIGFarbenindustrie,enLeuna feras, es enfriado mediante amoníaco líquido, tomado desde la instalación de su síntesis, y pasando por recuperadores de frío, vuelve a la temperatura ordinaria después de perder los restos de benzol Luego sufre un lavado con agua a presión. Se rectipera la energía del agua, que sale de las torres de lavados en turbinas acopladas a las bombas y motores
El agua de lavado, a la presión ordinaria, cede los gases disueltos Pero en este caso no es, como en el proceso Haber-Bosch de obtención de hidrógeno, por reacción del óxido de carbono del gas de agua con el vapor de agua, donde el gas que se descarbonata, por lavado con agua a presión, contiene 30 por 100 de anhídrido carbónico Aquí, el gas de cokerías sólo contiene 1 a 2,5 por 100 de anhídrido carbónico, y ya ha sido dcscarbonatado en el lavado con amoníaco El objeto del lavado es la separación del acetileno que contienen los gases—4 por 1.000—, altos hidrocarburos no saturados, cuya polimerización origina obstrucciones en el aparato de fraccionamiento, asi como óxidos de nitrógeno y nitrocompuestos volátiles La formación de acetiluro de cobre puede causar explosiones locales
compuesta de óxido de carbono, con algo de metano y etileno
Los restos de óxido de carbono se separan con un lavado a —190° con nitrógeno liquido, incorporando entonces este elemento para la síntesis del amoníaco
Los gases del aparato de fraccionamiento contienen casi el total del valor calorífico del original gas de cokerias El gas residual es un producto de mayor valor que el gas de cokerías, por estar libre de compuestos orgánicos e inorgánicos de azufre, impurezas y absolutamente anhidro
Su transporte a largas distancias bajo presión, así como también el gas de cokerías, ha sido desarrollado en Alemania, donde funcionan las líneas Colonia-Essen-Hannover, proyectando "Ruhrgas A G."
"A G für Kohleverwertung" distribuir el gas de cokerías hasta Hamburgo, Berlín, I-eipzig y Dresde
Un millón de calorias representa un volumen de 121 m.^ de gas residual de 8.270 cal/m., o 214 m.^ del gas ordinario de cokerias de 4.680 cal./m.^ La compresión a 30 atmósferas de estos dos volúmenes requiere un mayor consumo de energía en el segundo caso—25,4 CV y 45,0 CV.— La economía
Figura3.»
228
en energía es por esto 43,5 por 100 en favor del gas residual.
La presión utilizada no.puede ser mayor de 6 atmósferas, por formarse hierro-pentacarbonilo Fe (C0)5 que corroe las tuberías Se prevé un gran desarrollo de las industrias químicas que utilicen el óxido de carbono, y por esto el Instituto para Investigaciones del Carbón, que dirige F Fischer, en Mülheim a d Ruhr, y que sostienen los industriales de aquella región, dirige ahora sus esfuerzos sobre este tema
El método Glande, para el fraccionamiento del gas de cokerías, ha sido descrito en INGENIERÍA Y CONSTRUCCIÓN, vol V, pág 536
La Compagnie des Mines de Bethune construyó primeramente una instalación para la obtención de alcohol etílico con el etileno contenido en el gas (2-3 por 100) de cokerías Reaccionando el etileno con el ácido sulfúrico concentrado, produce el ácido etilsulfúrico, cuya saponificación da alcohol etílico y regenera el ácido sulfúrico Con etileno muy diluido, la reacción es muy lenta y deben las olefinas ser concentradas La citada Sociedad fabrica amoníaco sintético por el proceso Glande, obteniendo hidrógeno desde el gas de cokerías El enfriamiento gradual de este gas separa el benzol a —70° y el etileno a —140° Este procedimiento es remunerador aun para las cokerías que no tienen instalada una fábrica de amoniaco sintético y que lavan los gases, por el aumento del rendimiento en benzol y la posibilidad de producir alcohol De 100 toneladas de carbón, que producen en la destilación a alta temperatura 30.000 toneladas métricas de gas, se obtienen por los procesos ordinarios de lavado 600 kilogramos de benzol, mientras que por fraccionamiento a bajas temperaturas se logran 750 kilogramos de benzol y 1.000 kilogramos de alcohol etílico
La fracción etileno, desde la torre de fraccionamiento (20-30 por 100 de etileno) se lleva a reaccio-• nar, con una mezcla de ácidos sulfúrico y etilsulfúrico a 40-50° La cantidad de etileno puede llegar a ser en estas condiciones, y con agitación, de 22 por 100 (en Bethune de 18 por 100) de la del ácido El ácido etilsulfúrico que sale de esta torre de reacción se lleva a una columna de destilación, por cuya parte inferior se introducen amoníaco y vapor de agua. El calor de dilución y neutralización del ácido sulfúrico es tan elevado, que todo el alcohol destila El ácido sulfúrico, en parte ya neutralizado, está tan diluido, que no puede ser utilizado de nuevo para la absorción de etileno y se consume entonces en la fabricación de sulfato amónico
Esta reacción era muy conocida, y su aplicación industrial, que ha hecho posible la obtención del alcohol etílico como un subproducto de la fabricación de cok, sólo ha sido posible por la implantación de la industria del amoníaco sintético y el fraccionamiento del gas de cokerías La absorción del etileno es una reacción lenta, y el tratamiento directo del gas de cokerías con ácido sulfúrico no era posible, por formarse materias alquitranosas, que son un obstáculo para la realización práctica
El etileno obtenido en el fraccionamiento de los gases, posee mejores condiciones para este tratamiento, por ser más puro y concentrado.
La saponificación del ácido etilsulfúrico en alcohol de 90 por 100 y ácido sulfúrico, se logra en '^*^^as instalaciones por dilución con agua.
Otro procedimiento de gran interés para la obtención de hidrógeno es el de Haber-Bosch, utilizado por la I G Farbenindustrie para sus instalaciones de síntesis de amoníaco, y ahora también para la hidrogenación en Leuna
El gas de agua obtenido por reacción del vapor de agua sobre cok incandescente, tiene la siguiente composición: 48 por 100 de hidrógeno, 38 por 100 de óxido de carbono, 7 por 100 de dióxido de carbono y 7 por 100 de nitrógeno En otros generadores se produce con una corriente de aire húmedo sobre cok incandescente, un gas de generador, de la composición: 30 por 100 de óxido de carbono, 7 por 100 de dióxido de carbono, 3 por 100 de hidrógeno y 60 por 100 de nitrógeno
Utilizando la mezcla del gas de agua con el gas de generador conteniendo 30 por 100 de liidróge-
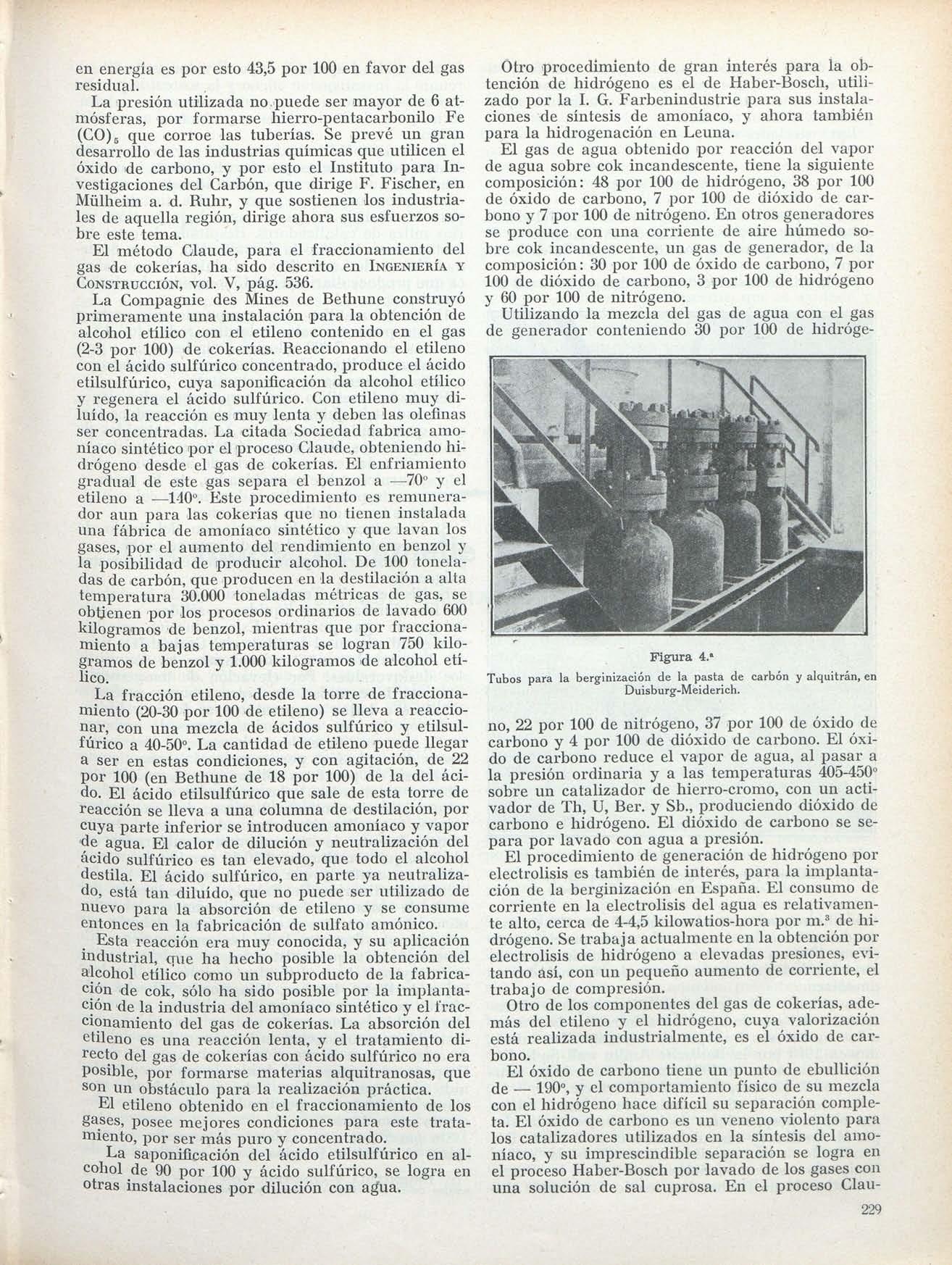
Tubos para la berginización de la pasta de carbón yalquitrán,en Duisburg-Meiderich.
no, 22 por 100 de nitrógeno, 37 por 100 de óxido de carbono y 4 por 100 de dióxido de carbono. El óxido de carbono reduce el vapor de agua, al pasar a la presión ordinaria y a las temperaturas 405-450° sobre un catalizador de hierro-cromo, con un activador de Th, U, Ber y Sb., produciendo dióxido de carbono e hidrógeno El dióxido de carbono se separa por lavado con agua a presión
El procedimiento de generación de hidrógeno por electrólisis es también de interés, para la implantación de la berginización en España El consumo de corriente en la electrólisis del agua es relativamente alto, cerca de 4-4,5 kilowatios-hora por m.^ de hidrógeno Se trabaja actualmente en la obtención por electrólisis de hidrógeno a elevadas presiones, evitando así, con un pequeño aumento de corriente, el trabajo de compresión
Otro de los componentes del gas de cokerías, además del etileno y el hidrógeno, cuya valorización está realizada industrialmente, es el óxido de carbono
El óxido de carbono tiene un punto de ebullición de — 190°, y el comportamiento físico de su mezcla con el hidrógeno hace difícil su separación completa El óxido de carbono es un veneno violento para los catalizadores utilizados en la síntesis del amoníaco, y su imprescindible separación se logra en el proceso Haber-Bosch por lavado de los gases con una solución de sal cuprosa En el proceso Clau-
Figura 4.'
de, el óxido de carbono se hidrogena, transformándole en metano, gas inerte para los catalizadores, y más recientemente mediante un catalizador apropiado en alcohol metílico
Las reacciones son:
c o + sn^ — cu, + H^o
C o -I- 2 =C H 3 OH
La composición del hidrógeno extraído del gas de cokerías por el proceso Claude es: hidrógeno, 89 por 100, nitrógeno, 10 por 100, y óxido de carbono, 1 por 100
En la citada instalación de Bethune procuran ob-
Combustibles Liquides", cuyo director es Audibert, reunió la investigación oficial y la sostenida por los industriales franceses, construyendo varios laboratorios para el estudio de estos problemas acerca del carbón.
En Paul St Villiers, dentro del perímetro de las fábricas de productos químicos Kuhlman, ha n estudiado M Audibert y sus colaboradores, en un modesto laboratorio, que posee varias instalaciones para la catálisis del gas de agua bajo presión, varios miles de catalizadores Resultado de estas investigaciones ha sido la construcción, por la Sociedad "Mines de Lens" (Pas de Calais), de una fábrica que produce diariamente 15 toneladas de alcohol metílico
El alcohol metílico es un compuesto oxigenado, y por esto posee un valor calorífico reducido—4.1l^ calorías, contra 7.600 calorías de la bencina—, precisándose 1,6 litros de alcohol para reemplazar a un litro de esencia como carburante
El alcohol metílico tiene numerosas aplicaciones en la industria química; su oxidación produce formol, que, condensado con los fenoles extraídos de los alquitranes, da resinas sintéticas—bakelitas--, mu y utilizadas en la industria de aisladores eléctricos, barnices, objetos moldeados, etc Es tambic una materia prima en las industrias de colorantes, productos farmacéuticos y perfumes.
Si la reducción e hidrogenación del óxido de carbono contenido en el gas de agua se realiza ; presión ordinaria, apenas se obtienen compuestos oxigenados
F Fischer y H Tropsch han logrado la síntesis de los hidrocarburos líquidos y sólidos, a partir del gas de agua purísimo Esta reducción, que liemos estudiado en el Instituto del Carbón (1), tiende, desgraciadamente, a desplazarse en dos sentidos desfavorables. Por elevación de temperaturtí aumenta la cantidad de hidrocarburos gaseosos, mientras a bajas temperaturas se forman hidrocarburos líquidos, con varios átomos de carbono, (^.3, Ce, que constituyen los carburantes ordinarios de motor de explosión; pero ocurre al mismo tiempo la síntesis de parafinas sólidas que, depositándose sobre el catalizador, le hacen perder su actividad
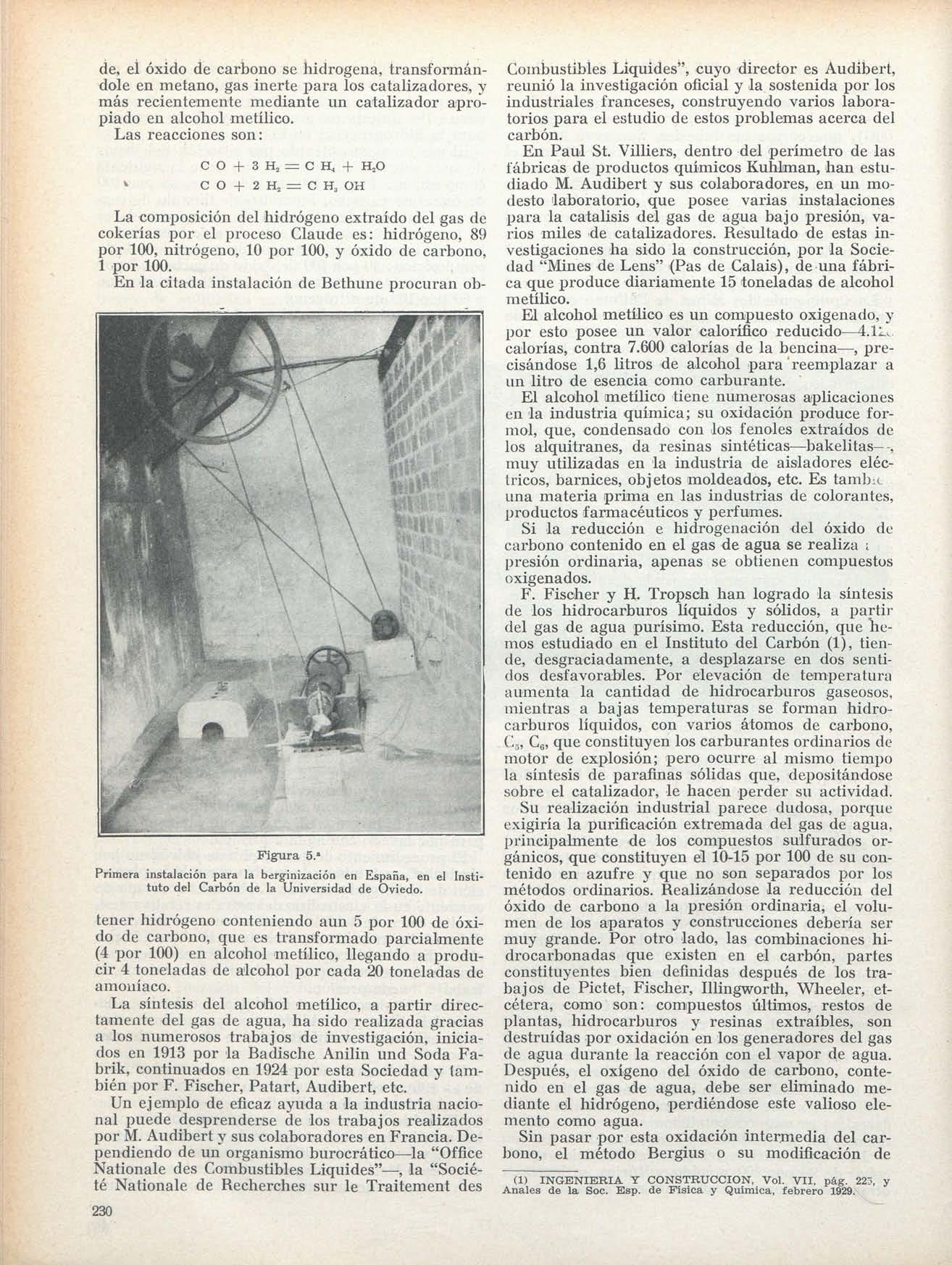
Figrura 5."
Primera instalación para la berginización en España, en el Instituto del Carbón de la Universidad de Oviedo.
tener hidrógeno conteniendo aun 5 por 100 de óxido de carbono, que es transformado parcialmente (4 por 100) en alcohol metílico, llegando a producir 4 toneladas de alcohol por cada 20 toneladas de amoníaco
La síntesis del alcohol metílico, a partir directamente del gas de agua, ha sido realizada gracias a los numerosos trabajos de investigación, iniciados en 1913 por la Badische Anilin und Soda Fabrik, continuados en 1924 por esta Sociedad y también por F Fischer, Patart, Audibert, etc
Un ejemplo de eficaz ayuda a la industria nacional puede desprenderse de los trabajos realizados por M Audibert y sus colaboradores en Francia Dependiendo de un organismo burocrático—la "Office Nationale des Combustibles Liquides"—, la "Société Nationale de Recherches sur le Traitement des
Su realización industrial parece dudosa, porque exigiría la purificación extremada del gas de agua, principalmente de los compuestos sulfurados orgánicos, que constituyen el 10-15 por 100 de su contenido en azufre y que no son separados por los métodos ordinarios. Realizándose la reducción del óxido de carbono a la presión ordinaria, el volumen de los aparatos y construcciones debería ser mu y grande Por otro lado, las combinaciones hidrocarbonadas que existen en el carbón, partes constituyentes bien definidas después de los trabajos de Pictet, Fischer, lUingworth, Wheeler, etcétera, como son: compuestos últimos, restos de plantas, hidrocarburos y resinas extraíbles, son destruidas por oxidación en los generadores del gas de agua durante la reacción con el vapor de agua Después, el oxigeno del óxido de carbono, contenido en el gas de agua, debe ser eliminado mediante el hidrógeno, perdiéndose este valioso elemento como agua
Sin pasar por esta oxidación intermedia del carbono, el método Bergius o su modificación de
^
230
(1) INGENIERÍA Y CONSTRUCCIÓN, Vol VII, pág 223, y AnalesdelaSocEspdeFísicayQuímica,febrero1929
la I G., Bergius-Mittasch, realiza la hidrogenación del carbón
Otro componente del gas de cokerias, sobre cuya utilización se hallan numerosas referencias en la literatura y patentes, es el metano. Por la acción del calor se transforma en hidrocarburos, benzol, toluol, acetileno, etc Sus reacciones con el vapor de agua a elevada temperatura,
C H4 + H2 O C O + CH4 + 2HO^!:C0 + 4H2
producen una mezcla de óxido de carbono e hidrógeno, apropiada para la síntesis del alcohol metilico, Synthol e hidrocarburos, u otra de dióxido de carbono e hidrógeno, que suministra este elemento para la síntesis del amoníaco
Sin embargo, la química del metano es muy restringida, por ser un compuesto saturado, resistente, de formación exotérmica, y estos métodos aún no han alcanzado aplicación industrial
En resumen, varios procesos ya industrializados y en admirable unidad con las cokerías, contribu-
yen a enlazar la destilación a baja y alta temperatura con la fabricación de combustibles líquidos por berginización.
Queda indicado como fuente de hidrógeno barato, para la implantación del proceso Bergius en España, el gas de cokerías; pero, siendo su producción actual escasa para cubrir la obtención de 1/4 del consumo nacional de gasolinas y aceites, el método que en orden económico sigue a éste, y cuyo establecimiento permite aprovechar los carbones menudos y pobres, es la gasificación a gas de agua y su transformación por el proceso catalítico de la I G Respecto al método "Bamag" para la obtención de hidrógeno por reducción del vapor de agua con el hierro incandescente, que es oxidado y de nuevo reducido y regenerado con gas de agua, la economía del proceso I. G. es mayor. Por un volumen de hidrógeno precisan prácticamente 1,1 volumen y 2 a 4 volúmenes de gas de agua, respectivamente, los métodos I G y "Bamag" La cantidad de vapor de agua necesaria es también menor en el proceso I G., mientras el "Bamag" precisa tres o cuatro veces la cantidad teórica (Continuará.)
Los muros de muelle Ravier y su cálculo
Por JOSÉ MARÍ A MARCHES I (D
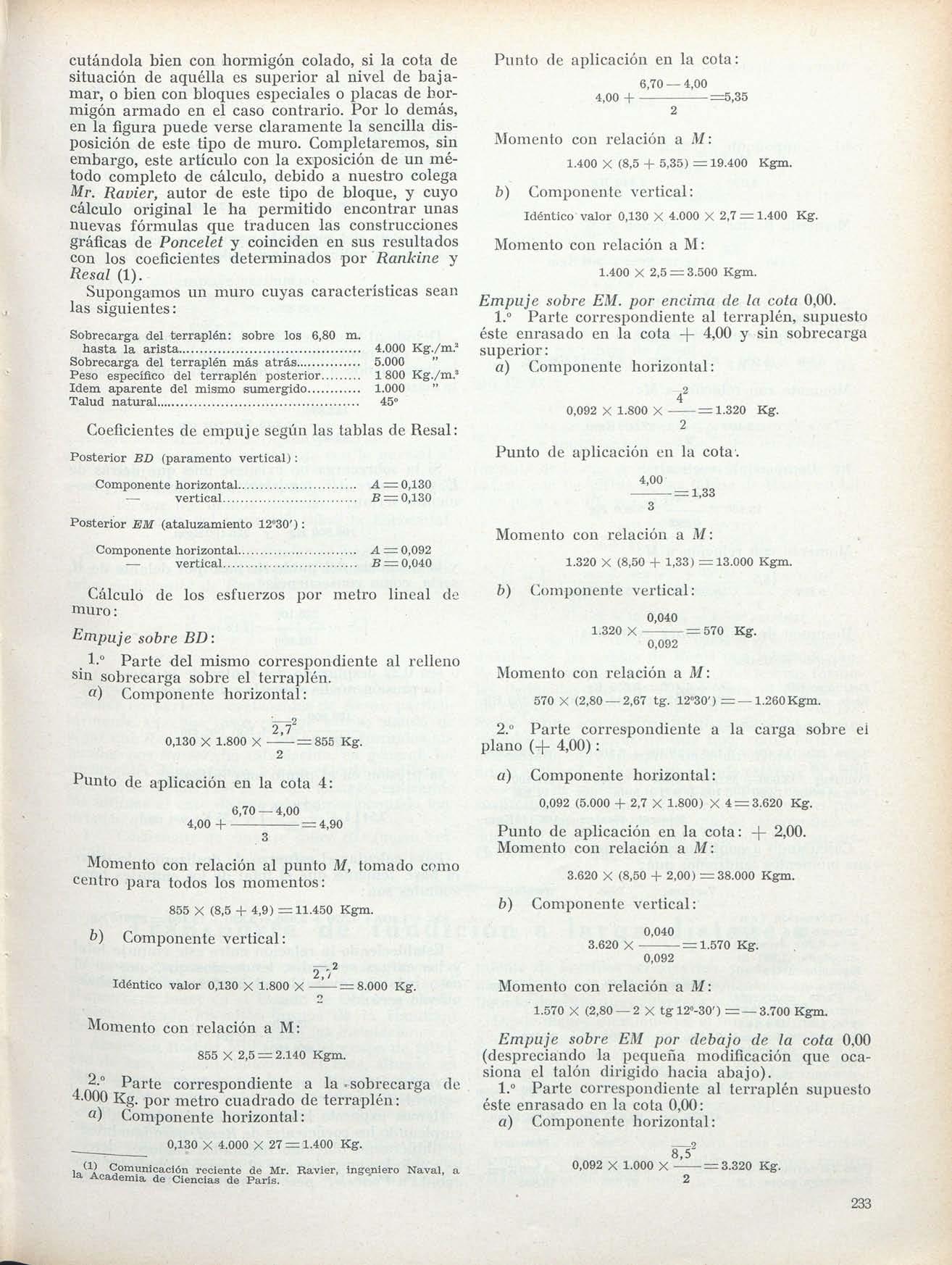
La construcción de muros de muelle marítimos ha constituido siempre un problema delicado de ingeniería, tanto por lo que al aspecto económico se refiere como en lo concerniente a su estabilidad y resistencia a las enormes presiones dinámicas que en la mayoría de los casos se ven obligados a soportar El sistema que vamos a describir no es más que un perfeccionamiento de la disposición secular de construcción de muros de muelle empleando bloques artificiales de hormigón, y que puede realizarse, bien empleando bloques moldeados en superficie, bien colando el hormigón en moldes sumergidos, aunque por el momento sólo nos ocuparemos del primero de estos dos procedimientos
La característica de este sistema es que, aun no empleando más que el hormigón sin armar o la mampostería, se obtiene con la aplicación del mismo una economía importante, no exigiendo para ello utillaje especial Esta economía se obtiene por el empleo en las tres cuartas partes inferiores de la altura total del muro de un sistema de bloques huecos especiales, vaciados en sus paredes laterales y provistos en su parte posterior de un paramento en desplome que sirve para disminuir notablemente la influencia de los empujes En su parte superior, destinada a soportar el atraque de los buques, escalas, norays, etc., se conserva, sin embargo, la disposición corriente en e^tos muelles
Se comprende fácilmente que el empleo de bloques huecos puede reducir el consumo de hormigón o de mampostería en un 50 por 100, y que al mismo tiempo, y debido al vaciado de los bloques,
(1)DelaSociedaddeIngenierosCivilesdeFranela
la presión máxima por centímetro cuadrado en los puntos más cargados de la base se reduzca de un modo notable, circunstancia de excepcional importancia en los trabajos marítimos y con fondos malos El tipo de bloque Ravier, vaciado en sus paredes laterales y que presenta una sección transversal en doble T, da lugar, a nuestro juicio, a una economía de hormigón mayor para un mismo espesor mínimo que los sistemas de bloques huecos, empleados principalmente en Italia. En general, la disposición de este tipo de bloque con paramento posterior inclinado se fundamenta en el mismo principio que los bloques de asiento preconizados por el inspector general de Puentes y Calzadas, Minard, y cuya aplicación puede estudiarse en los puertos de Casablanca y Argel
Debido a la inclinación del paramento posterior^ se consigue que no solamente se reduzcan notablemente los empujes, sino que también se obtiene un desplazamiento de la resultante hacia la parte posterior, debido a que la carga del terraplén insiste en voladizo sobre aquélla, proporcionando al muro una gran estabilidad, pudiéndose llegar a obtener, como en el tipo Minará, que la resultante pase exactamente por el medio de la base, con lo que se obtiene una uniformidad de presiones unitarias sobre aquélla, reduciéndose, por lo tanto, la presión máxima y consiguiéndose un asiento inmejorable
Y, referente a esto, recordamos una semblanza muy gráfica de M Laroche, ingeniero profesor de Trabajos marítimos en la Escuela de Ponts et Chaussées de París, consignada en una comunicación dirigida por el mismo en 1927 a la Sociedad
231
SECCIÓNVERTICAL
un vastago que hace las veces de un pilote, y cuyo rechazo sobre la placa puede ser calculado por la aplicación de la clásica fórmula holandesa para determinar la carga soportada por un pilote La segunda particularidad constructiva reside en que los bloques se disponen, como principio, en pilas sucesivas, y no según la disposición más corriente en los muro s de ALZADO bloques ordinarios, en que aquéllos se distribuye n en to n g a d as de bloques cruzados
Para facilitar la colocación in situ exacta de los bloques en pilas sucesivas se utiliza un chassis de viguetas que, apoyándose en la última o en las dos últimas pilas ejecutadas,' guía automáticamente la colocación de las siguientes
En los ángulos y vueltas del muelle se recomienda, sin embargo, p o r su mayo r senci11e z , reemplazar la construcción de bloques
SECCIÓNHORIZONT.\L
de Ingenieros civiles de Francia acerca de los trabajos del puerto de Casablanca, en la que asemejaba el equilibrio de un muro ordinario al de un hombre que se apoyase sobre un solo pie y cuyo peso total pasase entero por la pierna correspondiente, no soportando la otra, en cambio, nada Se concibe fácilmente que aquél se fatigue más en dicha^ po s tu r a, aun manteniendo su eq u i 1ibrio, que si su peso se repartiese entre ambas piernas, lo que igualmente acontece en un muro de equilibrio estable, pero de resistencia mediocre La dis p o s ic i ó n ensillada, como pudiéram o s llamarla, de este tipo de bloques pro porciona una mejor repartición de los esfuerzos e n s u base, y se mejora, por consiguiente, el equilibrio del muro Si a esto se agrega la gran e c o n o m ía de m a t e r ial que^ supone el em-' p 1e o del tipo Ravier, con bloq u e s vaciados en sección de doble T, tal como se indican en la figura adjunta, que representa una sección de muro de m u e11e construido con dichos bloques, f á ci Imente se comprenderá la amplitud de sus aplicaciones actu a 1e s en los grandes trabajos de puertos Antes de entrar en la exposición de este tipo, conviene des interesantes en el cución, y son: evitar bre la escollera de sonado de esta macizos de gran
del cálculo de un muro señalar dos particularidaprocedimiento de su ejeIos asientos ulteriores sofundación efectuando un apizona, bien empleando bloques tamaño, que se dejan caer violentamente, o bien por la acción de una placa de acero moldeado, prolongada hasta la superficie por
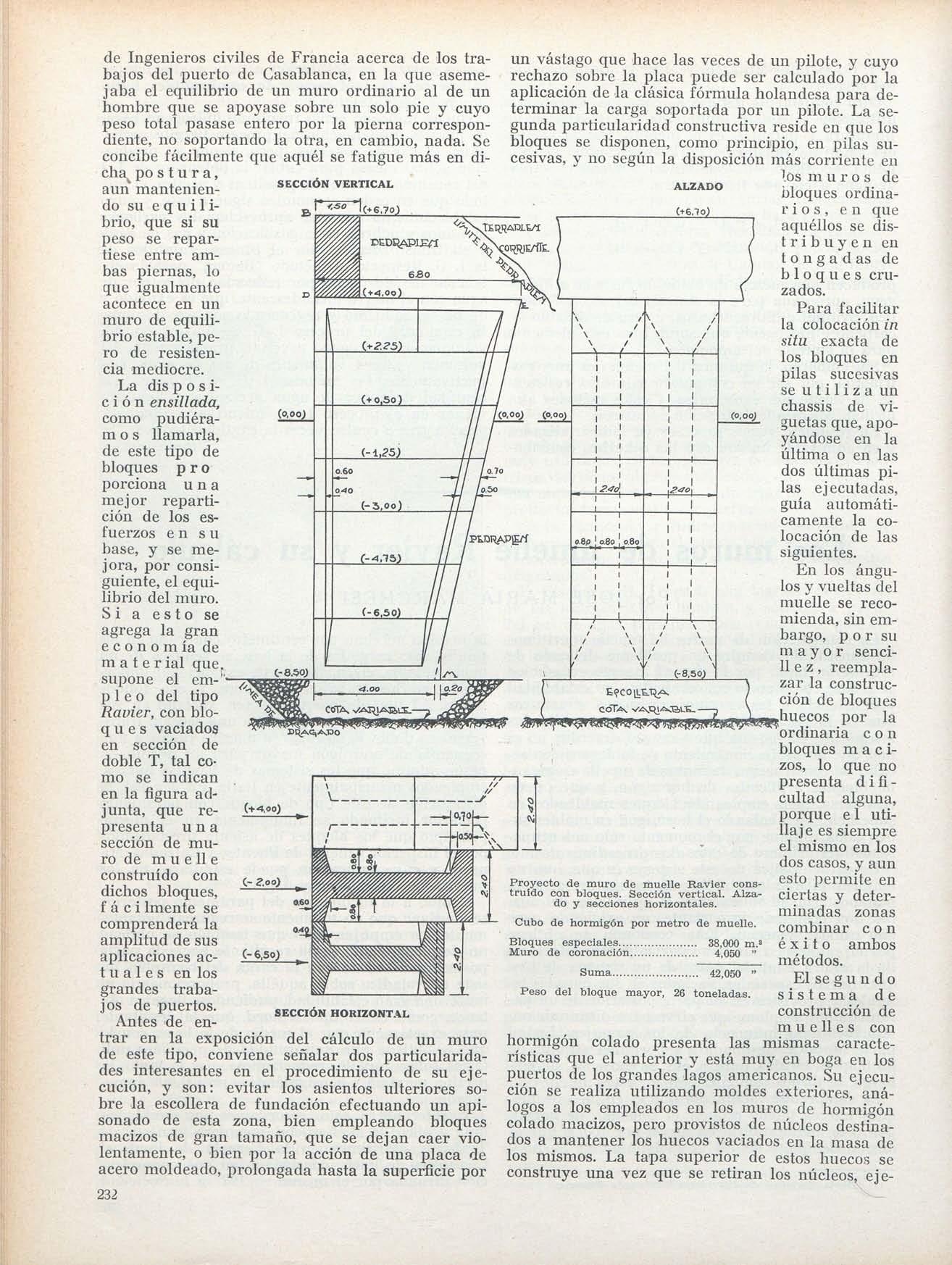
ProyectodemurodemuelleRavierconstruidoconbloques.Secciónvertical.Alzadoyseccioneshorizontales
Cubodehormigónpormetrodemuelle
Bloquesespeciales 38,000m.^
Murodecoronación 4,050"
bloques m a c izos, lo que no presenta d i ficuitad alguna, porque e1 utillaje es siempre el mismo en los dos casos, y aun esto permite en ciertas y determinadas zonas combinar con éxito ambos métodos
Peso
Suma 42,050" delbloquemayor,26toneladas
El se g u n d o sistema de construcción de m u e11e s con hormigón colado presenta las mismas características que el anterior y está muy en boga en los puertos de los grandes lagos americanos Su ejecución se realiza utilizando moldes exteriores, análogos a los empleados en los muros de hormigón colado macizos, pero provistos de núcleos destinados a mantener los huecos vaciados en la masa de los mismos. La tapa superior de estos huecos se construye una vez que se retiran los núcleos, eje-
232
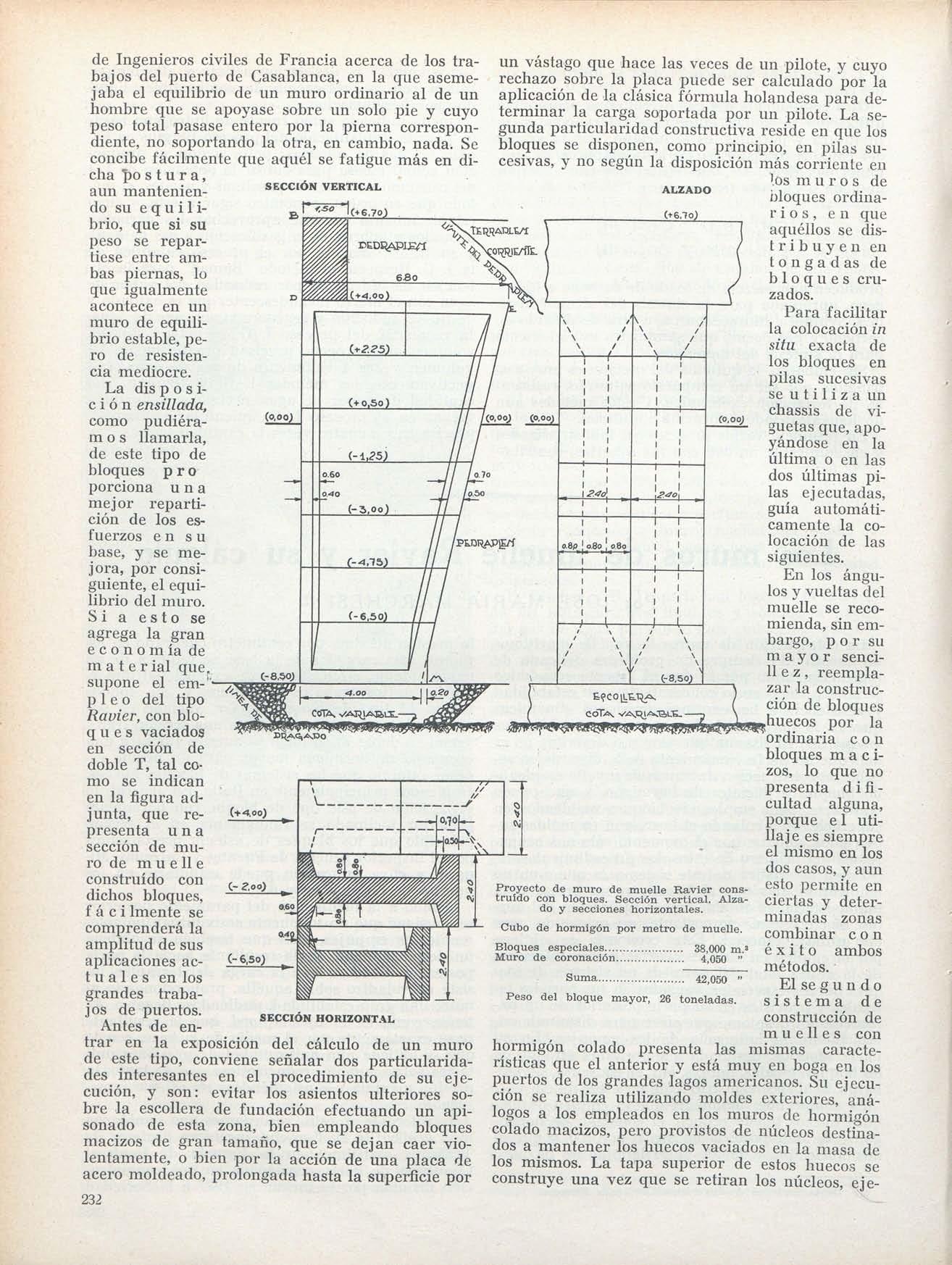
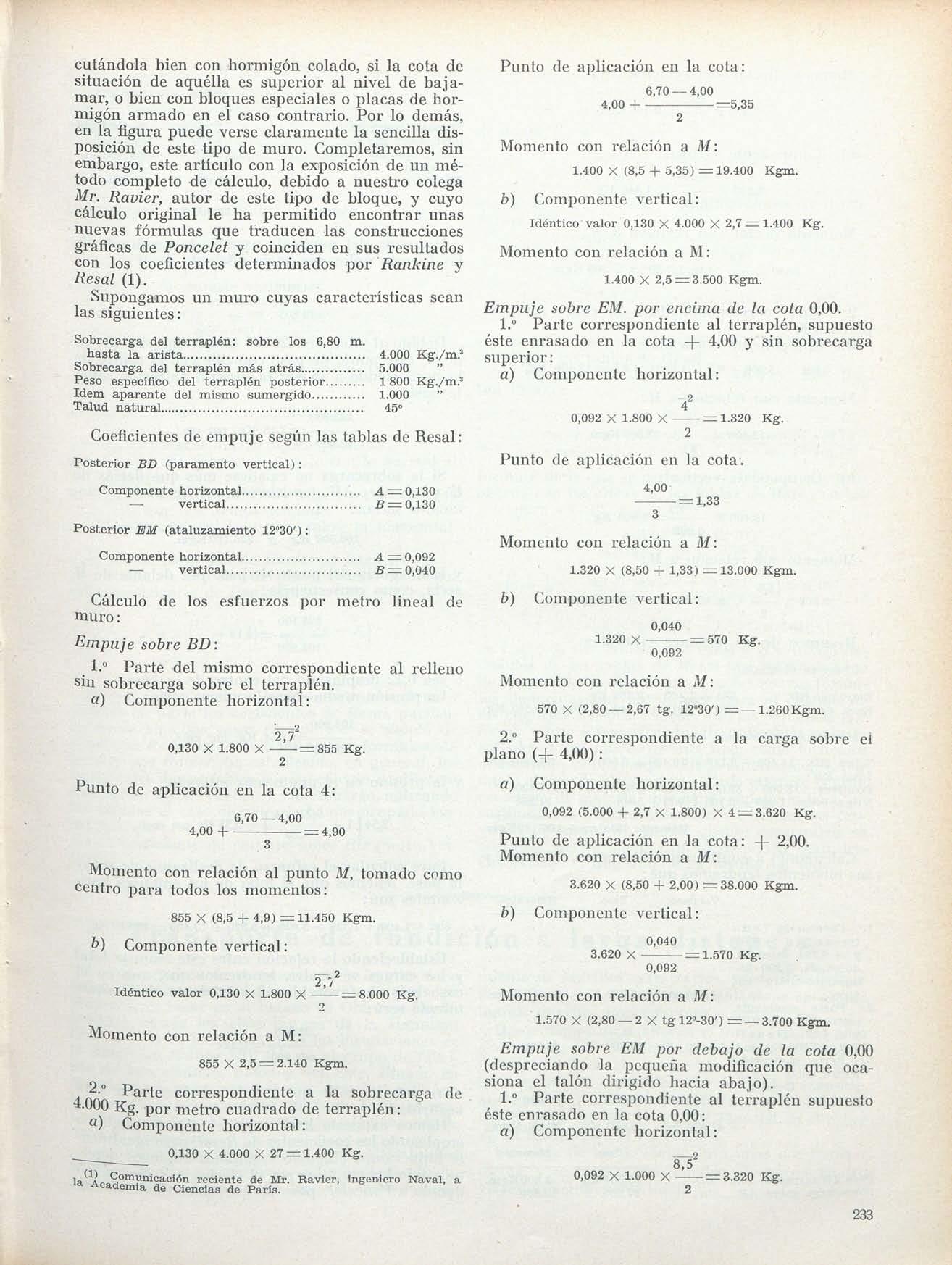
cutándola bien con liormigón colado, si la cota de situación de aquélla es superior al nivel de bajamar, o bien con bloques especiales o placas de hormigón armado en el caso contrario Por lo demás, en la figura puede verse claramente la sencilla disposición de este tipo de muro Completaremos, sin embargo, este articulo con la exposición de un método completo de cálculo, debido a nuestro colega Mr. Ravier, autor de este tipo de bloque, y cuyo cálculo original le ha permitido encontrar unas nuevas fórmulas que traducen las construcciones gráficas de Poncelet y coinciden en sus resultados con los coeficientes determinados por Rankine y Resal (1)
Supongamos un muro cuyas caracteristicas sean las siguientes:
Sobrecarga del terraplén: sobre los 6,80 m. hasta la arista
del terraplén más atrás
especifico del terraplén posterior 1800 Kg./m.''
Coeficientes de empuje según las tablas de Resal:
Posterior BD (paramento vertical): Componente horizontal
Posterior EM (ataluzamiento 12«30'):
Componente horizontal
Cálculo de los esfuerzos por metro lineal de muro:
Empuje sobre BD:
1-° Parte del mismo correspondiente al relleno sin sobrecarga sobre el terraplén
o) Componente horizontal:
0,130 X 1.800 X = 855 Kg. 2
Punto de aplicación en la cota 4: 6,70—4,00 4,00 H = 4,90 3
Momento con relación al punto M, tomado como centro para todos los momentos:
855 X (8,5 + 4,9) =11.450 Kgm
b) Componente vertical:
Idéntico valor 0,130 X 1.800 X = 8.000 Kg. 2
Momento con relación a M:
855 X 2,5= 2.140 Kgm.
2.° Parte correspondiente a la •sobrecarga de 4.000 Kg por metro cuadrado de terraplén:
o) Componente horizontal:
0,130 X 4.000 X 27= 1.400 Kg.
ComunicaciónrecientedeMrRavier,ingenieroNaval,a laAcademiadeCienciasdeParís
Punto de aplicación en la cota:
6,70— 4,00 4,00 + =5,35
Momento con relación a M:
1.400 X (8,5 + 5,35) =19.400 Kgm.
b) Componente vertical:
Idéntico valor 0,130 X 4.000 X 2,7= 1.400 Kg
Momento con relación a M:
1.400 X 2,5= 3.500 Kgm.
Empuje sobre EM. por encima de la cota 0,00
1.° Parte correspondiente al terraplén, supuesto éste enrasado en la cota + 4,00 y sin sobrecarga superior:
a) Componente horizontal:
0,092 X 1.800 -= 1.320 Kg.
Punto de aplicación en la cota. 4,00 -= 1,33
Momento con relación a M:
1.320 X (8,50 + 1,33) = 13.000 Kgm.
b) (Componente vertical: 0,040 1.320 X = 570 Kg. 0,092
Momento con relación a M:
570 X (2,80—2,67 tg. 12»30') = —1.260Kgm.
2." Parte correspondiente a la carga sobre el plano (+ 4,00):
a) Componente horizontal:
0,092 (5.000 + 2,7 X 1.800) X 4= 3.620 Kg.
Punto de aplicación en la cota: + 2,00
Momento con relación a M:
3.620 X (8,50 + 2,00) =38.000 Kgm.
b) Componente vertical: 0,040
3.620 X = 1.570 Kg. 0,092
Momento con relación a M: 1.570 X (2,80—2 X tgl2»-30') = —3.700 Kgm.
Empuje sobre EM por debajo de la cota 0,00 (despreciando la pequeña modificación que ocasiona el talón dirigido hacia abajo)
1.° Parte correspondiente al terraplén supuesto éste enrasado en la cota 0,00:
a) Componente horizontal: 8,5 0,092 X 1.000 X = 3.320 Kg
Sobrecarga
Peso
ídem
4.000 Kg./m."
5.000 "
aparente del mismo sumergido 1.000 " Talud natural 45°
A
B
— 0,130 vertical
— 0,130
A
B=
= 0,092 vertical
0,040
233 2
de Ingenieros civiles de Francia acerca de los trabajos del puerto de Casablanca, en la que asemejaba el equilibrio de un muro ordinario al de un hombre que se apoyase sobre un solo pie y cuyo peso total pasase entero por la pierna correspondiente, no soportando la otra, en cambio, nada. Se concibe fácilmente que aquél se fatigue más en dicha 1)0 s t u r a, X; SECCIÓNVERTICAL aun manteniendo su eq u i1ibrio, que si su peso se repartiese entre ambas piernas, lo que igualmente acontece en un muro de equilibrio estable, pero de resistencia mediocre
La dis p o s ic i ó n ensillada, como pudiéramos llamarla, de este tipo de bloques pro porciona una mejor repartición de los esfuerzos en su base, y se mejora, por consiguiente, el equilibrio del muro. Si a esto se agrega la gran e c o n o m ía de m a t e r ial que, supone el emp 1e o del tipo Ravier, con bloq u e s vaciados en sección de doble T, tal como se indican en la figura adjunta, que representa una sección de muro de m u e11e construido con dichos bloques, fací Imente se comprenderá la amplitud de sus aplicaciones act u a 1e s en los grandes trabajos de puertos Antes de entrar en la exposición de este tipo, conviene des interesantes en el cución, y son: evitar bre la escollera de sonado de esta macizos de gran
SECCIÓNHORIZONTAL
del cálculo de un muro señalar dos particularidaprocedimiento de su ejeIos asientos ulteriores sofundación efectuando un apizona, bien empleando bloques tamaño, que se dejan caer violentamente, o bien por la acción de una placa de acero moldeado, prolongada hasta la superficie por
un vastago que hace las veces de un pilote, y cuyo rechazo sobre la placa puede ser calculado por la aplicación de la clásica fórmula holandesa para determinar la carga soportada por un pilote La segunda particularidad constructiva reside en que los bloques se disponen, como principio, en pilas sucesivas, y no según la disposición más corriente en los muro s de ALZADO bloques ordinarios, en que aquéllos se distribuye n en to n g a d as de bloques cruzados.
Para facilitar la colocación in situ exacta de los bloques en pilas sucesivas se utiliza un chassis de viguetas que, apoyándose en la última o en las dos últimas pilas ejecutadas, guía automáticamente la co-i locación de las siguientes
ProyectodemurodemuelleRavierconstruidoconbloques.Secciónvertical.Alzadoyseccioneshorizontales.
Cubodehormigónpormetrodemuelle
Bloquesespeciales 38,000m.^
Murodecoronación 4,050"
Suma 42,050"
En los ángulos y vueltas del muelle se recomienda, sin em- , bargo, por su ' mayo r senci11e z , reemplazar la construcción de bloques huecos por la ordinaria con bloques m a c izos, lo que no presenta d i ficuitad alguna, porque e1 utiUaje es siempre el mismo en los dos casos, y aun esto permite en ciertas y determinadas zonas combinar con éxito ambos métodos.
