
Los servicios comerciales de las Compañías de electricidad
 Por J. ARMERO y F. BUSTELO (D
Por J. ARMERO y F. BUSTELO (D
Pensionados por la Compañía Hispano Americana de Electricidad hemos permanecido durante Un año en América, estudiando las empresas eléctncas de aquel continente, y, en especial, los servi<^ios comerciales de las compañías yanquis En una Serie de artículos, tan breve como la extensión del tema nos permita, intentaremos presentar las mortalidades características de estos últimos.
La importancia que tienden a adquirir en los ^stados Unidos los departamentos comerciales de t^r^as las empresas, pues las compañías de electricidad no constituyen excepción, obedece a circunstancias económicas Los abundantes recursos naturales de que Norteamérica dispone y el progreso ^ue la técnica allí ha alcanzado, son causa de que ta producción que con trabajo normal se obtiene en el país supere en mucho a su capacidad actual ^e consumo Industriales y agricultores, conociendo que el intercambio en el mercado mundial no puede resolver su problema, pues en sí tiene Estados Unidos cuantos elementos precisa, han optado por inducir a sus conciudadanos a que aumenen sus necesidades, restableciendo cl equilibrio, y para lograrlo aplican al estudio del fomento del consumo métodos científicos, análogos a los que an excelentes resultados vienen dando para el mejoramiento de la producción. La consecuencia a que egan es que es preciso educar al público en el so de las nuevas comodidades, para que obtenga a^ máximo beneficio y se sienta inclinado gi.^'^tizarlas; y que es conveniente contar como su^ t con la inercia, organizando las ventas de tal ^ erte que sea más fácil decidirse a comprar que jj^^'^se a ello Los procedimientos a que recurren ol ^-^^^^ atrevidos, y aun forzados; pero no hay que les examinarlos las circunstancias especiado ^ ^.^^ obedecen: en Norteamérica hay exceso capital, los concesionarios de sus enormes ríex^f^^ naturales aguardan ansiosos la ocasión de darlas, sus industrias padecen de sobreproduces natural, pues, que se concentre el esfuer-
zo en el aumento del consumo, sin reparar en sacrificios
El ejemplo particular de la industria eléctrica confirma la tesis general expuesta El progreso de la producción ha sido tal, que con una bombilla moderna de 15 vatios, que cuesta hoy dólares 0,23, se obtiene la misma luz que en 1907 se obtendría con una bombilla de 60 vatios cuyo coste era entonces dólares 1,75; teniendo en cuenta la variación que ha n sufrido el valor adquisitivo del dinero y las tarifas de energía eléctrica, resulta que, para igual cantidad de luz, el coste inicial era en 1907 igual a diez y seis veces el actual, y el gasto de funcionamiento igual a doce veces el que ahora se requiere Gracias a la labor de los fabricantes de bombillas y de los productores de electricidad, de la que daremos cuenta en otro artículo, la demanda de luz ha aumentado en proporción aun mayor que su abaratamiento, hasta el punto de que la potencia luminosa de las bombillas vendidas durante el pasado año equivale a veinticinco veces la potencia de las bombillas vendidas durante 1907, y asi, industriales y público ha n resultado beneficiados a la par por la mejora de la producción
Hasta ahora las actividades comerciales, que no deben confundirse con las prácticas mercantiles del comercio, se han considerado más como arte que como ciencia; pero desde hace algún tiempo se señala una tendencia hacia el análisis científico de la economía de la distribución y del consumo que permite entrever la posibilidad de llegar a resultados tan seguros y fundamentados como los conseguidos en el campo de la producción Poco a poco los métodos comerciales van dejando de ser resultado de la inspiración individual o de la costumbre rutinaria para convertirse en sistemas basados en el análisis de la experiencia y en la aplicación de los principios generales de la economía; aún queda mucho camino que recprier en este sentido; pero en nuestra visita a Estados Unidos hemos recogido la impresión de que en él se avanza rápidamente, comprobando que numerosas Universidades, asociaciones profesionales y empresas industriales, contribuyen a la evolución
AÑO VI.-VOL,. VI . NÚM . 66. Madrid, junio 1928. (1) Ingenieros de Caminos, Madrid281
FINALIDAD DE LOS SERVICIOS COMERCIALES
El objeto del servicio comercial de las compañías de electricidad es fomentar el desarrollo del mercado, aumentando el número de abonados y su consumo individual, y mejorando los factores de carga y de potencia La idea fundamental en el desempeño de esta misión es servir al público en beneficio de la compañía, y, aun cuando las normas generales que se deben seguir son siempre las mismas, el procedimiento varía según el tipo de cliente Las grandes industrias y los tranvías, escasos en número, pero capaces de absorber enormes cantidades de energía, representan un caso extremo, mientras, de otro lado, quedan los abonados domésticos y comerciales, que, aun cuando pequeños individualmente, forman el grupo más numeroso y el que aporta mayor proporción de la recaudación. Para dar idea de su importancia relativa, presentamos a continuación las estadísticas de consumo de energía eléctrica en los Estados Unídos durante el año 1927, haciendo la observación, muy importante por los problemas que actualmente se discuten en España, de que sólo un nueve por cien de la cifra que figura bajo el concepto tracción, es decir, menos de un uno por cien del total, corresponde a ferrocarriles; en la fuerza motriz se incluye el calor industrial y comercial, y en el alumbrado los servicios domésticos, gran parte de los servicios comerciales y la totalidad del alumbrado público
Consumo de energía eléctrica en los Estados Unidos de Norteamérica durante el año 1927, y recaudación obtenida en igual período.

RECAUDACIÓN
cepciones, la primera impresión que se recoge al observar la actividad de las compañías que desarrollan una intensa labor comercial, es que su departamento comercial se dedica principalmente a vender material eléctrico a los abonados Alrededor del 25 por 100 del material eléctrico para usos domésticos que se vende en los Estados Unidos, con excepción del material para instaladores, se vende a través de los departamentos comerciales de las compañías de electricidad
RAZONES QUE ACONSEJAN LA VENTA DE MATERIAL POR LAS COMPAÑÍAS
DOS razones muy poderosas explican la importan que alcanza la venta de material por las compañías
Numéricamente representan los abonados domésticos y comerciales el noventa y cinco por cien del total de 21.700.000 abonados con que cuentan las compañías yanquis, y por ello ha sido necesario sistematizar la parte del servicio comercial destinada a atenderlos; de su estudio nos ocuparemos en el presente artículo
La labor del servicio comercial exige:
Primero Contacto íntimo y constante entre el departamento y los abonados
Segundo Estudio detenido de los problemas de cada abonado o de cada clase de abonados, y conocimientos técnicos suficientes para resolverlos satisfactoriamente
Tercero Propaganda de las ventajas que se derivan del uso de la electricidad y educación del público en este uso.
Ninguno de estos tres aspectos de la labor del servicio o departamento comercial de una compañía de electricidad, análogos a los que presentaría la sección comercial de cualquier otro negocio, requiere necesariamente que la compañía venda material eléctrico, y, sin embargo, salvo escasas ex-
La primera es la dificultad de separar en el ánimo del abonado la idea de energía eléctrica de la del aparato en que utiliza esta energía En un horno o en una cocina de carbón, por ejemplo, es fácil separar la idea horno o cocina de la idea carbón. Si el horno o la cocina no rinde el servicio que de él se espera, es fácil determinar si la causa reside en el aparato o en el combustible En un horno o en una cocina de gas ya es algo más difícil separar las ideas correspondientes; es preciso que los mecheros o quemadores sean de un tipo adecuado a la clase de gas de que se dispone, es preciso ajustarlos para esta clase de gas, y generalmente las características del combustible son fijas y no es posible tratar de mejorarlas o modificarlas aprovechando la competencia en el mercado El aparato y el combustible están en una relación más rígida y permanente que cuando se trata de carbón; pero todavía tienen existencia física independiente claramente aplicable En un horno o en una cocina eléctrica las ideas aparato y energía están estrechamente unidas; pocas personas tienen un concepto claro de energía eléctrica o de kilovatio hora independientemente de la representación del aparato en que aprovechan la energía Esto hace que sea muy difícil tratar de vender más kilovatios hora de los correspondientes a la demanda espontánea si no es vendiendo el aparato en el que se han de utilizar los kilovatios Hay quien opina, y algunas compañías se atienen a esta opinión, que Ios-encargados de realizar la venta de aparatos deben ser los comerciantes en material eléctrico, independientemente de las compañías En contra de tal opinión están los que creen que no se puede confiar a estos vendedores la totalidad de la tarea; generalmente sólo están interesados en el beneficio que produce la venta del aparato, y no les preocupa ni lo que éste rinde a la compañía ni, en cierto modo, el servicio que el ' abonado obtiene En cambio, para la compañía precisamente los dos últimos puntos son los esenciales El departamento comercial debe dedicar atención preferente a la venta de los aparatos que más energía consumen, aunque sean los que menos beneficio dejen en la venta, y debe vender material de la mejor calidad. Esta influye apreciablemente sobre el consumo: un aparato con averías frecuentes es siempre un mal consumidor.
La segunda razón, de las dos a que antes hemos aludido, es una razón económica Un departamento comercial de una compañía de electricidad organizado para estimular la venta de kilovatios hora
ENERGÍA
TOTAL Por habit. Distrib. TOTAL Por habit Distrib Mkwh Kwh "/o M dólrs. Dólrs. % Alumbrado . . . 16.300 136 26,1 1.076 8,99 65,0 Fuerza motriz. . 38.846 324 62,2 518 4,22 31,3 Tracción. . . . 7.350 61 11,7 61 0,51 3,7 TOTAL 62.4% 521 100,0 1.655 13,72 100,0
282
independientemente de la venta de material, puede, sin aumento apreciable de trabajo, y en algunos casos tal vezconmenos, vender una gran cantidad de aquél y contribuir con los beneficios de la operación a cubrir los gastos totales
FORMA DE REALIZAR LAS VENTAS
Algunas compañías tratan de aumentar el consunio forzando la venta de aparatos, rebajando los precios por debajo de losnormales en el mercado, ^o se suele considerar a ésta como buena práctica comercial, y se puede decir que todas las compañías serias venden, salvo casos especiales, a los precios normales del mercado
La única diferencia entre las relaciones de las compañías que siguen esta última política con sus compradores de material y las de cualquier otro Vendedor con sus clienteS; está en las grandes facilidades de pago que aquéllas suelen conceder a sus abonados. Es frecuente que se realicen ventas oe aparatos a pagar en 24 plazos mensuales iguales, más una pequeña entrega en el momento de tirmar el contrato, que es aproximadamente igual a Uno de los plazos. En una de las compañías visitadas, el precio de un aparato vendido en estas condiciones sólo se recarga en un 8 por 100 sobre la diferencia entre su precio al contado y la entrega hecha al firmar el contrato. Las compañías también dan grandes facilidades, pi-obablemente jnas de las que puedan conceder los otros vendenores, para instalar aparatos a prueba, sin que el cliente tenga nada que desembolsar. Una gran proPorción, en algunas compañías hasta el 90por100, ue estas instalaciones se convierten en ventas detinitivas
Los departamentos comerciales suelen contra lar toda clase de instalaciones, incluyendo las de conductores en casas nuevas o en casas todavía no conectadas a la red; pero casi siempre encargan la ^.lecucíón de estos contratos a los electricistas locales, reservándose una pequeña comisión sobre el importe de la obra
GASTOS
No hay que olvidar que la venta de material no ^slafinalidad deldepartamento comercial; lavena de material sólo es un medio auxiliar para coneguir sus fines Sin embargo, algunas compañías i"ganizan el departamento comercial de tal modo yUe su funcionamiento sea completamente autónoo,llegando a crear sociedades filiales encargadas j^.oicho departamento, que deben hacer frente a dos los gastos con los productos obtenidos en la ^Jta de material nj •'^^Un grupo importante de compañías, lasque ^p?^isamente se distinguen por la intensidad y el Pa T*^^ de su labor comercial, no cree que el desjJ^^^meuU) comercial pueda cumplir su finalidad que sus gastos superen a los beneficios obtenidef íF^^ venta de material, y opina que la gestión departamento es remuneradora cuando el total jj^^tis gastos anuales no excede de la suma de los ijj^ chelos obtenidos en la venta de material, más Vent aumento de ingresos brutos por Cent energía sobre los ingresos por igual conent ^ 1^^^ ^^'^ anterior Es frecuente no incluir re losgastos deldepartamento la parte de renta
que corresponde al local que éste ocupa, los impuestos y seguros quea él le corresponden, losaumentos de gastos de contabilidad y el interés del dinero invertido en el departamento, todo lo cual, unido a la cifra que acabamos de citar, dá idea de la extraordinaria atención que las compañías norteamericanas dedican a la actividad comercial
PERSONAL
Aparte del directivo y auxiliar, el personal de los departamentos comerciales está constituido por representantes, vendedores o corredores, encargados de visitar a los abonados o posibles abonados, ofrecerles los servicios de la compañía y el material mediante el cual han de aprovechar tales servicios, enterarse de cuáles son sus problemas en relación con la utilización de la energía eléctrica y ayudarles a resolverlos Anteti las compañías llamaban vendedores (salesmen) a estos empleados; ahora es más frecuente llamarles representantes (representatives), por creer que la nueva designación corresponde con más exactitud a su misión, y predispone más favorablemente al abonado, que en los Estados Unidos suele estar cansado de las frecuentes visitas de vendedores de toda clase de productos

Una compañía que suministra energía a 180.000 abonados en una población no muy industrial, tiene a su servicio a 250de estos representantes Por su mediación realiza al año ventas de material por valor de dos millones de dólares (unos 12millones de pesetas).
Los representantes son de dos clases: de distrito y especialistas Los representantes de distrito tienen a sucargo losabonados domésticos; a cada uno de ellos se les asigna una zona, quecomprende alrededor de los 1.000 contadores, zona de la que es responsable y en la queno puede trabajar ninguno de sus compañeros De cuando en cuando, sin reglas fijas, semodifica la distribución de territorios; la experiencia demuestra que si estos cambios no son demasiado frecuentes, casi siempre se traducen en un aumento de ventas
A pesar de que la parte de la labor de los representantes de distrito que no produce directamente ventas de material absorbe mucho tiempo, la cifra de éstas alcanza gran importancia En una de las compañías visitadas, que suministra energía a una población marcadamente industrial, con 30.000 habitantes, de loscuales la mayor parte son obreros, las ventas medías en 1926 por representante y mesfueron de 1.400dólares (unas 8.400pesetas)
Los representantes de distrito utilizan como base de su trabajo un fichero, en elqueprocuran reunir todos los datos posibles sobre la clase y numere de aparatos que cada abonado posee; en el mismo fichero anotan la fecha de sus visitas Generalmente son muy pocos los abonados que se niegan a recibir a losrepresentantes delas compañías; éstos, porsu parte, tienen instrucciones para proceder con gran discreción, evitando las visitas que puedan resultar molestas oinoportunas Muchas veces una pequeña avería, la reposición de fusibles, recoger un aparato quenecesita serreparado, etcétera, sirve como pretexto para justificar una visita
También está a cargo de los representantes de
283
distrito la visita de los edificios no conectados a la red de la compañía, a fin de conseguir que esta conexión tenga lugar
Los representantes especialistas son los técnicos del departamento Su misión es conocer con el mayor detalle posible un cierto aparato o una deter-
la mayoría de los representantes especialistas. Loa representantes de distrito generalmente trabajan sólo a comisión, percibiendo por término medio el 10 por 100 del importe de las ventas que realizan Los empleados que trabajan a comisión pueden retirar dinero a cuenta, con un límite máximo mensual; pero admitiéndose saldos en contra del empleado cuando enfermedad, mala situación del mercado o cualquier otra causa aceptable los justifican Una ventaja grande del sistema es que el crecimiento de estos saldos indica automáticamente al empleado su fracaso como vendedor, y generalmente son causa de que presente su dimisión sin necesidad de explicaciones desagradables Muchas compañías suelen aplicar a los saldos desfavorables un criterio amplio, dando al empleado tiempo para demostrar sus aptitudes, y, en caso de fracaso definitivo, para buscar nueva colocación
Las ganancias medias mensuales de los representantes varían mucho, según las poblaciones y los individuos; en general suelen estar comprendidas entre 200 y 500 dólares (1.200 a 3.000 pesetas) mensuales

