AÑO VIII.-VOL VIII.-NÚM 88 Madrid, abril 1930.


AÑO VIII.-VOL VIII.-NÚM 88 Madrid, abril 1930.
Es cada ves más nutrido el sector a quien interesa los resultados de las investigaciones que se llevan a cabo de modo ininterrumpido y continuo en todo el mundo para establecer normas que hagan racionales los métodos de elaboración de los hormigones, y ello ha llevado a la revista alemana "Der Bauingenieur" a publicar una serie de trabajos que sirven de base a nuestro colaborador el ingeniero de Caminos don Rafael López Bosch, para exponer las más recientes investigaciones sobre el tema aludido. En este trabajo se comienza por extractar los resultados obtenidos por F. R. Me. Millan, Director of Research Portland Cement Association, de Chicago, en sus investigaciones publicadas en "Engineering News-Record, vol. 102, 1929, números 15-19, para compararlos luego con los resultados de otros trabajos que sirven para hacer ver que los estudios de Me. Millan corroboran y confirman lOrS conclusiones de otros investigadores, pero que, al propio tiempo, encierran un concepto diferente de la esencia del hormigón y de los factores que influyen en sus propiedades.
El concepto más sencillo del hormigón es el siguiente: el hormigón está formado por un conjunto de materiales sólidamente unidos por el endurecimiento de una pasta de cemento y agua, de modo que esta pasta forma el elemento activo y los demás materiales en esencia son pasivos Aunque ciertas propiedades de los áridos influyan en la calidad del hormigón, debe hacerse resaltar aquí el hecho fundamental de que el hormigón obtiene •ius propiedades útiles principalmente por el fraguado de la pasta de cemento y agua. La reacción quimica del fraguado necesita tiempo, buenas condiciones de temperatura y la presencia permanen-
(1) Al dar los resultados numéricos es conveniente trasladarlos a las unidades corrientes entre nosotros, lo cual se ha hecho de acuerdo con las equivalencias siguientes:
} sack cement = 94 Ibs. = 42,637 Kgs.
} S gallón = 3,7852 litros
1 U S gallón water per sack cement = 0,0888 litros agua/Kg cemento = 0,0888 — relación agua-cemento en peso C = 55,7 Kg. cemento/metro cúioo"ih''"Í
te de agua Por lo tanto, la edad y las circunstancias durante el fraguado son fundamentales para la bondad de la pasta endurecida Otro factor es la proporción entre el cemento y el agua; como solo tma cierta cantidad de agua se combina con el cemento, todo exceso de aquélla debilita la mezcla y produce una disminución de resistencia, de impermeabilidad y de duración. Las propiedades de la pasta fraguada dependen de los tres factores siguientes: de las propiedades características del cemento en sí, de la relación entre el cemento y el agua y de la realización plena de la combinación química entre el cemento y el agua Proporción entre los áridos y la pasta.—^La proporción entre los áridos y la pasta debe ser tal, que todos los huecos del árido han de quedar llenos completamente por aquélla y al mismo tiempo se consiga un grado de trabajabilidad (1) tal, que la mezcla permanezca uniforme durante el transporte, la colocación en obra y el tiempo que dure el fraguado y endurecimiento Es de una importancia fundamental que la mezcla sea plástica y uniforme La plasticidad de la mezcla viene determinada por los siguientes factores: por la relación entre las cantidades de pasta de cemento y de áridos, por la trabajabilidad de la pasta de cemento en sí, por la graduación del tamaño de los áridos y por su forma y la naturaleza de su superflcie
Para una pasta de cemento determinada, disminuyendo la proporción entre la misma y los áridos, la mezcla se hace más dura; y a la inversa, al aumentar la'cantidad de pasta, resulta más plástica; además, para una proporción determinada entre la pasta y los áridos, la trabajabilidad de la mezcla depende de la cantidad relativa de cemento y agua Una pasta que tenga poca agua, y que ya por sí es dura, no puede unirse a una gran cantidad de árido, pues entonces sería completamente intrabajable, y, por otra parte, una pasta con demasiada agua es inadecuada para retener bien los áridos
Todo lo que se diga acerca de la importancia que tiene una consistencia plástica de la mezcla es
poco Las mezclas secas, que sólo se pueden trabajar con dificultad, deben evitarse, pues no dan ninguna garantía de que la pasta llene los huecos de los áridos y, por lo tanto, puede resultar un hormigón muy desigual y lleno de poros
Con el mismo cuidado se deben evitar las mezclas demasiado liquidas. El exceso de agua produce la separación de materiales, tanto durante el transporte como en la colocación, de modo que en las capas superiores se acumula un exceso de material fino, cemento y agua, mientras que el hormigón de las inferiores es poroso y, en consecuencia, más expuesto a los ataques de los agentes atmosféricos Como las mezclas muy liquidas se pueden trabajar con gran facilidad, el peligro de su empleo es aún mucho mayor
Es muy corriente la opinión de que la tendencia actual a limitar la cantidad de agua de amasado produce hormigones muy secos e intrabajabíes
Esta opinión errónea, parte de considerar, como generalmente se hace, al hormigón como una mezcla
de hormigón o de pasta de cemento recién batidos No se han tenido en cuenta los poros; en mezclas muy secas o que tengan una parte muy grande de material fino, los poros pueden alcanzar tal importancia, que sea necesario tenerlos en cuenta Conforme a las investigaciones de McMillan, es de hacer notar que la suma de cemento y árido, por una parte, y la cantidad de agua, por otra, son casi iguales en las cinco mezclas. De aquí se deduce que para obtener una determinada consistencia (en nuestro caso un asiento de 7,5 a 10 cm.), es necesaria la misma cantidad de agua por unidad de hormigón independientemente de que la mezcla sea rica o pobre La cantidad de agua combinada puede variar entre limites bastante grandes, influida por la finura de molido yla composición delcemento, la edad ylas condiciones de preparación delhormigón Las tablas I y ll, tomadas de las investigaciones de Raimond Wilson, en el Research Laboratory of the Portland Cement Association, dan la cantidad de agua combinada en tanto por ciento del peso del cemento
TARLA I.— Cantida d de agua combinada en función del agua de amasado y de la edad.
¡Agua retenida en la pasta desecada a 239° F. (115° C), expresada en tanto por ciento en peso del cemento seco Conservación húmeda hasia el ensayo a la edad de:
en una cierta proporción de cemento y áridos (por ejemplo, 1 :2 :4), en la cual toda variación de la cantidad de agua produce una variación de la consistencia; cuando se haya abandonado este modo de pensar se verá que el determinar la cantidad de agua equivale a determinar la calidad del hormigón
Agua libre y combinada.—La figura 1." muestra la composición de distintos hormigones de la misma consistencia, es decir, con un asiento (1) de 7,5 a 10 cm., que comprende las mezclas:
Relación agua/cemento:
0,39 0,44 0,53 0,71 0,89
Las ordenadas del diagrama representan el volumen absoluto de los componentes de la unidad
(1) La prueba de asiento—slump test—mide aproximadamente la consistencia del hormigón Consiste en medir la disminución de altura que experimenta un tronco de cono de hormigón fresco de 12" (30,48 cm.) de altura y bases de 8" (20,32 cm.) y 4" (10,16 cm.), respectivamente, de diámetro, cuando se le quita el molde

TARLA ll.—Cantidad de agua combinada en función de la temperatura de desecación y de la edad.
AGUA DE AMASADO 60 % DEL CEMENTO SECO
Tempera- Agua retenida en la pasta desecada expresada en tanto por ciento en peso del cemento seco
Las cantidades de agua combinada representadas en la figura l.'' son 12,6, 14, 15,16,2y 17,4 por 100 del peso del cemento para las cinco diferentes mezclas. Corresponden a una conservación de veintiocho días en agua y a una desecación en aire a 50° C
La cantidad de agua combinada aumenta con la cantidad de agua de batido y con la duración de la conservación en agua; al aumentar la temperatura de desecación disminuye la proporción de agua combinada
De la figura 1.*se deduce que en la mezcla rica
el agua libre representa el 36 por 100 en volumen de la pasta de cemento, mientras que en la mezcla pobre este.valor aumenta al 60 por 100 Aqui está la razón de la gran diferencia en permeabilidad entre un hormigón rico y uno pobre; al disminuir la proporción de cemento aumenta necesariamentela relación agua-cemento, y con ella, el volumen de los poros. Como la cantidad de agua combinada depende aparentemente de la cantidad de cemento, asi resulta que en las mezclas muy pobres no se puede contrarrestar la falta de cemento, ni aun con el mayor cuidado en la preparación

a) Resistencia y relación agua-cemento.
Desde que Abrams dio a conocer por primera vez la relación general entre la cantidad del agua de amasado y la resistencia a la compresión del hormigón, han confirmado muchas investigaciones los resultados a que llegó, al mismo tiempo que establecíanmás exactamente loslímites en que tie-
de los granos mayores, pues si no disminuye la resistencia)
La figura 3.*representa la dependencia entre la resistencia a la compresión y la relación agua-cemento en una pasta sin áridos La marcha de la
ne lugar la ley de Abrams Las siguientes consideraciones y gráficos muestran la acción de los distintos factores que influyen en las relaciones entre la proporción agua-cemento y la resistencia Influencia del tamaño de los áridos.—ha figura 2.=' relaciona la resistencia a la compresión con la proporción agua-cemento para tres tamaños diferentes de áridos y consistencias variables Los ensayos comprenden morteros y hormigonescontamaños de áridos de 0-Nr. 4(1),0-1 1/2 y de 0-3" (el ensayo de las probetas se hizo a los catorce días de conservadas en agua) A pesar dc los tres tamaños tan diferentes, la marcha de la curva está completamente de acuerdo con la ley, lo cual demuestra el carácter fundamental de la relación entre la proporción agua-cemento y la resistencia, debiéndose hacer notar que en este caso solo se tuvo en cuenta la cantidad de agua efectivamente incorporada a la probeta Esta corrección tiene importancia, sobre todo en las probetas de mortero, en que se separaron cantidades apreciables de agua por las juntas del molde (También demostraron los ensayos que el grueso de las probetas debe ser mayor que cuatro veces el diámetro
(1) La criba Nr i tiene agujeros de 4,76 m/m de lado forma«>s por alambre de 1,27 m/m. de diámetro, con tolerancias de p= 3 por 100 para el agujero y de 15-30 por 100 para el diámetro del alambre
curva es semejante al caso anterior, lo cual demuestra que la influencia de la relación agua-cemento sobre la resistencia es fundamental e independiente de que haya áridos o no En estos ensayos toda el agua quedó cn la probeta, para lo cual se habían tomado las debidas precauciones
De estos ensayos se deduce que el tamaño de los áridos no influye esencialmente sobre la relación que nos ocupa
Influencia de la composición granulométrica.— Según las investigaciones de McMillan, la composición granulométrica de los áridos influye sobre las relaciones entre la proporción agua-cemento y la resistencia del hormigón mucho menos de loque generalmente se cree En la figura 4.*se han reunido los resultados de ensayos muy discordan-
tes en cuanto a composición granulométrica, proporción dela mezcla y consistencia. Se empleó arena de dos tamaños, correspondiente a los números 0-Nr 4 y 0-Nr 14 (1) de la serie de tamices
(1) La criba Nr. 14 tiene agujeros de 1,41 m/m. de lado, formados por alambre de 0,61 m/m. de diámetro, con tolerancias de ± 3 por 100 para el agujero y de 15-30 por 100 para el diámetro del alambre
de Tyler, y materiales gruesos de los números
Nr 4-11/2 (38,10 m/m. ) y de 3/4" (19 m/m. ) a 1 1/2" (38,10 m/m.) La proporción relativa de arena y material grueso se varió mucho, desde estar formada solamente por arena hasta contener el máximo
dad de agua que queda combinada efectivamente
El hecho de que un tratamiento adecuado aumenta la resistencia del hormigón es sobradamente conosido, pero no lo son todavia las posibilidades que este proceso encierra Las siguientes investigaciones tratan de averiguarlo y demuestran que la influencia de este factor es primordial
La figura 6.^ relaciona la resistencia y la proporción agua-cemento en un hormigón 1 : 4 de cuatro meses de edad y distintas formas de conservación Su comparación muestra la enorme influencia que ejerce la conservación en un medio húmedo sobre la resistencia La conservación húmed a durante veintiún días aumenta la resistencia en 84-126 Kg./cm.2 respecto a la conservación de solo tres dias en la humedad En cuanto a la resistencia de las probetas que estuvieron los cuatro meses en arena húmeda, es de notar que cuando se ensayaron estaban todavia húmedas; si se hubieran secado la resistencia hubiera sido mayor
La figura 7." representa lo mismo, para conservaciones en humeda d y en aire seco. Con la con-
de árido grueso compatible con una buena trabajabilidad Se ensayaron tres mezclas de dosificación:
1:3 , 1 :5 y 1 : 7, y cada mezcla con tres grados de consistencia; en la figura sólo se han representado las mezclas que se podían trabajar bien Las dos curvas dan los valores límites Teniendo en cuenta lo diferentes que eran las mezclas empleadas, la proximidad de las dos curvas, demuestra que la composición granulométrica tiene una influencia relativamente pequeña
Influencia de la naturaleza de los áridos.—La figura 5." relaciona la resistencia a la compresión con la relación agua-cemento para una dosificación de 1 : 4 y distintos áridos, como grava, caliza, arenisca, granito, grauwacka, escoria
Las diferencias entre los distintos materiales son relativamente pequeñas; dependen mucho más de la forma y la naturaleza de la superficie que de la resistencia de los diferentes áridos La natu-
Kf/cn'
0,t '0. 7 0,8 OJ
Kelación agua - cemento.
Fig.6

raleza de los áridos se refleja más en las resistenicas a la tracción y al esfuerzo cortante que en la resistencia a la compresión
Influencia de la conservación y de la edad.— También se tuvo en cuenta la posibilidad de modificar la estructura interna del hormigón por una cura adecuada, y se trató de determinar la canti-
0,4 qs o,g Agua - cemento TÍ9.7.
servación húmeda la resistencia del hormigón mejora enormemente, pues a los veintiocho dias ya supera a la de un año en aire seco Comparados con la influencia que tiene la cura del hormigón, los otros factores, como composición granulométrica y naturaleza de los áridos son mu y secundarios
La influencia de la edad se desprende de la figura 8.* Se han representado lac curvas para las edades de tres, siete, veintiocho días, tres meses y un año con hormigones mu y diferentes; las dosificaciones fueron las siguientes:
d).—X Mezclas 1:2-1: 8 a consistencia constante
h). O Mezcla 1 : 4 y consistencia variable
c).- A Distintos tamaños de áridos y composiciones granulométricas y consistencia constante
A pesar de la gran diversidad de las mezclas, los valores de las resistencias para las mismas edades siguen una ley determinada por la relación aguacemento Este gráfico contradice la creencia generalizada de que las mezclas con una relación aguacemento elevada aumenta n su resistencia con el tiempo má s rápidamente.
Influencia de la clase de cemento.—En la figura 9.^ están relacionadas la resistencia a la
compresión y la edad de 32 cementos diferentes que fueron ensayados por el Comité C-1 de la A. S T M (American Society for Testing Materials) Se han representado los dos cementos con resistencia más elevada y los dos con resistencia más baja, la media de los 32 cementos, y en la superficie rayada, todos los valores que están 10 por 100 encima o debajo de la media Las cifras indican elnúmero de cementos quese encuentran dentro, encima o debajo de esa faja.Esta figura da lamedia deresistencias delaproducción decemento norteamericana; el ensayo se hizo con cemento corriente del mercado (dosificación 1:2, 4 :3,6 en peso, agua-cemento 0,55).
Influencia de la cantidad de cemento. —Oe las investigaciones sobre la relación entre la proporción agua-cemento y la resistencia, se dedu(;e que para un material determinado y conservación también determinada, la resistencia depende de esa relación, y no de la cantidad de cemento en si,la cual sólo influye al determinar la cantidad de agua necesaria para obtener la consistencia deseada
b).—Resultado de los ensayos referentes a permeabilidad. Influencia de la relación agua-cemento.
tos acerca del espesor de la probeta) Es notable la regularidad de la relación entre la permeabilidad y la proporción agua-cemento El mínimo de permeabilidad corresponde aproximadamente a una relación agua-cemento de0,60 Alaumentar la
Asitnto
Figrura 9.*edad de la probeta disminuye mucho la permeabilidad La Portland Cement Association seocupa de investigarlainfluencia quepueda tener sobre la permeabilidad del hormigón la adición de diversas materias, con el resultado de que hay algunas diferencias entre las distintas sustancias, pero sin llegar a tener la importancia de la cantidad de agua
Influencia de la conservación.—En las conclusiones de sus ensayos indican Withey & Wiepking la importancia que tiene la conser-
migón sonbastante escasos Una delassenes mas completas esla deWithey &Wiepking, dela Universidad de Wisconsin (Bull 1.245 Permeability Tests on Broken Stone Concrete, by Withey & Wiepking, University of Wisconsin, Engmeermg Series, Volumen 19,Nr 2) Losresultados obtenidos se han representado en la figura 10,en función de la relación agua-cemento; se midió el agua que atravesó la probeta durante las primeras cincuenta horas oon una presión de 2,8 kilos por centímetro cuadrado; el ensayo se hizo a los veintiocho días de edad y conservación húmeda Aunque losresultadossonalgoirregulares se puede observar de todas maneras claramente quela permeabilidad aumenta conla relación agua-cemento La permeabilidad comprobada en estos ensayos es proporcionalmente muy pequeña
La figura 11está tomada delosensayos de Londres (Building Research Paper Nr 3, Department of Industrial and Scientific Research, London) Se ensayó unamezcla 1:2:4a unapresión de siete kilogramos por centímetro cuadrado (no hay da-
vación; para obtener un alto grado de impermeabilidad debe conservarse elhormigón en agua o enaire húmedo Contemperaturas de16a 24°C, la conservación húmeda debe realizarse en un periodo de dos semanas a un mes después de desencofrar. Las mezclas pobres y los pequeños espesores necesitan una mejor conservación que las

mezclas ricas y los espesores grandes Si hubiera diflcultades para mantener húmeda la obra después de desencofrar, se debe retrasar esta opera-
combinación más favorable entre los áridos y la pasta de cemento para obtener una mezcla plástica y uniforme.
Este capítulo se ocupará de este último objeto; seinvestigarán losfactores que influyen en las proporciones relativas de los áridos y la pasta de cemento y entre elárido fino y elgrueso. Se verá que para determinar una mezcla práctica y utilizable no es necesaria ninguna gran teoría, sino únicamente unos cuantos ensayos sencillos y un poco de discernimiento
ción para evitar las evaporaciones La conservación de aire seco es más perjudicial para la permeabilidad que para la resistencia ala compresión Influencia de la clase de cemento,—La figura 12representa la permeabilidad de tres hormigones diferentes en que se emplearon cuatro cementos distintos y dos tipos de conservación; una vez tres días húmeda y siete días en el aire, y la otra vez diez días húmeda La permeabilidad se ha representado en función de la relación agua-cemento Los elementos B y D son portland normales, y los A y C son cementos especiales Cada cemento muestra diferente permeabilidad La diferencia del cemento C con los demás es significativa para una relación agua-cemento de 0,7 aproximadamente y conservación de tres días en la humedad y siete en el aire La figura muestra, sin embargo, que la iní]uencia de la clase de cemento esmenor que la de la relación agua-cemento y la conservación; una variación de 0,53 a 0,62 de la relación agua-cemento influye aproximadamente lo mismo sobre la permeabilidad que los valores extremos de los distintos cementos Aún mayor importancia tiene la conservación, pues el valor máximo de la permeabilidad con la conservación de diez días en la humedad es,en elcasomás desfavorable, la mitad del mínimo de todosloscementos para tres días de conservación húmeda y siete de conservación seca

III.—REUNIÓN DE LOS ÁRIDOS Y LA PASTA PARA FORMAR UN HORMIGÓN TRABAJABLE
En los dos capítulos anteriores se ha demostrado que las propiedades de un hormigón plástico dependen principalmente de las de la pasta de cemento endurecida, y éstas, a su vez, de la proporción entre el agua y el cemento y de la clase e importancia de la conservación
Por lo tanto, lo que hay que hacer para obtener un hormigón que satisfaga un programa determinado es fijar primero la relación entre el agua y el cemento y las circunstancias del fraguado, con objeto de que cumpla las exigencias en cuanto a resistencia e impermeabilidad y buscar después la
Para algunos es difícil el trasladar los resultados de su experiencia con el hormigón, del antiguo método con sus proporciones definidas de cemento y áridos, al nuevo método en que la bondad del hormigón depende de la relación entre el agua y el cemento y en que la proporción de cemento y áridos es una cuestión de importancia secundaria Cuando sehayan vencido esas dificultades del cambio en elconcepto fundamental se verá que el nuevo método, no sólo es sencillo de comprender, sino que además es extraordinariamente útil para aclarar muchas cosas que hasta ahora solo se demostraban gracias a la experiencia El nuevo método, lio sólo sustituirá el empleo de reglas arbitrarias, sino también el empleo de procedimientos molestos de cálculo para determinar la composición granulométrica
Los estudios acerca de la composición granulométrica de los áridos ocupan una gran parte de la literatura hormigonística Las conclusiones sobre este punto son ciertas,siempre que se trate de mezclas determinadas, pues para una proporción dada entre áridos y cemento la influencia de la composición granulométrica en la resistencia y demás propiedades es fundamental La importancia de la composición granulométrica se desprende de la figura 13a en que se ha representado la resistencia a la compresión en función de la compacidad del hormigón para tres distintas dosificaciones: 1 :3, 1 :5 y 1 :7, en las cuales la compacidad depende de la composición granulométrica Se observa una relación bastante uniforme para cada mezcla; al aumentar la porosidad disminuye la resistencia a la compresión Una variación de la composición granulométrica que reduzca la compacidad de 0,85 a 0,75,reduce en más de la mitad la resistencia La -variación de la resistencia no es debida a la distinta composición granulométrica, sino a la diferen-
te cantidad de agua necesaria para mantener la consistencia constante
La figura 13& muestra la relación entre la compacidad del hormigón y la proporción agua-cemen-
to Cada mezcla yconsistencia dauna curva distinta para esa relación, y muestra quela compacidad no esnorma para juzgar en general de la bondad (leun hormigón; sólo loessila dosificación y consistencia no varian
En la figura 13closmismos datos de las dos anteriores han servido para representar la resistencia alacompresión enfunción delarelación aguacemento Los resultados de los ensayos que en los otros gráficos daban para cada mezcla una curva distinta, coinciden aquí en una sola, de donde se deduce quela leyquerelaciona estas dos variables es de aplicación general
Para hacer resaltar la importancia de la composición granulométrica en los dos distintos métodos de dosificar hormigones, o sea, para una determinada proporción de la mezcla o para una determinada bondad de la pasta de cemento, damos en la tabla III tres hormigones del grupo de los ensayos anteriores, enloscualesseha tenido en cuenta el coste
TABLA III.— Comparació n de diversas dosificaciones.
Las dos primeras mezclas permiten comparar composiciones arbitrarias par^a ia dosificación 1:5, i
se determinó una reducción de la resistencia de 252 a 112Kg./cm.= consolo 10por 100de disminución en el coste La comparación de la primera y tercera mezcla, que tienen, aproximadamente, idéntica relación agua-cemento, muestra que tienen también la misma resistencia poco más o me-
ylaprimera y tercera permiten comparar sobre la base deunapasta de cemento delamisma calidad próximamente En la primera mezcla el árido tienelacomposición másfavorable, conun36por100 de arena gruesa y 64por 100de árido grueso graduado mientras, que en la segunda y tercera mezclas59por100delárido esarena fina y 41por100
nos En la tercera mezcla, la desfavorable composición granulométrica de los áridos exige una mayor cantidad decemento y,porlotanto,mayor coste De esta tabla se deduce que una variación extraordinaria en la composición granulométrica de la mezcla 1:5 reduce la resistencia en más de la mitad, mientras que, manteniendo la resistencia constante, sólo exige un aumento de coste de 16 por 100.

La figura 14compara cuatro grupos de hormigones con diferentes relaciones agua-cemento, pero todos de la misma consistencia, en loscuales se ha N'ariadola composición granulométrica de los áridos; sobre cada mezcla seha indicado su coste Su estudio muestra que,prescindiendo de las mezclas que solocontienen arena, lacompacidad varía dentro de límites muy pequeños y las diferencias en el coste de las distintas composiciones granulométricas delosáridos,para una misma relación aguacemento, son también pequeñas Solo las mezclas muy ricas en arena cuestan más
gruesa La comparación de las dos mezclas 1:5 muestra que la más rica en arena exigió la elevación de la relación agua-cemento de,0,53 a 084 para conservar la consistencia plástica, conlo cual
El mejor método para determinar la composición y consistencia másadecuadas deunhormigón para unos materiales dados, es el ensayo, para lo cual se mezclan los áridos gruesos y finos en distintas proporciones con la pasta que tenga la relación agua-cemento adecuada Estas mezclas de ensayo han de estudiarse respecto a facilidad de empleo y disgregación de los componentes Las mezclas que tienen un exceso de árido grueso se trabajan con dificultad y las mezclas muy líquidas se deslavan mutdio Porotra parte, lasmezclas conmucha are-
na se trabajan con facilidad, a no ser que sea muy gruesa; en este caso existe el peligro de una separación entre la pasta y los áridos, lo cual no se puede evitar forzando la proporción de arena; solo se consigue algo añadiendo más fino o empleando una relación agua-cemento menor, que da una pasta más seca
factores que limitan el tamaño de los áridos.— De la figura 14 se deduce que pueden emplearse una gran cantidad de composiciones granulométricas del árido para una pasta determinada, sin que varíen mucho la compacidad ni el precio Para los costes supuestos (cemento $ 2,80 el barril; arena y grava, $ 2,50 la yarda cúbica), uno de los límites viene dado por la proporción de arena que encarece mucho, mientras que, por otra parte, el exceso de grueso dificulta mucho el empleo del hormigón; lo mejor es moverse siempre en el sentido delmayor tamaño, que generalmente eslo más económico; el límite viene determinado por la trabajabilidad Cuando la arena está graduada desde O al tamaño Nr 4 y la grava desde el número 4 a 1 1/2", la proporción de arena no debe ser mayor que la de grava En los áridos en que el grano mayor es menor de 3/4", la proporción de arena puede ser mayor que la de grava Los hormigones con mucha arena tienen los siguientes inconvenientes: mayor variación de volumen, menos peso y más cantidad de poros.
Retracción del cemento y del hormigón.—Según los ensayos de M. B. Lagaard y S. W. Benham del Portland Cement Association Research Laboratory, que se han resumido en la tabla siguiente,la cantidad de pasta de cemento eselfactor predominante en la retracción <
TABLA IV.— Retracció n del mortero y hormigón.
entre los límites 0,251 y 0,282; el asiento variaba entre 0,6 y 20 cm
Es de notar que se trataba de probetas relativamente pequeñas, 11,5/12,7/48 cm., y que en la práctica solo se encontrarían retracciones semejantes en piezas muy delgadas y en espacios cerrados; en construcciones al aire libre y en grandes volúmenes se pueden esperar retracciones menores que lasindicadas en la tabla IV para la edad de veintiocho días, o sea, aproximadamente, 0,0002 a 0,0005 De los ensayos anteriores se deduce que cuando las variaciones de volumen del hormigón hayan de ser necesariamente muy pequeñas es preciso vigilar muy de cerca la cantidad de pasta; la proporción de fino debe mantenerse tan pequeña como se pueda, y se debe proscribir el empleo de arena que tenga granos muy finos.
Una comparación de las mezclas 1:2:4 y 1:2:2 con la misma relación agua-cemento próximamente, muestra que la retracción sólo varía en un 25 por 100; por lo tanto, en las construccio-
Las probetas se conservaron los siete primeros días en la humedad y después en el aire, hasta que se ensayaron a las edades de veintiocho días, tres y seismeses. De la tabla se deduce que la cantidad de pasta regula la retracción, mientras que la relación agua-cemento solo lo hace cuando su variación entraña correlativamente una variación de la pasta de cemento Otra investigación sobre la retracción de hormigón es de relación agua-cemento constante (0,585) y con 11 distintas composiciones granulométricas de la dosificación
1:2: 31/2, a la edad de un año, tras siete días de conservación húmeda, díó como valor mínimo 0,000435, y como máximo, 0,000595, mientras que la relación de la pasta al volumen total oscilaba
nes normales no son de esperar grandes diferencias y solo quiere decirse que en vez de cuatro juntas de dilatación hay que poner cinco
Dependencia entre la dosificación, la relación agua-cemento, la cantidad de cemento y la consistencia.—En un informe deW R Johnson y MacMiUan (Report oftheDirector of Resarch ofThe Portland Cement Association, November 1928), se estudia la relación entre el asiento y la cantidad de cemento de hormigones de caliza y grava, para las cuatro relaciones agua-cemento:

= 0,45 0,53 0,62 0,71 litros agua-Kg cemento 5 6 7 8 galones agua/saco cemento.
y para una gran variedad de dosificaciones en cemento: X arena; y agregado grueso, en el cual se clasifican los hormigones por la relación de la arena al cemento, siendo la cantidad y variable
En las figuras 15ay &se dan gráficamente los resultados con hormigón de grava para las dos relaciones agua-cemento 0,44 y 0,71 Debe observarse que estas curvas solo son válidas para ese material, pero que en los demás seguirían una marcha semejante Se ve que las mezclas con mucha
arena tienen una gran cantidad de cemento y que las que en cuanto a retracción y densidad son mejores, tienen menos cantidad de cemento; aquí se ve claramente la desventaja de las mezclas muy fluidas E n efecto, para una relación agua-cemento determinada, un asiento mayor de 6" exige aumento del cemento, y, por ejemplo, la variación del asiento de 9" a 6" permite ahorrar más de un saco de cemento por cada yarda cúbica Las curvas demuestran que el ahorro de cemento con el empleo de mezclas excesivamente secas y difícilmente traba jabíes es mu y pequeño y no compensa el aumento de mano de obra de la colocación. La marcha casi horizontal de las curvas para consistencias de 2 a 6" demuestra que dentro de estos límites se puede variar la consistencia con oscilaciones muy pequeñas de la cantidad de cemento
Resumen de los resultados i] sugestiones para mejorar la calidad del hormigón.—La principal condición a que ha de satisfacer una dosificación de hormigón es que con una pasta de calidad determinada la composición de los áridos sea tal, que el hormigón pueda utilizarse bien sin disgregarse No es necesario ningún cálculo para determinar la composición granulométrica que satisfaga esas exigencias; todo material disponible que cumpla los requisitos en cuanto a limpieza, resistencia y duración puede emplearse para ese objeto siempre que la proporción de material fino no sea excesiva El mejor método de determinar la composición granulométrica más adecuada es el ensayo que puede hacerse, lo mismo en grande que en pequeño; en todos los casos al determinar la relación agua-cemento hay que tener en cuenta la humeda d de los áridos Se debe subrayar especialmente que el determinar la composición granulométrica más adecuada es solo un paso para producir buenas construcciones de hormigón
La adaptación de una relación agua-cemento adecuada, comprobación de la consistencia, cura del hormigón y ejecución cuidadosa de las juntas de dilatación, tienen mucha más influencia en la du-
ración de una obra expuesta a las inclemencias atmosféricas que la graduación de los áridos
De lo que llevamos dicho se deduce que una cierta parte del agua queda sin combinar en el hormigón, sea la que fuere la cantidad de cemento y la composición granulométrica de los áridos Este exceso de agua es necesario para dar al hormigón la necesaria trabajabilidad Mejorando la composición granulométrica puede reducirse en un 6 por 100 el volumen del agua libre; pero siempre queda un 8-12 por 100, a cuya reducción deben tender todos los esfuerzos Con el empleo de hormigones más ricos se reduce la cantidad de agua libre; pero esas mezclas son desfavorables bajo otros puntos de vista, de modo que hay que buscar otra solución Hay dos caminos: primero, separando el agua en exceso una vez que el hormigón está colocado en los moldes, y segundo, con el empleo de un método de colocación del hormigón que, sin necesitar exceso de agua, garantice el mismo grado de compacidad, y que se ha n llenado todos los huecos con la pasta como cuando la mezcla es plástica
Eil primer método tiene la ventaja de la plasticidad de la mezcla que facilita la trabajabilidad; el empleo de moldes absorbentes de arena en la fabricación de piedra artificial es un ejemplo de su aplicación El empleo de hormigón con menos agua de la necesaria para una consistencia plástica se utiliza hace mucho tiempo, y existen numerosas obras que con su buen estado pregonan que por ese camino puede encontrarse el éxito. La pasta de estos hormigones apisonados era de inmejorable calidad, por la poca proporción de agua, y el reflujo del agua al apisonar estos hormigones tan secos en capas delgadas demostraba que todos los huecos de los áridos habían sido rellenos por la pasta Sin embargo, las malas condiciones en que se encuentran algunas obras hechas por este procedimiento confirman lo difícil que es asegurar un buen apisonado y una perfecta trabazón entre las sucesivas capas
Este artículo es un resumen de los trabajos presentados a este respecto en la "Conference International des Grands Reseaux" de 1929 en su sección tercera. Las memorias de esta Conferencia, publicedlas en la "Revue Genérale de l'Electricité", han servido a nuestro colaborador el ingeniero don José M. Pérez Laborda para extratar estas notas. En dicha Conferencia internacional, que se reúne cada dos años en París, con asistencia de delegados de todas las naciones, se exponen los últimos adelantos y el desenvolvimiento de la técnica eléctrica, estableciéndose un beneficioso intercambio de ideas y originándose interesantes discusiones entre las altas personalidades que en ella toman parte en representación de las fábricas productoras y sociedades explotadoras de mayor importancia. Las memorias relacionadas con la explotación fueron diez, y todas de gran interés.
I.—Medidas y experiencias realizadas durante la explotación en la red de 132 KV. de los Ferrocarriles Federales Suizos (M H.Habich).
Dispone esta Sociedad de la línea de trabajo a 15 KV., líneas intermedias a 66 KV. y líneas a 132 KV Los cortocircuitos, mu y frecuentes en las líneas de contacto, no repercuten peligrosamente en la marcha de las centrales y en las líneas a 132
KV., siendo cortados por los disyuntores extrarrápidos de las subestaciones; las perturbaciones, en cambio, en las líneas de 66 KV., provistas de disyuntores que cortan en unos tres segundos, originan interrupciones en la red de 132 KV La puesta en paralelo de las redes se efectúa en un punto central (subestación de Rupperswill), lo que evita muchas oscilaciones y aun desenganches que se ocasionan a veces al realizarla en las mismas centrales
Se han producido en la explotación gran número de perturbaciones e interrupciones en la red de 132KV., y de ellas se deduce lo siguiente:
a) El 95por 100 de los cortocircuitos tenían lugar entre fase y tierra; únicamente el 5 por 100 fué entre fases
No se ha podido establecer correlación entre las Condiciones atmosféricas o variaciones de carga y los cortocircuitos producidos La mayoría de ellos se produjeron en condiciones normales de servicio
b) La gran mayoría de los cortocircuitos no pueden atribuirse a sobretensiones, pues no fueron éstas registradas por las protecciones, ni coincidían con tormentas, ni fueron ocasionadas por averías de aisladores, ya que, puestas las líneas de nuevo en servicio, se mantenía perfectamente la tensión La causa de gran número de ellas ha sido los pájaros: los excrementos que depositan en los aisladores hacen que el arco salte a valores muy inferiores a los normales.
Después de repetidos ensayos se ha adoptado en
de 15 cm., habiéndose realizado ensayos para fundir la nieve que rodea a los conductores Siendo la línea de transporte doble, se ponía una de ellas fuera de servicio y en cortocircuito, poniéndola a tensiones que dieron origen a densidades de corriente de tres a cuatro amperes/mm^.; se producían elevaciones de temperatura en los conductores de40%yla capa dehielo de15cm sefundía en menos de doshoras El autor se muestra partidario de la puesta a tierra directa del punto neutro de los tranformadores Estos han sido ensayados a una tensión de 2,73 de la tensión simple, más 1.000 voltios; son monofásicos. Con objeto d eevitar averías en los transformadores, se pone un elemento menos de aislador en las cadenas de los dos últimos postes próximos a la estación y doble hilo de tierra en los últimos vanos Recomienda, por último, el autor, escrupuloso cuidado en la ejecución de la puesta a tierra de las instalaciones
ÍII.— Perturbacione s en una linea de 154 KV. por la acción de la nieve (S. Fukunaya y T. Uyeno).
La red a 154 KV., de la Nippon Electric Power Co., ha tenido algunas perturbaciones debidas a la acción de la nieve La nieve de densidad menor de 0,4 se desprende con facilidad de los conductores Con densidades mayores se adhiere hasta formar manguitos, incluso de 250 m/m de diámetro Al aumentar la temperatura y comenzar la fusión de la nieve, se producen oscilaciones y balanceos verticales de los conductores, que originan ondas móviles productoras de cortocircuitos entre fases
Para evitar estas perturbaciones, se procede a calentar laslíneas,operación quese efectúa de cuatro a ocho de la mañana, con intensidades de 400 amperes, durante media hora, con loque se funde la nieve próxima al conductor y, como consecuencia, se deshace y resquebraja el manguito. Este procedimiento ha dado excelentes resultados
Línea española a 130.000 voltios, en su cruce de la divisoria en los Pirineos.
las cadenas de aisladores, como protección del cable, al saltar el arco, un dispositivo formado por un cuadro metálico en la parte superior de la cadena y unos cuernos en forma de V en la parte inferior, normales al cable
Se han efectuado medidas para estudiar la influencia de la línea de 132KV en otras de comunicación Sobre una linea de 19 Km de longitud, situada a 250 metros, se inducían tensiones de 150 voltios, con cortocircuitos de 360 amperes a tierra y de 27 voltios para cortocircuitos de 240 amperes entre fases
II.—Explotación de la red de 120.000 voltios de la \ S.^ Rhóne-Jura (por M. Barreré). ]
La explotación os por completo normal. El número de aisladores averiados desde el comienzo de la explotación es el 3 por 1.000 Los ensayos de los aisladores con el aparato Megger confirman que el primero y último elemento de las cadenas son los que más han sufrido, disminuyendo su aislamiento por envejecimiento de la porcelana
Se han producido cortocircuitos ocasionados por la desigual repartición de cargas en los conductores. Se han observado manguitos de nieve hasta
¡
IV.— Perturbacione s en los cables de alta tensión por dilatación de los conductores {Hunter Watson)
Dan cuenta los autores de los fenómenos observados en líneas bajo cable a 33.000 voltios sometidas a fuertes cargas La temperatura ocasiona una dilatación de los cables, que tienden a aumentar la longitud de la hélice, dejando pequeñas oquedades entre cable y alistamiento, en los que se producen fenómenos de ionización; el movimiento del cable estropea también el aislamiento
V.— Distribució n de la energía eléctrica en Inglaterra (por W. Fennell).
Expone elfuncionamiento del"Comité Central de la Electricidad", creado en Inglaterra en 1926, para controlar y armonizar la producción y distribución de la energía eléctrica en todo el país Dentro de dos o tres años existirán, salvo en las regiones montañosas, centros de alimentación a distancias que varían de 15a40kilómetros, en cualquier punto del país, de los que podrán derivarse líneas a 33.000 voltios Se facilitará la formación de organismos autorizados para explotar eléctricamente superficies de 225 a 1.100 Km.^ Razona a continuación la Memoria las ventajas y economía del sistema de distribución adoptado

VI.—El control de la energía eléctrica en las grandes redes de los Estados Unidos (F. Nuttcill).
Expone la función del repartidor de carga (dispatcher) en una gran red en explotación y su necesidad: control de lineas, control del sistema de comunicación, reglado de la tensión y de la frecuencia, del factor de carga, responsabilidad, inspección de líneas, estabilidad de la red, limitación de intensidades y corto-circuitos, estadísticas, registros
Expone los sistemas de comunicación, estudiandolas comunicaciones telefónicas a alta frecuencia.
VIL— Transport e de grandes potencias eléctricas (F Baum).
Estudia los rendimientos de las líneas de transporte. Para líneas de 150 millas estima debe adoptarse un rendimiento del 95 por 100, que disminuirá al 80 por 100 en líneas hasta de 600 millas Expone detalladamente el caso de una transmisión de 40.000 KVA a 150 millas, con y sin compensadores síncronos La economía que produce el empleo del compensador la estima M Baum en un 25 por 100
Las ventajas que proporcionan los compensadores son las siguientes: aumentan la capacidad de la línea, aseguran una tensión constante y la estabilidad; los alternadores son más económicos, el rendimiento mejor, los transformadores se normalizan para una sola tensión, los esfuerzos a que están sometidos los aislantes son menores, la regulación de la tensión se obtiene actuando sobre los compensadores, y no sobre los alternadores, con lo que la explotación es más fácil
La regulación de las líneas debe lealizarse con compensadores colocados en el intermedio, esto independientemente del compensador colocado al final de la línea para mejorar el factor de potencia de la utilización.
VIII.— La s líneas de interconexión entre centrales en Bélgica {por M. Vyborck).
Después del armisticio comenzó en Bélgica, favorecido por leyes adecuadas, un rápido desenvolvimiento de la interconexión de redes de las distintas sociedades a tensiones medias, en especial de 35,50 y 70 KV
Actualmente, el capital invertido en líneas de interconexión entre centrales es de 70 millones de francos, que han de elevarse una vez terminadas las líneas en construcción hasta 85 millones, e incluido elcoste de lasinstalaciones de interconexión a 120millones El interés, amortización y gastos de instalación de estas líneas aumenta el precio del kilovatio-hora en 0,01 fr., y el del kilovatio instalado en 190.
El aumento de consumo anual en estos últimos* años ha sido en Bélgica de un 22 por 100, en tanto que el aumento de potencia instalada era únicamente de un 7 por 100
IX.— Organizació n de la producción de la energía eléctrica en Bélgica {Ed. Forgeur).
La potencia eléctrica instalada en Bélgica es insuficiente para hacer frente a las crecientes demandas de energía, en especial en las regiones in-
dustriales En 1928se ha creado en Bélgica la "Association des centrales électriques industrielles de Belgique", con un capital de 100 millones de francos,para formar un consorcio y explotar en común las grandes centrales alimentadoras de las zonas industríales, térmicas, hidráulicas, y las que utilizan productos de recuperación: gas de altos hornos, cok, etc Las líneas proyectadas son de 70 y 150 KV
La Asociación está constituida por cuatro grupos principales:
a) Unión de Centrales de Liej a-Namur-Luxemburgo; capital, 207 millones de francos, 15 empresas metalúrgicas, 16 mineras, 4 de distribución; 245.000 Kw., 375 Km. de cable subterráneo y 50 Km. de líneas aéreas.
b) Centrales de Hainaut, grupo del centro: 15 millones de francos; tres empresas metalúrgicas, cinco mineras, una química; 45.000 Kw
c) Centrales de Hainaut (grupo de la Sambre): capital, 90 millones, 25 fábricas y 185.000 Kw.
Otro aspecto de la misma línea española.
d) Centrales de Hainaut (grupo de Borinage): capital, 135 millones
Esta agrupación de centrales, que reúne las diferentes ramas de la actividad industrial de Bélgica, ha de producir grandes economías en la producción y distribución de la energía.
X.—Utilización de la potencia hidráulica de la presa de Assouan {por Abdel-Aziz-Ahmed).
La presa de Assouan que regulariza el Nilo, va a ser elevada de26a34,5m.,yla capacidad de embalse pasará de 2.500 a 4.900 millones de metros cúbicos, con una altura variable de 3 a 34,5 m Estudia la posibilidad de establecer una fábrica de fijación de nitrógeno para utilizar el excedente de energía y el empleo de turbinas de velocidad variable y la producción de corriente continua sistema Thury Para suministrar 120.000 Kw en Calza proyecta un transporte a 300.000 voltios, a repartir entre 60colectores de máquinas de continua, con 11generatrices de cuádruple colector, como las de la línea Lyon-Moutiers, de 5.000voltios El punto central de la estación generatriz sería puesta a tierra, y la línea aislada para 150.000 voltios. Caso de avería de un cable, se utilizaría la tierra como conductor de vuelta.
Una interesante mejora comenzada a introducir en<los ferrocarriles durante los años últimos ha sido la unión de carriles por soldadura Es indudable que la vía ideal sería un carril continuo sin empalmes ni uniones, que constituyen siempre puntos débiles y son origen de inconvenientes varios; pero claro está que una vía de esta índole sometida a los movimientos motivados por la variación de temperatura es prácticamente irrealizable
Al principio, en el tendido de las líneas férreas se otorgó demasiada importancia a las consecuencias a que las dilataciones pudieran dar lugar, y ello fué motivo de que se dejaran juntas exage-
en su mayor parte en el terreno, por lo cual la dilatación es relativamente escasa
Se fué avanzando paulatinamente en los ensayos de soldadura alumino-térmica realizados en líneas de los ferrocarriles del Estado alemán, comenzando primero en vías secundarias, soldando tramos de 30 metros y dejando unas juntas para la dilatación Luego se realizaron los mismos ensayos envías demayor tráfico,y,por último, se hicieron estas pruebas en líneas principales recorridas por trenes expresos En estas últimas se han soldado tramos de 60m.,y los resultados obtenidos hasta la fecha han sido favorables En total, hay hoy día enla sección delosferrocarriles Nurnberg unas 30.000 juntas soldadas.
En el presente artículo nos referimos a los ensayos verificados a partir de las primeras soldaduras ejecutadas en el año 1925. Los dos años siguientes estos ensayos se continuaron en las dos estaciones de Nurnberg, llevándose a cabo las siguientes series de pruebas:

I) El primer tramo de ensayo fué escogido en la línea secundaria número 2, que une el ferrocarril "Stein" con la estación de mercancías de Nurnberg, entre los kilómetros 1,302 y 2,651, o sean, en total,1.289 metros En élsesoldaron carriles de seis metros de largo, hasta obtener longitudes de carriles de 66,90 y 114 metros La línea se encuentra en rampa de1 :180,loscarriles están fijados alas traviesas por escarpias y tirafondos y circulan sobre ellosmás de24trenes al día, cada uno de 50-60 vagones Una tercera parte de los mismos se detiene antes de la estación, en la señal de entrada, de modo que los carriles están sujetos al rozamiento producido por los fuertes frenados Para la dilatación de los carriles, se construyeron cinco juntas de 50 mm de ancho cada una Los carriles próximos ala vía de prueba fueron cuidadosamente asegurados en su sitio, para evitar que la dilatación pasase a ellos
Corte de molde empleado en la soldadura alumino-térmica de carriles, indicando el camino que toma el acero líquido para formar la brida de unión.
radas en carriles de una longitud relativamente pequeña, que al principio fueron de cuatro metros y luego de seis y de nueve metros Hoy, en cambio, se laminan carriles de 30 metros de longitud, y la junta que se deja entre los mismos no es mayor que antes
Recientemente se han llevado a cabo en Alemania pruebas y observaciones minuciosas sobre la importancia de las dilataciones en los carriles y se ha llegado a conclusiones que rebaten los supuestos de hace unos años con los que se justificaban aquellas juntas excesivas
Basándose en los resultados de esta investigación se han continuado los estudios soldando juntas por el procedimiento alúmino-térmico y observando con todo rigor científico las consecuencias durante la explotación
Antes, las soldaduras citadas sólo se empleaban encarriles detranvías,loscualesquedan enterrados
H) La línea número 3, que une la estación de mercancías de "Eibach" con la de Nurnberg E^tos carriles están colocados sobre traviesas de hierro. La longitud de ios carriles soldados entre sí es de 60 metros, es decir, cada 60 metros se encuentra una junta de dilatación de 50 mm. de largo Las uniones de estas juntas están ejecutadas con bridas y pernos de hierro
III) Linea número 5 en la estación de entrada, con una extensión de 658metros y con uniones soldadas en longitudes de 96,105, 105, 120 y 112 metros Solamente al principio y al final de la línea se dejaron juntas de dilatación
IV) Línea número 7, en el interior de la estación de entrada, con una extensión de 616 metros, los carriles están soldados hasta llegar a longitudes de 321, 102, 96 y 97 metros y colocados sobre traviesas de madera y en un lecho de arena Hay tres juntas de dilatación
V) Los carriles a la entrada del puente LudwigDonau-Main-kanal se encuentran en toda su extensión soldados, y lo mismo los carriles sobre dicho puente, evitando de estemodo lastrepidaciones que
pudieran transmitirse a la estructura de hierro y sobre los muros de estribos
VI) La linea de mercancías de Eibach a Nurnberg está soldada en una extensión de 1.107 metros, en trozos de 60metros Al principio y al final de la línea se encuentran juntas de dilatación del sistema "Hesse" (Berlín); las demás juntas de dilatación están sujetas con bridas y pernos corrientes.La línea fué reconstruida concarriles antiguos, pero en buen estado, del tipo X, colocados sobre traviesas de madera En parte la línea se encuentra en curva de 500 m de radio Anteriormente a esta construcción se notaban con frecuencia ensanchamientos de la vía, cambios de dirección y desplazamientos de los carriles, de tal manera, que cada siete días había que hacer necesariamente reparaciones costosas

VII) En la estación principal de Nurnberg se soldaron las dos vías para el servicio de las máquinas, en una extensión total de 3.354 m., en longitudes parciales de 60m Los carriles usados fueron cambiados por carriles de forma X antigua, pero en buen uso, y montados sobre traviesas de madera Las juntas de dilatación fueron de bridas y pernos corrientes
VIII) En la estación de Nurnberg se empleó un procedimiento nuevo, consistente en una soldadura en forma de ángulo obtuso con carriles de los tipos IXyX,y en longitudes de 60m Este nuevo procedimiento de soldar difiere de ios empleados hasta ahora, en que se coloca una lámina de acero en toda la extensión del perfil, en la junta del carril La masa de hierro Thermit envueíve el pie y el alma del carril, verificándose la soldadura, además, bajo presión La mayor temperatura necesaria para dicha soldadura se alcanza empleando una carga mayor de Thermit que la usual Durante la reacción, el hierro que solDrase separa Sobre su resultado práctico no puede afirmarse nada todavía.
El número de soldaduras verificadas hasta ahora en las estaciones de Nurnberg llega a 1.225, en una extensión total de 9,35Km Los trabajos fueron llevados a cabo por obreros especializados
Las observaciones en los tramos de ensayo dieron un fruto positivo, a pesar del corto lapso de tiempo de los ensayos, y mostraron resultados satisfactorios, y éstos, a su vez, sirvieron de base para conseguir métodos más perfectos La seguridad y la calidad de las soldaduras alúmino-térmicas obtenidas en ei segundo año de trabajos, se ha confirmado No se han notado hasta ahora roturas ni agrietamientos de ninguna naturaleza, ni tampoco se han observado desoldaduras ni aplastamientos en la cabeza del carril. Hay que repetir que para obtener una buena unión es indispensable que los trabajos de soldadura se hagan a conciencia y según las normas dictadas Para dar una idea de lo indispensable que es un buen trabajo, se citan a continuación los dos casos únicos de rotura de carril y sus orígenes En el primer caso tuvo lugar la rotura a 5 cm de distancia del centro de la soldadura, y, por consiguiente, todavía dentro delazona dela misma Lagrieta pasaba por uno de los agujeros de los tornillos de bridas y
fué descubierto tres meses después de verificar ia soldadura Fué necesario un refuerzo inmediato, pero provisional, llevando las dos traviesas anexas a la unión misma. A pesar de que por el carril roto pasaron 19 trenes de mercancías hasta que se llevó a cabo la reparación definitiva, no se notó el menor cambio en él La reparación fué rápida; en doshoras de trabajo secortó el carril y se soldó de nuevo, quedando así restaurada la línea en corto tiempo La investigación llevada a cabo puso de relieve que en el carril que se empleó, que era del tipo IX del año 1898, existía una grieta anterior en la cabeza y en el patín Además, los agujeros para las bridas se encontraban oxidados, de tal manera, que el hierro-thermit no pudo unirse completamente Este caso nos da una idea de lo peligrosas que son las oxidaciones en estos agujeros; pero, al mismo tiempo, nos enseña que los agrietamientos que tienen lugar en carriles soldados por el procedimiento alúmino-térmico no son tan peligrosos como en los que no lo están
El segundo caso se notó en un carril de la forma X del año 1902, cuatro meses después de establecido el servicio El patín y el alma del carril se encontraban rajados, la cabeza, sin embargo, estaba en buen estado La investigación llevada a cabo dio como resultado que el motivo se encontraba en una falta de construcción en el molde empleado para la soldadura El molde fué cambiado y el defecto quedó reparado así
Sobre los resultados obtenidos en las pruebas verificadas se puede afirmar lo siguiente:
El primer tramo de ensayo seha conservado hasta ahora muy bien, no habiendo ocasionado ningún gasto por reparación Las soldaduras alúminotérmicas hechas en las líneas de entrada y salida de la estación de mercancías de Nurnberg se han mantenido también en buen estado, y ahora puede aumentarse elservicio de trenes Con ia desaparición de las juntas de los carriles, hay disminución en los esfuerzos resistentes y los coches y las locomotoras corren sin trepidaciones y suavemente También son satisfactorios los resultados obtenidos en la línea de entrada núm. 3(tramo de ensayo II), pues esta línea antes de haber soldado los carriles, ocasionaba muchos gastos de reparación Hoy día no necesita ningún cuidado y se encuentra en perfecto estado, a pesar de soportar un intenso tráfico de trenes de mercancías Los corazones de los cambios que se soldaron en este trozo se encuentran también en buen estado, permitiendo el paso de los trenes suavemente y evitando descarrilamientos
De una comparación hecha en ei trozo de ensayol, entre las líneas número 2 (soldada) y la número 1 (no soldada), ha podido deducirse que en esta última deberán ser sustituidos los carriles dentro de un año, mientras en la primera tendrán una duración, por lo menos, de ocho a diez años más La conveniencia de las soldaduras alúmino-térmicas en los carriles es notoria, a juzgar por los resultados satisfactorios que se deducen de los casos citados
Los trozos de carriles soldados fueron de diferentes longitudes para poder hacer así estudios sobre bases distintas El más corto de ellos es de 60 metros, habiendo longitudes hasta de 320
En ei trozo de ensayo I (línea de comunicación número 2, de Stein a la estación de mercancías de
Nurnberg), sehicieron desde principios de noviembre de 1925 ensayos y observaciones cada semana
El resultado de ellosfué elsiguiente: Se ha notado que en las vías donde los carriles están soldados en longitudes largas, los movimientos son menores que en aquellas donde son cortas En el trozo III no se notó ningún movimiento de los carriles. Se hicieronnuevasobservaciones, dando éstas también un'resultado negativo La línea 3, así como la 1 y 2, tienen servicio intenso de trenes en una sola dirección, y tampoco se notó por esto movimiento alguno Las traviesas de hierro están colocadas sobre balasto
En el tramo de ensayos III sólo se investigó la línea donde estaba la vía soldada en una longitud de 321 metros. Esta se encuentra en el centro, sujeta por escarpias y tirafondos, sobre traviesas, mientras los extremos quedaron en forma corriente La observación llevada a cabo dio como resultado que esta vía demuestra mayor movimiento por dilatación en los extremos, mientras en el centro no se nota casi nada Las juntas de dilata-
ción no se cerraron del todo, a pesar de que la dilatación llegó a su valor máximo
Estos ensayos y estudios acusan ventajas técnicas y económicas en las soldaduras alúmino-térmicas La ventaja económica estriba en un aumento de duración de los carriles Además, la conservación del material móvil es más fácil; se pueden desarrollar mayores velocidades
En las líneas a electrificar seobtiene, además, la ventaja de que no se necesitan conexiones de cobre en las juntas, con susconocidos inconvenientes de facilidad para el robo malos contactos, etcétera etc.
Es deesperar que también en España se efectúen ensayos de soldaduras de carriles En gran parte del país las condiciones de temperatura son más favorables que en Alemania, donde hay diferencias de— 30 hasta + 40°, y,porlotanto,se deberán obtener mejores resultados, existiendo además muchos trozos de ferrocarril con gran número de túneles (precisamente los trozos a electrificar), con diferencias mínimas de temperatura

El deseo de aumentar y facilitar la producción de carbón vegetal, eliminando los inconvenientes de la pila y aumentando las facilidades del procedimiento de fabricación, se ha manifestado en los estudiosque sevienen haciendo desde hace más de cien años para mejorar el antiguo procedimiento de las pilas
Después de numerosos intentos se llegó al horno metálico transportable
El procedimiento sencillo de los hornos metálicos, unido a la falta, cada día mayor, de obreros carbonizadores; la necesidad de reducir su jornada y,sobre todo,las recientes aplicaciones del carbón vegetal como carburante para motores fijos y automóviles, han hecho de la carbonización de leñas un problema de actualidad y cuyas aplicaciones en España empiezan a manifestarse
Elhorno transportable estáformado poruna porción de elementos metálicos, que, superpuestos o acoplados, mediante juntas, forman una cavidad, que se llena con la leña a carbonizar; es, en definitiva, una pila de carbonero, en la que la cubierta de tierra y hojas, que tanto trabajo da, está reemplazada con gran acierto por chapas de palastro, que, armadas, forman una cubierta, a la que no hay que vigilar, con los dispositivos necesarios de entrada de aire regulable y salida de humos
Se construyen en varios países En España, las dos casas constructoras son los Talleres Españoles de Calderería y la Sociedad Minera y Metalúrgica de Peñarroya En cuanto a capacidad, los hay desde el que carbonea un centenar de kilogramos de leña hasta los de 30 y 40 toneladas Respecto a su forma y al peso de las partes componentes, se hacen tipos para toda clase de explotaciones, llanas y montañosas; en fin, p or particulares que sean lascondiciones enque se encuentre cualquier lugar
(1) Extracto de una Memoria de don Antonio Bernard, ingeniero de Montes
productor de leña o residuos leñosos, habrá siempreunaparatoquesatisfaga asupeculiar situación
Las características comparadas de los procedimientos, pilas y hornos, son:
Las pilas de carbonero exigen obreros especializados y vigilancia continua, y los hornos transportables, no
Las jornadas son de diez y seis horas en la pila y ocho en los hornos
Con el primitivo procedimiento se carboniza durante cuatro o cinco meses, y con los hornos, durante todo el año.
En pila no se puede carbonizar leña menuda o fajinas; en hornos metálicos puede carbonizarse toda materia leñosa, cualquiera que sea su naturaleza
La carbonización de leñas húmedas, imposible de hacer en pila de carbonero, es posible con hornos transportables, aunque" los rendimientos, desde luego, no sean elevados
Con leñas que no sean de brezo, coscoja, madroño, etc., en pila de carbonero se obtienen, de 100 kilogramos de leña, 18 de carbón; con los hornos se obtienen, de 100 kilogramos de leña, 20,23 de carbón
Ventaja que representa, para una misma cantidad de leña, un avimento, en carbón obtenido, del 10 al 25 por 100.
Por obrero y jornada de diez y seis horas se obtiene en la pila de 100 a 200 kilogramos de carbón
Por obrero y jornada de ocho horas se obtienen, en los hornos, de 300 a 500 kilagramos de carbón
El procedimiento de los hornos exige capital inicial y gastos de sostenimiento (reparaciones, etc.) y transporte; en cambio, la pila no necesita esos gastos; mas este inconveniente, único de los hornos, desaparece frente a sus ventajas, puesto que éstas procuran tantas economías, que la amortización se hace en breve plazo ^
La necesidad de conseguir la mayor rapidez y economía posibles en los transportes, ha impuesto nuevas condiciones a los constructores de ferrocarriles de montaña, y especialmente en los funiculares, que muchas veces constituyen la solución más ventajosa y económica, realizando un buen servicio
Los funiculares constituyen a menud o el medio más sencillo, má s seguro y cómodo par a salvar grandes desniveles y asegurar la comunicación entre una estación (población, estación de línea férrea, muelles de embarque, tranvías, etc.), con otra situada a altura considerable, como, por ejemplo, lugares de recreo o de excursión, picos y cumbres de montañas, etc., etc
A veces se suelen dividir en dos o más secciones los trayectos que resulten demasiado largos, siendo mu y numerosos los casos en los que se ha adoptado esta solución con éxito