El se g u n d o sistema de construcción de m u e 11e s con hormigón colado presenta las mismas características que el anterior y está muy en boga en los puertos de los grandes lagos americanos Su ejecución se realiza utilizando moldes exteriores, análogos a los empleados en los muros de hormigón colado macizos, pero provistos de núcleos destínalos huecos vaciados en la masa de tapa superior de estos huecos
Pesodelbloquemayor,26toneladas.
dos a mantener los mismos. La construye una vez que se retiran los núcleos, ejese
232
cutándola bien con hormigón colado, si la cota de situación de aquélla es superior al nivel de bajamar, o bien con bloques especiales o placas de hormigón armado en el caso contrario Por lo demás, en la figura puede verse claramente la sencilla disposición de este tipo de muro Completaremos, sin embargo, este artículo con la exposición de un método completo de cálculo, debido a nuestro colega Mr. Ravier, autor de este tipo de bloque, y cuyo cálculo original le ha permitido encontrar unas nuevas fórmulas que traducen las construcciones gráficas de Poncelet y coinciden en sus resultados con los coeficientes determinados jyor Rankine y Resal (1).
Supongamos un muro cuyas características sean las siguientes:
los
Punto de aplicación en la cota: 6,70—4,00 4,00 -1- 5,35
Momento con relación a M:
1.400 X (8,5 + 5,35) =19.400 Kgm.
b) Componente vertical:
Idéntico valor 0,130 X 4.000 X 2,7= 1.400 Kg
Momento con relación a M:
1.400 X 2,5 = 3.500 Kgm.
Empuje sobre EM. por encima ele la cota 0,00
1.° Parte correspondiente al terraplén, supuesto éste enrasado en la cota + 4,00 y sin sobrecarga superior:
a) Componente horizontal:
Coeficientes
Posterior BD (paramento vertical):
Componente
Posterior EM (ataluzamiento 12''30'):
Cálculo de los esfuerzos por metro lineal de muro:
Empuje sobre BD:
1.° Parte del mismo correspondiente al relleno sin sobrecarga sobre el terraplén
a) Componente horizontal:
'2-7' 0,130 X 1.800 X =855 Kg. 2
Punto de aplicación en la cota 4: 6,70—4,00 4,00 H = 4,90 3
Momento con relación al punto M, tomado como centro para todos los momentos: 855 X (8,5 + 4,9) = 11.450 Kgm ,i
b) Componente vertical: \
Idéntico valor 0,130 X 1.800 X = 8.000 Kg. 2
Momento con relación a M:
855 X 2,5= 2.140 Kgm
2.° Parte correspondiente a la sobrecarga de 4.000 Kg por metro cuadrado de terraplén:
o) Componente horizontal: 0,130 X 4.000 X 27= 1.400 Kg.
U^H 'ComunicaciónrecientedeMrRavier,IngenieroNaval,a 'aAcademia de Ciencias de París.. _ ^ .........
0,092 X 1.800 X = 1.320 Kg. 2
Punto de aplicación en la cota
4,00 = 1,33
Momento con relación a M:
1.320 X (8,50 + 1,33) = 13.000 Kgm
b) Componente vertical: 0,040 1.320 X = 570 Kg. 0,092
Momento con relación a M:
570 X (2,80—2,67 tg 12»30') = —1.260Kgm
2." Parte correspondiente a la carga sobre el plano (+ 4,00):
a) Componente horizontal: 0,092 (5.000 -I- 2,7 X 1.800) X 4= 3.620 Kg.
Punto de aplicación en la cota: + 2,00
Momento con relación a M:
3.620 X (8,50 + 2,00) =38.000 Kgm.
b) Componente vertical: 0,040
3.620 X = 1.570 Kg. 0,092
Momento con relación a M: 1.570 X (2,80—2 X tgl2»-30') = —3.700 Kgm.
Empuje sobre EM por debajo de la cota 0,00 (despreciando la pequeña modificación que ocasiona el talón dirigido hacia abajo)
1.° Parte correspondiente al terraplén supuesto éste enrasado en la cota 0,00:
a) Componente horizontal: 8,5^ 0,092 X 1.000 X = 3.320 Kg
Sobrecarga del terraplén: sobre
6,80
hasta la arista 4.000 Kg./m? Sobrecarga del terraplén más atrás 5.000 Peso específico del terraplén posterior 1800 Kg./m.' ídem aparente del mismo sumergido 1.000 Talud natural 45°
m
tablas
de empuje según las
de Resal:
horizontal A = 0,130 vertical J5= 0,130
A= 0,092 vertical B= 0,040
Componente horizontal
233
2
Momento flector con relación a M:
8,5 3.320X :9.400Kgm.
b) Componente vertical: 0,040 3.320X -= 1.440 Kg. 0,092
Momento flector con relación a M:
8,3
1.440 X X tg.12»-30'= —900 Kgm.
2° Parte correspondiente a la carga sobre el plano 0,00:
a) Componente horizontal: 0,092 X (5.000 + 6,7X1.800) X8,5= 13.400 Kg.
Momento con relación a M: 8,5 13.400X -= 57.000Kgm.
b) Componente vertical: 0,040 13.400X 0,092
-= 5.800 Kg.
Momento con relación a M:
8,5
5.800X X tg 12"30'= —5.400 Kgm Resumen de las acciones expuestas:
Calculando a continuación los pesos del muro y sus momentos tendremos que:
RESUMENGENERAL
Totales
Distancia del punto de paso de la resultante de las fuerzas aplicadas hacia adelante de M:
254.910 = 1,90 m. 133.805
Debido al talón de 0,20 delbloque inferior detrás de M, este punto de paso coincide con el centro de la base, siendo a su vez la presión uniforme sobre la l)ase:
133.800
42.000 -= 3,18 Kg. por cm.=
Si la sobrecarga no existiese más que detrás de E' y no sobre AE', tendríamos que los pesos y momentos serían:
106.800 Kg. y 226.100Kgm.
y la distancia del punto de paso por delante de M sería, como consecuencia:
226.100
106.800 = 2,12 m.
O sea 0,22 desplazado del centro de la base
La presión media sobre la misma sería:
106.800 :2,54 Kg. por cm.^
42.000
la presión en el punto más fatigado:
2,54i , I 0.22X6 420—' ~
Para calcular el esfuerzo de deslizamiento sobre la base, tenemos que el total de los empujes horizontales son:
855 + 1.400 + 1.320+ 3.620 + 3.320 + 13.400= 23.915Kg.
Estableciendo la relación entre este empuje total y las cargas verticales, tendremos que, aun en el caso más desfavorable, el coeficiente de deslizamiento será:
23.915
106.800 = 0,224i
cifra inferior a la que puede admitirse con toda seguridad
Hemos expuesto hasta aquí el cálculo analítico empleando los coeficientes de Resal, pero igualmente hubiéramos obtenido resultados análogos determinando los empujes por el clásico método gráfico debido a Poncelet; pero no queremos finalizar este
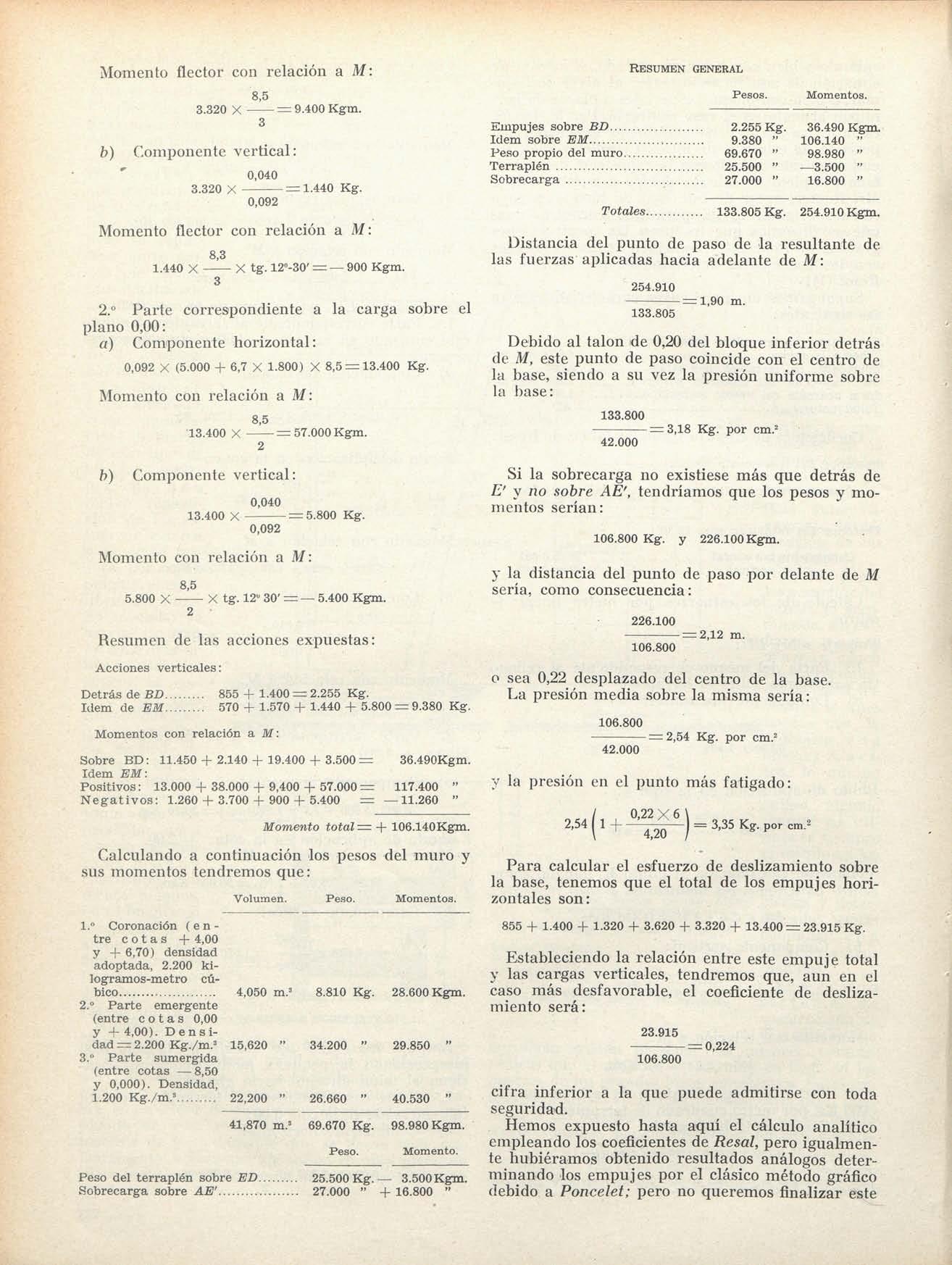
Acciones verticales: Detrás de BD 855+ 1.400= 2.255 Kg ídem de EM 570+ 1.570+ 1.440+ 5.800= 9.380 Kg. Momentos conrelación a M: Sobre BD: 11.450 + 2.140 + 19.400 + 3.500= 36.490Kgm ídem EM: Positivos: 13.000 + 38.000 + 9,400 + 57.000= 117.400 " Negativos: 1.260+ 3.700 + 900+ 5.400 = —11.260 " Momento total = +106.140Kgm
Volumen. Peso. Momentos. 1." Coronación (entre cotas + 4,00 y
6,70) densidad adoptada, 2.200 kilogramos-metro cúbico 4,050 m.= 8.810Kg. 28.600Kgm. 2." Parte emergente (entre cotas 0,00 y + 4,00). Densidad= 2.200 Kg./m.= 15,620 " 34.200 " 29.850 " 3." Parte sumergida (entre cotas —8,50 y 0,000) Densidad, 1.200 Kg./m.' 22,200 " 26.660 " 40.530 " 41,870 m.= 69.670 Kg 98.980Kgm Peso Momento Peso delterraplén sobre ED 25.500Kg. 3.500Kgm. Sobrecarga sobre AE' 27.000 " + 16.800 "
+
Momentos. Empujes sobre BD 2.255Kg. 36.490Kgm. ídem sobre EM 9.380 " 106.140 " Peso propio delmuro 69.670 " 98.980 " Terraplén 25.500 " —3.500 " Sobrecarga 27.000 " 16.800
"
133.805Kg.
254.910Kgm.
Pesos
artículo sin consignar las nuevas fórmulas del mismo Ravier, que traducen las construcciones de Poncelet y permiten encontrar los mismos valores deducidos de las fórmulas de Resal y Rankine, con lo que quedan éstas comprobadas Son aquéllas; Coeficiente de empuje horizontal:
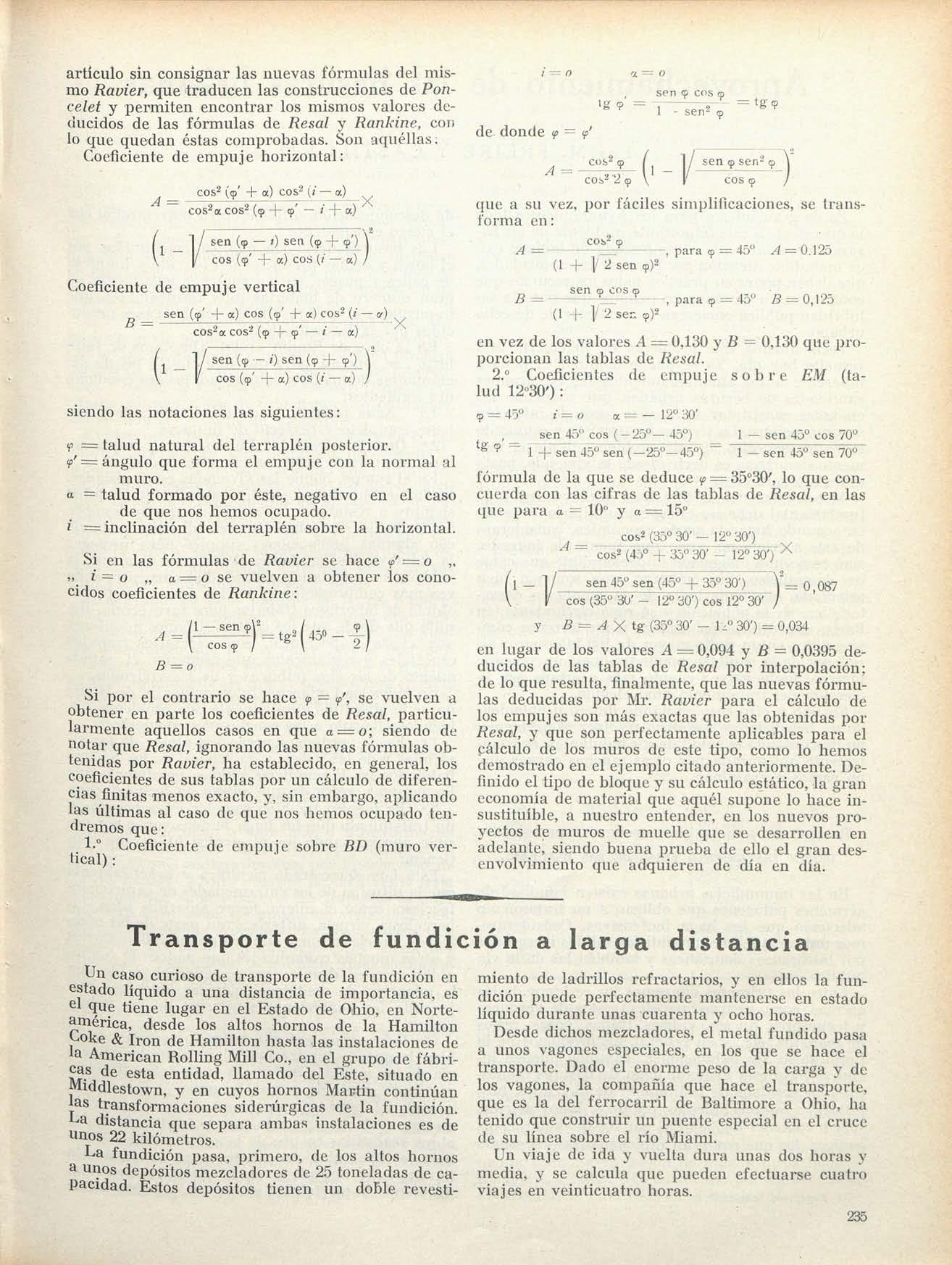
A = cos^(y' + g) cos^ (i 2 (•,• — , cos^acos^ {(f -\- (f' — i -\- a)
1/ sen (y — t) sen (q> + 9') \
I cos (9' + a) eos (/ —a) / Coeficiente de empuje vertical
2
^ _ sen (y' + <x) eos (9' + a)cos^ {i — y) cos^acos^(9+ 9'~ «• —a)
sen (9 — i) sen (y + y^)_ cos (9' + a)cos {i —a)
siendo las notaciones las siguientes:
f = talud natural del terraplén posterior.
/ = ángulo que forma el empuje con la normal al muro
a = talud formado por éste, negativo en el caso de que nos hemos ocupado i = inclinación del terraplén sobre la horizontal
Si en las fórmulas de Ravier se hace / = o „ ^, i = o „ a = o se vuelven a obtener los conocidos coeficientes de Rankine:
A =
B = o
1 — sen(¡^ cos 9
2 to-34,3 2
Si por el contrario se hace (f = <p', se vuelven a obtener en parte los coeficientes de Resal, particularmente aquellos casos en que a = o; siendo de notar que Resal, ignorando las nuevas fórmulas obtenidas por Ravier, ha establecido, en general, los coeficientes de sus tablas por un cálculo de diferencias finitas menos exacto, y, sin embargo, aplicando las últimas al caso de que nos hemos ocupado tendremos que:
1." Coeficiente de empuje sobre BD (muro vertical) :
sen y cosy
1 - sen^ 9 de donde <p =
A = co&'=9 1sen 9 sen'' 9 cos 9 coi,'^ '2 9 que a su vez, por fáciles simplificaciones, se transforma en:
A= , parara = 45" ^ = 0.125
B =
(1+1/2 sen y)2 sen 9 cos 9 (l + V 2 sen para y = 45° 5 = 0,125
en vez de los valores A = 0,130 y B = 0,130 que proporcionan las tablas de Resal.
2.° Coeficientes de empuje sobre EM (talud 12''30'):
9 = 45° i=o a=- 12° 30'
sen 45" cos (-25°—45°) 1 -sen 45° cos 70° tg9= 1 +sen 45" sen (-25"-45°)
1 - sen 45" sen 70° fórmula de la que se deduce f = 35°30', lo que concuerda con las cifras de las tablas de Resal, en las que para a = 10" y a = 15°
cos2 (3.5° 30' - 12° 30')
cos2 (45° + 35° 30' - 12° 30')
1 -
sen 45" sen (45° + 35° 30') = 0,087 cos (35° 30' - 12° 30') eos 12°30'"
y B = AXig (35°30' - lx°30')= 0,034
en lugar de los valores A = 0,094 y B = 0,0395 deducidos de las tablas de Resal por interpolación: de lo que resulta, finalmente, que las nuevas fórmulas deducidas por Mr Ravier para el cálculo de los empujes son más exactas que las obtenidas por Resal, y que son perfectamente aplicables para el cálculo de los muros de este tii^o, como lo hemos demostrado en el ejemplo citado anteriormente Definido el tipo de bloque y su cálculo estático, la gran economía de material que aquél supone lo hace insustituible, a nuestro entender, en los nuevos proyectos de muros de muelle que se desarrollen en adelante, siendo buena prueba de ello el gran desenvolvimiento que adquieren de día en día
Transporte de fundición a larga distancia
Un caso curioso de transporte de la fundición en estado líquido a una distancia de importancia, es el que tiene lugar en el Estado de Ohio, en Norteamérica, desde los altos hornos de la Hamilton Goke & Iron de Hamilton hasta las instalaciones de la American Rolling Mili Co., en el grupo de fábricas de esta entidad, llamado del Este, situado en Middlestown, y en cuyos hornos Martin continúan las transformaciones siderúrgicas de la fundición La distancia que separa ambas instalaciones es de unos 22 kilómetros
La fundición pasa, primero, de los altos hornos a unos depósitos mezcladores de 25 toneladas de capacidad Estos depósitos tienen un doble revesti-
miento de ladrillos refractarios, y en ellos la fundición puede perfectamente mantenerse en estado líquido durante unas cuarenta y ocho horas
Desde dichos mezcladores, el metal fundido pasa a unos vagones especiales, en los que se hace el transporte Dado el enorme peso de la carga y de los vagones, la compañía que hace el transporte, que es la del ferrocarril de Baltimore a Ohio, ha tenido que construir un puente especial en el cruce de su línea sobre el río Miami
Un viaje de ida y vuelta dura unas dos horas y media, y se calcula que pueden efectuarse cuatro viajes en veinticuatro horas
235
Aprovechamiento de las basuras urbanas
Por M'. FREIR É Y CASTILL A (D
Es de gran interés para los Ayuntamientos todo lo que afecta a este importante problema de las basuras Esencialmente como medida de higiene exige ineludible atención por parte de las autoridades, que deben poner en práctica todos los recursos que contribuyan a eliminar los peligros que para la salubridad pública encierran las materias de desecho urbano
Técnicamente este problema de Ingenieria está resuelto hoy dia Ya se puede dominar el peligro inherente a los amontonamientos de las grandes cantidades de basuras urbanas, que rodeando las ciudades constituían hace años focos de infección de gran peligro La técnica ha previsto y estudiado todos los aspectos de este problema desde el momento de origen, es decir, desde la vivienda, hasta el tratamiento final.
Al ocuparse del destino final de las basuras, lo fundamental debe ser el aspecto sanitario, dejando en segundo lugar la parte económica, considerando este servicio no como una fuente de ingresos, sino como una obligación imprescindible que exige un desembolso Sin embargo, una solución bien orientada, estudiada teniendo en cuenta las características de la población y su zona circundante (en París, esta utilización alcanza a los terrenos comprendidos en un radio mayor de 100 kilómetros alrededor de la capital), puede producir un saneado ingreso, tanto mayor cuanto más acertada sea la elección del tratamiento final elegido.
En uno u otro caso, costando dinero u obteniendo un beneficio, es necesario resolver el problema, no descuidando la salud de los habitantes, constantemente amenazada por otras muchas causas qué no vamos a examinar
RAZONES DE HIGIENE QUE IMPONEN LA NECESIDAD DE UN TRATAMIENTO FINAL DE LAS BASURAS.
En las inmundicias urbanas existen infinidad de gérmenes patógenos que obligan a un tratamiento adecuado que las haga inofensivas Consideraremos únicamente las inmundicias sólidas integradas por las basuras domésticas y también las de la vía pública.
Entre las primeras citaremos los residuos de las cocinas, como cenizas, papeles, restos de verduras y legumbres, huesos, vidrios, trapos, pajas, restos de maderas, etc., y en general, los productos de la limpieza de las habitaciones También pueden incluirse bajo esta denominación de basuras domésticas los residuos de la limpieza de mercados, hospitales y establecimientos públicos Estos detritus suelen contener del 25 al 30 por 100 de materias orgánicas, las que con gran rapidez entran en estado
de descomposición, originando su putrefacción con el riesgo consiguiente
Las basuras de la vía pública, constituidas por el polvo y demás productos del barrido y limpieza de calles y paseos, suelen contener igualmente un gran número de materias muy fermentables, que impurifican el aire respírable con los gases producidos por la fermentación
En la obra de Emilio Trélat "Questions de salubrité", se señalan, para que una ciudad pueda denominarse de máxima salubridad, las dos condiciones siguientes:
1^ Agua potable en cantidad suficiente y sistema completo y perfecto de limpieza
2.^ Que la aireación, iluminación y rayos solares alcancen a todos los pisos habitados.
En el campo, donde las viviendas están aisladas, las influencias de los agentes naturales que tienden siempre a restablecer el equilibrio que el hombre ha destruido, son suficientes de ordinario, bastando con algunas precauciones simples para proteger la salud de los habitantes Pero a medida que la población aumenta la salubridad se encuentra cada vez más comprometida y en las grandes urbes es objeto de laboriosos trabajos para favorecerla Resulta que desde que los centros urbanos adquieren una cierta importancia, son necesarios trabajos especiales y reglamentos que aseguren el saneamiento de las vías públicas y de las viviendas.
En todos los Congresos Internacionales de Higiene, se ha discutido ampliamente este problema, habiéndose llegado a las conclusiones siguientes:
1." Es de verdadera necesidad alejar de las viviendas y de las urbes, y en general de los lugares habitados las inmundicias sólidas, igualmente que las líquidas, antes de que entren en fermentación
2.'^ Es preciso también someter estas basuras a un tratamiento que las haga inofensivas, a ser posible ai^rovechando los elementos útiles que contienen
Está hoy demostrado científica y prácticamente que la difusión de las enfermedades de carácter infeccioso, como el cólera, fiebre amarilla, tifus, tuberculosis, viruela, difteria, gran parte de las afecciones torácicas, buen número de las inflamatorias y otras muchas calamidades que padece la humanidad pueden disminuirse considerablemente con la adopción de medidas higiénicas obtenidas mejorando las condiciones sanitarias de las poblaciones
De todas estas enfermedades infecciosas evitables, la que demuestra más claramente la influencia de las medidas higiénicas es la fiebre tifoidea, pudiendo servir de norma la mayor o menor frecuencia e intensidad con que esta fiebre se presenta en una población, para juzgar de la eficacia de las obras realizadas en pro de la salud pública. También la tuberculosis encuentra para su desarrollo terreno muy apropiado en la vivienda insalubre, denotando la mortalidad exagerada por esta enfer-
(1) Ingeniero Industrial 236
medad la falta de condiciones higiénicas en la población en que ello suceda Sobre todo en los arrabales y barrios pobres, donde las gentes ocupan habitaciones poco higiénicas, los servicios de limpieza y recogida de basuras suelen abandonarse de una manera lamentable, olvidando que son precisamente los lugares en que los preceptos sanitarios deben cumplirse más estrictamente
Sobre el suelo se depositan basuras domésticas, desperdicios de tiendas y mercados, polvo procedente de la limpieza de portales y escaleras y otras inmundicias fácilmente fermentables y cargadas de microbios patógenos Por otra parte el polvo de las calles contiene igualmente fuerte proporción de detritus vegetales y residuos orgánicos
Entre los gérmenes patógenos o sospechosos que infectan la vía pública los hay de orígenes diversos Las orinas de animales y personas ofrecen un gran peligro de contagio (bacilo de Koch en los tuberculosos y bacilo de Eberth en los tíficos) Otros de los citados gérmenes son de origen bucal o pulmonar, siendo también altamente peligrosos.
Existen otros gérmenes contaminadores en la vía pública, algunos de origen cutáneo, procedente de personas atacadas de enfermedades que durante éstas, o en período de convalecencia, difunden partículas de la piel, conteniendo los elementos propagadores de dichas dolencias, entre las que se cuentan la escarlatina, viruela, etc., partículas que llegan a la calle al sacudir ropas o vestidos, o bien directamente cuando dichos enfermos salen de sus habitaciones antes de la curación total
El conjunto de estas basuras de la vía pública, al igual que las domésticas, representan otro peligro que pudiéramos denominar indirecto Las moscas desarrollan sus larvas entre dichas inmundicias, .siendo excelentes propagadoras de la diarrea infantil Igualmente las ratas einsectos que en ellas viven son buenos vehículos infecciosos
ELEMENTOS APROVECHABLES CONTENIDOS EN LAS BASURAS URBANAS.
Las inmudicias sólidas contienen gran número de elementos aprovechables, bien mediante una elemental selección, o sometidas a transfoiTnaciones más profundas Aparte del aprovechamiento inmediato que pudiera hacerse por la selección de trapos, metales y otros cuerpos de fácil venta (esta selección, que suelen hacerla los traperos, es antihigiénica bajo todos los puntos de vista, debiendo ser rigurosamente prohibida por los peligros que encierra), las basuras contienen otros elementos utilizables como abono, y también como combustible en hogares apropiados
La producción y composición de las basuras son muy variables de unas a otras poblaciones y aun cn la misma localidad experimentan variaciones sensibles en las distintas estaciones
Por ello es imprescindible, antes de elegir el tratamiento final a que han de ser sometidas, partir de' datos precisos, no sólo sobre la cantidad en peso y volumen producida por habitante y aumento racional previsto, sino también sobre la composición física y química, potencia calorífica y otras características importantes Si se intenta resolver este problema partiendo de datos obtenidos en otras poblaciones, por muy semejantes que sean^
las condiciones de vida, es casi seguro que el resultado económico sea desastroso.
La cantidad y composición de las basuras varía según las costumbres y métodos de vida, influyendo también el género de alimentación de los habitantes, combustibles utilizados, etc
Como valor medio de producción de basura podemos asignar a Europa el de 650 gramos por persona y día En América, la producción diaria es bastante mayor (más de un kilogramo por persona y día) Los números medios para varias poblaciones oscilan alrededor de:
París 0,770 Kg
Lille 0,630 "
Nancy 0,800 "
Zurich 0,630 "
Londres 0,830 "
Berlín 0,470 "
Hamburgo 0,500 "
New-York 1,230 "
Se ha comprobado que el volumen recogido experimenta poca variación en las distintas estaciones del año, no sucediendo lo mismo con el peso por metro cúbico, que no sólo es variable de unas a otras poblaciones, sino también en cada una de ellas. De 0,560 Kg. de media anual diaria para París, se eleva el peso en invierno a más de 0,650 Kg., bajando en verano a menos de 0,500 Kg
Los números indicados dan idea de la cantidad enorme de basuras que se produce en las poblaciones y que es necesario alejar de las mismas y someter a un tratamiento adecuado Esta necesidad de tratamiento se siente más imperiosa al comprobar que la cantidad de basuras producidas anualmente va en aumento gradual En el cuadro I se indican los datos referentes a París durante un plazo algo mayor de un cuarto de siglo
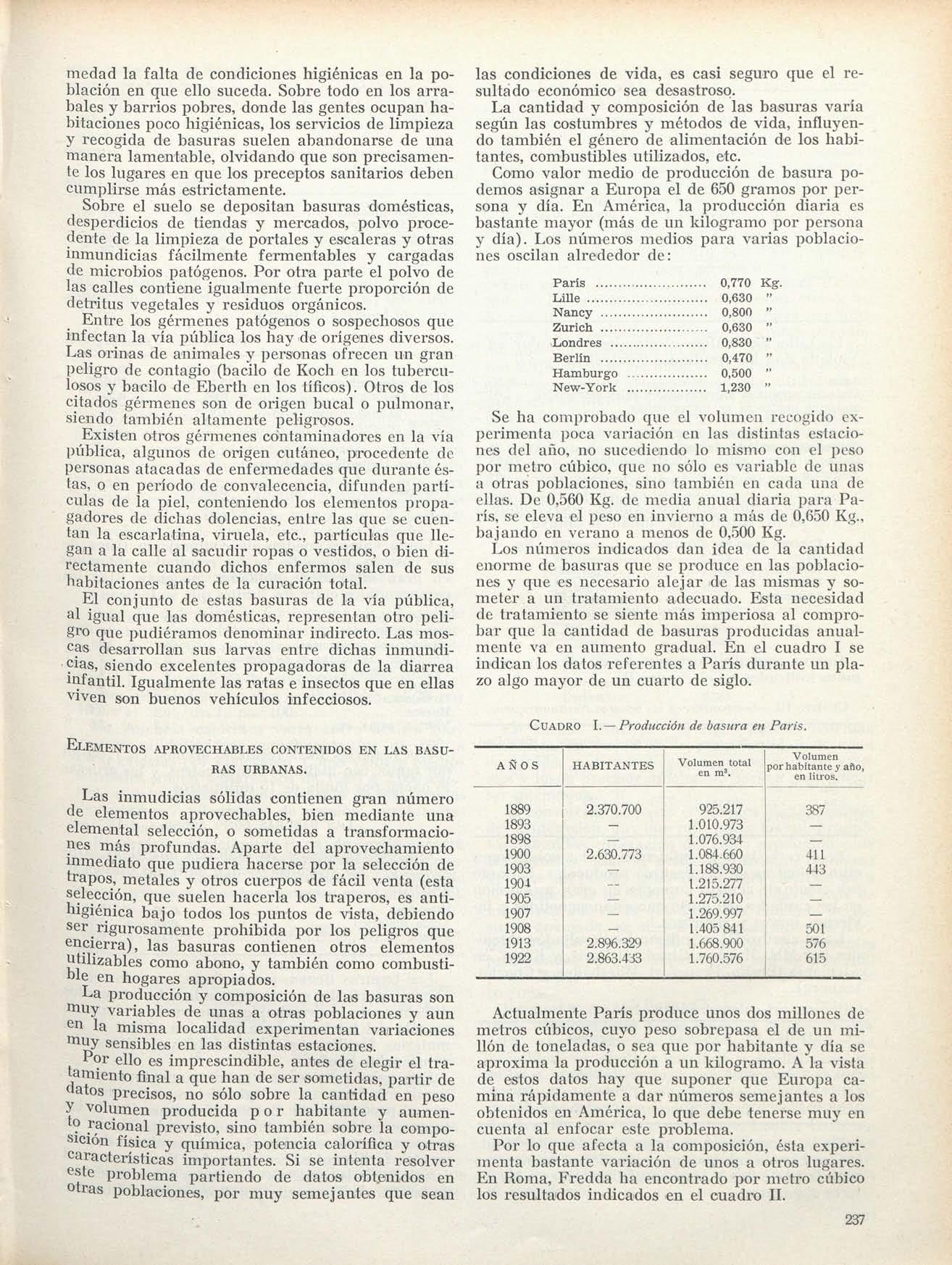
CUADRO l. — Producción de basura en Paris.
AÑO S HABITANTES Volumen total en m'. Volumen por habitante y año en litros
Actualmente París produce unos dos millones de metros cúbicos, cuyo peso sobrepasa el de un millón de toneladas, o sea que por habitante y dia se aproxima la producción a un kilogramo A la vista de estos datos hay que suponer que Europa camina rápidamente a dar números semejantes a los obtenidos en América, lo que debe tenerse muy en cuenta al enfocar este problema
Por lo que afecta a la composición, ésta experimenta bastante variación de unos a otros lugares En Roma, Fredda ha encontrado por metro cúbico los resultados indicados en el cuadro II
1889 2.370.700 925.217 387 1893 — 1.010.973 — 1898 — 1.076.934 — 1900 2.630.773 1.084.660 411 1903 — 1.188.930 443 1901 — 1.215.277 — 1905 — 1.275.210 — 1907 — 1.269.997
1908
1.405 841 501 1913 2.896.329 1.668.900 576 1922 2.863.433 1.760.576 615
—
—
237
En Lille, los análisis efectuados por Ladiireau y Violette dan los resultados siguientes:
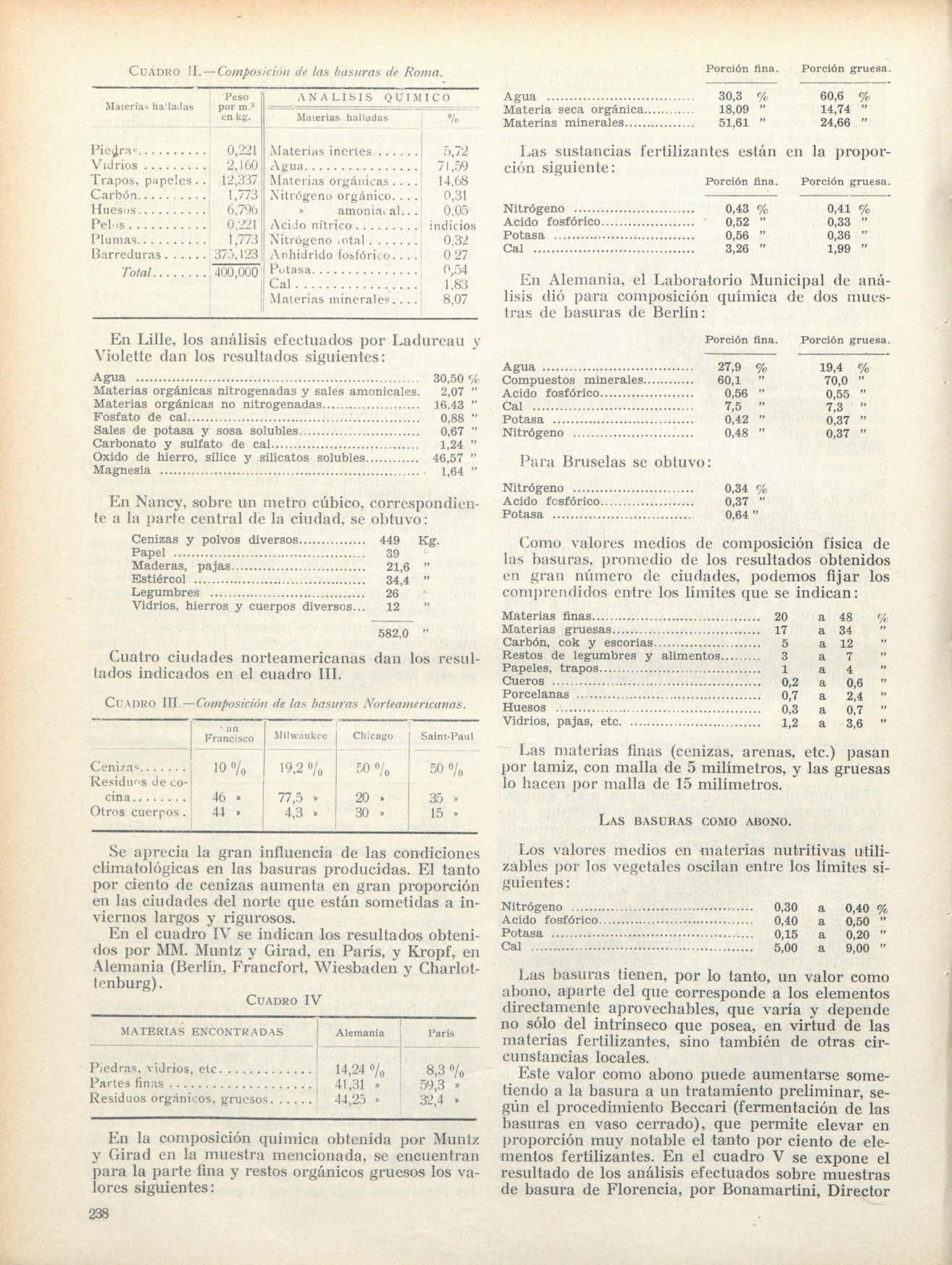
Las sustancias fertilizantes están en la proporción siguiente:
Porción gruesa.
En Alemania, el Laboratorio Municipal de análisis díó para composición química de dos muestras de basuras de Berlín:
En Nancy, sobre un metro cúbico, correspondiente a la parte central de la ciudad, se obtuvo:
Para Bruselas se obtuvo:
Como valores medios de composición física de las basuras, promedio de los resultados obtenidos en gran número de ciudades, podemos fijar los comprendidos entre los límites que se indican:
Cuatro ciudades norteamericanas dan los resultados indicados en el cuadro III
CUADRO IIL — Composición de las basuras Norteamericanas.
Las materias finas (cenizas, arenas, etc.) pasan por tamiz, con malla de 5 milímetros, y las gruesas lo hacen por malla de 15 milímetros
LAS BASURAS COMO ABONO
Se aprecia la gran influencia de las condiciones climatológicas en las basuras producidas. El tanto por ciento de cenizas aumenta en gran proporción en las ciudades del norte que están sometidas a inviernos largos y rigurosos
En el cuadro IV se indican los resultados obtenidos por MM Muntz y Girad, en Paris, y Kropf, en Alemania (Berlín, Francfort, Wiesbaden y Charlottenburg)
CUADRO I V MATERIAS
En la composición química obtenida por Muntz y Girad en la muestra mencionada, se encuentran para la parte fina y restos orgánicos gruesos los valores siguientes:
Los valores medios en materias nutritivas utilizables jior los vegetales oscilan entre los límites siguientes:
• 0,30 a 0,40 %
0,40 a 0,50 "
0,15 a 0,20 " Cal 5,00 a 9,00 "
Las basuras tienen, por lo tanto, un valor como abono, aparte del que corresponde a los elementos directamente aprovechables, que varía y depende no sólo del intrínseco que posea, en virtud de las materias fertilizantes, sino también de otras circunstancias locales
Este valor como abono puede aumentarse sometiendo a la basura a un tratamiento preliminar, según el procedimiento Beccari (fermentación de las basuras en vaso cerrado), que permite elevar en proporción muy notable el tanto por ciento de elementos fertilizantes En el cuadro V se expone el resultado de los análisis efectuados sobre muestras de basura de Florencia, por Bonamartini, Director
Maierias halladas I^eso por m.' cn kg. Pie¿ra= 0,22l! Vidrios i 2,16a: Trapos, papeles Carbón Huesi>.s Pel-s I^lunias Barreduras Total.. 12,337 1,773 6,7% o.m 1,773 375,123 400,000 ANÁLISI S QUI.MICO Materias lialladas .Materias inertes Agua Materias orgánicas Nitrógeno orgánico amonia^ al.. . Acido nítrico i Nitrógeno .otal Anhídridofosfórico.... Putasa Cal ¡ Materias minerales. . .i = ;),72 71,59 14,68 0,31 0,05 ndicios 0,32 0 27 0,54 1,83 8,07
Agua 30,50 % Materias orgánicas nitrogenadas y sales amonicales. 2,07 " Materias orgánicas no nitrogenadas 16.43 " Fosfato de cal 0,88 " Sales de potasa y sosa solubles 0,67 " Carbonato y sulfato de cal 1,24 " Oxido de hierro, silice y silicatos solubles 46,57 " Magnesia • 1,64 "
CUADRO —Composición de las basuras de Roma. Porción fina. Porción gruesa
Cenizas y polvos diversos 449 Kg Papel 39 Maderas, pajas 21,6 " Estiércol 34,4 " Legumbres 26 Vidrios, hierros y cuerpos diversos... 12 " 582,0
Francisco Alilwniilíce Chicago Saint-Paul Ceniza'< 10°/o 19,2 0/, 50 "/o Residni-'S de cocina 46 77,5 » 20 35 Otros cuerpos 44 » 4,3 » 30 = 15 »
ENCONTRADAS Alemania París Piedras, vidrios, etc 14,24 0/, 41 '-^1 » 8,3 »/o ^0 ^ » Parles finas Residuos orgánicos, gnicso.s T 1 V " 44,25 » 32,4 »
Agua Materia seca
Materias minerales 30,3 % 18,09 " 51,61 " 60,6 % 14,74 " 24,66 "
Porción fina.
Nitrógeno Acido
Potasa Cal 0,43 % 0,52 " 0,56 " 3,26 " 0,41 % 0,33 " 0,36 " 1,99 "
orgánica..
fosfórico.
Porción fina.
Agua Compuestos minerales. Acido fosfórico Cal Potasa Nitrógeno 27,9 60,1 0,56 7,5 0,42 0,48 19,4 70,0 0,55 7,3 0,37 0,37
Porción gruesa
Nitrógeno Acido fosfórico. Potasa 0,34 0,37 0,64 %
Materias finas 20
48 Materias gruesas 17 a 34 Carbón, cok y escorias 5 a 12 Restos de legumbres y alimentos 3 a 7 Papeles, trapos 1 a 4 Cueros 0,2 a 0,6 Porcelanas 0,7 a 2,4 Huesos 0,3 a 0,7 Vidrios, pajas, etc 1,2 a 3,6
a
fosfórico
Potasa
Nitrógeno
Acido
238
del Laboratorio Municipal de Florencia, y por el Laboratorio Central del Ministerio de Agricultura de Francia, y su comparación con los resultados obtenidos por Muntz y Girad sobre la de Paris fermentada al aire libre
CUADRO Y .—Resultados del método Beccari.
ELEMENTOS DETERMINADOS
Fermentación al aire libre Basura de Paris
Fermentación en vaso cerrado (Beccari)
Basura de Florencia Resultado en Florencia Resultado en Francia
Nitrógeno total.. . 0,43 o/o 0,97 o/„ 0,83 % Acido fosfórico to-
mación, cuando de resolver este problema se trate, siendo imprescindible efectuar los ensayos correspondientes para cada caso particular, si se quiere estar a cubierto de errores graves para la buena marcha económica de la incineración
M Frémont ha dado detalles muy interesantes referentes a la incineración, haciendo ostensible la importancia de la desecación previa de la basura Según él, con tantos por ciento de agua de 28 a 30 y 48a 50,la vaporización obtenida es de 900 a 1.200 kilogramos por tonelada, en el primer caso, y de unos 7,50, en el segundo Para proporciones mayores de agua la vaporización es casi nula
Potasa (Ka 0). . . . 0,52 » 0,68 .. 0,72 .
tal (P., O5 ) 0,59 » 0,61 ^ 0.63 •
I>e esta forma se consigue una riqueza mucho mayor en elementos fertilizantes.
Las materias inertes, tales como metales, trapos, papeles, etc., cuyo aprovechamiento y selección lo efectúan corrientemente los traperos, representan igualmente un valor de importancia Los datos obtenidos hace algunos años en Burdeos, con una acertada organización de esta naturaleza, han dado un beneficio líquido dc más dc un 30 j)or 100 del valor total de los elementos seleccionados
LAS BASURAS COMO COMBUSTIBLE
Además del valor de las basuras, en el aspecto que estamos considerando, tienen otro muy importante, que permite su utilización como combustible en hornos apropiados Como promedio podemos suponer que a materia incombustible representa el 61 por 100; las sustancias combustibles, el 23 por 100, y el agua, un 16 por 100.
La potencia calorífica varía entre límites muy grandes, admitiéndose actualmente los de 600 a 4.000 calorias por kilogramo Como valores medios normales suelen tomarse los de 1.200 a 2.000 calo rías, con un poder de vaporización de 800 gramos de vapor a 7 kilogramos de presión, por kilogramo de basura.