Procedencia dela energía enlaindustria norteamericana.
A, energía mecánica (industria no electrificada) B, energía eléctrica producida en centrales de la misma industria C, energía eléctrica comprada a las Compañías de electricidad
minada aplicación, y cooperar con los representantes de distrito en las ventas en que ese aparato o esa aplicación entran en juego Su trabajo difiere bastante del de los representantes de distrito; cuando se trata de abonados domésticos, generalmente son los representantes de distrito los que establecen el primer contacto con el cliente, y una vez preparado el terreno interviene el especialista Por el contrario, cuando se trata de clientes comerciales o industriales de cierta categoría, para tratar con los cuales se necesitan conocimientos y preparación especiales, el especialista se entiende directamente con ellos desde el primer momento
Los representantes especialistas suelen cubrir los siguientes campos: iluminación, refrigeración, instalaciones para comercios, instalaciones industriales, electrificación rural y radiotelefonía Cuando la importancia del mercado lo aconseje, los especialistas del mismo campo se agrupan por secciones Así, por ejemplo, la sección de iluminación en las grandes poblaciones debe tener, por lo menos, un empleado por cada 20.000 abonados En la joblación con 180.000 abonados, a que antes nos lemos referido, la sección de refrigeración estaba formada por diez representantes.
La demostración práctica de algunos aparatos para uso doméstico, principalmente de las cocinas y máquinas de lavar, está a cargo de mujeres
PAGO DEL PERSONAL
Estrechamente ligada con la organización del departamento comercial está la forma de pago del personal que en él trabaja, preparada para estimular su actividad y orientarla precisamente en el sentido que a las compañías conviene
En general, parte del personal trabaja a sueldo y comisión y parte sólo a comisión Trabajan a sueldo y comisión los empleados en cuya continui- ] dad de servicios está más interesada la compañía, o aquellos para quienes resulta difícil establecer un régimen solo de comisión Es frecuente que trabajen a sueldo y comisión el personal directivo y
En una población de 25.000 habitantes con 9.000 abonados, el jefe del departamento comercial percibe un sueldo mensual de 200 dólares, más 0,5
-325
Energía producida y vendida por las Compañías de electricidad de los Estados Unidos enlos últimos quinceaños
por 100 del importe bruto de las ventas realizadas por el departamento, más el 3 por 100 de los aumentos de los ingresos brutos por venta de energía sobre los ingresos por el mismo concepto en igual mes del año anterior; más 25 centavos por casa, no de nueva construcción, conectada por primera vez;
2 I 31.7% C
— 16A% D 28.4% 95.!%
uj;.
S82', ' 60.6 % A 44,1, m Figura1."
1923 19ZS 192?
Figura 2."
284
más 50 centavos por nuevo C. V. conectado, hasta 50 C. V.; más 10 centavos por nuevo C. V. conectado entre 50 y 100 C. V.; más 10 centavos por nuevo C. V. conectado sobre 100 C. V.; más el 2 por 100 del coste de nuevas líneas construidas con ayuda económica de los abonados. El sueldo medio mensual de este jefe, incluidas todas las comisiones, era de unos 650 dólares (3.900 pesetas)
LA TIENDA Y EL ALMACÉN.
Elementos muy importantes del departamento comercial son la tienda y el almacén. La tienda vende material eléctrico de todos los tipos, pero siembre de la mejor calidad; ocupa la planta baja de os edificios de oficinas de las compañías, situados, el central en el barrio comercial de la población, y las sucursales en lugares estratégicos de los barrios alejados del centro. Como en Estados Unidos no se practica la cobranza a domicilio, todos los abonados que no liquidan sus facturas con cheque (de un 75 a un 50 por 100) acuden mensualmente a las oficinas a pagar sus facturas; la oficina de caja está dispuesta de modo que para llegar a ella sea preciso atravesar la tienda, con lo cual el abonado necesariamente ve el material expuesto
En cuanto el interés o la curiosidad le hacen detenerse para examinar cualquier aparato, un empleado acude a dar toda clase de explicaciones, aunque el abonado diga que no piensa comprar nada por el momento. Durante la conversación el enipleado procura enterarse de qué aparatos podrían interesar al abonado, toma nota de su nomnre y señas, y luego traslada la información al representante a quien corresponda utimar la gestión. En la tienda están también las oficinas de información y reclamaciones, un motivo más para que los abonados acudan a ella.
^ El almacén tiene a su cargo el material que vende el departamento comercial. Un pequeño taller ^nejo a él se encarga de las instalaciones de los aparatos vendidos por la compañía y de las repai'acíones que los mismos puedan precisar, y, en general, de cuantas intervenciones precisa hacer la compañía más allá de los terminales del contador. El valor medio durante el año de las existencias del almacén suele ser de 1/4 a 1/6 del importe total de las ventas anuales.
CÓMO SE DESARROLLA EL TRABAJO
El constante movimiento de sus empleados es la aracterística del funcionamiento de los departai^'^tos comerciales. No se puede esperar a que el bonado vaya a buscar a la compañía; es preciso sea la compañía la que se adelante a buscar abonado. Casi todos los representantes trabajan ta *f^y^'' parte del día fuera de la oficina, visindo a sus clientes. Únicamente el personal direc"^o y algunos de los representantes especialistas í ^^^anecen normalmente en la oficina; sólo visin a los clientes de importancia o cuando algún motivo especial así lo requiere.
Í.OS representantes suelen trabajar por grupos de se^^ ? quince, con su correspondiente jefe; con él co '^^^"L^,^ todas las mañanas, a las ocho en muchas j ^P^ías, antes de empezar el trabajo. La reunión ra de quince minutos a media hora, y en ella
el jefe explica el plan de publicidad y ventas para las próximas semanas, dá su opinión sobre la situación del mercado y sugiere los métodos más adecuados para trabajarlo Cada representante da cuenta de su gestión durante el día anterior, y presenta sus impresiones En un tablero se anotan las ventas realizadas por cada representante durante el mes, hasta la fecha de la reunión Dos o tres veces por semana tienen lugar reuniones análogos de los jefes de grupo con el jefe del departamento.
Este sistema asegura un cambio constante de noticias e impresiones entre todo el personal del departamento, que facilita considerablemente su labor. Las cifras del tablero estimulan el amor propio de los representantes, animándoles a trabajar para conseguir la mayor cifra de ventas, que además de hacer resaltar la eficacia de su labor ante sus compañeros, se traduce algunes veces, independientemente de las comisiones, en premios en metálico.
Cuando algún agente de los fabricantes visita la población, se celebran reuniones extraordinarias, en las que aquél explica a los empleados de la compañía las principales características de su producto, haciendo resaltar los puntos sobre los que deben llamar la atención del cliente para animarle a decidir la adquisición.
VENTAS A PLAZOS.
Las ventas a plazos han alcanzado enorme papularidad en los Estados Unidos. A plazos se venden las tres cuartas partes de los automóviles Las compañías de electricidad, siguiendo la corriente general, dan grandes facilidades a sus abonados para el pago de todo el material eléctrico que adquieran En una de las compañías visitadas, a plazos se realizaban el 68 por 100 de las ventas; en otra, el 95 por 100, o sea prácticamente todas las ventas de alguna importancia.
Cuando un representante consigue realizar una venta a plazos, él, en nombre de la compañía, y el comprador, en el suyo propio, firman por duplicado un contrato Una copia queda en poder del comprador y la otra pasa al archivo de la compañía. Este contrato, antes de su ejecución, tiene que pasar por una aprobación de precio y otra de crédito

La aprobación de precio es necesaria, porque siempre es posible que un representante, ya sea por error, ya por exceso de celo, ya por mala fe, y con el único objeto de asegurarse la comisión, indique al cliente un precio inferior al debido, lo que es muy difícil de rectificar después de entregado el material.
La aprobación del crédito concedido al cliente presenta varios aspectos, todos ellos muy interesantes. Como ya antes hemos indicado, es muy frecuente que las compañías concedan al comprador dos años para pagar su adquisición, con 24 plazos mensuales Este sistema de ventas, si se quiere evitar el riesgo excesivo, exige que la compañía tome algunas precauciones respecto al comprador y respecto al mismo departamento comercial
Las precauciones respecto al comprador consisten en informarse de su seriedad comercial y de su capacidad económica. Esta información suele obtenerse consultando los libros de la compañía y viendo si el abonado paga con regularidad sus fac-
285„
turas de energía, enterándose de donde trabaja y desde hace cuanto tiempo, o recurriendo ;\ los Credit Bureaus, entidades que existen en casi todas las poblaciones de alguna importancia, con el apoyo de Bancos y comerciantes, y cuya misión consiste en permanecer al corriente de la seriedad comercial y capacidad económica de todos aquellos vecinos y empresas locales acerca de los cuales pueden obtener datos No es raro que el Credit Burau pueda indicar el sueldo que gana una cierta persona y las diferentes compras a plazos que ha realizado últimamente, con el número e importe de los plazos que todavía tiene que satisfacer
La experiencia de muchas compañías es de que con muy poco riesgo pueden conceder crédito a todos aquellos de sus abonados que pagan las facturas de energía con regularidad
Las precauciones respecto al departamento comercial tienen por objeto evitar que éste, en un exceso de celo, con el fin de asegurar más ventas, conceda crédito a personas de solvencia dudosa. Consisten simplemente en intervenir la ejecución de los contratos de venta a plazos por un servicio independiente del comercial.
PUBLICIDAD
Los departamentos comerciales de las compañías de electricidad suelen dedicar del 2,5 al 3 por 100 del importe de las ventas de material a publicidad del mismo. De la cantidad dedicada a estos fines alrededor del 85 por 100 se invierte generalmente en anuncios en los periódicos diarios.
Además de la publicidad propia del departamento comercial, las compañías realizan otra de su negocio en general, en forma análoga a la publicidad que en España hace la Compañía Telefónica Nacional.
RESULTADOS OBTENIDOS
Es difícil indicar cifras sobre los resultados conseguidos por los departamentos comerciales en el campo industrial, ya que en él la demanda está estrechamente relacionada con las condiciones locales y las del mercado, de las industrias servidas. Sin embargo, puede afirmarse que la intervención de los departamentos comerciales influye apreciablemente en la disminución del número de centrales particulares explotadas por las mismas industrias y en el establecimiento de contratos y tarifas con condiciones especiales referentes a factores de carga y potencia, horas de utilización, etcétera, que contribuyen a mejorar el rendimiento de las instalaciones de las compañías de electricidad.
En el campo doméstico y en el comercial, las cifras medias son ya más representativas, como consecuencia de la mayor homogeneidad del mercado. Como ejemplo característico citaremos el de una compañía que sirve nueve ciudades de 10.000 a 40.000 habitantes, con una población total de 242.000 y 71.000 abonados, de los cuales 58.000 son domésticos. Esta compañía desarrolla una gran actividad comercial, cuyos resultados pueden apreciarse en las cifras que siguen.
El consumo medio mensual por abonado, de los abonados comerciales, durante los años 1923-26, ha sido:

El consumo medio mensual por abonado, de los abonados domésticos, durante los mismos años, ha sido:
Un 78 por 100 de este consumo corresponde al alumbrado, y el 22 por 100 restante a aparatos. El gran aumento de consumo individual conseguido en el año 1926 se logró mediante la venta en el mismo año de los siguientes aparatos:
8.125 Aparatos de luz
4.750 Lámparas de cocina.
2.978 Lámparas portátiles.
2.698 Planchas eléctricas.
1.709 Refrigeradores.
1.295 Máquinas de lavar
887 Aspiradores de polvo.
'714 Calentadores de radiación ] 545 Pucheros. 1 540 Tostadores de pan. i 405 Aparatos de radiotelefonía
349 Calentadores de cama. 304 Tenacillas para el pelo.
200 Máquinas de planchar.
331 Waffle irons (barquilleros). 99 Anuncios luminosos
99 Hornillos.
36 Cocinas
Las ventas medias de aparatos eléctricos para uso doméstico por abonado doméstico, fueron en los año.s^X924-26:
Año. Ventas. Aumento.
El cuadro siguiente indfca cómo se repartieron en 1926 los gastos y beneficios producidos directamente por la venta de aparatos para uso doméstico, prescindiendo de todos los restantes gastos del departamento :
Importe total de las ventas $ 1.247.471
Coste del material $ 881.247
Comisiones a los vendedores $ 137.221
Publicidad $ 32.760
Otros gastos $ 77.800
Total gastos $ 1.129.028
Beneficios $ 118.443
Estas ventas se han realizado con existencias en almacén valoradas, por término medio durante el año, en $ 267.763 y un total de plazos pendientes de $ 671.779, lo que da para capital invertido en el negocio de venta de material un total de $ 939.542.
Año. 1923 1924 1925 1926 Kw.-hr 184 190 195 209 Aumento 3,2 % 2,6 % 7,2 %
Año. 1923 1924 1925 1926 Kw.-hr. 27,8 29,9 32,3 35,7 Aumento 7,6 % 8,0 % 10,0 %
1924 $ 15,93 1925 $ 18,54 14,1 % 1926 $ 21,52 21,4 %
286
Como antes hemos indicado, en 1926 las ventas medias de material por abonado doméstico fueron $ 21,52; las de energía, también en el mismo año y por abonado doméstico, fueron $ 32,06 (428 kw.-hr.) Las cifras medias correspondientes para todo el territorio de los Estados Unidos, servido por compañías que venden material, son $ 5,44 y $ 25,00 (365 kw^.-hr.), respectivamente En la compañía a que venimos refiriéndonos se está muy por encima de la media en ambas ventas, resultado de su gran actividad comercial.

DATOS VARIOS
Número de aparatos eléctricos para uso doméstico en servicio én los Estados Unidos en 1925 (total de abonados domésticos, 14.533.000).
Potencia media y consumo medio anual de diversos aparatos para uso doméstico.
Los procedimientos geofísicos de prospección (1)
Por VICENT E INGLAD A OR S (2)
VARIÓMETROS DESTINADOS A LA PROSPECCIÓN: MODELO SCHWEYDAR
. En el problema de la prospección se requiere un instrumento portátil y, si es posible, que con dimensiones más reducidas conserve el mismo grado de sensibilidad. Eotvos trató ya de construir un instruniento de menor altura. Conservando las notaciones que hemos empleado al deducir las fórmulas fundamentales, es fácil ver que la sensibilidad del variómetro para los gradientes es proporcional a
y para la curvatura a—. Estas fracciones muestran T que si se reducen los valores de /i, / y de la longitud del hilo de suspensión, la sensibilidad del vai'iometro decrece muy rápidamente. Si se tiene en cuenta que, a igualdad de las demás condiciones, el Valor de T decrece en razón de la cuarta potencia uel radio del hilo de suspensión, tendremos aquí Un recurso para reducir las dimensiones del instruuiento, o conservándolas, aumentar notablemente a sensibilidad. El emplear hilos muy finos tiene el
inconveniente de que éstos se rompen fácilmente, y si sus condiciones elásticas han de conservarse constantes, es difícil montarlos y asegurar una buena suspensión Por otra parte, al disminuir el diámetro del hilo, éste no resiste tanto a la acción perturbadora de las corrientes de convección, lo que es un grave inconveniente para el funcionamiento del variómetro.
El Dr. G. Angenheister (3), en una brevísima nota, ha dado a conocer los resultados de unos experimentos hechos con hilos muy finos de tungsteno para estudiar cómo variaban sus coeficientes de elasticidad y torsión y su reacción del función del diámetro. En contra de lo que se esperaba, los hilos de un diámetro de 22 micrones y sometidos a una carga de 45 gramos, se conservan y funcionan muy bien en la balanza de torsión.
?2,o^*3Me los artículos anteriores en nuestros números de febrero y mayo (2) uerri (3)
' ÍQoo "í^nse ios artic ' •TP'^SS 57 y 225
Gue1-ra coronel de :pstado Mayor, profesor de la Escuela Superior de Ani^i '^"genlieister. Beobachtungen an dtinne Drahten besonders zur pi^f TP^ Sder EetvBschen Drehwage Zeitschritt für Geophysik, 11 Jahrsing, Heft 1, pág, 45 1926
La sensibilidad de ésta puede elevarse considerablemente mediante el empleo de los hilos de tungsteno. Cargando los de diámetro de 22 micrones a la mitad de lo que pueden resistir (150 gramos), se obtiene una sensibilidad dos veces y media mayor, y con hilos de 18 micrones (carga máxima 93 gramos) unas tres veces y media mayor que con los hilos corrientes de platino-iridio de 30 micrones de diámetro, que soportan hasta 75 gramos de carga Si se quiere conservar la sensibilidad corriente 4pl variómetro, cabe reducir considerablemente sus dimensiones, lo que es una gran ventaja en los aparatos ligeros que se han de emplear en la prospección geofísica.
Tanto por Abonados Número de 100 de abo- por aparato aparatos nados en uso Planchas 9.894.000 68,0 1,5 Tostadores de pan 3.108.000 21,4 4,7 Pucheros 1.817.000 12,5 8,0 Ventiladores 2.628.000 18,1 5,5 Aparatos de calefacción... 1.320.000 9,1 11,0 Aspiradores de polvo á.148.000 28,5 3,5 Máquinas de lavar 2.642.000 18,2 5,5 Máquinas de planchar 167.000 1,15 87,0 Cocinas 304.000 2,10 48,0 Calentadores de agua 88.000 0,60 165 Refrigeradores 67.000 0,46 217 Potencia en vatios Planchas 525 Tostadores de pan 450 Pucheros 450 Ventiladores 60 Aparatos de calefacción 600 Aspiradores de polvo 160 Máquinas de lavar 275 Máquinas de planchar 200 Cocinas 5.500 Calentadores de agua 450 Refrigeradores 300 Consumo anual en 1nv,-h 60 35 35 15 55 27 25 18 1.370 15 750 Consumo de energía eléctrica, por habitante, en diferentes países. Canadá 1.400 kvir.-hr Suiza 1.100 Suecia 630 Estados Unidos 521 Alemania 330 Austria 260 Francia 240 Inglaterra 230 Italia 190 ESPAÑA 110 " " (?) Dinamarca 100 Japón 90
287
Para ésta, el ilustre geofísico W Schweydar (1) ha inventado un variómetro, de cuyo conjunto da idea la fotografía número 7; en este instrumento la dificultad de emplear un hilo de suspensión demasiado fino se ha salvado disponiendo uno de los contrapesos en la parte superior yotro en la inferior
Hecker ha ideado otra disposición, que consiste en utilizar en el mismo instrumento dos dobles balanzas de Eotvos cuyos ejes forman un ángulo de 60°, pero no conocemos los resultados que haya dado en la práctica
Cabe,para reducir eltiempo de las observaciones, amortiguar fuertemente lasoscilaciones y aun hacer aperiódica la balanza (Nikiforof).
VARIÓMETRO HAALK
El distinguido geofísico H Haalk (1) ha ideado otro tipo de variómero, que se funda en las consideraciones siguientes.
Advirtamos, ante todo, que se pueden disponer las observaciones de modo que se obtengan los gradientes independientemente de las curvaturas. Para ello observemos que la fórmula fundamental [18] para una balanza simple, de la segunda forma, en el azimut a, es:
n — 17!, = a sea2a + 2« cos2a— SxSy
- 6 sena + é• SxSz ' " SySs en que ponemos, para abreviar:
DK 2DMm a = y b =
cosa [241i [25]i
Si se hacen dos observaciones en los azimuts
Balanza pequeña de torsión Schweydar, para prospección, construida por la Askania-Werke, A G Berlín Friedenau