Los funiculares no se construyen solamente par a el servicio de pasajeros, sino que también transportan materiales, con pesos a veces considerables
Se ha aplicado también este medio de transporte en la instalación de tuberías forzadas en centrales hidroeléctricas, siendo frecuentes los casos en que se utilizan funiculares para el montaje de dichas tuberías, para las pruebas, para la conservación ulterior de las mismas, así como también para el transporte del personal y de los materiales de construcción que requieren dicha s conducciones
Por regla general, los funiculares tienen dos coches, que circulan por una vía única, en el centro de la cual se coloca un apartadero, que permite el cruce de ambos Los dos coches están unidos por un cable de acero convenientemente guiado en todo el trayecto del funicular por poleas de garganta, de modo que el coche que sube va en parte arrastrado por el peso del coche que desciende Claro que en esta composición de fuerzas intervienen no solamente las cargas, sino también el trazado y las pendientes que el funicular tenga; pero, de todos modos, el motor que pone en movimiento el funicular desarrolla únicamente el trabajo necesario para vencer la diferencia de pesos entre el coche ascendente y descendente y las resistencias que el frotamiento introduzca en el sistema. Así se explica el reducido consumo de energía que caracteriza a los funiculares
Los coches adoptan diversidad de formas, según el servicio a que se destinan; así, por ejemplo, para transportar pasajeros, se construyen generalmente divididos en varios departamentos, en tanto que si se trata de transportar mercancías, vehículos, etcétera, se suelen hacer de plataformas Par a un tráfico mixto de personas y mercancías se reservan algunos departamentos para mercancías, o bien se colocan delante o detrás de los coches para pasajeros plataformas o coches especiales para mercancías Cuando se trata de funiculares par a Suiza
la casa Theodore Bell y Cía., Kriens,
tráfico intenso de viajeros, suelen colocarse en cada extremo del cable dos o tres coches
En cambio, cuando se instalan con carácter provisional, como los que, según hemos dicho, se utilizan durante el período de obras en centrales hidroeléctricas y otros semejantes, como tienen poco tráfico, llevan un solo coche, a fin de reducir su coste
También suelen tener un solo coche los funiculares pequeños, con tráfico exclusivo de viajeros,
L'0'Lausanne.Oucfitf
¿ ausanne-Bore
M - Stanserhorn
Bi^-Luganoñonte Rre
J« - ¿eelisber^.
S • Herschnialp
Hs ' físama | Jo. Saliratore. ]
Ma' Moya \ J«• 7Moma U.
Ts • Tsukuba | fl • Bíca.
• Myotien ISect \ H • Hiei.
Mñ ' Myohen «Ject. | Ja- Vkomo If.
I E • Citan \ Tr • Triesf. i ir ' Füriger, \ H • ^icya.
Figura 1.*
Velocidades de los funiculares equipados con freno rápido «Bell>. — — — velocidad máxima admisible velocidades normales
y en tales casos el coche que recorre la vía en ambos sentidos se equilibra con un contrapeso que se aloja dentro de un canal colocado debajo o al lado de la vía
Por lo general, los funiculares modernos se accionan eléctricamente, mediante mecanismos que actúan sobre grandes poleas de garganta, en las que se arrolla el cable tractor Casi sin excepción la estación motora es la que está más alta El cable da tres o cuatro vueltas en la polea motora, a fin de procurar una superficie de fricción que sea ampliamente suficiente para el esfuerzo tractor B'ntre la polea motora y ei motor eléctrico se interpone el mecanismo de accionamiento, que consiste en un reductor de velocidad para transmitir la po-
•
tencia del motor (que siempre tiene un número de revoluciones por minuto algo elevado) a la polea del cable, que gira lentamente Completan los mecanismos de accionamiento varios frenos y dispo-
que desarrollar un trabajo muy grande para amortiguar la velocidad que toman los coches durante losinstantes que descienden en carrera libre y, por lo tanto, se producen siempre grandes esfuerzos en el freno, acompañados de sacudidas, paradas en seco, etc.,,y como la superestructura de los coches tiene que estar hecha a prueba de tales sacudidas violentas, queda de hecho muy limitada la velocidad y la carga del funicular, sobre todo si tiene algún trozo de fuerte pendiente
Otra desventaja del freno a que nos venimos refiriendo es que requiere un carril de tipo es^peciai, que por su escaso uso, puesto que solo se emplea en funiculares, se lamina en un solo tamaño (27 kilogramos su peso por metro) Este carril resulta demasiado grande para pequeños funiculares, y, por elcontrario, muy débil para funiculares de tráfico intenso
La casa T Bell y Cía construye desde hace varios años un nuevo sistema de frenos de seguridad, de cierre rápido, que ha sido inventado por el autor de este artículo, y se adapta a los carriles de perfil corriente, permitiendo aumentar a un tiempola velocidad yla carga de los coches, cualquiera que sea la pendiente del funicular.
Ai romperse el cable, el freno actúa rápidamente debido a que un muelle espiral que se mantiene en tensión hasta que se produce la rotura, actúa inmediatamente de producida ésta, introduciendo dos cuñas de freno entre la pinza portacuñas (fijada en el coche) y el carril La disposición es tal, que la acción del peso del coche hace que se cierren cada vez más las cuñas
En los extremos de las pinzas van alojados fuertes muelles espirales, cuya acción puede regularse mediante bulones,que permiten ajustar de una vez
sitivos de seguridad, cuyo funcionamiento, las más de las veces, es automático.
Los frenos de los coches son, sin duda, los órganos más importantes desde ei punto de vista de seguridad, en un funicular, y del sistema de frenos dependen en gran parte la velocidad yla carga admisibles en el funicular; es decir, su rendimiento hos frenos de los coches actúan automáticamente en caso de rotura del cable tractor, agarrándose sobre uno o sobre los dos carriles, sujetando el coche, en tal forma, que sea imposible el deslizamiento, aun en los trozos de via de máxima pendiente El freno más empleado hasta el día es el de tenazas para carriles con cabeza en forma de cuña; este freno fué inventado por F J BucherDurre, hacia el año 1890,y se empleó por primera vez en el funicular de Stanserhom (Suiza); ha sufrido diversos perfeccionamientos en el curso de los años; pero no se le ha podido despojar de un defecto capital, por ser inherente al modo que tiene de funcionar Este defecto consiste en que desde que se rompe ei cable y el freno empieza a actuar hasta que "cierra" por completo, los coches recorren trayectos bastante largos, lo que implica un aumento de fuerza viva perjudicial, puesto que se produce pocos instantes intes de que tenga lugar el frenado Resulta por lo dicho que el freno tiene
Otra vista del funicular suizo de Fürigen. para siempre la posición de las cuñas de frenado y, por consiguiente, regular la fuerza del freno y la carrera de éste Como se vé, la particularidad esencial de este freno es su funcionamiento instantáneo al produ-
 Figura 2."
Vista general del funicular de Fürigen, en el lago de los Cuatro Cantones (Suiza).
Figura 3."
Figura 2."
Vista general del funicular de Fürigen, en el lago de los Cuatro Cantones (Suiza).
Figura 3."
cirse la rotura del cable, y de este modo se consigue el efecto total del frenado pasados muy pocos instantes, de modo que la carrera del coche no pasa de algunos centímetros
Se evita, por consiguiente, todo aumento de velocidad y, como consecuencia, se reducen los golpes de frenado, y el trabajo que se exige al freno con las ventajas consiguientes a la supresión, o por mejor decir, la disminución de la importancia de dicha velocidad
El freno que acabamos de describir conviene para grandes y pequeños funiculares. Se ha utilizado en pequeñas instalaciones para hoteles situados en montañas, para sanatorios, "chalets", pueblos pequeños y, desde luego, se utilizan para funiculares de gran tráfico
Se adapta a cualquier clase de pendientes y permite el engrase de los carriles, lo que suaviza la marcha de los coches y evita el desgaste prematuro de los frenos y ruedas en los coches
Su funcionamiento esmás seguro que el del freno ordinario, puesto que el cierre del freno viene determinado por la acción de un fuerte muelle puesto en tensión, órgano que por no tener relación alguna con las ruedas del coche no puede resultar afectado en su funcionamiento por deficiencias de conexiones ni por causa de nieves o hielos en la vía
El diagrama (fig 1.'') muestra las velocidadesmáximas que sehan alcanzado en las experienciasrealizadas hasta elpresente con este freno, y se refiere a funiculares de diferentes pendientes
Para grandes velocidades de transporte es necesario interponer resortes amortiguadores entre la caja que compone el mecanismo del freno y el bastidor de los coches
El departamento de los ferrocarriles suizos ha ensayado de un modo oficial el freno a que nos venimos refiriendo, habiéndolo aprobado con todos
yor parte de los peligros inherentes a los actuales frenos y procuran a los que nos ocupan un grado de seguridad infinitamente mayor
Otra ventaja del freno de cierre rápido es que
Ensayos de un bastidor, en 1? vía de pruebas. los pronunciamientos favorables y haciendo notar quela ausencia de ejes pesados,acoplamientos dentados y de fricción y accionamientos i^or cadena, constituyen ventajas positivas que alejan la ma-
SU construcción es mucho más sencilla que la del antiguo freno de tenazas, permitiendo, dentro de su solidez, que los coches sean de 10 a 15 por 100 menores en peso. Circunstancia es esta que, unida a la ventaja de desarrollar mayores fuerzas de frenado en menos tiempo, abarata la construcción de la parte mecánica de los coches y el cable de tracción, lo que redunda en beneficio de la economía en la instalación del funicular Ya se comprende laimportancia de esta ventaja, especialmente cuandosetrata defuniculares pequeños, enlos que es esencial reducir el costo de primera instalación y, por consiguiente, forzar tanto conio sea posible la velocidad para hacer frente al tráfico más intenso que el funicular haya de servir
Puesto que, según hemos dicho, la velocidad admisible para los funiculares depende, en primer término, del funcionamiento rápido y seguro del freno, no hay ya motivo para que los funiculares no marchen con velocidades comparables a la de los tranvías, ascensores para pozos verticales deminas, etc., que, como es sabido, alcanzan velocidades de hasta 10 ó 12 metros por segundo En instalaciones a cielo abierto y de mucha pendiente, debe evitarse la sensación de miedo que se produce en los viajeros al arranque de la estación superior; pero ello se consigue haciendo que el arranque sea suave En todo caso no puede haber inconveniente en adoptar para los funiculares de vía uniforme y rígida sin grandes cambios de pendiente, una velocidad mayor que la que alcanzan los tranvías aéreos para el transporte de personas, cuyos apoyos constituyen un obstáculo de consideración y en los que los cambios de dirección y vaivenes causados por el viento o por el funcionamiento de frenos automáticos, son otros tantos in-
 Figura 4.'
Figura 5." \
Funicular de Saint Moritz a Chantarella (Suiza). Los coches en el momento j de cruzarse Al fondo, Saint Moritz i
Figura 4.'
Figura 5." \
Funicular de Saint Moritz a Chantarella (Suiza). Los coches en el momento j de cruzarse Al fondo, Saint Moritz i
convenientes para permitir el uso de velocidades elevadas
Son numerosas las referencias que se pueden citar de instalaciones dotadas del sistema de freno
che no pasó de 800 mm Es claro que si la rotura del cable se hubiera producido en el período ascendente del coche, la carrera de éste para conseguir su total frenado hubiese sido mucho menor y seguramente no hubiera pasado de dos o tres centímetros.Los resultados anteriores son el promedio de 80 ensayos, de los que ni uno solo ofreció motivo de duda respecto a la seguridad y buen funcionamiento del freno
La principal ventaja que ofrece un funicular bien instalado es la economía de su funcionamiento, unido a los pequeñísimos gastos de entretenimiento y conservación. Se puede hacer la maniobra automática desde uno de los coches, como, por ejemplo, existe en el funicular de Fuering, lo que evita la necesidad de un maquinista y su ayudante, convirtiendo el servicio en algo análogo al de un ascensor Esta disposición automática es seguramente adecuada para funiculares particulares; pero, sin embargo, en el caso de Fuerigen que hemos citado se transportan en días festivos, en los que el tiempo es bueno, unas 1.000 a 1.500 personas en 100 viajes Para estos servicios el consumo de fuerza representa de cinco a ocho francos suizos
El nuevo freno automático puede utilizarse también en los funiculares existentes, los cuales pueden ver de este modo elevada su capacidad de transporte, ya que, según hemos dicho, puede forzar su velocidad El freno se adapta a los carriles de cabeza en forma de cuña, que, como hemos dicho, tiene precisamente que utilizarse en todos aquellos funiculares que llevan el freno ordinario. El funicular Corviglia-St Moritz-Engadin (Sui-
automático a que nos venimos refiriendo La más pequeña de todas esla que sirve al Hotel-Sanatorio de Fuerigen, sobre el lago de los Cuatro Cantones (figs 2.^y 3^). La capacidad de los coches es de 20 pasajeros, los carriles de 16 Kgs. por metro y la pendiente varia del 53 a 73 por 100, a pesar de lo cual la velocidad media es de 1,60 metros por segundo La instalación más importante es la de Cx)ya, en el Japón Lleva coches para 180 personas y carriles de 46 Kgs por metro; la pendiente varía de 21,1 a 56,8 por 100, y la velocidad es de tres metros por segundo
Otra instalación notable por su tamaño y rendimiento es el funicular de Elizan, instalado en el Japón en el año 1924. La capacidad de los coches es de 165 personas; lleva carriles de 36,1 Kgs., y la pendiente varía de 21,5 a 53 por 100, alcanzando una velocidad de 2,62 metros por segundo En este funicular funcionan dos pares de coches del tipo cerrado e intercambiables, para servicio de verano e invierno
La figura 4."muestra un bastidor sometido a pruebas en un plano inclinado con 53 por 100 de pendiente construido al efecto.
Los ensayos de frenado se hicieron a plena carga, con carriles secos, húmedos y muy engrasados, y velocidades de Oa 6,1metros por segundo; la carrera máxima llegó a 3,20 metros, y la fuerza de frenado máximo fué de 16toneladas por freno, con una velocidad de 27,25metros Se dejó deslizar uno de los coches, produciendo de un modo artificial la rotura del cable tractor, y se observó que para un recorrido del freno de 160 mm (que fué necesario para su cierre total), el desplazamiento del co-
za) (fig 5."), se inauguró a mediados de diciembre de 1928, y es también interesante. Está situado a unos 2.(300 metros sobre el nivel del mar, y ha habido que prever especialmente el modo de evitar
 Figura 6."
Funicular de Lugano a San Salvatore, en Suiza.
Figura 7.'
Funicular de Dietschoberg, en Suiza.
Figura 6."
Funicular de Lugano a San Salvatore, en Suiza.
Figura 7.'
Funicular de Dietschoberg, en Suiza.
queseacumule nievesobrelavia,pueslos trabajos delimpieza en ésta resultan costosos El cuerpo de lavíaesunmacizo demampostería depequeña sección y altura elevada sobre el terreno; de este modo los quita-nieves de que van dotados los coches puede limpiar la nieve fácilmente, echándola a ambos lados del macizo de mampostería sobre el que se apoya la vía Los coches para 70 personas marchan a una velocidad de 3,2metros por segundo, y la pendiente máxima del trayecto alcanza 45,5 por 100 En un principio se pensó en instalar un tranvía aéreo, habiendo llegado'a ser ésta la solución adoptada, que luegohubo que cambiar por dificultades que ofreció su ejecución, y posteriorrnente se ha comprobado que, no obstante la necesidad de ejecutar obras más costosas, el funicular ha resultado una solución más económica que el tranvía, aparte delasventajas demayor seguridad, comodidad y, sobre todo, de la capacidad del tráfico, que es más del doble. En numerosos casos prácticos se ha comprobado que el tranvía aéreo no resulta .solución mejor que el funicular; la capacidad del transporte cs siempre más reducida, y no esposible hacer frente a aglomeraciones de viej'eros, que, como es sabido, se producen con frecuencia cn esta clase de instalaciones A esto hay que sumar los mayores gastos de servicio, por la necesidad de mayor número de empleados y el gasto del entretenimiento de cables, que son muchos y caros, lo que hace que la conservación sea dos o tres veces más que la que necesitan los funiculares
El funicular puede también emplearse con ventaja para salvar trayectos en redes de tranvías o de otros ferrocarriles que por su pendiente exigieran el empleo de locomotoras cremallera
Durante el invierno de 1927, la casa Bell modificó la instalación que desde hacía veinticinco años existía en el ferrocarril de Trieste-Opcina, transformándolo en funicular. Cada uno de los coches del funicular va dotado de cuatro frenos automáticos y un freno doble de accionamiento a mano

canismo motor está instalado en la parte superior, debajo de la vía.
Una de las dificultades más grandes que se plantearon en este caso fué la existencia de curvas numerosas y con radios de 65 a 100 metros, que cubren las dos terceras partes de la longitud del funicular
El peso a elevar, que excedía de 40 toneladas, obligó a repartir el peso entre ambos carriles y
y puede subir en cada uno dos coches del tranvía con 160 personas en total, con una velocidad de 3a3,20metros por segundo; el trayecto de 700 metros de largo, la pendiente del 25 por 100 El me-
hacer el trayecto superior de vía doble con aguja automática Hacia la mitad del recorrido está instalada dicha aguja, que se cambia cada vez que pasa un coche descendente, mediante un interruptor automático Ya se comprende que tal disposición se hace posible gracias al freno de cierre rápido, y los resultados que se han obtenido en la práctica satisfactorios El servicio se hace rápidamente, y ofrece todas las garantías apetecibles En cuanto a seguridad, ha permitido aumentar muy considerablemente la capacidad del tráfico, acortando la duración del viaje y permitiendo introducir economías importantes en el personal y en el consumo de fuerza motriz
Por último, mencionaremos el pequeño funicular de Bisa, instalado en una calle angosta y de gran pendiente de Lisboa El mecanismo de accionamiento está instalado en una cámara de acceso muy difícil, por estar situada bajo un cruce de carriles; elfunicular funciona por medio de sencillos interruptores cocolocados en los coches El cable pasa sobre rodillos colocados en dos canales por debajo de los carriles, y los frenos han tenido queconstruirse especialmente para actuar sobre carriles situados encima de unos canales donde se alojan los cables y dentro del pavimento de las calles
Las figuras 6.^y 7."muestran diferentes funiculares del mismo tipo, que llevan varios años de servicio.
Otra instalación del nuevo sistema con coches para 110 personas funciona en la Exposición Internacional de Barcelona (figs 8.'' y 9.^), que conduce desde los jardines al Palacio Nacional.
Figura 8.» Vista general del funicular de la Exposición Internacional de Barcelona. Figura 9." Interior de la caseta de accionamiento del funicular de la Exposición de Barcelona.El Real decreto del Ministerio de Economía Nacional publicado en la Gaceta de Madrid núm. 17, del 17 de enero próximo pasado, aprobando un "Reglamento para las instalaciones eléctricas receptoras en el interior de fincas o propiedades urbanas", viene a cumplir una misión que, en espíritu, no es otra que la de perfeccionar las instalaciones eléctricas, hoy día de necesidad indiscutible, dados el incremento y evolución de las aplicaciones de la electricidad.
Este Real decreto, aplicándolo con toda propiedad y en el más amplio concepto que lo inspira, permitirá seguir la ruta ya marcada por otras naciones, que se han preocupado con verdadero interés y minuciosidad de detalles, para introducir en las instalaciones eléctricas en general, no sólo unas normas de uso, sino también una mejora cada vez más acentuada en la calidad de los materiales que para la realización de las instalaciones se precisa; procedimiento éste seguido en sentido completamente opuesto en nuestro país, donde cada vez en mayor grado, por falta de una reglamentación, se han ido empleando materiales más inadecuados, tanto por su capacidad, como la sección representa, como por su seguridad, derivada de su aislamiento y protección.
El Real decreto trata la cuestión instalaciones en su aspecto genérico, y, por lo que a conductores se refiere, determina con precisión cuanto afecta a secciones, no concretando lo suficiente la parte calidades En cuanto a la parte secciones mínimas, la única consideración que hemos de hacer es que suponemos que también como es lógico, serán admitidas las habituales tolerancias que prescriben las normas internacionales
Pasando a calidades, tan sólo el artículo 17 fija, respecto a la resistencia del aislamiento del conjunto, un valor que no responde a la rigurosidad que se desprende de todo el Reglamento, ya que con muy poco cuidado y no modificando su esencia los actuales procedimientos de instalación y materiales empleados, podría obtenerse y superarse, anulando por com-^ pleto la eficacia de la reglamentación.
Ahora bien, es indudable que la creación de estas normas ha tenido por objeto obligar a la perfección de todos los medios, y, entonces, necesario es concretar los particulares que precisen la exclusión terminante de aquellos conductores que no puedan calificarse como conductores de aislante vulcanizado.
Las normas de las principales Asociaciones electrotécnicas:
Verband Deutscher Elektrotechniker, British Engineering Standard Association, American Institute of Electrical Engineers, Syndicat General Frangais, Comité Electrotechnique Belge, etc., tan sólo consideran en sus prescripciones a los conductores aislados con goma vulcanizada, conocidos en el mercado con la denominación de "tipos vulcanizados"

Para el empleo de los tipos no vulcanizados, no existen, pues, razones técnicas que puedan justificarlo; antes bien, todas estas razones apoyan el uso de los conductores vulcanizados; es más, ni tan siquiera en el orden económico pueden aquéllos defenderse, ya que hoy día en el mercado se encuentran, a paridad de coste, tipos de conductores vulcanizados que responden perfectamente a la calidad que internacionalmente se viene exigiendo
Para compendiar lo más posible nuestros razonamientos sobre los inconvenientes que presenta el empleo del conductor no vulcanizado, nos limitaremos a hacer un comentario sobre los cordones flexibles, por converger en ellos todas las deficiencias caracteristicas de sus tipos similares, ya a base
(1) Un important-e fabricante de conductores eléctricos nos remite estos interesantes comentarios sobre el reciente Real decreto reglamentando las Instalaciones eléctricas en el interior de fincas o propiedades urbanas
de hilos únicos, ya constituidos por cable, y, además, por ser el cordón flexible el de más extendido uso en el mercado español. »
COMPOSICIÓN DE LOS CONDUCTORES "FLEXIBLES".
Flexible comúnmente llamado de cuatro capas.—^Varios hilos delgados de cobre recocido desnudo, aislados mediante una capa,de algodón aplicada en espiral, una delgadísima cinta de goma pura Para, puesto en hélice, otra capa de algodón puesta en espiral y una trenza exterior de algodón o seda.
Flexible denominado Standard.—Varios hilos delgados de cobre desnudo recocido, aislados con un tubo de goma no propiamente vulcanizada y una trenza exterior de algodón o seda.
Flexible cuatro capas.—^Examinado este flexible, se observa que el verdadero aislamiento lo constituyen las capas de algodón, porque la cinta de goma colocada entre las dos espirales es tan exigua y está aplicada de tal forma, que no puede eléctricamente aumentar el valor efectivo del aislamiento del conductor.
Ahora bien, si se considera que el algodón es un material higroscópico que contiene normalmente un 10 por 100 de su peso de agua y que, en condiciones particulares de instalación (ambientes húmedos) puede absorber cantidades todavía mayores, se llega a la conclusión de que este tipo de aislamiento ninguna garantía puede representar por lo que se reflere a la resistencia del aislamiento y rigidez dieléctrica, ya que serían función de la variación de la humedad contenida en el algodón que constituye el aislamiento principal de los conductores, y, por consiguiente, de la variación del estado higrométrico del ambiente en el que están instalados.
Si se tiene en cuenta que en nuestra Península son numerosas las zonas húmedas, en las cuales la humedad relativa alcanza valores medios del 80 por 100, se comprenderá cuan inadecuado es el empleo de tal tipo.
La humedad contenida en el algodón, atravesando las sobreposiciones de la cinta de goma colocada en espiral, llega hasta el cobre, oxidándolo. Además, debe observarse que aun cuando la humedad interese tan sólo una limitada zona del conductor, por efecto del conocido fenómeno de absorción se extiende a lo largo, originando molestias y peligros en las instalaciones.
En las instalaciones de corriente continua se manifiestan además fenómenos de electrólisis por la presencia de la humedad y de las sales que contiene el algodón y del óxido de cobre, determinándose una emigración de cationes de cobre del conductor positivo al negativo y de aniones ácidos en el sentido opuesto, con aparición de manchas verdosas en las trenzas exteriores, originando en más o menos tiempo cortocircuitos.
Estos fenómenos se han podido reproducir experimentalmente en los laboratorios, acelerándolos manteniendo los cordones en ambientes muy húmedos, pudiendo afirmar que, en la práctica, podrá transcurrir mayor o menor tiempo, sujeto éste a las condiciones higrométricas del lugar, pero no podrá nunca evitarse el fenómeno.
Flexibles Standard.—Examinando este flexible, se observa que también este cordón, por estar el conductor formado por hilos de cobre recocido desnudo, recubierto con tubo de goma no vulcanizada, presenta graves inconvenientes, por cuanto se producen fenómenos de reacción entre la goma y el cobre.
que limitan la vida de estos flexibles en mucho. Secundariamente, el tutaito de goma, por no ser vulcanizado, tiene caracteristicas mecánicas y particularmente eléctricas muy deficientes, y se ha podido comprobar que la temperatura, cuando sobrepasa de ciertos limites, reblandece la goma, y, por lo tanto, según donde está instalado el conductor, se presentan otras serie de inconvenientes, como descentramientos en el tubo de goma, pudiendo producirse por cortocircuitos. Los inconvenientes puestos en evidencia respecto a estos dos tipos, quedan completamente eliminados con el uso de un conductor a base de aislamiento vulcanizado.
AISLAMIENTOSVULCANIZADOS.
Como complemento de cuanto hemos indicado a propósito de los tipos vulcanizados, hemos de agregar en forma concreta las ventajas que presenta el uso de dichos tipos Sabido es que la vulcanización da a la goma una mayor elasticidad y resistencia mecánica, la cual se traduce en una mayor duración, ya que la goma vulcanizada no presenta el fenómeno de rápida oxidación, que imprescindiblemente se realiza en la goma sin vulcanizar y que se acelera por efecto del calor y de la luz. De aquí la primera gran ventaja del empleo de la goma vulcanizada en la fabricación de los conductores
En todos los conductores en los cuales se emplea goma vulcanizada, el conductor (cobre) está siempre protegido por una capa de estaño, con el fin de evitar reacciones químicas entre el cobre mismo y los ingredientes que la goma contiene. Esto impide también la oxidación del cobre, que es inevitable en los conductores textiles y también en los fabricados con goma no vulcanizada (Standard) Esta representa la segunda ventaja de los tipos vulcanizados sobre los no vulcanizados.
Con conductores vulcanizados se puede, pues, fijar características eléctricas, por depender ellas de su naturaleza y no ser función del estado higrométrico del ambiente, como ocurre con los tipos textiles o no vulcanizados.
Pasando al examen de los tipos conocidos en el mercado con el nombre de garantizados, pudemos decir que con ellos se garantiza una resistencia de aislamiento después de inmersión
en agua, siendo, además, sometidos en las mismas condiciones de inmersión a una severa prueba de rigidez dieléctrica, que resulta de unas diez veces la tensión corriente, si como tal se admite la de 220voltios, y unas diez y seis veces si la tensión admitida como de ejercicio es la de 125 voltios
Como conclusión y resumen de cuanto dejamos expuesto, sería aconsejable prohibir el empleo de los conductores que en el mercado se conocen con las denominaciones siguientes:
D. A. R. y Standard, como hilos de línea.
T. P. S. F. (cuatro capas) y Standard, como cordones flexibles de dos o más conductores
En cambio, consideramos adecuados para su empleo los siguientes:
I. A. R. R., propio para líneas instaladas a la intemperie sobre aisladores.
I K B., con aislamiento de goma vulcanizada, que puede usarse en las instalaciones interiores, ya colocado en tubo aislante, ya sobre ailsladores, indistintamente.
El tipo I. K. B. actualmente empleado, es con capa exterior de barniz negro, sobre la trenza de algodón Siguiendo un principio de estética, podría admitirse para la.s instalaciones interiores sobre aisladores un tipo de igual composición, pero de color blanco, empleando para ello una trenza de algodón de este color, parafinada.

En cuanto a flexibles, el tipo que por composición consideramos adecuado entre los corrientes, es el conocido con la denominación G. T. R., que va aislado con un tubo de goma vulcanizada y que se fabricaría empezando por la medida mínima autorizada por el Real decreto, es decir, 0,7 milímetros cuadrados, con la tolerancia que admiten las normas internacionales.
De acuerdo con el artículo 18, para los conductores instalados en el interior de candelabros, arañas, etc., que han de estar aislados con doble tubo cubierto de caucho vulcanizado, el tipo que responde a tal exigencia es el denominado G T 500voltios, de conductores paralelos, aun cuando podría i estudiarse una composición que permitiera unas medidas exteriores más reducidas, facilitando su empleo en los aparatos de alumbrado, cuyos conductos son a veces muy exiguos.
Las turbinas de vapor se construyen ordinariamente para 3.000 y 1.500 revoluciones por minuto, empleándose las turbinas a 3.000 revoluciones para potencias pequeñas y potencias medias hasta 30.000 Kw Las turbinas a 1.500 revoluciones se emplean para potencias superiores a la indicada.
La "Société d'Electricité de Paris" acaba de encargar a los "Ateliers de Construction Oerlikon" una turbina de vapor de alta presión y potencia de 75.000 caballos, para la ampliación de su central de Saint-Denis. En relación con los resultados prácticamente alcanzados hasta ahora, esa máxjuina significa un progreso esencial en la construcción de turbinas de vapor. Es la primera vez que se construye una turbina de vapor de tan gran potencia, girando a 3.000 revoluciones por minuto y con un eje ccmún a todos los cilindros, alcanzando por ello una longitud total de 30 metros
Esta solución fué propuesta por Oerlikon. Hasta ahora, siempre que se trataba de proyectar grupos de gran potencia se partía del supuesto de que no debería pasarse de 1.500 revoluciones, lo que daba como resultado máquinas pesadas y caras.
En condiciones normales de marcha, la presión del vapor, medida inmediatamente antes de la entrada a la turbina, alcanzará 56 a 60 Kgs. por centímetro cuadrado sobre la presión atmosférica, y la temperatura del vapor variará entre 450 y 475° C. Excepcionalmente la turbina de vapor debe poder soportar ima presión absoluta de 70 Kgs. por centímetro cuadrado y una temperatura de 500° C. Por tanto, la nueva turbina será contruída para presiones de vapor que prácticamente no han sido empleadas nunca a temperaturas tan elevadas.
Correspondiendo a las necesidades de la técnica moderna en la utilización del calor, la instalación estará ampliamente dotada de todo lo necesario para destilar el agua de alimentación, extracción de gases y recalentamiento preliminar.
La turbina accionará directamente un alternador trifásico de 3.000 revoluciones por minuto, que, con un factor de potencia cos 0 = 0,7 y una tensión en las bornas de 10.500 voltios, desarrollará una potencia constante de 50.000 Kw.

En su afán por conseg:uir en los diferentes aparatos de molienda la mayor utilidad económica, la fábrica Grusonwerk
la primera funciona como molino de bolas, la siguiente como molino de tubo para molienda previa y la tercera como mo-
ha obtenido un pleno éxito con la construcción de su molino de tubo compoimd con varias cámaras. Esta reforma del molino compound satisface, debido a los ahorros considerables de fuerza motriz y gastos de servicio, las más altas exi-
lino de tubo para molienda fina. Por esto, el material a moler puede, durante su marcha continua en el mismo molino, convertirse en grano grueso y grano fino o molienda basta y molienda fina. Se suprimen todos los dispositivos intermedios de transporte entre varios molinos individuales, y la instalación de molienda ocupa tm espacio más reducido.
Los molinos de varias cámaras pueden accionarse de la manera habitual por una corona dentada sujeta sobre el tambor, que engrana con un piñón montado sobre el árbol motor. La corona dentada y el piñón están hechos de un acero colado resistente y provistos de dientes fresados El árbol motor puede acoplarse directamente a un motor de marcha lenta; pero es posible asimismo emplear un motor de marcha rápida, interponiendo en este caso im mecanismo reductor de velocidad
Respecto de los detalles constructivos, los molinos de varias cámaras son análogos a los molinos de tubos de construcción corriente. Aquéllos se caracterizan por las paredes intermedias de disposición especial, que van montadas entre las diferentes cámaras. Como el material a moler pasa por los canales de estas paredes intermedias de construcción "ad hoc" desde una cámara hasta la otra, en la superficie exterior del tambos moledor, no existen partes salientes Según la facilidad de molienda, dependiente de la naturaleza física del material que debe molerse, están estudiadas las paredes intermedias y las cámaras de molienda, con lo que queda garantizada la mejor utilización del molino a la par que un consiuno mínimo de fuerza motriz. Mediante uno o varios dispositivos de discos alimentadores se carga el material a moler de un modo uniforme en el molino.
gencias, lo cual queda demostrado por los resultados obtenidos en las instalaciones ejecutadas.
Por regla general, en el cilindro moledor común (figura 1.') están dispuestas tres cámaras de molienda, de las que
Pero, además de este modo de accionamiento, la Grusonwerk ha construido recientemente un nuevo dispositivo (figura 2.") para el movimiento de los molinos, análogo al que se utiliza en los laminadores de hierros perfilados y planos, y que ofrece excepcional importancia para el rendimiento económico de la máquina. A tal efecto, la tapa de salida del,mQ-
Figura 1.' Figura 2.' Figura 3.» Figura 4.»lino está conectada, mediante un eje de acoplamiento movible (figrura 3."), con el trozo de árbol de un mecanismo de transmisión, calculado para la velocidad de rotación conveniente SegTln las circunstancias de cada caso, la varilla de
lino por una pared. Además, los engranajes, que, dentro de la caja herméticamente cerrada contra el polvo, funcionan en im baño de aceite, tienen un desgaste minimo y un buen rendimiento económico, del 96 al 98 por 100. Esto es de especial importancia, porque proporciona un considerable aho-
acoplamiento puede hacerse de cualquier longitud El mecanismo de impulsión tiene engranajes en baño de aceite, con dientes de corte inclinado, estando todo encerrado en una caja impermeable al polvo y al aceite, y está estudiado con arreglo al movimiento que ha de transmitir, de modo que puedan emplearse motores de marcha rápida Las figuras 4.*, 5.", 6.' y 7.« representan varios ejemplos de estos mecanismos de transmisión.
Con el nuevo sistema de impulsión, resultan ventajas importantes. Primeramente, se han suprimido la corona dentada, poco protegida, y su piñón, dispuestos ambos inmediatamente en el punto donde se produce el polvo; ahora el mecanismo está montado aparte y generalmente separado del mo-
rro de fuerza motriz en comparación con el antiguo mecanismo de impulsión del molino
Además de todo lo anterior, la Grusonwerk construye los soportes del tambor moledor sobre cojinetes con lubricación automática por anillos, lo cual contribuye todavía a reducir más el consumo de fuerza motriz. Aparte de su escasa resistencia a la marcha, sus pocas exigencias respecto de la conservación y del recambio de piezas son otras tantas ventajas características de este soporte.
Los modernos molinos de varias cámaras van provistos de soportes de estrang^ulación, tanto por el lado de la carga, como por el de la descarga, a fin de simplificar su construcción todo lo posible.
La Gaceta del 7 del pasado marzo publica una Real orden del Ministerio de Fomento aprobando el siguiente pliego general de condiciones para la recepción de los aglomerantes hidráulicos en las obras de carácter oficial, redactado por una Comisión especial, constituida por don Pedro M. González Quijano, don Eduardo de Castro, don Manuel Cornuda, don Manuel Aguilar, don Alfonso Peña y don Laureano de Azpiazu.
CEMENTO PORTLAND
Articulo 1.» Definición.—Se aplica la denominación de cemento portland al producto reducido a polvo fino que se obtiene con la calcinación, hasta un principio de fusión, de mezclas muy íntimas, artificialmente hechas y convenientemente dosificadas, de materias calizas y arcillosas, sin más adición que la de yeso, que no podrá exceder del tres por ciento (3 por 100).
Art. 2.» Composición quimica.—El peso de la materia in-• soluble en ácido clorhídrico diluido será inferior al uno y me-'" dio por ciento (1,5 por 100).