El servicio municipal de París, de varios ensayos efectuados durante seis días consecutivos sobre cuatro muestras diarias de basuras, ha encontrado como valores medios los recogidos en el cuadro VI
CUADRO VI. Valor como combustible de las basuras de Paris
Este mismo Ingeniero da para la basura incinerada en París el 10 de julio de 1924,conteniendo un 50 por 100 de agua, 1.666 calorías útiles por kilogramo Las quemadas el 26 de noviembre del mismo año, que contenían un 28 por 100 de agua, dieron 2.818 calorías Se observa la gran importancia que una acertada desecación previa, utilizando el calor que se pierde en los hornos incineradores, re])orta para el buen rendimiento de la industria
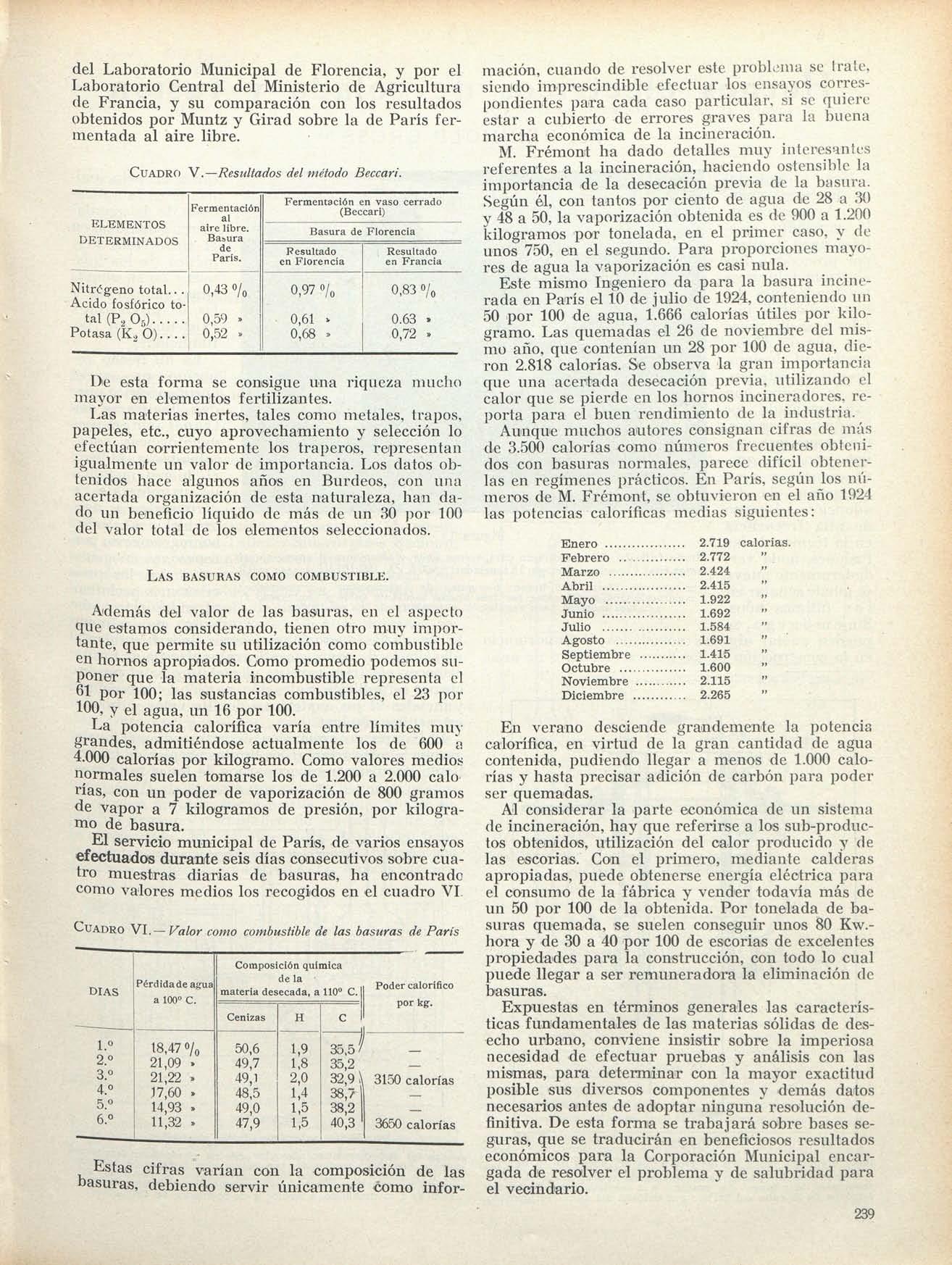
Aunque muchos autores consignan cifras de más de 3.,500 calorías como números frecuentes obtenidos con basuras normales, parece difícil obtenerlas en regímenes prácticos En París, según los números de M Frémont, se obtuvieron en el año 1924 las potencias caloríficas medias siguientes:
Estas cifras varían con la composición de las basuras, debiendo servir únicamente como infor-
En verano desciende grandemente la potencia | calorífica, en virtud de la gran cantidad de agua , contenida, pudiendo llegar a menos de 1.000 calorías y hasta precisar adición de carbón para poder ser quemadas
Al considerar la parte económica de un sistema de incineración, hay que referirse a los sub-productos obtenidos, utilización del calor producido y de las escorias Con el primero, mediante calderas apropiadas, puede obtenerse energía eléctrica para el consumo de la fábrica y vender todavía más de un 50 por 100 de la obtenida Por tonelada de basuras quemada, se suelen conseguir unos 80 Kw.hora y de 30 a 40 por 100 de escorias de excelentes propiedades para la construcción, con todo lo cual puede llegar a ser remuneradora la eliminación de basuras
Expuestas en términos generales las características fundamentales de las materias sólidas de desecho urbano, conviene insistir sobre la imperiosa necesidad de efectuar pruebas y análisis con las mismas, para determinar con la mayor exactitud posible sus diversos componentes y demás datos necesarios antes de adoptar ninguna resolución definitiva. De esta forma se trabajará sobre bases seguras, que se traducirán en beneficiosos resultados económicos para la Corporación Municipal encargada de resolver el problema y de salubridad para el vecindario
DIAS Pérdidadeagua a 100° C Composición química déla materia desecada, a 110° C Poder calorífico por kg 1 Cenizas H c 1.° 18,47 0/, 50,6 1,9 35,5 ! 1 2 0 21,09 . 49,7 1,8 35,2 3.0 21,22 49,1 2,0 32,91^ 3150 calorías 4.° 17,60 . 48,5 1,4 38,7 5.° 14,93 » 49,0 1,5 38,2 6.° 11,32 47,9 1,5 40,3 3650 calorías
Enero 2.719 calorias. Febrero 2.772 Marzo 2.424 Abril 2.415 Mayo 1.922 Junio 1.692 Julio 1.584 Agosto 1.691 " I Septiembre 1.415 " | Octubre 1.600 Noviembre 2.115 Diciembre 2.265
239
Hornos eléctricos de colada y fusión
Por REINHOL D GROS S (D
Hace unos treinta años que comenzó el empleo de la corriente eléctrica para realizar por procedimientos electrometalúrgicos las fundiciones del hierro y demás metales, y si dirigimos una mirada retrospectiva al desarrollo que en este lapso de tiempo han experimentado los h o r n os eléctricos, tendremos que convencernos de que, en esencia, y c o n excepción de la adopción del horno de alta frecuencia en la técnica de las fusiones, nada verdaderamente nuevo se puede señalar en 1o s últimos años Sin embargo , se
Horno trifásico de arco,directo para^aceros,finos y aleaciones al cromo-niquel (carg-a fría) Capacidad de carga: 15 toneladas; 5.500 KVA; 180/101 VX/A; cos 9 = 0,8
a = cuba de hierro del horno; b = guias de basculación; c = electrodos;
d =: portaelectrodos sostenidos por tres brazos mediante cable y contrapeso f; g = tres motores para regulación automática de los electrodos
fundadas principalmente en la aplicación de la regulación automática, en el cierre más hermético de los mismos y en su amplísima adaptación a las disposiciones existentes en las fundiciones
Es un hecho conocido que en el horno eléctrico pueden realizarse las transformaciones metalúrgicas encaminadas a reducir el hierro metálico de sus minerales, a carburarlo, a desoxidarlo, alearlo, homogeneizarlo por reposo, y, en general, todos los procesos que permiten al siderúrgico obtener, naturalmen-
pueden anotar algunas novedades de importancia te, en varias operaciones, aceros finos forjables y en la construcción de los hornos eléctricos de arco, aleaciones de acero de alto valor De igual forma el horno eléctrico permite al metalúrgico el produ-
(1) Ingeniero^jefe de la Sección Electro-Química de S & H- A.-G cir por refundición y aleación, partiendo de residuos y metales viejos, materiales de alto valor y de una estructura excelente El campo de aplicación es extraordinariamente amplio y rebasaríamos los límites propios de un artículo si quisiéramos ocuparnos de todas las clases
Junta hermética móvil de los electrodos del horno de la fig 1.".
a = electrodo de grafito; b = cilindro de cobre; c — caja prensaestopas; d = brazo de sostén; e = cazoleta llena de arena;
í — tapa de la cuba del horno; g = entrada del agua refrigerante
Regulación automática de los electrodos
a = motor del dispositivo elevador de los electrodos; b = interruptor elevador, accionado por reíais con bobina de intensidad d y bobina de tensión e; c = interruptor de descenso, accionado por reíais con bobina de intensidad d y bobina de tensión e; f = maniobra a mano; g = regulador de intensldadi _
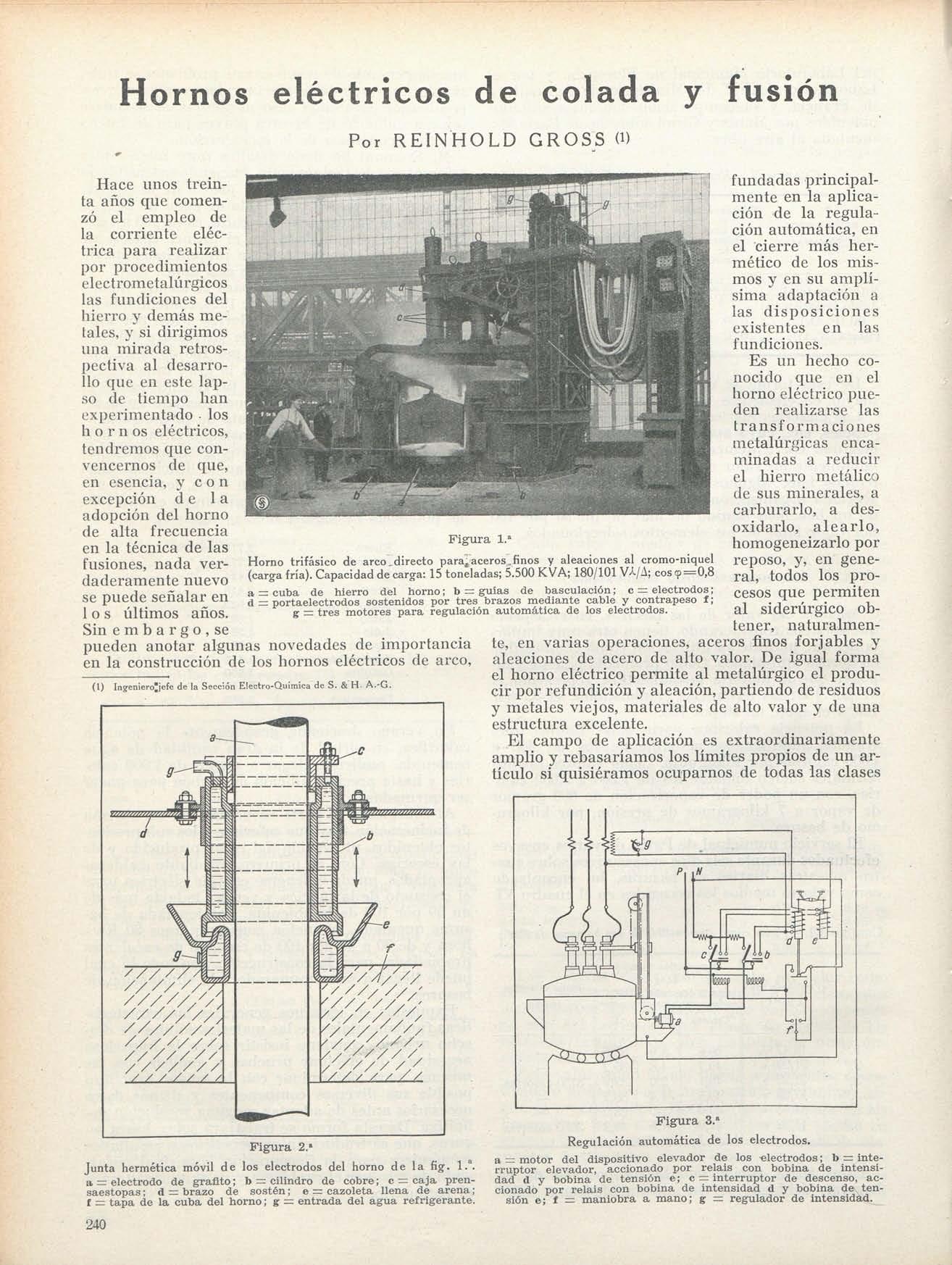 Figura 1.»
Figura 2.'
Figura 3."
Figura 1.»
Figura 2.'
Figura 3."
240
de hornos eléctricos Por esto nos limitaremos a vicio es de 180 V., y mediante conmutación de triánmencionar aquellos que en la actualidad se emplean guio a estrella puede regularse a 180 y a 101 V más, tales como el horno de arco directo en las ins- Mientras se inicia la fusión se trabaja con la tentalaciones siderúrgicas y talleres de aceros, lo mis- sión elevada, para suministrar la mayor potencia
Figura 4.»
Gráficodslapotenciarecibidaporunhornodearcode15toneladas,conregulaciónautomáticadeloselectrodosy cargasólida.
a=períodoinicialconbajatensión;b=periodoüefusión(doshoras,quinceminutos);c=evacuaciónüeescorias; d=refinado(cuatrohoras,quinceminutos)
mo que en las fundiciones de hierro; el horno de baja frecuencia y el modernísimo de alta frecuencia, ya acreditado en la industria metalúrgica.
ELHORNOTRIFÁSICODEARCOVOLTAICODIRECTO
La figura l.'' presenta un horno de arco directo para corriente trifásica de construcción Siemens y Halske, con una capacidad de carga de 15 toneladas, montado en los Talleres Siderúrgicos Bochum, para obtener excelentes aceros de construcción y aleaciones al cromo-níquel, partiendo de carga fría. Este horno, construido según los principios más modernos, se componía de una cuba de hierro con revestimiento refractario (a), la cual descansa sobre guías de basculamiento (b), de acero fundido, y Ueva una puerta para la carga fría, y en el lado opuesto, otra portezuela para sacar las escorias Los electrodos (c), que transmiten al horno la corriente de caldeo suministrada por un transformador, están sostenidos por armaduras llamadas "de pinza" (d), que a su vez descansan en brazos de hierro (e) Estos últimos se suspenden elásticamente de cables de acero y se compensan mediante contrapesos (/), de manera que con un pequeño esfuerzo pueden moverse hacia arriba y hacia abajo, según el consumo instantáneo de los electrodos por la combustión El transformador del horno tiene una potencia de 5.500 KVA., y el horno trabaja con un cos f de próximamente 0,8. La tensión de ser-
WOD\
1 k i g f e cf t bl
V f P' 1
/ S i IT)
adeunafusió" Figuras." (aceroparacojinetesdebolas) conc a=tomade líquidadelhornoMartín.
„_,——laprimeraprueba;b — comienzodelafusión; dG~ln '^'^ escoriaazufrada(cal,carbón);d=toma V Tiru '^^f ""<ia,prueba(escoriablanca);e—adicióndecarbón novo "®^'•*=adicióndeferrocromo; g — tomadelaterde^í"???;'h=descoriado;i=adicióndecarbónypolvo ' ~basculacióndelhorno;1=doshorascuarentaydos minutos
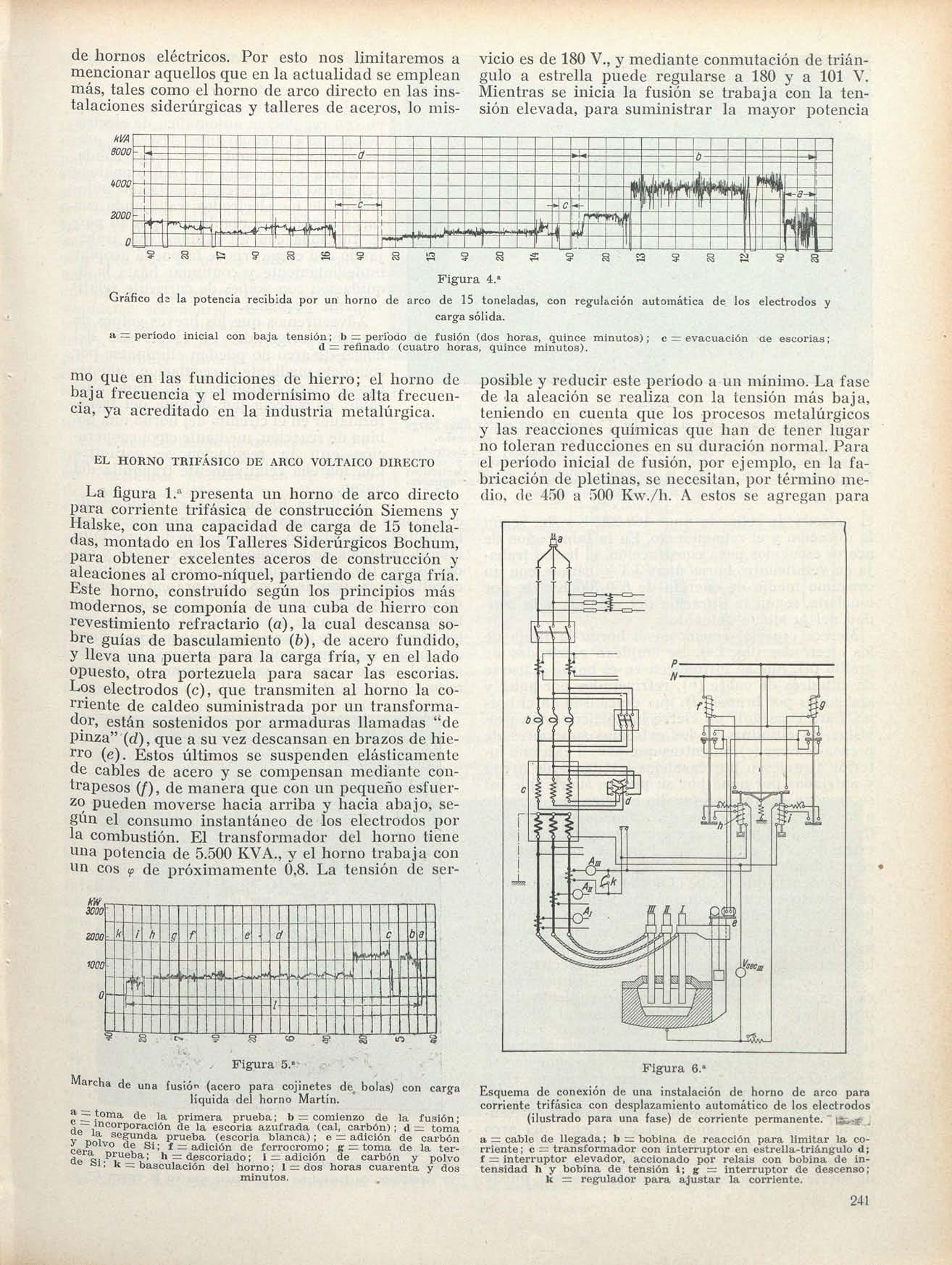
Hposible y reducir este período a un mínimo. La fase de la aleación se realiza con la tensión más baja, teniendo en cuenta que los procesos metalúrgicos y las reacciones químicas que han de tener lugar no toleran reducciones en su duración normal Para el período inicial de fusión, por ejemplo, en la fabricación de pletinas, se necesitan, por término medio, de 450 a 500 Kw./li A estos se agregan para
Esquemadeconexióndeunainstalacióndehornodearcopara corrientetrifásicacondesplazamientoautomáticodeloselectrodos (ilustradoparaunafase)decorrientepermanente;-, a=cabledellegada;b=bobinadereacciónparalimitarlacorriente;c—transformadorconinterruptorenestrella-triángulod; f=interruptorelevador,accionadoporreíaisconbobinadeintensidadhybobinadetensióni;g=interruptordedescenso; k=reguladorparaajustarlacorriente.
8000 mo\ 2000 - [ — — —¡61
1 *-3-*i "1 —fir H 1 I 1 li k ^ C •*[ íV Q 1 1 1 ' -IL
i"
Figura 6.»
241
el período de refinado unos 160-220 Kw./h., según la duración y el refinamiento En la fabricación de aceros escogidos para construcción, el horno trabaja en veinticuatro horas unas 3-3 1/2 cargas, con un consumo medio de energía de 650-700 Kw./h. por tonelada, según la duración del refinado y la bondad del producto obtenido
Merece esi)ecial reseña en el horno la junta de los electrodos (fig 2.") Se emplean electrodos de grafito (a), que se introducen en el horno a través de cilindros de cobre (b), refrigerados por agua y sostenidos por brazos (d), que descansan en el horno Para conseguir un cierre hermético, están provistos los cilindros en los extremos superiores de prensa-estopas (c), mientras que por su extremo inferior atraviesan por cazoletas (e) llenas de arena y enfriadas por agua por su pie, de suerte que así se crea un órgano intermedio elástico que permite a los cilindros seguir las deformaciones de la tapa (/•), originadas por los enérgicos esfuerzos térmicos, evitándose de esta forma el que se quiebren los <electrodos
La potencia que recibe el horno se regula por procedimiento eléctrico automático, sistema Westinghouse (fig 3.''), que es uno de los métodos puramente eléctricos más sencillos y de mejor funcionamiento para la regulación de los electrodos, que hoy ofrece la construcción de hornos eléctricos
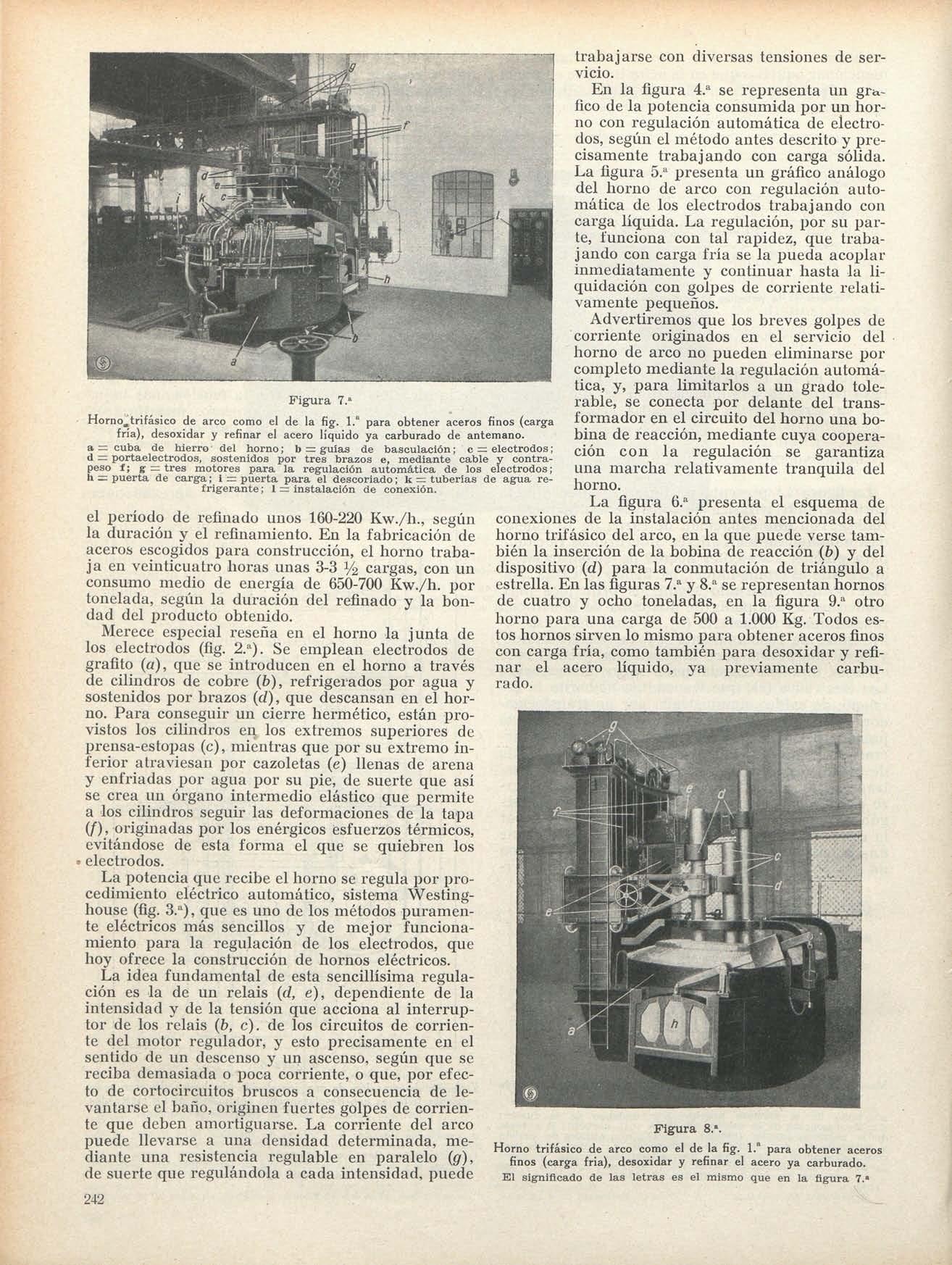
La idea fundamental de esta sencillísima regulación es la de un reíais {d, e), dependiente de la intensidad y de la tensión que acciona al interruptor de los reíais {b, c) de los circuitos de corriente del motor regulador, y esto precisamente en el sentido de un descenso y un ascenso, según que se reciba demasiada o poca corriente, o que, por efecto de cortocircuitos bruscos a consecuencia de levantarse el baño, originen fuertes golpes de corriente que deben amortigtiarse La corriente del arco puede llevarse a una densidad determinada, mediante una resistencia regulable en paralelo (g), de suerte que regulándola a cada intensidad, puede
trabajarse con diversas tensiones de servicio
En la figura 4.^ se representa un gráfico de la potencia consumida por un horno con regulación automática de electrodos, según el método antes descrito y precisamente trabajando con carga sólida La figura 5." presenta un gráfico análogo del horno de arco con regulación automática de los electrodos trabajando con carga líquida La regulación, por su parte, funciona con tal rapidez, que trabajando con carga fría se la pueda acoplar inmediatamente y continuar hasta la liquidación con golpes de corriente relativamente pequeños
Advertiremos que los breves golpes de corriente originados en el servicio del horno de arco no pueden eliminarse por completo mediante la regulación automática, y, para limitarlos a un grado tolerable, se conecta por delante del transformador en el circuito del horno una bobina de reacción, mediante cuya cooperación con la regulación se garantiza una marcha relativamente tranquila del horno.
La figura 6." presenta el esquema de conexiones de la instalación antes mencionada del horno trifásico del arco, en la que puede verse también la inserción de la bobina de reacción (6) y del dispositivo (d) para la conmutación de triángulo a estrella En las figuras 7.^y 8.=^se representan hornos de cuatro y ocho toneladas, en la figura 9.-^ otro horno para una carga de 500 a 1.000 Kg Todos estos hornos sirven lo mismo para obtener aceros finos con carga fría, como también para desoxidar y refinar el acero líquido, ya previamente carburado
Hornotrifásicodearcocomoeldelafig.1.°paraobteneraceros finos(cargafria),desoxidaryrefinarelaceroyacarburado Elsignificadodelasletraseselmismoqueenlaflgura7."
aguare-
Fig:ura 7."
Horno.trifásicodearcocomoeldela íig. 1.°paraobteneracerosfinos(carga fria),desoxidaryrefinarelaceroliquidoyacarburadodeantemano, a=cubadehierrodelhorno;b=guíasdebasculación;c=electrodos; d=portaelectrodos,sostenidosportresbrazose,mediantecableycontrapesoí; g ~ tresmotoresparalaregulaciónautomáticadeloselectrodos; h^puertadecarga;i=puertaparaeldescoriado;k=tuberíasde frígerante;I=instalacióndeconexión.
Figura 8.".
242
EL HORNO DE INDUCCIÓN DE BAJA FRECUENCIA
Generalmente, en la obtención de metales distintos del hierro en elhorno eléctrico se trata de procesos de refundición para obtener aleaciones determinadas Para este objeto ha dado excelentes resultados el horno de inducción de baja frecuencia, cuyo funcionamiento se ilustra en la figura 10 Como de la misma se desprende, el horno no se compone do otra cosa que de uno o varios transformadores monofásicos, alrededor de cuyo enrollamiento primario (í?) se agrupa el conductor secundario en forma de uu baño de fusión contenido en un recipiente (d) Por efecto dela corriente que pasa por la bobina primaria, se produce uu campo magnético, cuyas líneas de fuerza inducen la corriente de caldeo en el baño metálico cerrado y de esta forma lo tunde
Klcaldeo delhorno deinducción se distingue de el del horno de arco porque las corrientes inducidas en el baño de fusión se distribuyen con uniformidad completa en la carga a fundir, y a consecuencia del efecto llamado Pincñ que tiene lugar, seprovoca en elhorno una enérgica agitación, de suerte que se garantiza una mezcla bien íntima de la masa fundida La figura 11 presenta un horno de inducción y baja irecuencia de la Siemens y Halske, que trabaja en los tallefes metalúrgicos de la Siemens Schuckertwerke El horno está conectado a una red trifásica de 500 voltios, empleando la conexión Scott en los dos transformadores monofásicos del mismo El horno recibe una potencia de 350 KVA., con eos y de 0,54 El cuerpo (a) del horno es de hierro, revestido de ladrillos refractarios, y descansa en dos caballetes (6), frente a los cuales se tija en el fondo de la cubierta del horno un husillo de presión, el cual, con auxilio de un mecanismo de basculación accionado por un electromotor mediante transmisión de tornillo sin íin, hace bascular al horno en los caballetes (b) alrededor del pico de colada (c) Estos hornos se construyen para una colada de 200-1.000 kilogramos, o sea 18a 24 cargas i)or día de veinticuatro horas, con un consumo de fuerza de 175200 Kw./h por tonelada al fundir aleaciones ordinarias de cinc y cobre (latón)
Una ventaja de este horno respecto a todos los otros sistemas de baja frecuencia es la de que hasta terminarse la vida de un revestimiento, o sea hasta que éste debe renovarse, siempre produce rendimientos uniformes, mientras que otros hornos de distintos sistemas, después de Unas 700 cargas, reducen considerablemente su rendimiento, por efecto de agrandarse paulatinamente la capacidad del caldeo La duración del revestimien-
Horno trifásico de arco para 0,5 - 1 tonelada, (la misma aplicación' que los hornos de las figs. 7." y 8.°). Regulación de los electrodos a mano, a = cuba de hierro del horno; b = caballetes; c = volante para bascular la cuba mediante engranaje de sinfin; d = electrodos; e = volantes para el ajuste de los electrodos
Horno de inducción y de baja frecuencia para refundir aleaciones en tallere.» metalúrgicos a —cuba central; b = bobinas del enrollamiento primario; c = núcleo de hierro del transformador; d = canales del baño de fusión (enrollamiento secundario) m
Horno de inducción de baja frecuencia para aleaciones de cobre, especialmente latón Peso de la colada, 712 kg; 350 KVA., 500 V.; cos 9 = 0,54 a = cuba de hierro del horno; b = caballetes; c = pico de colada; d = volante para el mecanismo basculador accionado por electromotor.
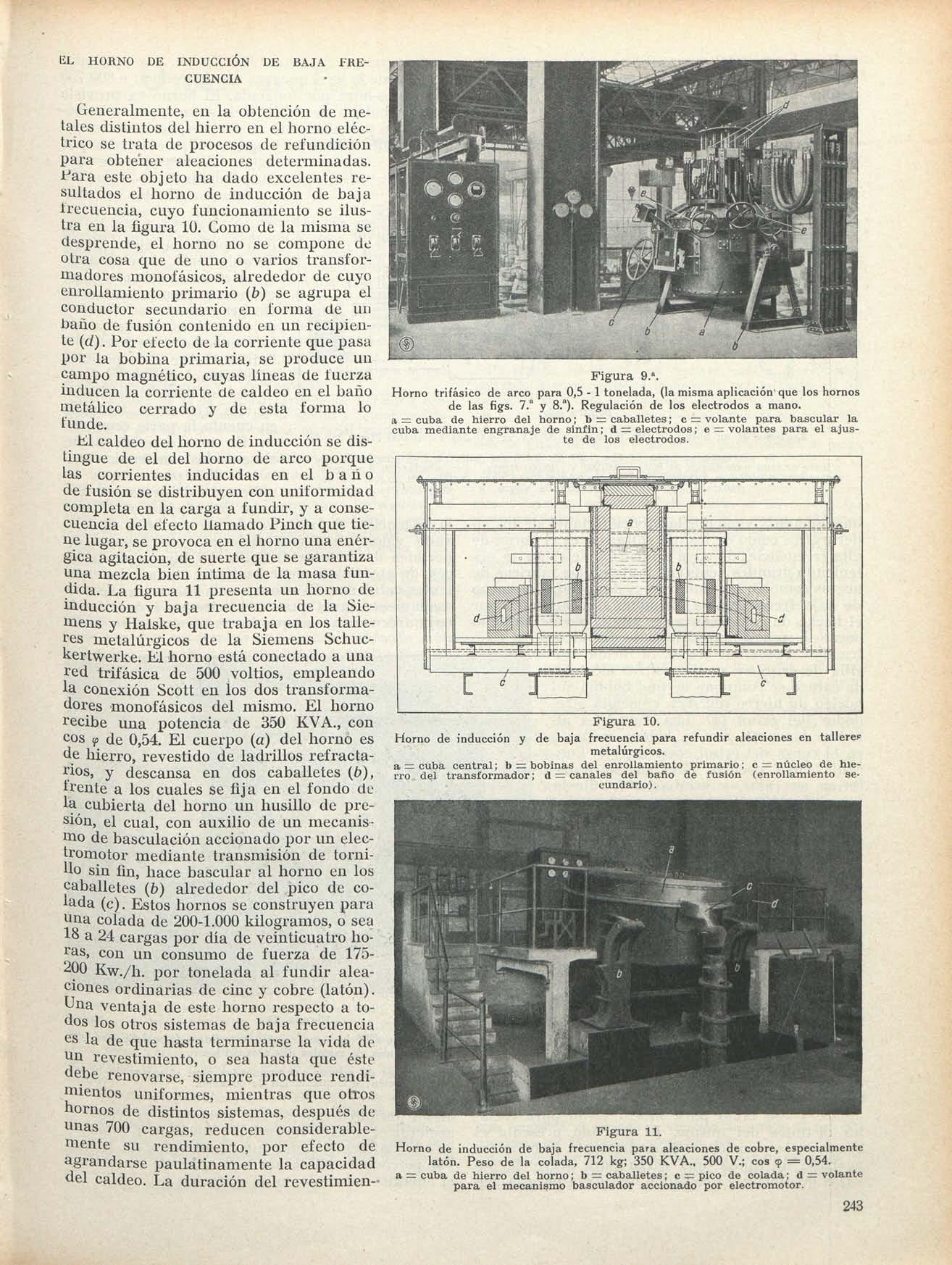 Figura 9.»
Figura 10
Figura 11
Figura 9.»
Figura 10
Figura 11
243
Esquemadeunhornodealtafrecuencia20KVA.:400/200V.,10.000Hertz> --'
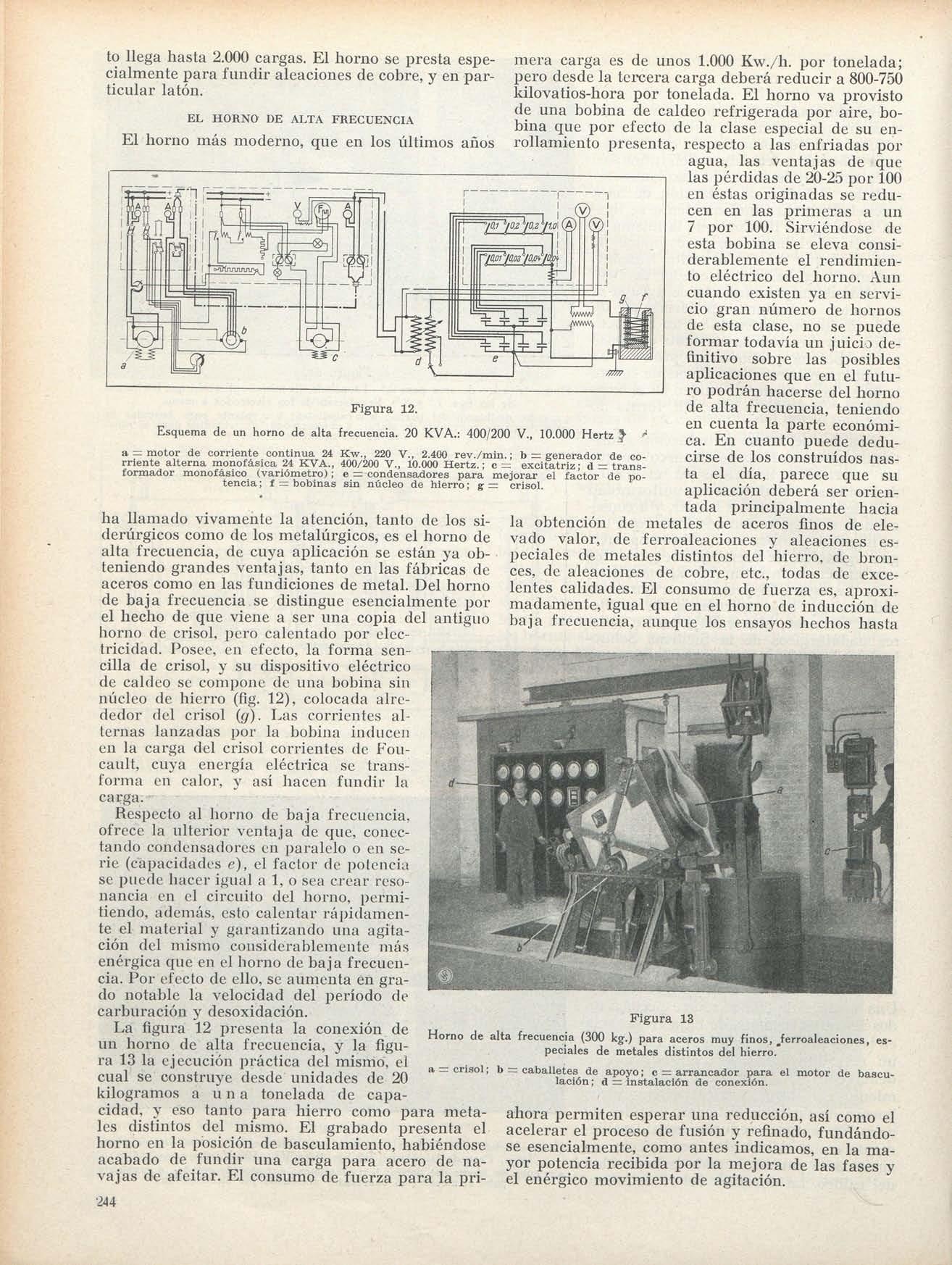
a=motordecorrientecontinua24Kw.,220V.,2.400rev./min.;b=generadordecorrientealternamonofásica24KVA.,400/200V.,10.000Hertz.;c=excitatriz;d=transformadormonofásico(variómetro);e=condensadoresparamejorarelfactordepotencia;f=bobinassinnúcleodehierro; g — crisol
to llega hasta 2.000 cargas. El horno se presta espe- mera carga es de unos 1.000 Kw./h. por tonelada; cialmente para fundir aleaciones de cobre, y en par- pero desde la tercera carga deberá reducir a 800-750 ticular latón kilovatios-hora por tonelada El horno va provisto de una bobina de caldeo refrigerada por aire, bo-i ELHORNODEALTAFRECUENCIA bina que por efccto dc la clase especial de su enEl horno más moderno, que en los últimos años rollamiento presenta, respecto a las enfriadas por agua, las ventajas de que las pérdidas de 20-25 por 100 en éstas originadas se reducen en las primeras a un 7 por 100. Sirviéndose de esta bobina se eleva considerablemente el rendimiento eléctrico del horno Aun cuando existen ya en servicio gran número de hornos de esta clase, no se puede formar todavia un juicio definitivo sobre las posibles aplicaciones que en el futuro podrán hacerse del horno de alta frecuencia, teniendo en cuenta la parte económica En cuanto puede deducirse de los construidos nasta el día, parece que su aplicación deberá ser orientada principalmente hacia ha llamado vivamente la atención, tanto de los si- la obtención de metales de aceros finos de elederúrgicos como de los metalúrgicos, es el horno de vado valor, de ferroaleaciones y aleaciones esalta frecuencia, dc cuya aplicación se están ya ob- pedales de metales distintos del hierro, de bronteniendo grandes ventajas, tanto en las fábricas de ees, de aleaciones de cobre, etc., todas de exceaceros como en las fundiciones de metal Del horno lentes calidades El consumo de fuerza es, aproxide baja frecuencia se distingue esencialmente por madamente, igual que en el horno de inducción de el hecho de que viene a ser una copia del antiguo baja frecuencia, aunque los ensayos hechos hasta horno de crisol, pero calentado por electricidad Posee, en efecto, la forma sencilla de crisol, y su dispositivo eléctrico de caldeo se compone de una bobina sin núcleo de hierro (fig 12), colocada alrededor del crisol (¡7). Las corrientes alternas lanzadas por la bobina inducen en la carga del crisol corrientes de Foucault, cuya energía eléctrica se transforma en calor, y así hacen fundir la carga
Respecto al horno de baja frecuencia, ofrece la ulterior ventaja de que, conectando condensadores en i)aralelo o en serie (capacidades e), el factor de potencia se puede hacer igual a 1, o sea crear resonancia en el circuito del horno, permitiendo, además, esto calentar rápidamente el material y garantizando una agitación del mismo considerablemente más enérgica que en el horno de baja frecuencia Por efecto de ello, se aumenta en grado notable la velocidad del período de carburación y desoxidación
Hornodealtafrecuencia(300kg.)paraacerosmuyfinos,,ferroaleaciones,especialesdemetalesdistintosdelhierro.
a=crisol;b=caballetesdeapoyo;c=arrancadorparaelmotordebasculación;d ~ instalacióndeconexión
La figura 12 presenta la conexión de un horno de alta frecuencia, y la figura 13 la ejecución práctica del mismo, el cual se construye desde unidades de 20 kilogramos a una tonelada de capacidad, y eso tanto para hierro como para meta- ahora permiten esperar una reducción, así como el les distintos del mismo El grabado presenta el acelerar el proceso de fusión y refinado, fundandohorno en la posición de basculamiento, habiéndose se esencialmente, como antes indicamos, en la maacabado de fundir una carga para acero de na- yor potencia recibida por la mejora de las fases y vajas de afeitar. El consumo de fuerza para la pri- el enérgico movimiento de agitación.
Figura 12.
Figura 13
Un as notas sobre depreciación
Por ESTEBAN TERRADAS Y CARLOS PELAEZ (D I
Para que la evaluación de gastos de una explotación sea completa, es preciso que comprenda el coste de todas las cosas para ella adquiridas y gastadas. Es decir, que se han de incluir en los gastos el coste de las cosas que se consumen rápidamente, como son la mano de obra, gasolina, carbón, grasas, lapiceros, papel, etc., etc., y el coste de aquéllas, tales como los edificios, máquinas, automóviles, equipos, postes, cables, herramientas, muebles, etc., que se desgastan, deterioran o envejecen más o menos lentamente, y es preciso, al cabo de un cierto periodo de servicio, sustituirlas por otras más útiles, con arreglo a los progresos de la técnica y a la evolución y necesidades de un buen servicio.
Por lo tanto, se ha de destinar parte de los ingresos a compensar el desgaste, componer los deterioros y retirar, oportunamente y por muy diversas causas, material, sustituyéndolo por otro adecuado.
Esta parte de la renta del servicio, gastada en el mismo, por los conceptos dichos, se puede descomponer a la vez en tres: la depreciación ordinaria, la conservación corriente y lo imprevisto. En lo imprevisto comprendemos los seguros, las depreciaciones y la desvalorización de la industria misma, y conforme luego expondremos, solamente una parte de las pérdidas de capital originadas por este concepto se incluye en los gastos de explotación.
La "depreciación" ordinaria se puede definir, para los fines de la contabilidad, como la pérdida sufrida por el desgaste o desuso de las propiedades representadas por un capital tangí-{ We fijo, no cubierta por la conservación corriente. El negocio ! ba de tomar de sus ingresos esta pérdida, cargándola a los : gastos de explotación y acreditándola a la reserva para depredación La pérdida se ha de evaluar tan exactamente como pueda ser apreciada, de modo que la reserva por depreciación sea suficiente para conservar la integridad del pasivo de la Sociedad.
El ideal seria que al retirar de servicio una cierta instalación o elemento importante de la misma, los asientos de contabilidad, habida cuenta del valor residual o de recuperación, dejaran saldado su coste, de modo que dicha instalación pudiese dejar de seguir figurando en las cuentas. .
Las cargas a los ingresos de explotación se hacen en cantidades periódicas durante el transcurso del período de tienipo de servicio
La "conservación corriente" se puede definir como el gasto ocasionado para conservar las propiedades, en las condiciones necesarias, a fin de mantenerlas en buen uso durante el tiempo que estén en servicio.
Se comprende la dificultad, para establecer una línea de separación bien definida, entre la conservación corriente y la depreciación. En la mayoría de los casos se vence esta dificultad estableciendo un sistema de unidades de propiedad, cuya retirada de servicio sea la depreciación, mientras que los trabajos en ellas realizados, incluyendo la sustitución de partes o elementos, será conservación. Es decir, que los pequeños elementos serian cargados a depreciación solamente incluidos en las unidades de las que formaban parte en la época de su instalación y resultan así considerados en la reserva como partes inseparables de la pérdida por retirada de servicio de la unidad, cuando la unidad se sustituya o abandone.
Si suponemos, por ejemplo, una línea de cable aéreo, podemos considerar como unidad de propiedad seleccionada para la depreciación "un vano de cable aéreo". Si se retiran uno o más vanos, la parte de la propiedad perdida (cable propiamente dicho y de suspensión, enlaces, etc., deducido el¿
(1)DelaCompañíaTelefónicaNacional
valor de recuperación), se cubre con la reserva por depreciación. Si, en cambio, para conservar en buen estado de servicio la línea, durante el período de servicio del cable, fuese renovado un trozo de cable de suspensión, enlaces, etc., la carga correspondiente iría a conservación, y es únicamente al retirar el cable de servicio cuando la desvalorización de los citados elementos se cubre con la depreciación
Si suponemos una línea eléctrica sobre postes de madera, nos encontramos ante uno de los casos en que hay más diferencia de criterio en apreciar la separación entre la conservación y la depreciación, e incluso en estimar la cuantía de esta última.
Un criterio consiste en no destinar nada a depreciación, cargando a conservación e incluyendo, por lo tanto, en los gastos de ésta toda la reposición de postes, aisladores, trozos de conductor, etc. Cuando la línea haya de ser sustituida por otra, bien por cambio de trazado, bien por cambio de sistema (línea aérea por cable aéreo o subterráneo), se carga el gasto de la operación a ella misma
Otro criterio es el que exponemos a continuación:
- Cargar a conservación las reparaciones, tales como arreglos de averías, rectificación de tensión en los conductores y vientos, podas, enderezado de postes o crucetas, sustitución de elementos de corta duración o secundarios, modificaciones en los circuitos o en su agrupación y prever la reserva por depreciación para atender a la reposición de postes y conductores, a las reparaciones extraordinarias originadas por temporales, inundaciones, etc.
Se comprende las modalidades que es posible establecer entre uno y otro de los dos criterios expuestos.
En lo "imprevisto" podemos suponer los grupos de pérdidas siguientes:
a) Un grupo comprende aquellas contingencias ordinarias causadas por el uso, cuya probabilidad depende de la naturaleza misma de los objetos y que pueden ser cubiertas aplicando los principios del seguro; tal ocurre con los incendios, accidentes, robo roturas de cristales, etc. Se contratan a este fin pólizas de seguros con Compañías aseguradoras o se forman reservas con el mismo objeto, cargándose unas u otras a los gastos de explotación.
b) Un grupo de pérdidas extraordinarias, que no son peculiares de determinada propiedad ni tampoco debidas a su uso corriente; tales son las originadas por temblores de tierra, guerras, revoluciones, etc. Estas pérdidas son demasiado inciertas y remotas para que se constituyan fondos por métodos suficientemente definidos, a fin de que puedan ser incluidas en los gastos de explotación y, por consiguiente, sus efectos en el "activo" han de ser cubiertos con el superávit o reservas para este fin que la Compañía tenga. La amortización de lo invertido en un plazo razonable a fin de conservar el superávit se puede efectuar abriendo (después, naturalmente, de ocurrido el hecho) una cuenta aparte en los gastos de explotación, y que se puede titular "depreciación extraordinaria"
Es, pues, una parte del excedente de beneficios, después de cubiertas las cargas de capital y un dividendo determinado a las acciones lo que se emplea en constituir las reservas para esta clase de pérdidas Estas reservas tienen, pues, por objeto prever un "mal año".
c) Hay, finalmente, otro grupo de pérdidas que no afectan a la propiedad en sí, sino a la misma industria considerada en su conjunto, es decir, pérdidas que reducen o hacen desaparecer la industria misma; tal es, por ejemplo,-la pérdida originada al servicio de tracción de sangre al ser ésta sustituida por la tracción mecánica, etc
Estas pérdidas constituyen uno de los riesgos generales del negocio, que el capital ha de tener en cuenta al fijar las utilidades o ganancias a que tiene derecho.
245
En la depreciación, por lo tanto, se ha de tener en cuenta no sólo el desg-aste físico propianaente dicho de las unidades de depreciación establecidas, es decir, de cada parte importante del conjunto de la instalación, sino una serie de causas que pueden hacer necesario o conveniente retirarla, aunque sea algunas veces para emplearla en otro en que resulte Inás adecuada.
La depreciación a que venimos refiriéndonos la podemos llamar técnica, y a continuación enumeramos las causas determinantes de la misma que en líneas generales hemos señalado.
Acción de los elementos
Agentes orgánicos.
Desgaste por el servicio prestado o trabajo realizado.
Deterioro por mal uso o mala conservación
Temporales y causas accidentales similares no comprendidas en lo imprevisto, que hemos detallado en el apartado anterior.
Progresos en la técnica que hagan inadecuada la instalación. - .,^r-;-
Desarrollo de población y, por consecuencia, del servicio^
Aumento de consumos unitarios (mayor tráflco en el caso de telefonía, mayor consumo de kilovatios y kilovatios-hora por habitante en el caso de suministros de energía eléctrica, etc.).
Progresos sociales que puedan determinar, por ejemplo, la sustitución de líneas aéreas por subterráneas.
Conveniencia ptiblica (desembolsos no compensados por cambio de lugar de instalaciones).
Pérdidas por incendios no compensadas por los seguros.
Sí suponemos que la reserva se constituye por anualidades, el problema quedaría determinado si se pudiesen fijar de una manera precisa para cada "unidad de depreciación" los elementos sigTiientes:
a) Capital invertido sujeto a depreciación
b) Valor residual o valor neto de recuperación.
c) Duración o período práctico de servicio.
d) Ley de depreciación (depreciación en función del tiempo de servicio)
La diferencia entre a) y b) sería la depreciación en el tiempo c) y la cantidad que habría de cargarse por este concepto a la explotación podría determinarse con arreglo a la ley d), que conduciría bien al método de la línea recta, bien al problema corriente de determinar la anualidad que habría de abonarse a la cuenta de reserva por depreciación, productora de interés, durante los años de vida práctica para constituir al final de la misma la depreciación estimada, bien a otra ley de acumulación adecuada a la depreciación técnica real, determinada, bajo la base expuesta, de que se tome periódicamente a los ingresos la pérdida real de capital tan exactamente como pueda ser apreciada
Para muchos elementos de una explotación, podria aplicarse un sistema de cálculo similar al actuarial en los seguros de vida, aunque, desde luego, más complejo, pues las estadísticas e investigaciones habrían de orientarse no sólo a la determinación del tiempo de servicio, sino también al valor de recuperación, a las condiciones influyentes en cada época para el empleo de los distintos sistemas y a otro cúmulo de circunstancias, muchas de las cuales habrán de fiarse al criterio personal formado por la experiencia de los llamados a interpretar datos y fijar porcentajes.
La previsión del tiempo de servicio requiere numerosos y buenos informes obtenidos por la pasada experiencia.
La determinación del valor de recuperación, sobre todo en propiedades de larga duración, tropezará con la dificultad de estimar la variación del precio de los materiales
La determinación de la ley de depreciación está sometida a las fluctuaciones en las retiradas de servicio difíciles de prever,.sobre todo en industrias en que los progresos de la técnica son muy rápidos, como ocurre en las eléctricas y similares, pues hay que tener en cuenta que hace solo cincuenta años la ciencia del ingeniero electricista estaba en su infancia.
La cuestión de la depreciación técnica se complica aún
más cuando se trata de industrias en que la diversidad de elementos de todas clases que intervienen en la prestación del servicio conduciría a considerar un gran número de unidades de depreciación
En la pequeña industria, la cuestión se resuelve, en general, de una manera simple, limitándose a dar a las máquinas un plazo prudencial de vida, y si al final del mismo está aún en estado de prestar servicio, se le puede hacer figurar en el balance con valor muy reducido, con lo cual aumenta la renta posterior y beneficio.
Cuando se trata de sociedades anónimas y grandes capitales, es absolutamente necesario hacer intervenir, al lado de las resultantes de la depreciación técnica que venimos considerando, la cuestión de la "formación del crédito", y como base del mismo, la remuneración adecuada del capital, especialmente en los comienzos de la empresa, lo que hace que la venta o producto bruto no siempre cubra los gastos de explotación y financieros, más o menos obligados o necesarios, quedando la depreciación a resultas del balance.
Las razones de cimentación de crédito a que acabamos de aludir, conducen, pues, a establecer, al lado del criterio de depreciación técnica, otro que podemos llamar de "depreciación financiera"; pero no solo las "razones citadas" conducen a esto, sino otras que, aunque sea de manera ligera, vamos a examinar.