del brazo de la balanza, que es un fleje en forma de Z tendida y a que dichos pesos van unidos rígidamente De este modo se traslada el centro de gravedad de la balanza a su brazo, lo que tiene la ventaja de que el instrumento se reduce considerablemente Conservando una longitud del brazo de 40 centímetros y vina del hilo de suspensión de 28, el diámetro de éste apenas necesita reducirse para queel variómetro conserve la misma sensibilidad que en los grandes modelos
El nuevo variómetro ideado por el Sr Schweydar ha sido construido por la Casa Bamberg, de Berlín-Friedenau. La altura total del instrumento es sólo de 1,20 metros, lo que no impide que la altura del centro de gravedad siga siendo de 70 centímetros, como en el modelo grande, también de dicha casa.
El hilo de suspensión tiene la longitud de 28 centímetros y un diámetro de 0,034 milímetros Los contrapesos son de 21,5 gramos, y distan, respectivamente, del brazo, el inferior 18 y el superior 22,3 centímetros. El momento de inercia es nada menos que 19.800 El sistema óptico registrador viene a ser análogo al del modelo grande que ya hemos descripto, y la sensibilidad para los gradientes es de 0,70, y para la curvatura, algo mayor que en aquél.
Las oscilaciones de la balanza duran unos treinta y cinco minutos, de modo que cada cuarenta se puede hacer la observación en un azimut y en dos horas terminar la completa de una estación El empleo de este variómetro en el campo ha probado que las observacions se hacen de día en buenas condiciones
Balanza
Figura 8."
a = Oy a = 180° y designamos las lecturas correspondientes por n y n', se tiene:
hySe ~ Sy'^ 2b [25]
Fig-ura 7." de torsión Haalk, construida por los señores Zopke y Kuse (Compañía «Exploration G m b H.») (1) W. Schweydar. Eine neue Forme der Drehwage Zeitschritt für Geopliysik II Jahrgang, Hef 4, págs 151-153,1926 (1) H. Haalk. —mn neuer Drehwagetypus. Zeitsclirift íür Geophysik. IIJahrgang, Heft 7, págs. 293-97,1926.es decir, que obtenemos la componente horizontal del gradiente perpendicular al plano de observación; luego sidisponemos dosbalanzas cuyos brazos formen un ángulo de 90°,la observación en dos azimutes opuestos servirá para determinar completamente la dirección y magnitud del gradiente horizontal
Esta disposición ideada por Haalk ofrece especiales ventajas en la práctica, donde se buscan las perturbaciones de carácter local, y entonces conviene aumentar el número de determinaciones del gradiente, perscindiendo de las que dan las curvaturas Este es el caso corriente de la prospección de niasas salíferas anticlinales, etc., en países llanos, como Méjico, Texas, etc., en los cuales las estaciones sehacen a grandes distancias, o bien cuando se trata de perturbaciones debidas a masas pequeñas, como en los filones, en las observaciones subterráneas, etc.,y sin olvidar que las acciones debidas a las desigualdades delterreno afluyen mucho más en las curvaturas que en losgradientes Claro está que elinstrumento ideado porHaalk sirve también para determinar las curvaturas, siempre que se haga la observación en un tercer azimut
La figura 8.%que tomamos del trabajo de Haalk, presenta en esquema el nuevo variómetro, que ha sido construido en los talleres de la Compañía "Exploration G.m.b.H."porlosseñores Zópke y Kuse.
El brazo es en doble ángulo recto, y en sus extrernos van los contrapesos Pi (superior) y Pj (inferior) El hilo de supensión se une a una pieza lateral O, disposición que ofrece la ventaja de que el eje y el hilo de suspensión van en el interior de un mismo tubo, lo que reduce considerablemente las dimensiones del variómetro Las lecturas se hacen con un anteojo autocolimador y una lamparita eléctrica que ilumina la escala El instrumento se preserva deloscambios bruscos detemperatura por medio deuna capa de corcho de10cms de espesor, mterpuesta, sinuniones metálicas, entre eltubo que contiene el eje y el hilo de suspensión y la caja del variómetro
La sensibilidad de éste viene a ser del mismo orden que la de losque hemos descrito precedentemente La distancia horizontal y vertical entre los contrapesos es,respectivamente, de 38y 50 cms El hilo de suspensión tiene 35cms de largo y 0,04milirnetros dediámetro. Loscontrapesos sonde30 gramos. El centro de gravedad está a una altura de ^0 cms.,la total del variómetro es 1,20 m. y su peso bOkgs.
El tiempo que oscila la balanza hasta tomar la a 3
De todo lo expuesto se deduce que los diversos tipos de balanza difieren en detalles de construcción, según el fin a que se destinen; pero la esencia del procedimiento es invariable Vamos por esto a detallar la marcha del cálculo referida al varióme-
Posición deequilibrio esdetreinta a cuarenta minuos,quemodo queuna estación de gradiente se hace bora y media El aparato se transporta de una 2 stación a otra sin desmontarlo o dividirlo en parte, o que hace muy expedito su manejo en el campo
tro Eotvos-Schweydar, empleado por nuestro Instituto Geográfico, ya que de usar otro instrumento el lector deduciría las modificaciones que habría de sufrir en los coeficientes la fórmula fundamental [18]
CÁLCULO DE LAS MAGNITUDES GRAVÍFICAS QUE DETERMINAN LA CURVATURA Y EL GRADIENTE
Como ya hemos explicado, el objeto de la observación, en un cierto azimut, es hacer las lecturas que designaremos por n y n',quecorresponden a la posición de equilibrio de las dos balanzas B y B' que lleva el variómetro, o sea, determinar en décimas de milímetro la distancias entre los puntos registrados enla placa quecorresponden a los rayos reflejados por losespejitos de aquéllas y los puntos de referencia
Situado el observador al Norte del instrumento y mirando hacia la escala, la balanza B cae en la posición inicial a la derecha del observador y la fi' a la izquierda, de modo que si los ángulos de torsión no son extraordinarios, las lecturas que hemos designado por n serán menores que las n'. Ambas se hacen utilizando una escala especial construida por Fuess
Llamemos y n'olas lecturas, desconocidas, que corresponderían a la posición de equilibrio de las balanzas B y B' si elhilo no estuviera sometido a esfuerzo alguno de torsión Como ya hemos dicho, la fórmula fundamental es la [24],en que las letras a y b expresan las constantes [25]. Para designar las ecuaciones correspondientes ala segunda balanza B' emplearemos las mismas letras, acentuadas.
En dicha fórmula, a designa el azimut de la ba' lanza que suponemos se cuenta a partir del N. as-
 Figura 9.°
Figura 9.°
•
Figura 10
289
tronómico hacia el E. Como ya hemos dicho, hay que hacer observación en tres azimutes distintos, cuyas lecturas designaremos, respectivamente por "i. "2.«3 para la balanza B y n\, n\, n\ para la B'. NORU
Para resolver el sistema de ecuaciones [27], [28] y [29] por el procedimiento de Eotvos se obtienen las incógnitas sucesivamente por agrupación de aquéllas. Se empieza por determinar la posición de las balanzas que corresponde al hilo sin esfuerzo alguno de torsión, o sean las lecturas
«0 = ^ («1 + «2 + y «'0 = y + «'2 + «'3) [30]
Sustituidos estos valores en dicho sistema, se obtiene uno de seis ecuaciones con las cuatro incógnitas que quedan:
s^Wq 8^Wo s^Wo s^Wo s^Wo 8x3, 8xS y 8x8z 8y8z
Para hallar éstas podrían agruparse de dos en dos los sistemas [27], [28] y [29]; pero es preferible efectuar el cálculo por el método de los mínimos cuadrados. Las ecuaciones normales son:
Tomaremos como primera posición aquella en que el azimut de B es O, y el de B', 180°. Las ecuaciones en este caso son: "'1 ~^ ^'0 = 2 « 8x8y
8y8z hySz
[27] J
La segunda posición que resulta de hacer un giro de 120° corresponde a los azimutes a = 120' y a' = 300°, y las ecuaciones son:
• Mft= — sen 60°
3W„ 8x2! 8W - «sen 30» SxSj/ ¿sen 600 ^ _ ¿sen 30» ^
- «'0 = — a'sen 60**
+ b'sen 60«
a senSO^ — 8x8y + -Vl^ h b sen 30" ^ SxSz SySz [28]
Por último, en la tercera posición, los azimutes son a = 240° y a' = 60°, y las ecuaciones:
« :í —«n = «sen 60"L BY -t b sen 60»
«'3 —«'0= «'sen 60"
8x2 3 - a sen 300 — + Sx8y
- - ésen 300
SxSáí L 8j;3 8x^ ,
1/ 3 («2 + \ 8j);2 8x2 ("2 — "3) «
1/3 (ab — a'b) |-'8^Wo 8^W,

6 («2 + «'2) 8xSy
+ V3 iab~a'b')^ ^ («'2 — «'3) a [31]
8=W„ + 1/3 (¿2 + é'2) 8^2 8^2 = {n^ — n^b — («'2 — «'3) b'
o SxS^sr [31]!
S2W • 3 («¿ - DV) = («2 + «3 - 2«i) a +, SxSz + in\ + «'3 — 2n\) a [31]i
6 {ab - a'b') 8^W •'-A ^ + 3(.2 + ¿.)l_^^(„^ + „3 _2«,).- («'2-h «'3 - 2«'i) ¿' [31] y los valores más probables de las incógnitas:
Sj/2 ¿1 (¿2 4 - ¿'2) _ ¿, (a¿_ „'¿')
8x2
Sx8 y
8x8z
8j/8á;
8_);S0 [29] - a'sen 30»8x8 y 8^W
- b 'sen 600 + ¿'-en 30oVv^ [29] 8x8z 8y8z
No hay que olvidar que la suspensión de la balanza y su brazo no tienen el mismo azimut, ya que ambos difieren precisamente en el ángulo de torsión. Habría, pues, que hacer una corrección en las ecuaciones precedentes al tener en cuenta el azimut verdadero. Como el ángulo de torsión es muy pequeño, en la práctica no se hace dicha corrección, ya que ejerce mucha mayor influencia en la balanza la acción debida a la desigual y desconocida densidad de las capas más superficiales del subsuelo
o
V 3 [(«2 + a'2) (¿2 4- ¿'2) _ (a¿ _ ^'¿'-)2
¿'i (¿2 + ¿'2) _ k',^ {ab - a'b')
(fl2 + (¿2 + ¿'2) _ (ab - a'b') (fl2 + a'2) - {ab - a'b') [32] y 3 [(«2 + «'2) (¿2 + ¿'2) _ (ab - a'b'y
/•'a («2 + a'2) —^'^(a¿ _ a'b)
3 [(íi2 + a'2) (¿2 + ¿'2) _ (ab -'a'b'^
en que hemos puesto para abreviar:
H = («2 — «s)» + («'2 — «'s)"' ^^2= («2 — «3)* — («'2 - '«'s)*
^'1 = ('«2 + «3 — 2Mj^)a -f- («'3 -|- w'g—2«\)a' [33]
k'2 = («2 + '«a—2«i)6 — («'2 -h «'3— 2n'^)b'
Sí sustituímos estos valores de las incógnitas en las ecuaciones de condición, no las satisfarán exactamente, sino que resultarán pequeñas discrepancias, que son los errores residuales que designaremos por V. El error medio de una observación aislada o del peso unidad será: [34]
puesto que en este caso el número de incógnitas excede en dos al de ecuaciones de condición.
Figura11.290
El error medio de lasincógnitas será, respectivamente:
en que D, l, m tienen la significación ya dicha; / es la constante delagravitación {f = 663.10-sC G. S.); M, la masa de la esfera de plomo; p, la distancia del centro de ésta al eje del contrapeso, y A, la longitud de éste

Del mismo modo se determina el coeficiente T' de la otra balanza
CÁLCULO DE LA ACCIÓN DELTERRENO Y LACARTOGRÁFICA (PROCEDIMIENTO EOTVOS)
DETERMINACIÓN DE LAS CONSTANTES INSTRUMENTALES.
Como hemos visto, los valores de las diferencias " ^ y de las restantes derivadas segundas del potencial se obtienen por medio de las fórmulas 32],en que entran las cantidades a, b, a', b', que dependen delasconstantes instrumentales [25]. Al facilitar elinstrumento, elconstructor da el valor de lasconstantes; pero conviene quedigamos cuatro palabras acerca de su determinación.
Los pesos de los contrapesos m, m', la semilongitud delbrazo / dela balanza, la distancia h a que el pesito colgante se halla del brazo, se pueden obtener directamente, y lo mismo la distancia D. No ocurre lo propio conlas otras dosconstantes K y T.
Para hallar el momento de inercia K de cada balanza se emplea otra balanza auxiliar, cuyo hilo es de latón y su coeficiente de torsión -r,, conocido Suspendida la balanza cuyo momento de inercia se quiere determinar de dicho alumbre de latón, se mide la duración de la oscilación í y sehalla K por la fórmula:
K = [36]
Para determinar el coeficiente de torsión de una balanza se sujeta la otra y se da luz permanente Cuando aquélla adquiera su posición de equilibrio, el rayo luminoso registrará en la placa una línea recta ab (fig 9.^) Hecho esto, y por medio de im soporte especial, se coloca una esfera de plomo P de masa conocida (de unos 12 kgs.,por ejemplo), de modo que su centro quede en el plano vertical del brazo de aquélla y a la altura del contrapeso inferior (fig 10) La distancia delcentro dela Esfera al contrapeso noha de exceder deunos 12 centímetros Por la acción de esta masa la balanza se desviará dellado correspondiente, y cuando recobre la posición de equilibrio, el rayo luminoso registrará una recta cd (fig. 9.*) paralela a la anterior ab, cuya distancia dará la desviación debida a la acción de la masa de plomo. Después se traslada esta al otro lado de la balanza, de modo que el centro siga en elmismo plano vertical y en posición simétrica a la anterior (fig 10) La balanza sufrirá Una nueva desviación al otro lado, y cuando recobre la posición de equilibrio, elrayo luminoso marcará una recta ef (fig 9.") paralela a la cd. Si designamos por 8la distancia entre ambaiS rectas ef y cd, el coeficiente T de torsión se calcula por la fórmula:
Las observaciones hechas con la balanza de torsión dan en cada punto la diferencia " " S>2 y lasrestantes derivadas segundas del potencial de la gravedad, de las que se deducen las magnitudes relativas a la curvatura delasuperficie denivel y al gradiente horizontal. Estos valores sonlocales y varían de un punto a otro, como resultado de la acción de todas lasmasas atractivas que actúan sobre la balanza. De estas acciones, las debidas a las masas subterráneas sonlasqueinteresan únicamente a la prospección, y para obtenerlas hay que eliminar la influencia debida a las masas superficiales visibles Esta acción sellama topográfica, y para definirla con toda precisión no haymásque imaginarse la superficie horizontal o de nivel que pasa por el punto en quese ha hecho estación: la acción topográfica esla debida a todas lasmasas del terreno que se hallan por encima de dicha superficie o las que faltan por debajo de ella en el caso de que haya zonas de terreno de menor altitud que la del punto de estación
Eotvos divide en dos partes esta acción topográfica: una, que él llama acción del terreno, y que es debida a las masas próximas, es decir, las que se extienden hasta un radio de1.000m.y otra a la que llama acción cartográfica, producida porlas masas
O defectos de masas visibles que se extienden a partir de dicha distancia de 1.000 metros
Indiquemos el procedimiento de Eotvos para calcular ambas acciones Al efectuar la estación se
Para Para Para +
3
+ +
••••-Vf
+
So
(«2
^0
3 (¿2 +
— ^0
8x8y [35] y 3 («2 + a'2)
ifDMm 8p2 1 + [37] 4=2
oL=31S''
Oeate Este
291
elige el punto en u n terreno que, a ser posible, sea perfectamente horizontal en un radio de dos metros alrededor de la estación De no ser esto posible, es decir, si el terreno presenta fuerte pendiente, se remueve hasta allanarlo bien y se apisona después con cuidado
Claro está que en algunos casos no será posible lograr esa horizontalidad, especialmente si el suelo es de roca
En el punto en que se ha de hacer estación se coloca un a plantilla de aluminio, que el constructor de la balanza facilita ya al adquirir ésta (fig. 11), y en el orificio qu e lleva en su parte central se clava una estaca y después se comprueba la horizontalidad de la plantilla con un nivel de albañil Se coloca encima de ésta la brújula que lleva el instrumento y se orienta aquélla hacia el Norte astronómico Se marca n en el suelo los puntos que corresponden a los demás orificios de la plantilla, se retira ésta y después se clava en cada uno un a estaca, procurando que sus caras superiores determinen aproximadamente u n plano horizontal que quede a un a altura de 25 centímetros Las estacas deben ser en su parte superior de sección cuadrada, y convendrá tener juegos de distinta longitud para emplearlos según la consistencia del terreno Sobre las estacas
tancia de dos metros, y la segunda, la misma inclinación en dirección E.-W E n cada estación se hallan prácticamente los valores de s y /í (fig 13), apoyando horizontalmentc la mira sobre la plancha de aluminio y midiendo el desnivel del terreno en la dirección meridiana o en la normal a ella en los puntos situados a dos metros de la estación La tangente del ángulo z o k será la diferencia de nivel entre esos dos puntos partida por su distancia, igual a cuatro metros Los valores de e y A: no deben exceder de 1°
Las fórmulas halladas por Eotvos y que se insertan en la página 24 de su folleto, Bestimmung der Gradienten der Schwerkrakt und ihrer Niveauflá- j chen mit Hülfe der Drehwage (Determinación de los \ gradientes y superficies de nivel del campo gravífico ' por medio de la balanza de torsión) sirven para terrenos cuya pendiente no exceda de unos 8°, y, hechas las correcciones que Schweydar h a propuesto para algunos coeficientes que estaban equivocados, son las siguientes: [38]