No se considerará como insoluble la sílice gelatinosa que pudiera producirse ^
El cociente de dividir el tanto por ciento en peso de la cal por la suma de los tantos por ciento en peso de la sílice, alúmina y óxido férrico ha de quedar comprendido entre uno con ocho décimos (1,8) y dos con tres décimas (2,3).
El cociente de dividir el tanto por ciento en peso de la sílice por el tanto por ciento ec f^so de la alúmina no ha de resultar inferior a dos y medio í'{5). Las cantidades en peso de magnesia y anhídrido sulfúrico no excederán del cinco por ciento (5 por 100) y dos y medio por ciento (2,5 por 100), respectivamente, ni la siuna de ambas cantidades excederá del seis y medio por ciento (6,5 por 100)
El azufre total no excederá del uno y veinticinco centésimas por ciento (1,25 por 100)
La cantidad de agua del cemento no excederá del dos por ciento (2 por 100) en peso, ni la pérdida de peso por calcinación será mayor del cuatro por ciento (4 por 100).
La toma de muestras y su envío al laboratorio oficial se verificará dentro de un plazo de quince días de la fecha de la entrega.
Art. 3.° Finura de molido.—Los residuos máximos en peso del cernido del cemento serán los siguientes:
Sobre el tamiz de novecientas mallas (900) por centímetro cuadrado, uno por ciento (1 por 100)
Sobre el tamiz de cuatro mil novecientas mallas (4.900) por centímetro cuadrado, diez y seis por ciento (16 por 100).
Art. 4.» Densidad real.—La densidad real del cemento desecado será igual o superior a tres y cinco centésimas (3,05).
Figura 6.» Figura 7.'Art. 5.° Fraguado.—El fraguado de la pasta normal de cemento conservado en agua dulce no empezará antes de cuarenta y cinco minutos (45), contados desde que se principió a amasar, y terminará antes de las doce lloras (12), a partir del mismo momento

Art. 6." Estabilidad de volumen.—La pasta normal de cemento tendrá un volumen constante, propiedad que se comprobará con el examen de galletas conservadas en el aire, en el agua dulce y sometidas a la acción del agua hirviendo Art 7.° Resistencias. Resistencias por tracción.—Las resistencias mínimas de las probetas en forma de ocho, hechas con mortero compuesto de una parte en peso de cemento y tres de arena normal, serán las siguientes:
A los siete días (7) una (1) en aire húmedo y seis (6) en agua dulce, diez y nueve (19) kilogramos por centímetro cuadrado.
A los siete días (7) uno (1) en aire húmedo y seis (6) en tisiete (27) en agua dulce, veintitrés kilogramos y medio (23,5) por centímetro cuadrado
Resistencias por compresión.—Las resistencias mínimas de las probetas de forma cúbica hechas con mortero compuesto de una parte de cemento y de tres de arena normal, en peso, serán las siguientes:
A los siete (7) días, uno (1) en el aire húmedo y seis (6) en agua dulce, ciento noventa (190) kilogramos por centímetro cuadrado
A los veintiocho (28) días, uno (1) en aire húmedo y veintisiete (27) en agua dulce, doscientos ochenta (280) kilogramos por centímetro cuadrado
CEMENTOS DE GRAN RESISTENCIA
Cementos aluminosos.
Se llama cemento aluminoso al obtenido por la cocción de una mezcla íntima, de la que son elementos esenciales la bauxita y el carbonato de cal, siempre que en el producto resultante la cantidad de alúmina no sea inferior al cuarenta (40) por ciento y la de óxido de hierro no exceda del doce (12) por ciento.
Rrt 8.» Finura de molido. ; Dejará un residuo de cero cinco (0,5) por ciento en el ta- j miz de novecientas (900) mallas, y menos del seis (6) por ciento en el de cuatro mil novecientas (4.900) mallas.
Art. 9.» Peso especifico real: Será superior al tres cero cinco (3,05).
Art. 10. Fraguado:
No empezará antes de los treinta (30) minutos, ni terminará después de las cuatro (4) horas de amasado '
Art 11 Estabilidad de volumen:
Las galletas fabricadas con pasta pura con la dosificación de agua suficiente determinada por ensayos previos no acusarán grietas superficiales después del fraguado
Art 12 Resistencias:
Con probetas en forma de ocho fabricadas con pasta pura, la tracción media en series de seis probetas no será inferior a veintiocho (28) kilogramos por centímetros cuadrado a las veinticuatro (24) horas, y llegará a sesenta (60) kilogramos por centímetros cuadrado a los tres días.
En hormigones compuestos de gravilla comprendida entre uno (1) y dos (2) centimetros y arena silícea de grano comprendido entre uno (1) y uno cinco (1,5) milímetros, dosificando a razón de ochocientos cuarenta (840) litros de gravilla, cuatrocientos (400) litros de arena, trescientos (300) kilogramos de cemento y ciento treinta (130) litros de agua, formando probetas cúbicas de veinte (20) centimetros de arista, comprimidas con treinta (30) golpes de mazo de uno cinco (1,5) kilogramos de peso, cayendo de veinte (20) centímetros de altura, la resistencia a la compresión deberá exceder a las siguientes cifras:
A las veinticuatro horas, 220 kilogramos por centímetro cuadrado
A los veintiocho días, 230 kilogramos por centímetro cuadrado. _
Se llama supercemento al cemento de gran resistencia inicial, que contiene los elementos esenciales del cemento portland, en proporciones que pueden variar de aquéllos, siempre que las substancias nocivas (azufre, magnesia y anhídrido sulfúrico) no excedan de los límites admitidos para el portland y que las adiciones, si las tuviere, no excedan del seis (6) por ciento.
Art 13 Finura de molido:
Dejará un residuo máximo de 0,5 por 100 en el tamiz de novecientas (900) mallas y un seis (6) por ciento en el de cuatro mil novecientas (4.900) mallas.
Art 14 Peso especifico real:
Será superior a 3,05
Art. 15. Fraguado:
No deberá empezar antes de los treinta (30) minutos de ^ amasado, ni terminará después de las diez (10) horas.
Art 16 Estabilidad de volumen:
La pasta normal de cemento tendrá volumen constante, propiedad que se comprobará por las galletas fabricadas al aire y sometidas a la acción del agua hirviendo.
Art. 17. Resistencias:
La resistencia a la tracción sobre morteros 1 : 3 con arena silícea de 1 mm. a 1,5 mm., alcanzará las siguientes cifras:
A los tres días, 25 kilogramos por centímetro cuadrado.
A los siete días, 30 kilogramos por centímetro cuadrado.
A los veintiocho días, 38 kilogramos por centímetro cuadrado
A la compresión las resistencias serán:
A los tres días, 250 kilogramos por centímetro cuadrado.
A los siete días, 350 kilogramos por centímetro cuadrado.
A los veintiocho días, 450 kilogramos por centímetro cuadrado.
En hormigones, sobre cubos de veinte (20) centímetros de arista, dosificados con cuatrocientos (400) litros de arena silícea de 1 a 1,5 mm., ochocientos cuarenta (840) litros de gravilla redondeada de 1 a 2 cm., ciento treinta (130) litros de agua y trescientos (300) kilogramos de cemento, después de comprimir la masa por medio de una maza de cinco kilogramos, cayendo de veinte centímetros de altura sobre ima chapa que tape la probeta, dando veinte (20) golpes la resistencia deberá alcanzar los siguientes valores:
A los dos días, 180 kilogramos por centímetro cuadrado.
A los siete días, 230 kilogramos por centímetro cuadrado
CEMENTOS DE ESCORIAS
El cemento de escorias es un producto hidráulico obtenido por la molienda de escoria granulada de alto horno y de un mínimo de un quince (15) por ciento de peso de clinker de cemento portland, siendo ambos productos molidos simultáneamente para conseguir una mezcla íntima.
La relación entre los elementos componentes deberá cumplir la siguiente desigualdad:
Ca O + MíTO
Si O, > 1
AU Os
Las adiciones para regular el fraguado no excederán del tres (3) por ciento del peso
Art 18 Finura de molido:
Deberá dejar un residuo inferior al uno por ciento en el tamiz de novecientas (900) mallas y menos de doce (12) por por ciento en el de cuatro mil novecientas (4.900) mallas
Art 19 Peso especifico real:
Será mayor de 3,05.
Art. 20. Fraguado:
No debe comenzar antes de una hora ni terminar después de las doce horas, a partir del momento de amasado
Art. 21. Estabilidad de volumen:
Lo mismo que el porland, o sea, con la pasta normal, se forman sobre placas de cristal perfectamente limpias tres galletas de unos 10 centímetros de diámetros con 15 milímetros de espesor en el centro y nulo en las bordes.
Una de las galletas se conserva en aire húmedo; otra, a las veinticuatro horas, se sumerge en agua dulce, y la tercera se somete a la acción del agua caliente, cuya temperatura se eleva hasta 100° centígrados durante media hora y se mantiene después en este calor durante dos horas y media
Las dos primeras galletas se observan a los siete y a los veintiocho días, anotándose todas las deformaciones que presenten.
Cuando el resultado del ensayo en agua caliente es satisfactorio, se dará por bueno el cemento; en el caso de que el resultado fuese nulo, todavía no se desechará el cemento, esperando el que dé la prueba en frío, que será la definitiva.
Durante la fabricación de las galletas y durante su conservación, las temperaturas del aire y del agua estarán comprendidas entre 15 y 18° centígrados, el ambiente será húmedo y no habrá corriente de aire.
Art. 22. Resistencias:
En mortero 1 por 3, la resistencia a la tracción será superior a diez y siete (17) kilogramos por centímetro cuadrado a los siete (7) días y veinte (20) kilogramos por centímetro cuadrado a los veintiocho (28) días.
A la compresión, el mortero 1 por 3 deberá dar ciento setenta (170) kilogramos por centímetro cuadrado a los siete (7) días y doscientos diez (210) kilogramos por centímetro cuadrado a los veintiocho (28) días.
CEMENTOS PUZOLÁNICOS
Art 23 Definición.
Se llama cemento puzolánico al que se forma al añadir al portland una puzolana
El portland ha de tener las cualidades que para él se determinan en este pliego.
La puzolana tendrá las que se señalan a continuación:
Art. 24. Puzolana.
Se considera como puzolana para los efectos de este pliego a todo producto, natural o artificial, que, mezclado con la cal grasa, forma compuestos hidráulicos. ;
Art. 25. Molido.
El cemento puzolánico tendrá el mismo grado de finura que el portland. i
Art 26 Estabilidad de volumen. ^
La estabilidad de volumen se ajustará a las prescripciones fijadas en este pliego para el portland
Art 27 Resistencias.
No bajarán de las del portland, rebajadas en un veinte (20) por ciento.
Art 28 Inalterabilidad.
Se medirá la cantidad de cal libre que existe en el cemento, la cual deberá disminuir progresivamente de tal modo que, al cabo de un mes, quede menos de un treinta (30) por ciento
CEMENTOS ZUMAYA
•A^rt 29 Definición.
Se llama cemento de Zumaya o simplemente Zumaya, al cemento natural de fraguado rápido obtenido por la calcinación de margas, sin adición de materiales en crudo ni en írío, y que son análogos a los fabricados en la región cementera de Zumaya.
Este cemento, que tomamos como tipo, §6describe así:
Se obtiene por la calcinación de margas, cuya composición es la siguiente:
Sílice, de 17,5 a 23 por 100.
Oxido férrico, de 1,5 a 3 por 100.
Alúmina, de 6,5 a 11 por 100.
Cal, de 33,5 a 37 por 100.
Magnesia, de Oa 1,5 por 100
Estas margas se calcinan con lignitos incorporados al material de origen en una proporción de trescientos (300) a trescientos cincuenta (350) kilogramos por tonelada de cemento producido, siendo la composición del combustible la siguiente:
Análisis inmediato:
Humedad, de 2,30 a 5,50 por 100
Volátiles, de 6,00 a 13,00 por 100.
Cenizas, de 66,00 a 71,00 por 100
Carbono fijo, de 15,00 a 21,00 por 100.
Potencia calorífica, de 1.400 a 1.650 calorías
Análisis elemental:
Carbón fijo, de 15,00 a 21,00 por 100.
Hidrógeno, de 1,00 a 1,50 por 100
Nitrógeno, de 0,00 a 1,00 por 100.
Azufre, de 0,00 a 3,80 por 100
Oxígeno, de 4,50 a 6,00 por 100.
El lignito utilizado como combustible incorpora al cemento sus cenizas puzolánicas de la siguiente composición:
Sílice, 45 a 58 por 100.
Alúmina, 20 a 30 por 100
Oxido férrico, 9 a 13 por 100.
Cal, 5 a 8 por 100
Iklagnesia, Oa 1,75 por 100.

Otros álcalis, Oa 2,00 por 100
Anhídrido sulfúrico, de 5 por 100.
Art 30 Análisis químico.
El cemento de Zumaya no contendrá más del 3,5 por 100 de anhídrido sulfúrico, ni una cantidad de magnesia superior a 1,5 por 100, y la pérdida al fuego no excederá de 10 por 100
Art. 31. Fraguado y variación de volumen.
El fraguado del Zumaya empezará de tres (3) a quince (15) minutos y terminará de cinco (5) a veinticinco (25) minutos. Este cemento se someterá a las mismas pruebas en frío que el portland, para medir la variación de volumen, y no ha de acusar variación en una plazo de siete (7) días
Art 32 Molido.
En el cedazo de trescientas veinticuatro (324) mallas dejará un residuo menor del cuatro (4) por ciento
En el de novecientas (900) mallas, el residuo será menor del diez y siete (17) por ciento.
En el de cuatro mil novecientas (4.900) mallas, el residuo no excederá del treinta y cuatro (34) por ciento.
Art 33 Resistencias.
Las probetas, tanto para la tracción como para la compresión, serán de las dimensiones corrientes utilizadas en el Portland, pero tan sólo con pasta normal, fabricada con cincuenta (50) por ciento de agua.
Las probetas estarán el primer día en el aire y después se sumergirán en agua dulce, sujetándose a las mismas condiciones de temperatura, presión y humedad que para el portland.
Sólo se harán pruebas a los siete (7) y a los veintiocho (28) días.
Resistencias mínimas a la tracción en el aire.
(Pasta pura.)
A los siete días, 8 kilogramos.
A los veintiocho días, 10 ídem.
Resistencias mínimas a la tracción en el agua.
(Pasta pura.)
A los siete días, 6 kilogramos.
A los veintiocho días, 8 ídem *
Resistencias mínimas a la compresión en el aire.
(Pasta pura.)
A los siete días, 35 kilogramos.
A los veintiocho dias, 40 ídem.
Resistencias mínimas a la compresión en el aguu.
(Pasta pura.)
A los siete días, 30 kilogramos.
A los veintiocho días, 35 ídem.
Las condiciones de este pliego tendrán siempre carácter de preceptivas en las obras de carácter oficial, mientras no sean modificadas de un modo explícito y terminante por el pliego de condiciones particulares, que en este caso habrá de ser aprobado con los requisitos siguientes:
1." Que en la Memoria del proyecto se haya justificado deRídamente la necesidad de la excepción que se proponga.
2.° Que sobre ella haya informado el Consejo de Obras públicas.
Todos los ensayos necesarios para comprobar si im cemento determinado satisface o no las condiciones consignadas en este pliego, se realizarán con estricta sujeción a las instrucciones que se expresan al final del mismo
Los ensayos que se indican en los artículos 3.", 5.°, 6.° y los de siete días del artículo 7.» se harán en obra, y su resul-tado será suficiente para rechazar el cemento y también para recibirlo si la fábrica está sometida a la inspección oficial
En casos de disconformidad entre receptor y suministrador se practicarán los ensayos completos por el Laboratorio de la Escuela de Caminos.
Procedimiento para tomar las miiestras.
Las muestras para hacer los ensayos se tomarán de varios barriles o sacos de los que constituyen la partida y se mezclarán todas muy íntimamente, para formar una sola muestra de calidad media, que será la que se ensaye. Además, se recomienda un ensayo independiente de algunas de las muestras parciales.
Al tomar las muestras se procurará no tomar el material eu contacto con las superficies de los envases.
El cemento debe enviarse en envases que le preserven de la hiunedad Pruebas.
Las pruebas preceptivas en obra terminarán antes de transcurrir los veinte días de haberse entregado el cemento, y consistirán estas pruebas en ensayo de cernido, estabilidad del fraguado y resistencia a la tracción a los siete días. Las demás pruebas se efectuarán en el laboratorio oficial, como para el portland.

Los cementos blancos y los de colores crema, rosa, etc., que se emplean por esta cualidad con fines decorativos, no se consideraran como cementos portland y no podrán, por consiguiente, emplearse con este nombre en las obras a que se refiere el presente pliego
Análisis químico.
Sílice y materia insoluble.—Se toman dos gramos del cemento, desecado previamente a 110° centígrados, se coloca en una cápsula de platino, se agrega agua destilada y 20 centímetros cúbicos de ácido clorhídrico puro y se calienta suavemente hasta que el ataque sea completo, lo cual se favorece agitando con una varilla de vidrio de pimta redondeada. Se evapora hasta sequedad en baño de arena, cuidando de que la temperatura no pase de 140° centígrados El residuo de la evaporación a sequedad se retira, se deja enfriar y se añaden 20 centímetros cúbicos de ácido clorhídrico puro diluído en doble o triple volimien de agua destilada y se vuelve a evaporar a sequedad, con las precauciones indicadas Terminada esta segunda evaporación y frío el contenido, se humedece éste con ácido clorhídrico concentrado, y algimos minutos después se agrega agua destilada, se calienta, se deja enfriar, se filtra y lava el precipitado en la cápsula y en el filtro, hasta que unas gotas de agua del lavado, recogidas en una cucharilla de platino y evaporadas a sequedad, no dejen mancha alguna.
El filtro y su contenido se colocan en un crisol de platino tarado, se seca, se calcina en la mufia y se pesa Restando del peso obtenido el de las cenizas del filtro, tendremos el peso correspondiente a la sílice activa o soluble, más el residuo insoluble. La calcinación se repite hasta obtener un peso constante
Calcinado y pesado el residuo insoluble, más la sílice, se hace la separación, tratando el calcinado por 10 centímetros cúbicos de ácido clorhídrico y cuatro gotas de ácido sulfúrico; se evapora hasta sequedad con calor suave, se calcina en el soplete de gas durante dos minutos, se enfría y se pesa; lo que queda en la cápsula es el residuo insoluble, y la diferencia entre el peso obtenido antes y este último es el peso de la sílice activa o soluble.
Se puede determinar también el residuo insoluble tratando un gramo del cemento por un poco de agua y 10 centímetros cúbicos de ácido clorhídrico, hasta que el ataque sea completo; se filtra y lava el filtro, primero en una disolución al 30 por 100 de potasa hirviendo, para disolver la pequeña cantidad de sílice que haya podido agregarse, y después con agua destilada y caliente
Alúmina y óxido férrico.—^El líquido que se obtiene al recoger la sílice, más la materia insoluble, se divide en dos partes iguales: en una de ellas se determina la alúmina y el óxido férrico juntos, y, en la otra, este último; por diferencia se obtiene la alúmina
La operación se lleva paralela y separadamente en ambos líquidos.
Reducidos éstos a unos doscientos centímetros cúbicos, se añaden unas gotas de ácido nítrico, y, muy lentamente, amoníaco concentrado, hasta que la reacción sea básica, y se hierven hasta que se desprenda el exceso de amoníaco.
Los precipitados de hidrato de hierro y alúmina se recogen en los filtros, que se lavan perfectamente. Cuando se desea gran precisión, se divuelven nuevamente con el ácido clorhídrico y se vuelven a precipitar los óxidos, como hemos dicho.
El precipitado de uno de los filtros se deseca, se calcina en un crisol de porcelana en la mufia y se pesan jimtos los . dos óxidos de hierro y de aluminio.
El precipitado contenido en el otro filtro se disuelve en unos centímetros cúbicos de ácido sulfúrico, se añaden cien centímetros cúbicos de agua y 10 gramos de cinc puro y se calienta hasta que la reducción del sulfato férrico sea completa; se filtra sobre lana de vidrio, se lava bien con agua y se dosifica el hierro con una solución de permanganato potásico, valorada de modo que un centímetro cúbico represente menos de cuatro miligramos de óxido férrico.
Cal.—Al líquido procedente de la separación de los hidratos de hierro y alumínico reunidos se le agrega unas gotas de amoniaco, y cuando está hirviendo se trata con 40 centigramos de una solución saturada de oxalato amónico, sin interriunpir la ebullición mientras el precipitado no adquiera la forma granular perfectamente definida, y se le deja reposar hasta que todo él se acumule en el fondo de la cápsula; se filtra, se lava y se calcinan el filtro y el precipitado al soplete de g£is u otro medio, a unos 1.000° centígrados; se enfría en un desecador y se pesa. Conviene repetir la calcinación para comprobar hasta obtener un peso constante También se debe comprobar en el líquido si toda la cal está precipitada, añadiendo unas gotas de oxalato amónico. Magnesia.—El líquido filtrado, al separar la cal, se concentra en baño de maría hasta formar un voliunen de 200 centímetros cúbicos, y se añaden 20 centímetros cúbicos de amoníaco y 15 de una solución saturada de fosfato amónico \ y se agita con una varilla de vidrio hasta que aparezca el j precipitado. Se deja reposar unas doce horas y se filtra, lavando el precipitado; se seca, se calcina al soplete, se enfría y se pesa el pírofosfato magnésico, cuyo peso, multiplicado por 0,3663, nos da la magnesia.
Potasa y sosa.—No se hará la determinación cuantitativa de estas bases, a no ser que la suma de los demás elementos difieran mucho de ciento En este caso, se determinaría por el procedimiento Lawrence, con o sin la adición de carbonato calcico y de cloruro amónico.
Anhídrido sulfúrico.—Se aprovecha para su determinación uno de los líquidos que se obtuvieron al precipitar los hidratos de hierro y de aluminio, que no se han utilizado Este líquido se hierve, se afiaden lentamente 10 centímetros cúbicos de una solución saturada de cloruro bárico, se continúa la ebullición hasta la precipitación completa del sulfato bárico, se lava, se calcina en la mufia y se pesa El peso del sulfato bárico, multiplicado por 0,3433, nos da el anhídrido sulfúrico. .
Azufre total.—Se toma un gramo de cemento desecado y se funde con carbonato sódico y nitrato potásico en un crisol de platino, procurando que los productos de la combustión del gas, caso de emplearse éste, no se incorporen a la masa fundida, para lo cual es muy conveniente colocar el crisol sobre un agujero hecho en el cartón de amianto. Conseguida la fusión, se enfría el crisol rápidamente en agua fría y se vierte su contenido en una cápsula de porcelana, añadiendo agua hirviendo; se acidula con ácido clorhídrico y se separa la sílice y materia insoluble, como ya se ha dicho El líquido filtrado se trata por unos 20 centímetros cúbicos de cloruro bárico, se hierve y se recoge el azufre al estado de sulfato bárico. Este peso, multiplicado por 0,1373, nos da el azufre total
Pérdida al fuego.—Se toma medio gramo de cemento o de cal; se coloca en un crisol de platino; se calcina en el soplete de gas durante quince minutos; se pesa, se vuelve a calcinar durante cinco minutos y se pesa de nuevo; la diferencia entre este último peso y el tomado es la pérdida al fuego. Es muy conveniente que la llama del soplete esté inclinada con relación al crisol y que éste se coloque sobre un agujero hecho en un cartón de amianto
Finura de molido.—Para determinar la finura del molido de los cementos se emplean los tres cedazos siguientes:
1 Con 324mallas por centímetro cuadrado y formado con hilos de 0,20 milímetros, que corresponde, aproximadamente, a la tela metálica del número 50
2. Con 50 mallas por centímetros cuadrado y formado con hilos de 0,15 milímetros, que corresponde a la tela metálica del número 80, aproximadamente.
3 Con 4.900 mallas por centímetro cuadrado 'y formado con hilos de 0,05 milímetros, que corresponde, aproximadamente, a la tela metálica del número 190
Para hacer el ensayo se colocan 100gramos de cemento desecado sobre el cedazo de 324 mallas, debajo del cual están los otros dos en el orden antes citado; se tapa el primero y se toma con la mano izquierda la caja que contiene los tres cedazos, procurando que su posición sea algo inclinada; se le da un movimiento de vaivén al mismo tiempo que se golpean los costados con la otra mano, a razón de 200 sacudidas por minuto; la operación se considera terminada cuando la diferencia entre dos pesadas consecutivas de los residuos correspondientes a cada cedazo es inferior a 0,1 por 100
Densidad real.—Como esta propiedad de la materia tiene un carácter absoluto, no hay razón alguna para preferir un procedimiento a otro, con tal que la primera cifra decimal del resultado sea exacta y la segunda se obtenga con im error menor de dos imidades.
En el Laboratorio Central se emplea el volumenómetro "Schumaim", operando con 40 gramos del producto que se ensaya y con bencina pura.
Fragu^ado.—La duración del fraguado de los cementos y de las cales hidráulicas se refiere a la pasta normal de estos productos, definida por su consistencia, con arreglo a ciertas reglas y convenios previamente establecidos.
Para determinar la cantidad de agua correspondiente a la pasta normal, se toma un kilogramo de aglomerante, se le extiende sobre una mesa de mármol o pizarra, formando una corona, dentro de la cual se vierte de una vez toda el agua que se juzga necesaria; se amasa durante cinco minutos, y, con parte de la pasta obtenida, se llena un molde de forma tronco-cónica, con cuatro centímetros de altura, y cuyas bases tienen ocho y nueve centímetros, respectivamente; la inferior, que es la menor, se coloca sobre una placa de cristal perfectamente limpia; después de lleno el molde con un exceso de pasta, se enrasa la base superior del tronco o cono así formado, con un cuchillo, que se hace deslizar sobre los bordes de aquél
Inmediatamente se hace penetrar en la probeta, normalmene a su base superior, con lentitud y con mucho cuidado, una sonda cilindrica de im centímetro de diámetro y cargada con 00 gramos; la sonda ha de estar pulimentada, ha de terminar por una sección plana y normal a su eje y ha de limpiarse con todo esmero antes de operar con ella.
Cuando el espesor de pasta que queda entre el extremo de la sonda y la base inferior de la probeta, en el momento de5
detenerse aquélla, es de seis milímetros, la pasta tiene su consistencia normal; cuando es mayor o menor, se repite la operación aumentando o disminuyendo la cantidad de agua tantas veces cuantas sean necesarias para conseguir una pasta en la que penetre la sonda 34 milímetros
El principio y fin del fraguado se determinan con la aguja de "Vicat", aparato constituido por una sonda cilindrica de metal pulimentado, limpia y seca y terminada por una sección recta y lisa de un milímetro cuadrado de superficie (1,12 milímetros de diámetro), cargada con un peso de 300 gramos.
El ensayo se hace con una probeta de pasta normal, preparada con el molde tronco-cónico antes descrito, smnergiendo éste con aquélla en agua dulce tan pronto como se ha enrasado su base superior.
A intervalos iguales de tiempo, cuya duración depende de la clase de producto que se ensaya, se saca del agua el molde con la probeta que contiene, se colocan debajo de la aguja "Vicat", se anota lo que penetra la sonda en aquélla cuando se la permite descender con mucha suavidad para que no adquiera velocidad, y se sumergen de nuevo en agua dulce el molde con la probeta. Se dice que empieza el fraguado cuando la sonda no atraviesa por completo la probeta, y que termina cuando la huella que produce en la base superior de la misma es inferior a un milímetro. El molde, con la probeta, estarán fuera del agua el tiempo estrictamente necesario para hacer los ensayos.
Los tiempos que transcurren hasta el principio y el fin del fraguado se cuentan desde el instante en que empieza el amasado de la pasta.

Tanto la temperatura del local como la del agua con que se fabrica la pasta y la que sirve para conservarla, estarán comprendidas entre los 15 y los 18° centígrados.
Se entenderá por agua dulce la que, siendo perfectamente clara y transparente, tiene un grado hidrométrico inferior a L en la escala de Boutron y Boudet.
Estabilidad de volumen.—IMS ensayos para comprobar la estabilidad de volumen de los cementos y de las cales hidráulicas se hacen de la manera siguiente:
Con la pasta normal de uno o de otro producto se forman sobre placas de cristal perfectamente limpias tres galletas de unos 10 centímetros de diámetro con 15milímetros de espesor en el centro y nulo en los bordes.
Una de las galletas se conserva en aire húmedo; otra, a las veinticuatro horas, se sumerge en agua dulce, y la tercera se somete a la acción del agua caliente, cuya temperatura se eleva hasta 100° centígrados durante media hora, y se mantiene después en este calor durante dos horas y media.
Las dos primeras galletas se observan a los siete y a los veintiocho días, anotándose todas las deformaciones que presentan
Cuando el resultado del ensayo en agua caliente es satisfactorio, se dará por bueno el cemento; en el caso de que el resultado fuese malo, todavía no se desechará el cemento, esperando el que dé la prueba en frío, que será la definitiva.
Durante la fabricación de las galletas y durante su conservación, las temperaturas del aire y del agua estarán comprendidas entre 15 y 18° centígrados, el ambiente será húmedo y no habrá corrientes de aire.
Resistencias por tracción.—Las probetas con las que se hace este ensayo se fabrican con mortero compuesto de una parte de cemento y tres de arena de Leucate, seca, y constituida por los granos que pasen de un cedazo con mallas de milímetro y medio, y son retenidos por otro con mallas de un milímetro.
La cantidad de agua con que se amasan estos morteros se determina con la fórmula siguiente:
C 1 P -I- 45.
C es la cantidad de agua, expresada en gramos, con que se ha de amasar un kilogramo de aglomerante y de arena.
P es el peso, expresado en gramos, del agua que exige un kilogramo de cemento para formar la pasta de consistencia normal tal como se ha definido anteriormente.
Para fabricar las probetas se mezcla en seco el cemento con la arena, todo lo más intimamente posible; se forma con la mezcla una corona, en cuyo centro se vierte de una vez toda el agua necesaria, y se amasa con una espátula durante cinco minutos; esta operación se hace sobre una tabla de mármol'o de pizarra dura
La pasta asi obtenida se coloca en los moldes, donde se apisona con una maza de madera hasta que refiuya el agua.
A las veinticuatro horas se desmolda y se sumergen las probetas en agua dulce
El ensayo de resistencia por tracción se hace con el aparato "Michaelis", adoptándose como resultado la media de las cargas de rotura de las cuatro mayores.
Resistencias por compresión.—Se determinan con probetas de forma cúbica de siete centímetros de arista, hechas con mortero compuesto de una parte de cemento y tres de arena de Leucate, en peso; esta última, con las mismas condiciones que la que se emplea en las probetas para los ensayos por tracción.