En primer lugar, como claramente se deduce de lo expuesto en los anteriores apartados, el concepto de depreciación técnica es, en cierto modo, impreciso y vago. La duración de una máquina depende del trabajo de la misma, del cuidado que se tenga con ella, de la inteligencia del personal que la cuida, de la bondad de fabricación, del tipo, del material empleado, de circunstancias locales y temporales, de los cimientos y trasmisiones, etc., etc
Influye, además, la depreciación en la moneda, tipo de descuento, situación del mercado, período de paz o de guerra, la política, la capacidad de absorción de productos o de exportación, etc.
Y de un modo esencial del progreso de la técnica. Por ejemplo, los teléfonos, antes de adoptarse el amplificador, tenían una perspectiva financiera distinta de la que tienen hoy, en que con gran economía se ha extendido la posibilidad de comunicar a grandes distancias. Lo mismo ocurre con la producción y los transportes, propiamente dichos, de energía eléctrica; se construyen hoy grupos hidroeléctricos con potencias de 100.000 CV., y turbo-generadores de 200.000; se efectúan transportes a distancias de varias centenas de kilómetros, con potencias de una centena de millar de kilovatios, y tensiones hasta de 380.000 V.
Un caso en cierto modo opuesto se halla en los tranvías, que han gozado treinta años de progreso lento sin poder resolver sus problemas esenciales (fijación del carril al firme) y van cayendo en desuso al ser sustituido por el tráfico automóvil y el subterráneo
Una depreciación en tranvías, teniendo en cuenta las exigencias de la urbanización y del tráfico, no conduciría probablemente en la mayoría de los casos a la adquisición de nuevos tipos, ni a renovar la vía, sino al establecimiento de un servicio de autobuses y a la construcción de un metropolitano en caso de demandas de tráfico más allá de cierto límite.
Se comprende, pues, la imposibilidad de establecer dogmas en materia de depreciación. Cada industria tiene un aspecto técnico y financiero peculiar e incluso su historia y tradición propia, que influyen en este problema y originan diversidades en las cuantías de las cantidades, que, tomadas de los ingresos de explotación periódicamente, se han de destinar a la formación de las reservas por depreciación.
Además, y en general, como ya hemos dicho, existe para una misma industria una dependencia más o menos precisa entre depreciación y conservación, que conduce al régimen de ^ mayor economía; una conservación excesiva no tiene objeto,: porque no puede evitar la depreciación por antigualla, y una
n
216
m
conservación sin esmero alguno reduce la duración útil de la máquina.
Esta relación no es posible establecerla matemáticamente, aun suponiendo que las máquinas trabajan de un modo continuo o un número fijo de horas por dia; pero puede llegarse a una aproximación suficiente prácticamente del modo que exponemos en lo que sigue:

Supóngase una máquina de costo T ; si admitimos una conservación—X %—anual de costo y una depreciación —y %—, el gasto por año será:
(X + 2/)r
Si se admite que la duración n es proporcional a la conservación, como quiera que evidentemente
nyz=l
el minimo de X-\-y se obtendrá con X = y . De ahí se deduce la regla alguna vez adoptada de determinar la conservación y depreciación por su igualdad
Esto supone que el negocio se halle en marcha y el crédito está consolidado
Lo dicho anteriormente supone x constante. En rigor, x no es constante, pues en los comienzos de la explotación, si bien hay menos reparaciones, hay, en cambio, un período de adaptación y puesta en marcha, formación de personal especializado, etc.; en cambio, conviene mantener el crédito, correr los valores de y , es decir, adoptar en los primeros años valores de y relativamente pequeños que vayan creciendo con el tiempo y lleguen a pasar los valores de x.
IV
Creemos por lo expuesto que puede presentar cierto interés el establecer fórmulas y tablas para deducir anualidades
2/=:Oa a«de depreciación variable, proprocional a una potencia del tiempo transcurrido x, y con la condición de que las anualidades rindan interés, sea en negocio ajeno, sea en el propio negocio, como es lo usual y práctico en el caso de industrias
Si el capital a devolver al cabo de w años es 100, se tendrá evidentemente llamando /3 a (1 + i): .
Segundo caso:
Tercer caso:
Realmente, a partir de a = 3 la cuestión prácticamente no presenta gran interés.
Hemos calculado algunas tablas, incluidas al final de este artáculo, para diverso número de años y valores de i
El caso a= o es el corriente de anualidades y conduce a las tablas de todos conocidas.
Por ciertas aplicaciones en las que convenga estimar con aproximación grosera el efecto acumulado de varias depreciaciones sucesivas, bastará tomar las fórmulas de depreciación con independencia del interés i y con la sola condición que la suma de las anualidades variables sea igual a Z al cabo de un tiempo n en años Por un método de aproximación hallamos que la primera anualidad aa puede venir dada aproximadamente por
1 1 a + l
aa a 1
Si hay impuestos capitales T,,, Ti, V.,...eri los años O, etcétera, suponiendo se tendrá por valor de la anualidad de depreciación en el año x:
«a VAx- E^r-\- Tn{x-E„r
Si £7, = 1, ^ 2 = 2 E,.=r — x\, además de las inversiones r son iguales, se tiene como anualidad en el año x, con el capital desembolsado Da para « = 2
1 1, 3 • X2
El plazo de amortización termina n años después de la última inversión. 1 1 que es,
en general, como fácilmente se deduce:
«a — (.*:- 1)« ax— 1
Las fórmulas que se obtienen para los valores sucesivos de a son recurrentes. Exponemos a continuación las que pudieran ser de aplicación y que fácil y rápidamente permiten calcular las anualidades, o bien el capital acumulado al cabo de un cierto número de años. El cálculo se efectúa sirviéndose de las tablas corrientes de anualidades, o sea las correspondientes al caso a —o, es decir, a anualidades de valor constante
Primer caso:
a=l y = ai X
a. = 100 z
Refiriéndonos de un modo concreto, para señalar un ejemplo, a las explotaciones de servicios telefónicos, conviene observar que lo que se adquiera en primera instalación es algo definido y preciso, pero no puede preveerse que será el reemplazo, casi siempre distinto del elemento originarlo. Un poste se sustituye por otro mayor o de otro material; un equipo por otro distinto.
Además, en los equipos, especialmente en los automáticos, hay órganos diversos de duración muy variable.
Un cálculo previo de la duración de los equipos modernos no parece fácil, pues falta la práctica suficiente; las antiguas tablas tienen escasa utilidad Pocos podrían señalar sin error lo que puede durar un equipo de amplificadores, por ejemplo.
La tendencia general en la construcción de líneas de transporte lleva a su sustitución por cables de mucha duración, y es probable que con los nuevos materiales magnéticos el costo de los carretes correctores de capacidad (bobinas de carga) en las líneas telefónicas venga muy disminuido y sean más económicos los cables que las propias líneas aéreas para un número cada vez más reducido de circuitos.
Por lo tanto, fijar ima anualidad constante y elevada de depreciación no tiene el valor de saneamiento estricto de un activo, valor que pudiera atribuírsele al desarrollarse lentamente la industria, sino un valor de reserva que toda sociedad explotadora invertirá probablemente en su propio negocio, aumentando el activo. El concepto de reserva adquiere así nueva modalidad de mayor dinámica y aceleración de actividades
a= 2 a2= y = ai x" 100 i
100 P a= 3 2 1 100 z y — a^ X' mi
•_3 _ A + L «2«1 100 i
1001
247
La posibilidad de ejecución y desarrollo creciente que tales inversiones suponen, es una caracteristica esencial de la vida moderna, acaso su más interesante característica; el efecto fuerza la causa y obliga, y la resultante de todos los esfuerzos es una aceleración en el ritmo del progreso; toda mejora que se adopta y propaga populariza la mecánica y la electricidad, extendiéndolas a toda clase de servicios, y al popularizarse se hace indispensable una producción mayor; esta producción, a su vez, determina la necesidad de un mayor consumo, etc., etc
El teléfono, a medida que las actividades se desarrollan, aumenta la necesidad de tal medio de comunicación; los servicios todos se perfeccionan y transforman, y tal transformación y perfeccionamiento conducen a una rápida expansión, que a su vez crea nuevo servicio, resultando leyes de amplificación insospechada.
Porque a la vez que la técnica determina las nuevas modalidades del vivir, el crédito se expansiona y multiplica y las aguas de su caudal aumentan a medida que van siendo más necesarias y se crean nuevas potencias de absorción.
Este crecimiento del crédito simultáneo con el del trabajo es lo que permite acudir a nuevas emisiones y empréstitos con más amplitud que la antigua teoría del progreso diferido, en que una máquina se sustituye por otra ignal.
Es decir, la reducción del adelanto por restricción de servicio con el único fin de sanear un activo a la manera clásica, puede conducir, no ya al estancamiento, sino a dificultar la expansión del propio negocio, determinando obstáculos en su camino, que al impedir el pleno desarrollo del crédito, limiten la capacidad productiva y la adaptación a mayores posibilidades de éxito.
Hay, además, otro factor que no debe perderse de vista; de no seguir la aceleración que determina el estudio y el laboratorio, el movimiento relativo respecto de otros elementos de trabajo puede ser una regresión que obligue a sufrir los inconvenientes de levantar murallas en las fronteras sin más defensa interior que el arancel.
Es una cosa averiguada y cierta que existen diferencias esenciales entre la economía estatal, provincial, etc., y la del individuo. Entre ambas está la economía de las grandes sociedades y el progreso incesante de la técnica y la variabilidad en el valor relativo de la moneda que es función esencial de aquél, le presta modalidades singulares, que no pueden caracterizarse debidamente, porque el progreso técnico es demasiado rápido para permitir su establización y consiguiente análisis estático.
VI i
El número de fórmulas de depreciación puede ser variadí- * simo, respondiendo a los diversos criterios que cada negocio j impone. Las fórmulas aproximadas de anualidad variable | que antes de ahora indicamos, con amortización a la par al cabo de n años, las creemos nuevas. Para mayor inteligencia del lector indicamos los procesos de resolución de algunas otras que en contabilidad reciben nombres especiales para llamarlas de algún modo, pero que es preferible dejar innominadas, pues carecen de importancia suficiente para darles nombre propio y son además susceptibles de infinidad de variantes.
a) ¿De qué cantidad constante x hay que afectar el capital remanente para que resulte totalmente depreciado en n años? Sean V, el capital inicial, a; el % de depreciación supuesto constante. Al terminar el primer año el capital nuevo será:
V, — X V, = V,;
al terminar el segundo:
V, — X v, = y„
etcétera. Multiplicando término a término n igualdades semejantes y recordando que el último valor V„_ j equivale al de venta V, se tendrá: ^
Esta fórmula tiene un interés muy escaso; los americanos llaman a este método "Reducing Balance method", porque entienden que traduce una depreciación inicial elevada cuando los gastos de conservación son pequeños, y cada vez menor al ir creciendo aquéllos, haciendo que el valor de la suma sea casi constante (véase el artículo "Depreciation", de "Saliers", en el Accountants' Handbook, publicado por la Ronald Press Co., de New York, 1923).
b) Otro método requiere que del capital remanente (inicial menos suma de depreciaciones) se descuente un tanto por ciento fijo, de tal modo, que este tanto por ciento, más lo que se destine a depreciación, forme una cantidad constante X.
Para resolverlo, obsérvese que llamando 5j a la amortización en el año j se tendrá:
lj = X — i — (?i + 02 +
luego;
y, por tanto:
Como^ 3representa el capital amortizado, si es a la par, resulta, siendo V el valor de venta:
1
y, por lo tanto:
z [(1 + O" - V\ (1 + i r - 1
Este último método es susceptible de muchas variantes; vg., amortizar, no a la par, sino teniendo en cuenta el interés compuesto, o por un plus determinado, o, finalmente, descontar de x la anualidad correspondiente a un interés inferior; vg., con objeto de devolver un capital prestado, o de pagar interés y amortización de bonos u obligaciones, etcétera, etc.
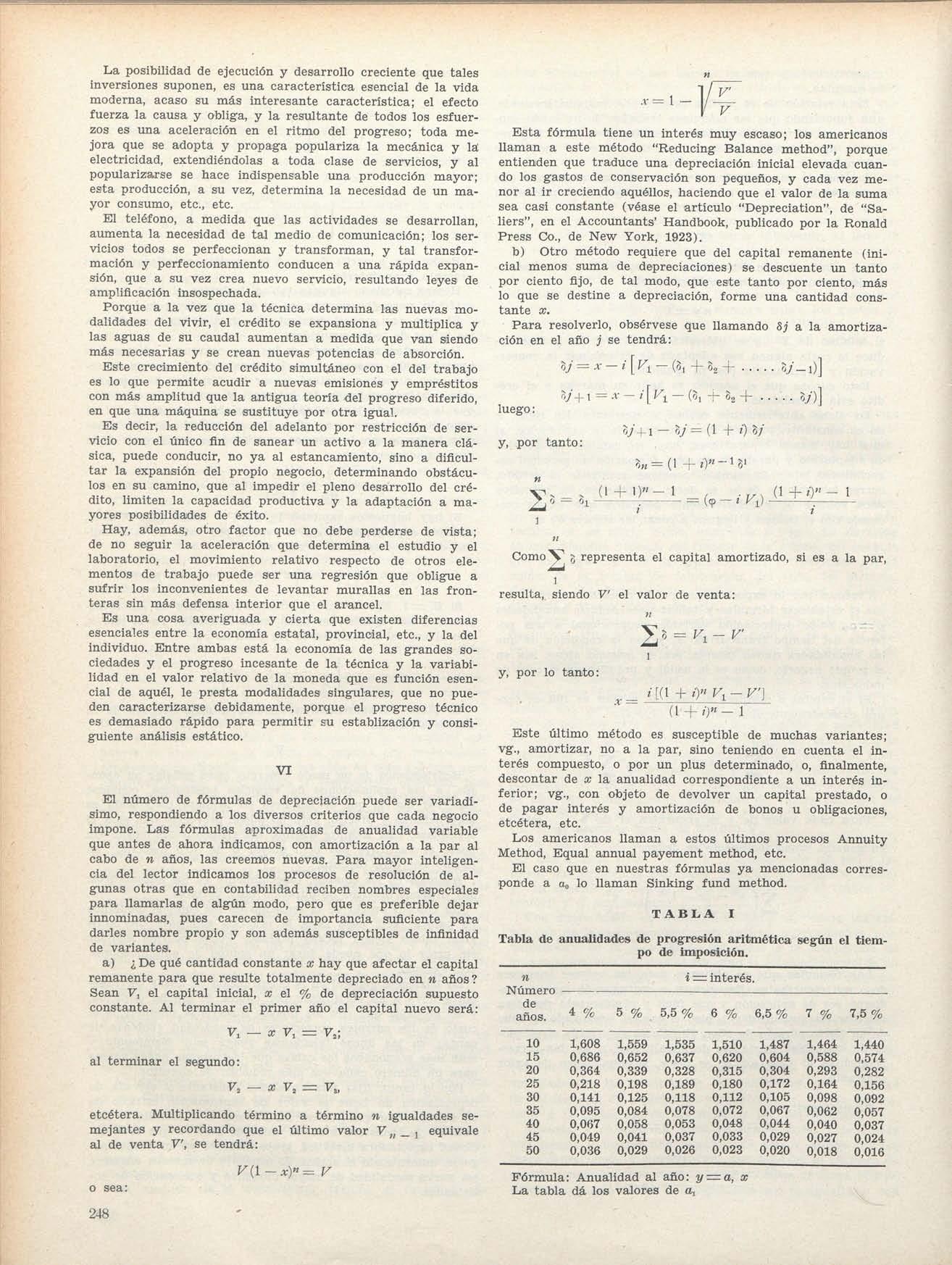
Los americanos llaman a estos últimos procesos Annuíty Method, Equal annual payement method, etc
El caso que en nuestras fórmulas ya mencionadas corresponde a a„ lo llaman Sinking fund method.
TABLA I
Tabla de anualidades de progresión aritmética según el tiempo de imposición
Fórmula: Anualidad al año: y = a, x La tabla dá los valores de o.
o sea:
248
= 1y V
r
t i
n Número de años. 10 15 20 25 30 35 40 45 50 i= interés. 4 % 5 % 5,5% 6 % 6,5% 7 % 7,5% 1,608 0,686 0,364 0,218 0,141 0,095 0,067 0,049 O,O:Í6 1,559 0,652 0,339 0,198 0,125 0,084 0,058 0,041 0,029 1,535 0,637 0,328 0,189 0,118 0,078 0,053 0,037 0,026 1,510 0,620 0,315 0,180 0,112 0,072 0,048 0,033 0,023 1,487 0,604 0,304 0,172 0,105 0,067 0,044 0,029 0,020 1,464 0,588 0,293 0,164 0,098 0,062 0,040 0,027 0,018 1,440 0,574 0,282 0,156 0,092 0,057 0,037 0,024 0,016
TABL A II
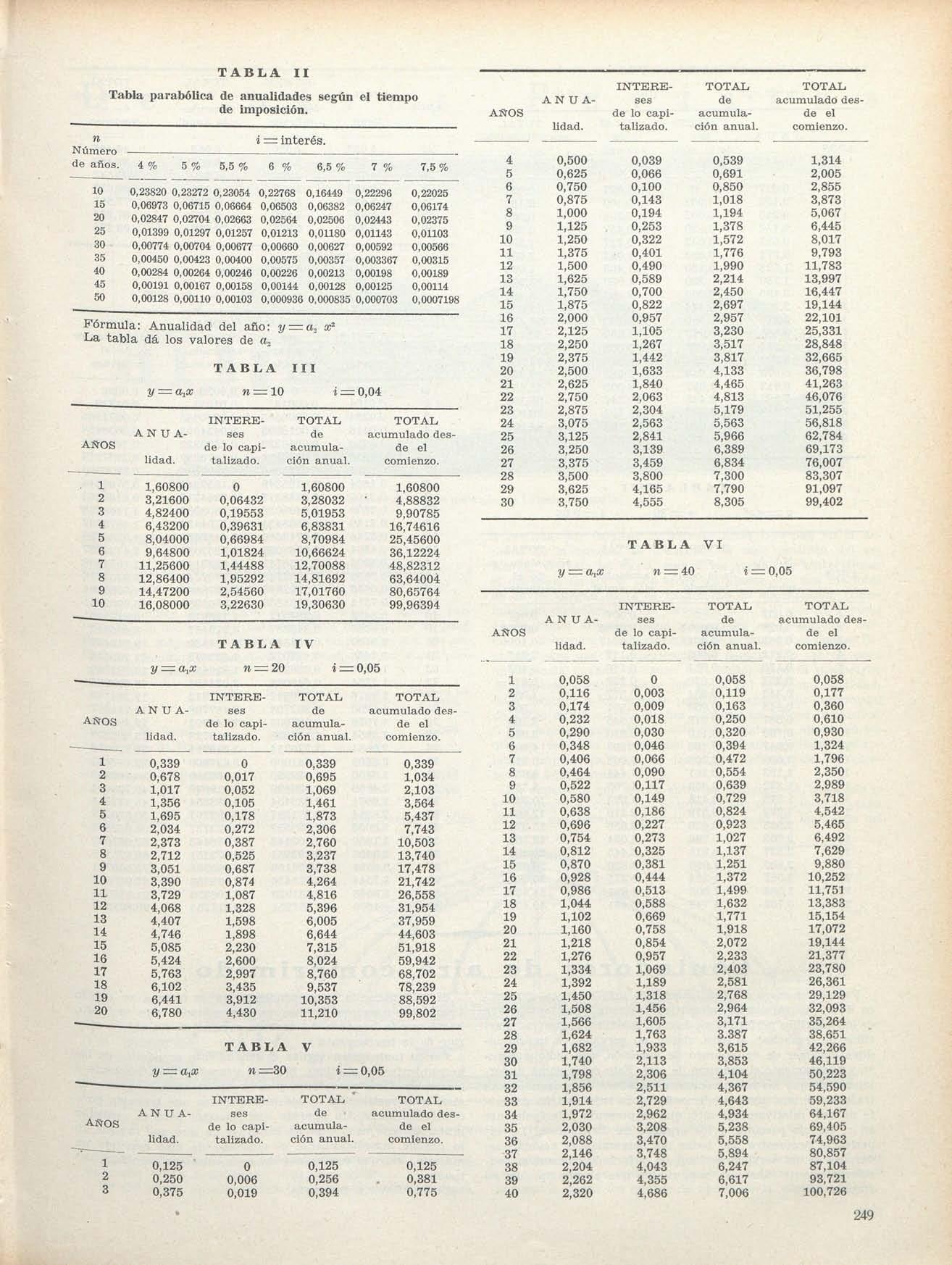
Tabla parabólica de anualidades según el tiempo de imposición
TABL A VI
y = a,x M = 40 i=:0,05 INTERE-
n Número deaños
10 15 20 25 30 35 40 45 50 0,23820 0,23272 0,06973 0,06715' 0,02847 0,02704 0,01399 0,01297 0,00774 0,00704 0,00450 0,00423 0,00284 0,00264 0,00191 0,00167 0,00128 0,00110; 5,5 % 0,23054 0,06664 0,02663 0,01257 0,00677 0,00400 0,00246 0,00158 0,00103 6,5 % 7,5 < 0,22768 0,06503 0,02564 0,01213 0,00660 0,00575 0,00226 0,00144 0,000936 0,16449 0,06382 0,02506 0,01180 0,00627 0,00357 0,00213 0,00128 0,000835 0,22296 0,06247 0,02443 0,01143 0,00592 0,003367 0,00198 0,00125 0,000703 0,22025 0,06174 0,02375 0,01103 0,00566 0,00315 0,00189 0,00114 0,0007198 Fórmula: Anualidad del año: y = a,^ x'' La tabla dá los valores de a TABL A III y = a,x M = 10 i — 0,04 INTERE- TOTAL TOTAL, A N U A- ses de acumuladodesAjffOS delocapi-acumula- deel lidad talizado ciónanual comienzo. . 1 1,60800 0 1,60800 1,60800 2 3,21600 0,06432 3,28032 4,88832 3 4,82400 0,19553 5,01953 9,90785 4 6,43200 0,39631 6,83831 16,74616 5 8,04000 0,66984 8,70984 25,45600 6 9,64800 1,01824 10,66624 36,12224 7 11,25600 1,44488 12,70088 48,82312 8 12,86400 1,95292 14,81692 63,64004 9 14,47200 2,54560 17,01760 80,65764 10 16,08000 3,22630 19,30630 99,96394 TABL
« = 20 { =0,05 INTBRE- TOTAL TOTAL AÑOS A N u A- ses de acumuladodesdelocapi-acumula- deel lidad. talizado. ciónanual. comienzo. 1 0,339 0 0,339 0,339 2 0,678 0,017 0,695 1,034 3 1,017 0,052 1,069 2,103 4 1,356 0,105 1,461 3,564 5 1,695 0,178 1,873 5,437 6 2,034 0,272 2,306 7,743 7 2,373 0,387 2,760 10,503 8 2,712 0,525 3,237 13,740 9 3,051 0,687 3,738 17,478 10 3,390 0,874 4,264 21,742 11 3,729 1,087 4,816 26,558 12 4,068 1,328 5,396 31,954 13 4,407 1,598 6,005 37,959 14 4,746 1,898 6,644 44,603 15 5,085 2,230 7,315 51,918 16 5,424 2,600 8,024 59,942 17 5,763 2,997 8,760 68,702 18 6,102 3,435 9,537 78,239 19 6,441 3,912 10,353 88,592 20 6,780 4,430 11,210 99,802 TABL A V y — a^x M=30 i = 0,05 AÑOS ANUAlidad 0,125 • 0,250 0,375 INTEREses delocapitalizado. O 0,006 0,019 TOTAL de acumulaciónanual 0,125 0,256 0,394 TOTAL acumuladodesdeel comienzo 0,125 0,381 0,775 INTERE- TOTAL TOTAL ANUA- ses de acumuladodesAÑOS delocapi-acumula- deel lidad talizado ciónanual comienzo 4 0,500 0,039 0,539 1.314 5 0,625 0,066 0,691 2,005 6 0,750 0,100 0,850 2,855 7 0,875 0,143 1,018 3,873 8 1,000 0,194 1,194 5,067 9 1,125 0,253 1,378 6,445 10 1,250 0,322 1,572 8,017 11 1,375 0,401 1,776 9,793 12 1,500 0,490 1,990 11,783 13 1,625 0,589 2,214 13,997 14 1,750 0,700 2,450 16,447 15 1,875 0,822 2,697 19,144 16 2,000 0,957 2,957 22,101 17 2,125 1,105 3,230 25,331 18 2,250 1,267 3,517 28,848 19 2,375 1,442 3,817 32,665 20 2,500 1,633 4,133 36,798 21 2,625 1,840 4,465 41,263 22 2,750 2,063 4,813 46,076 23 2,875 2,304 5,179 51,255 24 3,075 2,563 5,563 56,818 25 3,125 2,841 5,966 62,784 26 3,250 3,139 6,389 69,173 27 3,375 3,459 6,834 76,007 28 3,500 3,800 7,300 83,307 29 3,625 4,165 7,790 91,097 30 3,750 4,555 8,305 99,402
i = interés.
A IV y=za,x
TOTAL TOTAL ANUA- ses de acumuladodesAÑOS delocapi-acumula- deel lidad talizado ciónanual comienzo 1 0,058 0 0,058 0,058 2 0,116 0,003 0,119 0,177 3 0,174 0,009 0,163 0,360 4 0,232 0,018 0,250 0,610 5 0,290 0,030 0,320 0,930 6 0,348 0,046 0,394 1,324 7 0,406 0,066 0,472 1,796 8 0,464 0,090 0,554 2,350 9 0,522 0,117 0,639 2,989 10 0,580 0,149 0,729 3,718 11 0,638 0,186 0,824 4,542 12 0,696 0,227 0,923 5,465 13 0,754 0,273 1,027 6,492 14 0,812 0,325 1,137 7,629 15 0,870 0,381 1,251 9,880 16 0,928 0,444 1,372 10,252 17 0,986 0,513 1,499 11,751 18 1,044 0,588 1,632 13,383 19 1,102 0,669 1,771 15,154 20 1,160 0,758 1,918 17,072 21 1,218 0,854 2,072 19,144 22 1,276 0,957 2,233 21,377 23 1,334 1,069 2,403 23,780 24 1,392 1,189 2,581 26,361 25 1,450 1,318 2,768 29,129 26 1,508 1,456 2,964 32,093 27 1,566 1,605 3,171 35,264 28 1,624 1,763 3.387 38,651 29 1,682 1,933 3,615 42,266 30 1,740 2,113 3,853 46,119 31 1,798 2,306 4,104 50,223 32 1,856 2,511 4,367 54,590 33 1,914 2,729 4,643 59,233 34 1,972 2,962 4,934 64,167 35 2,030 3,208 5,238 69,405 36 2,088 3,470 5,558 74,963 37 2,146 3,748 5,894 80,857 38 2,204 4,043 6,247 87,104 39 2,262 4,355 6,617 93,721 40 2,320 4,686 7,006 100,726 249
Contadore s d e air e comprimid o
Para cerciorarse del funcionamiento más o menos económico de las herramientas neumáticas de toda clase, sobre todo delosmartillos perforadores de roca, martillos corta-frío, martillos de remachar, y para vigilar su servicio, es imprescindible disponer de un aparato de medición, que indique segura y exactamente el consumo de aire. Esto es de suma importancia, porque las herramientas neumáticas, aun cuando sean tratadas de una manera adecuada, están sujetas a un desgaste natural relativamente alto, que se presenta principalmente en el émbolo percutor y los órganos de distribución. La experiencia'demuestra que todas las herramientas neumáticas, después de un servicio prolongado y forzado, consumen considerablemente más aire comprimido que al principio de su empleo.
Si la reparación correspondiente no se hace a su debido tiempo, el consumo de aire va aumentando cada vez más, hasta que la cesación del trabajo regular dé fin al uso ulterior de la herramienta.
Por lo tanto, para vigilar el rendimiento económico de las herramientas neumáticas, hay que proceder oportunamente a las reparaciones necesarias, y al excederse cierto consumo de aire, a la sustitución de las herramientas que trabajen poco económicamente. Un aparato indispensable para la medición prácticamente exacta es un contador de aire que indique en lo posible inmediatamente el consumo de aire aspirado en mVmin., sin que sea preciso hacer mediciones especiales del tiempo.
(De la "Revista Demag".)
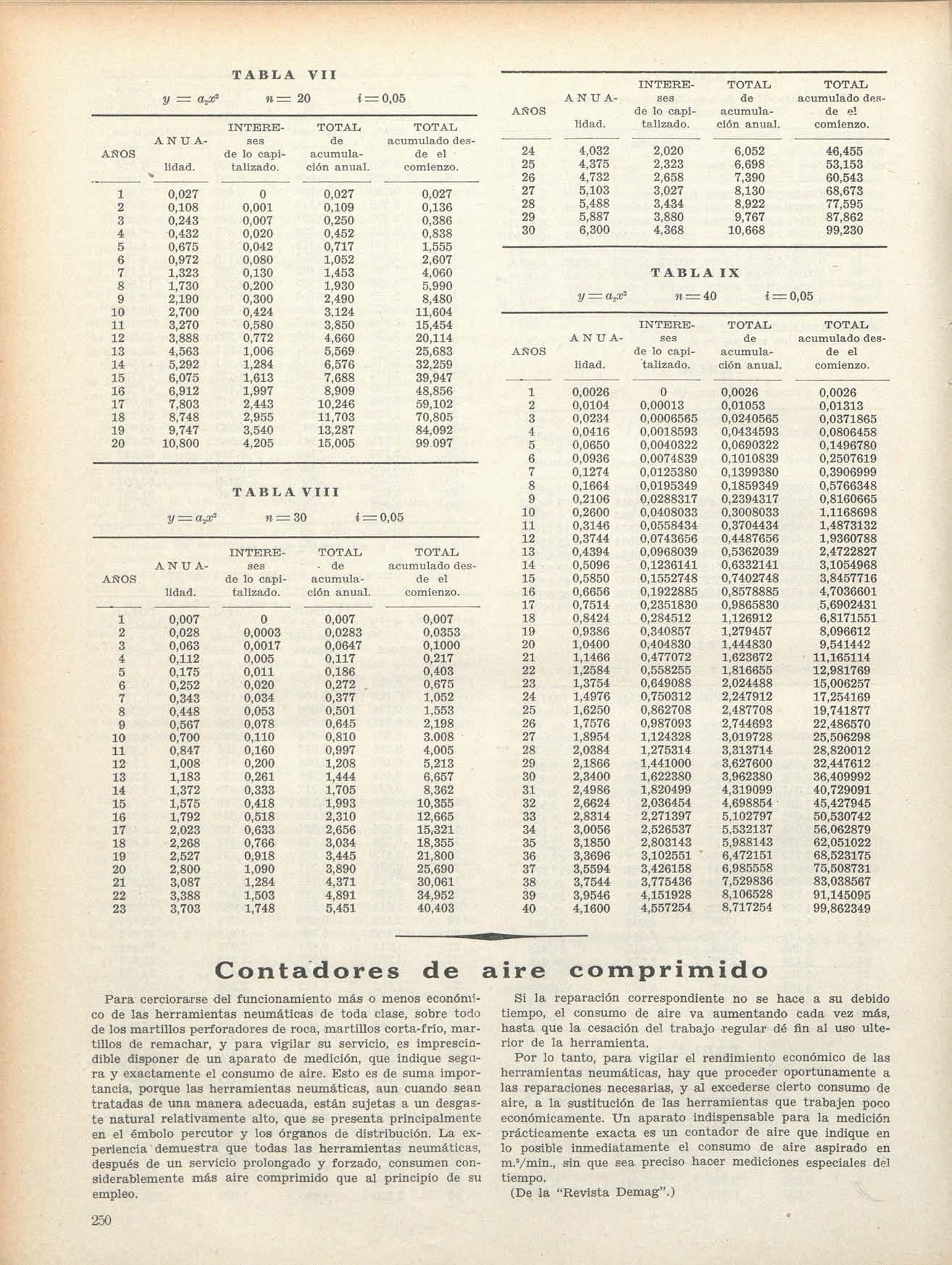
TABLA VII = n — 20 i= 0,05 INTERE- TOTAL TOTAL ANUA- ses de acumuladodesAÑOS delocapi-acumula- deel lidad talizado ciónanual comienzo 1 0,027 0 0,027 0,027 2 0,108 0,001 0,109 0,136 3 0,243 0,007 0,250 0,386 4 0,432 0,020 0,452 0,838 5 0,675 0,042 0,717 1,555 6 0,972 0,080 1,052 2,607 7 1,323 0,130 1,453 4,060 8 1,730 0,200 1,930 5,990 9 2,190 0,300 2,490 8,480 10 2,700 0,424 3,124 11,604 11 3,270 0,580 3,850 15,454 12 3,888 0,772 4,660 20,114 13 4,563 1,006 5,569 25,683 14 5,292 1,284 6,576 32,259 15 6,075 1,613 7,688 39,947 16 6,912 1,997 8,909 48,856 17 7,803 2,443 10,246 69,102 18 8,748 2,955 11,703 70,805 19 9,747 3,540 13,287 84,092 20 10,800 4,205 15,005 99.097 TABLA VIII y — a.x- n= 30 i= 0,05 INTERE- TOTAL TOTAL ANUA- ses .de acumuladodesAÑOS delocapi-acumula- deel lidad. talizado.ciónanual. comienzo 1 0,007 0 0,007 0,007 2 0,028 0,0003 0,0283 0,0353 3 0,063 0,0017 0,0647 0,1000 4 0,112 0,005 0,117 0,217 5 0,175 0,011 0,186 0,403 6 0,252 0,020 0,272 0,675 7 0,343 0,034 0,377 1,052 8 0,448 0,053 0,501 1,553 9 0,567 0,078 0,645 2,198 10 0,700 0,110 0,810 3.008 11 0,847 0,160 0,997 4,005 12 1,008 0,200 1,208 5,213 13 1,183 0,261 1,444 6,657 14 1,372 0,333 1,705 8,362 15 1,575 0,418 1,993 10,355 16 1,792 0,518 2,310 12,665 17 2,023 0,633 2,656 15,321 18 2,268 0,766 3,034 18,355 19 2,527 0,918 3,445 21,800 20 2,800 1,090 3,890 25,690 21 3,087 1,284 4,371 30,061 22 3,388 1,503 4,891 34,952 23 3,703 1,748 5,451 40,403 INTERE- TOTAL TOTAL ANUA- ses de acumuladode.sAÑOS delocapi-acumula- dee! lidad talizado ciónanual comienzo. 24 4,032 2,020 6,052 46,455 25 4,375 2,323 6,698 53,153 26 4,732 2,658 7,390 60,543 27 5,103 3,027 8,130 68,673 28 5,488 3,434 8,922 77,595 29 5,887 3,880 9,767 87,862 30 6,300 4,368 10,668 99,230 TABLA IX y =a^x' n — 40 i= 0,05 INTERE- TOTAL TOTAL ANUA- ses de acumuladodesAÑOS delocapi-acumula- deel lidad talizado. ciónanual comienzo 1 0,0026 0 0,0026 0,0026 2 0,0104 0,00013 0,01053 0,01313 3 0,0234 0,0006565 0,0240565 0,0371865 4 0,0416 0,0018593 0,0434593 0,0806458 5 0,0650 0,0040322 0,0690322 0,1496780 6 0,0936 0,0074839 0,1010839 0,2507619 7 0,1274 0,0125380 0,1399380 0,3906999 8 0,1664 0,0195349 0,1859349 0,5766348 9 0,2106 0,0288317 0,2394317 0,8160665 10 0,2600 0,0408033 0,3008033 1,1168698 11 0,3146 0,0558434 0,3704434 1,4873132 12 0,3744 0,0743656 0,4487656 1,9360788 13 0,4394 0,0968039 0,5362039 2,4722827 14 0,5096 0,1236141 0,6332141 3,1054968 15 0,5850 0,1552748 0,7402748 3,8457716 16 0,6656 0,1922885 0,8578885 4,7036601 17 0,7514 0,2351830 0,9865830 5,6902431 18 0,8424 0,284512 1,126912 6,8171551 19 0,9386 0,340857 1,279457 8,096612 20 1,0400 0,404830 1,444830 9,541442 21 1,1466 0,477072 1,623672 11,165114 22 1,2584 0,558255 1,816655 12,981769 23 1,3754 0,649088 2,024488 15,006257 24 1,4976 0,750312 2,247912 17,254169 25 1,6250 0,862708 2,487708 19,741877 26 1,7576 0,987093 2,744693 22,486570 27 1,8954 1,124328 3,019728 25,506298 28 2,0384 1,275314 3,313714 28,820012 29 2,1866 1,441000 3,627600 32,447612 30 2,3400 1,622380 3,962380 36,409992 31 2,4986 1,820499 4,319099 40,729091 32 2,6624 2,036454 4,698854 45,427945 33 2,8314 2,271397 5,102797 50,530742 34 3,0056 2,526537 5,532137 56,062879 35 3,1850 2,803143 5,988143 62,051022 36 3,3696 3,102551 ' 6,472151 68,523175 37 3,5594 3,426158 6,985558 75,508731 38 3,7544 3,775436 7,529836 83,038567 39 3,9546 4,151928 8,106528 91,145095 40 4,1600 4,5572.54 8,717254 99,862349
250
AspectodelnuevomercadodeLeipzig-(maqueta)
CONSTRUCCIÓN
Las cúpulas del nuevo mercado de Leipzig.—(Xe Technique des Travaux. Octubre 1929, pág. 559.)
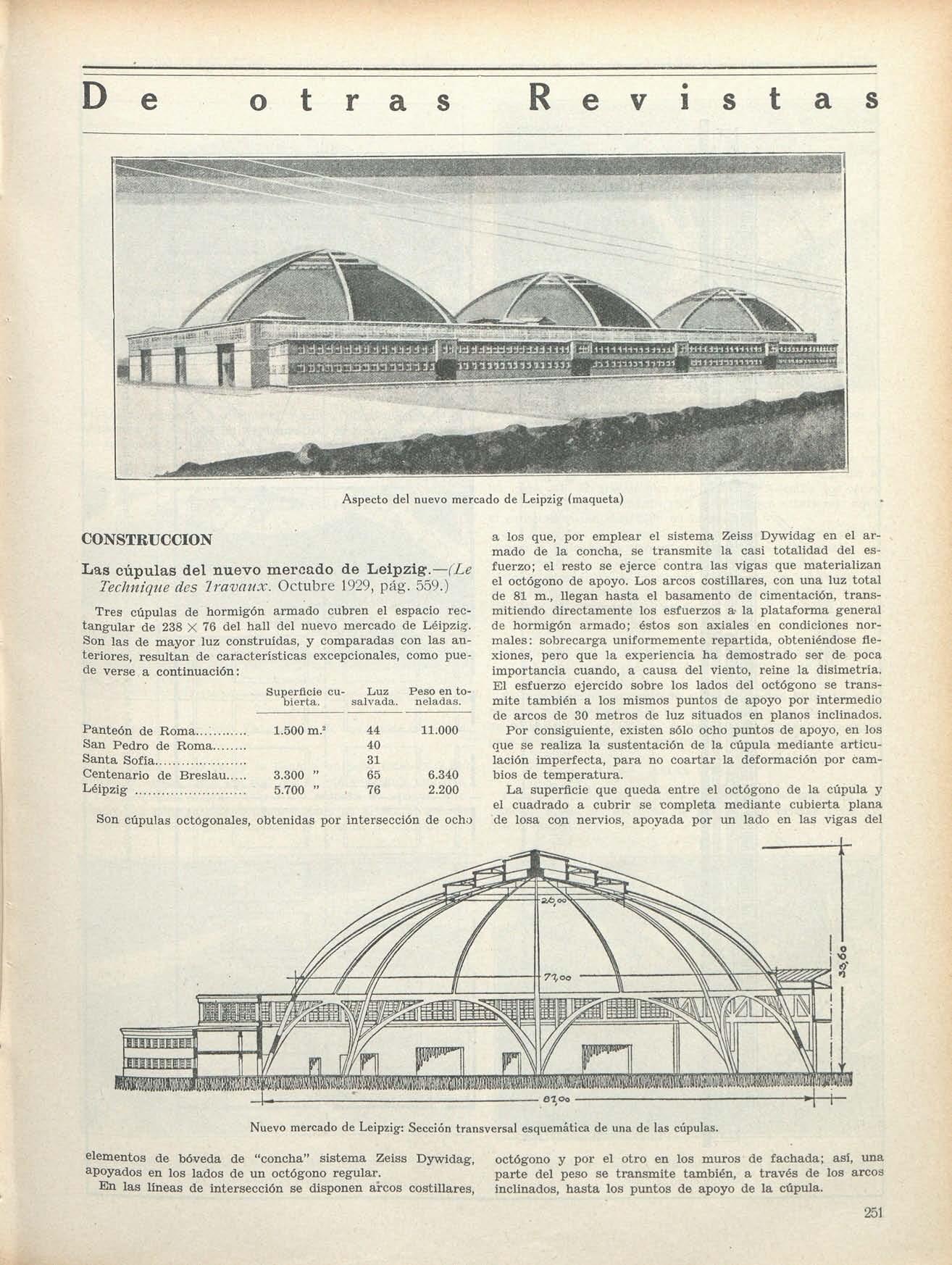
Tres cúpulas de hormigón armado cubren el espacio rectangular de 238 X 76 del hall del nuevo mercado de Leipzig. Son las de mayor luz construidas, y comparadas con las anteriores, resultan de características excepcionales, como puede verse a continuación:
Superflciecu-LuzPesoentobierta. salvada.neladas.
Panteón de Roma... 1.500m."
a los que, por emplear el sistema Zeiss Dywidag en el armado de la concha, se transmite la casi totalidad del esfuerzo; el resto se ejerce contra las vigas que materializan el octógono de apoyo Los arcos costillares, con una luz total de 81 m., llegan hasta el basamento de cimentación, transmitiendo directamente los esfuerzos a- la plataforma general de hormigón armado; éstos son axiales en condiciones normales: sobrecarga uniformemente repartida, obteniéndose flexiones, pero que la experiencia ha demostrado ser de poca importancia cuando, a causa del viento, reine la disimetría. El esfuerzo ejercido sobre los lados del octógono se tran,?mite también a los mismos puntos de apoyo por intermedio de arcos de 30 metros de luz situados en planos inclinados. Por consigruiente, existen sólo ocho puntos de apoyo, en los que se realiza la sustentación de la cúpula mediante articulación imperfecta, para no coartar la deformación por cambios de temperatura.
Son cúpulas octogonales, obtenidas por intersección de ocho
La superficie que queda entre el octógono de la cúpula y el cuadrado a cubrir se completa mediante cubierta plana de losa con nervios, apoyada por un lado en las vigas del
NuevomercadodeLeipzig:Seccióntransversalesquemáticadeunadelascúpulas
elementos de bóveda de "concha" sistema Zeiss Dywidag, apoyados en los lados de un octógono regular.
En las líneas de intersección se disponen arcos costillares.
octógono y por el otro en los muros de fachada; así, una parte del peso se transmite también, a través de los arcos inclinados, hasta los puntos de apoyo de la cúpula.
D otr a s Revista s
San Pedro de Roma Santa Sofía Centenario de Breslau 3.300 " Leipzig 5.700 " 44 40 31 65 76 11.000 6.340 2.200
:ítlliilil«wii«
251
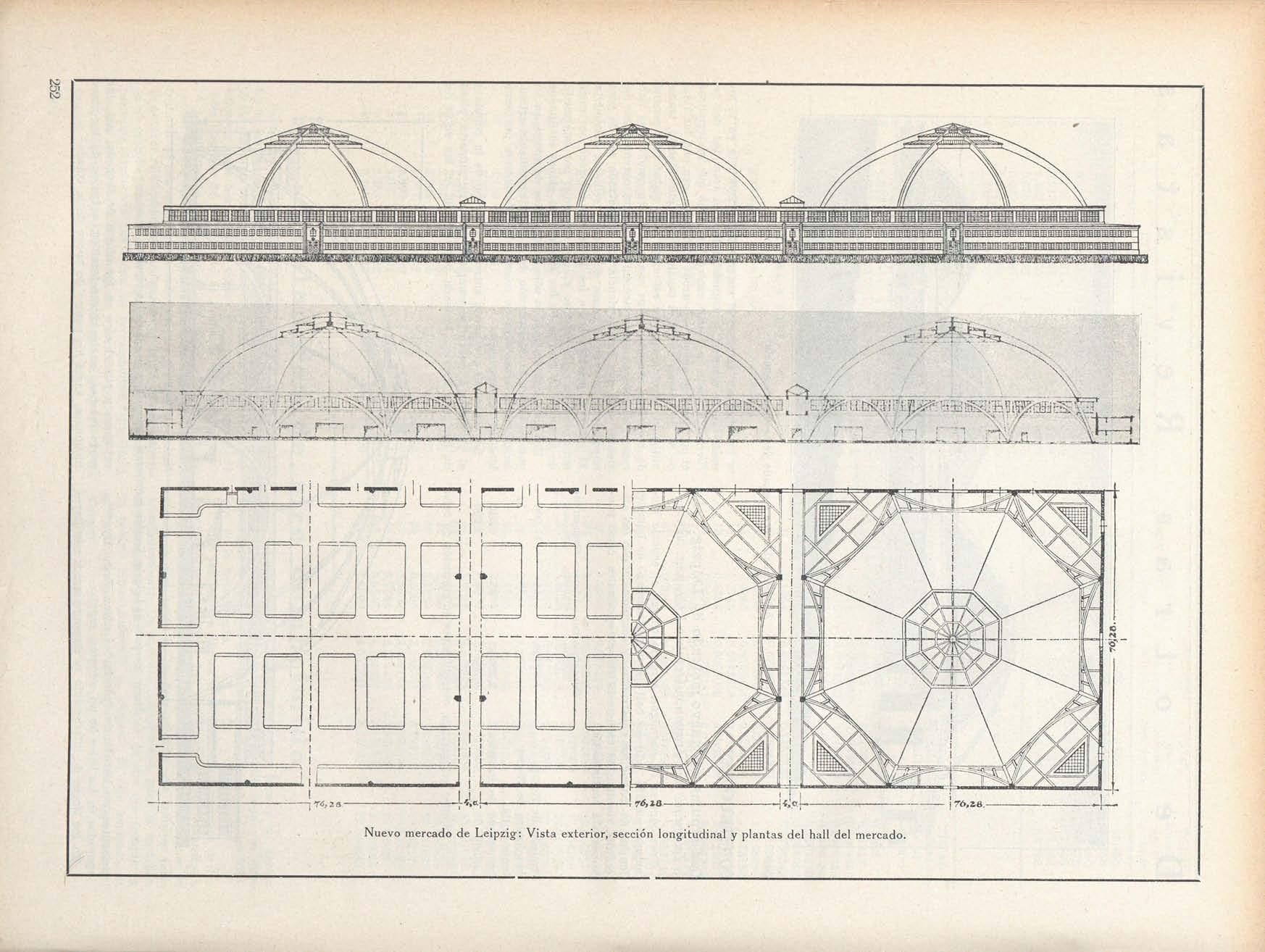
SlllliiilliiKiliiiMlliiiiiiíiHililliíHniKffilfsmiim HISKUiilHUSHHIHISilHIñUilnliSliil
í -1 » 12 -I-I I t 4 • 3i 4<1.!- 1 r6,ia-
mmmmmmimmmmmmimummmm
NuevomercadodeLeipzig:Vistaexterior,secciónlongitudinalyplantasdelhalldelmercado.
Las ventajas de este sistema de cúpulas son las siguientes:
1.» Gran economía de material, obtenida mediante su dis
corriente de bóvedas longitudinales cruzadas por transversales se hubiera requerido 88 apoyos; si se hubiera empleado
Nuevo mercado de Leipzig: Ejecución de los encofrados.
tribución racional, combinando formas, disposiciones y dimensiones de los distintos elementos, de modo a canalizar los esfuerzos que en ellos nacen. Asi se parte de un espesor
Nuevo mercado de Leipzig: Detalle de los arranques de los arcos y acuerdo con los muros de fachada
el sistema Zeiss Dywidag con la misma disposición que en el mercado de Franckfurt, el número se hubiera reducido a 35; pero sólo 24 apoyos han sido precisos. Además, los otros sistemas requieren contrafuertes o arbotantes exteriores; aquí el esfuerzo queda embebido en la masa.
3.° Facilidad de acuerdo con los muros al cubrir planta cuadrada, por quedar elementos triangulares o trapeciales, de fácil cubrimiento mediante losas con nervios rectos.
En la coronación de la cúpula se dispone un lucernario de 24 m. de diámetro con aberturas de ventilación de 8 m. de diámetro.—C Fernández Casado
Norma s par a la fabricación de tubos de hormigón , (Le Génie Civil, vol XCV, pág 205)
Nuevo mercado de Leipzig: Vista interior de una cúpula terminada.
de la concha de 10 cm y se llega a un peso total de 2.200 toneladas, o sea unos 380 Kg. por m.^ de superficie cubierta.
2.' Reducción extraordinaria del número de apoyos, quedando, por consiguiente, muy despejado en planta el espacio a cubrir Si se hubiere empleado el sistema de cubrimiento
En una Memoria presentada a la Asociación Suiza para ei Ensayo de Materiales por M. Ros, director del Laboratorio de Ensayos de Zurich, se proponen las siguientes normas para ser aplicadas a la construcción de tubos de hormigón:
A) ARENA YGRAVA.
Para la fabricación de tubos de hormigón se empleará solamente arena no arcillosa de granos con aristas vivas, y grava lavada.
Nuevo mercado de Leipzig: Detalle de las armaduras en el apoyo de Nuevo mercado de Leipzig: Vista interior de la cúpula recién termilos arcos sobre la plataforma. nado el hormigonado
B) AGLOMERANTE.
El tamaño de los granos no podrá exceder de un cuarto del espesor de las paredes. Como aglomerante se empleará solamente cemento Portland o cementos de alta calidad, cuyas características deben ser las que se indican en las nuevas normas suizas y que a los veintiocho dias alcancen una resistencia a la tracción de 35 Kg. y 500 a la compresión. I_ia tolerancia admitida para la resistencia a la tracción y compresiór^ de los cementos Portland puros es del 15 por 100.