109.^ Sy2 8.r3
, _0,4826(^1- ^3 + ^5 - ^7) p = 5,» "
-0,0819(^,1-53 + -5-^7 ) p = 20 m-
-0,0318{^1-^8 + ^5 - ^7) p = 50 m -
-0.0308(^1 —^3 + 55—^7) p = 100m— 0,0043(^1 — 53 + 55—57) p = i.000m
2.109 8^ IV,
2413 (t¿ - 54 + 56-58),
Sxhy + 0,0410(^2-£4 + 5o-58) p = 2o,« + + 0,0159 (^2 - 54 + 5.-58) 50« + + 0,0154 (£2-^4 + 56-58) p^ioom + + 0,0021 (^2- 54 + 56-58) p = i.ooom
Figura13
se sitúa la plancha de aluminio que se acaba de poner horizontal, valiéndose del nivel de albañil.
Después se procede a efectuar un a serie de nivelaciones en ocho direcciones radiales, que, como indica la figura 12, están inclinadas sucesivamente 45° a partir de la N.-S Para ello se coloca la mira en los puntos de intersección de estas ocho direcciones, igualmente inclinadas, con los círculos cuyo centro es la estación y los radios 5, 20, 50 y 100 metros, respectivamente (1) Las diferencias de nivel con relación a la estación se designan por las letras ^1 , ••• que se consideran positivas cuando el terreno circundante es má s alto que la estación y negativas en caso contrario
En las cuatro fórmulas obtenidas por Eotvos para la acción del terreno, un a para la diferencia "
8x^ y otra para cada un a de las segundas derivadas restantes, figuran, a má s de las cantidades •• halladas por nivelación, las que se designan por £ y A-, la primera de las cuales expresa la inclinación del suelo en dirección N.-S., a la dis-
(1) Los valores de E,i, ... para la distancia de 1.0000 metros se obtienen por medio de un plano, en que se lee la altitud correspondiente
109.
= — [5,79s + [0,0379(£1 + + O.OOÓk (^3 + 5,)"
8x8s 1,8 + 0,02-'le (^2 + ^4+ 56+ 58) + + O.OlóiT (52 + 5c - 54- 58)] p _ 5,„ + [3 + [0,1305 (£1-£5) +0,0922 (^2 + 58-54-5c)] p = 5m + + [0,0117 (5i - W + 0,0083 (52 + 58-54-56)] p = 20;K + + [0,0011 (5i - 55) +0,00077 (52 + 58-54-56)] p= 50;« +
+ [0,00028 (5i - 5b) +0,00020 (52 + £8-54-5c)] p = ioo,«
.109.1 SyS^ = i;8 ^^'^'^^ + [0.0379ir(53 + 5,) •
+ 0,006U (5i + 55) + 0,022U + 5, + 5^ + ^3) + + 0,016e(52 + 56 - 54- 5 8)]p^5,« + + [0,1305 (53- 5v)+0,0922 (52 + ^4-56-58)] p = 5,„ + + [0,0117 (53 - 5,)+0,0083 (52 + 54- 56- 58)1 p = 20,„ + + [0,0011 (53 -57)+0,00077 (52+54+ 56-58)] p ^50^ + + [0,00028 (53 - 57) + 0,00020 (52+ 54 + 56 - 58)1 p ^ 100 m
Estas fórmulas, en qu e a designa la densidad del terreno en el punto considerado, valen sólo cuando la pendiente es inferior a unos 8°, como ya hemos dicho, y están calculadas para un a altura del centro de gravedad de la balanza de un metro; en caso de tener otro valor, habría que calcular nuevamente, los coeficientes que entran en aquéllas
Par a el cálculo de la acción cartográfica, que corresponde a las desigualdades del suelo situadas a más de u n kilómetro de la estación (y que recibe dicho nombre porque se requiere el empleo de mapas) se divide el terreno también en segmentos po r
hOO
292
tnedio de radios, que en este caso están inclinados de 10 en 10° a partir de la dirección N.-S. Los otros dos lados del cuadrilátero, en lugar de ser los arcos de círculo interceptados por dos radios consecutivos, son los trozos de curvas de nivel que quedan entre aquéllos comprendidos, como indica la figura 14 Se necesitan mapa s con curvas de nivel en diferentes escalas, tanto mayores cuanto más próxima está la zona considerada En sus trabajos gravimétricos en la llanura húngara, el barón R von Eotvos empleaba los mapas en escala de 1:25.000 para distancias inferiores a 12 kilómetros, 1:75.000 hasta las de 30 km y 1:900.000 para las superiores a esta cifra Las equidistancias de las curvas de nivel eran, respectivamente, de 40, 100 y 400 metros
Las fórmulas por Eotvos empleadas en el cálculo de la acción cartográfica son las siguientes:
Sp Sa
junto de los 36 radios igualmente inclinados Colocando el transportador sobre el map a de modo que su centro coincida con el punto-estación, en cada uno de los segmentos que el transportador limita se leen los valores de A, P, SP, que se llevan a las fórmulas [39] De este modo el cálculo de las ac-
Ubrt e
8x2'
82»^o _ _ _3 . sena 8p aS SySs " 2 ' p»
en que / representa la constante de la gravitación; o, la densidad del suelo en el segmento considerado; 5, la altura del centro de éste con relación al plano horizontal que pasa por la estación; p, la distancia horizontal de ésta a dicho centro; a, el ángulo que la recta que une el punto-estación con el centro del segmento forma con el eje de las x, dirigido hacia el Norte astronómico; Sa, la amplitud angular, y Sp, la longitud de la masa comprendida en un segmento
Tomando como centro la estación, se traza un sistema de radios igualmente inclinados a partir de la dirección N.-S. Si, como hace Eotvos, suponemos que son 36 dichos radios, S« = 10° = 0,1745. El cálculo de la acción cartográfica se efectúa aplicando las fórmulas [39] a los segmentos que quedan comprendidos entre cada dos curvas consecutivas de nivel y dos radios también inmediatos Después se suman algebraicamente las acciones de todos los segmentos y se obtiene el valor rotal de la acción cartográfica para cada uno de los primeros miembros de las fórmulas [39]
Si consideramos (fig. 14) el segmento curvilíneo ^^cd, por ejemplo, la altura media es la semisuma de las que dan las dos curvas de nivel

200 m 4- 300 m
2 = 250 m.,
y lo que difiere de la altitud de la estación, la cantidad l. La semisuma de los dos lados rectilíneos del cuadrilátero es SP,o sea í/p= -^{ac+MJ.
Finalmente, P es la distancia a la estación del centro m del segmento considerado
Para facilitar el cálculo de la acción cartográfica sin estropear los mapa s se emplean transportadores de celuloide o bien hojas de papel translúcido en que se han trazado, en la misma escala del map a que se va a emplear, un sistema de círculos cuyos radios crezcan de kilómetro en kilómetro y el con-
Figura 14 pp,' qq' curvas consecutivas de nivel (de 200 y 400™) ciones parciales que corresponden a los distintos segmentos se puede efectuar con mayor rapidez De todos modos, la obtención de la acción cartográfica es bastante pesada, y siempre que el problema lo permita, se elegirán las estaciones en terreno llano para evitarse estos enojosos cálculos, aquí cuádruples porque son cuatro las fórmulas [39] que expresan la acción de cada segmento {Continuará.)
Efecto del calor sobre el cemento aluminoso.
Durante la construcción del puente de Plougastel (Francia), proyectado por Freysinnet y construido con cemento aluminoso, se observó que unos pocos metros cúbicos de hormigón no habían llegado a fraguar Se hicieron una serie de ensayos para determinar las causas del fenómeno, y se dedujo que era debido al tiempo caluroso que había reinado durante la ejecución de esa parte de la obra La temperatura llegó a alcanzar 36° C y, sin duda, la acción de la radiación solar sobre los encofrados que encerraban la mezcla fresca llevó la temperatura del hormigón a un valor peligroso
Como consecuencia de este hecho, se han emprendido unos ensayos por el National Physical Laboratory, de Inglaterra, para determinar el efecto del empleo de agua caliente en el amasado del hormigón de cemento aluminoso y el fraguado de este hormigón con temperaturas de 15° a 55° C
[39]
cos2a
SxSy mv, 3 sen2a Sp Sa pcosa Sp Sa
293
Las obras del puerto de Valencia

or FEDERICO MEMBRILLERA W
Las obras actualmente en construcción para abrigo del puerto de Valencia, presupuestas en 36 millones de pesetas y adjudicadas en pública subasta a la Sociedad Ibérica de Construcciones y Obras públicas, comprenden la construcción de tres diques, un malecón y un espigón (véase la lámina)
El dique Norte, de 1.125,27 m. de longitud, de los que 170 metros son de nueva construcción, y el resto consiste en el ensanche y refuerzo del antiguo dique ya construido
Un dique aislado del Este, llamado de Alfonso XIII, formado por tres alineaciones, dos rectas de 594,96 y 199 m., enlazadas por una curva de 43,58 m de desarrollo y 37 m de radio
El dique Sur, rectilíneo, de 820 m., puede considerarse com prolongación del malecón del Turia, de 833,11metros de longitud, proyectado y en parte construido frente a la desembocadura del río que le da nombre
El dique del Este, con los extremos del Norte y Sur, determina las dos bocas de entrada al antepuerto
Completan las obras proyectadas la construcción de un espigón de 411 m de longitud, que, par
tiendo del origen del dique Norte, sigue en una alineación recta próximamente perpendicular al mismo
En la construcción de los diques se emplean como elemento principal grandes bloques huecos sin fondo, de hormigón en masa, con espesor en las paredes y tabiques intermedios de 0,80 metros, divididos por éstos en dos o tres celdas interiores En la del malecón y espigón tan sólo se emplean escolleras.
El perfil del dique Norte, en su prolongación, está formado por la superposición de tres bloques de 3,50 m de alto por 6 m de ancho y 12 m de largo, con dos tabiques intermedios, colocados con su mayor dimensión normal al eje del mismo, sobresaliendo del nivel del mar poco menos de un metro
Estos bloques descansan sobre un macizo de escollera enrasada a la cota 9,50, defendidos en su pie por una hilada de bloques artificiales de 6 m de longitud por 4 m. cuadrados de sección, y a su vez, el núcleo de escollera, en su parte N., por un manto de piedras superiores en peso a 5.000kgs y por otro menos pesado por el lado Sur
En el refuerzo o ensanche de la parte anteriormente construida del dique N. se emplea el mismo tipo de bloque hueco, colocados en número de dos superpuestos con su mayor dimensión paralela al
VISTA DEL TALLER DE GRANDES BLOQUES DE 260 TONELADAS294
tí) Ingeniero Director de la Junta de Obras del Puerto de Valencia.
eje antiguo, siendo la defensa del pie idéntica que la dela parte Sur antes reseñada
El perfil tipo de la primera alineación del dique del E estaba proyectado en igual forma y anchura que el dique N.,y la segunda y tercera alineación de aquél, así como el dique S., se proyectaba solamente con dosbloques superpuestos con8,27m de anchura en su coronación en las dos alineaciones antes dichas y 7 m en el dique S
A causa del violento ciclón que se desencadenó en el puerto de Valencia en la noche del 26 al 27 de diciembre de 1926,que produjo la socavación del fondo y el hundimiento de los 174m de dique del E que ya sobresalían del nivel del mar, se ha modificado elproyecto de dicho dique en su primera alineación, poniéndole solamente dos bloques asentados sobre un basamento de escollera que se apoyará en su primera parte sobre losbloques hundidos, aprovechando éstos para cimiento, y además se ha suprimido el espaldón que sobre el mismo se proyectaba, por no creerlo necesario y poder hacer alguna economía en la obra La defensa exterior del pie de los bloques en este tramo del dique

Sobre las pilas, y una vez rellenas, se levantan las superestructuras en mampostería hormigonada y en ésta son colocados los bolardos y escaleras
El volumen de hormigón en los bloques del primer tipo descritos es aproximadamente de 112metros cúbicos, siendo su composición de 460 kgs. de cemento puzoláníco por400litros de arena y 800litros de piedra machacada, pesando en el aire unas 260 toneladas; el cubo del relleno de losmismos es aproximadamente de 140m cúbicos, siendo su dosificación de 211 kgs de cemento puzoláníco )or metro cúbico de hormigón El peso del monolito formado en cada pila por tres de estos bloques rellenos se calcula, sin tener en cuenta el peso do las superestructuras, de 1.800 toneladas
El volumen delosbloques del dique S y segunda alineación del E., que son del segundo tipo, es de 99 m. cúbicos, y su relleno, de 112m. cúbicos.
del E se proyecta hacer conbloques macizos, arrojados a granel y porsu interior en igual forma que el dique N
En el dique S. se aumenta su anchura a 8,27 metaos, con objeto de reducir a sólo dos tipos los bloques fabricados y poder proceder con más rapidez eu la terminación de las obras.
Los bloques huecos son colocados por una grúa "Otante de 300toneladas de carga útil, la que lleva Umdo a su polipasto un aparato formado por cua^0 paralelogramos articulados que sostienen las Ocho garras que,entrando en los redientes dejados u el interior de lasmayores caras del bloque y en U parte inferior, permiten el embrague y desemrague fácil del mismo, con dejar tan sólo libre la obrecarga, que actuando abre las garras para toar elbloque, o que suspendiéndola las'cíerra, dejándolo libre (fig 1.-)
co vez colocados los bloques y formada la pila mpleta, seprocede a su relleno conhormigón por medio de cajas de 20m cúbicos de capacidad, con fp,^ Puertas en su parte inferior que se abren auomaticamente una vez tocan el fondo (fig 2.^)
Dada la gran cantidad de bloques a construir, la Sociedad contratista ha montado con todo detalle su taller debloques enlosterrenos cedidas por esta Junta de Obras en el muelle de Poniente, capaces para la construcción y depósito de 100bloques del mayor tamaño, donde permanecen, como término
Figura 1.° Cabria flotante de 300 toneladas para la colocación de los bloques de 260 toneladas. Figura 2.^ Cabria de 60 toneladas rellenando los bloques huecos del dique Sur. Figura 3.°295
Hormigonera pórtico para el hormigonado de los bloques
medio, los tres meses que se creen necesarios para su completo fraguado
Para la fabricación del hormigón se vale la Sociedad contratista de una hormigonera pórtico de 7 m de alto (fig 3.^),alimentada por un montacargas, en el que vuelcan, ya mezclados, en las dosifi-
Para la fabricación del hormigón de relleno, la instalación se compone de dos tolvas, donde se depositan la arena y la piedra machacada, que salen por una compuerta graduada en las proporciones exigidas, cayendo sobre una cinta transportadora que las conduce en unión del cemento también dosificado, conducido desde el almacén por otra cinta normal a ella; los tres elementos caen en un pequeño depósito, donde son cogidos y elevados por una cadena de cangilones a una hormigonera tubular de 50 ni. cúbicos de rendimiento por hora; el hormigón así fabricado es recogido en unas vagonetasvolquetes, siendo vertido por medio de una grúa a las cajas, que son transportadas sobre una pontona y vertidas en obra por medio de una cabria flotante de 60 toneladas, que a su vez es empleada en la colocación de los pequeños bloques; con esta instalación se llega normalmente a fabricar 40 m cúbicos a la hora; para la carga de la arena y piedra empleadas en los hormigones se utiliza una cuchara-pala movida por vapor
El malecón del Turia, como antes se indica, está formado sólo por escolleras de pequeño tamaño en su núcleo y un manto protector de 2 m de espesor, hecho con piedra de mucho mayor tamaño, sobresaliendo del agua 2,50 m y teniendo un ancho entre taludes de 8 m
caciones prescritas, la arena, el cemento y la piedra en vagonetas arrastradas por una pequeña locomotora de 0,60 m. de anchura de vía, desde los diferentes depósitos de materiales a la hormigonera (figura 4.*).