Para determinar la cantidad de agua con que hay que amasar estos morteros, se procede de la manera siguiente:
Se mezclan en seco, durante un minuto, 400 gramos de cemento o de cal con 1.200 de arena; se añade agua; se amasa a mano durante otro minuto; el mortero así obtenido se coloca en la cubeta de la amasadora mecánica "Steinbruck", donde se vuelve a amasar durante el tiempo que ésta tarda en dar veinte vueltas. La cantidad de agua con que se amasa el primer mortero suele ser el 8 por 100 de la suma de los pesos de aglomerante y de arena.
Con 850 gramos del mortero así preparado se llena un molde de forma prismática, compuesto de dos partes: la inferior, que es interiormente im cubo de 70,7 milímetros de arista, y la superior, que es otro de 70 milímetros de arista; ésta tiene, además, dos orificios en la parte inferior de una de sus caras. Todo ello se coloca en el martinete "Bohme Martens", con el que se dan 150 golpes. La cantidad de agua con que se ha amasado es la debida cuando entre los golpes números 90 y 110 sale el mortero por los orificios del cubo superior del molde. Cuando esto no sucede, se repite el ensayo, aumentando o disminuyendo la dosis de agua, según el resultado antes obtenido.
En la forma antes explicada se preparan los cubos de 70 milímetros para los ensayos por compresión, con la única diferencia de que la parte superior del molde no ha de tener orificio alguno; después de comprimido cada cubo con 150 golpes en el martinete "Bohme", se retira la parte superior del molde, se enrasa a la altura debida la cara superior de la probeta, se retira con el molde, se conserva en un local húmedo, se desmolda a las veinte horas, y a las veinticuatro se simierge el cubo de mortero en agua dulce, donde permanece hasta el momento en que debe romperse.
La temperatura del agua para el amasado y para la conservación de las probetas que se han de romper por tracción y por compresión, así como la del ambiente donde aquéllas se preparan, estará comprendida entre 15 y 18° centígrados.
Para los ensayos de puzolanas, habrá que atenerse a lo siguiente:
1.° Se hará im completo reconocimiento, se estudiará el yacimiento desde el punto de vista geológico y se tomarán las muestras que han de someterse a los ensayos que a continuación se indican.
2.° Las muestran que se tomen para los ensayos se secarán a la temperatura de 90°, para que pierdan el agua hidrométrica sin perder nada del agua combinada.
3.° Después de secas, se pulverizarán, de modo que pasen más del 88 por 100 por el tamiz de 4.900 mallas.
4.° Con el polvo así obtenido se formará una mezcla normal de prueba, incorporando íntimamente tres partes en peso de puzolana y una parte en peso de cal grasa completamente apagada. La cal grasa que se emplee para este ensayo ha «íe tener, por lo menos, un 95 por 100 de óxido de calcio, y se apagará con el agua estrictamente necesaria para dejarla completamente apagada Se conocerá este apagamiento por no
producirse elevación de temperatura al smnergir en el agua el hidrato de calcio.
5.° La mezcla normal de prueba se amasará con agua dulce, cuya temperatura sea de 12 a 20°, empleando la cantidad de agua necesaria para obtener una pasta de consistencia plástica normal, tal como se define en el pliego de condiciones para el portland. La pasta así obtenida se echará en un molde, de modo que forme una capa que tenga un espesor uniforme de 5 centímetros, y se someterá a la prueba de fraguado Para esto se empleará aguja de "Vicat" de 1,66 milímetros de diámetro, con un peso de un kilogramo, dejándola caer desde una altura de 30 milímetros Después de estar la probeta siete días en una atmósfera húmeda y a la temperatura de 12 a 20°, la aguja de "Vicat" no deberá penetrar más de 7 milímetros.
6.° Con la mezcla normal de prueba amasada en la forma indicada en el número antetior, se harán probetas iguales a las empleadas para las pruebas de resistencia del cemento Estas probetas se conservarán durante siete días en una atmósfera de 65° de humedad, a la temperatura ya indicada, y al cabo de este tiempo se siunergirán en agua dulce. A los veintiocho días después de fabricadas deberán tener una resistencia media a la tracción que no baje de 4 kilogramos por centímetro cuadrado
7.° La puzolana se analizará químicamente. Sus componentes satisfarán las siguientes condiciones límites: i
Sílice total, más del 45 por 100. \
Agua combinada, más del 5 por 100 i
Acido sulfúrico, menos del 1 por 100.
Alúmina, 14 al 22 por 100.
Magnesia, menos del 10 por 100.
Cal, menos del 12 por 100
Las cantidades de sílice, agua combinada y ácido sulfúrico se sujetarán a los datos que preceden. En lo que se refiere a la alúmina, la cal y la magnesia, no se podrán tomar los datos anteriores como decisivos para admitir o rechazar una puzolana
Análisis quimico para los cementos de escorias.—Como hay que determinar MnO y SCa, además de todos los componentes que se determinan en el cemento portland, proponemos la siguiente marcha analítica.
La sílice se determina por el procedimiento empleado corrientemente para otros cementos
El método seguido para la determinación de Oj se modifica con objeto de determinar el MnO, para lo cual se toma una cantidad de solución equivalente a medio gramo de cemento, se neutraliza en frío con solución de CO^Naj, se añaden 15 c c de solución de acetato amónico al 10 por 100, se diluye con agua hasta 400 c. c, se hierve alrededor de un minuto, se retira de la llama y se deja depositar el precipitado; en cuanto la solución está clara, se filtra y lava con agua caliente, a la que se ha añadido un poco de acetato amónico El precipitado se disuelve en clorhídrico y se vuelve a precipitar con amoníaco y cloruro amónico, según el procedimiento corriente para determinar Rj 0¡.
El filtrado se evapora, hasta reducir su volumen a unos 400 c. c, se añade agua de bromo hasta coloración parda y después amoníaco en exceso, se hierve hasta que el precipitado se separa en copos, se filtra y se calcina al estado de Mn^Oi, se pesa, y, multiplicando el peso obtenido por 0,03, tendremos el peso de Mn O.
En el filtrado anterior se determina la cal por el procedimiento corriente El SO3 se obtiene por el procedimiento corriente.
Para obtener el azufre que hay en forma S Ca, se trata un gramo de cemento con una solución formada de 50 c. c. de agua de bromo; se le deja un día en reposo, se le añaden 10 c. c. de CIH concentrado, se hierve hasta disolución del cemento y expulsión del bromo, se filtra y precipita por el procedimiento corriente de CI2 Ba. Del peso del precipitado se resta el encontrado para el precipitado procedente del SO3 , y, multiplicando la diferencia por 0,1374, tenemos el peso de S. Calculado el azufre, se transforma en S Ca, y el peso de Ca que entra en la formación del sulfato de cal debe descontarse de la cal total obtenida para haber exactamente la CaO que tiene cemento y
Recipientes de vapor.
Artículo 51. Toda instalación de aparatos o recipientes que han de recibir vapor a presión de un generador, deberá ser debidamente autorizada, para lo cual se solicitará del Gobiernador civil de la provincia el oportuno permiso de funcionamiento y cuya solicitud deberá ir acompañada del una Memoria descriptiva, planos y cuantos documentos permiten a la Jefatura Industrial juzgar y comprobar si cumple todo lo dispuesto en este Reglamento.
En la solicitud y documentación para pedir permiso de instalación y funcionamiento de los recipientes de vapor, se hará constar:
Primero. Nombre y domicilio del usuario.
Segundo. Descripción del aparato con planos y secciones en número suficiente para determinar el sistema y dimensiones características del mismo
Tercero. Timbre del mismo, o sea presión máxima de trabajo.
Cuarto. Aparatos auxiliares y de seguridad de que consta.
Quinto Nombre del constructor y del vendedor, cuando éste no es el fabricante
Sexto. Objeto del mismo e industria o fabricación en que se utiliza
Séptimo Sitio de su emplazamiento Registradas las instancias en el Gobierno Civil, se pasarán a la Jefatura Industrial para su tramitación.
Artículo 52. Los recipientes de vapor fijas se considerarán, para fijar las condiciones a que deben someterse para su emplazamiento, como generadores de la tercera categoría, siempre que normalmente no contengan agua al estado líquido y estén provistos de aparatos de purga que funcionen de una manera eficaz evacuando el agua condensada a medida que se forma. Si esto no es así, se les aplicará la fórmula V (t-100) indicada en el artículo quinto para calcular su cifra característica y fijar la categoría a que pertenecen, que serán las mismas que para los generadores de vapor, lo mismo que las condiciones de emplazamiento.
Artículo 53. Todo recipiente cuyo timbre sea inferior al de la caldera o grupo de generadores de que depende o se alimenta, debe estar garantizado para los excesos de presión por una válvula de seguridad por lo menos, si su capacidad es inferior a un metro cúbico, y por dos cuando sea igual o mayor. Estas válvulas deberán abrirse a la presión del timbre del recipiente y cumplir todo lo preceptuado en el articulo octavo, para las de los generadores.
Nunca podrán considerarse los expansionadores de vapor como válvulas de seguridad.
Las válvulas de seguridad podrán colocarse en la parte alta del recipiente o en el conducto de alimentación de vapor del mismo, pero junto a éste, y después de la llave que lo aisle del resto de la instalación.
Artículo 54. Todo recipiente de vapor destinado a aprovechar el calor de éste tendrá un aparato de purga para expulsar las aguas de condensación
Ningún purgador automático podrá considerarse como válvula de seguridad
Artículo 55. Todo recipiente de vapor debe llevar en sitio visible un manómetro y un tubo con brida para poder fijar el manómetro tipo durante el prensado, en condiciones análogas a las fijadas en los artículos 9 y 10 para los generadores de vapor.
Véase la primera parte de este Reglamento en nuestro aumero úlUmo, marzo de 1930, página 139.

Artículo 56. Los recipientes de vapor que lleven cubiertas o tapas movibles deben estar provistos de un dispositivo o llave que permita establecer antes de la abertura de la tapa o cubierta una comunicación directa con la atmósfera, para que no haya ninguna presión en el interior ai abrir el recipiente.
Si la cubierta o tapa se sujeta con tornillos de charnela, deben llevar dispositivos, para que no puedan resbalar hacia el exterior las tuercas que los aprietan.
Artículo 57. Los recipientes de vapor llevarán, como los generadores, su placa de timbre y la del constructor, análogamente a lo dispuesto en los artículos 26 y 28.
Artículo 58. Cuando los reconocimientos prensado y punzonado de los recipientes de vapor no puedan hacerse en el taller del constructor por las razones que se señalan en íl párrafo segundo del artículo segundo, hay que hacerlos °n el lugar del emplazamiento, estarán los aparatos con toda su superficie al descubierto, esto es, sin camisas o envolturas calorífugas o de cualquier otra clase.
Artículo 59 Para el reconocimiento, prensado y punzonado de los recipientes de vapor nuevos, se reconocerá y comprobará si el recipientes cumple todo lo dispuesto en los artículos 51 al 57 Inclusives, y se someterá a una presión hidráulica en condiciones iguales que los generadores de vapor según disponen los artículos 20 al 25 y 27.
Artículo 60 Todo recipiente que haya sufrido una reparación, cambios o modificaciones que afecten a su resistencia y condiciones de seguridad, debe, para volver a funcionar, ser nuevamente reconocido o prensado.
Para juzgar si éste está en este caso, todo industrial o propietario de un recipiente de vapor comunicará, bajo su responsabilidad, las reparaciones, cambios o modificaciones, cualesquiera que sea su importancia, que van a hacerse en sus aparatos a la Jefatura Industrial, la cual decidirá si debe hacerse o no la prueba de presión.
Artículo 61. Todo recipiente de vapor usado que se instale en otro lugar, se traslade de emplazamiento o, continuando en el mismo sitio, es alimentado con un generador de mayor timbre que el suyo, será reconocido y timbrado de nuevo.
Artículo 62 Todo recipiente de vapor volver a reconocerse y reprensarse oficialmente cada diez años
Artículo 63. Para el reconocimiento de los recipientes, a que se refieren los artículos 60 y 61, esto es, a los reparados o usados que se instalen nuevamente, deberán estar los aparatos desprovistos de envolturas o camisas calorífugas, etc., que dificulten el examen de su superficie durante el prensado. La presión de prueba será la misma que para los recipientes nuevos, esto es, según dispone el artículo 21 para los generadores nuevos.
Artículo 64. Para los reconocimientos y reprensados periódicos, las presiones de prueba serán iguales a lo que dispone el artículo 36 para los timbrados periódicos de los generadores de vapor.
Aparatos industriales.
Artículo 65. Para la instalación y funcionamiento de todos los aparatos industriales, en cuyo interior se producen gases o vapores por la acción del calor o de reacciones químicas y que desarrollan presión, y los en que se comprimen líquidos, se solicitará el oportuno permiso en el Gobierno Civil de la provincia donde haya de funcionar, y cuya solicitud irá acompañada de una Memoria descriptiva, planos y cuantos documentos permitan a la Jefatura Industrial co-
rrespondíente juzgar si cumple todo lo preceptuado con este Reglamento. En esta solicitud y documentación se consignará:
Primero. Nombres y domicilio del usuario.
Segimdo. Clase y tipo del aparato.
Tercero Capacidad y presión máxima de trabajo o timbre
Cuarto. Industria y proceso de fabricación de que forma ?arte
Quinto Nombre del constructor y del vendedor Sexto. Sitio de su emplazamiento.
Séptimo. Planos dei aparato y de su instalación. Registradas en el Gobierno Civil las instancias, se trasladarán a la Jefatura Industrial para su tramitación.
Artículo 66 Los aparatos industriales en cuyo interior se desarrolla presión se considerarán como generadores de vapor, y, por lo tanto, se les aplicará todos los artículos de este Reglamento referentes:
a) A su clasificación en categorías para fijar las condiciones de su instalación
b) A los aparatos de seguridad que han de poseer, tanto los generadores como los recipientes de vapor; y
c) Al número y forma de los reconocimientos y pruebas a que han de someterse, tanto nuevos como usados.
Artículo 67. Cuando un aparato industrial en cuyo interior se desarrolla presión, lleva, por razón de la naturaleza de los productos que ha de contener, revestimiento interior de esmalte, o material silíceo, o forro de plomo, etc., deberá probarse completo, esto es, con el revestimiento interior, o sea en las condiciones de trabajo.
Recipientes para el transporte, almacenado y producción de gases licuados, gases a presión y gases disueltos a presión.
Gases licuados.
Artículo 68 Los gases licuados: anhídrido carbónico, gas de aceite, protóxido de nitrógeno u óxido nitroso (NjO), etano, amoniaco, oxicloruro de carbono o gas fosgeno (CIjOC), cloro exento de humedad, anhídrido sulfuroso, tetróxido de nitrógeno o peróxido de nitrógeno (N204), cloruro de metilo, cloruro de etilo, éter metílico, metilamina, etilamina, ácido cianhídrico, se transportarán en recipientes botellones o frascos metálicos de hierro forjado, acero, o de cualquier otro material o forma que autorice el Ministerio de Economia Nacional, previo informe del Consejo Industrial. El gas fosgeno puede serlo en recipientes de cobre

Articulo 69. Estos recipientes deben ser sometidos, antes de ser utilizados, a los reconocimientos y prueba de presión en frío, que luego se indican, los cuales se solicitarán del señor Gobernador de la provincia para su debida autorización
Registradas las instancias en el Gobierno Civil, se pasarán a la Jefatura Industrial para su tramitación
Artículo 70 Los recipientes de gases licuados sólo podrán contener las siguientes cargas máximas: j
a) Para el anhídrido carbónico, un kilogramo de líquido l por un litro treinta y cuatro centilitros (1,34 L.) de capaci-• dad del recipiente. ;
b) Para el gas de aceite, un kilogramo de líquido por dos litros cincuenta centilitros (2,50 L.) de capacidad del recipiente.
c) Para el etano, un kilogramo de líquido por tres litros treinta centilitros (3,30 L.) de capacidad del recipiente.
d) Para el protóxido de nitrógeno, un kilogramo de líquido por un litro y treinta y cuatro centilitros (1,34 L.) de capacidad del recipiente.
e) Para el amoníaco, un kilogramo de líquido por dos litros (2 L.) de capacidad del recipiente.
f) Para el anhídrido sulfuroso, un kilogramo de líquido por ochenta y cinco centilitros (0,85 L) de capacidad del recipiente.
g) Para el oxicloruro de carbono, un kilogramo de líquido por ochenta centilitros (0,80 L.) de capacidad del recipiente.
h) Para el cloruro de metilo, un kilogramo de líquido
por un litro veinticinco centilitros (1,25 L.) de capacidad del recipiente.
i) Para el cloruro de etilo, un kilogramo de líquido por un litro veinticinco centilitros (1,25 L.) de capacidad del recipiente.
j) Para el éter metílico, un kilogramo de líquido por un litro sesenta y cinco centilitros (1,65 L.) de capacidad del recipiente
k) Para la metilamina, un kilogramo de liquido por un litro setenta centilitros (1,70 L.) de capacidad del recipiente
1) Para la etilamina, un kilogramo de líquido por un litro setenta centilitros (1,70 L.) de capacidad del recipiente.
m) Para el ácido cianhídrico, un kilogramo de líquido por un litro ochenta y cuatro centilitros (1,84 L.) de capacidad der recipiente.
A este efecto, todos los recipientes deberán llevar fuertemente grabado o escrito, de un modo indeleble, el peso del recipiente vacío (incluso el peso de la válvula y de su cubierta, a que se refiere el articulo 71)
También deben llevar grabado o escrito, indeleblemente, el peso de la carga máxima en kilogramos que debe contener dado su volumen, de acuerdo con lo anterior.
Estos datos deberán ser comprobados al hacer el reconocimiento y prueba de presión.
Articulo 71 Los recipientes por gases licuados deben de llevar válvulas que cierren perfectamente, que estarán protegidas por cubiertas o caperuzas del mismo metal que el recipiente y fijadas a él por rosca; estas caperuzas llevarán el mismo número, grabado indeleblemente, que el recipiente a que pertenecen, para que no se cambien. Asimismo, deben tener los recipientes aletas o cualquier otra guarnición que impida puedan rodar cuando estén echados. :
Artículo 72. Los recipientes para gases licuados deberán llevar grabados, de un modo indeleble y en sitio visible, el nombre del gas para que están destinados, seguido de la palabra "líquido"; así, por ejemplo, "amoníaco líquido"; el nombre y domicilio del constructor, número y fecha de fabricación Los recipientes para el ácido cianhídrico deberán llevar, además de la inscripción, "peligro de muerte si se abre o derrama"
Articulo 73 Las presiones a que deben ensayarse los recipientes para gases licuados serán:
a) Para el anhídrido carbónico, gas de aceite y protóxido de nitrógeno, doscientos cincuenta (250) kilogramos por centímetro cuadrado.
b) Para el etano, ciento cuarenta (140) kilogramos por centímetro cuadrado
c) Para el tetróxido de nitrógeno, cincuenta (50) kilogramos por centímetro cuadrado
d) Para el amoníaco, treinta y cinco (35) kilogramos por centímetro cuadrado.
e) Para el cloro y oxicloruro de carbono, treinta (30) kilogramos por centímetro cuadrado.
f) Para el anhídrido sulfuroso, veinte (20) kilogramos por centímetro cuadrado.
g) Para el cloruro de metilo, cloruro de etilo éter metílico, metilamina y etilamina, diez (10) kilogramos por centímetro cuadrado
h) Para el ácido cianhídrico, cinco (5) kilogramos por centímetro cuadrado.
Artículo 74. La prueba de presión deberá repetirse: Cada dos años, para los recipientes destinados al transporte de cloro, tetracloruro de carbono, anhídrido sulfuroso, oxicloruro de carbono, cloruro de metilo, cloruro de etilo y ácido cianhídrico. Para los otros gases licuados que se indican en el artículo 68, se reprensarán cada cinco años
A este efecto, el ingeniero encargado del reconocimiento y prueba de presión punzonará o marcará, de un modo indeleble y en sitio visible, la fecha del ensayo, la presión a que se ha sometido y el sello oficial.
Ga*s comprintídos.
Articulo 75 Todos los recipientes que contengan gases comprimidos deben someterse, antes de ser utilizados, a los reconocimientos y pruebas de prensado que se indican. A
este efecto se solicitará del señor Gobernador de la provincia el correspondiente permiso, que concederá la oportuna autorización, previo informe de la Jefatura Industrial, que los sellará y punzonará.
Articulo 76. Los recipientes para el transporte de gases comprimidos serán botellones, frascos o depósitos de hierro forjado, acero muy dulce o cualquier otra materia, forma o condición debidamente autorizada por el Ministerio de Economía Nacional, previo informe del Consejo Industrial.
Artículo 77. Los recipientes para gases comprimidos deben llevar válvulas que cierren perfectamente y tener éstas protegidas por caperuzas o cubiertas del mismo metal que el recipiente y fijas a él por rosca; estas caperuzas llevarán grabado indeleblemente el mismo número que el recipiente a que pertenecen para evitar cambios. Asimismo deben poseer los recipientes aletas o cualquiera otra guarnición que les impida rodar cuando están echados.
Artículo 78 Las presiones máximas a que pueden cargarse los recipientes de gases comprimidos a la temperatura de quince grados, serán:
a) Para el anhídrido carbónico gaseoso, veinte kilogramos (20 Kg.) por centímetro cuadrado.
b) Para el gas de aceite, ciento veinticinco kilogramos (125 Kg.) por centímetro cuadrado.
c) Para el hidrógeno, metano, gas natural, gas del alumbrado, oxígeno, nitrógeno, aire y gases raros (argón, neón, helio, xenón y criptón), doscientos kilogramos (200 Kg.) por centímetro cuadrado
Los gases no combustibles de este apartado c): oxígeno, nitrógeno y aire, podrán transportarse a presiones superiores a doscientos kilogramos por centímetro cuadrado por autorización expresa del Ministerio de Economía Nacionalprevio informe del Consejo Industrial sobre las condiciones de los correspondientes envases.
Artículo 79. Los recipientes para el transporte del anhídrido carbónico gaseoso a presión se probarán a una presión de sesenta kilogramos por centímetro cuadrado.
Artículo 80. Los recipientes para gases comprimidos, otros que el anhídrido carbónico a que se refiere el artículo anterior, se probarán a una presión vez y media la máxima a que pueden cargar los recipientes, según indica el artículo 78, esto es: P = (T -I- 0,5 T) Kg., siendo T los valores señala-, dos para la presión máxima
Artículo 81. Los recipientes para gases comprimidos sej someterán periódicamente a la prueba de presión hidráulica • en frío: ;
a) Los recipientes para anhídrido carbónico gaseoso cadaí cinco años.
b) Los recipientes para los demás gases comprimidos cada tres años.
A estos efectos, el Ingeniero encargado del reconocimiento y prueba de presión los punzonará de un modo indeleble y en sitio visible, indicando la fecha del ensayo y el sello oficial.
Artículo 82 Los recipientes para gases comprimidos deberán llevar grabados de un modo indeleble, además del nombre del constructor, fecha y número de fabricación, la inscripción "Gas comprimido", seguida del nombre del gas para que se utiliza y la presión máxima a que puede cargarse; así: "Oxígeno", 200 Kg. por centímetro cuadrado.
Gases disueltos a presión.
Artículo 83. Bl acetileno comprimido sólo se transportará disuelto en acetona, absorbida ésta por materias porosas, y en recipientes metálicos de hierro forjado o acero muy dulce, con exclusión absoluta de cobres o cualquier aleación en que entre este metal en proporción mayor del 30 por 100 en las partes en que van a estar en contacto con el acetileno disuelto. Estos recipientes llevarán cubre válvulas y aletas, como se dice para los de los gases licuados a presión.
Artículo 84. Los recipientes para el transporte de acetileno disuelto en acetona estarán llenos por completo de la materia porosa que ha de absorberla, repartida por igual, de modo que no pueda producirse en ella niíjguna cavidad bajo la influencia de una temperatura de 50 grados centígra-
dos o de choques durante el transporte. Esta materia porosa no debe ejercer ni sufrir ninguna acción química sobre el disolvente (acetona), ni sobre el metal de que está hecho el recipiente.
Artículo 85. La cantidad de disolvente (acetona) contenido en los recipientes para el transporte de acetileno disuelto a presión deberá ser tal, que el aumento de volumen que sufre absorbiendo el acetileno a la presión de carga pueda efectuarse libremente, y que si la temperatura llega a 50 grados centígrados, la tensión que se desarrolla no exceda de los dos tercios de la presión de prueba que luego se indica.

Artículo 86. La presión máxima a que podrán cargarse los recipientes para el transporte de acetileno disuelto a presión será de quince kilogramos (15 Kg.) por centímetro cuadrado, a la temperatura de 15 grados centígrados.
Artículo 87. Los recipientes nuevos destinados a transporte el acetileno disuelto a presión en acetona se someterán a una presión hidráulica en frío, antes de ser llenados de la materia porosa y el disolvente, de sesenta kilogramos (60 Kg.) por centímetro cuadrado. Después de llenos de materia porosa y disolvente, se comprobará lo que fijan los artículos 84 y 85
Artículo 88. Los recipientes para el transporte de acetileno disuelto a presión en acetona se reconocerán y se probarán cada cinco años. La prueba de la presión en los reconocimientos periódicos podrá ser, en vez de presión hidráulica, por medio de nitrógeno comprimido y manteniendo el recipiente sumergido en agua para comprobar que es absolutamente estanco bajo la prueba de presión. A este efecto, se punzonarán y marcarán, en sitio visible y en forma indeleble, la fecha de ensayo y el sello oficial
Artículo 89. Los recipientes para acetileno disuelto a presión en acetona llevarán grabado, además del nombre del constructor, fecha y número de fabricación, una inscripción, que dirá: "Acetileno disuelto a presión".
Artículo 90 El amoníaco disuelto en agua, en concentraciones superiores al 25 por 100, se considerará como gas disuelto a presión y tendrá que ser transportado en recipientes metálicos, de hierro o acero, con exclusión del cobre y sus aleaciones Estos recipientes deben llevar cubre válvulas y aletas, como los empleados para gases licuados y comprimidos.
Artículo 91. El amoníaco disuelto a presión en agua no podrá ser transportado en soluciones de concentración superior al 50 por 100 de'riqueza en amoníaco
Artículo 92. Los recipientes destinados a transportar amoníaco disuelto en agua a presión se someterán, para probarlos, a una presión hidráulica en frío de doce kilogramos (12 Kg.) por centímetro cuadrado
Artículo 93 Las pruebas de presión de los recipientes para amoníaco disuelto en agua a presión se repetirán cada cinco años. A estos efectos, se punzonarán y marcarán los recipientes, en sitio visible y de modo indeleble, con la fecha del ensayo y el sello oficial
Artículo 94. Los recipientes para amoníaco disuelto en agua o presión llevará grabado, además del nombre del constructor, fecha y número de fabricación, una inscripción que diga: "Amoníaco disuelto a presión"
Artículo 95 Todos los recipientes para el transporte de gases disueltos a presión (acetileno, amoníaco, etc.), no podrán ser utilizados sin el permiso del Gobierno civil, del que se solicitará la oportuna autorización. Las instancias, una vez registradas, pasarán a la Jefatura para su informe, reconocimiento y ensayo de los recipientes.
Reconocimiento y prueba de los recipientes para gases licuados, comprimidos y disueltos a presión.
Artículo 96. El reconocimiento y prueba de los recipientes para gases licuados y gases a presión se efectuará en el taller del constructor o del importador para la primera prueba. Los retimbrados se harán en el domicilio del fabricante del gas y a costa del propietario del recipiente. Los llenadores de gas en los recipientes serán responsables si llenan los botellones o frascos no timbrados debidamente o con gas distinto del que reza en su inscripción
Artículo 97. Las pruebas de prensado de los recipientes para gases licuados y gases comprimidos se efectuarán con prensas hidráulicas especiales, de doble pistón, con válvula de seguridad para íegular la presión máxima a obtener, un purgador para hacer bajar la presión sin necesidad de parar la bomba, un manómetro tipo para altas presiones, depósito de agua, etc.
«Artículo 98 El material para la prueba: bomba y sus accesorios, tuberías, etc., así como la mano de obra para preparar y efectuar el ensayo, serán suministrados, y a su cargo, por el constructor o propietario de los recipientes, bajo la dirección del Ingeniero encargado del servicio El manómetro tipo será aportado por éste.
Artículo 99. Los recipientes para gases licuados y gases comprimidos deben soportar la prueba de prensado sin la más mínima fuga o rezumen y deformaciones permanentes. A este efecto, el operador examinará los botellones, con gran cuidado, en toda su superficie para descubrir la más leve traza de fuga o avería y medirá los botellones antes y después del prensado, ayudándose, en tanto se posible, de gálibos y puntos de referencia para comprobar no ha habido deformaciones permanentes. Este último punto se exigirá de un modo especial para los recipientes en los que en la prueba de presión se ha pasado de sesenta kilogramos por centímetro cuadrado.
Articulo 100 Todo recipiente que se desee sea utilizado para distinto gas para el que fué construido y reza la inscripción grabada en su exterior, podrá serlo siempre que sea debidamente autorizado por la Jefatura Industrial, después de un detallado reconocimiento y timbrado a la presión correspondiente al nuevo uso y se haya borrado perfectamente la primitiva inscripción de nombre del gas, presión de timbre, etc., y sustituido por la del nuevo, añadiendo la frase "segundo uso" Estos cambios sólo podrán hacerse cuando la presión de timbre del nuevo uso sea igual o menor que la del primero, y, además, serán concedidas con mucha cautela y después de conocer el historial del recipiente y motivo que obliga al cambio
Aparatos productores de gases licuados.
Articulo 101. Los aparatos productores de los gases licuados a presión serán reconocidos y prensados a la presión que se indica para los respectivos recipientes para su transporte en la parte del almacén o depósito regulador del gas al estado liquido o comprimido.
Artículo 102. Estos aparatos llevarán manómetros indicadores de la presión y válvulas de seguridad, que permitan la salida al exterior del gas cuando la presión exceda de la del timbrado. La evacuación de estos gases se hará en forma y sitio en que no puedan perjudicar.
Artículo 103. Los aparatos productores de agua con gases disueltos a presión (agua de Seltz o carbónica, etc.) serán prensados a veinte kilogramos por centímetro cuadrado, debiendo llevar un manómetro, una válvula de seguridad para esta presión y tubo de nivel.
CAPITULO VI
Disposiciones generales.
Artículo 104. El reconocimiento y prensado de las locomotoras utilizadas en los ferrocarriles del servicio público seguirá haciéndose, según está dispuesto, por los Ingenieros mecánicos de las Divisiones de Ferrocarriles y con sujeción a sus Reglamentos. Las demás locomotoras se considerarán como locomóviles para los efectos de este Reglamento.
Artículo 105 Los generadores y recipientes de vapor de las explotaciones mineras y sus factorías, asi como los empleados para su servicio por las Jefaturas de Obras Públicas, serán reconocidos por los Ingenieros de las correspondientes Jefaturas de Minas y de Obras Públicas
Artículo 106. Además de lo dispuesto en este Reglamento, deberán someterse los aparatos en él comprendidos a lo que
preceptúan, y sin oponerse a él, las Ordenanzas municipales de la localidad en que se instalen o circulen
Artículo 107. Los manómetros tipos que posean las Jefaturas serán de doble tubo y escala y contrastados frecuentemente en cualquiera de los Laboratorios de las Escuelas de Ingenieros Industriales de Madrid, Barcelona o Bilbao.
Artículo 108. Las Jefaturas Industriales llevarán los correspondientes libros-registros de los aparatos de su provincia, donde, junto a sus características, se anotará el historial de cada aparato o recipiente; esto es, fecha de prensado reparaciones, reconocimientos, reprensados, cambios de dueño, etc. Este registro servirá de comprobación del que, con los mismos datos y los de los reconocimientos y ensayos que haya hecho particularmente, deberá llevar cada propietario de sus aparatos.

Artículo 109. Los reconocimientos y pruebas oficiales de los aparatos a que se refiere este Reglamento devengarán los derechos que se detallan en la siguiente tarifa.
Superficie de calefacción en metros cuadrados: hasta 20, 40 pesetas de derechos; de 20 a 50, 50 pesetas; de 60 a 100, 60 pesetas; mayores de 100, 75 pesetas.
Cuando en un mismo día y fábrica se ensayen varios generadores, los derechos del segundo serán el 90 por 100 de los de arriba marcados; los del tercero, el 80 por 100; los del cuarto, el 70 por 100; los del quinto, el 60 por 100, y del quinto en adelante, el 50 por 100.
Cuando el trabajo se realice fuera de la residencia de ''a Jefatura o del Ingeniero encargado del servicio, se cobrarán las traslaciones a razón de 0,17 pesetas por kilómetro recorrido en ferrocarril; 0,50 pesetas por recorrido en carretera
La indemnización por día de viaje, trabajo y espera forzosa, será de treinta pesetas para el Ingeniero y veinte para el Ayudante. La jornada de trabajo será de seis horas.
B.—Becipienteá de vapor y aparatos Industriales en cuyo interior se desarrolla presión.
Volumen en metros cuadrados: hasta un metro cuadrado, 40 pesetas; de 1 a 5, 50 pesetas; de 5 a 20, 60 pesetas; mayores de 20, 75 pesetas.
Cuando en un mismo día y fábrica se ensayen varios aparatos, los derechos del segundo serán del 90 por 100; los del tercero, del 80 por 100; los del cuarto, el 70 por 100; los del quinto, el 60 por 100, y del cinco en adelante, el 50 por 100.
Cuando el trabajo se realice fuera de la residencia de la Jefatura o del Ingeniero encargado del servicio, se cobrarán las traslaciones a razón de 0,17 pesetas por kilómetro recorrido en ferrocarril; 0,50 pesetas por kilómetro recorrido en carretera.
La indemnización por día de viaje-trabajo y espera forzosa será de treinta pesetas para el Ingeniero y veinte pesetas para el Ayudante La jornada de trabajo será de seis horas
C.—^Recipientes para el transporte de ga^es licuados y gases. Comprimidos,
Por los veinte primeros frascos o grupo de esta cifra, 20 pesetas.
Por cada botellón, desde el veintiuno en adelante, hechos en el mismo día y del mismo propietario, 0,75 pesetas. Cuando sean para acetileno, los derechos serán dobles. Cuando el trabajo se realice fuera de la residencia de la Jefatura o del Ingeniero encargado del servicio, se cobrarán las traslaciones a razón de 0,17 pesetas por kilómetro recorrido en ferrocarril; 0,50 pesetas por kilómetro recorrido en carretera La indemnización por día de viaje, trabajo y espera, será de treinta pesetas para el Ingeniero, y veinte pesetas para el Ayudante. La jornada de trabajo será de seis horas. Artículo 110. El sello oficial que grabarán los punzones
para el timbrado de calderas y aparatos que contengan fluidos a presión llevarán el busto de "Papin" y un número, diferente para cada Jefatura Industrial, que será el que corresponda a su provincia, ordenadas éstas por orden alfabético
Las matrices y punzones serán grabados por la Casa de la Moneda, por encargo del Consejo Industrial. El Ingeniero encargado podrá poner, al lado del sello oficial, y sin alterar éste, algún sello, personal
Artículo 111. En el término de un año desde la publicación de este Reglamento, harán las Jefaturas Industriales la estadística de los generadores de vapor, recipientes de vapor, aparatos industriales en cuyo interior so desarrolla presión y recipientes para el transporte y aparatos productores de gases licuados, gases comprimidos y gases disueltos a presión que hoy existen en funcionamiento en España.
En esta estadística se consignarán todos los datos que, según este Reglamento, se pide se consignen o determinen para las autorizaciones de las nuevas instalaciones, o para ser utilizados por primera vez, de cada clase de sparato o recipiente.
Con esta estadística se encabezarán los libros y registros que señala el artículo 108
Artículo 112. Este Reglamento no será obligatorio, para los aparatos existentes en la fecha de su publicación, hasta pasado un año de la misma, durante el cual será voluntario de los usuarios ponerse en regla y solicitar los reconocimientos oficiales que lo atestigüen.
Transcurrido este año de plazo, serán obligatorios los reconocimientos y pruebas de todos los aparatos y recipientes
que no lo hubieran sido dentro de los plazos y condiciones que fija este Reglamento.
El usuario que no quisiera dejar reconocer y timbrar sus aparatos, se le conminará por el Gobiernador civil hacerlo, y de negarse, se le sellarán por la Autoridad gubernativa para impedir sigan funcionando.
Madrid, 21 de noviembre de 1929.—^Aprobado por Su Majestad, Andes.
Tabla de las temperaturas en grados centígrados del vapor -^•'^>^ ^ de agua saturada para las diversas presiones efectiva» en kilogramo por centímetro cuadrado. *
El estado a que ha llegado la navegación aérea impone ya, para que su utiUzación comercial pueda soportar la comparación con otros medios de transporte, que los vuelos nocturnos se verifiquen de un modo normal y seguro. Ello lleva de la mano a que los aeródromos están iluminados durante la noche, orientación en franco desarrollo en los Estados Unidos.
En un aeródromo hay que huir de producir un efecto de deslumbramiento sobre los pilotos y, por el contrario, hay que estudiar las circunstancias en que se verifica y termina un vuelo por la noche. Para ello hay que especializar las luces, y se consigue mucho mejor resultado con menor cantidad de ¡ lámparas y consumo que en una iluminación uniforme.
En primer lugar, es preciso que el avión conozca la existencia del aeropuerto desde gran distancia. Hace falta, pues, | un faro que le oriente desde 80 a 100 kilómetros Lo más moderno con este objeto es el giratorio de trps espejos; cada lámpara tiene un consumo de 2,000 W, con una potencia lumínica de dos y medio millones de bujías; el diámetro de los espejos es de 60 cm., y el alcance normal es de 100 kilómertos. Hace falta instalarlo en un punto alto, que en general habrá de ser una torreta artificial.
(1) Extracto de la Revista "Aérea", Madrid 1929. Núm. 66.