C) HORMIGONADO.
Para la fabricación de tubos de drenaje de hormigón se empleará una mezcla de por lo menos 400 Kg. de cemento de la calidad antes citada por cada 1.000 litros de árido arena-grava
La dosificación debe hacerse de modo que los granos finos, medianos y gordos tengan el minimo de huecos y el producto terminado sea lo más compacto posible
La mezcla se hará mecánicamente empleando buenas hormigoneras.
El hormigón moldeado debe verterse en el molde en estado plástico El hormigón apisonado debe tener la cantidad máxima de agua admisible, de modo que el tubo rezume agua al desencofrarlo.
Se consideran como terrenos en los cuales es peligroso el empleo de cemento:
a) Los terrenos de una reacción fuertemente acida (pH < 6).
b) Los terrenos ricos en iones de hidrógeno desplazable (de más de 20 grados acidimétricos de Baumann-Gully)
c) Los terrenos ricos en sulfatos.
d) Los terrenos ricos en sales de magnesia
Solamente un análisis químico exacto permite juzgar si hay peligro en el empleo de cemento en un terreno dado.
M Ros dice que los ensayos de resistencia mecánica deben efectuarse principalmente con la máquina de Amsler para ensayos de flexión, disponiendo un montaje adecuado para poder medir la resistencia de los tubos al aplastamiento bajo la acción de fuerzas exteriores diametralmente opuestas. Los tubos de más de 2 m de longitud deben someterse a un ensayo de rotura a la flexión bajo la acción de una fuerza aplicada en el punto medio del tubo cuando éste descansa apoyado sobre su.*? extremos.
La Comisión ha efectuado también pruebas de presión hidráulica para determinar la resistencia de los tubos a la presión interior, pero todavia no ha formulado unas conclusiones que permitan sacar deducciones prácticas.—M S
Medida de la deformación délas -presas.—(Bulletin Technique de la Suisse Romande, 8 marzo 1930, pág 55.)
Los tubos de hormigón se fabrican con máquinas de apisonar, prensas o máquinas centrifugas.
Al salir de la máquina, los tubos deben guardarse por lo menos durante tres días en un local cerrado, al abrigo de corrientes de aire. Durante las primeras cuarenta y ocho horas hay que proceder a una regado intensivo, que debe comenzarse de dos a seis horas después de salir el tubo de la prensa, según las condiciones atmosféricas y la época del año.
Se deben enlucir las paredes interiores y exteriores.
E) RECEPCIÓN DE LOS TUBOS
Los tubos de hormigón deben permanecer almacenados antes de su empleo por lo menos tres meses.
La compacidad de los tubos se mide por su poder de absorción de agua, que en peso no debe exceder de 6 por 100 después de catorce días de inmersión en agua (tolerancia, 25 por 100).
Para comprobar su estanqueidad se llenan los tubos de agua hasta el borde. El nivel del agua no debe descender más de 2 cm en veinticuatro horas (tolerancia, 20 por 100)
Para el ensayo de aplastamiento, se ejerce sobre dos generatrices diamentralmente opuestas una presión que debe ser por lo menos de 1.750 Kg. por metro lineal, y que el tubo debe poder resistir sin romperse después de tres meses de almacenamiento
F) INSPECCIÓN.
Los fabricantes de tubos llevarán un registro de la procedencia del cemento empleado. Llevarán además un fichero que les permita saber el tiempo que hace que los tubos se fabricaron.
Los fabricantes están obligados a que la "Asociación Suiza de Ensayo de iVIateriales" les inspeccione el cemento empleado en la fabricación de los tubos, y hace, a demanda del cliente, el ensayo de los tubos terminados.
G) TERRENOS QUE PROVOCAN LA ALTERACIÓN DE LOS CEMENTOS.
En los terrenos susceptibles de alterar los cementos, o bien se renunciará a su empleo, o se les empleará solamente recubiertos de agentes protectores.
En una obra en alemán que acaba de aparecer recientemente (1) con el título de "Medida de la deformación de las presas", por W. Lang, ingeniero, se dá cuenta del resultado de los trabajos llevados a cabo por la sección de Geodesia ^
Presa de Rempen. Representación,enperspectivaaxonométrica,delasdeformacionesdelapresadesdeabrilde1925(aguaenlacota,632,0)hasta octubrede1928(aguaenlacota643,0)Sesuponequeenabril dei;i25elparamentodelmuroeravertical
del Servicio í:opográfico federal suizo en los años 1921 a! 1928, intentando medir las deformaciones de algunas grandes presas bajo la acción del tiempo y la variación de nivel del embalse.
Dejando a un lado los detalles de la técnica del modo de operar, que se describe con detalle en la obra en cuestión, diremos solamente que, en principio, el método consiste en la medida del desplazamiento de varias referencias previamente determinadas, mediante observaciones hechas con el teodolito desde dos o tres estaciones fijas.
El resultado de estas observaciones, cuidadosamente ejecutadas, lo representa el autor en forma de gráficos, de gran interés teórico y práctico. Nosotros reproducimos algunos de ellos.
FRESA DE REMPEN (WAGGITAL) .
La deformación de esta presa se representa de una manera muy clara en el croquis, en perspectiva axonométrica, de la figura l.>
Las medidas muestran que el muro se desplaza lentamente hacia aguas abajo. Parece que la obra no ha llegado todavía a su posición de equilibrio Continuarán las observacio-
(1)Editor:VerlagderAbteilungfürLandestopogTaphieBerna(Suiza).Precio:6francossuizos.
D) FABRICACIÓN DE LOS TUBOS DE HORMIGÓN.
Figura 1."
2- 4
nes. Las deformaciones son mayores en el ala izquierda que en el ala derecha de la presa.
PRES A DE SCHRA H (WAGGITAL)
Los dos croquis, en perspectiva axonométrica, de la figura 2.', muestran que desde la primera vez que se llenó el embalse, en mayo de 1925, a octubre de 1926, la deformación máxima del punto medio de la coronación ha sido de 14 mm., deformación que ha aumentado 1 mm. más en los dos años siguientes con el embalse lleno
Durante el vaciado del embalse, de octubre de 1928 a marzo de 1929, el muro acusa una rigidez más grande que en 1925-1926, puesto que, bajo la influencia de un descenso de 40 m del nivel de aguas del embalse, la deformación, en sentido contrario a la anterior, es solamente de 2 mm. La de-
formación permanente es, pues, en números redondos, siete veces más grande que la deformación elástica actual. En estas condiciones, se puede admitir que la presa ha llegado prácticamente a su estado de equilibrio, por lo que las observaciones nuevas en un futuro inmediato no aportarían ningún dato interesante
RESUME N
En la figura 3.° se representa en forma bien explícita los resultados de este trabajo, representando los perfiles de los muros en escala de 1 :10.000 y las curvas de deformación de la sección más deformada. Además de las presas estudiadas por el Servicio topográfico federal, la figura 3."representa el modelo de presa de Stevenson Creek.—M. S.
Mai 1925 860 m
Okt 1926 900 m
Ansicht 1 1000 to 1 1 1 1
Oatum Stau
Mai 1925 660m
Okt 1928 900 m
Mj_r-z_l929 860 m
Representación,
en perspectiva ^^^^^^^'^^^t^'^^^^'^^f^^^^^^^255
Figura 2.» PresadeSchah.
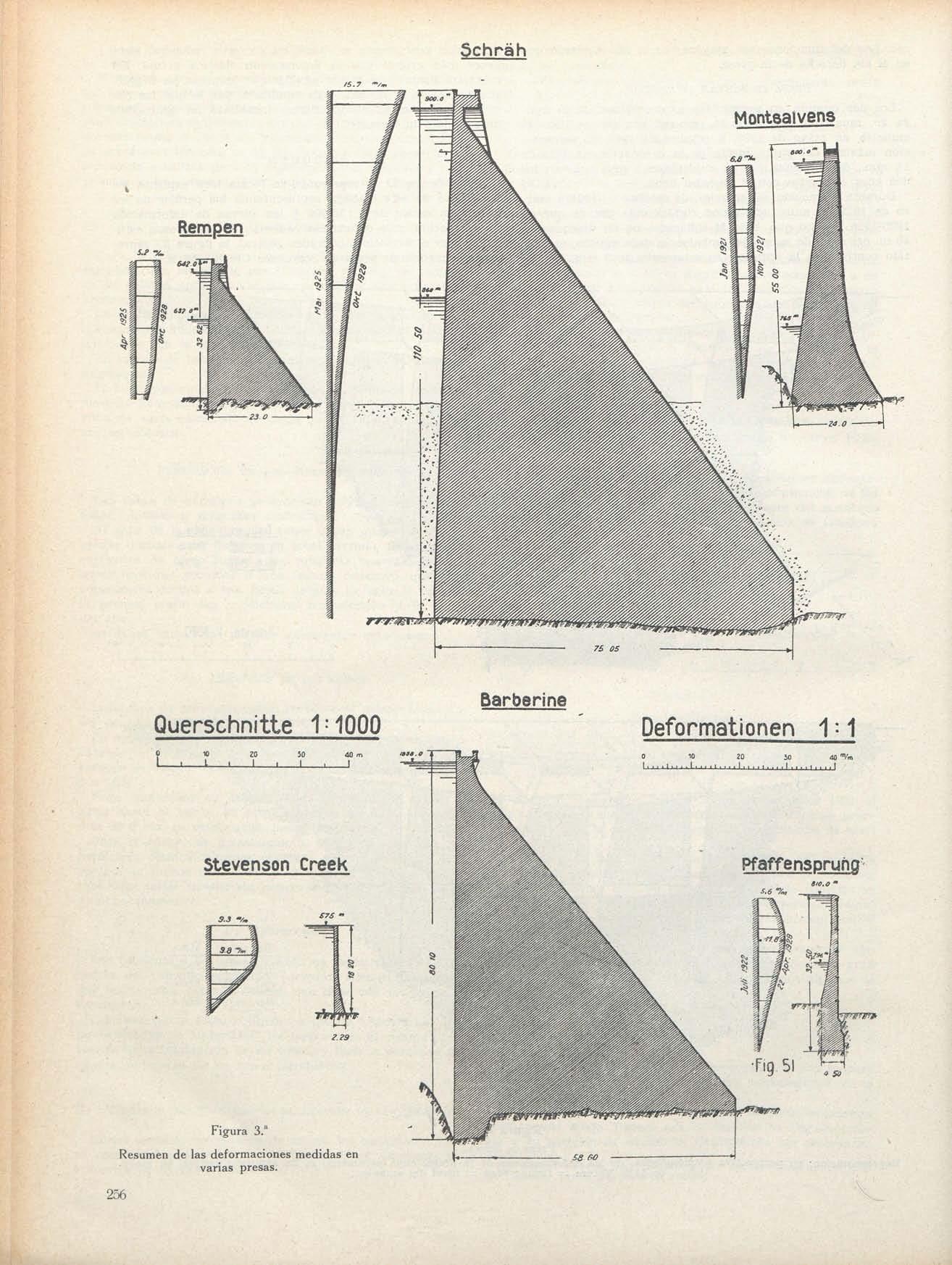
Schráh Montsalvens Querschnitte 1-1000 I I t 1 U 50 _1_ 40 I - J Barberin e Deformationen 1:1 ......I......... I
Pfaffenspruñ p S.6 •%,
51
Stevenso n Cree k
fig
Resumendelasdeformacionesmedidasen
256
Figura3."
variaspresas
Las tendencias modernas en la construcción de viviendas.—(Grene, Science et Industrie, diciembre de 1929, pag. 739).
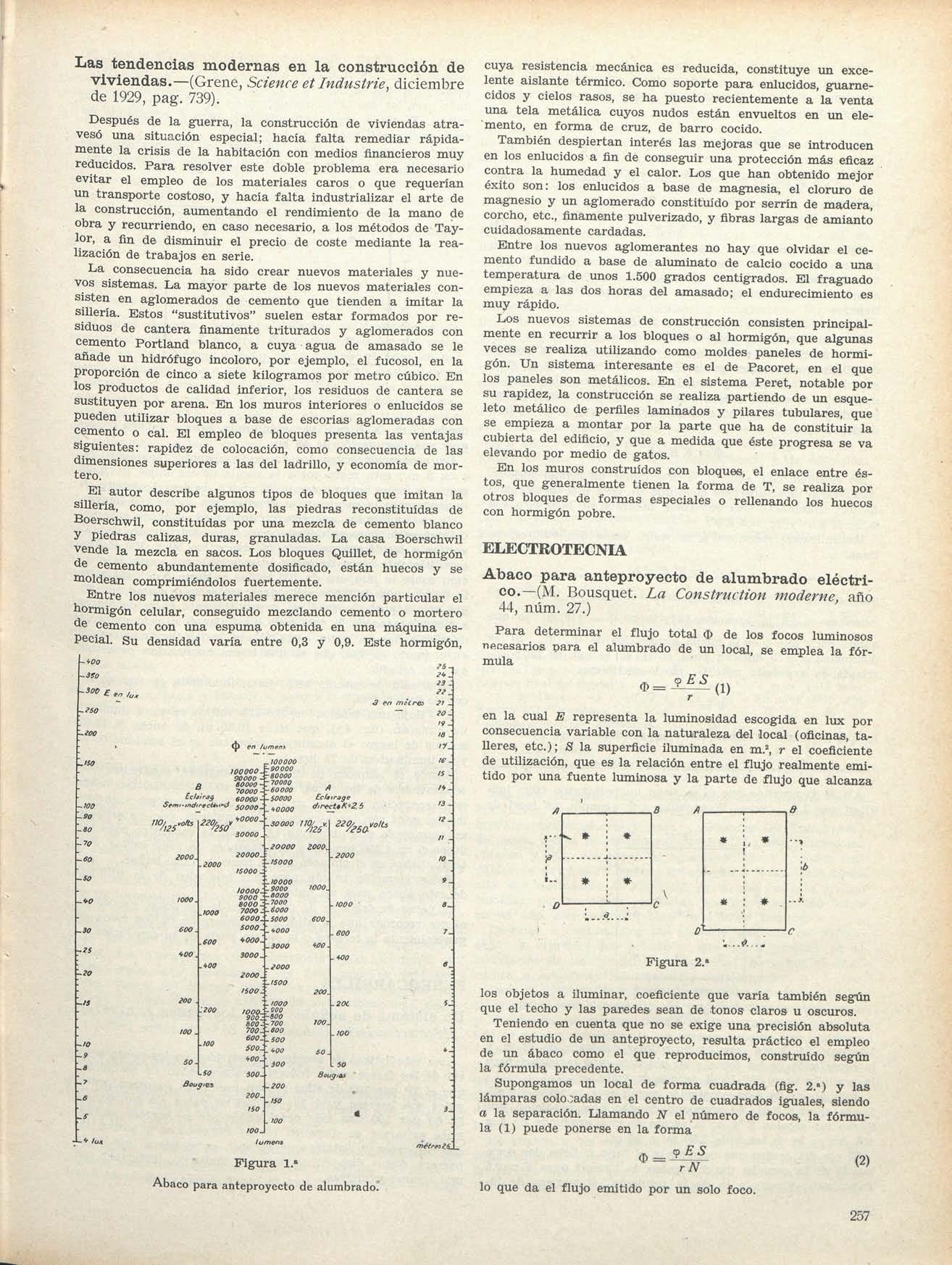
Después de la guerra, la construcción de viviendas atravesó una situación especial; hacía falta remediar rápidamente la crisis de la habitación con medios financieros muy reducidos. Para resolver este doble problema era necesario evitar el empleo de los materiales caros o que requerían un transporte costoso, y hacía falta industrializar el arte de la construcción, aumentando el rendimiento de la mano de obra y recurriendo, en caso necesario, a los métodos de Taylor, a fin de disminuir el precio de coste mediante la realización de trabajos en serie.
La consecuencia ha sido crear nuevos materiales y nuevos sistemas. La mayor parte de los nuevos materiales consisten en aglomerados de cemento que tienden a imitar la sillería. Estos "sustitutivos" suelen estar formados por residuos de cantera finamente triturados y aglomerados con cemento Portland blanco, a cuya agua de amasado se le añade un hidrófugo incoloro, por ejemplo, el fucosol, en la proporción de cinco a siete kilogramos por metro cúbico En los productos de calidad inferior, los residuos de cantera se sustituyen por arena En los muros interiores o enlucidos se pueden utilizar bloques a base de escorias aglomeradas con cemento o cal. El empleo de bloques presenta las ventajas siguientes: rapidez de colocación, como consecuencia de las dimensiones superiores a las del ladrillo, y economía de mortero.
El autor describe algunos tipos de bloques que imitan la sillería, como, por ejemplo, las piedras reconstituidas de Boerschwil, constituidas por una mezcla de cemento blanco y piedras calizas, duras, granuladas La casa Boerschwil vende la mezcla en sacos. Los bloques Quillet, de hormigón de cemento abundantemente dosificado, están huecos y se moldean comprimiéndolos fuertemente.
Entre los nuevos materiales merece mención particular el hormigón celular, conseguido mezclando cemento o mortero de cemento con una espuma obtenida en una máquina especial. Su densidad varía entre 0,3 y 0,9. Este hormigón,
cuya resistencia mecánica es reducida, constituye un excelente aislante térmico. Como soporte para enlucidos, guarnecidos y cielos rasos, se ha puesto recientemente a la venta una tela metálica cuyos nudos están envueltos en un elemento, en forma de cruz, de barro cocido
También despiertan interés las mejoras que se introducen en los enlucidos a fin de conseguir una protección más eficaz contra la humedad y el calor. Los que han obtenido mejor éxito son: los enlucidos a base de magnesia, el cloruro de magnesio y un aglomerado constituido por serrín de madera, corcho, etc., finamente pulverizado, y fibras largas de amianto cuidadosamente cardadas.
Entre los nuevos aglomerantes no hay que olvidar el cemento fundido a base de aluminato de calcio cocido a una temperatura de unos 1.500 grados centígrados. El fraguado empieza a las dos horas del amasado; el endurecimiento es muy rápido.
Los nuevos sistemas de construcción consisten principalmente en recurrir a los bloques o al hormigón, que algunas veces se realiza utilizando como moldes paneles de hormigón. Un sistema interesante es el de Pacoret, en el que los paneles son metálicos. En el sistema Peret, notable por su rapidez, la construcción se realiza partiendo de un esqueleto metálico de perfiles laminados y pilares tubulares, que'; se empieza a montar por la parte que ha de constituir la cubierta del edificio, y que a medida que éste progresa se va elevando por medio de gatos.
En los muros construidos con bloques, el enlace entre éstos, que generalmente tienen la forma de T, se realiza por otros bloques de formas especiales o rellenando los huecos con hormigón pobre.
ELECTROTECNIA
Abaco para anteproyecto de alumbrado eléctrico.—(M Bousquet La Construction moderne, año 44, núm. 27.)
Para determinar el flujo total <[) de los focos luminosos necesarios para el alumbrado de un local, se emplea la fórmula
r <!) = (1)
en la cual E representa la luminosidad escogida en lux por consecuencia variable con la naturaleza del local (oficinas, talleres, etc.); S la superficie iluminada en m.^ r el coeficiente de utilización, que es la relación entre el flujo realmente emitido por una fuente luminosa y la parte de flujo que alcanza
los objetos a iluminar, coeficiente que varía también según que el techo y las paredes sean de tonos claros u oscuros
Teniendo en cuenta que no se exige una precisión absoluta en el estudio de un anteproyecto, resulta práctico el empleo de un abaco como el que reproducimos, construido según la fórmula precedente
Supongamos un local de forma cuadrada (fig 2.") y las lámparas colchadas en el centro de cuadrados iguales, siendo a la separación Llamando Jí' el número de focos, la fórmula (1) puede ponerse en la forma
p ES
TN (2)
lo que da el flujo emitido por un solo foco
-*00 • 350 • 306 £ , !S0 <J) en íumens 100000 100000. TfOO O ¿•4 !1 • 19 la 80000 .100 -SO • so 70 .00 .SO ^-'0 9 ~a B ÍMr,g, EOOOD-, Semi-ind'recU,..^ 50000' 30000J f- 70000 70000-^00000 ¡0000 -TOOOO '-300O0 TIÍ \. 2OO0O 15000 WOO eoo L»í<í 20000- • ISOOO- 10000 loooo: - JJ»" sooo .-%ooo eooo - - ^000 7000. -6000 60001.5000 sooo *000. 3000. • 2000. isool aoo 700. 600. 500'fOOLíí, 3004 2004 150 direcUK'2.i fe" zoooi ...000 -3000 .2000 ••-1500 Xioo o t-OOO 800 700 600 SOO '.00 Vsoo eoo too .200 ] .IS O • 50 Bougits lOO lumena
Figura 1.» Abacoparaanteproyectodealumbrado."
Figura 2.*
257 7
Pero la disposición adoptada para la repartición de los focos permite escribir, considerando la superficie S dividida en número N (igual al número de focos) de cuadrados iguales de lado a.
8 S — Na?, de donde = —
Por otra parte, si se hace la forma K la fórmula (2) tomará
(I) = A:£a2 (3)
Este coeflciente K se hace igual a 2,5 si se trata de un alumbrado directo, e igual a 3 en el caso de un alumbrado semi-indirecto, éstas son, además, las dos disposiciones de alumbrado más corrientemente empleadas Por tanto, se tiene:
Para el alumbrado directo, (IJ = 2,5 Ea^.
Para el alumbrado semi-indirecto, O = 3 Ea^.
Pero si «1 local es de forma rectangular, no es posible distribuir a intervalos iguales los focos SeaA B C D E la. superficie a iluminar (fig. 2.»), la cual no permite más que la disposición de cuatro lámparas separadas una distancia a en un sentido y b en el otro, y teniendo en cuenta que S = ab, tendremos :
iÍ = KEab [4]
En realidad, esto equivale a determinar un primer flujo cpj iluminando una superficie cuadrada de lado a y un segundo flujo iluminando una superflcie cuadrada de lado b, o sea O, = K B y (t>, = K B ¡b^
Multiplicando miembro a miembro estos dos valores, se tiene:
(p„_ = E' a' bpero el segundo miembro de esta ecuación es igual a (t>^ como se ve en la ecuación [4]; luego O = <í¡^ lo que quiere decir que O es la media geométrica de O, fl> 2 • Si las distancias a y b difieren poco entre si, lo que es muy corriente, la expresión anterior puede escribirse:
a>,+ í>2
lo que equivale a tomar como separación de los focos un valor c = -—Y~ Aecir, la media aritmética de a y 6.
Asi se comprende que si se tiene un rectángulo cuya longitud sea 2,3 ... veces la anchura, por ejemplo, un local de
mens para K = 3 (aliunbrado semi-indirecto); dos ejes su plementarios A y B equidistantes del eje de los flujos lleviaescalas correspondientes a diversos tipos de lámparas "Mazda"; para las dos tensiones ordinarias de 110/125 y 220/250 voltios. El eje A será, pues, utilizado para el alumbrado directo y el eje B para el semi-indirecto.
Moá,o de empleo del abaco.—Se trata de iluminar bajo una tensión de 110 voltios una sala de estudios de forma cua-
'..J'M. -i s^oo.i
Figura
12 m X 24, basta calcular un primer cuadrado de 12 m y la repartición de los focos y su potencia será la misma para la segunda parte del local de que se trata.
Este abaco ha sido construido según esta relación simplificada: —KE a?. Se compone de dos ejes paralelos, que llevan las escalas E y a; la' escala E está graduada de 4 a 400 lux, y la de las a de 2,50 m. a 25 m.
El eje del centro que representa el flujo (!> lleva dos escalas, la de la derecha da el número de lúmens para K = 2,5 (alumbrado directo); la de la izquierda, el número de lú-
;..
5fV0 ; 5'7'ÍO....
Figura 4."
drada (9 m. X 9 m.), por alumbrado directo y para conseguir una iluminación de 45 lux.
La separación entre los foros igualmente repartidos es:
a = 3 m.; esta recta corta la escala de los flujos (J) en un punto O, como se ha tomado K = 2,5, se lee el número de lumens sobre la escala de la derecha, sea <I) =10 0 lumens
Se ve en seguida que este punto O está colocado enfrente del intervalo correspondiente para una distribución de 110 voltios a las lámparas comprendidas entre 50 y 100 bujías, pero bastante cerca de estas últimas. Fijemos, pues, la elección sobre la lámpara de 100 bujías y busquemos cuál sería la iluminación de dicha sala; para eso se hace pasar una regla por el punto a = 3 m., y por el punto correspondiente a 1.000 lumens de la escala de los flujos (1» situada enfrente de 100 bujías, la regla corta al eje de las iluminaciones E en el punto 55 lux, que es una buena iluminación para una sala de estudio
Esta sala de estudio será, pues, iluminada por nueve focos de 100 bujías.
2.» Bajo una tensión de 110-120 voltios se va a iluminar un almacén (fig. 4.'), que tiene 10,50 m. de ancho y 15,60 metros de largo; el alumbrado adoptado es el semi-indirecto y la iluminación de 75 lux
Siendo el almacén de forma rectangular, tendremos dos separaciones de los focos, o = 3,50 m., b = 5,50 m., o sea una separación media G = 4,35 m. Operando como anteriormente, pero con las escalas de la izquierda, por tratarse de un alumbrado semi-indirecto (íC = 3), se encuentra para los fiujos (I) = 4.250 lumens y una lámpara de 1.000 bujías Por tanto, habrá en el almacén nueve focos de 1.000 bujías.
Estos ejemplos bastan para dar una idea de la utilidad de este abaco para un anteproyecto
A pesar de tratarse de un detalle de ejecución, es conveniente recordar que la altura de suspensión de los focos es generalmente la tercera o la cuarta parte de su separación.
FERROCARRILES
Un sistema de señales para los pasos a nivel.— (Schiseiserische Bauseitung, 28 septiembre 1929.)
Las estadísticas de accidentes ocurridos en los pasos a nivel de los ferrocarriles federales suizos ponen de manifiesto que el 70 por 100 de ellos se han producido en pasos protegidos con barrera y el 30 por 100 en pasos sin protección
El 80 por 100 han sido ocasionados por la barrera misma. Para evitarlos, se disponen placas indicadoras a ambos lados del cruce y sistemas de reflejos en el mismo eje de la barrera. Estos dispositivos son, sin embargo, ineficaces con mal tiempo y nieblas.
3.'
25Í
Las nuevas ordenanzas federales exigen: señales automáticas a ambos lados, placas indicadoras del cruce a una distancia de 150 metros, y entre ambas señales, postes con indicación de la distancia a que está el cruce.
Las señales automáticas, construidas con gran seguridad, actúan una campana o dispositivos *de luz intermitente
El sistema que ha dado mejores resultados ha sido el de pedales de carril con contacto de mercurio. El contacto entre los electrodos que actúa la señal de alarma se efectúa mediante un chorro de mercurio expulsado de un depósito que se comprime al paso de un eje sobre el pedal
El articulo tiene un detallado esquema eléctrico y mecánico del dispositivo.—P. de Laborda.
Los tranvías modernos. — (G H Fletcher, 2lie Iramiioay and Rail'way World, vol 66, pág 24.)
El autor describe diferentes sistemas de transmisión de movimiento entre los motores y los ejes tractores, así como varios de los sistemas ideados para reducir el peso de las piezas no suspendidas e introducir un elemento elástico entre la llanta y el cubo de las ruedas Estos últimos sistemas, cuya finalidad es reducir el ruido y el deterioro de la vía, consisten en recurrir al empleo de ejes huecos y de ruedas cuya parte central es de aluminio forjado o de aleaciones de manganeso, o bien en colocar un anillo de goma o de una substancia bakelizada entre el centro de la rueda y la llanta.
También se ocupa de la colocación de la vía sobre una cimentación elástica. Compara los engranajes cilindricos rectos, los engranajes angulares, los tornillos sin fin y las ruedas dentadas, demostrando la ventaja de las últimas desde el punto de vista del ruido. Se obtienen resultados aceptables con engranajes cilindricos helicoidales con los dientes inclinados a 7,5 grados
Otra cuestión importante es la del aumento de la velocidad media, sobre la que infiuyen la forma de la caracteris- ^ tica del motor y su potencia continua, y con la que está relacionado el problema del frenado, ya que la disminución del tiempo empleado en éste produce un aumento de la velocidad media. i
En lo que se refiere a la construcción de motores se observa una tendencia a reducir el peso y a simplificar la conservación, mejorando especialmente los sistemas de engrase.—C. E.
Locomotoras eléctricas con motores de eje vertical.—(E Linsinger Elecktrotechnisclie Zeitschrift.)
Las últimas locomotoras rápidas construidas para los Ferrocarriles Federales Austríacos están provistas de motores eléctricos de eje vertical. Cada uno de los cuatro ejes acopladosde las ruedas lleva una corona helicoidal que engrana con el piñón del eje motor. La introducción de esta clase de motores cambia completamente el diseño de los anteriores tipos de locomotoras eléctricas, que, según sostiene el autor, habían sido influidas por las antiguas de vapor. El motor vertical necesita un cojinete para contrarrestar el peso axial y la presión producida por el efecto de los engranajes helicoidales. Después de recorridos 130.000 kilómetros se apreció solamente un desgaste de 4/10 mm. en este cojinete. Vistos los buenos resultados obtenidos durante un período de trece meses, se pidieron 29 locomotoras más, equipadas con ocho motores cada ima.—E. L. J.
INSTALACIONES TÉRMICAS
La depuración del agua en las centrales térmicas.—(H Sauvage Revue Universelle des Mines, 15 julio 1929, pág. 33.)
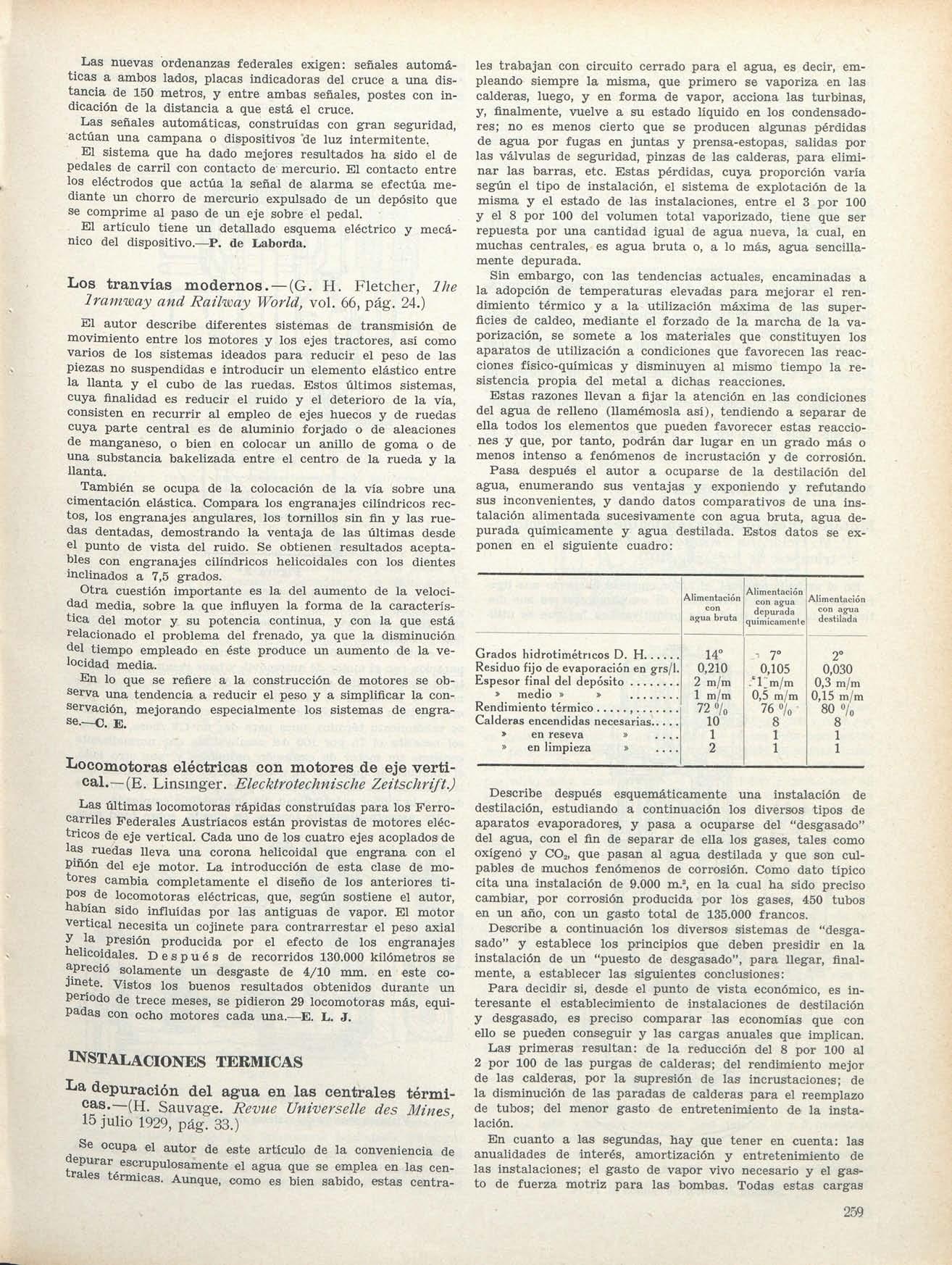
Se ocupa el autor de este artículo de la conveniencia de depurar escrupulosamente el agua que se emplea en lascenrales térmicas Aunque, como es bien sabido, estas centra-
les trabajan con circuito cerrado para el agua, es decir, empleando siempre la misma, que primero se vaporiza en las calderas, luego, y en forma de vapor, acciona las turbinas, y, finalmente, vuelve a su estado líquido en los condensadores; no es menos cierto que se producen algunas pérdidas de agua por fugas en juntas y prensa-estopas, salidas por las válvulas de seguridad, pinzas de las calderas, para eliminar las barras, etc Estas pérdidas, cuya proporción varía según el tipo de instalación, el sistema de explotación de la misma y el estado de las instalaciones, entre el 3 por 100 y el 8 por 100 del volumen total vaporizado, tiene que ser repuesta por una cantidad igual de agua nueva, la cual, en muchas centrales, es agua bruta o, a lo más, agna sencillamente depurada.
Sin embargo, con las tendencias actuales, encaminadas a la adopción de temperaturas elevadas para mejorar el rendimiento térmico y a la utilización máxima de las superficies de caldeo, mediante el forzado de la marcha de la vaporización, se somete a los materiales que constituyen los aparatos de utilización a condiciones que favorecen las reacciones físico-químicas y disminuyen al mismo tiempo la resistencia propia del metal a dichas reacciones
Estas razones llevan a fijar la atención en las condiciones del agua de relleno (llamémosla así), tendiendo a separar de ella todos los elementos que pueden favorecer estas reacciones y que, por tanto, podrán dar lugar en un grado más o menos intenso a fenómenos de incrustación y de corrosión.
Pasa después el autor a ocuparse de la destilación del agua, enumerando sus ventajas y exponiendo y refutando sus inconvenientes, y dando datos comparativos de ima instalación alimentada sucesivamente con agua bruta, agua depurada químicamente y agua destilada. Estos datos se exponen en el siguiente cuadro:
Alimentación con ag-ua bruta
GradoshidrotimétricosDH Residuofijodeevaporaciónengrs/l. Espesorfinaldeldepósito » medio» » Rendimientotérmico , Calderasencendidasnecesarias » enreseva » » enlimpieza » ....
Alimentación con agria destilada
,7°
Describe a continuación los diversos sistemas de "desgasado" y establece los principios que deben presidir en la instalación de un "puesto de desgasado", para llegar, finalmente, a establecer las siguientes conclusiones:
Para decidir si, desde el punto de vista económico, es interesante el establecimiento de instalaciones de destilación y desgasado, es preciso comparar las economías que con ello se pueden conseguir y las cargas anuales que implican.
Las primeras resultan: de la reducción del 8 por 100 al 2 por 100 de las purgas de calderas; del rendimiento mejor de las calderas, por la supresión de las incrustaciones; de la disminución de las paradas de calderas para el reemplazo de tubos; del menor gasto de entretenimiento de la instalación
259
14°
2° 0,210
2m/m .'1m/m
Alimentación con agua depurada quimícamenle 1m/m 0,5m/m0,15m/m 72% 76%• 8 80 o/o 10 8 1 1 1 2 1 1
,0,105 0,030
0,3m/m
Describe después esquemáticamente una instalación de destilación, estudiando a continuación los diversos tipos de aparatos evaporadores, y pasa a ocuparse del "desgasado" del agua, con el fin de separar de ella los gases, tales como oxigenó y CO^,que pasan al agua destilada y que son culpables de muchos fenómenos de corrosión. Como dato típico cita una instalación de 9.000 m.^, en la cual ha sido preciso cambiar, por corrosión producida por los gases, 450 tubos en un año, con un gasto total de 135.000 francos
En cuanto a las segundas, hay que tener en cuenta: las anualidades de interés, amortización y entretenimiento de las instalaciones; el gasto de vapor vivo necesario y el gasto de fuerza motriz para las bombas. Todag^ estas cargas
varían con el tipo de instalación; pero, eo general, estas instalaciones se pueden amortizar en pocos años.
Además, una instalación de esta índole aumenta considerablemente la seguridad de marcha de la central, al suprimir las frecuentes roturas de tubos y al disminuir considerablemente los peligros de corrosión de las paletas de las turbinas.—L. Torón Villegas.
Las calderas de alta presión en Austria.—(P Zwiaver, Elektrotechnik und Maschinenban, vol XVII, página 772
Las instalaciones de vapor a alta presión se han desarrollado considerablemente en Austria, donde existen 11 instalaciones, con un total de 24 calderas, a una presión media de 38 atmósferas. Entre estas últimas una está timbrada a 120 atmósferas La superficie total de caldeo de las 24 calderas es 9.431 metros cuadrados; la de la caldera más pequeña, 150, y la de la más grande, 1.150 metros cuadrados. Las industrias que las utilizan son: Cinco fábricas de papel, una central generadora de electricidad, dos fábricas de tejidos, dos fábricas de máquinas y una fábrica de curtidos. De las 24 calderas, 17 son de tubos verticales, con una superficie de caldeo de 7.740 metros cuadrados.—C. E.
MAQUINAS Y MOTORES
Motores Diesel ligeros, aplicables a la tracción.— (P. M. Heldr. La Technique Automobile et Aerienne, 4.° trimestre de 1929, pág 107)
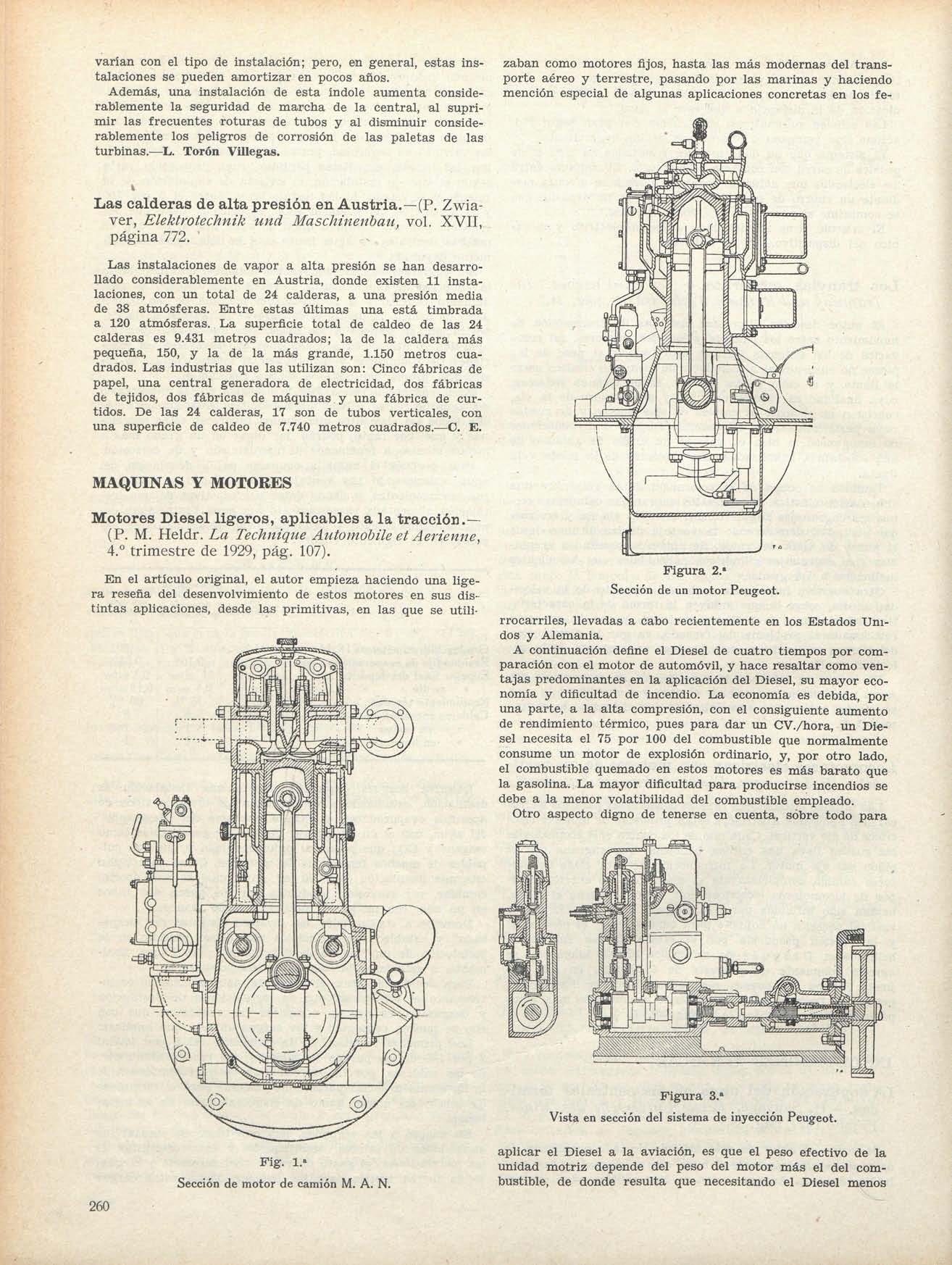
En el artículo original, el autor empieza haciendo una ligera reseña del desenvolvimiento de estos motores en sus distintas aplicaciones, desde las primitivas, en las que se utili-
zaban como motores fijos, hasta las más modernas del transporte aéreo y terrestre, pasando por las marinas y haciendo mención especial de algunas aplicaciones concretas en los fe-
SeccióndeunmotorPeugeot.
rrocarriles, llevadas a cabo recientemente en los Estados Unidos y Alemania.
A continuación define el Diesel de cuatro tiempos por comparación con el motor de automóvil, y hace resaltar como ventajas predominantes en la aplicación del Diesel, su mayor economía y dificultad de incendio. La economía es debida, por una parte, a la alta compresión, con el consiguiente aumento de rendimiento térmico, pues para dar un CV./hora, un Diesel necesita el 75 por 100 del combustible que normalmente consume un motor de explosión ordinario, y, por otro lado, el combustible quemado en estos motores es más barato que la gasolina. La mayor dificultad para producirse incendios se debe a la menor volatibilidad del combustible empleado. Otro aspecto digno de tenerse en cuenta, sobre todo para
aplicar el Diesel a la aviación, es que el peso efectivo de la unidad motriz depende del peso del motor más el del combustible, de donde resulta que necesitando el Diesel menos
Figura 2.»
Fig. 1.*
SeccióndemotordecamiónMAN
Figura 3."
VistaenseccióndelsistemadeinyecciónPeugeot
260
cantidad de combustible para un mismo número de horas de funcionamiento, queda de este modo compensado el mayor peso que pueda presentar el motor, o, lo que es lo mismo, que con el mismo peso de combustible se pueden efectuar más horas de vuelo. Según lo dicho", puede establecerse la compa-
necesario separarse resueltamente de todo lo hecho hasta el presente y fijarse en la necesidad de aumentar la potencia másica con un volumen reducido. Además, se debe procurar una gran elasticidad, que debe ser comparable con la que presenta el motor de automóvil, o, dicho de otro modo, que un Diesel debe poder funcionar económica y satisfactoriamente, cualquiera que sea la carga y velocidad a que esté sometido. Para su aplicación a un vehículo es necesario también que posea un gran par de arranque.
"Se comprende que sólo una regulación perfecta, tanto en lo que concierne a la inyección del aire como a la del combustible, puede permitir llegar al grado de elasticidad deseado. Es imposible alcanzar este resultado dosando mecánicamente el combustible líquido, por ser infinitesimales las cantidades que se admiten en el policilindro de un automóvil de gran velocidad.
"Para pulverizar suficientemente cantidades tan pequeñas hay que recurrir a presiones de varios centenares de atmósferas y emplear orificios de admisión tan pequeños, que resulta dificilísima su construcción.
"De este modo, nosotros empleamos, desde luego, la inyección por medio del aire, que es la única que puede dar la regulación indispensable.
ración siguiente: un motor Diesel de 3 libras (1,36 kilogramos) por CV., puede compararse con uno de explosión de 2 libras (0,9 kilogramos) por CV.
En el extenso articulo original el autor va citando los tipos más clásicos de motores Diesel de gran velocidad, fijando al mismo tiempo sus características más salientes y sus aplicaciones; entre otros, el autor hace mención de los modelos siguientes: Junkers, Sperry, Beardmore, Garuffa, Hindimeier, Lang, Benz, M. A. N., Maybach, Peugeot, etc. Algunos de estos motores citados conservan el diseño clásico del motor de explosión, pero son más robustos para soportar las altas presiones y lo suficientemente ligeros para poder alcanzar velocidades relativamente elevadas; y en ellos, por lo general, la bomba de combustible suele ocupar el lugar que en los de explosión ocupa la magneto, como puede apreciarse en la figura 1, que representa un corte del motor del camión alemán M. A. N., en el que la inyección del combustible es mecánica.
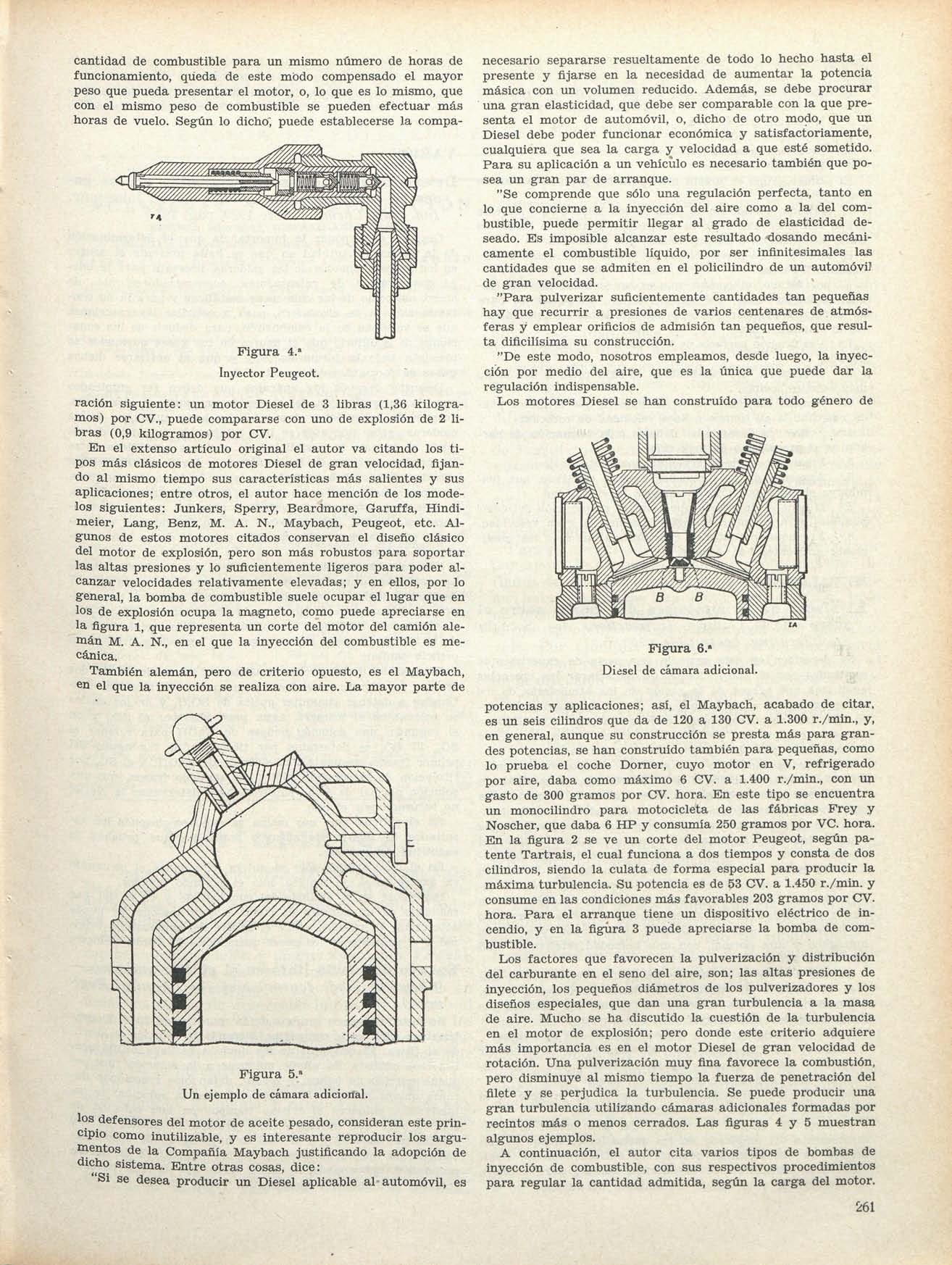
También alemán, pero de criterio opuesto, es el Maybach, en el que la inyección se realiza con aire. La mayor parte de
Los motores Diesel se han construido para todo género de
Unejemplo decámara adicioilal.
losdefensores del motor de aceite pesado, consideran este principio como inutilizable, y es interesante reproducir los argumentos de la Compañia Maybach justificando la adopción de dicho sistema. Entre otras cosas, dice:
"Si se desea producir un Diesel aplicable al automóvil, es
6.*
Diesel decámaraadicional
potencias y aplicaciones; asi, el Maybach, acabado de citar, es un seis cilindros que da de 120 a 130 CV. a 1.300 r./min., y, en general, aunque su construcción se presta más para grandes potencias, se han construido también para pequeñas, como lo prueba el coche Domer, cuyo motor en V, refrigerado por aire, daba como máximo 6 CV. a 1.400 r./min., con un gasto de 300 gramos por CV hora En este tipo se encuentra un monocilindro para motocicleta de las fábricas Frey y Noscher, que daba 6 HP y consumía 250 gramos por VC. hora. En la figura 2 se ve un corte del motor Peugeot, según patente Tartrais, el cual funciona a dos tiempos y consta de dos cilindros, siendo la culata de forma especial para producir la máxima turbulencia. Su potencia es de 53CV. a 1.450 r./min. y consume enlas condiciones más favorables 203gramos porCV. hora Para el arranque tiene un dispositivo eléctrico de incendio, y en la figura 3 puede apreciarse la bomba de combustible.