La hormigonera vierte el hormigón fabricado en una tolva, que por una disposición especial de palanca lo hace ir a ésta por el tubo central o desviarlo a uno de los dos tubos laterales que, rodando por encima de unas plataformas, van distribuyéndolo en el interior de los moldes, donde es fuertemente apisonado
Para el cambio de emplazamiento de los moldes se emplea un puente-grúa, que por un ingenioso sistema de poleas permite levantar y transportar por encima de los bloques fabricados el molde completo
El bloque, una vez ha cumplido el tiempo exigido en el depósito, es levantado por un alza-bloques de 300 toneladas y trasladado a un carretón transbordador de 400 toneladas de carga útil, que corre por una vía honda abierta en dirección normal a las vías
Trasladado el bloque por medio del carretón al punto de embarque, es cogido por la grúa de 300 toneladas y dejado sobre un pontón, donde es remolcado para su colocación.
Con el mismo carretón se traslada de una fila a otra de bloques la hormigonera, el puente-grúa y el alza-bloques
Con la instalación descrita se fabrica un bloque en una jornada normal de ocho horas de trabajo útil, colocándose normalmente, cuando el mar lo permite, tres bloques por día, y habiéndose llegado a colocar hasta cinco en un mismo día, a pesar de ser necesario para ello entrar la grúa para la nueva carga de bloques, lo que supone una pérdida de más de tres horas.
El espigón interior, proyectado como el anterior, de escolleras con un núcleo y una defensa exterior de protección análoga, pero teniendo sobre el nivel del mar un pequeño espaldón para resguardar la banqueta interior del mismo, que para casos extraordinarios se podrá utilizar para la descarga de mercancías directamente sobre los vagones, para lo cual se proyecta, en sus taludes interiores, unos redientes hechos con bloques sobre cuyos frentes podrán atracar los vapores.
Para el vertido de estas escolleras se emplean pontonas que se hacen bascular por medio de la entrada de agua en un depósito lateral, admitiendo cada una 220 toneladas de piedra, fácilmente car-
gadas por un plano inclinado, en el que se hacen bascular vagones de 15 toneladas
Completan el material en el mar, aparte de las cabrias de 300 y 60 toneladas, tres remolcadores, 14 pontonas de 300 a 100 toneladas, material de buzosy una excavadora movida por una pala de vapor
Figura 4.* Locomotora de 0,60 m de anchura de vía para el arrastre de vagonetas. Figura 5.° Perspectiva de! puerto de Valencia una vez terminadas las obras que se están ejecutando296
montada sobre un pontón de 300 toneladas, para extraer laspiedras eneldesmonte deescolleras vertido porcontratas anteriores
Las canteras, situadas en Sagunto, a unos 30 kilómetros de este puerto, son de calizas compactas, extrayéndose lapiedra pormedio detres perforadoras que permiten hacer barrenos hasta 40 metros de profundidad con un diámetrojie^O mm y
tres grupos autocompresores de a tres martillos; para la carga, aparte de las grúas, hay tres palas de vapor concuchara de 3 m cúbicos de cabida, y para el transporte posee la citada Sociedad seis lomotoras y 200 vagones
Las obras contratadas deberán terminarse en el mes de abril de 1931, siendo muy probable se terminen dentro delaño 1930
La Berginizacíó n
Por JOSÉ MANUEL PERTIERRA (D \La bibliografía sobre la hidrogenación de aceites y carbones, según lostrabajos del doctor Friedrich Bergius y suscolaboradores, redúcese a las publicaciones, que intentamos resumir, describiendo las instalaciones de Mannheim-Rheinau, las experiencias allí realizadas por las comisiones de químicos e ingenieros enviadas para este fin, con diversos combustibles y sobre lashidrogenaciones hechas en otros laboratorios en¡jequeños autoclaves y el complicado análisis químico, elemental y funcional, de los productos obtenidos

Las experiencias de Bergius en 1912—laboratorio de Hannover—sobre la investigación del proceso del cracking, demuestran que tanto los cuerpos líquidos obtenidos como el residuo sufren un emponrecimiento en hidrógeno La pérdida se realiza, como elemento, y formando hidrocarburos gaseosos ^ la temperatura ordinaria Con la deshidrogena^lón aparecen cuerpos de elevado punto de ebullición que aumentan la producción del cok en el (Cracking.
Es ijosible, durante la disociación de las moléculas de loshidrocarburos, la absorción de hidrógeno por los hidrocarburos no saturados allí formados sin laintervención decatalizadores, cuya aplicación no sería posible sinuna purificación delaceite brude los compuestos sulfurados que envenenarían aquél Bergius experimentó el cracking en atmosfera de hidrógeno a presión, logrando reducir gases no condensables y evitar la aparición de cok
La hidrogenación se realiza, por tanto, con hidrogeno molecular, y no en statu nascendi. Sobre rj "mecanismo deesta hidrogenación seconoce poco Recientemente A Kling y D Florentin (2) publiaron los resultados de sus experiencias durante arios años sobre hidrogenación de carbones por método Bergius Para cada combinación químia existe, un límite de temperatura sobre el cual molécula comienza a disociarse en moléculas ^^evas más sencillas, según el proceso conocido mo cracking. Este límite corresponde con latem^ ratura a que las moléculas formadas comienzan g uejarse hidrogenar Reaccionan en el proceso le según Kling y Florentin, hidrógeno mocuiar conmoléculas orgánicas en estado naciente, ^a posibilidad de esta separación de los grupos
(2) Í^ríl2'1°- Profesor de la Universidad de Oviedo ¡ «-omptea Rendues", 182, 389, 526 (1926). ,
alkilos de la molécula y sustitución de éstos por hidrógeno,
R.CHs + H2 = RH+ CH^ fúndase en el hecho de quelosgases del autoclave contienen una gran cantidad de hidrocarburos de la serie del metano
Más estables son, por el contrario (1), los compuestos aromáticos, antraceno y naftalina, que en la hidrogenación de un alquitrán ordinario en las instalaciones deRheinau quedaron sin transformar.
M Heyn (2) hidrogenó un carbón de la Baja Silesia, en Rheinau, encontrando en la fracción 1806220°, naftalina, tetralina y decalina Los homólogos del fenol—cresol, xilenol—y de la anilina pierden, como los anteriores, grupos al_kiiüSJ - -
0 11 + H, = CH3 NHz +
OH + en,; NH2 CH.
La presión influye en el cracking durante la descomposición de las cadenas de carbono, de elevado peso molecular, en otras de menor En la descomposición a la presión ordinaria, se realiza la rotura de la molécula en la proximidad de uno de sus extremos, dando un hidrocarburo de peso molecular reducido—gaseoso—y otro de peso molecular, relativamente elevado, mientras en el cracking, bajo presión, la rotura se efectúa favorablemente en el medio de la molécula, obteniéndose dos hidrocarburos de punto de ebullición igual o próximo
Para sus estudios de cracking hidrogenante (3), llamado berginizacíón, empleó autoclaves fijos y giratorios, uno de cuyos tipos era análogo al indicado en la figura 1."—que es el adquirido por el "Instituto del Carbón" en la Universidad de Oviedo para las experiencias de hidrogenación de carbones—, y en él realizó Bergius las hidrogenacio-
(1) L. Rheinfelder. "Mitt. a. d. Schle. Kohlenfors. Bresiau". 11, 65 (1925).
(2) "Petroleum, 23", 281 (1927)
(3) Z Anorg 34, 343 (1921)
297
nes cargando el aceite bruto o carbón en polvo o formando una pasta con un aceite pesado o alquitrán, llenándolo, después de cerrarlo, con hidrógeno a presión de 50 a 100at El cierre es de tornillos, con anillo de cobre, para temperaturas menores de 300° y para temperaturas y presiones elevadas, la tapa delautoclave, de forma cónica—que lleva un manómetro, una válvula y un tubo para el pirómetro—, se une al cuerpo del autoclave por un manguito atornillado sobre ambas partes, con distinto paso de rosca Calentando lentamente por gas, mientras gira el autoclave—diez vueltas por minuto—, hasta la temperatura de 400°-500° se eleva la presión, pero mantenida aquélla constante durante doso tres horas decrece ésta por absorción de hidrógeno porla materia prima Se deja enfriar y se sacan losgases por la válvula, a través de un contador, recogiéndolos en un gasómetro para su análisis
Complementando los detalles dados por INGENIERÍA Y CONSTRUCCIÓN (1) sobre la instalación semiindustrial enRheinau, añadiremos que comprende:
1) Una gran instalación para la hidrogenación, de funcionamiento continuo, capaz para 75 ton pordía
2) Otra para pruebas y estudios, con:
a) Cuatro pequeñas instalaciones de funciona-
El calentamiento deltubo laboratorio sehace con un gas inerte—nitrógeno o anhídrido carbónico—, calentado previamente a su paso por serpentines sumergidos en un baño de plomo fundido (400° a 500°) Para poner en circulación esta masa gaseosa es preciso volver a enfriar el gas antes de que llegue al compresor Variando la velocidad del gas se consigue mantener la temperatura con intervalos de cinco grados La cara interna del acero de que está construído el tubo laboratorio se deteriora por la gran actividad del hidrógeno sobre los metales a elevada presión y temperatura El hidrógeno bajo presión y temperatura de 400° disuelve el carbono del acero, en forma de metano, reduciendo su resistencia Según el constructor de losautoclaves (1),el acero sufre, por el contrario, una cementación que lo vuelve inservible El gas de calentamiento circula exteriormente a una presión mayor que la delhidrógeno dentro del tubo—la diferencia corresponde a una columna de 6 m de agua en un nivel hidráulico ideado por Bergius—•, porlo cual la pared sometida a acciones químicas sufre escasa fatiga, pudiendo ser su espesor de20mm., lográndose unareducción delcoste delaparato y del peligro en el caso de fugas.
El tubo laboratorio lleva un desflemador que permite obtener directamente una separación de los productos transformados, más hidrogenados y más volátiles, que destilan bajo fuerte presión, mientras retroceden al tubo los productos que han sufrido una berginización parcial
El hidrógeno abandona el aparato impurificado [80 % de hidrógeno y 20 % de hidrocarburos (metano y homólogos)]
Los productos líquidos condensados desprenden al llevarlos a la presión ordinaria los gases disueltos (20 % de hidrógeno y 80 % de metano y homólogos)
Autoclave giratorio
miento continuo para el tratamiento, en cada una, de 45a 60kg de materia prima por hora
fc) Cuatro instalaciones discontinuas, para varios centenares de gramos de producto bruto.
c) Laboratorio completo, de estudio y de investigación, y para el control de fabricación.
El volumen del tubo laboratorio para un tratamiento de16.000 ton.porañodematerias primas— aceites pesados de petróleo, asfaltos, alquitranes y carbones—es de 4 m.\ Unode losproblemas planteados fué el de mantenerlo a una temperatura constante, ya que una elevación de 10° duplica la velocidad de una reacción química, y por ser distintas las velocidades de la reacción de hidrogenación y del cracking, obliga a buscar una temperatura en que la velocidad de hidrogenación evitase la reacción del cracking y la formación de cok
En la berginizacíón de una fracción (d.-0,993) de un aceite pesado asfáltico de Borneo, en autoclave, se encuentra que la temperatura de 388" la intensidad dela berginizacíón espequeña y el cracking no tiene importancia, mientras a 420° domina el proceso del cracking, siendo la temperatura de 403° a 410°,a la quese obtienen losmás favorables resultados
Al carbón sometido a la berginización se añade óxido dehierro (5 %),para combinarse conel azufre y evitar la impurificación de los cuerpos obtenidos. El azufre favorece la polimerización de las moléculas deaceites pecasods y esta polimerización, la producción de cok
Waterman y Perquin (2) estudiaron el índice de yodo de los productos berginizados, encontrando su disminución El residuo de la destilación tiene un peso específico menor en el caso de un aceite berginizado que si procede del cracking.
Las instalaciones de Rheinau son propiedad de la Deutsche Bergin Ak. Ges. für Kohle und Erdóel Chem, filial de la Erdóel und Kohlverwantung A. G, de Berlín, sociedad formada por el consorcio de Th. Goldschmidt A. G.,M. Robert Friedlaender y la Administración de la Henkeldonnersmarkschen para el desarrollo de los procedimientos
Bergius
La destilación a baja* temperatura (menor de 500°) de turbas, lignitos y carbones—principalmente estudiada por Burgess y Wilhelm en Inglaterra y por F Fischer y sus colaboradores en el KaiserWilhelm-Institut fur Kohlenforschung, en Mulheim a. d. Ruhr—aportó notables conocimientos al estudio de la constitución delcarbón y originó elestablecimiento deinstalaciones decarbonización pri-
 Figura 1."
(1) La transformación del carbón en petróleo por medio del hidrógeno, por F Bergius enero 1927, pág 17
(1) Comunicación privada.
Figura 1."
(1) La transformación del carbón en petróleo por medio del hidrógeno, por F Bergius enero 1927, pág 17
(1) Comunicación privada.
298
(2) "Proccedings", 23, 3-4; pedal Mayo 1923 'Chimie et Industrie" Número es-
maria, orientadas en Inglaterra y Estados Unidos en distinto sentido que en Alemania Mientras en este último país se dedica preferente atención al alquitrán primario, como fuente de productos químicos, en aquéllos el principal producto a obtener es el semi-cok, un combustible sin humo, barato y con suficiente resistencia para que pueda ser transportado.
Por calentamiento destilan los aceites que impregnan el carbón (0,1 a 0,5 %), mas los originados por descomposición térmica de las partes constituyentes—humus, ceras y resinas—y por destrucción de las grandes moléculas orgánicas. En algunas clases de carbones, la extracción por disolventes apropiados—SOj líquido, benzol, piridina—y la destilación en el vacío han probado la existencia de hidrocarburos, análogos a los del petróleo canadiense (1).
Los rendimientos en alquitrán primario, libre de agua, son para diversas clases de carbones, crecientes con su contenido en oxígeno, o sea inverso de su edad
Un cierto número áe cuerpos orgánicos a elevada temperatura en atmósfera de hidrógeno a presión.
F. Fischer y K. Keller estudiaron la destilación del carbón en atmósfera de hidrógeno a elevada presión F Fischer y Plótze (1) encontraron así un aumento en las materias destiladas y una disminución del cok. La cantidad de alquitrán, en el caso más favorable, alcanzó a 75 % del carbón, por este medio, fluidificado
Bergius obtuvo, como consecuencia de sus trabajos de hidrogenación molecular de la celulosa y otros componentes del carbón, en el estudio de su origen y formación (2), las patentes alemanas— mayo, 1913—"sobre un procedimiento para la obtención por el calor de hidrocarburos ligeros partiendo de hidrocarburos pesados, caracterizado por el hecho que los hidrocarburos se hidrogenan durante el calentamiento mediante hidrógeno comprimido", y en septiembre de 1915 "sobre un procedimiento para fabricar combinaciones orgánicas líquidas o solubles con carbón, lignito, turba, madera y otros cuerpos, reaccionando a elevada presión (200 at.) y temperatura (300-400°) con hidrógeno.
El nitrógeno contenido en el carbón forma durante el proceso, amoníaco y compuestos amónicos, y puede recogérsele cuantitativamente. Algunas combinaciones orgánicas formadas, contienen oxígeno con carácter fenólico, otra parte con hidrocarburos de diverso peso molecular y punto de ebullición, análogos a los hidrocarburos del petróleo. Como residuo quedan solamente las cenizas formando una suspensión en el aceite obtenido.
Sus principales constituyentes son: olefinas, ñafíenos y fenoles, faltando generalmente los hidrocarburos aromáticos.
A pesar de estos rendimientos, la destilación a baja temperatura no contribuye a la más amplía Valorización del carbón, ni a resolver la crisis de carburantes (2). Cerca del 10 % del alquitrán primario son esencias ligeras y bencinas, y la mayor Parte hierve sobre 200°. Bergius expuso en una conlerencia (3) su punto de vista sobre la incapacidad de cubrir el elevado y creciente consumo de esencias para motor de explosión con la destilación de alquitranes de alta y baja temperatura, por el gran consumo de carbones que esto representaría y por su gran porcentaje—en algunos alquitranes 50 %— de fenoles inaplicables para aquel fin Además, la Separación en la técnica de los fenoles, desde los aceites, aun no está resuelto económicamente.
Para esta separación se transforman los fenoles en fenolatos, con Na O H y se recuperan descomponiendo éstos: a) Por SO, H, dil., perdiéndose ^quélla como S O, Na^; o b) Por C 0^, obteniéndoe C Oj Naj, del cual se regenera el Na O H, por justificación con Ca O. Este último método, llamado proceso continuo, es más económico que el J^'j^mero; pero tiene gastos más elevados de ins-
Berthelot (4) hidrogenó carbones, transformánotos totalmente en una mezcla de hidrocarburos, i^^es, etc., mediante ácido yodhídrico, en un mé"uo no utihzable técnicamente, ipatiew estudió ya en 1904 la descomposición de
Soc!^ 33^ 264* '(mí)' ^•'^"^' ^^^^^''^'• Chem a ^baoo^'* Couran y R. Besson, "Destilation des combustibles (3í ®'"P^'"a-ture", París (192S)
(4) .f/5"nstoff-Chemie, 164 (1925)
^es Carbures d'hydrogene" III, París (1901)
Sobre este proceso, A. Spilker y K. Zerbe (3) prueban que la beryinización no solamente es un cracking, sino también una hidrogenación, de acuerdo con los trabajos de F. Fischer y Frey (4) sobre la transformación por hidrogenación de un semi-cok de lignito donde no es posible ningún cracking, en productos líquidos y gaseosos.
Otras posibilidades de fluidificar el carbón son la obtención de carburos (5), y principalmente la : gasificación y obtención de combustibles líquidos con el gas de agua, mediante catalizadores. Los procedimientos de la Badische Anilin und Sodafabrik fueron orientados durante la guerra hacía la obtención de hidrocarburos, por reacción catalizada del óxido de carbono e hidrógeno (6) y abandonados en este sentido por la complejidad del producto obtenido
Una nueva serie de patentes de la Badische y los trabajos de Patart (7) llevan el problema a la obtención de alcohol metílico, realizada industrialmente en las instalaciones de Merseburg (Alemania) y en las fábricas Poulenc Fréres, en París, respectivamente.
Análoga acción a la del ácido yodhídrico, el formiato sódico, por el calor, desprende hidrógeno naciente apropiado para la hidrogenación del carbón, si bien el proceso es caro.
La pirólisis de algunos formiatos da alcohol metílico, acetona y otros productos. F. Fischer y H. Tropsch obtuvieron, fundándose en esta reac-
(1) Ges Abhandlung z Kenntn d Kohle I, 148 (1917)
(2) Die Anwendung hoher Drucke bei Chemische Vorgangen y.'J.'^o,^'"® Nachbildung des Entetehungsprozesses der Steinlcohle (1913) y Die Naturwissens
(3) "Zeitchr. f. angew. Chem." 39, 1.138 (1926).
(4) "Brennstoff-Chemie", 69 (1913) (Berli T Umwandlung der Kohle in Oel" (1924),
(6) "Brennstoff-Chemie", 3, 276 (1913)
(7) "Chimie et Industrie", 13, 175 (1925)