Una vez que el avión ha visto desde lejos el aeródromo, necesita saber de cuál se trata. El procedimiento de letreros iluminados, empleado en ciertos sitios, tiene algunos inconvenientes, por lo que parece preferible adoptar el sistema de comunicación por medio de señales Morse, que emita a intervalos regulares el nombre completo o las tres letras que definan el aeropuerto.
Sabido ya desde el aire de qué aeropuerto se trata, es necesario formarse idea de los limites de su campo de vuelo; para ello hay que poner una serie de luces en los linderos Para este objeto tiene la Casa Siemens irnos tubos de gas Neón, que, como es sabido, dan una luz roja muy penetrante en la niebla, de dos tamaños diferentes: 6 y 1,5 metros. Una línea de éstos circunda el campo, situándose en las esquinas otros de forma angular, para mejor definir el perímetro Otro dato necesario para aterrizar es conocer la dirección del viento; para ello se emplea una fiecha iluminada, conectada con una veleta; pero la Casa Siemens prefiere para ello un aparato en forma de avión, con las alas esmaltadas, y montado sobre cojinete de bolas, que puede seguir las variaciones de la dirección del viento, y que se ilumina con lámpsiras tubulares de unos 100 W cada una.
Este puente—arco de 198 metros—, terminado en octubre de 1928, es muy interesante, por él extraordinario perfeccionamiento de su construcción. El material auxiliar de montaje se ha reducido a su mínima expresión, gracias al sistema empleado—dos mitades en voladizo—y a la utilización en las estructuras auxiliares de elementos que han de quedar definitivamente en obra. Así, han servido de tirantes de retención de los medios arcos, las cabezas superiores de los tramos de accao y los elementos de la triangulación de los mismos estuvieron primero en las torres soportes j / en las grúas de distribución del material.
Este puente salva el "Cañón de Mármol", estableciendo una comunicación permanente y segura entre sus orillas, la única a lo largo de los 900 kilómetros del cauce de este río. Hace posible la comunicación Norte-Sur entre los Estados de Utah y Arizona, suprimiendo el paso peligroso de Lee's Ferry, donde la carretera tiene que bajar al fondo del cañón para salvarlo mediante ferry-boat.

Ubicación.—^El puente queda a 10 kilómetros aguas abajo de Lee's Ferry y a unos 240 kilómetros de la estación de ferrocarril más próxima, por lo que la economía en peso del material era un factor de extraordinaria importancia.
Elección de tipo.—En la elección de tipo se tuvo en cuenta esta condición, mirando a la estructura no sólo en cuanto a su aspecto definitivo, sino en tanto que la construcción se
llevaba a cabo Así se desecharon: la solución de puente colgado por demasiado costoso; la de arco rígido, por exigir el empleo de un cable auxiliar de gran importancia para soportar todo el peso del arco durante el montaje, cable que
se hubiera perdido por no resultar económico volverlo a transportar a la estación férrea. La solución elegida—arco de tres articulaciones—permite el montaje delpuente en voladizo desde las dosorillas, llevando la economía de mate-
tuyó porpiso de hormigón anmado losa continua de 165 milímetros—que se ha construido.
El tablero se había proyectado de largueros apoyándose en viguetas encada nudo; pero se varió al tener en cuenta
Topchordofapproach trosses. i*"\-r„„-}r'''l^Z^ri,'J/ll^^^^^ ' Í.-Cableway. ¿-/"*cab/es .-so'-'
Topcborafof , crpprocKb trass ^^^^
Figura3."
Alzado y planta del puente y dispositivos auxiliares de construcción.
Top chord of approach trusses = cabeza superior de los tramos de acceso; Permanent bent = soporte definitivo; Bottom chord = cabeza inferior; Cableway = cable transportador; Steel tower built of floorbeam material = torre de acero construida con las viguetas del tablero
rial hasta el extremo deutilizar para la triangulación de los tramos de acceso loselementos resistentes delasgrúasmóviles distribuidoras del material.
De este modo algunas delaspiezas dela estructura resultan consección superior a la quesutrabajo normal y definitivo requiere, porhaber tenido quesoportar esfuerzos accidentales durante el montaje; pero, en definitiva, la economía en peso es considerable y el exceso de material queda a favor de obra El peso total dematerial transportado fué de 1.500 toneladas, de las cuales 1.200corresponden a la estructura metálica Algunag de las piezas de acero alcanzaban unalongitud de 16metros, pesando la quemás12 toneladas Desde la estación del ferrocarril se llevaban, mediante dostrucks de10y 3 %toneladas decapacidad, equipados conneumáticos Para el paso de material a la orilla opuesta se montó uncable cuando laprimera mitad delarco estuvo terminada
La longitud total delpuente esde 264,50 metros, constando de un arco de 198metros de luz entre dos tramos rectos de 25,60 metros enla orilla Norte y dostramos de 7,62 metros enla orillaSur.
El tablero está 145metros sobre el fondo del río Arco principal. Cuchillos.—Los arcos, de198metros de luz, constan de 22 recuadros de 9 m. de ancho cada imo. La flecha es de 27,43 m., habiendo resultado de la condición de armonizar la economía en peso de la estructura conlade economía en volmnen de excavación para apoyos.
Para el cálculo de los elementos de cada cuchillo se consideró unasobrecarga uniformemente repartida de 290kilogramos pormetro cuadrado decalzada, a la quecorresponde una fuerza de 6.800 Kgs en cada nudo superior dela triangTilación. Además, como sobrecarga accidental durante el montaje, uncarretón móvil de 30toneladas, aplicándose siete y media toneladas en cada unode los cuatro pimtos de apoyo
La cabeza inferior es de sección en cajón, constituido por angulares y chapa, teniendo abierta la cara inferior quese triangula con canales de 150mm.La sección máxima—en los arranques—^es de 812 X 812 milímetros' cuadrados, con un área resistente de 900centímetros cuadrados.
La cabeza superior está calculada para resistir losesfuerzos detracción durante el montaje, quellegan a un máximo de340toneladas
Tablero.—En el proyecto primitivo, el piso erade madera para disminuir el peso; pero esta solución se desechó ante el peligro deincendio, quecortaría la comunicación y causaría importantes daños en la estructura metálica. Así se susti-
el cambio de piso y el poder aprovechar el exceso de material que resulta en las cabezas superiores de los cuchillos al tener que resistir los esfuerzos accidentales de montaje. Se haconstruido deviguetas metálicas espaciadas a 1,40 metros, apoyadas directamente sobre las caras superiores de los cuchillos.
La calzada tiene un ancho de 5,50metros, limitada por bordillos de20 centímetros, quese hanconstruido metálicos
H'H^ \-9"x'/4"piafe
l¿C-'^"xÍ"pl«le,
9' ^ Reiriforcea! concrete floor 16"X35 Ib. C.B.I6I
Id'c. toe. chord
Tvpical Arch Section a+ ^ Panel Point
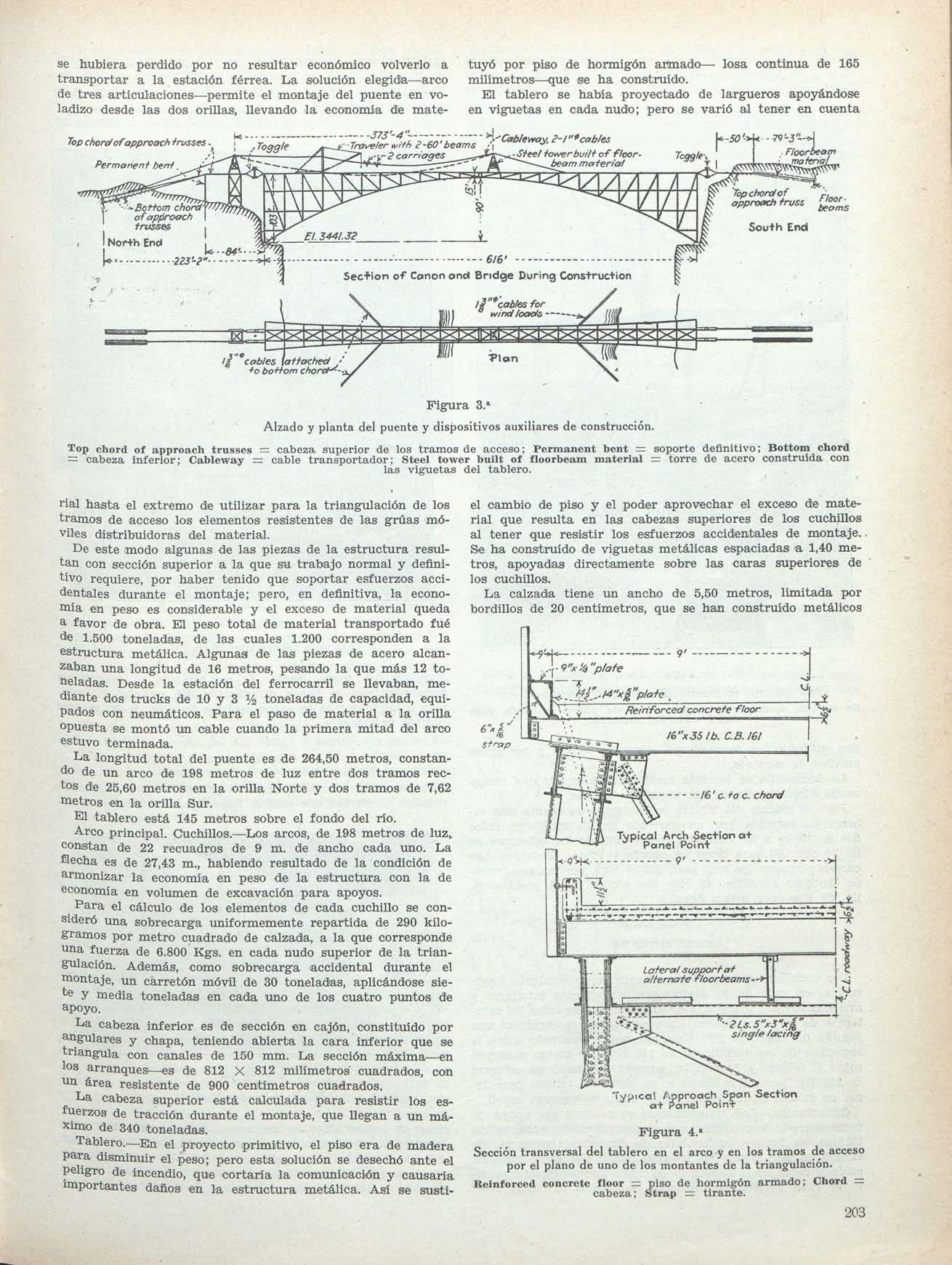
T vpicq ! Approach Spoin Section 01+ Panel Point a t Po
Figura 4.»
Sección transversal del tablero en el arco y en los tramos de acceso por el plano de unode los montantes de la triangulación Beinforced concrete íloor = piso de hormigón armado; Chord = cabeza; Strap = tirante
de chapa y angrulares—razón de economía en peso—en el arco, y de hormigón armado—razón de economía de presupuesto—en los tramos de acceso En el bordillo metálico se
metros cúbicos de excavación; pero al encontrar una grieta en la orilla Norte, se aumentó a 4.400 metros cúbicos, incrementada la luz del arco en 4,88 metros para llegar a la zona sana de la roca.
En la figura 7."se aprecia en detalle la rótula de uno de los
Vista del arco en construcción desde el arranque Norte. Se aprecia claramente la grúa de doble pluma utilizada para distribución del material
han utilizado los canales, que sirvieron de vía a las grúas móviles de montaje.
La barandilla es también metálica, con montantes arrancando directamente de las viguetas del piso.
Para el cálculo del tablero se ha tenido en cuenta ima sobrecarga formada por un carretón de 15 toneladas entre dos de 12 i/á a los costados, incrementando los esfuerzos en un 30 por 100 para tener en cuenta el efecto dinámico. Las cargas permanentes son: piso, 395,50 Kgs. por metro cuadrado; bordillo metálico, 45 Kgs por metro lineal, y barandíUa, 67 Kgs por mietro lineal
ARRIOSTRAMIENTOS.
Los cuchillos están unidos mediante arriostramiento long:itudinal en cruz de S Andrés por las cabezas inferiores y arriostramientos transversales en los planos de todos los montantes de la triangulación Para su cálculo se consideró ima presión de viento de 293 Kgs. por metro cuadrado sobre la superflcie de los cuchillos y de 146 Kg por metro cuadrado sobre el tablero y barandilla; además se añadió un esfuerzo de 223 Kg por metro lineal en el plano del tablero para tener en cuenta la acción del viento en la sobrecarga móvil.
Cimentación.—^Las cimentaciones se realizan por apoyo directo sobre la roca caliza, que se presenta muy sana, estratificada en bancos horizontales de hermosa apariencia. Se excavaron dos nichos en toda la altura del arco, teniendo cuidado de dejar la superflcie de modo que ningún fragmento de roca pudiera desprenderse Se habían calculado 2.300
Otravista del arranque Norte delarco.
cuchillos del apoyo Norte. Se ve también el macizo de hormigón para la buena distribución del empuje El volumen total invertido en estos macizos ha sido de 25 metros cúbicos únicamente

Como ya hemos dicho, el montaje del arco se realizó en voladizo desde las dos orillas. Para ello, las cabezas supe-
rieres de los cuchillos se anclaron al terreno por intermedio de tirantes, construidos po r el encadenamiento de las futuras cabezas de los tramos de acceso, que tienen idéntica sección que aquéllas, pues todas han de resistir el esfuerzo de tracción de 340 toneladas al terminar de montar medio arco
Figura 5." Figura 6." Figura 7.' Rótula del apoyo Norte.En la cadena geométrica que asi se forma se deja un elemento deformable—^paralelógramo articulado con diagonal vertical acortable mediante gatos helicoidales^—con objeto de realizar la imión de las dos mitades del arco. Estas se construyeron sucesivamente, primero la del Sur—^lado por donde se recibía directamente el material—y luego la del lado
tipo amovible; lleva también el radiador de agua y un pequeño radiador para el aceite
Este aparato, provisto de motor Hispano-Suiza, 60 0 CV., tipo 1 2 Lbr., presenta las siguientes características:
Envergadura: máximo, 2 0 metros; largo total, 18,4 0 metros; altura total, 3,80metros; profundidad de ala, 3,50 metros; vía del tren de aterrizaje, 4,50 metros; diámetro de las ruedas, 1 metro; superficie de sustentación, 6 5 metros cuadrados; superficie total de los alerones, 5,40 metros; superficie del plano fijo horizontal, 4 metros; superflcie del estabilizador, 2,5metros cuadrados; superflcie de la deriva vertical, 1,70 metros cuadrados; superflcie del timón de dirección, 1,8 5 metros cuadrados; peso equipado, sin piloto, 2.460 kilogramos; peso del combustible, 44 0 Kgs.; carga disponible, 1.10 0 kilogramos; peso total en orden de vuelo, 4.000 kilogramos; carga por metro cuadrado, 61, 5 kilogramos; carga por CV., 6,65 kilogramos.—^R. Altamira.
Linea a 220 KV. de Cardano a Cislago,—(Por el Ingeniero A Dalla Verde, L'Energia Elettrica, enero 1930, vol Vil, pág 20.)

I GENERALIDADES.
Norte, trasladándose el material mediante cable transportador colgado de una torre en la extremidad de la mitad ya construida.
El cierre del arco se llevó a cabo del siguiente modo:
Al terminar de montar las dos mitades quedaba una pequeña separación entre ellas, debido a la retención de los tirantes, que se suprimió por accionamiento gradual de los gatos helicoidales, que al deformar el paralelógramo articulado alargando la diagonal horizontal, permitió a las dos mitades de arco llegar al apoyo mutuo por intermedio de la rótula de articulación.
A las cinco y media de la tarde se había terminado la operación; pero tm descenso de temperatura súbito y de consideración a la puesta del sol obligó a seguir alargando los tirantes para evitar que la retención de éstos volviese a separar las dos mitades acortadas en una longitud apreciable Uno de los gatos funcionaba torpemente, y como diñcultat>a el alargamiento, hubo que cortarlo a la llama del soplete. C. Fernández Casado.
Nuevo avión de transporte Henry-Potez 38.— (L'Air, enero 1930, pág. 20.)
Este avión, lanzado por la casa Henry Potez, hace solamente algunas semanas, es un monoplano, con alas de armadura de madera, con revestimiento de tela. La carlinga es de construcción metálica, excepto la cabina, que contiene ocho butacas. En el fondo de ésta se ha dispuesto un pequeño lavabo-toilette Los mandos del aparato, que son dobles, llevan todos los apoyos de transmisiones montados sobre rodamientos de bolas. El tren de aterrizaje consta de dos ruedas, sin eje de unión, montadas sobre tirantes elásticos tipo Potez, con apoyo directo al ala. Los depósitos de gasolina, en número de dos, van colocados en la parte de arranque de las alas, siendo de una capacidad de 30 0 litros cada uno. Los depósitos de aceite, de 5 0litros, se encuentran detrás de la pantalla para-fuegos. La cabina de mando, además de todos los aparatos modernos de navegación, va provista de un puesto de telegrafía sin hilos.
El soporte del motor, que se fija por cuatro pernos, es de
En estos días ha sido puesta en servicio regular la línea a 220.000 voltios que ha construido la Sociedad Hidroeléctrica Piemonte para transportar a la subestación de Cislago la energía producida por la central de Cardano, y que constituye el primer tramo de la gran arteria, que, completadacon algunas derivaciones, unirá los aprovechamientos de los Alpes Vénetos y Trentinos con los de los Alpes Piamonteses a través de la gran llanura lombarda.
La línea transportará normalmente 120.00 0 Kw., con un límite máximo de 150.000 ; tiene 24 2 Km., a los que se añadirán luego 12 5 del tramo Cislago-Turín.
U. ELECCIÓN DE LA TENSIÓN.
Como esta línea va destinada a unir redes ya establecidas, era preciso hacer cuenta de las tensiones preexistentes para
escoger la de la nueva arteria. La red de S. I P., a 135.00 0 voltios, sostiene 129.00 0 voltios en Cislago y 118.00 0 en Cabina Stura (Turin). La tensión de la línea del grupo Edison en las cercanías de Cislago es de 129.00 0 v., y prevista para .
Figura 8.» Vista, desde un avión, del puente sobre el Colorado. Figura 1.* Trazado de la línea Bolzano Cislago.Figrura 2.«
ser aumentada. Se pudo pensar en llegar a esta tensión partiendo de Cardano a 150.000 v.; pero, en cambio, esta tensión no concuerda con la normal en el Trentino, que es 140.000 Por otra parte, el coste de mía línea a 150.000 voltios, con una capacidad máxima de 120.000 Kw., es superior al de ima línea a 220.000 v., para un máximo de kilovatios 150.000, aun teniendo presente el mayor coste de las estaciones de transformación en el último caso Además, los informes de la explotación de estas líneas a 220.000 vol-
tíos en Nortesiméríca son completamente satisfactorios, extendiéndose su aplicación por doquier en aquel país al tiempo que se observa, como en Europa, una tendencia decisiva a aumentar las características de los transportes de energía.
Por todas estas razones se adoptó la tensión normal de 220.000, correspondiendo 240.000 voltios al origen de la Unea y 200.000 al final de la misma
La arteria se compondrá de dos lineas generales separadas 35 m., cada una de las cuales lleva un circuito trifásico solamente.
En la figura 1.' se observa el trazado de la linea, y en la figura 2.» el perfil longitudinal de la misma. De los 242 kilómetros de desarrollo, cerca de 150 Km. corresponden a una zona sumamente accidentada, alcanzándose la cota de 1.419 m. en la Cima d'Oro, no siendo de extrañar esta irregularidad, ya que la línea desciende al valle de la Lombardía partiendo del corazón de los Alpes Tridentinos.
El vano normal es de 300 m.; pero son muchos los que pasan de 500. El del cruce de la Vallarsa alcanza 933 m., y el cruce del Adigio se hace con un vano de 456 m., con 215 de desnivel.

Existen cinco seccionamientos: tres en postes y dos en caseta, de modo que la Unea queda dividida en cinco trozos de 40 Km.
Se hacen cinco transposiciones, empleando dos postes especiales en cada una, con lo que se obtienen dos rotaciones completas. En la actualidad sólo existe uno de los circuitos.
a) Conductores.
Lia consideración del efecto corona imponía, para la distancia horizontal entre conductores de 7,25 m., un diámetro mínimo de los mismos de 25 mm. Se ha adoptado aluminio con alma de acero en el trozo de Cardano al río Oglio, y de la aleación Aldrey en el tramo restante.
El aluminio-acero es conocido de hace tiempo, y tras algunos fracasos en los comienzos, pasó al uso corriente, y hoy día es utilizado en todo el mundo. Siguiendo la norma americana, se ha supuesto la colaboración en la resistencia mecánica del acero y del aluminio.
Perfil longitudinal delalínea Bolzano Cislago. Pigura 3." Pórtico dehormigón centrifugo.La aleación 3 Aldrey, a base de un 98,5 a 98,8 de aluminio, un 0,6 de magnesio, 0,4 de silicio y hierro en pequeña cantidad, tratado a determinada temperatura, da un producto que tiene una resistencia eléctrica de 3,3 microhom/cm., y una resistencia de 31 Kgm./mm.' muy superior a la del aluminio corriente. Se ha empezado a utilizar en Suiza, y aunque con poco tiempo aún de experimentación, ofrece resultados satisfactorios. De las observaciones que se hagan en este primer ensayo dependerá que su uso se extienda en el resto de la línea.
Sus características respectivas son:
Aluminio-acero.—Tipo 636.000 C. M., de la A. C. of A., construido en Italia, compuesto de 54 hilos de aluminio y siete bilos de acero de 2,76 mm: de diámetro; la sección total es de 365 mm.', y equivale a 200 mm.^ de cobre Peso por metro lineal, 1,217 Kg.; módulo ficticio de elasticidad E, 8.050 Kg./mm.'; coeficiente ficticio de dilatación, 19,7 X lO-"; carga de rotura, 10.000 Kgs.; diámetro exterior, 24,8 mm.
Aleación Aldrey.—De fabricación italiana, construido de 61 bilos de 2,82 mm. de diámetro, con una sección total de 380 mm.', equivalente a 200 mm.' de cobre; peso por me-
La distribución de los postes en el perfil se realizó por el procedimiento de la plantilla de celuloide. Para el cálculo 7.2Í 3.87?,
Detalles de unpórtico normal dehormigón centrífugo.'
tro lineal, 1,06 Kgs.; módulo de la elasticidad, 6.400 Kg./mm.'; coeficiente térmico de dilatación lineal, 23 X 10-"; carga de rotura, 11.400 Kgs.; diámetro exterior, 24,5 mm.
En conexión con las características citadas, se estipuló como base del cálculo de la tensión que está a O»y con una sobrecarga de nieve de 2 Kgs. por m. 1. no excediese de 3.600 Kgs. para el aluminio acero y 3.800 Kgs. para el Aldrey, con lo cual se obtenía im coeficiente de seguridad de tres aproximadamente. Las regiones atravesadas por la línea hacen suponer que en ocasiones habrá sobrecargas superiores a las citadas; pero se estima haber dejado margen para ellas con la elección del mencionado coeficiente de seguridad.
Además se comprobaron los cables para la condición de mínima temperatura (-20° ) y viento de 120 Kgs por metro cuadrado de superflcie normal, y esta hipótesis se vio era la más desfavorable para los vanos pequeños, menores de 150 m.
La altura mínima de los conductores sobre el suelo se fijó en 8 m., y las flechas máximas resultaron las correspondientes a la hipótesis de temperatura de -f 40° sin sobrecarga.
Luego de varios tanteos se fijó en 300 m. el vano normal en territorio de montaña y de 250 a 260 m el vano en terreno llano, donde los cruces son más frecuentes.
Pórtico de amarre, o cruce, con elementos de hormigón centrífugo de la tabla de tensiones del tendido se empleó el procedimiento expuesto por G Silva en su memoria "Contribución
Vista deunatorre dealineación.
al estudio mecánico de las líneas de alta tensión", presentada en la última reimión de la Conference Internationale de G R E (1929)

b) Cable de tierra.
La literatura técnica coincide en los últimos tiempos en aceptar y reconocer la utilidad del cable de tierra, y tanto más a medida que se eleva la tensión de la línea que ha de
Los pies derechos están calculados para resistir con un coeficiente de seguridad de 3 un esfuerzo de 1.250 Kgs., que corresponde a la mitad de máximo esfuerzo que el pórtico debe resistir.
Los elementos verticales pesan 6.000 Kgs. cada imo, y el horizontal, 2.600 Kgs.
El acero empleado es de las siguientes características: Carga de rotura, 85 Kg./mm.'; carga en el límite elástico, 65 Kg./mm.'; alargamiento de una barra de 10-12 -t- 18 %
El hormigón se dosificaba a 1/3 en peso, y teniendo en cuenta la triple espiral de armaduras que envuelven a las barras longitudinales, puede admitirse una carga de rotura a la compresión de 500 Kg./mm.': En el cálculo se prescindió de la resistencia del hormigón a la tracción y se siguió el método gráfico de Guidí.
Los macizos de cimientos cubican 6,7 m.' por elemento vertical para un coeficiente de estabilidad de 1,35, sin tener presente la resistencia del terreno.
En la figura 5." se observa un tipo especial de estos pórticos empleado en algunos cruces de ferrocarriles o de líneas telegráficas o telefónicas.
En el trozo citado, de unos 72 Km. se han instalado 290 pórticos de diferentes tipos y 15 soportes metálicos en cruces de líneas eléctricas, habiéndose llegado en alg^unos de -éstos a utilizar torres de 26 m de altura
En el resto de la línea se utilizaron torres o castilletes metálicos, con la disposición de conductores, en un plano horizontal (figs. 6." y 7.'). Dada la amplia base de 7,50 m., se prescindió del macizo de hormigón para la cimentación, siendo suficientes para la estabilidad la reacción del terreno. Las características exigidas al hierro empleado fueron:

Carga de rotura, 37-44 Kgs./mm.'.
Alargamiento, 20 por 100.
Se tanteó el empleo de acero de alta resistencia; pero la economía en peso resultó irrisoria al limitarse a las partes
o/o p«r pall con prolunghe.
Figura 7.'
Dibujode unatorre metálica, tipo normal.
emplearlo. Una encuesta realizada entre las sociedades americanas que tienen líneas a 220 Kw dio como resultado respuestas favorables al establecimiento del cable de tierra, y en casos determinados hubo de instalarse en una línea construida en un principio sin él, para asegurar la continuidad del servicio, que no era perfecta
En el caso que describimos se han colocado dos cables de tierra de 70 mm.^ compuesto de 19 hilos de acero, con: una resistencia a la tracción de 120 a 140 Kgs./mm.'. j
c) Torres o soportes.
Se decidió que el trayecto en la llanura desde el cruce del Oglio hasta Cislago se construyese adoptando como soportes, pórticos construidos con postes de hormigón armado centrifugados, algo más económicos quizá que los metálicos, pero utilizados, sobre todo, por requerir menor terreno, facilitando asi la expropiación La experiencia italiana de siete años de este material y la extranjera de unos diez, garantizan su buen resultado, ayudado también por el prudente criterio empleado en su cálculo.
Las figuras 3.* y 4.' representan un pórtico normal para vano de 260 m. La altura del conductor sobre el suelo es de 8 m en el caso del Al-Ac y de 9,30 para el Aldrey (mínimas). El pórtico sobresale del suelo 19 m. Los pies derechos están empotrados en macizos de hormigón 2 m., y tienen de diámetro 57 cm. en la base y 30 cm. en la cabeza. El brazo horizontal tiene 15 m de longitud y im diámetro de 33 cm
de la estructura de menores espesores, puesto que en la mayoría de los casos era decisiva la consideración del pandeo para la determinación de las secciones. El límite que se adop-
tó para la esbeltez (relación de la longitud al radio mínimo de giro de la sección transversal) fué de 200 en elementos principales y 300 para los secundarios
Las torres normales se calcularon para vanos de 300 m., y imo de los adyacentes al mismo soporte habría de suponerse con un desnivel de 50 m entre soportes En esas condiciones debia resistirse a la acción del viento máximo actuando sobre los conductores y sobre el poste, además de los pesos propios, así como al desequilibrio de tensiones que podía presentarse durante el montaje, asignándole vm valor de unos 1.000 Kgs. para este tipo de torres.
esas líneas americanas con solo dos tipos y una inmensa mayoría del tipo normal.
No se galvanizaron los postes, sino que se les díó una
Las torres normales tienen 23,80 m. de altura y pesan 5.225 Kgs. El pie está constituido por una pirámide de angulares cosida por cuatro elementos a los montantes Existen soportes especiales para 3°, 15° y 35°, así como "de amarre", y algunos especiales para cruces de ferrocarriles. Para necesidades de más de 30 m. se adoptó otro tipo de torre (flg. 8.'), una de las cuales, sita cerca de Cardano, tiene 50 m de altura y pesa unas 24 toneladas Todas las torres podían ser suplementadas en 3 ó 6 m. de altura mediante el empleo de unos elementos preparados al efecto y fácilmente adaptables.