Los factores que favorecen la pulverización y distribución del carburante en el seno del aire, son; las altas presiones de inyección, los pequeños diámetros de los pulverizadores y los diseños especiales, que dan una gran turbulencia a la masa de aire. Mucho se ha discutido la cuestión de la turbulencia en el motor de explosión; pero donde este criterio adquiere más importancia es en el motor Diesel de gran velocidad de rotación Una pulverización muy fina favorece la combustión, pero disminuye al mismo tiempo la fuerza de penetración del filete y se perjudica la turbulencia. Se puede producir una gran turbulencia utilizando cámaras adicionales formadas por recintos más o menos cerrados Las figuras 4 y 5 muestran algunos ejemplos.
A continuación, el autor cita varios tipos de bombas de inyección de combustible, con sus respectivos procedimientos para regular la cantidad admitida, según la carga del motor.
Figura 4.» Inyector Peugeot.
Figura 5."
Figura
2611
Así, por ejemplo, en la fig. 3 se limita el descenso del émbolo.
El artículo termina con una clasificación de los diferentes tipos de motores Diesel, hecha porCummins como sigue:
1.° Inyección por el aire
2." Inyección sólida.
3." Inyección gaseosa
4." Inyección Cummins.
El primer grupo se presta más para las grandes potencias hasta 18.000 CV
El segundo, cuando no se pasa de los 1.000 CV., y en este grupo establece una serie de subgrupos, fijando en todos los casos las ventajas e inconvenientes que presentan
El tercero, o de preexplosión, se presta únicamente a carburantes ligeros.
Y, por último, el cuarto, que es un sistema especial, reúne, según su autor, las características indispensables para su empleo en pequeños motores ligeros. Estas características, según Cummins, son:
1.° Verificación perfecta de la presión de la cámara de combustión.
2.° Transporte del combustible a baja presión del modo más sencillo posible.
3." Dosado del combustible, de manera que el motor pueda marchar largo tiempo a baja velocidad de rotación
4." Evitar los desarreglos debidos a la formación de carbón en el mecanismo de inyección.
5." Preservación de la economía inherente al tipo.
6.» Aumento de las presiones medias efectivas, que disminuye el coste por CV. y aumenta la elasticidad.
7.° Método de inyección que evita la preparación del combustible, para permitir al motor marchar a gran velocidad.
8." Arranque instantáneo, cualesquiera que sean las' condiciones ambientes.—F. Adame.
METALURGIA
El efecto de la atmósfera del horno sobre el acero.—R G Guthrie Transactions Am. Soc. fot Steel Treating, enero 1929, pág 96.) i
Se describen en este articulo una serie de experimentos realizados por el autor, con el fin de aclarar las creencias empíricas que acerca de la acción de las atmósferas de los hornos reinaban entre la mayoría de los fabricantes de acero que las aceptaban como ciertas sin discusión Expone que sus trabajos han probado la certidumbre de algunas de dichas ideas, pero han hecho caer por tierra otras.
El autor ha conducido una serie de ensayos fundamentales en atmósferas análogas a las existentes, en general, en los diversos tipos de hornos de acero, habiendo escogido para ello la temperatura de 816° C, considerándola como la temperatura media de tratamiento de aceros al carbono de una composición muy cercana de la eutéctica. Para aclarar el sentido de sus resultados, expone una serie de microfotografías, las cuales se refieren a ensayos en los que la calidad del acero, el tiempo de ensayo, la temperatura, presión, velocidad, etc., se han mantenido constantes, haciendo sólo variar la calidad de los gases simples que han intervenido en la reacción y que son: Oxigeno, CO^, vapor recalentado, hidrógeno y aire normal, con una humedad relativa de 61,5 por 100 a 28° C.
Expone además otra serie de fotografías referentes al empleo de mezclas en varias proporciones de diversos gases, explicando, por notas colocadas al pie de las mismas, las condiciones de cada ensayo.
Como conclusiones de su trabajo expone las sig:uientes:
Primero. El COj empleado aisladamente es un oxidador ("scaler") del hierro muy rápido, realizando una descarburización muy activa del hierro y del acero
Segundo La oxidación por el oxígeno no produce, a la temperatura del ensayo, la descarburización.
Tercero El empleo inteligente del gas bruto, independientemente del empleado en los quemadores, ofrece posibilidades de obtención de condiciones extremadamente flexibles en la atmósfera de los hornos, siendo, por lo tanto, un auxiliar de valor en el tratamiento del acero
Como apéndice se exponen las condiciones químicas de la combustión del gas en las diversas formas de empleo. Finalmente se expone la discusión mantenida sobre el trabajo en la reunión de octubre de 1928,celebrada en Filadelfia. L. Torón Villegas.
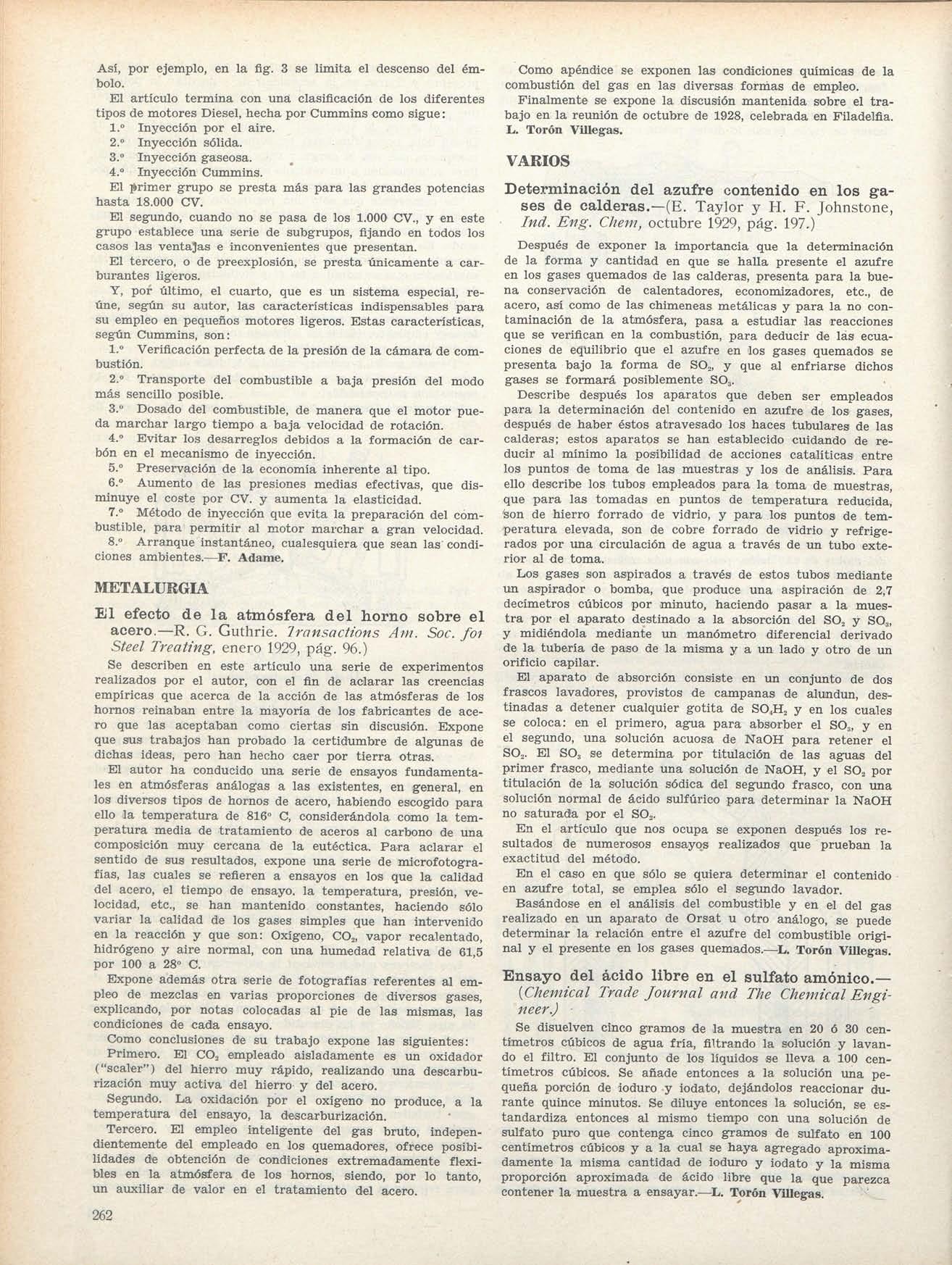
VARIOS
Determinación del azufre contenido en los gases de calderas.—(E Taylor y H F Johnstone, Ind. Eng. Chem, octubre 1929, pág 197.)
Después de exponer la importancia que la determinación de la forma y cantidad en que se halla presente el azufre en los gases quemados de las calderas, presenta para la buena conservación de calentadores, economizadores, etc., de acero, así como de las chimeneas metálicas y para la no contaminación de la atmósfera, pasa a estudiar las reacciones que se verifican en la combustión, para deducir de las ecuaciones de equilibrio que el azufre en los gases quemados se presenta bajo la forma de SO,, y que al enfriarse dichos gases se formará posiblemente SO3 .
Describe después los aparatos que deben ser empleados para la determinación del contenido en azufre de los gases, después de haber éstos atravesado los haces tubulares de las calderas; estos aparatos se han establecido cuidando de re- , ducir al minimo la posibilidad de acciones catalíticas entre ; los puntos de toma de las muestras y los de análisis. Para ello describe los tubos empleados para la toma de muestras, que para las tomadas en puntos de temperatura reducida, 'son de hierro forrado de vidrio, y para los puntos de temperatura elevada, son de cobre forrado de vidrio y refrigerados por ima circulación de agua a través de un tubo exterior al de toma.
Los gases son aspirados a través de estos tubos mediante un aspirador o bomba, que produce una aspiración de 2,7 decímetros cúbicos por minuto, haciendo pasar a la muestra por el aparato destinado a la absorción del SO, y SO,, y midiéndola mediante un manómetro diferencial derivado de la tubería de paso de la misma y a un lado y otro de un orificio capilar
El aparato de absorción consiste en un conjunto de dos frascos lavadores, provistos de campanas de alundun, destinadas a detener cualquier gotita de SOjHj y en los cuales se coloca: en el primero, agua para absorber el SO3, y en el segundo, una solución acuosa de NaOH para retener el SO». El SO3 se determina por titulación de las aguas del primer frasco, mediante una solución de NaOH, y el SO2 por titulación de la solución sódica del segundo frasco, con una solución normal de ácido sulfúrico para determinar la NaOH no saturada por el SO2.
En el artículo que nos ocupa se exponen después los resultados de numerosos ensayos realizados que prueban la exactitud del método.
En el caso en que sólo se quiera determinar el contenido en azufre total, se emplea sólo el segundo lavador Basándose en el análisis del combustible y en el del gas realizado en un aparato de Orsat u otro análogo, se puede determinar la relación entre el azufre del combustible original y el presente en los gases quemados.—L. Torón VUlegas.
Ensayo del ácido libre en el sulfato amónico.— [Chemical Trade Journal and The Chemical Engineer.)
Se disuelven cinco gramos de la muestra en 20 ó 30 centímetros cúbicos de agua fría, filtrando la solución y lavando el filtro. El conjunto de los líquidos se lleva a 100 centímetros cúbicos. Se añade entonces a la solución una pequeña porción de ioduro y iodato, dejándolos reaccionar durante quince minutos Se diluye entonces la solución, se estandardiza entonces al mismo tiempo con una solución de sulfato puro que contenga cinco gramos de sulfato en 100 centímetros cúbicos y a la cual se haya agregado aproximadamente la misma cantidad de ioduro y iodato y la misma proporción aproximada de ácido libre que la que parezca contener la muestra a e^ayar.—L. Torón Villegas. ,
262
SECCIÓN DE EDITORIALES E INFORMACIÓN GENERAL
Año Vm.-Vol. VIII.-Núm. 89. Madrid, mayo 1930
INGENIERÍ A Y CONSTRUCCIÓ N REVISTA MENSUAL HISPANO-AMERICANA
Adherida a la Asociación Espafiola de la Prensa Técnica
Larra , 6 Apartado de Correos 4.003 MADRI D recios de suscripción (año): España y América, 30 pesetas Demá.s países 40 pesetas o su equivalente en moneda nacional.
Número suelto; España y América, 3 pesetas Demás países, 4 pesetas o su equivalente en moneda nacionalAg-entes exclusivos para la publicidad en Alemania y países sucesores de la Monarquía
austroiiúng-ara: ALAANZEIOEN - AKTIENGF,SF,LL.SCHAFT Auslands-Abteilung
BERLÍN W 35, Potsdamer Stra.sse 27 A
Direcciones; Teleg-ráfica, JOSUR-MADRID; Telefónica, JO.SUR-MADRID ; Teléfono 30.906.
Comité directivo: FRANCISCO BUSTELO, Ingeniero de Caminos; FÉLIX CIFUENTES, Ingeniero de Minas; RICARDO URGOITI, Insfeniero de Caminos.
Secretario de redacción, LUIS LÓPEZ JAMAR
Sumario: I'íü-..
Ohtención de combustibles liquidas con el carbón, por José Manuel Pertierra 225
Los muros de muelle Ravier y su cálculo, por José María Marchesi 2S1
Transporte de fundición a larga distancia 235
Aprovechamiento de las basuras urbanas, por Manuel Freiré y Castilla... 236
Hornos eléctricos de colada y fusión, por Reinhold Gross 240
Unas notas sobre depreciación, por Esteban Terradas y Carlos Peláez 245
Contadores de aire comprimido 250
DK OTRAS REVISTAS :
Las cúpulas del nuevo mercado de Leipzig 251
Normas para la fabricación de tubos de hormigón 253
Medida de la deformación de las presas 254
Las tendencias modernas en la construcción de viviendas 257
Abaco para anteproyecto de alumbrado eléctrico... 2j7
Un si,<itema de señales para los pasos a nivel 2"8
Los tranvías m,odernos 239
Locomotoras eléctricas con motores de efe vertical. 2:'9
La depuración del agua en las centrales térmicas.... 2~9
Las calderas de alta presión en Austria 260
Motores Diesel ligeros, aplicables a la tracción. 260
El efecto de la atmósfera del horno sobre el acero. 262
Determinación del azufre contenido en los gases de calderas 262
Ensayo del ácido libre en el sulfato amónico 262
EDITORIALES : La nueva Asociación Electrotécnica Ibérica 263
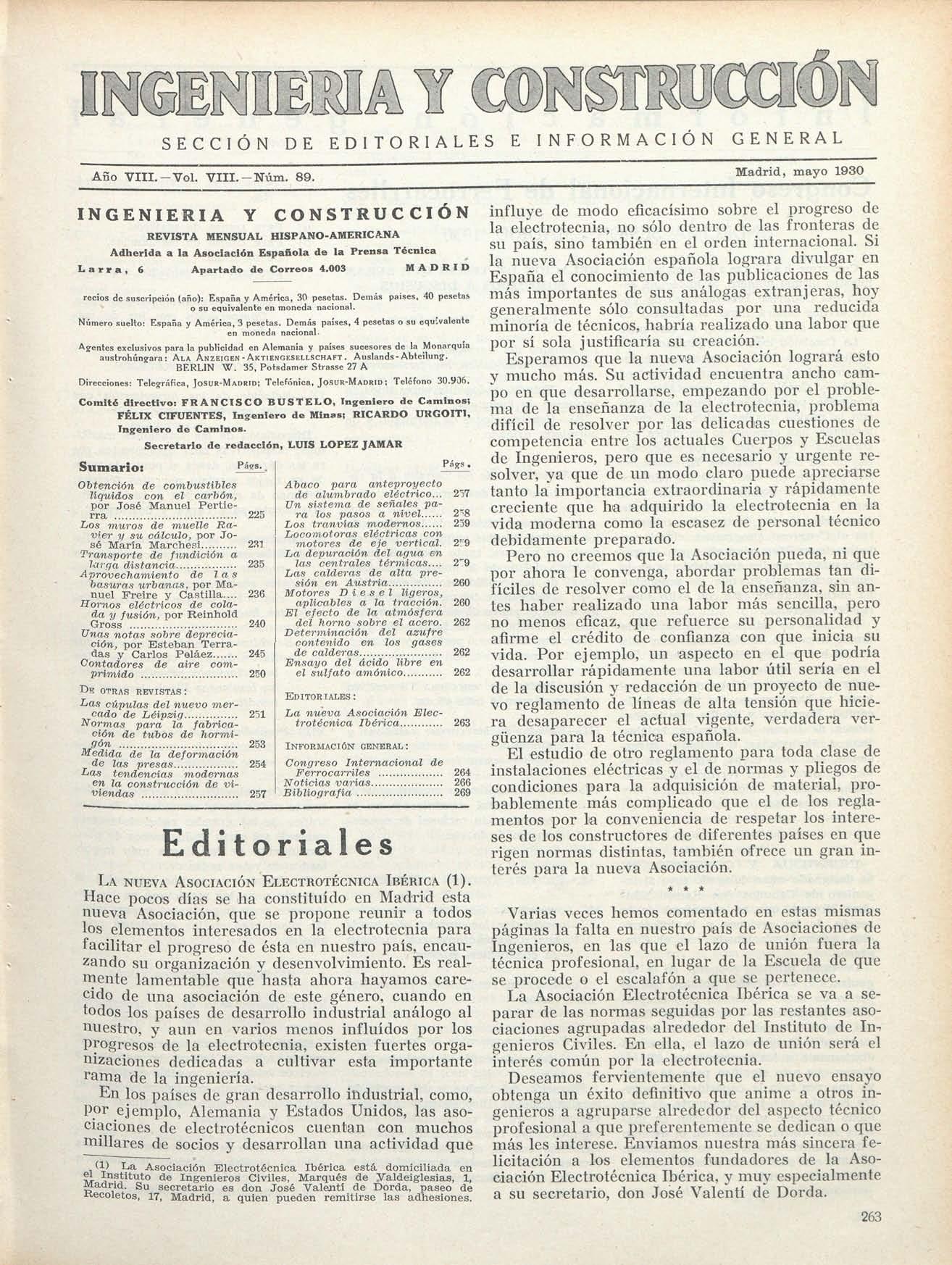
INFORMACIÓN GENERAL:
Editoriales
LA NUEVA ASOCIACIÓN ELECTROTÉCNICA IBÉRICA (1) Hace po€os días se ha constituido en Madrid esta nueva Asociación, que se propone reunir a todos los elementos interesados en la electrotecnia para facilitar el progreso de ésta en nuestro país, encauzando su organización y desenvolvimiento Es realícente lamentable que hasta ahora hayamos carecido de un a asociación de este género, cuando en todos los países de desarrollo industrial análogo al nuestro, y aun en varios menos influidos por los progresos de la electrotecnia, existen fuertes organizaciones dedicadas a cultivar esta importante i'ania de la ingeniería.
En los países de gran desarrollo industrial, como, por ejemplo, Alemania y Estados Unidos, las asociaciones de electrotécnicos cuentan con muchos millares de socios y desarrollan un a actividad que
(1) La Asociación Electrotécnica Ibérica está domiciliada en ti ;"^tituto de Ingenieros Civiles, Marqués de Valdeiglesias, 1, Madrid. Su secretario es don José Valentí de Dorda, paseo de uecoletos, 17, Madrid, a quien pueden remitirse las adhesiones.
influye de modo eficacísimo sobre el progreso de la electrotecnia, no sólo dentro de las fronteras de su país, sino también en el orden internacional Si la nueva Asociación española lograra divulgar en España el conocimiento de las publicaciones de las más importantes de sus análogas extranjeras, hoy generalmente sólo consultadas por un a reducida minoría de técnicos, habría realizado una labor que por sí sola justificaría su creación
Esperamos que la nueva Asociación logrará esto y mucho más Su actividad encuentra ancho campo en que desarrollarse, empezando por el problem a de la enseñanza de la electrotecnia, problema dificil de resolver por las delicadas cuestiones de competencia entre los actuales Cuerpos y Escuelas de Ingenieros, pero que es necesario y urgente resolver, ya que de un modo claro puede apreciarse tanto la importancia extraordinaria y rápidamente creciente qu e ha adquirido la electrotecnia en la vida moderna como la escasez de personal técnico debidamente preparado
Pero no creemos que la Asociación pueda, ni que por ahora le convenga, abordar problemas tan difíciles de resolver como el de la enseñanza, sin antes haber realizado una labor má s sencilla, pero no menos eficaz, que refuerce su personalidad y afirme el crédito de confianza con que inicia su vida. Po r ejemplo, un aspecto en el que podría desarrollar rápidamente una labor útil sería en el de la discusión y redacción de un proyecto de nuevo reglamento de lineas de alta tensión que hiciera desaparecer el actual vigente, verdadera vergüenza para la técnica española
El estudio de otro reglamento para toda clase de instalaciones eléctricas y el de normas y pliegos de condiciones para la adquisición de material, probablemente má s complicado que el de los reglamentos por la conveniencia de respetar los intereses de los constructores de diferentes países en que rigen normas distintas, también ofrece un gran interés liara la nueva Asociación.
* * *
Varias veces hemos comentado en estas mismas páginas la falta en nuestro país de Asociaciones de Ingenieros, en las que el lazo de unión fuera la técnica profesional, en lugar de la Escuela de que se procede o el escalafón a que se pertenece
La Asociación Electrotécnica Ibérica se va a separar de las normas seguidas por las restantes asociaciones agrupadas alrededor del Instituto de In-genieros Civiles. En ella, el lazo de unión será el interés común por la electrotecnia
Deseamos fervientemente que el nuevo ensayo obtenga u n éxito definitivo qu e anime a otros ingenieros a agruparse alrededor del aspecto técnico profesional a que preferentemente se dedican o que más les interese Enviamos nuestra má s sincera felicitación a los elementos fundadores de la Asociación Electrotécnica Ibérica, y mu y especialmente a su secretario, don José Valentí de Dorda
Congreso Internacional de Ferrocarriles 264 Noticias varias 266 Bibliografía 269
263
Congreso Internacional de Ferrocarriles
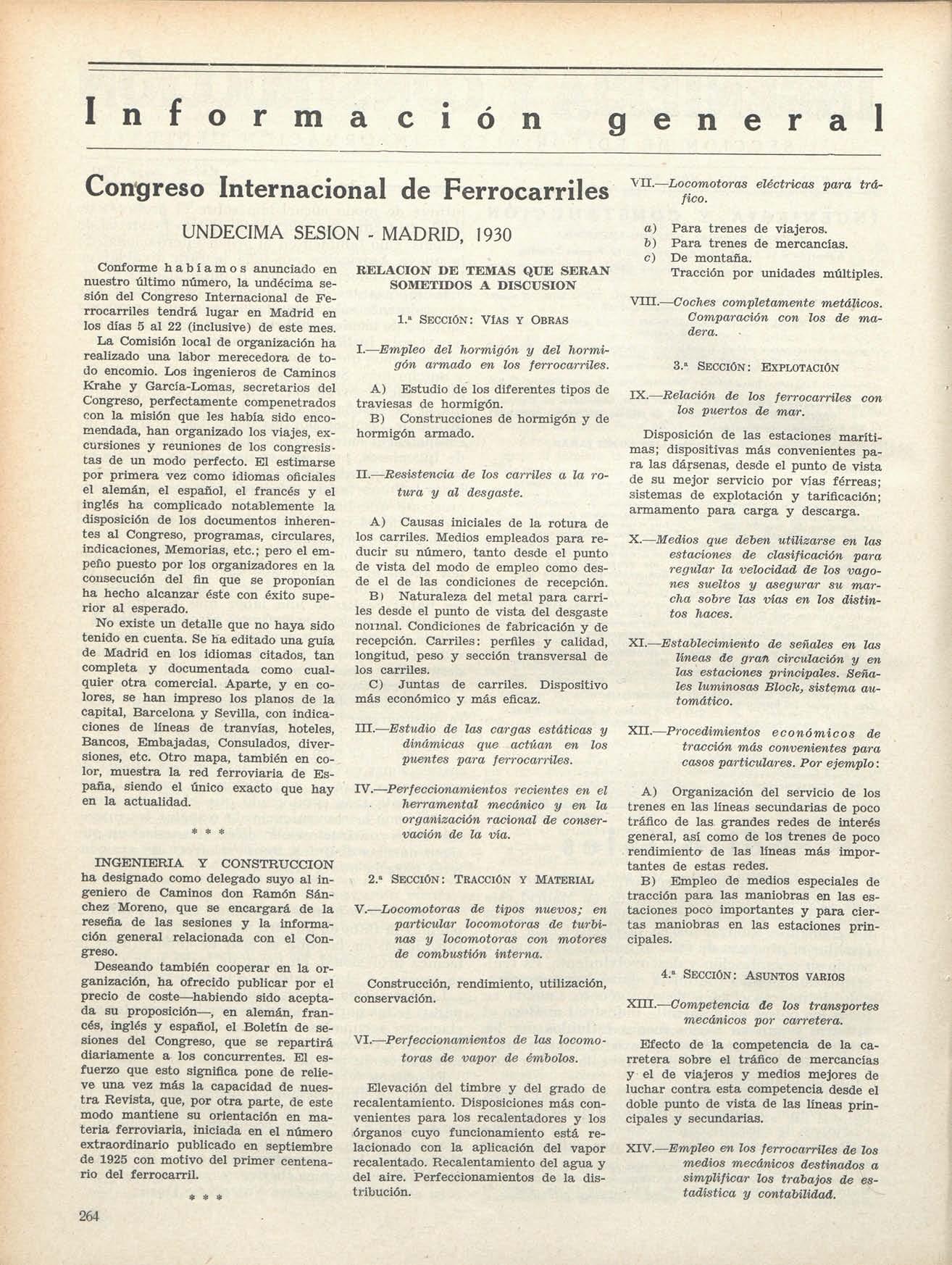
UNDÉCIMA SESIÓN - MADRID, 1930
Conforme habíamo s anunciado en nuestro último número, la undécima sesión del Congreso Internacional de Ferrocarriles tendrá lugar en Madrid en los días 5 al 2 2 (inclusive) de este mes La Comisión local de organización ha realizado una labor merecedora de todo encomio. Los ingenieros de Caminos Krahe y García-Lomas, secretarios del Congreso, perfectamente compenetrados con la misión que les había sido encomendada, han organizado los viajes, excursiones y reuniones de los congresistas de un modo perfecto. El estimarse por primera vez como idiomas oficiales el alemán, el español, el francés y el inglés ha complicado notablemente la disposición de los documentos inherentes al Congreso, programas, circulares, indicaciones Memorias, etc.; pero el empeño puesto por los organizadores en la consecución del fin que se proponían ha hecho alcanzar éste con éxito superior al esperado
No existe un detalle que no haya sido tenido en cuenta. Se ha editado una guia de Madrid en los idiomas citados, tan completa y documentada como cualquier otra comercial. Aparte, y en colores, se han impreso los planos de la capital, Barcelona y Sevilla, con indicaciones de líneas de tranvías, hoteles Bancos, Embajadas, Consulados, diversiones, etc Otro mapa, también en color, muestra la red ferroviaria de España, siendo el único exacto que hay en la actualidad.
RELACIÓNDETEMASQUESERÁN SOMETIDOSADISCUSIÓN
1.* SECCIÓN; VIAS Y OBRAS
I.—Empleo del hormigón y del hormigón armado en los ferrocarriles.
A) Estudio de los diferentes tipos de traviesas de hormigón.
B) Construcciones de hormigón y de hormigón armado
II.—Resistencia de los carriles a la rotura y al desgaste.
A) Causas iniciales de la rotura de los carriles Medios empleados para reducir su número, tanto desde el punto de vista del modo de empleo como desde el de las condiciones de recepción.
B) Naturaleza del metal para carriles desde el punto de vista del desgaste normal. Condiciones de fabricación y de recepción. Carriles; perfiles y calidad, longitud, peso y sección transversal de los carriles.
C) Juntas de carriles. Dispositivo más económico y más eficaz.
III.—Estudio de las cargas estáticas y dinámicas que actúan en los puentes para ferrocarriles.
IV.—Perfeccionamientos recientes en el herramental mecánico y en la organización racional de conservación de la via.
INGENIERÍA Y CONSTRUCCIÓN ha designado como delegado suyo al ingeniero de Caminos don Ramón Sánchez Moreno, que se encargará de la reseña de las sesiones y la información general relacionada con el Congreso
Deseando también cooperar en la organización, ha ofrecido publicar por el precio de coste—habiendo sido aceptada su proposición—, en alemán, francés, inglés y español, el Boletín de sesiones del Congreso, que se repartirá diariamente a los concurrentes El esfuerzo que esto significa pone de relieve una vez más la capacidad de nuestra Revista, que, por otra parte, de este modo mantiene su orientación en materia ferroviaria, iniciada en el número extraordinario publicado en septiembre de 192 5 con motivo del primer centenario del ferrocarril.
2." SECCIÓN: TRACCIÓN Y MATERIAL
V.—Locomotoras de tipos nuevos; en particular locomotoras de turbinas y locomotoras con motores de combustión interna.
Construcción, rendimiento, utilización, conservación.
VI.—Perfeccionamientos de las locomotoras de vapor de émbolos.
Elevación del timbre y del grado de recalentamiento Disposiciones más convenientes para los recalentadores y los órganos cuyo funcionamiento está relacionado con la aplicación del vapor recalentado Recalentamiento del agua y del aire. Perfeccionamientos de la distribución.
VII.—Locomotoras eléctricas para tráfico.
a) Para trenes de viajeros
b) Para trenes de mercancías
c) De montaña. Tracción por unidades múltiples.
VIH.—Coches completamente metálicos. Comparación con los de madera.
3.' SECCIÓN: EXPLOTACIÓN
IX.—Relación de los ferrocarriles con los puertos de mar.
Disposición de las estaciones marítimas; dispositivas más convenientes para las dársenas, desde el punto de vista de su mejor servicio por vías férreas; sistemas de explotación y tarificación; armamento para carga y descarga.
X.—Medios que deben utilizarse en las estaciones de clasificación para regular la velocidad de los vagones sueltos y asegurar su marcha sobre las vías en los distintos haces.
XI.—Establecimiento de señales en las líneas de gran circulación y en las estaciones principales. Señales luminosas Block, sistema automático.
XII.—Procedimientos económicos de tracción más convenientes para casos particulares. Por ejemplo:
A ) Organización del servicio de los trenes en las líneas secundarias de poco tráfico de las grandes redes de interés general, asi como de los trenes de poco rendimiento de las líneas más importantes de estas redes
B) Empleo de medios especiales de tracción para las maniobras en las estaciones poco importantes y para ciertas maniobras en las estaciones principales.
Xin.—Competencia de los transportes mecánicos por carretera.
Efecto de la competencia de la carretera sobre el tráfico de mercancías y el de viajeros y medios mejores de luchar contra esta competencia desde el doble punto de vista de las líneas principales y secundarias.
XIV.—Empleo en los ferrocarriles de los medios mecánicos destinados a simplificar los trabajos de estadística y contabilidad.
I n f o r m a c 1 ó n gener a 1
4.» SECCIÓN: ASUNTOS VARIOS
264
XV.— Participació n del personal en el rendimiento y en los beneficios.
XVI.— Método s adoptados para la instrucción del personal de todas las categorías (profesional, técnico y ordinario).
5." SECCIÓN: FERROCARRILES ECONÓMICOS Y COLONIALES
XVII.— Ferrocarrile s de penetraron.
Construcción de:
a) Ferrocarriles de penetración en países nuevos.
b) Ferrocarriles secundarios en todos los países
XVIII.— Perfeccionamient o en el equipo de la vía en las lineas económicas.
XIX.— Electrificació n de las líneas secundarias.
XX.— Automotores
PROGRAMA
Lunes 5 de mayo de 1930.
Mañana.—De 9 a 12: Inscripción de los señores Congresistas en el Palacio del Senado
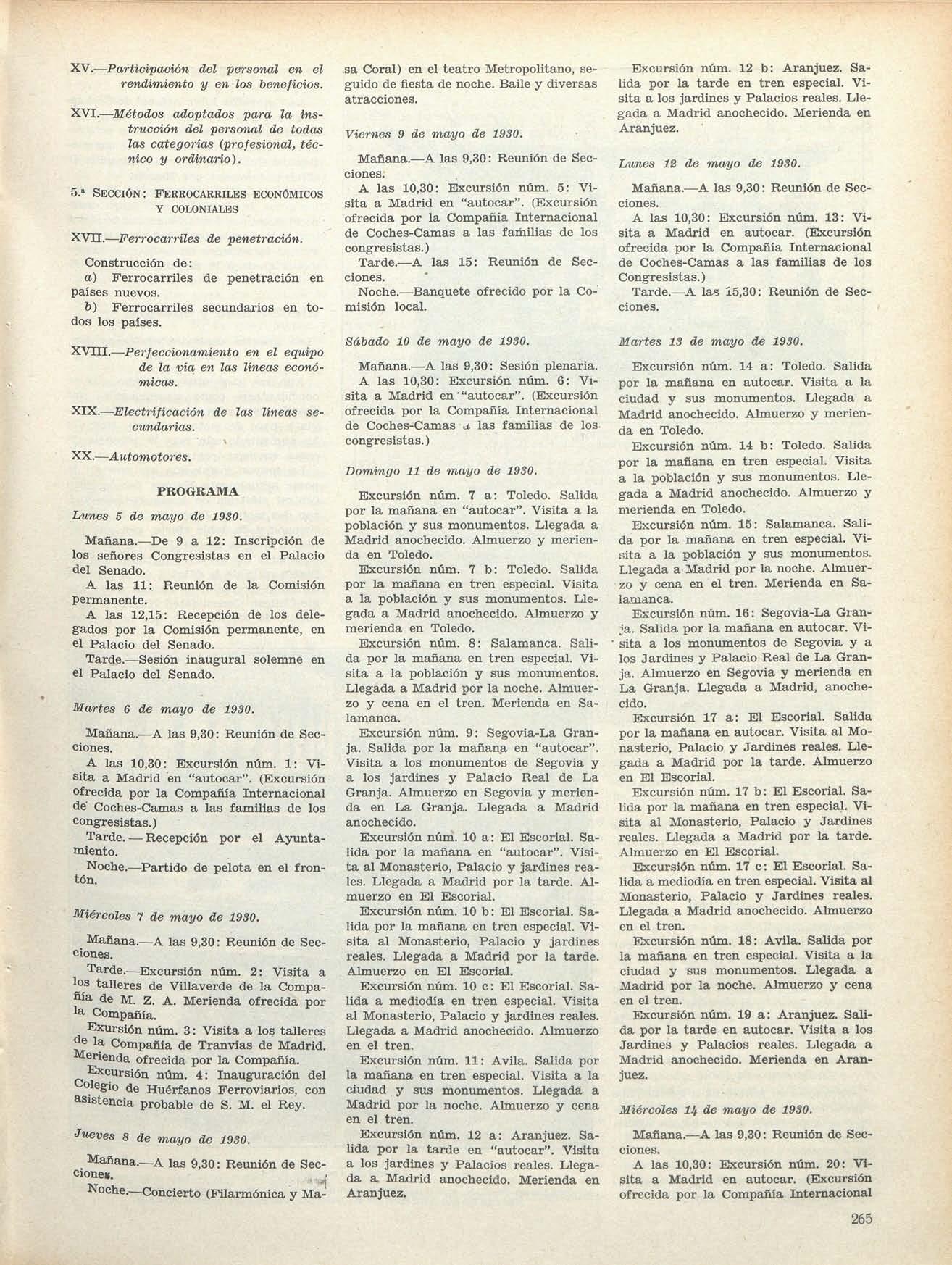
A las 11: Reunión de la Comisión permanente.
A las 12,15: Recepción de los delegados por la Comisión permanente, en el Palacio del Senado.
Tarde.—Sesión inaugural solemne en el Palacio del Senado.
Martes 6 de mayo de 1930.
Mañana.—A las 9,30: Reunión de Secciones
A las 10,30: Excursión núm 1: Visita a Madrid en "autocar". (Excursión ofrecida por la Compañía Internacional dé Coches-Camas a las familias de los congresistas.)
Tarde. — Recepción por el Ayuntamiento
Noche.—Partido de pelota en el frontón
Miércoles 7 de mayo de 1930.
Mañana.—A las 9,30: Reunión de Secciones
Tarde.—Excursión núm 2: Visita a los talleres de Villaverde de la Compañía de M Z A Merienda ofrecida por la Compañía.
Exursión núm. 3: Visita a los talleres <ie la Compañía de Tranvías de Madrid. Merienda ofrecida por la Compañía.
Excursión núm. 4: Inauguración del Colegio de Huérfanos Ferroviarios, con asistencia probable de S. M. el Rey.
Jueves 8 de mayo de 1930.
Mañana.—A las 9,30: Reunión de Seccione» ,
Noche.—Concierto (Filarmónica y Ma-
sa Coral) en el teatro Metropolitano, seguido de fiesta de noche Baile y diversas atracciones.
Viernes 9 de mayo de 1930.
Excursión núm. 12 b: Aranjuez. Salida por la tarde en tren especial Visita a los jardines y Palacios reales. Llegada a Madrid anochecido. Merienda en Aranjuez
Mañana.-A las 9,30: Reunión de Sec- ^^^^^ ^93^ Clones
A las 10,30: Excursión núm. 5: Visita a Madrid en "autocar". (Excursión ofrecida por la Compañía Internacional de Coches-Camas a las fanailias de los congresistas.)
Tarde.—A las 15: Reunión de Secciones.
Noche.—Banquete ofrecido por la Comisión local
Sábado 10 de mayo de 1930.
Mañana.—A las 9,30: Sesión plenaria.
A las 10,30: Excursión núm. 6: Visita a Madrid en "autocar" (Excursión ofrecida por la Compañía Internacional de Coches-Camas m las familias de los. congresistas.)
Domingo 11 de mayo de 1930.
Excursión núm. 7 a: Toledo. Salida por la mañana en "autocar". Visita a la población y sus monumentos. Llegada a Madrid anochecido. Almuerzo y merienda en Toledo.
Excursión núm. 7 b: Toledo. Salida por la mañana en tren especial Visita a la población y sus monumentos. Llegada a Madrid anochecido Almuerzo y merienda en Toledo.
Excursión núm 8: Salamanca Salida por la mañana en tren especial. Visita a la población y sus monumentos. Llegada a Madrid por la noche. Almuerzo y cena en el tren. Merienda en Salamanca.
Excursión núm. 9: Segovia-La Granja Salida por la mañana en "autocar" Visita a los monumentos de Segovia y a los jardines y Palacio Real de La Granja. Almuerzo en Segovia y merienda en La Granja Llegada a Madrid anochecido.
Excursión núm 10 a: El Escorial Salida por la mañana en "autocar". Visita al Monasterio, Palacio y jardines reales. Llegada a Madrid por la tarde. Almuerzo en El Escorial
Excursión núm. 10 b: El Escorial. Salida por la mañana en tren especial. Visita al Monasterio, Palacio y jardines reales. Llegada a Madrid por la tarde. Almuerzo en El Escorial.
Excursión núm. 10 c; El Escorial. Salida a mediodía en tren especial. Visita al Monasterio, Palacio y jardines reales. Llegada a Madrid anochecido. Almuerzo en el tren.
Excursión núm. 11: Avila. Salida por la mañana en tren especial. Visita a la ciudad y sus monumentos. Llegada a Madrid por la noche. Almuerzo y cena en el tren.
Excursión núm. 12 a: Aranjuez. Salida por la tarde en "autocar" Visita a los jardines y Palacios reales. Llegada a Madrid anochecido Merienda en Aranjuez.
Mañana.—A las 9,30: Reunión de Secciones
A las 10,30: Excursión núm. 13: Visita a Madrid en autocar. (Excursión ofrecida por la Compañía Internacional de Coches-Camas a las familias de los Congresistas.)
Tarde.—A las i5,30: Reunión de Secciones.
Martes 13 de mayo de 1930.
Excursión núm. 14 a: Toledo. Salida por la mañana en autocar Visita a la ciudad y sus monumentos Llegada a Madrid anochecido Almuerzo y merienda en Toledo
Excursión núm. 14 b: Toledo. Salida por la mañana en tren especial. Visita a la población y sus monumentos. Llegada a Madrid anochecido. Almuerzo y merienda en Toledo.
Excursión núm. 15: Salamanca. Salida por la mañana en tren especial. Visita a la población y sus monumentos. Llegada a Madrid por la noche. Almuerzo y cena en el tren. Merienda en Salamanca.
Excursión núm 16: Segovia-La Granja Salida por la mañana en autocar Vi• sita a los monumentos de Segovia y a los Jardines y Palacio Real de La Granja Almuerzo en Segovia y merienda en La Granja Llegada a Madrid, anochecido
Excursión 17 a: El Escorial. Salida por la mañana en autocar. Visita al Monasterio, Palacio y Jardines reales. Llegada a Madrid por la tarde Almuerzo en El Escorial.
Excursión núm. 17 b: El Escorial. Salida por la mañana en tren especial. Visita al Monasterio, Palacio y Jardines reales. Llegada a Madrid por la tarde. Almuerzo en El Escorial.
Excursión núm. 17 c: El Escorial. Salida a mediodía en tren especial Visita al Monasterio, Palacio y Jardines reales. Llegada a Madrid anochecido. Almuerzo en el tren
Excursión núm 18: Avila Salida por la mañana en tren especial. Visita a la ciudad y sus monumentos. Llegada a Madrid por la noche Almuerzo y cena en el tren
Excursión núm. 19 a: Aranjuez. Salida por la tarde en autocar. Visita a los Jardines y Palacios reales Llegada a Madrid anochecido. Merienda en Aranjuez.
Miércoles l!f de mayo de 1930.
Mañana.—A las 9,30: Reunión de Secciones
A las 10,30: Excursión núm. 20: Visita a Madrid en autocar. (Excursión ofrecida por la Compañía Internacional
265
Motor para la central de Lautaro (Chile). Motor Diesel, de dostiempos y doble efecto, de5.675 CVe., para la fábrica de nitrato de Lautaro (Chile) que tendrá cinco motores de este tipo, con una potencia total de 23.825 CVa, Esta certral será la mavor central eléctrica delmundo con niotore.s Diesel
de Coches-Camas a las familias de los congresistas.)
Tarde.—A las 15,30: Sesión plenaria. Noche.—Recepción en Palacio.
Jueves 15 de mayo de 1930.
Mañana.—A las9,30: Sesión plenaria
A las 12,30: Sesión de clausura.
Viernes 16 de mayo de 1930.
Excursión niím. 21: Visita a Madrid en autocar. (Excursión ofrecida por la Compañia de Coches-Camas a los Congresistas quenosalgan eneste díapara las excursiones a Sevilla y Barcelona.)
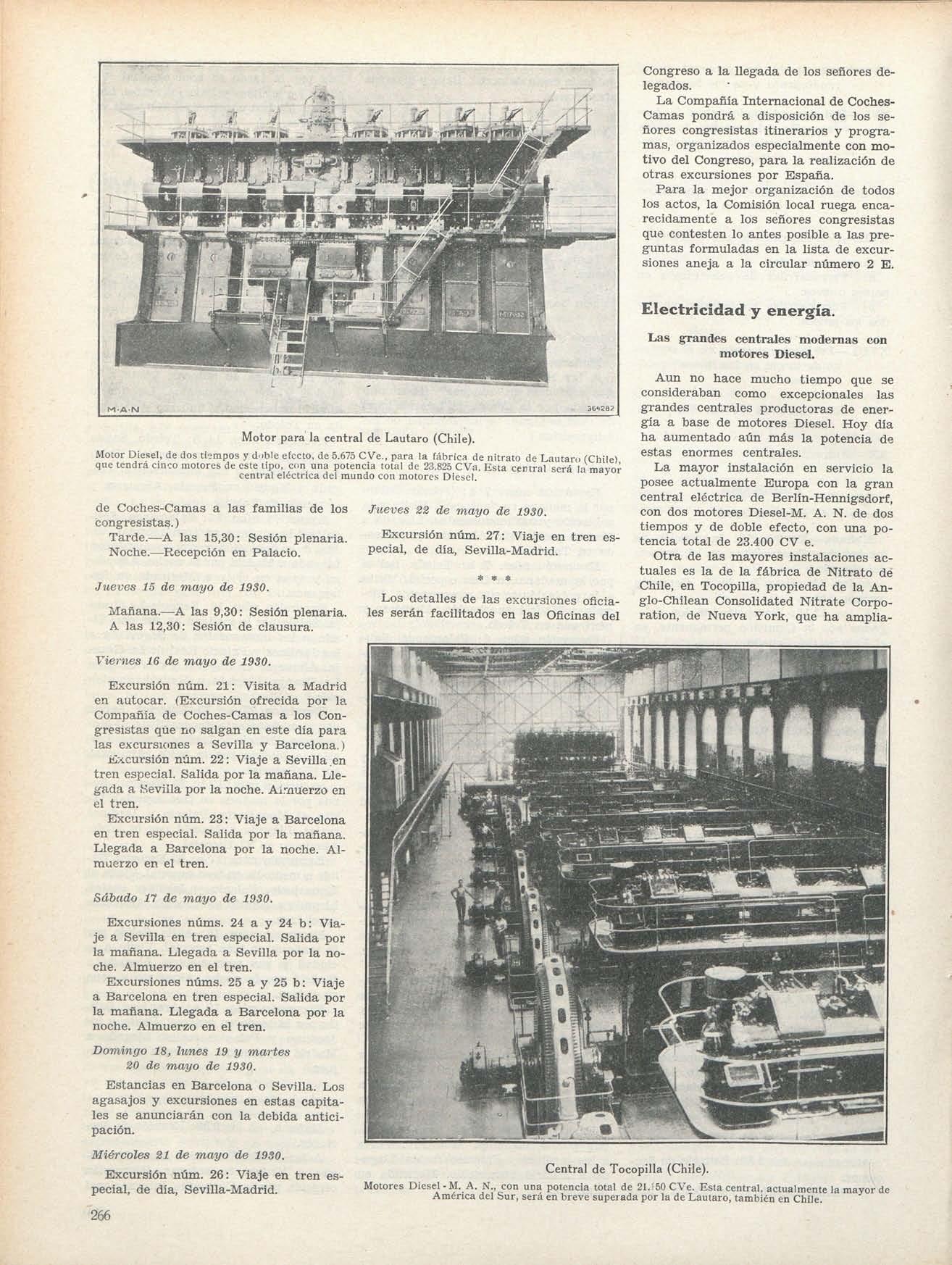
Excursión núm. 22:Viaje a Sevilla en tren especial. Salida porlamañana. Llegada a Sevilla por lanoche.Ai.^nuerzoen el tren.
Excursión núm 23:Viaje a Barcelona en tren especial. Salida por la mañana. Llegada a Barcelona por la noche Almuerzo en el tren.
Sábado n de mayo
Excursiones núms je a Sevilla en tren la mañana Llegada che. Almuerzo enel
Excursiones núms a Barcelona en tren la mañana. Llegada noche. Almuerzo en
de 1930.
24 a y 24 b:Víaespecial. Salida por a Sevilla porlanotren.
25 a y 25b: Viaje especial. Salidapor a Barcelona porla el tren.
Domingo 18, lunes 19 y martes 20 de mayo de 1930.
Estancias en Barcelona o Sevilla. Los agasajos y excursiones en estas capitales se anunciarán con la debida anticipación.
Miércoles 21 de mayo de 1930.
Excursión núm 26: Viaje en tren especial, de día, Sevilla-Madrid.
Jueves 22 de mayo de 1930.
Excursión núm.27: Viaje en tren especial, de día, Sevilla-Madrid.
Los detalles de las excursiones oficiales serán facilitados en las Oficinas deL
Congreso a lallegada delosseñoresdelegados.
La Compañía Internacional deCochesCamas pondrá a disposición de los señores congresistas itinerarios y programas, organizados especialmente con motivo delCongreso, para la realizaciónde otras excursiones por España.
Para la mejor organización de todos los actos, la Comisión local ruega encarecidamente a los señores congresistas que contesten lo antes posible a laspreguntas formuladas en la lista de excursiones aneja a la circular niimero 2 E.
Electricidad y energía.
Las grandes centrales modernas con motores Diesel
Aun no hace mucho tiempo que se consideraban como excepcionales las grandes centrales productoras de energía a base de motores Diesel. Hoydía ha aumentado aún más la potencia de estas enormes centrales
La mayor instalación en servicio la posee actualmente Europa con la gran central eléctrica de Berlín-Hennigsdorf, con dosmotores Diesel-M. A. N. dedos tiempos y de doble efecto, con unapotencia total de23.400 CVe.