CLASES DE CARBONES "/o de alquitrán Carbón seco 1,5 graso 3,5 de gas 8 de llama larga 12,0 cannel 29,0
299
ción, y por catálisis del óxido de carbono e hidrógeno a elevada presión y temperatura, una mezcla llamada Synthol—aceite sintético—, de unos 100 cuerpos orgánicos, formada por diversos hidrocarburos, alcoholes, ácidos
El anhídrido carbónico y el hidrógeno, conducidos a presión sobre un catalizador adecuado, no forman Synthol, sino agua y óxido de carbono Separada el agua por condensación en un refrigerante, y pasando de nuevo los gases sobre el catalizador, se forma entonces Synthol O sea, que con hidrógeno obtenido, por ejemplo, en la electrólisis del agua y el anhídrido carbónico extraído del aire, se llega a obtener un combustible líquido para mo-• tores
Estos métodos exigen que los cuerpos reaccionantes sean muy puros, para evitar el envenenamiento de los catalizadores, lo que restringe parcialmente sus posibilidades industriales, y que no es preciso en el método Bergius, donde el hidrógeno puede llevar algunas unidades por ciento de óxido de carbono y anhídrido carbónico
Para un estudio sobre la posibilidad industrial del proceso Bergius será interesante revisar todos los datos publicados en varias naciones, que han ensayado sus carbones en la instalación semi-industrial de Rheinau, en previsión de una próxima y quizá ya alcanzada solución En Brennstoff-Chemie (15 de marzo de 1928) se indica la construcción por The Transvaal and Delagoa Bay Investment Comp Ltd., en el Transvaal, de una instalación para la fluidificación de carbones según Bergius, además de otras en curso de instalación en Bélgica, Inglaterra y Alemania (1) A instancia del industrial belga M Fernand Radelet (2), una comisión compuesta por los profesores de Química
F Ranwez, P Erculisse y P Bruylant, de las Universidades de Lovaina y Bruselas, y el ingeniero M. Nothomb, estudió en Rheinau la hidrogenación de un asfalto bruto mejicano de Panuco, un residuo de la destilación de un aceite bruto de Pechelbroon; un alquitrán de una fábrica de gas, privado de las esencias ligeras destilables bajo 230°, un carbón de Silesia y otro belga, en una instalación de funcionamiento intermitente, un autoclave giratorio de cinco litros de capacidad, donde después de cargado con el material a tratar, se llenaba con hidrógeno a varias presiones—según la substancia—y se calentaba a una temperatura determinada
La presión del hidrógeno cargado en el tratamiento del asfalto era de 50 at., la temperatura era elevada y mantenida a 420°, subiendo la presión hasta 137 at; enfriado el autoclave, la presión residual era de 30 at
El asfalto cargado era una masa negra, espesa Densidad a 15°—0,989
Destilación fraccionada (Engler)
Comienza
Densidad a 15° - 0,866. Comienza a destilar a34.°.
148 litros de
Tratamiento de un alquitrán de hulla:
Necesita una hidrogenación más profunda Se calienta a 478° con hidrógeno a 50 at, de presión inicial, elevándose hasta 104 at Enfriado el autoclave, la presión residual era de 32 at. Se carga más hidrógeno, hasta alcanzar la presión de 50 at. Se calienta de nuevo hasta 478°, la presión crecía hasta 136 at., y después de enfriar era de 39 at.
El alquitrán empleado (residuo de la destilación hasta 230°) tenía las siguientes características:
Densidad a 15°-1,144.
El producto es un líquido fluido rojo pardo, con fluorescencia verde No se forman adherencias de carbón en las paredes del autoclave
El alquitrán berginizado era un líquido negro, de olor fuertemente amoniacal No hay formación de carbón o cok en las paredes del autoclave
Densidad a 15° -1,041.
Locomotora de alta presión.
A fines del año 1927, la Compañía de Locomotoras Suizas "Winterthur"' construyó una locomotora de vapor de alta presión, para pruebas, después de realizar durante algunos años investigaciones, ensayos preparatorios y pruebas en los talleres

La caldera de esta locomotora trabaja a una presión de 25 kilogramos por centímetro cuadrado Las ruedas van accionacias por una máquina de vapor sencilla de tres cilindros, con reducción intermedia de engranaje.
Hacia mediados de enero pasado se realizaron pruebas comparativas con una locomotora de vapor recalentado con presión de 12 kilogramos por centímetro cuadrado, para determinar los ahorros de carbón y agua que podía producir la locomotora de alta presión
Las pruebas de largo recorrido hechas con trenes de la misma composición y ambas locomotoras, dieron como resultado un ahorro de carbón de 35 a 40 por 100 y una economía de agua del 47 al 55 por 100.
la destilación a
167° -210° 2,0 por 100 en peso. 210° -300° 10,4 -Destila bajo 300° 12,4 -Residuo 87,6 — —
167°.
34° - 150° 28 por 100. 150° -210° 11,2210° -300° 19,1Destila bajo 300° 58,3Residuo 6,7 — Pérdida enla destilación 35,0 — Se retiran
Anhídrido carbónico
sulfhídrico. 1,9 por 100. Hidrocarburos no saturados 1,4 — Hidrógeno 25,2 — Oxido de carbono 3,0 — Hidrocarburos saturados 62,3 — Nitrógeno 6,2 —
del autoclave
gas
y Acido
Destilación fraccionada.
236°-270 9,1 por 100 270°-330° 22,6 Destila bajo 330° 31,7 Residuo 66,9' Pérdida 1,^J
Comienza a236°.
Destilación
a77° 77°-230° 32,7 por 100 230° -330° 32,8 Destila bajo 330° 65,5 (d. 1,026) Residuo 33,5 (d 1,172)
fraccionada Comienza
(1) Report of the Fuel Research Board 1926, Londres. Zentralblatt, 97, 2.254 (1926).
(2) Le Procede Bergius. Informe amablemente cedido por F. Radelet.
300
La linea a 132.000 voltios de Olmedilla a Madrid IV.—Ensayos de la línea en tensión
Por MANUEL QUEREJETA, ingeniero de Minas'En estas pruebas se ha dado al alternador excitación independiente para poder subir la tensión más gradualmente
Las conexiones para esta prueba están indicadas en elesquema (figura 33),ylosresultados enel cuadro que seinserta a continuación:
Determinación del valor exacto de la tensión en alta « la salida del transformador elevador.—Ha de tenerse en cuenta para ello elefecto delacorriente de capacidad sobre larelación de transformación
Para esto sehandeterminado lascurvas decorriente y pérdidas envacío deuntransformador monofásico en función delatensión aplicada La figura 34nosrePresenta estas curvas
Tomando en el cuadro que antecede la tensión de6.000 F,setiene para laintensidad 600,6 amperios y eos cp= 0,0455 enavance Para dicha tensión la curva de corriente deltransformador daunvalor de20amperios conunvalor decos = 0,0815.
Según larelación detransformación, alos6.000 V. eorresponderían en alta 67.540 V. y entre fases 116.760 V.
Para cos cp= 0,0455; cp= 87''23' 0,0815; cp= 85°19' y se tendrá:
[(600,€ X 0,0455) -t- (j 600,6 X 0,999)]
Para cos 9 =
= 1,494-1-/30,83 19,46
:(20 X 0,08)+ 020 X 0,996)] 1 = - 0,82 4-/ 1,02 19,46
^ = 1.332+ j 31,85(87°33'); Para 9 = 87°53': cos cp = 0,036 y setendrá para latensión enaltura (figura35)

ye, 'i' Véanse los artículos anteriores en ios números de enero, febrero y marPags. 15, 78 y 138
V= [67.540+ (83,42 X 31,85 X 0,999)- (7 X 31,85 X 0,036)] -
-y [(83,42 X 31,85 X 0,03)- (7 X 31,85 X 0,999)]
= 67540 + 2654,26- 8,026- 79,797 + 222,727
= 67540 + 2876,98- 87,82= 70.329
entre fases: 121669 V. Se ve, pues, la diferencia entre esta tensión y la
Linea L amp h amp. amp. kw. A- 3 kw Tensión baja Voltios Potencia aparente. K. V. A. / alta Amp. Tensión alta Voltios. Potencia total Kw Factor de potencia cos 9 Pérdidas en el hierro de los 3 transformadores Kw Pérdidas óhmicas de los 3 transformadores Kw. Pérdidas óhmicas de los 3 conductores de linea Kw. Pérdidas por conductancia por km y conductor W.itios P erditancia por km y conductor Mhos. X lo' 180 144 162 144 153,6 1.600 448 8,32 31.130 9,6 0,021 288 258 273 287 314 2.400 1.133 14,03 46.700 27 0,024 — — — — — 390 342 361 534 596 3.200 2.026 18,55 62.270 62 0,031 — — — — — 420 384 402 652 743 4.000 2.781 20,65 77.840 91 0,033 21 9 29,4 63,7 3,14 597,6 536,4 567 1.337 1.532,8 5.280 5.179 29,13 102.740 196 0,038 37,5 17 58,5 167 4,73 616,8 568,8 592,8 1.459 1.692 5.700 5.845 30,46 110.900 233 0,040 51 19,5 64,0 200 4,86 624 573,6 598,8 1.493 1.759 5.960 6.174 30,77 115.800 265 0,043 60 20 65,3 242 5,40 638,4 580,8 609,6 1.638 1.960 6.340 6.585 31,32 123.300 322 0,049 72 20,5 67,7 328 6,45 642,2 587 614,6 1.700 2.114 6.600 7.017 31,58 128.400 414 0,059 80 20,8 68,8 494 8,96 Linea IL 372 312 .=!42 500 564 3.200 1.893 17,57 62.270 64 0,034 444 396 420 680 584 4.000 2.806 21,58 77.840 96 0,034 21 9,7 32 68,7 3,39 564 520,8 542,4 1.152 1.344 5.160 4.842 27,87 1Ó0.400 192 0,039 31,5 16 53,6 180 5,34 636 568,8 602,4 1536 1.875 6.040 6.294 30,95 117.500 302 0,048 61,5 20 66 312 6,76 638,4 576 607,2 1.575,2 1.920 6.400 6.722 31,20 124.500 344,8 0,051 75 20,3 67 367 7,08 648 590 619 1.621 2.050 6.680 7.153 31,80 130.000 429 0,060 84 20,8 69,7 514 9,10
PRUEBAS DE LA LÍNEA EN TENSIÓN.—RESULTADO DE LOS ENSAYOS
301 i
Figura 31 Transformadores 132.000/6.600 voltios.
Protecciones de alta tensión Pararrayos de película de óxido de almminio.
obtenida teniendo sólo en cuenta la relación de transformación
La potencia aparente será:
121,7 X X 31.P5 X 0,999= 6697A'
Los valores /?= 7 y coL = 83,42 representan la resistencia y la reactancia de cada fase del transformador referidas a la alta tensión Corriente de la linea.—Las curvas dela figura 37representan la corriente por fase de la línea en función de latensión en alta

P/rrf/í/fls —Llamemos P a las pérdidas totales; Ph alaspérdidas enelhierro delos transformadores; Po alaspérdidas óhmicas en losmismos, Pi alaspérdidas óhmicas en la línea.
P sonlosvalores obtenidos restando las indicaciones delosdosvatímetros que figuran en el esquema
Figura32.1 1 —— _*—*— x I 1 1 1 i 1 — — h r I 2503 ¿000 35110 '.a 45(3 ¡0110 SSiJ eOiO Í5O0 Mil Transformador monotísico en vacio
34 V 67SÍ-0 V O
35. V 302 » to 7i 70 » 60 bS 50 35 30 25 Ti w Soles eoH 10 5
Figura
Figura33. Figura
Figura 36.
Entrada delínea e interruptores enalta tensión (132.000 voltios).
de conexiones Ph sededuce delas curvas dela figura 34 Po delosvalores delasresistencias e intensidades enelcircuito dealta y debaja enel transformador, y Pi delosvalores dela resistencia, longitud de
los conductores delalínea y de la intensidad decorriente queporellos circula
Estos valores están indicados enlascolumnas correspondientes delcuadro que antecede
En la figura 38están trazadas lascurvas querepresentan estas pérdidas en función de la tensión en alta.
Las pérdidas Pe porconductancia (quevaría mucho con lascondiciones atmosféricas) sededucen por di-
ifloooo líMco iioooo 115000 \wm \hm wm 135000
Percf/efss por línea tnfósica en Función de /a tensiónen sl/á de sa/icía.
Figura 38.
ferencia: Pe = P — Ph — Po —Pi J figuran también en lacolumna correspondiente

Cálculo de la perditancia — obtiene porla fór-
mula g = siendo:
g = perditancia enohmios porkm de conductor
Pe = pérdida envatios porkilómetro de conductor
V = tensión sencilla
Estos valores figuran enlaúltima columna del repetido cuadro
Figura
Admitancia. —'LiL corriente absorbida porla línea es laresultante dela corriente de capacidad y dela
í 54 32 30 ?8 es 22 20 18 16 \ 12 10 8 6 4'1 y —
KW - V .MU m 300 m <7>in II ¡1¡1Jl h / / i:4U oon / / ZOO 180 trn f i/\ r ./ i f ' ^\f lOO UO ion / / y ^^^^ líü tres 100 80 60 40 20 0 ".i perd
-V mm K¡m wini ÍITO «bw» ih«™ "•»"• •i'»™ • Ci/ri'ss de corriente t/e I.S tineá por
en
en la salida
1par»
fsse
función de ta alh tensión
del transformador.
37
303
corriente perdida a través del aire y por los aisladores (Perditancia)
La perditancia total será: L g; L = longitud de la línea
g = perditancia por kilómetro
La corriente absorbida en fase con V (cateto horizontal, figura 39), valdrá:
-s 19/1500
LgV=\&X 7,08 X 10 X -^íí ^ = 0,84 amperios.
1/3
y la admitancia total por conductor será:
Y= 0,262 X 165 X 10^mho. = 43,2 X 10° mho.
Aplicando estas fórmulas a la tensión más alta obtenida, 130.000 V, resulta
Z.^ 1^= 165 X 9,1 X lo' X — ^ = 1,12 amperios.
« L c F = 314,16 X 165 X 8,4 X 10^ X = ]/3 = 1,12 amperios
L V ]/¿-2 + to2 c2= 32,71 amperios.
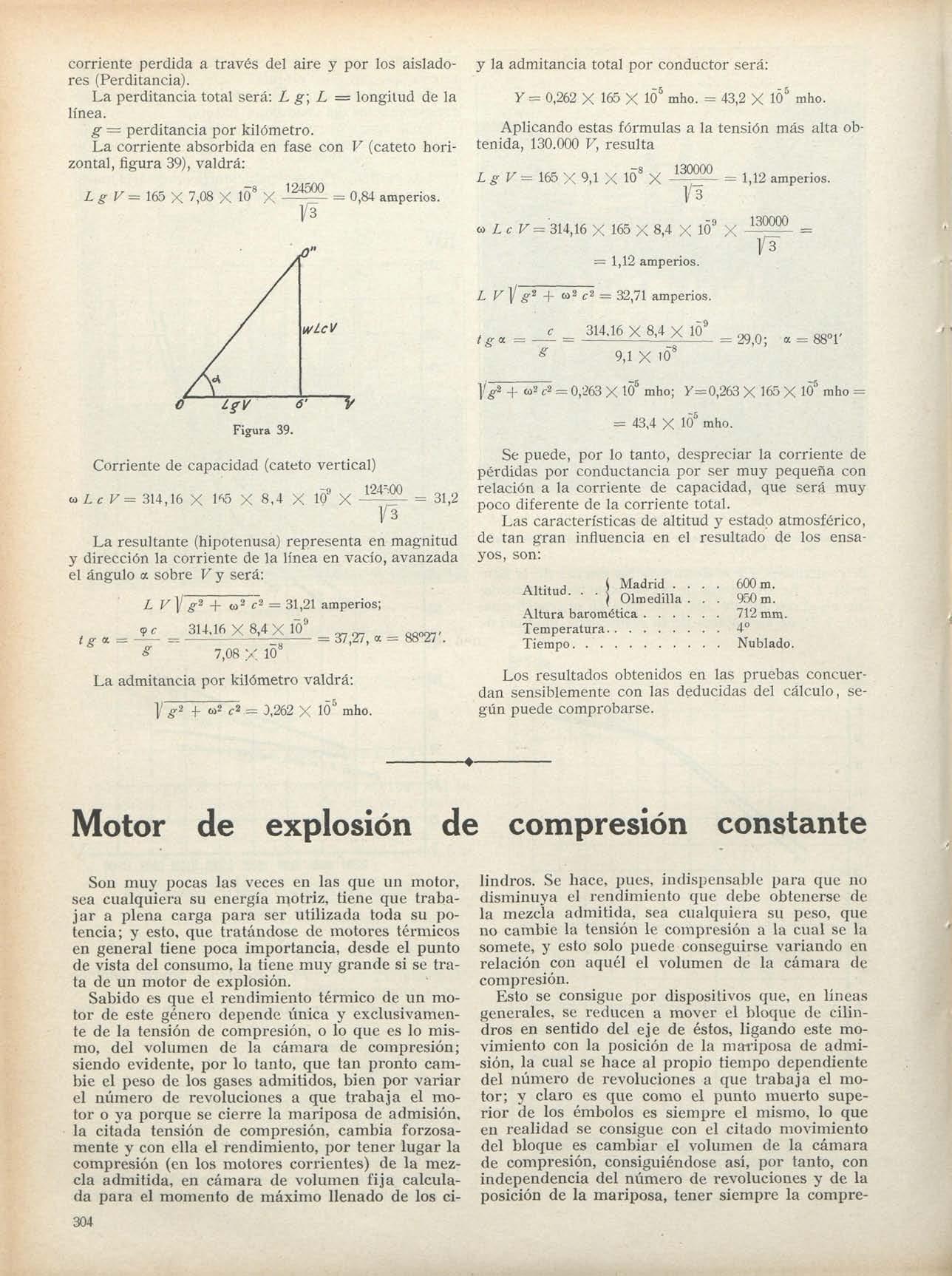
,^a=- ^ = ilil^8^iXi0l^29,0 ; a = 8801' S 9,1 X 'O'
+ to2c2= 0,263 X 10^mho; y= 0,263 X 165 X 10^mho = = 43,4 X lÓ'* mho.
Corriente de capacidad (cateto vertical)
124-.00
v> Le V = 314,16 X 1*^5 X 8,4 X IQ" X = 31,2
La resultante (hipotenusa) representa en magnitud y dirección la corriente de la línea en vacío, avanzada el ángulo a sobre V y será:
L + tú2 = 31,21amperios;
^ ^ _ ^ ^ ^Ua6XM4J ^ ^ 88027'. 7,08 X 10
La admitancia por kilómetro valdrá:
]/7í~M¡r72 = 0,262 X 10mho
Se puede, por lo tanto, despreciar la corriente de pérdidas por conductancia por ser muy pequeña con relación a la corriente de capacidad, que será muy poco diferente de la corriente total
Las características de altitud y estado atmosférico, de tan gran influencia en el resultado de los ensayos, son:
A,,., , I Madrid 600m
• • I Olmedilla. . . 950m.
Altura baromética 712mm
Temperatura 4° Tiempo. Nublado.
Los resultados obtenidos en las pruebas concuerdan sensiblemente con las deducidas del cálculo, según puede comprobarse.
Motor de explosión de compresión constante
Son muy pocas las veces en las que un motor, sea cualquiera su energía motriz, tiene que trabajar a plena carga para ser utilizada toda su potencia; y esto, que tratándose de motores térmicos en general tiene poca importancia, desde el punto de vista del consumo, la tiene muy grande si se trata de un motor de explosión
Sabido es que el rendimiento térmico de un motor de este género depende única y exclusivamente de la tensión de compresión, o lo que es lo mismo, del volumen de la cámai'a de compresión; siendo evidente, por lo tanto, que tan pronto cambie el peso de los gases admitidos, bien por variar el número de revoluciones a que trabaja el motor o ya porque se cierre la mariposa de admisión, la citada tensión de compresión, cambia forzosamente y con ella el rendimiento, por tener lugar la compresión (en los motores corrientes) de la mezcla admitida, en cámara de volumen fija calculada para el momento de máximo llenado de los ci-
lindros. Se hace, pues, indispensable para que no disminuya el rendimiento que debe obtenerse de la mezcla admitida, sea cualquiera su peso, que no cambie la tensión le compresión a la cual se la somete, y esto solo puede conseguirse variando en relación con aquél el volumen de la cámara de compresión
Esto se consigue por dispositivos que, en líneas generales, se reducen a mover el bloque de cilindros en sentido del eje de éstos, ligando este movimiento con la posición de la mariposa de admisión, la cual se hace al propio tiempo dependiente del número de revoluciones a que trabaja el motor; y claro es que como el punto muerto superior de los émbolos es siempre el mismo, lo que en realidad se consigue con el citado movimiento del bloque es cambiar el volumen de la cámara de compresión, consiguiéndose asi, por tanto, con independencia del número de revoluciones y de la posición de la mariposa, tener siempre la compre-
Figura 39304
sión conveniente para obtener de la mezcla admitida el máximo rendimiento
Con arreglo a esta disposición, recientemente patentada, se han ejecutado las modificaciones necesarias en un motor "Izaro" (fig. 1."), y después se ha procedido a efectuar una serie de experiencias, con cuyo resultado se ha obtenido el gráfico de la figura 2.^), en el cual las abscisas representan consumos de gasolina y las ordenadas potencias. Estas experiencias se han llevado a cabo haciendo trabajar el motor a diferente número de revoluciones y con distintas posiciones de la mariposa de admisión; para cada una de éstas se mide el consumo de gasolina y la potencia que con éste se obtiene, poniendo al motor la cámara de compresión que tenía antes de la modificación, procediendo después a mover el bloque, en plena marcha, hasta conseguir la compresión conveniente, sin variar la posición de la mariposa y manteniendo constante el número de revoluciones; se efectuaba entonces una nueva medida de la potencia. Así, en el gráfico las líneas A, B, C, indican las potencias obtenidas, respectivamente, para 1.000,1.250 y 1.500 revoluciones por minuto con la cámara normal, y la línea D, las que se obtienen cuando se coloca el bloque en la posición precisa para mantener la compresión constante Notándose que las líneas que con la cámara normal son distintas, correspondiendo cada una a un número de revoluciones, se funden en una sola y que esta única línea es de menor inclinación que aquélla Se puede, pues, afirniar que, merced al movimiento del bloque, se consigue:

Primero. Tener una proporcionalidad casi perfecta entre los consumos de combustible y las potencias que con éstos se obtienen
Segundo. Hacer independiente la potencia obtenida para un consumo determinado del número de
cámara determinada, se deduce que al par motor depende tan sólo del volumen de la cámara de compresión
Tercero Aumentar la potencia del motor, aumento tanto mayor cuanto mayor es el número de revoluciones a que trabaja
Innecesario parece hacer resaltar, después de lo
"Otor «Izaro», con el que se han efectuado las pruebas de compresión constante
revoluciones a que trabaje el motor, lo que trae como consecuencia que los factores de la potencia, que para un consumo dado se obtienen (revoluciones y par motor) varían en proporción inversa Como, por otra parte a cada peso de gases admitidos en el cilindro, por vuelta, le corresponde una
c
I ¿ 3 í, 5 $ 7 S Consumos de qa.solina .-litrosporhQra -
Figura
Gráfico de los resultados obtenidos después de ser modificado con arreglo a la patente de invención núm 101.785 un motor «Izaro» .4 Linea de potencia a 1 000 revoluciones X r í r- • i - i „ * g ^ ^ ^ ^1 250 > f Con la cámara que tenia el motor Q ^ « a 1500 » ' ) antes de la modificación D. > iínica de potencia del mismo motor con la cámara variable.
expuesto, la extraordinaria importancia que para todas las aplicaciones del motor de explosión tienen los resultados obtenidos, pues desde luego se ve que el aumento de potencia que para el mismo consumo se tiene, cuando no se trabaja a plena carga, se traduce: en que se alcanza en tales casos la misma potencia, con notable economía de combustible, cuya cuantía se aprecia claramente en el gráfico. De igual modo, y puesto que se le puede hacer trabajar a pequeñas admisiones,sin que cambie sensiblemente el rendimiento, y como al propio tiempo el volumen de la cámara de compresión, del cual depende, como antes se dice, el par motor, se puede cambiar a voluntad por grados insensibles, es claro que, partiendo de una cámara máxima determinada, siempre podremos utilizar de ella la parte estrictamente indispensable para disponer del par motor necesario para vencer el resistente que en cada momento tengamos, consiguiéndose así mantener el equilibrio entre ambos, sin necesidad de recurrir a mecanismos exteriores al propio motor, tales como el cambio de velocidad, en su aplicación a la tracción de vehículos, ya que siempre se obtiene de la mezcla admitida el máximo rendimiento, cualquiera que sea el número de revoluciones del motor Como, por otra parte, los procedimientos que se emplean para conseguir esta variabilidad del volumen de la cámara no pueden ser de más fácil manejo, pues basta accionar una lígerísima palanca o botón para que el propio cigüeñal del motor sea el que mueva un sin fin que produce el desplazamiento del bloque, puede afirmarse que por este medio se obtiene la verdadera regulación del motor de explosión y se le pone a la altura de otros motores térmicos, con respecto a los cuales estaba desde este punto de vista en inferioridad manifiesta
Figura I."ae o '•o > y o o ^ / /A V •// V
2.°
305
No hemos de dejar de mencionar el que, merced a esta variabilidad de la cámara, pueden utilizarse en el mismo motor combustibles que necesiten grados de compresión muy diferente para tener un rendimiento aceptable, con muy ligeras modificaciones en el carburador, y que aun empleando el mismo combustible, se puede, según la proporción de la mezcla, buscar la compresión conveniente para que sea máximo el rendimiento
No se detallan las modificaciones que se han ejecutado por no alargar demasiado este artículo, y más teniendo en cuenta que el objeto del mismo es tan sólo dar a conocer los resultados obtenidos: In-
sistimos que ya no se trata de llevar una idea a la práctica, en la cual pudieran presentarse grandes dificultades constructivas; hoy se puede decir: la idea está ejecutada en sus puntos más esenciales; los resultados son los antes dichos; el motor con que se han obtenido ha trabajado sin la menor interrupción durante dos meses y está en disposición de seguir trabajando; se halla en los talleres "Umeca" Doctor Santero, núm 14, Cuatro Caminos, Madrid, donde puede ser visitado y comprobados los resultados por toda persona o entidad que tenga interés en ello
Madrid, marzo de 1928.
La industria resinera en Méjico, Estados Unidos, Francia y España
Por el doctor L. REUTER (1)
El objeto de este artículo era demostrar que ha llegado el momento de introducir en Alemania la industria resinera Las enseñanzas que de él se deducen tienen para España un gran valor
La necesidad de este paso tan importante para la industria alemana se deduce del hecho de que la llamada "Naval Stores Industry" decae constantemente en los Estados Unidos
Según la Memoria presentada al Senado por el director de Montes de este país, coronel Willian B Greely, había en 1920 existencias suficientes para dar una producción total de 226.000.000 de galones de esencia de trementina
La producción de los años 1920 a 1923 se estimó en 25.000.000 de galones (2) al año, y según dicho señor Greely, existían disponibles aún más montes que podrían producir en total 126.000.000 de galones de esencia; es decir, suficiente para dar, durante otros cinco años, cosa de 25.000.000 de galones anuales.

Mientras puede ocurrir que Europa, al recuperar la normalidad sus industrias, necesite 5.000.000 de galones más de los 18.000.000 que obtenía antes de la guerra, no hay que pensar en un aumento de producción en los Estados Unidos, y, por tanto, los precios han de subir, a menos que Rusia sepa utilizar sus extensos montes y sustituir sus métodos rudimentarios de labores por otros modernos, dando productos que puedan parangonarse con los de otros países
El señor Baker, agregado comercial de los Estados Unidos en San Petersburgo, determinó aproximadamente que toda la producción rusa en productos forestales resinosos no pasa de unos 15.000.000 de Pfd (3) de pez, 150.000.000 Pfd de brea, 5.400.000 Pfd (2.454.000 kg.) de resina y
(1) El Salto, Durango, Méjico Traducción del ingeniero de Montes don Ernesto de Cañedo-Arguelles Autorizada la publicación por el autor y por la publicación "Tharatidter Forstliches Jahrbuch", en donde fué publicado.
(2) Un galón = 3,785 litros (N del T.)
(3) El Pfund = Medio kilogramo (N del T.)
40.000.000 Pfd (5.542.000 galones) de esencia de trementina
A fin de precaverse contra el futuro descenso en la producción de trementina, desde hace ya algún tiempo, se ha empezado a fabricar en los Estados Unidos trementina de madera mediante destilación por vapor, y resina mediante extracción por gasolina, aprovechando tocones y desperdicios resiníferos, como se hizo antes de la guerra, pero, sobre todo, durante ella, en Hungría y Bosnia, aunque sin resultados económicos satisfactorios
La estadística enseña que Alemania, aparte las cantidades de esencia de trementina y resina compradas a España, ha importado de los Estados Unidos, en los ocho años transcurridos desde 1906 a 1914, 482.195 barriles (1) de esencia de trementina, o, por año, 60.274 barriles En el mismo lapso de tiempo importó Alemania, en total, no menos de 3.332.426 barriles de resina, o 414.053 barriles al año.
Estos números:
hablan elocuentemente y demuestran la impoirtancia que tienen para la industria alemana estos dos productos: esencia de trementina y resina Al verlos uno se pregunta cómo es que no se dieron pasos ya mucho antes de la guerra para, mediante la creación de una industria resinera indígena, procurarse estos productos con mucha más economía que la posible al comprarlos al extranjero.
Si es cierto que la producción en el monte de Potsdam (en el año 1916) dio un producto de 45 barriles de miera por 10.000 caras (2) (faces), mayor en diez barriles al promedio que se obtiene
(1) En Alemania un barril (fass) equivale a un hectolitro (2) Subrayaremos las palabras que en texto original aparecen en castellano. (N. del T.).
Esencia de trementina en dólares. . 3.013.700 y Resina 4.140.530 Primeras materias 7.154.230 Marcos oro 28.616.920
306
en los Estados Unidos, algo menor de 35 barriles por las 10.000 caras, habrá de pensarse que no sería tan difícil desarrollar en Alemania una industria resinera que estuviese en condiciones de suministrar a las generaciones venideras las dos primeras materias de buena calidad y a precios baratos, con independencia del extranjero, y que acaso en tres o cuatro generaciones proporcione hasta un sobrante para posibles exportaciones
Naturalmente, el progreso de la industria resinera tendría que dirigirse desde el punto de vista de la ciencia forestal o dasonómica, de modo que la resinación y la repoblación sistemática fuesen simultáneas
Un ejemplo de lo que en este respecto puede conseguirse lo tenemos en el desarrollo de la industria resinera francesa, en la región de las Landas, que tanto en el aspecto de la técnica destiladora como en el dasonómico puede servir, por todos conceptos, de modelo
Esta comarca era antes un inmenso estero durante la época de lluvias y un yermo arenoso en el resto del año Era la comarca más miserable e insaluble de toda Francia
Hacia el fin del siglo xviii, Nicolás Thomas Breniontier trazó un plan para impedir el avance de las dunas al interior Uno de los recursos a que acudió Bremontier fué la plantación de pinos negrales (Pinus marituma Poir, Pinus Pinaster Sol) en gran escala
De estas plantaciones fué desenvolviéndose brillantemente la industria resinera francesa (claro que venciendo grandes dificultades) durante cuatro generaciones Hoy puede contar con una producción de 200.000 barriles de esencia de trementina (10.000.000 de galones) y 600.000 barriles de resina, producción anual y perpetua, porque en donde se corta el arbolado se vuelve inmediatamente a repoblar, y, al llegar a sazón para resinar, se le somete a esta práctica
Por lo que toca a los productos de la región landesa, hay contradicción en los documentos que tenemos a la vista; en efecto, mientras que L. F. Eldredge (Capt Engíneers R. C, que cuando la guerra, estuvo tres años en Las Landas como técnico forestal del ejército americano), indica que en algunos casos se obtuvieron en Las Laudas de 100 a 150 barriles de miera por crop (1), la Memoria de la "American Naval Stores Commission,^ visiting France and Spain in the summer of 1924" dice que la madera de los pinos negrales no vale tanto como el "Longleaf pine" (Pinus palustris), ni puede dar tanta resina como ese pino que vive desde el sur de Virginia hasta más allá de Tejas, ni como el "Slash pine" (Pinus heterophylla), que domina en Carolina meridional, Florida y Luisiana; es decir, como dos de las principales espeeies de pinos productores de resina de los Estados Unidos Sea cual sea el rendimiento, lo cierto es que la industria resinera francesa de la región landesa da constantemente un gran producto gracias ? la resinación sistemática y a la repoblación que infatigablemente se continúa Según el Capt Eldreege, se dividen los cuarteles de monte en 14 tranzones, escalonados por edades, de 1-5, 5-10, 10-15, 15-20, 20-25, 25-30, 30-35, 35-40, 40-45, 45-50, 50-55, 55-60, 60-65, 65-70 años; a los setenta se sangran a mort y se apean después.