El número total de torres instaladas es de 542, con un
mano de minio en el taller y dos de barniz de alimiinio en obra
Los tomillos se pintaron con un barniz especial (Ivíol) Todos los postes están puestos a tierra por medio de un tubo de hierro galvanizado de 2 m. de longitud y 50 mm. de diámetro, ligado al poste por un cable flexible.
Con ambos tipos de soportes se realizaron pruebas mecá-
peso de unas 5.000 toneladas. De este número sólo 296 son torres normales y de 3°. Las demás son postes de ángulo, de amarre, especiales para cruces, etc Se está muy lejos de
nicas para comprobar la exactitud del cálculo teórico, y el resultado de las mismas fué concordante con los supuestos del primero.
Figura 9.' Tiple cadena deaisladores paraanclajes. Figura 11 Montaje de las torres Figura 10. Grapa de empalmeparacablealuminioacero. Figura 12. Ejecución de unempalme de conductores sobre latorre.Se empleó un tipo de aislador de construcción italiana cuyas características eléctricas y mecánicas _satisfacían. En las suspensiones simples se han colocado 1 5 elementos, que con los anillos de protección empleados llevaban el punto de formación de arco bajo lluvia a cerca de 52 0kilovoltios. En los amarres o anclajes se colocaron cadenas de 1 7 elemen-
sejada por los técnicos alemanes, por estimarla una complicación sin beneficio sensible
Se emplearon dos tipos de grapas de amarre: para el aluminio-acero, la de compresión (fig. 10) , que es ligera y no aumenta mucho el diámetro del cable, con la consiguiente ventaja en el tendido para pasar por las poleas. La compresión se efectúa a 10 0 atmósferas mediante prensas portátiles Para el cable aleación 3 se adoptó el tipo de conos coaxiales patente Ventobel
A 30 0m. de la línea principal marcha la telefónica, construida con postes de madera, hasta el Oglio, de hormigón centrifugo del Oglio a Cislago, y en grandes vanos postes de hierro Bates. El conductor es un cable bimetálico, compuesto de diez hilos de acero galvanizado de 1,35 mm. de diámetro y uno central de cable electrolítico de 3,22 mm. Los aisladores son de 10.00 0 voltios de tensión de trabajo.
En cada kilómetro se hace una transposición. Se han previsto dos circuitos, de los que uno es directo, Cislago-Cardano Castallanza, y el otro une las diversas centrales de los guardas de la línea
Los aparatos son del tipo protegido para altas tensiones, debiendo ser probados los transformadores de seguridad a 120.00 0 voltios.
En los extremos se han instalado también dos estaciones de ondas dirigidas
VII. SOBRE ELDESARROLLODELOS TRABAJOS.
tos. En las zonas inicial y final de la línea, o sea en las proximidades de las máquinas, se redujo el número de elementos de las cadenas para mejorar las condiciones de las máquinas en lo que al aislamiento respecta.
La resistencia mecánica garantizada era de 4.500 Kgs.; pero en las pruebas se llegaba a 5.500 Kgs Sin embargo, se consideró que el trabajo máximo en las cadenas de anclaje no debía exceder de 1.300 Kgs por cadena correspondiente a la hipótesis de nieve ( 2 Kgs. por m. 1.) sobre los conductores, que era la más desfavorable Por eso ha resultado que muchos amarres y cruces se han ejecutado con anclajes de triple cadena, (fig 9.*)
Con este motivo es justo recordar el concepto, cada vez más admitido, de que es superior la seguridad obtenida ] cuando los .cruces se hacen con aisladores de suspensión y i montados como tales, que empleando anclajes. Claro que en- < tonces debe calcularse el aumento de flecha que tendría lugar si se rompiera un conductor en un vano adyacente, en la parte correspondiente al cruce, y este cálculo, sencillo en lo que respecta a las condiciones finales de la flecha que resulta tiene sus dificultades, cuando se trata de determiaar la flecha transitoria que durante las oscilaciones producidas por la rotura se puede presentar seguramente con valores superiores a la definitiva. En cambio, la cámara cinematográfica se presta muy bien a estos ensayos, y así se efectuaron en ima línea a 130.00 0 voltios, comprobándose que el aumento de la flecha llegó al 13 5 por 10 0 de su valor final.
Respecto a los accesorios, debemos mencionar primero los anillos de protección empleados, de los cuales el inferior estaba constituido por un tubo 54-6 0 mm. de diámetro, y el superior por una varilla de hierro de 1 5 mm. de diámetro. Los anillos correspondientes a las cadenas de suspensión tenían un diámetro de 0,60 m.
Los anillos tienen el triple objeto de regularizar la distribución de la tensión entre los elementos de la cadena, alejar la descarga de la porcelana y proteger al conductor de los arcos, precaución esta última indispensable en los conductores de aluminio.
Se rechazó la solución de colocar anillo intermedio, acon-
El estudio del trazado y el levantamiento del perfil lo realizó la S I P., que tomó a su cargo todo el trabajo burocrático, incluso las expropiaciones, pago de daños e indemnizaciones y algún trabajo del tendido El transporte y erección de los pórticos y torres y el resto del tendido en la parte de torres metálicas se destajó a cuatro empresas especializadas.
La erección de torres se comenzó en marzo de 192 9 y se terminó en noviembre del mismo año La figura 1 1 da una idea de este trabajo. En las metálicas se hizo una media de dos montajes cada tres días, pero al final del trabajo se montaba una en cada jornada. En los pórticos de hormigón se puede calcular un avance de uno al día

El tensado de los cables se llevó a cabo por medios mecá-
nicos, extremando las precauciones para que el cable no se dañase en su roce con el terreno. Con este objeto no se hicieron tramos más que hasta 5 Km. como máximo, comprendidos siempre entre amarres, y se procuró que los comienzos quedaran lo más próximos posibles a las carreteras para facilitar el transporte de las bobinas.
El modo de proceder en el tendido fué el siguienj^e: Se
Figura 13 Cabrestante empleado enel tendido. Figura 14. Gráfico de repartición del coste delalíneatendía primero a mano un cable de acero de 9,5 mm. de diámetro, el cual era izado a las torres por una,garrucha y suspendido de las mismas, pasando por poleas de duraluminio colgadas de los brazos por unos cabos de la longitud misma de las cadenas de aisladores en los postes de alineación y de 0,50 m en los amarres Al extremo del cable auxiliar de tiro se empalmaba el conductor con enlace capaz de soportar una tracción de 4.000 Kgs Al final del tramo a tender se emplazaba el cabrestante, con el que se efectuaba el Uro, y al comienzo se situaba la bobina con el conductor, que al actuar el cabrestante, se iba desarrollando. La longitud del conductor de xma bobina era, aproximadamente, imos 1.200 m.
El cabrestante era accionado por un tractor de gasolina, y su tambor era capaz para 5.000 m. de cable de acero de 9,5 milímetros. El esfuerzo de tracción era de 2.000 Kgs., y su velocidad podía ser de 6, 12, 24 ó 48 metros por minuto.
Para ejecutar las jimtas entre las varias bobinas, se procedía como sigue: Primero se avisaba por teléfono para detener el cabrestante cuando la bobina llegaba al fln de su desarrollo, y se amarraba el final de la bobina con una grapa, manteniendo ésta sólidamente unida al terreno. Se hacía la unión de los extremos de las bobinas, y soltando la grapa, se reanudaba el tendido.
Los anclajes se efectuaban amarrando provisionalmente el cable al poste anterior y bajando al suelo el conductor para hacer abajo la unión a la grapa de amarre A veces, sinembargo, para ganar tiempo, se hicieron estas operaciones sobre el poste, subiendo una pieza de madera sólida que sirviera para apoyar la prensa que hace los enlaces por las grapas (fig 12)
La regulación del tiro se efectuaba cada tres o cuatro vanos, midiendo las flechas y sujetando transitoriamente con grapas auxiliares los tramos ya tensados.
La labor de tendido se comenzó en junio y se terminó en noviembre de 1929, utilizando varias cuadrillas simultáneamente El avance medio diario fué de unos 400 m en montaña y 700 m. en el llano. Las cuadrillas! eran de 60 a 70 bombres
La construcción de la línea (excluidos, naturalmente, las fabricaciones de postes, aisladores, cables, etc.), se ha efectuado en diez meses, y ha requerido la'utilización media de 400 personas, habiendo días en que han trabajado 800
La línea ha costado, por kilómetro, 185.000 liras (unas 77.700 pesetas al cambio del día 25 de marzo).
Este coste se reparte, como se ve en la figura 14, en la siguiente forma:
Enseñanzas de la explotación de las lineas austríacas a 100.000 voltios.-(J Schlogl, Elektrotechntk und Maschinenhau, vol.^XLVII, pág 759.)

L«s ferrocarriles austríacos del Estado, electrificados, toman la energía de una red a 100 kilovoltios El autor estudia los accidentes registrados en la explotación de estas líneas durante varios años, y en particular los ocurridos en el invierno de 1929, excepcionalmente riguroso. Algunos conductores se rompieron por el aiunento de la tensión mecánica producida durante un largo período de frío intensísimo, en el que la temperatura llegó a -35° C. Las roturas se localizaron generalmente en los aisladores de anclaje y en las piezas metálicas de conexión. Alg:unos empalmes de bronce se rompieron a consecuencia de la niodíficación de la estructura del metal, que se convirtió en cristalina. También cedieron algunos tornillos y se soltaron varias piezas metálicas de los aisladores. Todos los elementos afectados fueron sustituidos por otros de acero galvanizado, que parecen ofrecer una seguridad mecánica satisfactoria.
Se ha hablado de la necesidad de emplear en los aparatos de intemperie aceites con el pimto de congelación a -30° C. o menos Las nevadas producen grandes perturbaciones en las líneas. En algunos puntos, sobre conductores de 12,7 milímetros de diámetro, se observaron manguitos de nieve aglomerada de 165 mm. de diámetro. La sobrecarga mecánica derivada de este hecho fué de 6,5 Kg por metro lineal; como las líneas se habían calculado para una sobrecarga de 2,5 Kg por metro, ocurrieron bastantes roturas de hilos y la explotación estuvo interrumpida cinco días. Se consiguió disminuir la cantidad de nieve sobre los conductores, haciendo pasar por ellos, durante la noche, una corriente muy intensa obtenida haciendo trabajar una máquina en cortocircuito. Los huracanes tumbaron varios postes.
Los accidentes de origen eléctrico, salvo los rayos, produjeron perturbaciones mucho menos graves. El empleo de inductancias y de relés selectivos ha limitado considerablemente los daños producidos por los cortocircuitos. Con ocasión de todos estos incidentes, se ha podido apreciar el gran valor de la telefonía de alta frecuencia, que permitió mantener la comunicación aun después de la interrupción de las líneas. La Administración de los Ferrocarriles del Estado, con sus reservas de material, medios rápidos de transporte, automóviles y esquís, está ahora en condiciones de asegurar una explotación regular.—O E
El alumbrado público en Viena,.—(Die Lichtechnik, vol VI, pág 98, suplemento al vol XLVII, de Elelitroteciíntiz und Masdtinenbau.)
El alumbrado público de Viena se *estableció en 1882. Su mayor desarrollo corresponde a los últimos cinco años. Las lámparas o bombillas, de 200 vatios a 45 voltios, van colgadas de alambres a lo largo de los ejes de las calles. Las líneas de suspensión están formadas por hilo de acero galvanizado de 5 mm. de diámetro, sujeto por medio de unos rosetones, a las fachadas de las casas. Las bombillas se agrupan en series de 10 a 2 X 220 voltios en corriente continua, o de 5 a 220 voltios en corriente alterna.
Durante la noche no quedan encendidas todas las lámparas, que se apagan por series, colocándose alternadas las bombillas de las series que se apagan con las de las seríes que permanecen encendidas. Cada serie lleva un relé que permite su maniobra a distancia desde una estación central. Cada bombilla lleva en derivación una resistencia que se intercala automáticamente en el circuito al fundirse el filamento. Algunas lámparas llegan a durar 10.000 horas. En las calles, antes iluminadas por lámparas de arco colocadas a 12 m de altura y espaciadas de 35 a 40 m., los arcos se han sustituido por bombillas de incandescencia de 750 vatios
A mediados de 1929, la potencia instalada para el alumbrado público de Viena era de 4.540 Kw^., que producían 85,7 millones de lúmenes. En las calles iluminadas por bombillas
Aspecto exterior de la locomotora.
de 200 vatios, espaciadas a 25 metros, la intensidad de iluminación es de 10 a 12 lux debajo de las bombillas y de 2 a 5 lux entre las lámparas. Actualmente tienen alumbrado eléctrico 600 kilómetros de calle, o sea el 50 por 100 de la longitud total de las calles de la ciudad. Las lineas de suspensión dan un restiltado espléndido; en cinco años sólo se han registrado dos roturas. Para la conservación se utilizan 22 vehículos, con escaleras, y otros de socorro
Nuevo tipo de locomotora de alta presión.— neering, 27diciembre 1929,pág 850.)

Recientemente se ha puesto en servicio en el London and Narth Eastern Railway, una locomotora tipo 4-6-2-2, de alta presión, construida para utilizarla en la tracción de los grandes expresos.
La locomotora tiene cuatro cilindros, siendo la presión en caldera de 31 Kg. por centímetro cuadrado. Como puede verse, ha sido proyectada para alcanzar en el mayor grado posible las ventajas que se derivan del empleo de altas pre-
siones, habiendo desaparecido en absoluto la línea común en todas las locomotoras de vapor en la parte superior de la caldera. Esta está constituida por un depósito de vapor de 0,90 m. de diámetro interior y 8,40 m. de largo, y cuatro depósitos de agua, unidos al de vapor por medio de 756 tubos de 2,5 pulgadas de diámetro. Todos estos depósitos que forman la caldera son de acero forjado.
Los gases de la combustión circulan desde la caja de fuegos hasta la parte delantera de la caldera, por el espacio que dejan entre sí los tubos, y salen por la chimenea colocada en la parte anterior.
Bl aire de la combustión es calentado en un espacio dispuesto para ello bajo la cubierta exterior de la caldera, entrando por tres aberturas rectangulares situadas en la parte anterior de la locomotora
Con esta disposición se ha conseguido a la vez evitar las pérdidas de calor debidas a la baja temperatura de los gases de combustión y contribuir a la refrigeración de la cubierta exterior de la cEildera La evaporación producida por la caldera, medida, como ya hemos dicho, a una presión de 31 Kg por centímetro cuadrado, es de 9.000 Kg por hora El autor describe después otras características de esta original locomotora y detalla las dimensiones de todas sus partes Las figuras dan tma idea del aspecto que presenta exteriormente.
Año Vm.-Vol VIII.-Núm 88

Adherida a la Asociación Espafiola de la Prensa Técnica
í- a r r a , 6 Apartado de Correos 4.003 MADRI D
recios de suserípción (año): España y América, 30 pesetas Demás países 40 pesetas o su equivalente en moneda nacional
Número suelto: España y América, 3 pesetas Demás países, 4 pesetas o su equivalente en moneda nacional
Agentes exclusivos para la publicidad en Alemania y países sucesores de la Monarquía austrohúníara: At,A ÁNZBrnKN-AKTTENGRSELLSCHAFT Auslands-Abteilung
BERLÍN W 35 Potsdamer Strasse 27 A
Direcciones: Telegráfica, JOSUR-MADRID; Telefónica, JO-SUR-MADRID; Teléfono 30.y06 Comité dlrecUvot FRANCISCO BUSTELO, Injceniero de Caminos; FÉLIX CIFUENTES, Ingeniero de Mlnasi RICARDO URGOITI, Injfeniero de Caminos.
Secretario de redacción, LUIS LÓPEZ JAMAR
Sumario: P°g'- 1 ' P^'"'-
LAS ELECTRIFICACIONES EN LOS FERROCARRILES ESPAÑOLES.—^La electrificación, ahora má s qu e nunca, ha y qn e repetirlo, aunque par a ciertos sectores ello sea ya u n lugar común, no es panacea qu e va a solucionar en todos los casos determinados problemas ferroviarios, ni transformación qu e deba fatalTnente hacerse extensiva a u n cierto número de miles de kilómetros, sino qu e ha y qu e considerarla como un a mejora cuya necesidad varía de unos a otros sectores de líneas y redes, hasta el punto de pasar de ser en algunos un a exigencia actual que conviene proveer, a constituir en otros, de ser eje-: cutada, u n lujo y u n derroche sin justificación alguna, ni ahora ni en u n porvenir bastante remoto. Sentado lo anterior, el número de centenares de kilómetros qu e ho y puede convenir electrificar en España vendrá definido dentro de cierto límite po r condiciones económicas en conexión íntima con las
Madrid, abril 1930
relaciones financieras entre las Compañías y el Estado.
Pero refiriéndonos exclusivamente a lo conveniente y factible de electrificar en plazo breve, existe un aspecto particular del problema al qu e deseamos aludir: la elección del sistema de corriente a emplear en las electrificaciones, qu e h a dado lugar a que los técnicos que ha n intervenido en las Comisiones creadas para establecer la unidad de criterio a que al principio aludimos, se manifiesten ardientemente por uno o por otro de los sistemas má s adaptables a nuestras circunstancias; es decir, corriente continua o corriente monofásica E n esta Revista, el ingeniero don A Gibert y Salinas ha expuesto los resultados qu e decidieron a la "Comisión para el Estudio dé la Electrificación de las Compañías", por el sistema de corriente continua, y en un trabajo de don Diego Mayoral, en contestación a dos artículos de don Luis Sánchez Cuervo, se expone un a defensa de la solución monofásica en forma brillante
Se defiende ño r el señor Mayoral la tesis de que la importancia de la red que h a de electrificarse es tal, qu e justifica la conveniencia de no aceptar como cosa definitiva los estudios efectuados hasta la fecha para la determinación del sistema de corriente, sino que se hace necesario volver sobre el, mismo estudio y sopesarlo cuidadosamente por no i encontrarse suficientemente justificada la inferió-j ridad de la solución monofásica ; Es indiscutible el derecho, v hasta la obligación, del Comité de Electrificación de volver sobre el informe de la Comisión previa y compara r los eosíes, pros y contras, de las soluciones continua y monofásica, entendiendo que el asunto se hace para electrificación de los 5.000 kilómetros del plan; pero se nos ocurre: ¿Es hoy razonable pensar en" la posibilidad de semejante hecho? El enorme coste de dicha total electrificación y su gran extensión relativamente a lo ya efectuado, justificaría de sobra un exceso de precauciones en el tanteo cuidadoso del terreno antes de da r el primer paso; pero íHo s parece qu e la relación existente entre el número de kilómetros ya electrificados y los qu e en plazo prudente se va n a electrificar, es un a cifra de tan pocas unidades, qu e aquella poderosa razón se desvanece ante la conveniencia de no rectificar lo que hasta la fecha no h a podido ser objeto de crítica, sino, por el contrario, sancionada po r la explotación; ma s teniendo presente qu e por rara unanimidad las Compañías, el Estado y cuantos están interesados en estos asuntos, salvo alguna excepción, opinan en idéntica forma, subrayada de u n modo digno de resaltarse por un a entidad constructora cuyos mayores éxitos ha n tenido lugar en corriente monofásica
Ya en prensa estos comentarios, se han hecho públicas unas declaraciones del ministro de Fomento, declaraciones cuyo espíritu concuerda con lo aquí expuesto.
DESARROLLO DE LA DEUDA PÚBLICA DE ESPAÍJA DE Í923 A 1929 CLAS E D

Interior4 »/o
* Exterior4%.
Amortizable4"/,, 1908
Amortizable5«/.-WOO
Amortizarle5 «/o1917
ObligacionesdelTesoro
* Amortizable5%,1926(Pan pniiipgttloiilrind.)
*Amortizable5 »/o 1927
Amortizable5•/„ 1927 :•.
*Amort.4,50%,1928(Pat8pBiipiieliiHlrMrt.)
*Amort.3%, 1928(Decanjede interior).
» Amort. 4'>/i„ 1928(Decanjedeinterior).
*Amort.6«/o, 1929•Pan piamüla«liaoii.J...
*Bonosorode Tesorería6"/,,por 350 millonesalcambiode35lalibra
* DeudaFerrpvlarla,6 %
*DeudaFeftoviaria,4,50 "la
» DfiudaFerroviaria4,50»/,
DESARROLLO DE LAS DEUDAS AVALADAS POR EL ESTADO DE 1923 A 1929
* Bonos Tesoro Fomento de la Industria. • Empréstito Colonial de Marruecos
de Emisiones F C de Pamplona a Plazaola Empréstito Austríaco
F. C. Tánger a Fez ^ . .iAsociación Prensa de Madrid
Confederación del Ebro 6 (D Confederación del Ebro 5 «/oCompaüla Trasatlántica 5,50 •/«
Por iniciativa de la Sociedad de Naciones se acaba de reunir en Ginebra una conferencia de técnicos, a fin deestudiar laposibilidad dellegar aunainteligencia econóniica entre los países de Europa y evitar todos los daños quese derivan de una competencia ilimitada como la que ahora padecemos, que en modo alguno puede conseguir un equilibrio en la economía internacional.
El pasado otoño, M. Delaisi, uno de los economistas másdestacados deFrancia, publicó un libro, titulado Les Deux Europes, lleno desugestiones y deim interés extraordinario, en el que analiza conuna sutilidad excepcional todo el desarrollo industrial moderno, y en el que, apoyándose ,enlosresultados deeste examen, proyecta iniciativas parauna posible solución de la crisis de sobre-
producción quepadece la Europa industrial
En condiciones normales, unexceso de producción lleva consigo una baja del precio del producto, y, a la larga, el hundimiento de losproductores peordotados, y, como consecuencia, un nuevo equilibrio entre aquélla y el consumo.
Este equilibrio se rompe incesantemente, por dos géneros de causas: unas, internas, de orden técnico, como es la aplicación de un procedimiento más económico de producción; otras, externas, de orden social opolítico: unahuelga o una guerra, por ejemplo. Las primeras, son, afortunadamente, inevitables, y ellas constituyen el impulso progresivo industrial de todos los pueblos; pero las segunras soninadmisibles o deben ser eliminadas en estos momentos No vamos
a hablar delaposibilidad deunaguerra, que siempre existe y queúnicamente eliminaría un progreso industrial extraordinario, con intereses recíprocos y coordinados en todos los países, y un desarrollo tal de los medios de destrucción, que prácticamente le hagan imposible. (Por un desarrollo de la cultura, esdudoso quese pueda llegar a una situación firme y garantizada de pacificación internacional. Creemos que esto tan sólo podrá alcanzarse después de una transformación radical delaorganización económica actualmente existente.)
No puede justificarse el desarrollo de una industria basándose en consideraciones de orden bélico, es decir, en la necesidad de bastarse a sí mismo y de gozar de la máxima independencia económica No puede aceptarse que, por consideración a una posible situación, siempre accidental, sedesarrolle unpaís, arrastrando el lastre de una industria parasitaria, que no hace más que encarecer su economía. Ese anhelo debas-
tarse a si mismo, esposible mediante una adecuación de sus posibilidades con sus necesidades, pero no creando aquéllas de una manera artificial, que, a la larga, son imposibles de sostener, porque se sostienen a costa de las posibilidades naturales Ahora bien; como esta adecuación es imposible, toda vez que ello significaría una estratificación en el desarrollo de los pueblos, consiste en la incesante progresión de sus necesidades, es indudable la necesidad de tener abiertas las puertas para cuanto signifique colaboración internacional.
De este modo, para llegar a un acuerdo económico internacional es preciso creer en la firmeza de una situación pacífica y no relacionarse en un ambiente de desconfianza. Es indispensable que los gobernantes, lo mismo que los economistas, consideren todos los pueblos como un todo compuesto, cuyas partes no deben ser separadas en ningún momento, haciendo posible de este modo el máximo y más racional aprovechamiento de sus riquezas
Delaisi titula su libro Las dos Europos, porque traza una línea de separación entre la Europa industrial, creada al lado de las minas de carbón, y la Europa agrícola, carente de estas minas, sin riqueza industrial y con una riqueza agrícola escasa. Francia, Alemania, Inglaterra, el Norte de España y de Italia y la parte meridional de los países escandinavos, constituyen aquella Europa; el resto, la segunda.
El problema en la Europa A (la industrial), como antes decimos, es un problema de exceso de producción o de falta de mercados. Delaisi encuentra justamente en esa Europa B (la agrícola), esos mercados, que lo único que necesitan es que les faciliten los medios de enriquecerse, para aumentar su consumo y su capacidad adquisitiva. Son los pueblos de la Europa A (quizás por medio del Banco Internacional de Pagos, que está creándose), los que tienen que dotar a los pueblos de la Europa B de aquellos medios, corriendo los riesgos consiguientes a una colocación de capital aventurada, ya que la inseguridad política de casi todos estos pueblos hace de aquella colocación una colocación arriesgada. Pero esta es la única fórmula de solución satisfactoria de la crisis de la Europa A Delaisi examina con atención la situación de los mercados del mundo entero, incluyendo Asia y África, y llega a la conclusión de que aquéllos no pueden recibir más productos de la Europa industrial, de una parte, porque está agotado su poder de adquisición, y, de otra, por el propio desarrollo de su industria.
l^elalsi hace resaltar con clara visión la importancia indiscutible de la energía eléctrica, que constituye una forma de energía prácticamente transportable a distancias ilimitadas Las consecuencias de haber constituido el carbón la riqueza básica para todo desarrollo industrial, se ven eliminadas mediante el empleo de la energía eléctrica. La Europa B es capaz de aplicar la energía eléc-
trica en enorme proporción, con el consiguiente enriquecimiento que supone una producción más económica, y, por lo tanto, con el aumento de capacidad adquisitiva que ella lleva consigo.
Todo intento de salvar la crisis industrial europea, cada vez más agudizada, aunque accidental y localmente pueda apreciarse una intensificación pasajera, tiene que estar apoyado en una estructuración internacional, a la que tan sólo se puede llegar eliminando la preocupación de una guerra posible No son, pues, los motivos de humanidad y de cultura los que han de coaccionar a los pueblos para rechazar la guerra, sino la propia necesidad de vivir; este impulso vital será capaz de llevar a Europa (por ahora a Europa, quizás más tarde al mundo) a una organización económica de sus pueblos, por cuya virtud las fronteras de éstos adquieran un valor exclusivamente convencional, perdiendo el defensivo y agresivo que actualmente tienen.
España constituye una excepción en cuanto al grado de proteccionismo a que ha llegado: no solamente existen las barreras aduaneras más altas para proteger la producción nacional, sino que, dentro de España, caoa productor ha llegado a tener también su barrera defensiva, al poder oponerse a que se establezca otro productor de la misma rama industrial que él explota (Comité regulador de la producción), esto es, que la defensa aduanera no tan sólo es para la producción nacional, sino para los productores nacionales existentes. Esto es prueba del grado a que se está llegando en la evolución protectiva de las industrias nacionales. Se elimina, o, por ,1o menos, se dificulta todo lo posible el disfrute y la mejora derivada de todo progreso industrial que haya sido conseguido incluso en la propia nación
Un sereno examen de la cuestión lleva a conclusiones que exigen realización inmediata; sin embargo, creemos que todavía la crisis industrial europea no es suficientemente intensa ni grave para que coaccione a los pueblos hasta llegar a la armonía inevitable
Una prueba de ello lo acabamos de ver en la terminación de la Conferencia de Ginebra, cuyo desarrollo otro día veremos con más detalle, sin haber logrado llegar a un solo punto de acuerdo Todavía confían los gobernantes y creen los economistas que el desarrollo del proteccionismo no ha llegado a su máxima tensión, y que, por lo tanto, no pueden colocarse en una Conferencia Internacional que se propone estudiar su limitación, en el terreno de los sacrificios y de las renuncias. Esta actitud ha de causar crisis fortísimas, capaces de producir por si solas la destrucción de-
finitiva de todo el régimen económico capitalista
La Confederación del Pirineo Oriental.
En la última reunión de la Confederación Sindical Hidrográfica del Pirineo Oriental, el delegado de Fomento y director técnico, señor González Granda, comunicó que han quedado ya terminados y pendientes de la aprobación oficial los proyectos de los pantanos de Ribas y Abancó y del estudio del pantano de Cadernal. Están ya muy adelantadas las obras del primer trozo de los canales del pantano de Foix.
En la Asociación de Arquitectos de Cataluña, el ingeniero alemán W Dohme díó una conferencia acerca de la arquitectura de las centrales eléctricas, idéntico tema al que desarrolló ya el mismo señor en Madrid en la Escuela de Ingenieros de Caminos, y que ya reseñamos en nuestro número de febrero
Las Confederaciones Hidrográficas.
Con motivo de la petición hecha por la Confederación Hidrográfica del Guadalquivir, solicitando autorización para emitir un empréstito, el ministro de Fomento ha dicho que no permitirá tal operación, ni ninguna otra parecida a tal demanda
Parece que ha habido negociaciones entre esta Compañía y el Gobierno para llegar al establecimiento de la forma en que deben ser pagadas las subvenciones y aportaciones del Estado.
Se dice que las entregas por parte del Estado sufrirán una demora en el plazo.
Las lineas telefónicas de las empresas de electricidad.
Se ha llegado a un acuerdo entre la Compañía Telefónica y la Asociación de Productores y Distribuidores de Electricidad en lo referente a la explotación y concesión de líneas telefónicas privadas afectas del servicio de transporte y distribución de energía.
INGENIERO DE CAMINOS INGENIERÍA HIDROELÉCTRICA
Org-anización y explotación de empresas Proyectos — Construcción — Peritajes
•Góya, 34 — MADRID — Teléf 52.615
Según el Real decreto de 21 de noviembre de 1929, la concesión e intervención de las líneas privadas es facultad exclusiva de la Telefónica, y como ello irrogaría perjuicios al aplicar o interpretar las nuevas disposiciones, especialmente en relación con las empresas de electricidad, éstas han obtenido exclusivamente para los afiliados a su

"La arquitectura de las centrales eléctricas".

Los comerciantes escogen este camión para ayuda en sus negocios
NOS escribe D. Jaime Sauret, de la importante fábrica de Porcelanas Sanitarias, de Barcelona:
«Un comerciante que con acertado punto de vista mire por el progreso de su negocio no debe descuidar las condiciones antedichas—clave de un • problema tan importante como los transportes.
»Sólo se obtendrá este resultado con camiones que por la perfección de su motor y solidez de su construcción sean de absoluta dependabilidad. /Xl^?Í Mi propia_experiencia me
lo ha hecho ver así, y en la actualidad tengo dos camiones Chevrolet, uno al servicio de la fábrica y otro al de la tienda.
»EI servicio que me dan estos camiones me ha convencido de que son los más adecuados a toda industria o comercio con miras al progreso.»
Sea cualquiera' el ramo mercantil o industrial a que usted se dedique, con el camión Chevrolet realizará sus repartos con mayor rapidez, abarcará más territorio y, por tanto, el número de pedidos aumentará. Visite al concesio^W^.'jjy nario más próximo, que le dará gustoso una prueba
Asociación determinadas concesiones per parte de la Telefónica.
La luminotecnia en España.
Parece ser que la Asociación Española de Luminotecnia se encontrará apoyada por los productores y distribuidores de electricidad en los planes que se propone desarrollar respecto a su labor propagandista y cultural.
La presa de "Hoces de CliulUla".
Se ha sometido a información pública el proyecto de una presa de 36 metros de altura sobre el cauce del río Turia, ubicada en el estrecho "Hoces de Chulilla, situada a unos tres kilómetros aguas abajo del puente colgante de Loriguilla; la fábrica de que se proyecta la presa es de hormigón con carretales, creándose un embalse de 21 millones de metros cúbicos, con una amplitud de remanso de cinco kilómetros, que llega aproximadamente en embalse normal a la confluencia del rio Chelva con el Turia.
En la margen izquierda del río se ccnstruye un aliviadero de superficie de 300 metros de longitud, capaz de desaguar una crecida de 1.500 metros cíibicos por segundo.
Las obras afectarán a los términos municipales de Chulilla, Loriguilla y Domeño, todos de la provincia de Valencia
Los saltos de Gredos.
Se ha pedido en la Prensa la revisión del expediente de concesión de unos saltos en Gredos, alegando que las aguas que habrían de utilizarse eran de propiedad particular.
El ingeniero concesionario de dichos saltos, don Emilio Azaróla, ha contestado negando veracidad a la denuncia y denaostrando, por un lado, la perfecta licitud de la concesión, entorpecida durante diez años por trabas y trampas burocráticas, y por otro, las enornies ventajas que desde el punto de vista hidroeléctrico y agrícola representan dichos saltos, para cuya construcción no se ha pedido ni se ha solicitado ninguna subvención del Erario público.
El salto es uno de los más importantes del mundo, pues la caída del agua se veriflca desde una altura de 1.600 metros; además, toda la vega de Candeleda se regará con los sobrantes de los embalses, y es sabido que las vegas de Gredos, en su parte sur, son de una feracidad extraordinaria.
(De La Semana Financiera.)
La revista de la Ck)nfedera<;i6n Hidrográfica del Ebro.