Otra de las mayores instalaciones actuales es la de la fábrica de Nitrato dé Chile, en Tocopilla, propiedad de laAnglo-Chilean Consolidated Nitrate Corporation, de Nueva York, que ha amplía-
Central de Tocopilla (Chile)
266
Motores Diesel-M A N., con una potencia total de 21.150 CVe Esla central, actualmente la mayor de América del Sur, será en breve superada por la deLautaro, también en Cliile.
do la instalación que tenía el servicio desde hace varios años, duplicando su potencia, de modo que dicha instalación tendrá, una vez puesto en marcha el último motor que actualmente se está montando, una potencia de 21.150 CV e. Esta instalación se halla a una altura de 1.250 metros sohre el nivel del mar y lleva también exclusivamente motores Diesel-M A N
Si bien esta última instalación no alcanza, en cuanto a su potencia, a la instalación europea mencionada en primer lugar, la Anglo-Chilean Consolidated Nitrate Corporation, de Nueva York, ha pasado pedido para sus fábricas de nitrato en Lautaro (Chile) cinco motores Diesel-M A N de dos tiempos y doble efecto, con una potencia total de 23.825 CV e
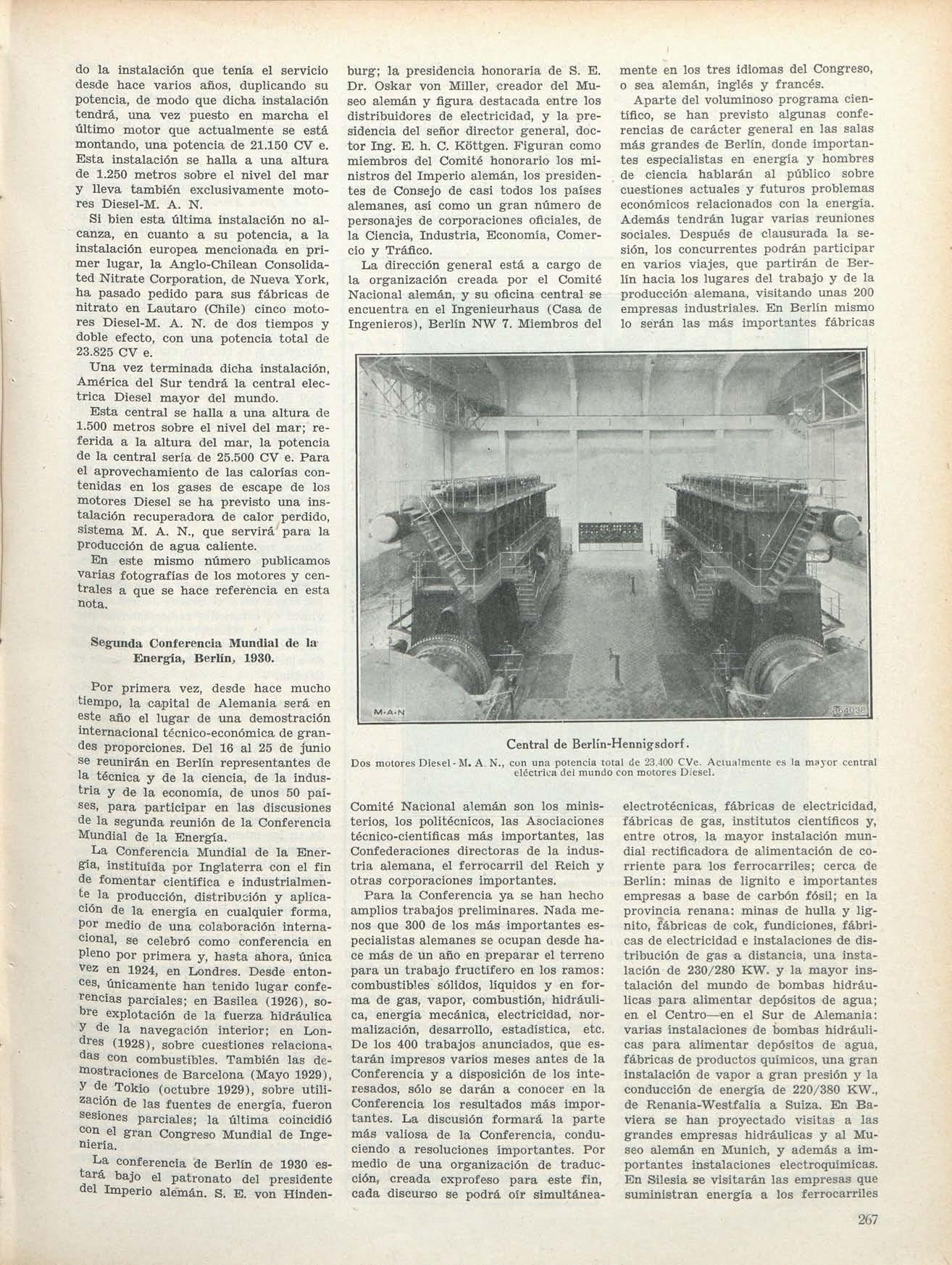
Una vez terminada dicha instalación, América del Sur tendrá la central eléctrica Diesel mayor del mundo.
Esta central se halla a una altura de 1.500 metros sobre el nivel del mar; referida a la altura del mar, la potencia de la central sería de 25.500 CV e. Para el aprovechamiento de las calorías contenidas en los gases de escape de los motores Diesel se ha previsto una instalación recuperadora de calor perdido, sistema M A N., que servirá para la producción de agua caliente.
En este mismo número publicamos varias fotografías de los motores y centrales a que se hace referencia en esta nota.
Segunda Conferencia Mundial de la Energía, Berlín, 1930.
Por primera vez, desde hace mucho tiempo, la capital de Alemania será en este año el lugar de una demostración internacional técnico-económica de grandes proporciones Del 16 al 25 de junio se reunirán en Berlín representantes de la técnica y de la ciencia, de la industria y de la economía, de unos 50 países, para participar en las discusiones de la segunda reunión de la Conferencia Mundial de la Energía.
La Conferencia Mundial de la Energía, instituida por Inglaterra con el fin de fomentar científica e industrialmente la producción, distribución y aplicación de la energía en cualquier forma, por medio de una colaboración internacional, se celebró como conferencia en pleno por primera y, hasta sdiora, única vez en 1924, en Londres. Desde entonces, únicamente han tenido lugar conferencias parciales; en Basilea (1926), sobre explotación de la fuerza hidráulica y de la navegación interior; en Londres (1928), sobre cuestiones relacionadas con combustibles. También las demostraciones de Barcelona (Mayo 1929), y de Tokio (octubre 1929), sobre utilización de las fuentes de energía, fueron sesiones parciales; la última coincidió con el gran Congreso Mundial de Ingeniería
La conferencia de Berlín de 1930 estará bajo el patronato del presidente del Imperio alemán S E von Hinden-
burg; la presidencia honoraria de S. E. Dr Oskar von Miller, creador del Museo alemán y flgura destacada entre los distribuidores de electricidad, y la presidencia del señor director general, doctor Ing. E. h. C. Kottgen. Figuran como miembros del Comité honorario los ministros del Imperio alemán, los presidentes de Consejo de casi todos los países alemanes, así como un gran número de personajes de corporaciones oficiales, de la Ciencia, Industria, Economía, Comercio y Tráfico
La dirección general está a cargo de la organización creada por el Comité Nacional alemán, y su oficina central se encuentra en el Ingenieurhaus (Casa de Ingenieros), Berlín NW 7. Miembros del
mente en los tres idiomas del Congreso, o sea alemán, inglés y francés
Aparte del voluminoso programa científico, se han previsto algunas conferencias de carácter general en las salas más grandes de Berlín, donde importantes especialistas en energía y hombres de ciencia hablarán al público sobre cuestiones actuales y futuros problemas económicos relacionados con la energía. Además tendrán lugar varias reuniones sociales. Después de clausurada la sesión, los concurrentes podrán participar en varios viajes, que partirán de Berlín hacia los lugares del trabajo y de la producción alemana, visitando unas 200 empresas industriales. En Berlín mismo lo serán las más importantes fábricas
CentraldeBerlín-Hennigsdorf. DosmotoresDle.sel-MAN.,cununapotenciatotalde23.400CVeActualmenteeslamayorcentral eléctricadelmundoconmotoresDiesel.
Comité Nacional alemán son los ministerios, los politécnicos, las Asociaciones técnico-científicas más importantes, las Confederaciones directoras de la industria alemana, el ferrocarril del Reich y otras corporaciones importantes
Para la Conferencia ya se han hecho amplios trabajos preliminares. Nada menos que 300 de los más importantes especialistas alemanes se ocupan desde hace más de un año en preparar el terreno para un trabajo fructífero en los ramos: combustibles sólidos, líquidos y en forma de gas, vapor, combustión, hidráulica, energía mecánica, electricidad, normalización, desarrollo, estadística, etc. De los 400 trabajos anunciados, que estarán impresos varios meses antes de la Conferencia y a disposición de los interesados, sólo se darán a conocer en la Conferencia los resultados más importantes La discusión formará la parte más valiosa de la Conferencia, conduciendo a resoluciones importantes. Por medio de una organización de traducción, creada exprofeso para este fin, cada discurso se podrá oír simultánea-
electrotécnicas, fábricas de electricidad, fábricas de gas, institutos científicos y, entre otros, la mayor instalación mundial rectificadora de alimentación de corriente para los ferrocarriles; cerca de Berlín: minas de lignito e importantes empresas a base de carbón fósil; en la provincia renana: minas de hulla y lignito, fábricas de cok, fundiciones, fábricas de electricidad e instalaciones de distribución de gas a distancia, una instalación de 230/280 KW. y la mayor instalación del mundo de bombas hidráulicas para alimentar depósitos de agua; en el Centro—en el Sur de Alemania: varias instalaciones de bombas hidráulicas para alimentar depósitos de agua, fábricas de productos químicos, una gran instalación de vapor a gran presión y la conducción de energía de 220/380 KW., de Renania-Westfalia a Suiza. En Baviera se han proyectado visitas a las grandes empresas hidráulicas y al Museo alemán en Munich, y además a importantes instalaciones electroquímicas En Silesia se visitarán las empresas que suministran energía a los ferrocarriles
267
eléctricos, minas de carbón y fundiciones conocidas. También se visitarán los astilleros del Norte de Alemania, y en muchas ciudades, los politécnicos con sus instalaciones.
El interés que demuestran todos los países por la próxima sesión es muy grande. El estado de los preparativos permite suponer que la segunda reunión' plenaria de la Conferencia Mundial de la Energía será, lo mismo que todas las demostraciones organizadas hasta aho-
señor vizconde de Riba Damega, en representación del excelentísimo señor embajador.
El secretario de la nueva Asociación, don José Valentí de Dorda, leyó unas cuartillas exponiendo la orientación de la misma, su deseo de crear im campo neutral en el que pudieran concretarse las opiniones de los elementos interesados sobre reglamentos para toda clase de instalaciones eléctricas y normas de fabricación y recepción de materiales.
nas, don Carlos Laffitte, don Tomás Fernández Quintana, don Andrés Martínez Velasco, don Juan Rosell y Magaz, don Juan Díaz Muñoz de la Pedraja, 'don Fernando Peña Serrano, don Bruno Perea Ramírez, don Fernando Derqui Morillo
La reunión terminó entre grandes aplausos de la numerosa concurrencia.
La nueva Asociación ha fijado su domicilio social en el del Instituto de Ingenieros Civiles, Marqués de Valdeiglesias, 1, Madrid.
¿Fusión de empresas eléctricas?
Viene circulando con insistencia el rumor, que hemos visto acogido por diversos diarios y revistas, de que está en proyecto y se realizan gestiones para su consecución, una fusión de todas las empresas de electricidad españolas. A título de información publicamos la noticia, sin que ello signifique confirmación alguna por nuestra parte.
Según estos rumores, el grupo bancario que proyecta la finanzación de la empresa a que nos referimos sería una agrupación belga que posee capital invertido ya en diversas compañías de electricidad extranjeras.
Nuevo reglamento para el régimen de estaciones radioeléctricas particulares.
En vista del acuerdo internacional de La Haya para el establecimiento y régimen de estaciones radioeléctricas particulares, la "Gaceta" del 2 de abril publica el nuevo reglamento al cual habrán de ajustarse las citadas instalaciones en España
El problema técnico de la radiodifusión en España.
Máquinasdevaporcompoundtricilindricas.
DestinadasaLockland-OiiioE.U.A.,yconstruidasporA.Bors'g,deBerlín.— Presióndetimbre,100atmósferas.Contrapresión,4,2atmósferas.Velocidad,225 vueltasporminuto.Alturadelamáquina,8,18metros.
ra, un acontecimiento de gran alcance para todo el mundo técnico.
Asociación Electrotécnica Ibérica
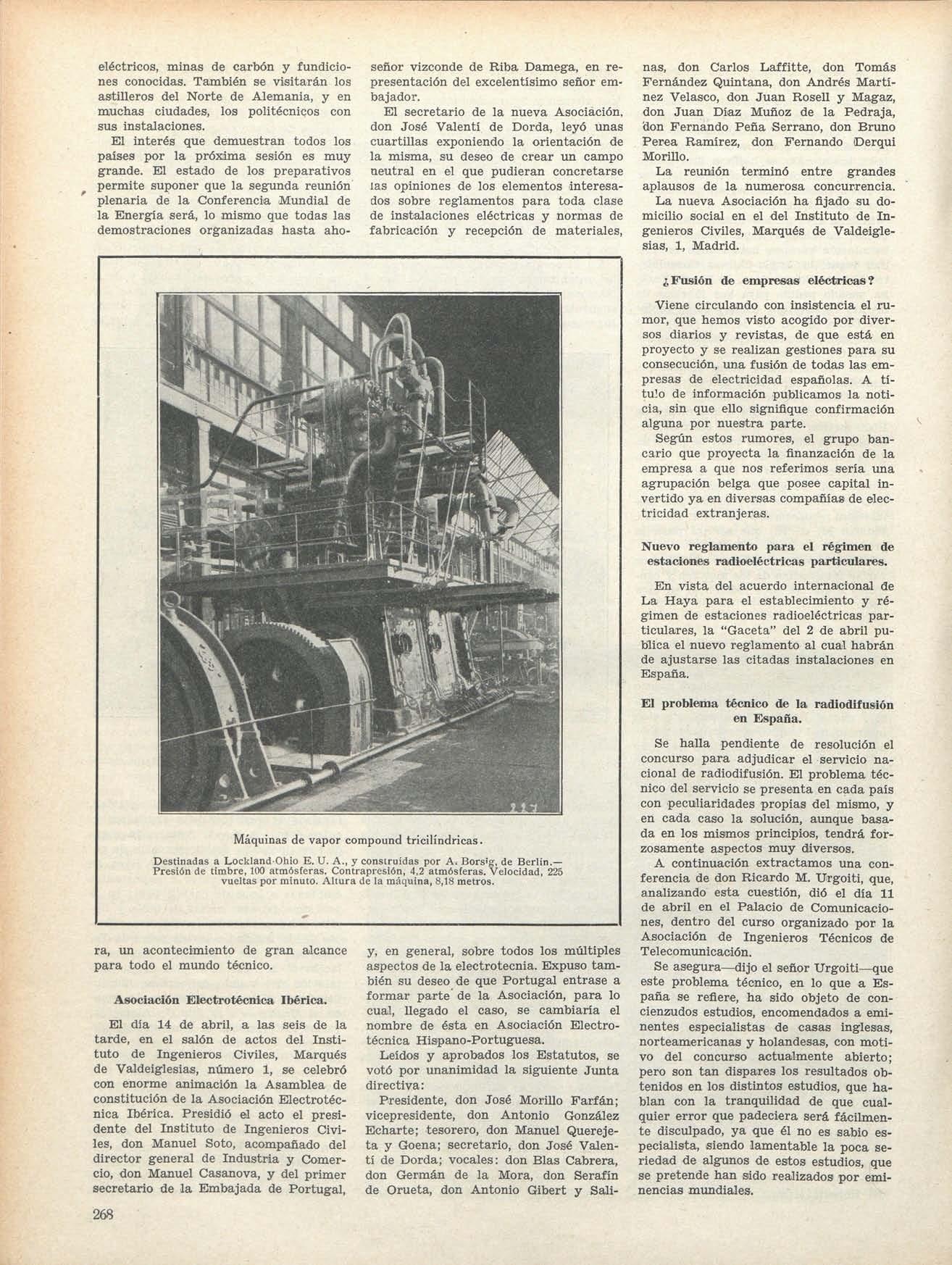
El día 14 de abril, a las seis de la tarde, en el salón de actos del Instituto de Ingenieros Civiles, Marqués de Valdeiglesias, niimero 1, se celebró con enorme animación la Asamblea de constitución de la Asociación Electrotécnica Ibérica. Presidió el acto el presidente del Instituto de Ingenieros Civiles, don Manuel Soto, acompañado del director general de Industria y Comercio, don Manuel Casanova, y del primer secretario de la Embajada de Portugal,
y, en general, sobre todos los múltiples aspectos de la electrotecnia. Expuso también su deseo de que Portugal entrase a formar parte'de la Asociación, para lo cual, llegado el caso, se cambiarla el nombre de ésta en Asociación Electrotécnica Hispano-Portuguesa.
Leídos y aprobados los Estatutos, se votó por unanimidad la siguiente Junta directiva:
Presidente, don José Morillo Farfán; vicepresidente, don Antonio González Echarte; tesorero, don Manuel Querejeta y Goena; secretario, don José Valentí de Dorda; vocales; don Blas Cabrera, don Germán de la Mora, don Serafín de Orueta, don Antonio Gibert y Sali-
Se halla pendiente de resolución el concurso para adjudicar el servicio nacional de radiodifusión El problema técnico del servicio se presenta en cada país con peculiaridades propias del mismo, y en cada caso la solución, aunque basada en los mismos principios, tendrá forzosamente aspectos muy diversos.
A continuación extractamos una conferencia de don Ricardo M. Urgoiti, que, analizando esta cuestión, díó el día 11 de abril en el Palacio de Comunicaciones, dentro del curso organizado por la Asociación de Ingenieros Técnicos de Telecomunicación.
Se asegura—dijo el señor Urgoiti—que este problema técnico, en lo que a España se refiere, ha sido objeto de concienzudos estudios, encomendados a eminentes especialistas de casas inglesas, norteamericanas y holandesas, con motivo del concurso actualmente abierto; pero son tan dispares los resultados obtenidos en los distintos estudios, que hablan con la tranquilidad de que cualquier error que padeciera será fácilmente disculpado, ya que él no es sabio especialista, siendo lamentable la poca seriedad de algunos de estos estudios, que se pretende han sido realizados por eminencias mimdiales.
268
No son las emisoras en sí el tema fundamental del asunto; ello compite a las casas constructoras, según la opinión del conferenciante, por lo que él se circunscribió a considerar la cuestión desde el punto de vista de dotar a España de im perfecto servicio de radiodifusión, examinando el número y potencia de las estaciones que el logro de tal propósito requeriría.
Para hacer llegar al auditorio la razón de sus argumentos, explicó el señor Urgoiti el origen y desarrollo de los diferentes fenómenos que es preciso tener en cuenta, exponiendo concisa y claramente la propagación de las ondas, la influencia de la conductibilidad del terreno, la absorción de las poblaciones, el "fading", las longitudes de onda, etc
Hizo notar también que el alcance en galena de una emisora de 50 kilovatios que trabaje en onda de 450 metros es solamente tres veces superior al de una emisora de un kilovatio trabajando en idénticas condiciones, y esta desproporción sería aún mayor si la onda empleada fuera más corta; de donde se deduce lo costoso que es tratar de obtener grandes alcances forzando la potencia. En cambio, demostró que la longitud de onda empleada tiene una influencia en el alcance mucho mayor de lo que vulgarmente se supone, y cita el ejemplo siguiente: tma emisora de cinco kilovatios, trabajando en 200 metros de onda, da una buena recepción en galena hasta 22 kilómetros. Doblando la potencia sólo se ganan cuatro kilómetros de alcance; mientras esa misma emisora de 5 kilovatios, si trabajase con onda de 400 metros, daría alcance en galena de 44 kilómetros
El "fading", cuyas peculiaridades analizó el señor Urgoiti, es el resultado del encuentro o interferencia de las ondas directa y reflejada. Allí donde comienza el "fading" termina la zona de recepción segura de la emisora. El "fading" se hace ya sensible a unos 50 kilómetros dela emisora cuando lalongitud de onda es de 200 metros; a 150 kilómetros, para ondas de 500 metros, y a 1.000 kilómetros, cuando se trata de ondas de 2.000 metros aproximadamente.
El "fading" se presenta a estas distancias cualquiera que sea la potencia de la emisora, y ellas nos indican, por tanto, la zona máxima a que puede dar servicio una emisora según la longitud de onda empleada.
A distancias muchomayores dela emisora el "fading" es menos perjudicial, porque la onda directa es casi muda y, por tanto, la recepción es mejor, y de aquí la constante paradoja que ocurre 6n la radiodifusión de ser más favorable la audición de emisoras lejanas que de emisoras próximas, dentro, naturalmente, de ciertos límites; pero aun en estas condiciones la audición no es estable ni segura; está circunscrita a las horas de la noche, y además, generalmente, esta audición tolerable poronda reflejada, tiene lugar fuera de las fronteras, donde el interés, desde el punto de vista del servicio nacional, es prácticamente nulo.
El servicio que puede estimarse en España como ideal es aquel que permita la recepción en galena, desde cualquier punto de su territorio, de una emisión al menos, y al ser posible, de dos, siempre que la separación delongitud de onda entre ambas emisiones sea del orden de los centenares de kilociclos, pues por ahora la mayoría de los oyentes españoles no puede adquirir aparatos que posean una selectividad mayor.
Otro factor del problema lo constituyen las longitudes de onda disponibles para España. En virtud del Convenio internacional de Praga, con objeto de evitar las interferencias ocasionadas por el empleo de iguales longitudes de ondas, a cada nación se le asignaron imas ondas a las que deberian atenerse las emi-
para la necesidad radiodifusora de España
El convenio de referencia es de esperar no subsista, pues no es lógico que naciones comoHolanda, de capacidad notablemente inferior a la nuestra, utilicen dos ondas largas y una de radiodifusión, cuando para cubrir su territorio bastaría con la última, mientras nuestro país no tenga la onda larga imprescindible para su servicio
La solución, pues, que cabe aceptar es la de establecer una emisora nacional en las proximidades de Madrid, de 90 kilovatios, que funcione con onda larga para quepueda ser oída fácilmente desde cualquier punto de la Península; seis o siete emisoras regionales potentes, según las longitudes de onda de que pueda dis-
CentraltérmicaGolpa-Zschornewitz.
Funcionaconlignito.PertenecealaRelchselelítrowerke.Fuéampliadaen1929hasta440.000kilovatios. SuministraenergíaaSajoniayPrusia,ycuatrocanalizacionesdobles,a100.000voltios,launencon Berlin
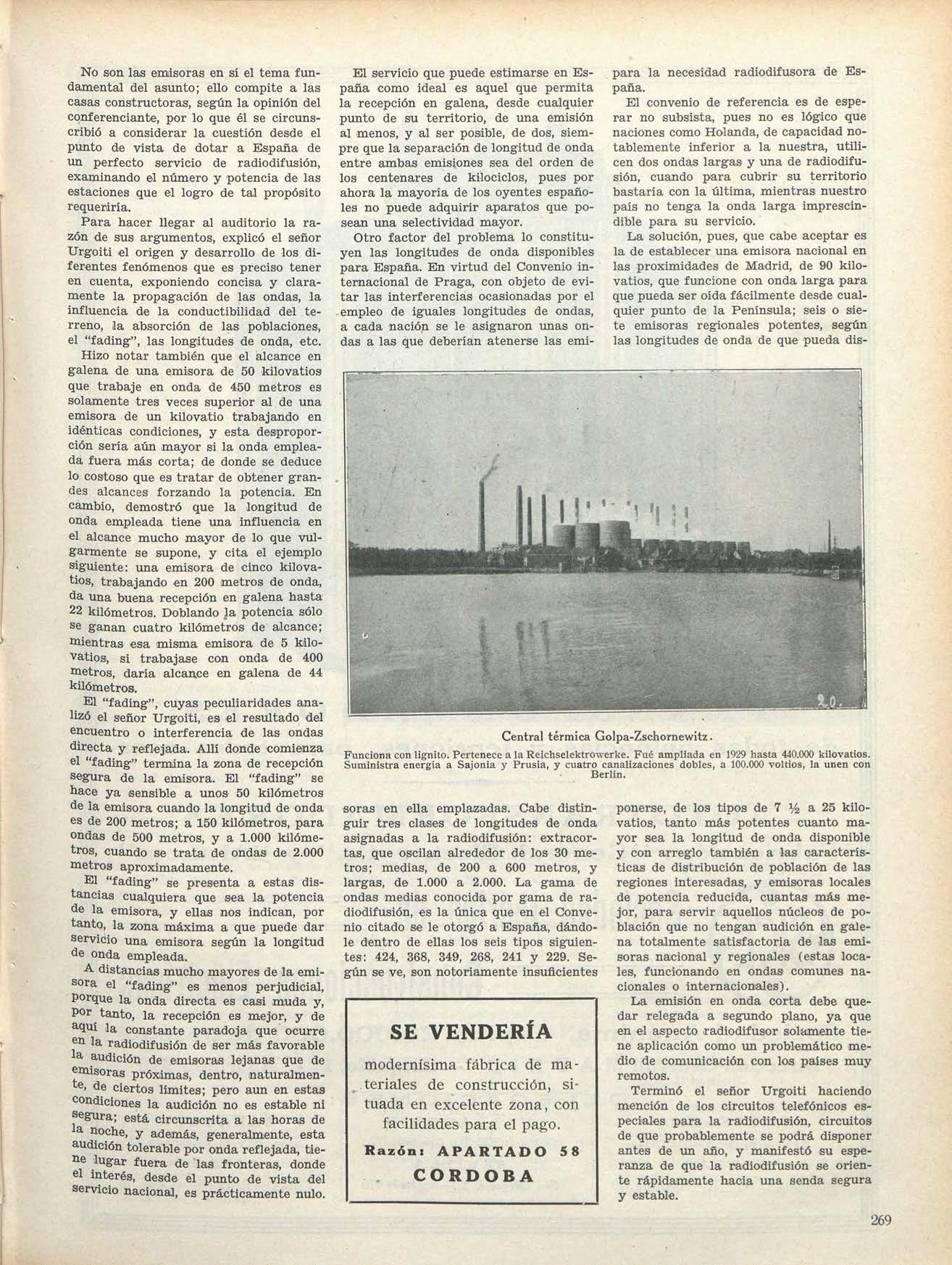
soras en ella emplazadas. Cabe distinguir tres clases de longitudes de onda asignadas a la radiodifusión: extracortas, que oscilan alrededor de los 30 metros; medias, de 200 a 600 metros, y largas, de 1.000 a 2.000 La gama de ondas medias conocida por gama de radiodifusión, es la única que en el Convenio citado se le otorgó a España, dándole dentro de ellas los seis tipos siguientes: 424, 368, 349, 268, 241 y 229. Según se ve, son notoriamente insuficientes
SE VENDERÍA
modernísima fábrica de materiales de construcción, situada en excelente zona, con facilidades para el pago
Razóni APARTADO 58
CÓRDOB A
ponerse, de los tipos de 7 % a 25 kilovatios, tanto más potentes cuanto mayor sea la longitud de onda disponible y con arreglo también a las características de distribución de población de laa regiones interesadas, y emisoras locales de potencia reducida, cuantas más mejor, para servir aquellos núcleos de población que no tengan audición en galena totalmente satisfactoria de las emisoras nacional y regionales (estas locales, funcionando en ondas comunes nacionales o internacionales).
La emisión en onda corta debe quedar relegada a segundo plano, ya que en el aspecto radiodifusor solamente tiene aplicación como un problemático medio de comunicación con los países muy remotos.
Terminó el señor Urgoiti haciendo mención de los circuitos telefónicos especiales para la radiodifusión, circuitos de que probablemente se podrá disponer antes de un año, y manifestó su esperanza de que la radiodifusión se oriente rápidamente hacia una senda segura y estable
269
TRANSFORMADORE S
d e toda s potencia s y tensiones , par a todo s uso s
AUTOTRANSFORMADORE S

Fabricación : "Genera l Electri c Co. " y "Alsthom "
Sociedad Ibéricade!
Construcciones Eléctricas
Socieda d Anónima.-Capital : 20.000.00 0 d e peseta s
Dirección General: MADRI D - Barquillo, 1 - Apartado 990
DELEGACIOINIEJ
BARCELONA VALLADOLID
Fontanella,8.—Apartado432
AlfonsoXIII,2.—Apartado77
BILBAO SEVILLA
MarquésdelPuerto,16.—Apartado330 SanGregorio,22.—Apartado176
ZARAGOZA
Coso,10y12.—Apartado33
LISBOA
PlazaDosRestauradores,núm18
Ingenieria y Construcción.
Ferrocarriles.
El extraordinario caso del OntanedaCalatayud
Con este mismo titulo ha publicado "El Sol" la signiente interesantísima carta de don Quintiliano Saldaña: "Señor director de "El Sol".
Mi distinguido amigo: He leído la serie de artículos que sobre el ferrocarril Ontaneda-Calatayud publica el periódico de su digna dirección, y sobre una investigación proseguida a lo largo de quince meses, puedo asegurar que su autor revela plena documentación y sus juicios son de una certidumbre perfecta.
Como en ellos se alude a mi intervención, por haber denunciado ante la Asamblea Nacional ese "affaire" escandaloso, le ruego dé publicidad a esta carta, por si fuesen de interés algunas noticias.
La Comisión investigadora del expediente de concesión del ferrocarril Ontaneda-Calatayud dio por ultimados sus trabajos a fines del pasado mes de marzo, y ha emitido dictamen, que puso en las manos del señor Gamoneda, como jefe actual del Congreso En él se dirige a los Poderes Públicos solicitando reformas urgentes de nuestra legislación mercantil para evitar inmoralidades y abusos como los ocurridos en la constitución y vida dela Compañía SantanderMediterráneo. Espero que ese dictamen esté ya en poder del Gobierno
Consta de tres partes. La primera, de exposición de hechos, suscribo integramente; adhiriéndome a la segunda, con sus razonamientos, y discrepando—sólo ~de alguna conclusión en la tercera. Asi, me he visto forzado a formular un voto particular. Se hará público en un libro mío de inminente publicación: "Al servicio de la Justicia. La orgía áurea de la Dictadura". Asimismo ha de aparecer, si lo permite la Censura, en una revista técnica Entre tanto, el gran público es acreedor a un avance de información.
Las 70.000 acciones "liberadas", representativas de un capital de treinta y cinco millones de pesetas, "se destinarán—dice el artículo quinto de la escritura de Sociedad—al pago de las "gestiones" para la organización preliminar de los trabajos, desembolsos hechos y promoción y "obtención de la concesión" (27 septiembre 1924). Esas acciones fueron adjudicadas al señor Solms "en pago"... de las gestiones y trabajos realizados para el estudio y organización del negocio y "obtención de la concesión" (estatutos, artículo 48). De suerte lue él, personalmente, el presidente del primer Consejo de Administración, se subroga en la obligación de pagar—o se indemniza de haber pagado—la obtención de la concesión Veamos cómo se efectúa ese abono ilícito.
De una parte, la revista INGENIERÍA Y CONSTRUCCIÓN ya había dado la voz de alarma, motivando una nota oficiosa del Directorio (17 noviembre de 1924), cuyo resultado fué la incoación de un sumario (18 noviembre);por otra.
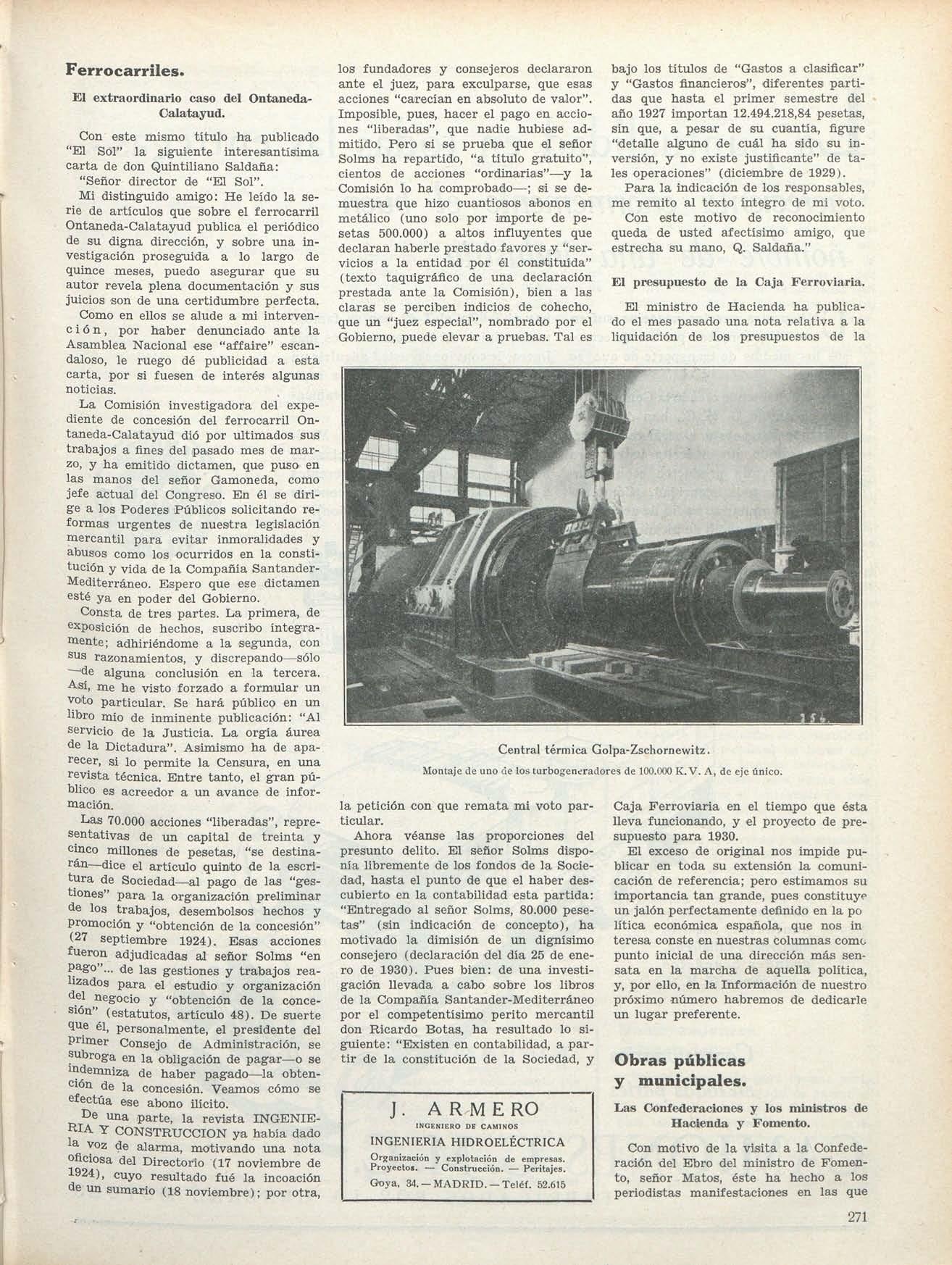
los fundadores y consejeros declararon ante el juez, para exculparse, que esas acciones "carecían en absoluto de valor". Imposible, pues, hacer el pago en acciones "liberadas", que nadie hubiese admitido. Pero si se prueba que el señor Solms ha repartido, "a título gratuito", cientos de acciones "ordinarias"—y la Comisión lo ha comprobado—; si se demuestra que hizo cuantiosos abonos en metálico (uno solo por importe de pesetas 500.000) a altos influyentes que declaran haberle prestado favores y "servicios a la entidad por él constituida" (texto taquigráfico de una declaración prestada ante la Comisión), bien a las claras se perciben indicios de cohecho, que un "juez especial", nombrado por el Gobierno, puede elevar a pruebas Tal es
bajo los títulos de "Gastos a clasificar" y "Gastos financieros", diferentes partidas que hasta el primer semestre del año 1927 importan 12.494.218,84 pesetas, sin que, a pesar de su cuantía, figure "detalle alguno de cuál ha sido su inversión, y no existe justificante" de tales operaciones" (diciembre de 1929).
Para la indicación de los responsables, me remito al texto íntegro de mi voto. Con este motivo de reconocimiento queda de usted afectísimo amigo, que estrecha su mano, Q Saldaña."
El presupuesto de la Caja Ferroviaria
El ministro de Hacienda ha publicado el mes pasado una nota relativa a la liquidación de los presupuestos de la
CentraltérmicaGoIpa-Zschornewitz
la petición con que remata mi voto particular.
Ahora véanse las proporciones del presunto delito El señor Solms disponía libremente de los fondos de la Sociedad, hasta el punto de que el haber descubierto en la contabilidad esta partida: "Entregado al señor Solms, 80.000 pesetas" (sin indicación de concepto), ha motivado la dimisión de un dignísimo consejero (declaración del día 25 de enero de 1930) Pues bien: de una investigación llevada a cabo sobre los libros de la Compañía Santander-Mediterráneo por el competentísimo perito mercantil don Ricardo Botas, ha resultado lo siguiente: "Existen en contabilidad, a partir de la constitución de la Sociedad, y
J . A R M E RO
INGENIERODECAMINOS
INGENIERÍA HIDROELÉCTRICA
Orjfanización y explotación de empresas Proyectos — Construcción — Peritajes, Goya, 34. —MADRID. —Teléf. 52.615
Caja Ferroviaria en el tiempo que ésta lleva funcionando, y el proyecto de presupuesto para 1930.
El exceso de original nos impide publicar en toda su extensión la comunicación de referencia; pero estimamos su importancia tan grande, pues constituye unjalón perfectamente definido en la po lítica económica española, que nos in teresa conste ennuestras columnas como punto inicial de una dirección más sensata en la marcha de aquella política, y, por ello, en la Información de nuestro próximo número habremos de dedicarle un lugar preferente.
Obras públicas y municipales.
Las Confederaciones y los ministros de Hacienda y Fomento.
Con motivo de la visita a la Confederación del Ebro del ministro de Fomento, señor Matos, éste ha hecho a los periodistas manifestaciones en las que
Montaje de uno de los turbogeneradores de 100.000 K.V. A, de eje único.
271 i
L a puntualidad en todas las entregas...
acrecienta enormemente el buen nombre de una industria
UNA y otra vez los negocios sufren serios quebrantos por ser defectuosos los medios de transporte de que se dispone.
Ahora, habiendo creadola General Motors el camión G. M. C, han desaparecido todos esos obstáculos. Este es el vehículo rápido que necesita usted para transportar sus productos económicamente y con toda seguridad. ¿Cómo podrá usted ampliar su radio de acción sin contar con un medio de alcance a la vez rápido, seguro y económicor.

Cualquiera que sea la naturaleza de la carga a transportar, tiene usted ahora un camión perfectamente adecuado a ella. Para cargas de gran peso y volumen
hay el T-60 y el T-42, con su famoso motor Buick. Si la mercancía es más ligera, le conviene a usted adquirir un T-19, con motor Pontiac, cuya rapir dez y rendimiento son verdaderamente insuperables.
Consulte al concesionario G. M. C. más cercano. El le dará toda clase de detalles, y en especial los referentes a las facilidades de~ pago que concede la G M P (Acceptance División)
Entregas rápidas y puntuales, clientela numerosay satisfecha, grandes beneficios cojí el camión G.M.C.
Concesionarios en todas partes
CAMIONES G. M. C. FABRICADO S FO R L A GENERA L MOTOR S
noocultalagrataImpresiónrecibida, declarándoseabiertamentepartidariode lasConfederaciones,sibienhadeimprimirseasumarchaelritmoexigido porlamejoradministracióndelTesoro nacional,
Enigualsentido,reemplazandolaimpresióntécnicaporlasocial,sehaexpresadoelseñorArguelles,ministrode Hacienda,afirmandoqueelGobierno estádecididoaordenarlasdisponibilidadesdeunmodotalqueselleveafeliztérminolamagnaempresainiciada
Las oibras d» los Canales del Talbilla.
EnlasesióndelAyuntamientodeCartagenadeldia5deabril,variosrepresentantesdelasfuerzasvivasdelaciudadmanifestaronlagranalarmaproducidaanteeltemordequeelpropósito,reiteradamenteanunciadoporelGobierno,dehacereconomíaspudieranalcanzaralasobrasqueserealizanen loscanalesdelTaibillaparaabastecimientodeaguaaCartagena,Murciay otraspoblaciones
ElalcaldecontestóalaComisiónque habiavisitadoalcapitángeneraldeldepartamentomarítimo, rogándole que, comopresidentedelaMancomunidadde Municipios,recabedelGobiernolacontinuacióndelostrabajos.
El presupuesto de obras de riego.
EnlaRealordende26defebreroúltimo,delaqueennuestroúltimonúmeropublicamosunextracto,noseincluyeronenelrepartodelpresupuesto deFomentoparaobrasderiegolos aprovechamientosdelAlberche yLa Toba,cuyasobrasveníanauxiliándose, enañosanteriores,concargoalpresupuestoextraordinarioparaobraspúblicasquesehasuprimido.La"Gaceta" de25demarzomodificaladisposición citada,distribuyendolaasignaciónpresupuestaenlasiguienteforma:
DivisiónhidráulicadelJúcar.—PantanodeBuseo,20.000pesetas;Pantano deBenageber,100.000;PantanodeLoriguilla,50.000
DivisiónhidráulicadelSurdeEspafta.—Mejora deriegosdeDalias,25.000 pesetas;alumbramientodeaguassubálveasdelríoGuadalfeo,parariegodelas vegasdeMotrilySalobreña,23.000; PantanodeAndrade,30.000;Pantano delChorro,2.500.000
DivisiónhidráulicadelGuadalquivir.— PantanodeGuadalcacín,700.000ptas.
DivisiónhidráulicadelGuadiana.—CanalesderivadosdelpantanodeGasset, 100.000pesetas
DivisiónhidráulicadelTajo.—Canal delHenaresyPantanodePalmaces, 300.000pesetas;RealacequiadelJarama,100.000;PantanodelVado,500.000 pesetas.
DivisiónhidráulicadelMiño.—Canal delBierzo,50.000pesetas. \
AprovechamientosdelAlbercheyde LaToba,4.000.000
Formaciónypagodeexpedientesde expropiacióndetodaslasobrasqueson
decuentadelEstado,conexcepciónde lasqueserealicenconintermediode Juntas,32.000.
Paraimprevistosyatenderalaejecucióndeobrascuyosproyectossehallanentramitación,170.000pesetas Total,8.700.000pesetas.
El servicio urbano de limpieza en Valencia.
ElingenieroindustrialdonAntonio SalazarhapresentadoalAyuntamiento deValenciaunaproposiciónparahacersecargodelserviciodelimpiezasde aquellacapital,que,porjuzgarlainteresanteenalgunosdesusaspectos,a
delatotalidaddesuperflciedecalzadas yacerasdeValencia,osea861.321metroscuadrados,enochohorasdurante eldía,empleando100unidadescondoblerecipienteyochounidadesparael transporteinmediatodelabasuradel repaso,asícomodelaprocedentedeloa mercados,conunacubicación delas cajasmetálicasdetransportede34metroscúbicos
Larecogidadebasuraofreceefectuarlaensutotalidaddurantedoshorasdiarias,oseadesieteanuevede lamañanaenveranoydeochoadiez eninvierno,empleando93unidadesque cubicanuntotalde310metroscúbicos, ensumayorparteautomóviles,ydotadosdelosperfeccionamientosmásmodernosencuantoahigieneyvisualidad.
Comoservicioscomplementarios se ofrecenlarecogidadehospitales,clínicas,laboratorios,etc.,mediantedosunidades,cuyacubicacióntotalesdediez metroscúbicos,concierreherméticoy sometidasadesinfecciónencadatransporte.Ellavadodeparadasdecoches, durantelamadrugada,empleandomangueras,lanzasydemásútilesLalimpiezadealbañalesensutotalidad,inclusolosdelCabañal,conútilesyherramientasadecuadasalaformaydisposicióndelosmismosEsteserviciose efectuarátambiénporlamadrugada.
Seestableceráunaestaciónparael tratamientodebasuras,porelmétodo Beccarideautofermentaciónencámaras,sistemapatentadoentodoslospaísesyyasancionadoporlaprácticaeri elextranjeroLabasuratratadaporestej procedimientosetransformaen wa. productoasépticodegranvaloragrícola, paralaadquisicióndelcualsedarátratodepreferenciaalosSindicatosagrícolasdelahuertavalenciana.
Centraltérmica,sistemaBenson. DelaíábricadecablesSiemensstadtConstruida en1929—Timbredecalderas,225atmósferas— Produccióndevapor,25.000-30.000Itilogramospor hora
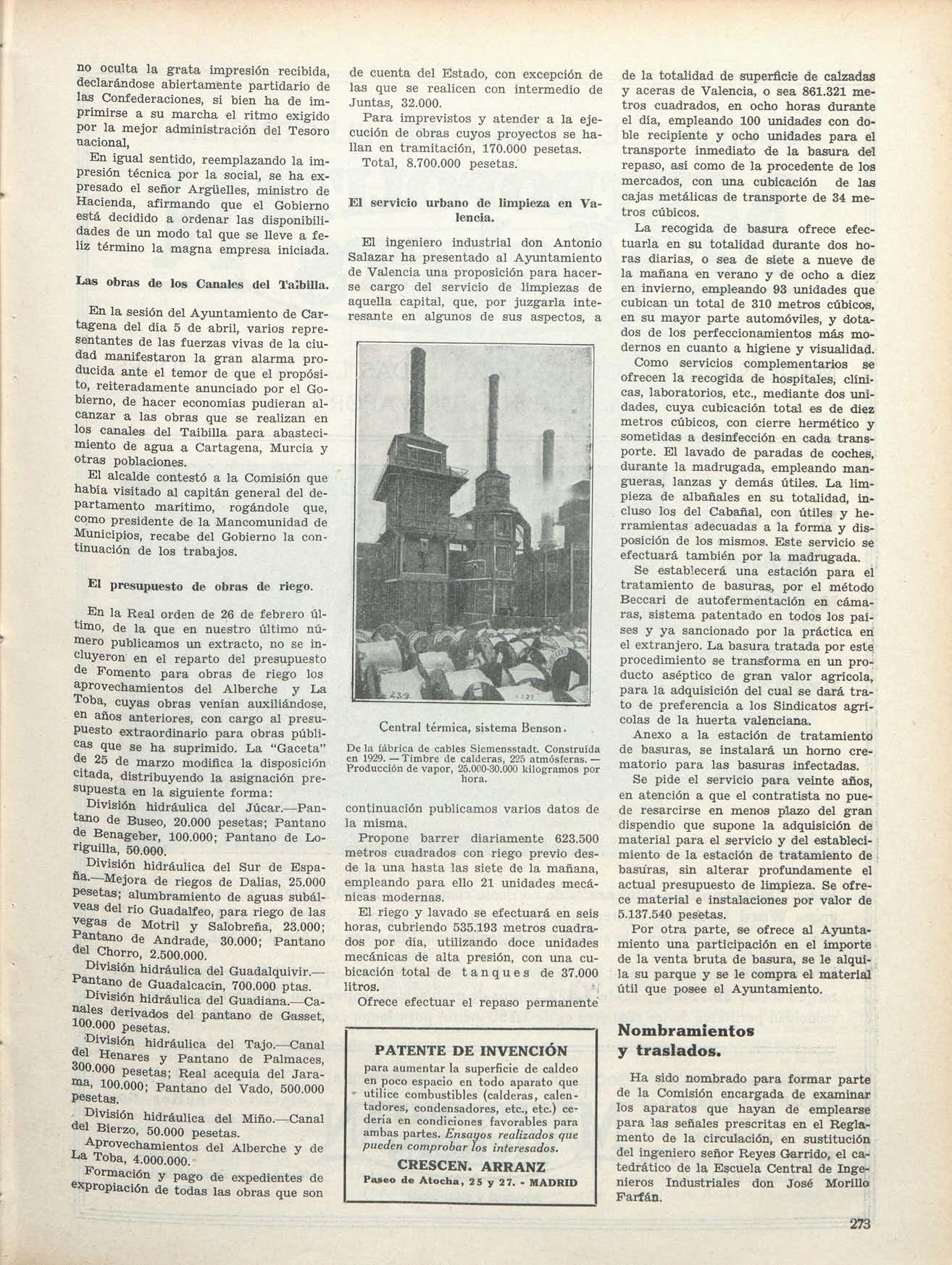
continuaciónpublicamosvariosdatosde lamisma.
Proponebarrerdiariamente623.500 metroscuadradosconriegopreviodesdelaunahastalassietedelamañana, empleandoparaello21unidadesmecánicasmodernas
Elriegoylavadoseefectuaráenseis horas,cubriendo535.193metroscuadradospordía,utilizandodoceunidades mecánicasdealtapresión,conunacubicacióntotaldetanques de37.000 litros. •i
Ofreceefectuarelrepasopermanente
PATENTE DE INVENCIÓN paraaumentarlasuperficiedecaldeo enpocoespacioentodoaparatoque •utilicecombustibles(calderas,calentadores,condensadores,etc.,etc.)cederíaencondicionesfavorablespara ambaspartes Ensauos realizados que pueden comprobar los interesados.
CRESCEN. ARRANZ
Pa«eodeAtocha,25y27-MADRID
Anexoalaestacióndetratamiento debasuras,seinstalaráunhomocrematorioparalasbasurasinfectadas Sepideelservicioparaveinteaños, enatenciónaqueelcontratistanopuederesarcirseenmenosplazodelgran dispendioquesuponelaadquisiciónde materialparaelservicioydelestablecimientodelaestacióndetratamientode basuras,sinalterarprofimdamenteel actualpresupuestodelimpieza.Seofrecematerialeinstalacionesporvalorde 5.137.540pesetas
Porotraparte,seofrecealAjmntamientounaparticipaciónenelImporte delaventabrutadebasura,selealquilasuparqueyselecompraelmaterial útilqueposeeelAyimtamiento
Nombramientos y traslados.
Hasidonombradoparaformarparte delaComisiónencargadadeexaminar losaparatosquehayandeemplearse paralasseñalesprescritasenelReglamentodelacirculación,ensustitución delingenieroseñorReyesGarrido,elcatedráticodelaEscuelaCentralde Ingét nierosIndustrialesdonJosé Morillo Farfán
273
.