El número correspondiente al mes de enero de la revista de la Confederación Sindical Hidrográflca del Ebro es digno de señalarse por la perfección y buen
gusto editorial con que ha sido llevado a cabo.
Está dedicado especialmente al pabellón que la Federación ha presentado en la Expíesición de Barcelona, y en él se reproducen en magníflcas tricromías algunos de los dioramas acertados y artísticos del señor Díaz Domínguez instalados en el "stand" de referencia, brevemente comentados por personas afectas a la labor que desarrolla la Confederación. El'señor Lorenzio Pardo y el director de la revista, don José Valenzuela de la Rosa, son merecedores de un elogio sincero por el acierto con que han realizado su propósito de poner de manifiesto la organización, manera de funcionar, extensa esfera de acción que abarcan sus iniciativas y cuantas actividades se relacionan con la ConfedeIracíón del Ebro. Era este su propósito 6,1 concurrir a las Exposiciones, y puede decirse que lo han logrado plenafnente con la publicación del número ex-^,
traordmario de su revista que reseñamos. Sin embargo, es lástima que en él no se hayan incluido algunos de los datos técnicos y parte de las cifras y documentos estadísticos acerca de los trabajos proyectados y en construcción.
En la Conferencia de la Energía celebrada en diciembre, en algima de las Memorias presentadas por personas afectas a la Confederación se hizo ya una relación en ese sentido, cuya publicación, actualmente estimamos, hubiera sido oportuna.
El Reglamento de instalaciones eléctricas.
En diferentes reuniones que ha tenido el Comité directivo de la Asociación de Productores y Distribuidores de Electricidad, se ha tratado de esta cuestión, confirmando la noticia que ya dimos sobre el aplazamiento solicitado por fabricantes de material para que entrara en vigor el nuevo Reglamento. El señor de la Mora, en una visita hecha al ministro de Economía, apoyó la solicitud citada, ya que, aparte de considerarla justa, ella permitiría la aparición durante ese tiempo del Reglamento general de instalaciones eléctricas, que paliará las dificultades que se han suscitado con motivo de las disposiciones dictadas en relación con la tensión de las líneas.
Parece que es probable se acceda a la petición de referencia.
Las tarifas del fluido.
Se realizan gestiones cerca del Gobierno para dar un carácter más amplio a la legislación vigente sobre tarifas eíléctricas. Estas hoy día no pueden ser modificadas a modo de ensayo, pues sí éste resultase negativo se precisaría un nuevo expediente que acreditara de nuevo la validez de las antiguas, tramitación que trata de evitarse. Con arreglo a este mismo particular, las Compañías suministradoras de Madrid y Barcelona, que en la actualidad son las que tenían en proyecto variaciones en el precio del fluido suministrado, realizan, según nuestras noticias, conjuntamente sus respectivos estudios.
Ferrocarriles.
El próximo Congreso Internacional de Ferrocarriles.
La Asociación Internacional del Congreso de Ferrocarriles, fundada en 1885, tiene por fin favorecer el progreso de los ferrocarriles por medio de Congresos, que se reúnen periódicamente, y por la publicación del boletín mensual de la Asociación
Las obras hidráulicas españolas 77, Una de las válvula? de compuerta de 1.000 mm de diámetro, construidas y montadas por la S \ «Maquinista-y fundiciones de] Ebro», para las tomas de agua del pantano del Guadalmellato, en Córdoba
La Asociación está integrada por Empresas de ferrocarriles de interés público, explotadas, bien por el Estado o bien por Compañías particulares, pu-
Sólo espera a estar cargado j» arranca luego, en seguida, hacia su destino, rápido y seguro
OASANDOS E en esta fórmula fundamental, la General Motors ha buscado una solución para todas las personas interesadas en los transportes Los camiones G M C son el resultado de estos estudios.
Cada clase de acarreo tiene ahora su medio adecoado La serie G M C consta de camiones cuya capacidad varía entre 3/ 4 y 5 toneladas. Construidos sobr ^ sólidos chasis de ballestas reforzadas y provistos de motor Buick o motor Pontiac, cuya robustez
y segundad gozan de fama mundial, estos G M C aumentarán sus beneficios, extendiendo su radio de acción y economizando tiempo por su duración, rapidez y seguridad
Aconséjese del concesionario más próximo e infórmese de las facilidades de pago de la G M P. (Acceptance División)

cuanto más potentes, rápidos y resisten' tes sean ios medios por ¡os que se realicen
diendo también formar parte de la misma los Gobiernos de los países a los cuales se extienda aquélla. Por consiguiente, pone en relación a los técnicos ferroviarios de todo el mundo y sus reuniones contribuyen en gran manera al progreso incesante de los ferocarriles por la aportación de la experiencia adquirida en las redes de todos los países
Las cuarenta naciones que actualmente forman parte de la Asociación son las siguientes: Alemania, Argentina, Bélgica y Colonias, Bolivia, Brasil, Chile, China, Costa Rica, Cuba, Diríamarca, Dominicana (República), Egipto, Ecuador, España, Estados Unidosi de América, Finlandia, Francia-Argelia-Tunisie-Colonias y Protectorados, Gran Bretaña y Norte de Irlanda-India-Dominíos-Protectorados y Colonias, Grecia, Haití, Irlanda (Estado libre de), Italia, Japón, Luxemburgo, México, Nicaragua, Noruega, Paraguay, Países Bajos y Colonias, Perú, Polonia, Portugal y Colonias, Rumania, Salvador, Siam, Suecia, Suiza, Checoeslovaquia, Uraguay, Reino de Yugoeslavia.
Se halla regida la Asociación por una Comisión permanente compuesta de un cierto número de miembros, que actúa a modo de Consejo de Administración y que se reúne por lo menos una vez al año en Bruselas.
Los Congresos se reunían antes de la guerra cada cinco años en una capital distinta Después de la guerra no ha habido más que el de Roma en 1922 y el de Londres en 1925, aprobándose en este último la petición del delegado del Gobierno español, de que el imdécimo Congreso se reuniera en Madrid en 1930 De ahora en adelante, las reuniones serán cada tres años, y está ya acordado que la de 1933 tenga lugar en El Cairo. Tienen derecho a tomar parte en el Congreso únicamente los miembros de la Comisión permanente y los delegados designados por las Administraciones de Ferrocarriles y los Gobiernos. El número de delegados de las Empresas ferroviarias está en relación con la extensión de su red.
En cada sesión se tratan únicamente las cuestiones que han sido previamente preparadas por la Comisión permanente y estudiadas por técnicos especializados, escogidos entre los más competentes de las diversas Empresas ferroviarias Para el mejor rendimiento del trabajo, se subdivide el Congreso en cinco Secciones: Vía y obras; Material y tracción; Explotación; Asuntos generales, y Ferrocarriles económicos y coloniales; hasta el año 1925, las discusiones se hacían en francés y en el idioma del pais en que se celebraba el Congreso, pero a partir de la sesión de 1930 se ha acordado que los idiomas oficiales sean: el francés, el inglés, el alemán y el idioma del país en que tenga lugar el Congreso. Esta decisión dificultara notablemente la organización de la sesión undécima y la redacción del Diario de Sesiones, que aparece cada día en los cuatro idiomas anteriormen-
te citados, con los resúmenes de las reuniones verificadas en el día anterior.
El día 15 del febrero pasado se ha reunido en Bruselas la Comisión per-
Secretario general: Don Augusto Krahe Herrero.
Secretario general adjunto: Don José María García-Lomas.
Terminada la sesión de la Comisión permanente, el ministro de Transportes, Sr. Lippens, reunió a cenar en su casa a los delegados de las diferentes naciones y se pronunciaron palabras de elogio para la nación española y para S. M. el Rey, brindándose por el éxito del Congreso de Madrid.
A su regreso a Madrid, la Comisión ha visitado a S M el Rey, para agradecerle la aceptación de la presidencia de honor del Congreso, habiendo escuchado de labios de S. M. frases alentadoras y ofrecimientos de su real apoyo para que el Congreso, que por primera vez ha de celebrarse en nuestra patria, revista la mayor brillantez posible.
Además, S. M. el Rey ha ofrecido a la Comisión local dar una recepción en su palacio real en honor de los congresistas.
El nuevo edificio Chrysler. Una interesante perspectiva de este nuevo rasca cielos, que es hoy el más alto del mundo
manente de la Asociación Internacional del Congreso de Ferrocarriles. Ha sido esta la reunión preparatoria de la undécima sesión del Congreso que ha de celebrarse en Madrid del 5 al 15 de mayo de 1930. La Delegación española estaba constituida por los señores: don Luis Morales, D. Antonio Valenciano, conde de Fontao, D Manuel María Arrillaga, D. Augusto Krahe y D. José María García-Lomas, que forman parte del Comité Ejecutivo de la Comisión de organización de dicho Congreso Asistieron por primera vez a la reunión los delegados alemanes, puesto que la admisión de Alemania en el seno de la Asociación fué acordada en julio del pasado año. La Delegación española díó cuenta del estado de los trabajos de organización, así como de los programas que tiene en proyecto, siendo premiada su labor por nutridos aplausos del resto de la Comisión permanente

La Presidencia de Honor la ostenta S. M. el Rey de España. Son Vicepresidentes de honor el ministro de Fomento y el ex ministro de Fomento señor conde de Guadalhorce, y la Mesa del Congreso se halla constituida de la siguiente manera:
Presidente efectivo: Excmo señor don José Gaytán de Ayala
Vicepresidentes: Excmo señor don Eduardo Maristany, marqués de Argentera; Excmo. Sr. D. Félix Boíx, excelentísimo Sr. D. Luis Morales, excelentísimo Sr D Antonio Valenciano
Dado el número (unos 1.500) y la calidad de las personas que han de acudir a esta reunión internacional, se estima que este acto es la propaganda turística más importante que se ha hecho hasta la fecha en nuestro país, por lo que es de desear que todos los organismos oficiales y particulares no vacilen en prestar su apoyo y colaboración a la Comisión organizadora del Congreso.
Orense-Zamora.
Es muy probable que den comienzo en este mes a las obras del trozo comprendido entre Cumial y la estación de Orense del ferrocarril Orense-Zamora los concesionarios del mismo. En el citado trozo está incluido el túnel de Montealegre y el puente sobre el río Miño.
Cesión de derechos.
Ha sido aprobada la transferencia que D. Ildefonso González Fierro ha hecho a la Sociedad Constructora Fierro, de todos los derechos y obligaciones derivados de la contrata de ejecución de las obras de explanación y fábricas y túneles del ferrocarril de Alicante a Alcoy.
Minas y metalurgia.
Supresión del Instituto de Estructuración minera.
Ha sido derogado el decreto del 6 de septiembre último en virtud del cual se creaba el Instituto de Estructuración Minera, que tenía por fin conocer, ordenar y estructurar la producción minera de España, vigilar y encauzar el comercio y tranformación de las sustancias minerales y de las materias que se obtengan directamente de su tratamiento, así como proponer a la superiondad las reformas legislativas que^
Locomotor a eléctrica Metrovick " de 2.340 GV„ 3.000 voltios 100 toneladas de peso para el Ferrocarri l Paulista del Brasil
Referencias en
EUROPA ASIA ÁFRICA
AMERICA y OCEANIA
de los ferrocarriles electrificados con material suministrado
POR LA

Ferrocarril de Londres - F. C. Metropolitano de Londres - F. C. SOUTHERN - F. C.
MERSEY - F. C. del Gobierno de Nueva Gales del Sur - F. 0. del Gobierno Holandés - F C del Estado de Italia - F C del Estado de CHECOESLOVAQUIA - F C del Norte de España: Barcelona Manresa-Vich e Irún-Alsasua - F. C.del Oeste de Australia - F. C. GREAT INDIAN PENINSULAR - FC. del Gobierno Imperial Japonés
" C del África del Sur - Ferrocarril Central Argentino - F C OESTE de Minas
Brasileño - Ferrocarril del Oeste de Buenos Aires - Ferrocarril Paulista del Brasil - etc . - etc.
Oficina Central en España: SOCIEDAD ESPAÑOLA DE ELECTRICIDAD
MADRI D - Príncipe , li
BILBA O
Eguidaz u y Landech o
Alameda Recalde, 46
Ingeniería y Construcción 1
BARCELON A
Electri c Supplie s Co
Fontanella, 14
FABRICA Y TALLERES
Manchester y Sheffield (Inglaterra)
sean convenientes para el más fácil cumplimiento de su labor.
Consejo Nacional de Combustibles. .. Continuando el ministro de Fomento en su plan de economías, se propone introducir en este organismo importantes •modificaciones, por cuya virtud quedará reducido al actual Comité de Combustibles Sólidos. No sufrirá por ello alteración substancial toda la organización hullera, ya que este Comité es el que, en realidad, venía ciunplíendo la misión encomendada al Consejo De este modo se conseguirá una importante reducción en su presupuesto, sin causar repercusión en su eficiencia, sino más bien lo contrario, por convertirle en un organismo más sencillo y de funcionamiento más fácil.
El precio del plomo.
Durante el pasado mes de marzo ha continuado rigiendo para el plomo en barra y elaborado, y para la compra del plomo viejo, los mismos precios que se fijaron en la R. O. publicada el I." de agosto de 1929.
Nombramientos y traslados.
Ha sido nombrado por la Confederación Hidrográfica del Ebro para regir la división del Cinca y los pantanos de Huesca D. Federico Jiménez del Hierro, actualmente director del Sindicato del Pantano de Santa María de Belsué.
Ha sido nombrado director general de Industria el ingeniero industrial D Manuel Casanova Condorena.
El ingeniero industrial D. Miguel Aguirre ha sido nombrado receptor de materiales en Vizcaya de la importante Sociedad "La Maquinista Terrestre y Marítima", de Barcelona.
Ha ingresado, como ingeniero, en la Sociedad Saltos del Duero, D. Francisco Rodríguez y Rodríguez, ingeniero industrial.
Ha sido nombrado ingeniero de la Sociedad Altos Hornos de Vizcaya don Pedro Luis Garay,, ingeniero industrial
Don Enrique Mellado La Fuente, ingeniero industrial, ha sido reintegrado a su destino de la Subdirección de Industria, trasladándole de la plaza de inspector de Automóviles y verificador de taxímetros que con carácter interino desempeñaba en la provincia de Málaga.
También ha sido reintegrado a su destino a la Subdirección de Industria el ingeniero industrial D Pedro Calvo y de Pablo, que fué destinado interinaniente al cargo de verificador de fluidos en la provincia de Sevilla.
Los ingenieros industriales D. Arturo López González y D. José López Vargas, que desempeñaban en Madrid los puestos correspondientes a los señores
tróleos y se ha dirigido a las concesiones petrolíferas ae la aludida Sociedad en Colombia.
El Sr. Roso de Luna ha trabajado antes para la Compañía inglesa Río-Tinto C.° Ltd., en su departamento de estudios geológicos, y ahora va a los campos petroliferos que la C. E. P. S. A. posee en las proximidades de Maracaibo (Venezuela).
Los premios del Instituto de Ingenieros Civiles.
Se han resuelto los concursos del Instituto de Ingenieros Civiles correspondientes a las convocatorias de 1927 y 1928
Perteneciendo el primero al Cuerpo de ingenieros agrónomos, se declaró desierto, acordándose repartir las 5.000 del premio entre los Sres. García Badel y Rodríguez López, que habían presentado trabajos
Una colección de puentes levadizos. El río de Chicago, navegable, corta las principales arterias de tráfico rodado, obligando a la construcción de numerosos puentes levadizos. Es posible que en ningún otro tramo de río se encuentren tantos como los que aparecen en esta fotografía
antes nombrados, han cesado en sus funciones por no concurrir en ellos la circunstancia de figurar en el escalafón del Cuerpo, que se estima como condición precisa.
Se ha nombrado al general de Ingenieros de la Armada D. Francisco Díaz y Aparicio para que, en unión del personal que oportunamente se designe, verifique la inspección del Canal y Experiencias para buques que para la Marina ha de construir,la Sociedad Española de Construcción Naval.
Ha sido nombrado director técnico de las concesiones que la Compañía de Petróleos tiene en Venezuela el ingeniero industrial D. José G. Careaga.
Ha sido nombrado ingeniero de la Sociedad "Construcciones Metálicas, Talleres de Zorroza", D. Antonio Blanco González, ingeniero industrial

El ingeniero ae Caminos D. José Lucía ha sido encargado por la Asociación de Productores y Distribuidores de Electricidad para dirigir los trabajos estadísticos que ésta va a tener a su cargo.
Ingenieros españoles a América.
Los ingenieros de Minas señores don Fernando Merry del Val y don Ismael Roso de Luna, han ingresado en el personal técnico de la Compañía Española de Petróleos, S. A., la cual los ha encargado de las explotaciones petrolíferas por ella adquiridas en Sur América.
El Sr Merry del Val figuró antes en el personal técnico del Monopolio de Pe-
El de 1928, que se debió adjudicar a un ingeniero de Montes, fué igualmente declarado desierto, otorgándose como compensación 2.000 pesetas al Sr Mozo, que había presentado un trabajo. Las 3.000 restantes de la cantidad asignada, y que fueron puestas a disposición de la Asociación de Ingenieros de Montes para premiar a los ingenieros que más se hubieran distinguido durante el año 1928, se han repartido teniendo en cuenta la labor técnica y científica que han llevado a cabo, entre los Sres Esteva, Azpeitia y Lleó.
En junta celebrada el 10 del pasado por la Asociación de Ingenieros de Minas fué elegida la nueva Directiva, bajo la presidencia del Sr. González Llana.
Nuevas Juntas directivas de las Agrupaciones de Ingenieros Industriales.
Agrupación de Madrid.
Para el año 1930 ha quedado constituida la Junta Directiva de esta Agrupación en la siguiente forma:
Presidente, D. Manuel Soto Redondo; vicepresidente primero, D Juan Usabiaga Lasquibar; vicepresidente segundo, D. Carlos de Laffite; secretario general. Vacante. Secretario primero, D. José Castañeda Chornet; secretario segundo, D. Joaquín García de la Concha; tesorero, D. Alberto Inclán López; contador, D. Luis Benito Villanueva; bibliotecario primero, D. Francisco Vighi Fernández; bibliotecario segundo, D José Alcántara Rubio. Vocales: D. Fernando Luca de Tena, D. Jorge Balaguer Aristizábal, D. José Maria Fernández Yáñez, don Juan Cánovas del «jastillo, D José Benlloch Martínez y D. José Oriol Urquijo.
Bilbao.
Presidente, D Luis Mellado; vicepresiaente, D. Luis Checa; tesorero, don Manuel de Zubiría; contador, D. Jacinto
%e Wilson 5ubstatiorv
Merced County, Calif.
Mi
CONDENSADORE S SÍNCRONO S
CONMUTATRICE S
GRUPO S CONVERTIDORE S
Fabricación:
"GENERA L ELECTRI C C.° "
ce ALSTHOM "
Socieda d Anónima.-Capital : 20.000.00 0 d e peseta s
Dirección General: MADRI D - Barquillo, 1 - Apartado 990
BARCELON A
D E
Fontanella, 8—Apartado 432 J
BILBA O \
Marqués del Puerto, 16.—Apartado 330
LEGACIOINE :
VALLADOLI D
Alfonso XIII, 2.—Apartado 77

SEVILL A
San Gregorio, 22.—Apartado 176
ZARAGOZ A
Coso, 10 y 12.—Apartado 33
LISBO A
Plaza Dos Restauradores, núm 18
Ingeniería y Construcción...
Garamendi; secretario, D. Antonio Goenechea; vicesecretario, D. Vicente Balanzategui; bibliotecario, D Juan Ajuriaguerra; vocales, D José M." G de Careaga, D. Federico Castro, D. David García Alonso, D. José Ortiz Artiñano y D. Isidro Sans.
En la junta general celebrada por la Sociedad Central de Aparejadores, quedó constituida la Junta Directiva del siguiente modo:
Presidente, D. Luis Talavera; vicepresidente, D. Emiliano Arroyo; secretario, D. José Torange; vicesecretario, don Alvaro Huetos; contador, D. Andrés Ortega; tesorero, D Ricardo Recio; vocal primero, D. Luis Minguíllón; ídem segundo, D. Eugenio Pingarrón; ídem tercero, D. Alvaro Guadaña; ídem cuarto, D Joaquín Ortigosa; vocal alumno, don Amador Esteban.
Servicios del Estado.
Ingenieros agrónomos. — Don Juan Bemáldez y Romero de Tejada, es nombrado jefe del Negociado de Estadística de la Producción Agrícola y Pecuaria de la Dirección General de Agricultura
Don José Andrés de Oteiza y de la Loma, director de la Estación Arrocera de Delta del Ebro (Tarragona), es destinado al Negociado de Ganadería de la Dirección de Agricultura
Don Pascual Carrión y Carrión, en situación de disponible, ha sido nombrado ingeniero director de la Estación de Estudios de Aplicación del riego en Elche.
Don Fernando Oria de Rueda, afecto al Catastro, dependiente del ministerio de Hacienda, ha sido trasladado a la Sección Agronómica de Valencia.
Don Eleuterio Sánchez Buedo, ingresado en el Cuerpo, ha sido destinado al servicio del Catastro, dependiente del ministerio de Hacienda.
Don José Orozco Esteban, director de Olivicultura, de Baeza, se le encarga de la Escuela de Capataces de Regadío, de Ubeda (Jaén)
Don Frascisco Ullastres Coste, director de la Estación Agropecuaria de Vich, es nombrado jefe de la Sección Agronómica de Barcelona
Don Antonio Bertrán Olivella, afecto a la División Agronómica de Experimentaciones de Barcelona, es destinado a la Sección Agronómica de la misma provincia
Don José Benítez Butrón, de la Sección Agronómica de Pontevedra, es destinado a la Sección Agronómica de Málaga.
Don Demetrio Delgado de Torres, ingeniero tercero, ha sido destinado, como ingeniero, a la Sección Agronómica de Guadalajara.
Don José Arizcun Moreno vuelve a ser nombrado jefe de la Sección Agronómica de Guadalajara, quedando sin efecto
su destino a la sección de parcelación y colonización de la Dirección General de Agricultura
Don Aureliano Quintero es destinado a la Sección Agronómica de Cuenca.
Don Francisco de P Agüero Beruy, disponible, es destinado a la Sección Agronómica de Sevilla.
Don Secundíno Herrero, de la Estación de Viticultura y de Enología de Reus, es trasladado a la Sección Agronómica de Valencia.
Don Ricardo Ruiz Ballota ha sido nombrado ingeniero en la Confederación Sindical Hidrográñca del Duero
Don Mariano Croa Urquiola, director de la Estación Agropecuaria de Burgos, es trasladado a ia Granja Escuela de Capataces Agrícolas de Zaragoza.
Don Francisco Carramiñana, de la Granja Escuela de Capataces Agrícolas de Zaragoza, es trasladado a la de director de la Estación Agropecuaria de Burgos
Don Zoilo Cano Carbonell, afecto al Catastro, dependiente del ministerio de Hacienda, es destinado a la Sección Agronómica de loledo.
Don Trinidad Catasús y Catasús, afecto a la Sección Agronómica de Barcelona, es encargado, al propio tiempo, de la dirección de la Estación Agropecuaria de Vich.
Ingenieros de caminos. —Con motivo de la declaración ue supernumerario de D. .Vicente Ucelay, ha ascendido a segundo D. Evaristo Lavín Naval, ingresando como tercero D. Tomás Gómez
Acebo
Ha sido destinado a la Dirección general de Obras Públicas, en tanto le corresponde ocupar plaza de número en el Escalafón del Cuerpo, el ingeniero jefe de segunda D. Francisco Javier Cervantes.
Ha sido declarado en la situación de supernumerario, en servicio activo, el tercero D. Juan Antonio Núñez Maturana, que se hallaba pendiente de destino Continúa en lac uarta Jefatura de Construcción de Ferrocarriles, en donde servía con anterioridad a su ingreso.
Han sido trasladados: de la Jefatura de Cádiz, a la de Baleares y División Hidráulica del Guadiana, respectivamente, D Diego Tejera López y D Pedro Ansorena y Sáenz de Jubera
Con motivo de la vacante producida por pase a supernumerario de D. Pedro Diz Tirado, han ascendido: a jefe de segunda clase, D.Valeriano Ruiz de Guevara; a primero, D José González Méndez; a segundo, D. Juan San Julián Olaso, ingresando como tercero D. Juan Antonio Núñez Maturana.
"En la producida por pase a supernumerario de D José Perals ingresa como tercero D. José Firnieles Ulíbarri.
Han sido destinados: a la Jefatura de Cáceres, D. Ildefonso Moreno AlbaTrán; a la de Orense, D. Maximino Casares Ortiz, y a la de Segovia, D Pedro Moran Miranda.
Ha sido nombrado jefe del Negociado de Construcción de Carreteras D. Anto-
nio Buitrago y Martín de Vidales, receintemente ascendido
Ha sido trasladado de la División del Duero a la Jefatura de Gerona D. Juan San Julián Olaso.
Ingenieros de minas.—Se destina a la Sección de Estudios Geológicos al ingeniero tercero D. Francisco Rived Reville. Se nombra ingeniero del Laboratorio Químico Industrial ue la Escuela Especial de Ingenieros de Minas a D. Julio Heredia Loring.

Ingenieros de montes.—Por pase a supernumerario de D. Alvaro Moreno de Carlos, ascienden a ingenieros segundos D. Javier Gómez de la Sema, D. Enrique Bernal y Martínez y D. José Elorrieta y Artaza, los tres supernumerarios, y D Cecilio Susaeta y Ochoa de Echaguen Jvmque, también supernumerario, y se nombra ingeniero tercero a D. Dionisio Ramírez Jiménez.
Don Flaviano Garcia Monge y Vega, cesa en la Jefatura del Distrito Forestal de Valencia, por haber sido nombrado jefe de Negociado en la Sección de Montes del ministerio de Fomento.
Por Real orden de 6 ue marzo ha sido concedida al conde de Torrubia la construcción y explotación de la autopista Madrid-Irún La obra está presupuestada en 232.723.700 pesetas. La longitud es de 415 kilómetros y la financiación de la obra se proyecta llevar a cabo mediante la constitución de una Sociedad Anónima, con un capital de 25 millones de pesetas y autorización para emitir obligaciones hipotecarias al 6 por 100, amortizables en cincuenta años, hasta la cifra total del importe de la obra Se someterá a la delíoeración de las Cortes un proyecto de ley relativo a la subvención que el Estado ha de conceder, subvención que por el momento queda en suspenso
El comisario regio del Canal de Isal>el II. Ha sido nombrado comisario regio presidente del Consejo de Administración del Canal de Isabel II D. Amallo Gimeno, en sustitución de D. Juan Zaracondegui, que ha cesado en dicho cargo
Los presupuestos de las Divisiones Hidráulicas.
La Gaceta del 4 de marzo publica la Real orden en la que se aprueba para el año actual la distribución del crédito concedido en el presupuesto vigente para obras de riego A continuación publicamos la relación que se inserta en la referida Real orden, en la cual se producción del acero y en su fimdicíón, y la de MM. Kagan et Deprez, "Quelques remarques sur un défaut de fonderie: le Noir de la Malléable".
advierte que las cantidades destinadas a obras se han de intervenir necesariamente con cargo a los respectivos presu-« puestos aprobados para cada una de ellas cuya ejecución haya sido autorizada, y que los gastos referentes a expropiaciones se han de realizar con cargo a los expedientes que se aprueben o a presupuestos aprobados para su formación.
División hidráulica del Júcar.—Pantano de Almansa, 50.000 pesetas; pantano de Bueso, 50.000; pantano de Benegeber, 200.000; pantano de Loriguilla, 200.000 pesetas.
División hidráulica del Sur de España.—Mejora de riegos de Dalias, 35.000 pesetas; Alumbramiento de aguas subálveas del río Guadalfeo para riegos de las vegas de Motril y Salobreña, 33.000; pantano de Andrade, 100.000; pantano del Chorro, 2.500.000 pesetas
División hidráulica del Guadalquivir.Pantano de Guadalcacín, 1.000.000 de pesetas.
División hidráulica del Guadiana.—Canales derivados del pantano de Gasset, 150.000 pesetas; pantano de Cijara, 200.000 pesetas.
División hidráulica del Tajo. — Canal, del Henares y pantano de Palmaces, 500.000 pesetas; Real Acequia del Jarama, 200.000; pantano del Vado, 800.000 pesetas
División hidráulica del Miño.—Canal del Bierzo, 200.000 pesetas; Formación y pago de expedientes de expropiación de todas las obras que sean de cuenta del Estado, con excepción de las que se realizan con intermedio de Juntas, 82.000; para imprevistos y atender a la ejecución de obras cuyos proyectos se hallan en tramitación, 400.000 pesetas
Congreso Internacional de Fundición en Lieja.
el Congreso Internacional de Fundición, Se ha convocado para junio próximo que se hará, unido con el Congreso Internacional de Minas, de Metalurgia y de Geología aplicada, que en esa época tendrá lugar en Lieja.
La organización del mismo ha sido encomendada al Comité de L'Association Technique de Fonderie de Belgique.
España no ha enviado todavía su adhesión, estando en la actualidad inscritas las naciones siguientes: Francia, Alemania, Inglaterra, Italia, Países Bajos, Tchecoeslovaquia y Estados Unidos.
Sin embargo, los organizadores belgas están en relación con don Juan Manuel España (Choisí-le-Roi, prés París, 8, Avenue de Versailles), de quien los interesados pueden obtener referencias sobre este particular.
Entre las Memorias anunciadas, presentan especial interés, entre otras, la de M. Deschamps, que tratará sobre las ventajas e inconvenientes de los diferentes procedimientos empleados en la
Feria stiiza de Muestras.
Del 26 de abril al 6 de mayo próximos se celebrará en Basilea (Suiza) la XIV Feria Suiza de Muestras, certamen que, anualmente, y aproximadamente por esta época, se repite, con objeto de dar a conocer a los comerciantes e industriales de todas las naciones, las riquezas industriales de la Confederación Helvética.
En dicha Feria se expondrán muestras de los siguientes productos, exclusivamente suizos: Química y Farmacia; Utensilios y artículos de menaje y cocina; Cepillería y cristalería; Instalaciones caseras, muebles y cestería; Instrumentos de música (obras y partituras); Artículos para deportes y juguetes; Artes industriales y cerámica; Relojería y joyería; Instalaciones para ofl-
El hecho de que wna obra aparezca en esta sección, no impide que, posteriormente, nos ocupem,os de ella con más detalle.
"Cours d'Electricité" Un libro con 451 pá-is glnas y 252 figuras y tres tablas, por M.} Veaux. Editado porla Librairie Polytech-¡ ñique Ch Béranger París "
"Blanqueo de fibras textiles" Química apli-; cada a la Industria textil Un ejemplar de 400 páginas y 144 figuras. Tomo XI, por el doctor don Manuel Riquelme Sánchez Manuel Marín,'editor, Barcelona
"Etude sur L'Entretien & L'Ajutage des Lames des Scies a Ruban a grande production" Un catálogo, por G Maunier Editado por Guilliet Fils &Cía. Auxerre. "La grande oeuvre de la chimie". Un libro con 249páginas y fotografías, por Marcelin Berthelot Imprimerie de Vaugirard, H. L. Motti. dir., impasse Rousin, París, 1929.
"Aproveitamentos hydraulicos" Estudio de un dique celular de tramos múltiples con placa vedante formada de largueros de cemento armado y deun Methodo de Calculo dos Diques de Gravidade mecizos, por M F de Costa Serrao Engenheiro 1 O P
"Les bruits dans les batiments", por I. Katel, ingeniero. Un ejemplar con 106 páginas y grabados Editado por Ch Béranger
"Encyclopédie practique des constructeurs mécaniciens, chaudronniers, electriciens", publiée SOU S la direction de Rene Champly, mécanicien-électricien. Un libro con 260 páginas Tomo XV Editor, Ch Béranger París
"Comparative tests of various fuels when burned in a domestic hot-water boiler. By E S Malloch and C E Baltzer Mines Branch, John McLeish, Director Ottawa, F A Acland Printer to the King's most excellent majesty, 1929.— Precio: 20 céntimos.
"Madrid Información sobre la ciudad" Una memoria con 192 páginas, fotografías y planos. Por el Ayuntamiento de Madrid.
"Boletín Oficial del Ministerio de Trabajo y Previsión" Un boletín con 280 páginas, con láminas Redacción y Administración; Marqués de la Ensenada, 8. Director: F Rivera y Pastor
"Books on Electrical Engineering" Un catálogo de 48 páginas, editado por Me Graw-Hill Publishing Co., Ltd LonLondres EC4.
El teatro más alto del mundo InteriordeunteatroconstruidoenNuevaYorken elpiso60°deunrascacielos Es notablesudecoradomoderno
ciñas y tiendas; Papeles y artículos de papelería; Artículos de oficina y material de enseñanza; Reclamos y propaganda; Artes gráficas y edición; Productos textiles, vestidos, trajes y accesorios; Calzado y artículos de cuero; Artículos técnicos (de metal, madera, vidrio, corcho, cuero, goma, etc.); Inventos y patentes; Mecánica de precisión; Instrumentos y aparatos; Industria eléctrica; Máquinas y herramientas; Transportes; Materias primas y materiales de construcción, y, por último, Diversos.
Estarán, por tanto, representadas todas las industrias del país, lo cual permitirá a los visitantes darse cuenta exacta de la producción nacional suiza, motivo por el cual interesa a los comerciantes e industriales y a cuantos se ocupan de introducir en España productos suizos, concurrir a tal Feria
Todos los Consulados de Suiza en España, y la Legación de Suiza en Madrid facilitarán cuantos datos se les pidan sobre dicho Certamen
"Anuales des Travaux Publics de Belgique"
Un libro de 1.005 páginas, planos y grabados Tomo XXX Por el Ministerío de Trabajos Públicos Editor: Dunod París, diciembre 1929
"Anuario de la Escuela Especial de Ingenieros de Caminos, Canales y Puertos"
Un libro de 304 páginas y figuras. Curso de 1928-1929, por el Ministerio de Fomento Editado por los talleres "Voluntad" Serranor 48, Madrid
"BulletindeL'A.ssociatíon Internationale du Congrés des chemins de fer (385 (05)"

Un libro con figuras. Volumen XI, número 12, 1929. Editeur: Société Anonyme M Weissenbruch, imprimeur du Roi Redacción: Commission permanente de L'Association, rue du Progrés, 74, Bruxelles.—Precio, 75 francos.
"Suplement au manuel du monteur de cauffage central", por G Dehureatch Ch Béranger, editor Rue des Saints Peres, 15 París
"Anuario internacional y el viajero en la Gran Bretaña".—South american publica11ons, Ltd.—14, Leadenhall Street Londres
"El aviador, el aparato y el tiempo", por Kurt Wegener.—Luis Miracle, editor Calle de Urgel, 155. Barcelona.
"Los talleres de Zeiss", por Félix Auerbach.—Gustavo Gili, editor Calle de Enrique Granados, 45. Barcelona.
"La madera y el carbón vegetal, sustitutivos de la esencia", por A. Carranza.— Publicaciones de la Confederación Sindical Hidrográfica del Ebro
"Machines á vapeur", por Rene Champly Un ejemplar con 305 páginas y 242 figuras.—Editor: Librairie Polytechnique Ch Béranger París
DIANA Artes Gráficas —Larra, 6—MADRID