SOCIEDAD ESPAÑOLA DE ELECTRICIDAD
MAQUINARI A ELÉCTRIC A PAR A TODA S LA S APLICACIONE S Y TURBINA S D E VAPO R
MOTORE S PARA
MAQUINA S DE EXTRACCIÓN EN MINAS
Motor "Metropolitan-Vickers", de corriente continua, de 5.000/12.500 HP., accionado por un grupo Ward Leonarh y directamente acoplado a dos tambores cónicos de 518/1.016 m/m. de diámetro, girando a 32»7 r. p. m., en la Mina City Deep, de África del Sur.
Este grupo de extracción es el mayor instalado en el mundo, y su capacidad le permite elevar una carga neta de 10.750 kg., desde 1.372 metros de profuncidad, entregando 31 cargas por hora. La velocidad periférica de los tambores es de 1.130 metros por minuto; es decir, más de 67 km. por hora
OficinaCentralenEspaña:
BILBA
!
FABRICAYTALLERES
ManchesterySheffield(Inglaterra)
SOCIEDAD ESPAÑOLA DEELECTRICIDAD BARCELONA MADRID - Príncipe, 1 ^ ^tr~tm-n^-^-n^^-w _ _ Electric Supplies Co. Fontanella,14
O Ejruidazu y Landecho
Alameda
.
Recalde, 46 ,
Ingeniería y
Construcción
Ha sido nombrado director de Obras Públicas don José Martínez Acacio, por dimisión de don Rodolfo Gelabert y Viana.
El ingeniero industrial don José Correa Vera, inspector de Automóviles y Verificador de taxímetros en Madrid, ha sido designado para formaf parte de la Comisión que estudie y proponga una fórmula para el cálculo de la capacidad de carga de los camiones y automóviles a los efectos de la patente nacional.
Ha sido nombrado vocal de la Comisión permanente de Pesas y Medidas don Antonio Grancha Baixauli, subdirector de Industria, en sustitución de don Manuel Alonso Martos, que ha cesado en dicho cargo.
Juntas directivas de las Agrupaciones de Ingenieros Industriales de Valencia y Sevilla
Han quedado constituidas, en virtud de las renovaciones reglamentarias, de la manera siguiente:
Agrupación de Valencia.—Presidente, don Ramón Gil Barberán; vicepresidente, don Salvador Iranzo Gil; secretario, don Manuel Rios Enrique; vicesecretario, don Manuel Ordeig Gómez; tesorero, don Luis Millas Sagreras; contador, don Jesús Hueso Marti; vocales: don Alejandro Bonora Muñoz, don Manuel Torán de la Rad, don Manuel Cabedo Ballester; vocal representante en la Junta Superior, don Peregrin Contell Puchol.
Secciones Industrias Metalúrgicas.— Presidente, don José Navarro Alcacer; secretario, don Rafael Montañés Serena. Industrias Eléctricas.—Presidente, don Rafael Cort Alvarez; secretario, don Fructuoso Iranzo Gil.
Industrias Químicas.—Presidente, don Peregrin Contell Puchol; secretario, don Jesús Hueso Martí
Pavimentación e Higiene Industrial.— Presidente, don Manuel Torán de la Rad; secretario, don Salvador Peydró Muñoz
Economía y Sociología Industrial.— Presidente, don Francisco Niederleytner Orts; secretario, don Eduardo Borso Gon zález.
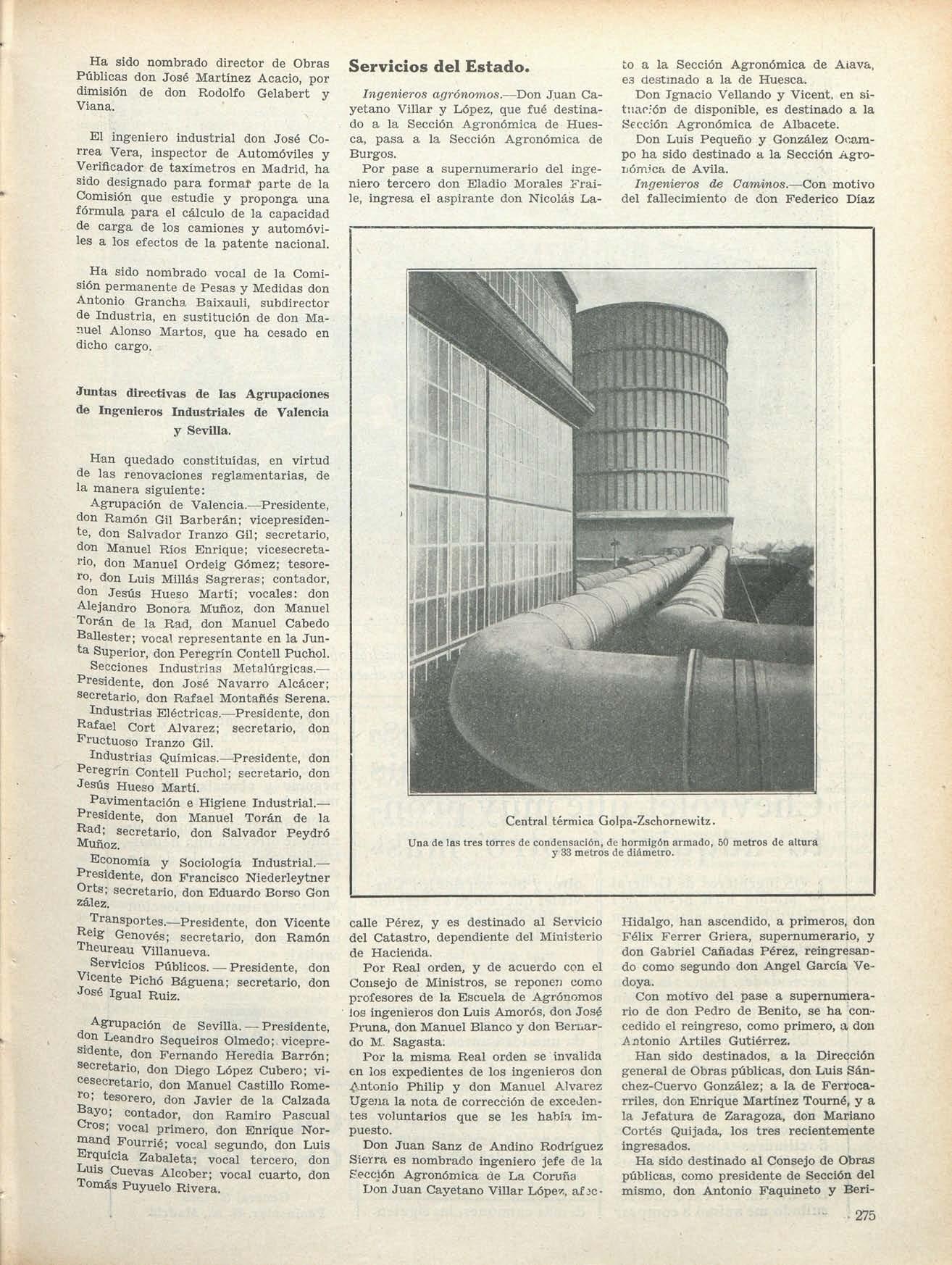
Transportes.—Presidente, don Vicente Reig Genovés; secretario, don Ramón Theureau Villanueva.
Servicios Públicos. — Presidente, don Vicente Pichó Báguena; secretario, don José Igual Ruiz.
Agrupación de Sevilla. — Presidente, don Leandro Sequeiros Olmedo;, vicepresidente, don Femando Heredia Barrón; secretario, don Diego López Cubero; vicesecretario, don Manuel Castillo Romero; tesorero, don Javier de la Calzada Bayo; contador, don Ramiro Pascual Cros; vocal primero, don Enrique Normand Fourrié; vocal segundo, don Luis Erquicia Zabaleta; vocal tercero, don Luis Cuevas Alcober; vocal cuarto, don Tomás Puyuelo Rivera.
Servicios del Estado.
Ingeniero s agrónomos.—Don Juan Cayetano Villar y López, que fué destinado a la Sección Agronómica de Huesca, pasa a la Sección Agronómica de Burgos.
Por pase a supernumerario del ingeniero tercero don Eladio Morales Fraile, ingresa el aspirante don Nicolás La-
to a la Sección Agronómica de Aiava, es destmado a la de Huesca.
Don Ignacio Vellando y Vicent. en sit'.iar.'óD de disponible, es destinado a la Sección Agronómica de Albacete
Don Luis Pequeño y González Ocampo ha sido destinado a la Sección Agroijómíca de Avila
Ingeniero s de Caminos.—Con motivo del fallecimiento de don Federico Díaz
Central térmica Golpa-Zschornewitz
Una de las tres torres de condensación, de hormigón armado, 50 metros de altura y 33 metros de diámetro
calle Pérez, y es destinado al Servicio del Catastro, dependiente del Ministerio de Hacienda
Por Real orden, y de acuerdo con el Consejo de Ministros, se reponen como profesores de la Escuela de Agrónomos los ingenieros don Luis Amorós, don José Pruna, don Manuel Blanco y don Bernardo M, Sagasta:
Por la misma Real orden se invalida en los expedientes de los ingenieros don .(^aitonio Philip y don Manuel Alvarez Ugena la nota de corrección de excedentes voluntarios que se les había impuesto.
Don Juan Sanz de Andino Rodríguez Sierra es nombrado ingeniero jefe de la Sección Agronómica de La Coruña
Don Juan Cayetano Villar Lóper, af jc-
Hidalgo, han ascendido, a primeros, don Félix Ferrer Griera, supernumerario, y don Gabriel Cañadas Pérez, reingresando como segundo don Ángel García Vedoya.
Con motivo del pase a supernumerario de don Pedro de Benito, se ha concedido el reingreso, como primero, a don Antonio Artiles Gutiérrez.
Han sido destinados, a la Dirección general de Obras públicas, don Luis Sánchez-Cuervo González; a la de Ferrocarriles, don Enrique Martínez Tourné, y a la Jefatura de Zaragoza, don Mariano Cortés Quijada, los tres recientemente ingresados.
Ha sido destinado al Consejo de Obras públicas, como presidente de Sección del mismo, don Antonio Faquineto y Beri-
275
«Mi clientela, reparliJa en un radio de 150 kilómetros alrededor de Madrid, podría dar testimonio de la satisfacción que le produce el servicio de mis Cheürolet»
tes ventajas: hace más viajes por día, alcanza a mayor número de clientes, amplía el radio de acción de cualquier negocio y abarata notablemente los transportes
[ os ingenieros de General Motors han hecho del Chevrolet un camión para todos los usos Todos sus projietarios lo encuentran perectamente adecuado a sus necesidades Esta es la razón del gran éxito del camión

Chevrolet
Dice don Jesús Rodríguez, importante empresario de transportes de Madrid:
«Cuando me decidí a sustituir algunos de mis carros por camiones, compré un D cilindros Chevrolet qiie lleva hechos 14.000 kilómetros en seis meses, sin la menor avería Su excelente resultado me animó a comprar
otro, y hoy son dos los Chevrolet que tengo al servicio de mis clientespara transportes y mudanzas.
Rapidez y economia
«El último Chevrolet que adquirí ha hecho en quince días 1.500 kilómetros Esto da una idea aproximada del duro trabajo que realizan diariamente Y es tan reducido su costo de sostenimiento, que, muy pronto, un nuevo Chevrolet aumentará el número de los que hoy tengo al servicio del público.»
Por su rapidez y economía el Chevrolet tiene, sobre los demás camiones, las siguien-
El concesionario más próximo le ofrecerá una demostración práctica y le dará a conocer las facilidadco de pago que concede la General Motors Peninsular (Sección de Créditos) para adquirir un Chevrolet sin tocar al capital
Concesionarios en todas partes
«...y es tan reducido el costo de sostenimiento de mis
Chevrolet, que muy pronto adquiíñré otro más
CAMIONE S CHEVROLET
Peninsular. S. A.,
General Motors
Madrid
ni, que hasta hace poco desempeñaba la Dirección general de Ferrocarriles, Tranvías y Transportes por carretera.
Han sido trasladados: De la Dirección general de Obras públicas al Consejo del ramo, don Fermín Artaza y Piñuela; de la Jefatura de Murcia a la de Badajoz, don Luis de Ansorena y Sáenz de Jubera; de la Dirección de Ferrocarriles a la División del Tajo, don Antonio Ballesteros Fernández; de la Jefatura de Albacete a la División del Guadalquivir, don Pablo Bueno López, y de la Jefatura de Salamanca al Consejo de Obras públicas, don Federico Olmedilla García
Ingeniero s de Minas.—Ha sido nombrado vicesecretario del Instituto Geológico y Minero de España el ingeniero tercero don Miguel Moya y Gastón de Iriarte
Se dispone cese en la situación de disponible el ingeniero jefe de primera clase don Rafael Martínez Espinar, y nombrándole ingeniero jefe del Distrito Minero de Almería
Se dispone cese en la situación de disponible el ingeniero segundo don Manuel Albacete Mendicuti y destinándole al Distrito Minero de Granada.
Destinando a la Sección de Estudios Geológicos a los ingenieros primero y tercero, respectivamente, señores don Javier Bordiu y don Rafael Velarde.
Minas y metalurgia.
Disolución del Consejo de Combustibles.
Ha sido disuelto el Consejo Nacional de Combustibles, encargándose del desempeño de la misión que tenía conferida la Dirección General de Minas y Combustibles
Los yacimientos de carbón de Gijón. ]
A partir del año 1902 viene efectuando sondeos en el Concejo de Gijón la Compañía Felgoroso Hermanos, en busca de yacimientos carboníferos. Han sido llevadas a cabo seis perforaciones, en la última de las cuales, realizada en Leorio (Mareo), situado a cinco kilómetros de Gijón, se ha encontrado a 226 metros (terreno secundario triásíco) unos importantes estratos hulleros que presentan una inclinación de unos 50 grados hasta los 350 metros, habiéndose cortado en un espesor efectivo de 100 metros cuatro venas de carbón, una de 0,30 metros y las otras tres de 0,70, 1,40 y 3 metros de potencia, respectivamente; en total, por tanto, 5,40 metros de carbón útil en 100 metros de terreno hullero. El espesor de la última capa cortada ha obligado a suspender el sondeo, comenzándose uno nuevo en las inmediaciones de la estación de Pineales, del ferrocarril de Langreo.
Se estima en 130 millones de toneladas la cantidad de hulla contenida en la faja encontrada
Subastas, concesiones y autorizaciones.
Se pide al Ayuntamiento un canon anual para la prestación total del servicio de limpieza y tratamiento de ba-
Subvención al aeropuerto de Madrid.
Del millón de pesetas consignado en los presupuestos vigentes para subvencionar la construcción de aeropuertos nacionales y Juntas de los mismos, se
GRÁFICO DE REGULARIDAD GRÁFICO DE SEGURIDAD GRÁFICO DE VIAJES PALUDOS
Viajes autorizados. . . 875
Viaies no emprendidos . 106
Viajes emprendidos
Viajes fallidos 769 26 Averia de maleriai 10 Meteorología 16
Elservicioaéreoespañol
Gráficos de regularidad, seguridad y viajes fallidos en las líneas aéreas españolas El rayado de los dos primeros indican los viajes no emprendidos de los autorizados a C L A S S A y los viajes fallidos, especificándose en el tercer gráfico las causas a que se debieron las interrupciones
suras de 1.728.000 pesetas, del que, deducción hecha de las participaciones y materiales e instalaciones que se le €ntregan y que son propiedad del Ayimtamiento desde el primer momento, se reduce aquel canon a 1.155.816 pesetas, cantidad menor que el actual presupuesto
Se ha otorgado la concesión del tranvía eléctrico de Reus a Tarragona a los señores don Domingo Baró y Más y don Flocelo Puig Vila.
ANUNCIO DE PATENTES
AlUs-Chalmers Mfg Co Patente número 64.641, jallo 27, 1917
Allla-Chalmers Mfg. Co. Patente número 79.245, Julio 4, 1922
Allls-Chalmers Mfg. Co. Patente número 92.190, abril 2, 1925
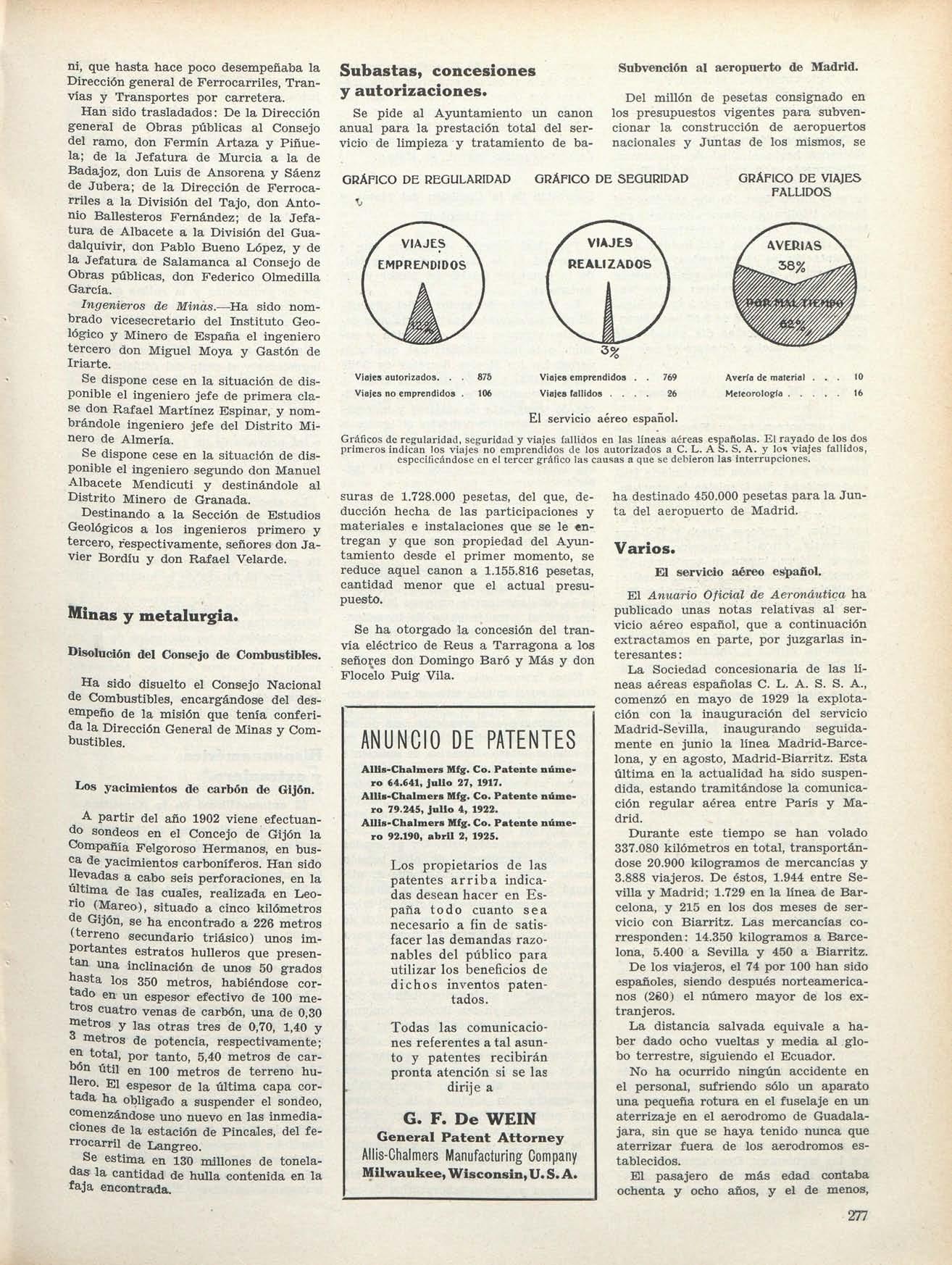
Los propietarios de las patentes arriba indicadas desean hacer en España todo cuanto sea necesario a fin de satisfacer las demandas razonables del público para utilizar los beneficios de dichos inventos patentados.
Todas las comunicaciones referentes a tal asunto y patentes recibirán pronta atención si se las dirije a
G. F. De WEIN General Patent Attorney
Allis-Chalmers Manufacturing Company Milwaukee, Wisconsin, U. S. A.
ha destinado 450.000 pesetas para la Junta del aeropuerto de Madrid
Varios.
El servicio aéreo español.
El Amiario Oficial de Aeronáutica ha publicado unas notas relativas al servicio aéreo español, que a continuación extractamos en parte, por juzgarlas interesantes :
La Sociedad concesionaria de las líneas aéreas españolas C L A S S A., comenzó en mayo de 1929 la explotación con la inauguración del servicio Madrid-Sevilla, inaugurando seguidamente en junio la línea Madrid-Barcelona, y en agosto, Madrid-Bíarritz. Esta última en la actualidad ha sido suspendida, estando tramitándose la comunicación regular aérea entre París y Madrid.
Durante este tiempo se han volado
337.080 kilómetros en total, transportándose 20.900 kilogramos de mercancías y 3.888 viajeros De éstos, 1.944 entre Sevilla y Madrid; 1.729 en la línea de Barcelona, y 215 en los dos meses de servicio con Biarritz Las mercancías corresponden: 14.350 kilogramos a Barcelona, 5.400 a Sevilla y 450 a Biarritz.
De los viajeros, el 74 por 100 han sido españoles, siendo después norteamericanos (260) el número mayor de los extranjeros.
La distancia salvada equivale a haber dado ocho vueltas y media al globo terrestre, siguiendo el Ecuador
No ha ocurrido ningún accidente en el personal, sufriendo sólo un aparato ima pequeña rotura en el fuselaje en un aterrizaje en el aeródromo de Guadalajara, sin que se haya tenido nunca que aterrizar fuera de los aeródromos establecidos.
El pasajero de más edad contaba ochenta y ocho años, y el de menos,
277
cincuenta días. Uno de los viajes tuvo que interrumpirse, aterrizándose en Azuaga, porpresentar síntomas de alumbramiento inminente una de las viajeras.
Todas esas cifras y datos están considerados hasta el final del diciembre. Últimamente, con motivo de las Expo'^siciones y fiestas de Sevilla, el servicio ha sido intensísimo. En algunos días fué preciso triplicar el número de viajes entre Madrid y la capital andaluza
En España, y con anterioridad a la implantación en el extranjero de idéntico servicio, comentado recientemente en la Prensa diaria, existen ya los "taxis" aéreos entre sitios que hay aeródromo, rigiendo la tarifa de 5,50 pesetas kilómetro y 400 pesetas dia parado por aparato monomotor de cinco_Plazas._^^
Visita de ingenieros americanos
Se encuentran ya en España .los ingenieros sudamericanos y portugueses que tomaron parte en una excursión organizada por la Unión de Ingeniería Ibero-Americana. La Comisión la constituyen los señores siguientes: Contó dos Santos y Montero Barros, por Portugal; por Cuba, los señores Busch y Bolívar; Guatemala, coronel Lavagnino y señor Gómez Flórez, ingeniero agrónomo; E31 Salvador, general don José M. Peralta; Colombia, señor Vázquez; Ecuador, Tama, Bolívar y Pabón; Chile, Guzmán Donoso, jefe del servicio de carreteras; Uruguay, Gómez Ferrer y Andobarro; Argentina, Zuleta y Gastello.
Estarán en nuestro país el tiempo suficiente para conocer la ingeniería española, cuyos representantes harán cuanto les sea posible por hacerles grata su permanencia entre nosotros y que conserven de su visita un recuerdo amable y duradero.
Reciban los ilustres huéspedes de los ingenieros españoles nuestra bienvenida cordial y efusiva
Los arquitectos e ingenieros de la Exposición de Baroelona.
Han sido agasajados con un banquete los arquitectos que han intervenido en la Exposición de Barcelona Igualmente han sido obsequiados los ingenieros industriales que han colaborado en el mencionado Certamen. No son frecuentes los homenajes tan justificados como los anteriores. i
La moto-nave "Cabo San Antonio".
Ha sido entregada a la Sociedad de Navegación Ibarra y Compañía la motonave "Cabo San Antonio", que prestará servicio en la línea MediterráneoBrasil-Plata
Las características del nuevo buque son las siguientes: Desplazamiento, toneladas 16.825; arqueo, 11.945 toneladas; velocidad, 17 millas; eslora, 147,06-
metros; manga, 19,28 metros; puntal, 11,28 metros; calado en carga, 7,70; motores: dos Diesel M. A. N., de ima potencia total de 9.400 caballos
La construcción se ha llevado a cabo en los talleres de la Sociedad Española de Construcción Naval, de BUbao.
Supresión de la Comisión del Motor y del Automóvil.
Por Real decreto se dispone que a partir del 11 de abril quedará suprimida la Comisión Oficial del Motor y del Automóvil
La industria del motor y del automóvil podrá acogerse a las disposiciones generales vigentes sobre protección y auxilios a la industria nacional, quedando derogados los Reales decretos de 9 de abril de 1927 y 31 de marzo de 1928
Los concesionarios de servicios públicos de transporte de viajeros y mercancías por carretera vendrán obligados a adquirir material de fabricación nacional, con las limitaciones contenidas en las disposiciones generales sobre la materia
La Westinghouse gasta en un laboratorio millón y medio de dólares.
La Westinghouse Electric Company invertirá la suma de 1.500.000 dólares en la construcción de un gran laboratorio central para trabajos de investigación y ensayos, y otro que se empleará como una adición al laboratorio de corriente continua que actualmente ejfiste.
Estos laboratorios, los cuales se construirán en el misino sitio en que se encuentran los talleres principales de la Westinghouse, comprenderán una de las mejores instalaciones de laboratorio en el mundo entero Dínamos de suficiente capacidad para suministrar energía eléctrica a una población de unos 10.000 habitantes, se emplearán en estos laboratorios con el solo propósito de suministrar energía para ensayos y experimentos de diversa categoría. Un generador de ondas transitorias de alta tensión producirá un rayo artificial que se utilizará para el ensayo de toda clase de aparatos y materiales aislantes. El laboratorio contará también con circuitos de cualquier tensión y frecuencia para adaptarlos al ensayo de toda clase de aparatos.
Una sala irá provista de aparatos para producir en su interior distintas clases de tiempo, ya sea lluvioso, benigno, con el calor sofocante del verano o el frío excesivo del invierno, con el objeto de poder ensayar en él las diversas clases de aparatos que se construyen para instalación al aire libre. En otra sala, de construcción similar a la primera, será posible producir cualquier condición atmosférica que se desee, relativa a la temperatura, presión y humedad.
El nuevo laboratorio, una vez terminado, irá reemplazando poco a poco los numerosos pequeños laboratorios de ca-
rácter experimental que actualmente existen por todos los talleres de la fábrica Con este nuevo agrupamiento se seguirá la misma tendencia de consolidización que existe en todas las ramas de la industria moderna, además de proveer muchísimas otras facilidades que no existen ahora. Con todos los laboratorios situados en un mismo edificio bajo la dirección de una oficina central, será posible el efectuar los trabajos de investigaciones con mayor facilidad y menor pérdida de tiempo ocasionada por la interferencia que presentan en conjunto los ensayos comerciales, los trabajos de producción y la rutina que debe seguirse cuando las pruebas deben efectuarse en distintos laboratorios.
Los seis pisos superiores del nuevo edificio serán utilizados para oficinas de ingenieros y el resto del edificio se empleará para trabajos varios de ensayo y experimentación.
El laboratorio de corriente continua tendrá una altura de unos siete metros, e irá provisto de un puente rodante para facilitar el transporte de aparatos de gran tamaño y de hasta 15 toneladas de peso. ^
La erección de un laboratorio de tan enormes proporciones para trabajos de investigación en el campo de la ingeniería eléctrica, viene a probar la confianza que esta empresa posee en lo que se refiere al futuro de la industria eléctrica.
Los trabajos de construcción de los laboratorios se han principiado ya con la colocación de los cimientos de la estructura de 11 pisos de 27 metros de ancho y 75 metros de largo. Adyacente a este edificio se edificará una extensión de unos 42 metros, la cual formará parte del laboratorio de corriente continua
Hispanoamérica extranjero.'
El automovilisino en la Argentina. En su memoria anual, la Comisión directiva del Automóvil Club Argentino da las cifras del último censo de vehículos automóviles que circulan en la República, que son los siguientes: Automóviles particulares, 200.882; de alquiler, 28.859; ómnibus, 2.479, y camiones, 54.100, o sea, en total, 286.308.
La producción de petróleo en el Canadá.
La producción de petróleo alcanzó en 1928 un total de 344.130.000 galones, por valor de 83.122.172 dólares, lo que significa un aumento de 18.500.000 dólares sobre la cifra de 1927 Existen en el país 16 refinerías, de las cuales cuatro se hallan en la provincia de Ontario, cuatro en la de Alberta, tres en la de Columbia Británica, dos en la de Quebec, una en la de Nueva Escocia, una en la de Manitoba y una en la provincia de Saskatchewan. El capital invertido en las refinerías alcanza 56.000.000 de dólares, trabajando en ellas 4.252 personas.
278:
ANUARIOS
Anuario de Minería, Metalurgia, Electricidad y demás industrias de España, publicado por la "Revista Minera, Metalúrgica y de Ingeniería", bajo la dirección de don Adriano Contreras, ingeniero de Minas, ex profesor de la Escuela de Ingenieros de Minas, y don Ramón Oriol, ingeniero de Minas.—• Tomo XXIX, Año 1929.—Un volumen en 8.» de 1.100 páginas.—Revista Minera, Villalar, 3.—Precio encuadernado en tela: 9,50 pesetas en Madrid
Se ha puesto a la venta el tomo XXI X de este importante y conocido Anuario, que con éxito creciente viene publicando la "Revista Minera" hace años.
Contiene, cuidadosamente rectificados, todos los datos que puedan interesar a ingenieros, mineros e industriales; entre otros, todas las minas, sociedades mineras, metalúrgicas, eléctricas y químicas establecidas en España, con su domicilio, capital Consejo de Administración, directores, etcétera; las fábricas metalúrgicas y de industrias químicas, las Compañías de ferrocarriles de interés general y mineros, las leyes y disposiciones oficiales referentes a la industria promulgadas con posterioridad al tomo anterior del Anuario, y una reseña alfabética de las industrias de España
Por último, contiene las listas de todos los ingenieros españoles y extranjeros domiciliados en España, con sus domicilios y destinos, y el escalafón del Cuerpo de Ingenieros de Minas
ARQUITECTURA NAVAL
Contribución al estudio de las ciencias físicas y matemáticas.—Volumen IV.
La arquitectura naval en la Argentina: Draga de succión condispositivo cortador, por Emilio Mallol.—Editores: Facultad de Ciencias Fisicomatemáticas La Plata.—Precio: $ 2,50
La monografía de que nos ocupamos contiene una memoria descriptiva, con cálculos justificantes, de una nueva draga de succión con dispositivo cortador, proyectada y construida en los talleres del Gobierno argentino, en Riachuelo Fué la primera draga construida en América del Sur, y se proyectó con arreglo a las disposiciones del Bureau Veritas del ano 1918.
Se insertan en el libro numerosos croquis y planos, juntamente con una serie de fotografías demostrativas, del proceso Tr.í^ construcción
El autor, al escribir esta obra, tuvo por objet o el que pudiese servir de guía a los ingenieros recientes en los proyectos de las obras de mecánica aplicada
AUTOMÓVILES
la recherche méthodique des pannes d'automobUes, ,por R. Bardin.—Editores: Desforges, Girardot & Cíe 27 y 29, Quai des Grands-Augustins, París. Precio, 3,80 francos
^ El título del libro es el mejor índice de su contenido. El autor ha logrado una orientación racional para la busca de las ^.verías que se pudieran producir en el motor, transmisión y chasis, alumbrado y ¿Tranqu e eléctricos, y en los neumáticos, j^on cada caso explica las causas de origen, la reparación y el modo de evitarlas
CONSTRUCCIÓN
Tratado general de construcción, por Carlos Esselborn. Construcción de edificios. Tomo II 787 páginas, 645ñguras, traducido por Manuel Company, mgeniero militar. Gustavo Gili, editor, calle Enrique Granados, 45, Barcelona.—Precio: 58 pesetas
en'^^oí'^^®^^^ ^1 primer tomo de esta obra ei nijmero 74 de INGENIERÍA 1,.
CONSTRUCCIÓN hicimos constar el elogio a que se hace acreedora la Editorial Gili por la publicación en español de la interesante obra a la que volvemos a referirnos; hoy también nos es muy grato reiterarnos en las manifestaciones de entonces. Catorce capítulos comprende el libro que reseñamos, en los que se estudia el objeto, origen, y evolución de los elementos arquitectónicos, órdenes arquitectónicos; refinamiento de los detalles y corrección de ilusiones ópticas; el vidrio como material de construcción; construcción de bóvedas ; observaciones criticas acerca de algunas bóvedas importantes, cubiertas y suelos; ornamentación; historia de los estilos en la habitación; la casa alemana; distintas clases de viviendas; decoración interior y pequeños detalles técnicos; ediflcios públicos pequeños y medianos, y, por último, problemas de la construcción moderna
Colaboran con el señor Esselborn el profesor don José Durm y el arquitecto don Rodolfo Durm
Los tres no han omitido detalle, dentro de los límites que previamente han fijado para el carácter de su libro, de cuantos pudieran contribuir a la técnica en la construcción de un edificio. Desde luego, el problema se ha resuelto principalmente desde un punto de vista exclusivamente arquitectónico y social, mejor dicho, en la edificación adecuada al ambiente, dejando en un segundo plano la técnica de la misma
En el capítulo referente a edificios públicos se analizan las construcciones de escuelas y edificios de justicia, casas consistoriales y las construcciones sagradas, así como de la construcción moderna se especifican las cuestiones relativas a estaciones de ferrocarril, instalaciones industriales y rascacielos.
Mécanique, electricité et construction appliquées aux appareils de levage, por L. Rouselet.—Tomo 11. Les roulants á treillis et les Grues á portiques actuéis.—Un volumen de 752 páginas, 673 ñguras y 13 láminas.—1929. Dunod, editor Rué Bonaparte, 92, Paris. Precio para el extranjero: 196,90 francos
Esta obra estudia con detalle (descripción, mecanismos, proyectos, estudio de la instalación calculando precio de coste, etcétera) las máquinas de elevación másmodernas construidas por los fabricantes franceses
Examina el autor sucesivamente los cabrestantes, motores de vapor y eléctricos, engranajes, frenos, tornillos sin fin, reductores, cojinetes de bolas, cadenas, cables, tambores, aparatos de suspensión aéreos, gatos, dirección y accionamiento del carrito de las grúas Una parte muy importante de la obra se dedica al estudio de la carpintería metálica de los puentesgrúas y pórticos en celosías (estudio de las disposiciones, puentes-grúas con vigas en celosía, formas tubulares para puentes y puentes-grúas de grandes y pequeños vanos, etc.)
Una de las características de esta nueva edición és la gran amplitud que da el autor al asunto de los frenos y de los embrag:ues, estudiando los sistemas más perfeccionados de los mismos.
Además se hacen descripciones detalladas de aparatos construidos que se utilizan actualmente con completo éxito, proyectados por quienes por un motivo u otro han tenido que estudiar máquinas de elevación Los constructores, industriales, ingenieros, quienes explotan minas y canteras, los constructores de obras públicas y el personal encargado de los-elementos eh los puertos encontrarán en este libro indicaciones muy completas.
Con este motivo recordamos que este autor ha publicado ya un primer tomo de esta obra, dedicado especialmente a la explicación de los dispositivos estudiados, proyectados y construidos por él mismo Esta obra está editada por la misma casa editorial a que se refiere esta reseña, y su precio es de 133 pesetas
LUBRICANTES Y LUBRICACIÓN
HuUes et Graisses, por el doctor D. Hode.—Un volumen encuadernado de
951 páginas, 179 ñguras y 196 cuadros Libraire Polytechnique Ch Béranger. Rué des Saints Peres, 15, París.
Efectúa este libro un estudio critico y comparativo de los diversos procedimientos que se utilizan en el análisis y dosados de aceites y grasas. Bn esta edición se han suprimido los procedimientos anticuados y ha sido aumentado considerablemente el número de figuras y tablas Las indicaciones bibliográficas están muy desarrolladas, ampliándose las notas tecnológicas y prácticas de los trabajos últimos sobre el tema desarrollado Así, se estudia el ensayo del alquitrán primario, los alquitranes de celulosa de paja y de madera, la dinámica de los lubricantes, y de un modo especial la capilaridad y las interesantes investigaciones de Vieweg sobre la medida de capas lubricantes, los productos de hidrogenación de alquitranes, las resinas sintéticas, los lubricantes emulsionados, análisis y síntesis de las grasas, su constitución, su fisiología, su farmacología, etc; los anhídridos de ácidos grasos, las vitaminas y grasas alimenticias, relaciones entre las constantes de grasas (Lund), etc
El último capítulo da algunas indicaciones acerca del empleo de aceites en el laboreo de minerales (fiotación) y de los aceites y glicerinas en cerámica.
Aquellas cuestiones que suponen una mayor especialidad en las materias que se desarrollan han sido encomendadas por el autor, doctor D Holde, director de la Escuela Técnica Superior de Berlin, a técnicos especialmente dedicados a esas cuestiones.
La traducción al francés ha sido hecha por Ad. Jouve, antiguo profesor de la Escuela Politécnica de París
The principies and practique of lubrication, porAlfred W Nash y A R Bowen.—Un tomo encuadernado de 315 páginas, dos tablas fuera del texto y numerosas figuras y láminas. Editores: Chapman & Hall, 11, Henrietta Street, W. C. 2, Londres.—Precio: 15 chelines.
Seria pueril que con motivo de reseñar este interesante libro de los dos ilustres profesores de la Universidad de Birmingham tratásemos de poner de manifiesto la importancia que reviste hoy en dia la técnica lubricante Cualquiera ligeramente iniciado en el mundo de la ingeniería ha tenido ocasión de comprobar experimental-, mente lo que una perfecta lubricación signi.fica en el desarrollo de una industria donde intervenga el maquinismo Pero para lo,t;rar esa perfección se requieren una serie de conocimientos y datos que ni la práctica ni la teoría circunscrita a cada caso particular bastan para alcanzarla El libro de los señores Nash y Bowen, técnicos especialistas los dos, tiende a lograr la capacitación del interesado en problema tan importante, proporcionándole con la profundidad suficiente una visión en con.iunto de éste
Consta la obra de diez capitules y un apéndice, en los que se estudia: la fricción, peso específico y viscosidad, compresión y dibujo de diagramas lubricativos, constitución de los lubricantes, ensayos físicos y químicos de los lubricantes, práctica de la lubricación industrial, pruebas de rozamientos en las máquinas y conservación de los lubricantes Finalmente, en el apéndice se incluyen equivalencias, tablas de temperaturas y conversiones a otros sistemas de expresión, coeficientes de aplicación práctica e índices de corrección El lenguaje es claro y conciso y los principios científicos y demostraciones teóricas se exponen de un modo elemental
La cita bibliográfica que se hace en el libro de otros textos y trabajos que se han tenido en cuenta para su constitución, demuestra la valiosa documentación del mismo, digno de tenerse en cuenta, según nuestra manera de pensar, por los editores españoles entre sus posibles publicaciones técnicas Chapman & Hall, con su característico esmero editorial, lo da a la publicidad
QUÍMICA
La grande oeuvre de la chimie, por Jean Gérard.—Un tomo encuadernado de 250 páginas, ilustrado por Pie-
Bibliografí
a
279
rre Bouquerel. Editor: Chimie et Industrie, 49, rue des Mathurins, Paris.
Tieneporobjetoellibroquereseñamos hacerresaltarlainfluenciaquelaQuímicaejerceenlaVidaNoesGérardpropiamenteelautordeestaobravulgarizadoraalavezquepropogandista;aél sedebe,juntamenteconelprólogo,larecopilacióndelostrabajosdegranmamerrodequímicos,cadaunodeloscuales, ensusescritos,exponeeldecisivopapel queensusdiversasespecialidadesdesempeñalacienciadeBerthelot
Trespartescabedistinguirenelplan generalquesigueellibro:influenciade laQuímicaenlavidahumana,ayudaque ellaprestaalaagriculturaysuaportaciónaldesarrolloindustrialConarreglo aestediseño,MrBéhaltratade"La químicaylasociedadmoderna";MrLassieur,"Laquímicaylaconstrucción"; MrFourneau,"LaquímicaylaMedicina"; MrRanc,"Laquímicaylaexpresióndel pensamiento";Mr.Demolon,"Laquímica yelsuelo";Mr.Audibert,"Laquímicay loscombustiblessólidos";MrDamour,"La químicaylaindustriadelcristal";MrRebiére,"Laquímicaylosproductosfarmacéuticos";MrMarre,"Laquímicaylas conservasalimenticias",etc.,etc.;asíhastasesentaydostrabajosdelamismaíndole.
VARIOS
Aide memoire de l'industrie textile, por D de Prat, tercera edición.—Un volumen de 375 páginas.—Béranger, editor, París, Rue des Saints-Péres, 15
Elpropósitodelautoreseldeuniry poneralalcancedetodoslosquesededicanaestaramadelaindustrialasdiversasenseñanzasquenecesitanparasu comercio,enseñanzasqueestán,engeneral, esparcidasentratadosespecialesycostosos Laformaprácticaenquesehahecho estaobra,lahacemuyútil.Graciasauna tabladetallada,cadaunoencontraráel puntoespecialquebusque.Enestaobra encontraránenseñanzasútilestantolos directorescomoloscontramaestresyempleados.
Zincatura, stagnatura, piombatura, per via térmica, por Federico Werth.— Un volumen de 160 páginas, con 30 figuras.—U. Hoepli, editor, Milán.— Precio: 10 hras.
Estaobracontienelosmodernosprocedimientosparapreservarelhierrodela corrosión,cubriéndoloconotrometalmás resistentealaatmósferaEsunaobrade interés,porelgrannúmerodeaplicacionesindustrialesqueesteprocedimientode preservacióndelhierrosupone
Les industries de Tazóte, por Lucien Maugé.—Un volumen de 672 páginas, con 255 figuras.—Béranger, editores, Rue des ^aint-Péres, 15, París
Lasindustriasdelnitrógenoocupanen laindustriaquímicaunlugarcadavez máspreponderante.Enefecto:estasindustriastransformanlaindustriahullera ylaunenmásestrechamentealaindustriaquímicaHanrevolucionadoademás completamentelaindustriadelosabonos. Laliteraturarelativaalasindustrias delnitrógenoesabundante,perodiseminadaenunaseriedepublicaciones—algunasdepositivovalor—,peroquealos técnicosdelaindustriaresultadifícilde consultarsinperderseeneldetalleEl autorcreehaberhechounaobraútil, uniandoenunvolumenfácilmenteconsulta'le,provistodetodaslastablasylos In.¡oesnecesarios,loquepuedeserconste"radocomoesencial.Tratalacuestión delnitrógenocasiúnicamentedesdeel puntodevistatécnico,yaqueparaestas industriaslaeconomíaestáaúnenplena efervescenciaysemodificamuyrápidamenteparaserexpuestadeotromodoque comoresultadodeestudiosperiódicos
Traite pratique de serrurerie, por E. Barberot.—Un volumen de 461 páginas, con 1.159 figuras.—Ch. Béranger Editor, 15, Rue de Saint Peres, Paris ;
Lasmateriasdequetrataestelibrose puedenclasificarenlosgrandesgrupossiguientes:
1.°Lasconstruccionesmetálicas(pisos, vigas,armaduras,etc.)
2." Construccionesligeras(escaleras, kioscos,etc.)
3.»Construccioneshortícolas(cercas, invernaderos)
4.»Hierrosartísticos(portaladas,marquesinasydiversostrabajosconhierro forjado).
Estelibroesesencialmentepráctico,conteniendounagrancantidaddedatosbajo formadecroquisdecomposición,dibujos acotadosparalaejecución,tablasdecálculoshechos,'fórmulassimplesydiagramas defuerzasparaelcálculodeobrascorrientes.
Les pompes centrifugues, por C. Pfleiderer.—Un volumen de 508 páginas, con 355 figuras.—Dunod, editor, Rue Bonaparte, 92, París.—Precio: 110 trancos
Estaobraresumecongranconcisióntodoslostrabajosquedesdehacetreinta añoshanaportadoalgunaclaridadsobre laspropiedadesyelfuncionamientodelas bombascentríl:ugas;separa,congranseguridaddejuicio,lasteoríaserróneasy conservaaquellasquehansidosancionadasporlaexperienciaElconjuntoconstituyeunabasesólida,sobrelacualpodrá fundarsetodonuevolibro.
Lostécnicosencontraránenestelibro datossegurosycientíficamentecontroladossobreelfuncionamientoylaconstruccióndelasbombascentrífugas
Travaux maritimes, por Levy Salvador y L. Prudon.—Tomo I.—Un volumen de 12 por 18, 532 páginas y 317 figuras. Editor: Dunod, 92, rue Bonaparte, París.—Precio: 68,80 francos.
Inicianlosautoressuobraconlaexposicióndeunasnocionesgeneralesacerca delosfenómenosnaturalesquepueden afectarlasobrasmarítimas,yasí,estudiansomeramentelasmareas,losvientos, suscausas,características,instrumentos demedidaeinfluenciaquepuedenejercer enlasconstruccionesymantenimientode lospuertosycanales.Acontinuacióntratandelainstalaciónomejoramientode puertosnaturalesoartificiales,analizando lostrabajosdeestablecimientodepasos, construccióndeesclusas,etc.,etc.,ydescribiendodetalladamentelaslaboresde dragadoysondeo
Loscapítulossiguientesdellibroseocupanespecialmentedelosríosycanales,estudiándoseenlíneasgeneraleslosbarcos, supropulsión,reparación,mediosdesalvamentocasodeembarrancarymodode ejecutarlostrabajosprecisospararestituirlessuflotación.Losdosúltimoscapítulossededicanalaaccióndelmarsobre losmaterialesdeconstrucciónyaladefensadelascostas
GEOLOGÍA
Memorias explicativas de las hojas núnseros 194 y 421 (León y Barcelona), del Instituto Geológico y Minero de España.—Dos volúmenes de 39 y 84 páginas, con fotografías y mapas.— Precio de cada volumen: 5 pesetas
SehaceenambasmemoriasunadetalladadescripcióndelageografíaygeologíadeambasrSgionesespañolas,conun estudiodelahidrologíaylosfósilesque decadaregiónseconocenConstituyen unarsenaldedatosdegranvalor,resultadodelosinteresantestrabajosdelos ingenierosdelInstitutoGeológicoyMinerodeEspaña
PUBLICACIONES RECIBIDAS
El hecho de que una obra aparezca en esta sección no impide que posteriormente nos ocupemos de ella con más detalle.
LIBROS
"Elettrotecnica",porLDonatiyGSartori.2tomos,1.022páginascon468figurasEditor,HoepliGalleríadeCristóforisMilanoPrecio:120liras "Raddrizzatorlavaporedimercurio".—Un ejemplarde243páginas,confotografías ygrabados.UlricoHoepli,editor.Milán (Italia)Precio:30liras
"Moteursavent,moteurshydrauliques, moteursélectriques",porReneChamply. Unejemplarcon272páginasy160figurasLibrairiePolytechniqueChBérangerParís,ruedesSaints-Péres
"Essaisreglageetmiseaupointdesmoteursd'automobilesetd'aviation",por ReneBardinUnejemplarcon87páginasy50figuras.LibrairieCéntraledes Sciences.Desforges,Girardot&Cié.29, QuaidesGrands-Augustins.París(VI).
"AircraftInstruments"byCJStewart Unejemplarcon269páginasyfiguras. Chapman&Hall,editorHenrietta Street,11.Londres.Precio:21s.net. "Tablespourletracédescourbesdecheminsdefer,routesetcanaux",por LouisBérilleEditor,ChBérangerLibreríaPolytechniqueParís,ruedes Saínts-Péres,15.
"IIlegnoelatrasformazioneartificíale dellesuequalitá".—Unejemplarcon545 páginasygrabadosyfotografíasAutor,L.Valerio.Editor,UlricoHoepU. Milán(Italia)Precio:38hras
"Doratore,laccatore,decoratore".—Un ejemplarcon267páginasyfiguras.Autor,LValerioEditor,UlricoHoepli Milán(Italia)Precio:16liras
FOLLETOS
"PublicationsfromtheMassachusettsInstituteofTechnology".—Unejemplarcon 28páginasyfiguras.TheTechnology Press,Cambridge,Massachusetts1930 "DosMemoriassobreellegadoGómezPardo"relativasalaño1928PublicacionesdelaEscueladeIngenierosdeMinas74páginasyfotografías "Laripartizionedelcarleoidrostaticofra traviedarchinelledighediritenutaa voltaúnica".—Unextractocon24páginasy25figuras,porelingenieroEugenioCampiniVialeRomagna,43Milán "ProgettodelgrandeacqueodottocomunalediRaccione"(Forli)Unextracto denuevepáginasyfiguras,porelingenieroEugenioCampiniVialeRomagna, 43.Milán.
CATÁLOGOS
"CatálogodePrensadeEspañayPortugal"—Unejemplarcon168páginas, anunciosygrabados,porJHorta,impresor.Cortes,719.Barcelona.Rudolf MosseIbérica,SABarcelona-MadridSevilla "QuasiAre".—Equiposyelectrodospara soldaduraeléctricaConcesionariosen España:EPEacott(WmHinton&' Son).Apartado1.255,Madrid.
ANUARIOS
"Almanaqueguíadelcultivadormoderno, año1930",pordonRaúlMMirUnejemplarcon392páginasygrabados.Administración:Trafalgar,76Apartado623 Barcelona "ComisiónNacionaldeCaminosAnuario 1930"40páginasyfotografíasEmpresa Editorialde"IngenieríayArquitectura". EstadosUnidosMexicanos "ServicioderiegodePuertoRicoyutilizacióndelasfuentesfluviales.Informe anualdelingenierojefealhonorablecomisionadodelInterior".—Añofiscal19281929154páginas,grabadosyfotografías SanJuanPRNegociadodeMateriales,ImprentayTransporte1929 "PatronatodelCircuitoNacionaldeFirmesEspeciales".Memoriadelostrabajos efectuadosdesde1.»deenerode1928hasta31dediciembredelmismoañoy liquidacióndelejercicioeconómicocorrespondiente91páginasyláminas
DIANA,ArtesGráficas.—Larra,6.Madrid.!
280