(1) El crop son 10.000 pies abiertos con una cara. (N. del T.).
TRANSPORTE DE MIERA EN MÉJICO Y LOS ESTADOS UNIDOS
En los Estados Unidos, donde los "turpentine camps" están en terrenos llanos surcados hasta por carreteras para automóviles, y en donde, por tanto, no hay dificultades de transporte, se lleva la miera en barriles y en carros, o directamente a la fábrica de destilación, como en el sur de Francia Esto claro que no sería posible en Méjico, donde, al revés que en el "turpentine belt" de los Estados Unidos, las especies de Pinus prosperan hasta gran altitud en la montaña y no aparecen hasta los 1.500 ó 2.500 metros sobre el nivel del mar, y aun a mayor altitud.
Los pinares mejicanos ocupan próximamente ocho millones de acres, y están en los Estados: Chihuauah, Durango, Michoacan, Guerrero y Nayarit, a lo largo de la Sierra Madre Hay montes de menor extensión en los Estados: Puebla, San Luis de Potosí, Coahuila, Nuevo León y Oaxaca
En la sierra de Durango se hallan en las mejores masas próximamente a 2.600 m de altitud Por bajo de los 1.500 m de altitud sobre el nivel del mar no hay en Méjico troncos aprovechables, sino solo arbolítos delgados y retorcidos
El terreno de la sierra está surcado por profundos abismos, y hay que abstenerse en lo posible de construir caminos, porque sería demasiado oneroso, y en muchos sitios serían arrastrados durante la estación lluviosa; de modo que no hay más salida que emplear los burros, que son para los trabajos en Méjico imprescindibles
Estos burros, que por término medio cuestan 20 pesos (40 marcos), son muy resistentes y pueden ir muy cargados muchas horas (sin verdadero camino), por pedregales y entre bloques de roca
Los burros pueden llevar cargas de unos 90 kilogramos Para el transporte de miera se les ponen los llamados aparejos, en que se colocan cántaros de los de aceite, aunque modificados Una docena de burros van acompañados por un arriero y un muchacho, que los obligan a ir reunidos
Doce burros, cada uno de los cuales lleva 10 galones, es decir, unos 75 kg de miera (p neto), proporcionan, cuando la destilería central está lejos, 240 barriles de miera dos veces al día; es decir, en total más de nueve barriles, y si la miera se retine rápidamente (sangrando bien, vaciando a tiempo los potes, "cajas", y con tiempo no muy frío), de modo que estén disponibles 24 a 30 barriles al día, se necesitarían 40 burros en números redondos para transportar la miera producida por 30 "crops" (300.000 caras)
La "remasa" de la miera o vaciado de las vasijas en los cántaros la hacen obreros especíales, que ganan por cada cántaro lleno 9 cts. (18 Pf.), y por el vaciado en los barriles, 1 ct (2 Pf.) por cántaro, cuando la miera está fluida, mientras que si está espesa, 2 a 3 cts (4-6 Pf.)
RENDIMIENTOS EN MIERA.
Los rendimientos medios en miera ascienden en los Estados Unidos a poco menos de 35 barriles (de 50 galones) por crop de 10.000 caras (faces, caras), no de 10.000 píes, porque un buen número de ellos tienen varias caras Según la
Memoria del U S 307
Census Bureau de 1909, losprincipales Estados productores de trementina dieron porcrop de 10.000 caras lassiguientes cantidades:
neralmente solo porburros, se emplean principalmente lasmismas vasijas galvanizadas que predominan en losEstados Unidos
"SANGRAR" (CHIPPING) LAS CARAS
En Méjico, donde, empleando jornaleros naturade allí, muyaptos y ágiles, se trabaja esmeradamente, portérmino medio se sangran por hombre y día 1.000 caras; enlosEstados Unidos, enqueel sangrado sehace pornegros algo más rápidamente, pero notanbien, sesangran pordíay hombre unas 1.500 a 2.000 caras.
es decir, como promedio 34,04 barriles de miera por crop de 10.000 caras.
Los rendimientos enMéjico varían entre 40 y 60 barriles; es decir, por término medio, 50 barriles por crop Este rendimiento se aproxima mucho al del monte de Postdam, pues si es exacto el dato consignado en el "Deutsche Farbenzeitung" de 23 de diciembre de 1916, y tomado en la obra de Austerweil Toth (Gevi^innung undVerarbeitungvon Harzprodukten" (1) Muenchen-Berlín, 1917), 24.000 pies dieron 20.000 kg de resina, mejor dicho, de miera; es decir, queun pie dio 833 gr de miera, lo que correspondería a 45 barriles por crop En la citada nota bibliográfica nosedice, sin embargo, cuántas caras tenía cada pie,pues si algunos de éstos tenían varias, disminuiría, naturalmente, el rendimiento de barriles por crop, ya que el concepto de "crop" se refiere siempre en los Estados Unidos a 10.000 caras, pero nunca a 10.000 pies, y el parte diario del Mayordomo del Campo (en Méjico) o del Woodsrider (enlosEstados Unidos) ha de consignar cuántas caras ha picado el sangrador (en Méjico) o el chipper (enlosEstados Unidos), y no cuántos pies
Debemos advertir queenuncaso que conocemos
árboles, deloscuales:
%).
VASIJAS PARA LA EXTRACCIÓN DE MIERA
Respecto a lospotes (Becher, Cups, cajas) para recibir la miera, digamos queen losEstados Unidos se prefirieron lasde arcilla, porque resultaba, empleándolas, unaresina algo másclara; perohan tenido que ceder el puesto a las de hoja de lata galvanizadas, quepesan sólo 1/3; ydonde se pueda, es decir, donde seesté másomenos seguro deque no robarán demasiadas, seemplean, naturalmente, con ventaja las "Aluminium Cup" Estas serían adecuadas a las circunstancias alemanas; tienen la ventaja de no atacarse con el poco ácido libre que tiene la miera y la de sermuyligeras Además se emplean también en los Estados Unidos, por víadeensayo, vasijas cubiertas de bakelita
En Méjico, aunque todo eltransporte sehacege-
(1)
Tanto enlosEstados Unidos como enMéjico, la labor desangrado sehace a destajo; enMéjico, si el sangrado empieza muyabajo (a % piesobre el suelo próximamente), se paga:
el primer año S 1,25(Marcos2,50)

el seeundo año $ 1,50(Marcos3,00)
el 3." y 4." año $ 1,75(Marcos 3,50 por1.000cara.s)
En Méjico este trabajo requiere mucha agilidad. No es hada fácil, por lo quebrado del terreno y por lo distante delosárboles Porel contrario, en los Estados Unidos es mucho mássencillo sangrar más caras a causa delollano delterreno En Méjico necesita un hombre fuerte unas seis horas para sangrar 1.000 caras
TRANSPORTE DE LOS PRODUCTOS OBTENIDOS Y CALIDAD DE LA RESINA.
Siladestilería está cerca deunaestación deferrocarril donde hayun depósito para el aguarrás y un almacén para la resina, nohavdificultad para el envío a losEstados Unidos delosproductos; es decir, delatrementina, envagones (tankcars carros tanques) de 7.000 galones decapacidad Enel punto de destino se les almacena en depósitos, hasta que elprecio delmercado está lomásalto posible La resina se envía en vagones de a 400 cajas y más (dea 50 kg.), exclusivamente para el consumo enel país
Una pequeña parte de la esencia de trementina se vende en el país, lo cual se hace en cajas que contienen dos bidones, cada uno de a cinco galones.
Puede suceder queuna destilería diste una jornada omásdelaestación inmediata del ferrocarril, porque se esperaba hacía años que se abriese el tráfico una nueva línea, lo cual, sin embargo, no se realizó conlasuficiente rapidez, y entonces— nolens volens—han de construirse caminos v puentes sobre abismos de 1.000 v máspies de profundidad, lo cual escaro, pues además esnecesario entonces comprar mulos (unos 30) para una zona de 30 crops (a 300.000 caras) y cuatro buenos carros que puedan transportar una y media a dos toneladas por caminos abiertos en roca, tirado cada carro por siete muías omás
Hasta hace poco nofuémuydifícil vender enel país toda la producción mejicana en resina Pero al aumentar las explotaciones americanas de trementina y producirse cada vezmásaquella substancia, esto sevadificultando visiblemente Nopuede hablarse de exportación, pues la resina hasta ahora producida enMéjico, aunque pura y limpia, es demasiado oscura, rara vezuniforme, ysólo puede emplearse para usos técnicos ordinarios, mas
Alabama Georgia Florida , Luisiana , Mississippi Texas •. Barriles de a 50 galones 33,90 25,23' 28,30 42,57 32,85 41,42
600.000
416.861
el 63o/o, unos 262.623 árboles, tenían unacara 262.623 caras -3 0 0/p - 125.058 - - doscaras 250.116-7 %
29.180
tres caras 87.540 — 100 o/o 416.861 600,279de las
caras o 60 crops correspondían a
-
- -
cuales habían de dejar de sangrarse 279 (el 0,04
"Elxtracción y elaboració n de productos resinosos". (N. del T.).
308
nunca para derivados más finos, casi blancos, como se usan, por ejemplo, en Alemania para buenas lacas y barnices. Ocurre que cuando se resinan nuevos montes se obtiene y se ofrece una resina muy clara; pero un fabricante no puede confiar en recibir un segundo o tercer vagón de la misma clase de resina; y asi, más de una industria que no podía utilizar sino precisamente resina WW se ha arruinado por ello.
La misma compañía americana que el año pasado cubrió casi todos los gastos de explotación con las ventas de resina, de tal modo que los 4/5 de la producción de trementina fué ganancia neta, se verá obligada a fabricar, modificando sus procedimientos, resina mucho mejor y de menos color y además de calidad cada vez más fija. Para lograr este objeto hace falta, naturalmente, que esa compañía no siga trabajando, como lo ha hecho hasta ahora, con empleados los más baratos posible, smo con técnicos bien pagados y mejores que los destiladores americanos, de los cuales sólo algunos saben leer y escribir
Productos en aguarrás y resina.
Si los delantales (aprens) y las vasijas (cups, cajas (1) se elevan todos los años, la miera mejicana contiene por término medio:
la miera a un sencillo proceso de limpia, en los Estados Unidos aun se vierte la miera con todas sus impurezas en la caldera, como hace cien años o más, lo cual, naturalmente, ocasiona grandes pérdidas. Después de destilar una parte de la trementina con el agua que contiene la miera, se abre el agujero de limpia de la caldera y se extrae la mayor parte de los residuos sólidos, que, como es de suponer, están saturados de miera. Las astillas, agujas, etc., que aún quedan, salen de la caldera juntas con la resina, que corre a través de un sistema de cribas finas y gruesas y al fin se filtra por algodón. También están completamente saturados de resina los residuos que quedan sobre las cribas; se sacan y se queman con los previamente agotados, en vez de extraer lo que queda por medio de trementina o con aceite de resina, como se haría en una explotación moderna.
Todo esto se hace mejor en España y en Francia, donde aparatos modernos, especialmente de vacío, no sólo dan un aguarrás impecable, sino también una resina de seis grados más que la mejor resina americana
También por otro concepto se trabaja mejor en España, pues el anticuado sistema de limpiar la llamada scrape sólo al fin de la estación, ya no se conoce allí; ya no se obtiene esa resina como se sigue haciendo en los Estados Unidos, para lo cual hay allí barriles especiales (scrapebarrels). En España, y también en Francia, lo que se hace es raer varias veces en la campaña la miera dura que se adhiere a la cara, la cual miera, mezclada con la blanda de las vasijas, se saca y se la puede después trabajar muy fácilmente.
Un barril de miera, consiguientemente:
agujas, tierra, agua 31,80 kg. (18,5agua, 12,58materia sólida).
40,70 - (12,237 galones).
Un galón corresponde a 9,252 kg. de resina. 30 crops (300.000 caras) dan, según los anteriores resultados:
Con 40 barriles el crop, 14.684 galones de trementina y 135.864 kg de resina; con 50 barriles de crop, 18.355 galones de trementina y 169.830 kg de resina; con 60 barriles de crop, 22.026 galones de trenientina y 203.790 kg de resina
Impurezas de la miera.

Mientras las impurezas de la miera mejicana, como acaba de decirse, llegan a valer el 16,8 %, y aun suele tener más la miera americana, la francesa, y en particular la española, son mucho más Wnipias En una muestra de miera de la "Unión Resinera Española" (Bilbao, con capital de cuatro niillones de dólares) se hallaron 7 % de impurezas (agua inclusive) También la miera de la "Industrial Resinera Ruth" (Santander), española, que ha abierto el año pasado 700.000 caras y que acaba de montar una instalación de un millón de dólares para fabricar alcanfor sintético, barnices y jabón, es sumamente pura.
Pero mientras en España y Francia se somete a
(1) En los montes españoles se llaman "grapas" y "potes", respectivamente (N del T.)
Además, en Francia y en España grapas y vasijas se van elevando cada año para evitar pérdidas que habría si la miera hubiese de correr por la superficie de la herida o cara, que aumenta cada año, dos o tres campañas más.
No es de admirar que en los Estados Unidos los resultados sean muy inferiores a los de los demás países.
Destilando con poco cuidado, es decir, haciéndolo con personal muy mal pagado, que no tiene idea de pulcritud, como he visto que lo hace una compañía americana en Méjico, resulta, naturalmente, una trementina que, por un recalentamiento, contiene productos de descomposición, y que, además de tener color amarillento, era sucia, porque los obreros tenían la costumbre de lavarse las manos en la esencia que sale del refrigerante En tal aceite se hallaba más de 4 % de residuo por evaporación, y la acidez pasaba de 8 % Claro que eso sólo ocurre en compañías que envían a sus explotaciones de Méjico personas jóvenes que no han jracticado nunca antes y que no sabían sino de trajajos de oficina.
CONCLUSIÓN.
No cabe duda que Alemania debía mirar al porvenir y procurar la introducción sistemática de la resinación en gran escala, para proporcionar a las generaciones venideras con absoluta independencia del extranjero las dos importantes materias primeras: esencia de trementina y resina.
Hay, desde años atrás, especialmente desde la guerra, estudios o resultados prácticos que pueden servir de base para determinar qué especies de pino
Madera, agujas, tierra, agua 16,8 % Trementina 22,0 "/Q Resina 61,2% JViiera limpi a 26,44 o/„ 73,56 «/o 100,0 o/o 100.00 o/o
Trementina
Resina 113,22185,72 -
Madera,
309
son más indicadas para crear una industria resinera alemana sobre terreno adecuado Como método de resinación más apropiado para las condiciones alemanas, recomendaría yo el que ahora se usa casi exclusivamente en los Estados Unidos, y que yo mismo he experimentado prácticamente varios años en la sierra de Durango, que es el recomendado al U S Dept of Agriculture, Bureau of Forestry por el doctor Herty, después de un detenido estudio del método aplicado en Europa y América, adoptado por dicho centro directivo, y que se describe en el Forestry Bulletin núm 40, "A new method of turpentine orcharding"; claro que teniendo en cuenta los perfeccionamientos introducidos en los años últimos.
Además, es necesario que la miera llegue a la destilería más pura que lo que se acostumbra en los Estados Unidos y Méjico, siendo también indispensable aplicar, en lugar del método de destilación antiguo, es decir, a fuego directo, otro moderno, la destilación corriente por vapor, o mejor en el vacío Indiquemos aquí que la "Industrial Resinera Ruth" de Las Navas (1), compañía española, tiene un moderno aparato destilador de vacío que costó 25.000 dólares, y puede destilar en seis horas 130 barriles de miera (de 50 galones), y que el director de esta compañía española dice que las economías de salarios y el gran aumento de valor de la resina resultante pueden compensar por completo el primer año los gastos de esta instalación; y dice más: que mientras en la antigua instalación, que ya no trabaja, el 13 % de la resina producida era calidad "Excelsior", es decir, superior en siete grados a la mejor de las resinas americanas, la WW, en 1924, primer año de trabajo con el aparato de vacío (hasta el mes de julio) era más del 68 % de toda la producción de resina, idéntica a la calidad "Excelsior"
Estos datos son muy interesantes, puesto que demuestran que los españoles obtenían 13 % de resina "Excelsior" con la antigua instalación de la "I R Ruth", que trabajaba a fuego directo, aunque previa purificación de la miera, mientras que los americanos en Méjico, por no hacer esa purificación, no producen más que una resina muy oscura, y sólo excepcionalmente resina más clara de la miera de primer grado; pero muy por bajo de la calidad "Excelsior"
No hay duda de que si los americanos pretenden exportar la resina que fabrican en Méjico, aunque aumente la producción de aquélla, tienen que cambiar de procedimientos, pues su actual producto no es exportable
También en Alemania habría de trabajarse, como en España, con esencia de resina o extraerse con trementina los residuos de purificación de la miera saturadas de ésta y de resina
Los estudios hechos por mí respecto a las pequeñas cantidades de ácidos orgánicos libres que pasan en la destilación de la miera, no están ultimados; pero no cabe duda de que hay que separar los ácidos antes de que vaya al depósito el producto de la destilación, y así no será necesario recubrir interiormente los depósitos por una solución de schellack (2), como se hace en los Estados Unidos.
Terminando, el autor de estas líneas se permite recomendar:
"Que se designe una Comisión permanente de repoblación forestal y resinación, compuesta de representantes forestales de cada uno de los Estados alemanes, unida a otros de los de Austria y de Hungría, además de un técnico de la trementina, que prácticamente conozca la explotación en grande de ésta en Ultramar
Esa comisión habría de examinar primeramente las siguientes cuestiones:
Primero. Estudiar la resinación.
Segundo. Reunir datos acerca de la calidad y de la cantidad de existencias arbóreas en Alemania y Austria y de su utilidad para la resinación.
Tercero Estudiar la posible necesidad de proceder en seguida a repoblar en Alemania y en Austria y a introducir sistemáticamente las especies de pino adecuadas al clima y ver sí, resinados, dan buenos rendimientos en miera
En fin, recomienda que se cree un "Instituto de la Trementina" afecto a una Escuela Forestal céntricamente situada, que no se ocupe sino en cuestiones especialistas
Añadiremos a esta traducción la de un párrafo que hemos leído en el interesante artículo A industria dos resinosos, publicado en la Revista da Associacao dos engenheiros Civis Portugueses, números de noviembre y diciembre de 1927 y de enero y febrero de 1928, por el ingeniero químico don José C V Pacheco de Canto e Castro

"No son muchos los países que, dadas las condiciones especiales requeridas para la resinación, tengan pinares aptos para dar buena trementina Damos aquí una nota de la producción media de estas materias, evaluándose la producción mundial en 700.000 toneladas, hablando en números toscamente aproximados, de substancias resinosas, así distribuidas:
América .Í37.000 t. 75,7%
Francia 107.500 t 15,3«/o
España 30.900 f 4,3 o/o
Grecia 12.300 t. 1,7 %
Portugal 10.300 t. 1,5 »/o
India 2.000 t. 0,9 %
700.000 t 99,7 %
Las superficies forestales de pinar existentes en algunos de estos países son, en números aproximados, las siguientes:
América 30.000.000 ha
Francia 1.000 000 ha.
Portugal 1.000.000 ha.
España 350.000 ha.
(Portugal, con tendencia a aumentar.)
Comparando estos números con los de las producciones respectivas, se ve que en Portugal, con una superficie forestal triple de la de España, se obtiene la tercera parte de la producción española en materias resinosas
Por consiguiente, el extenso campo que Portugal tiene ante si en este asunto, comparado con España, cuya resinación está próxima a alcanzar su límite."
Por la traducción, E DE C A
*
(1) Las Navas, a 77 km. de Madrid. (2) Laca en tablas (N del T.)
*
310
D o tra s Revista s
Aviación.
Hélices de aeroplano de paso variable. (H S HeleShaw y T E Beacham, Engineering, 20 abril 1928, página 489.)
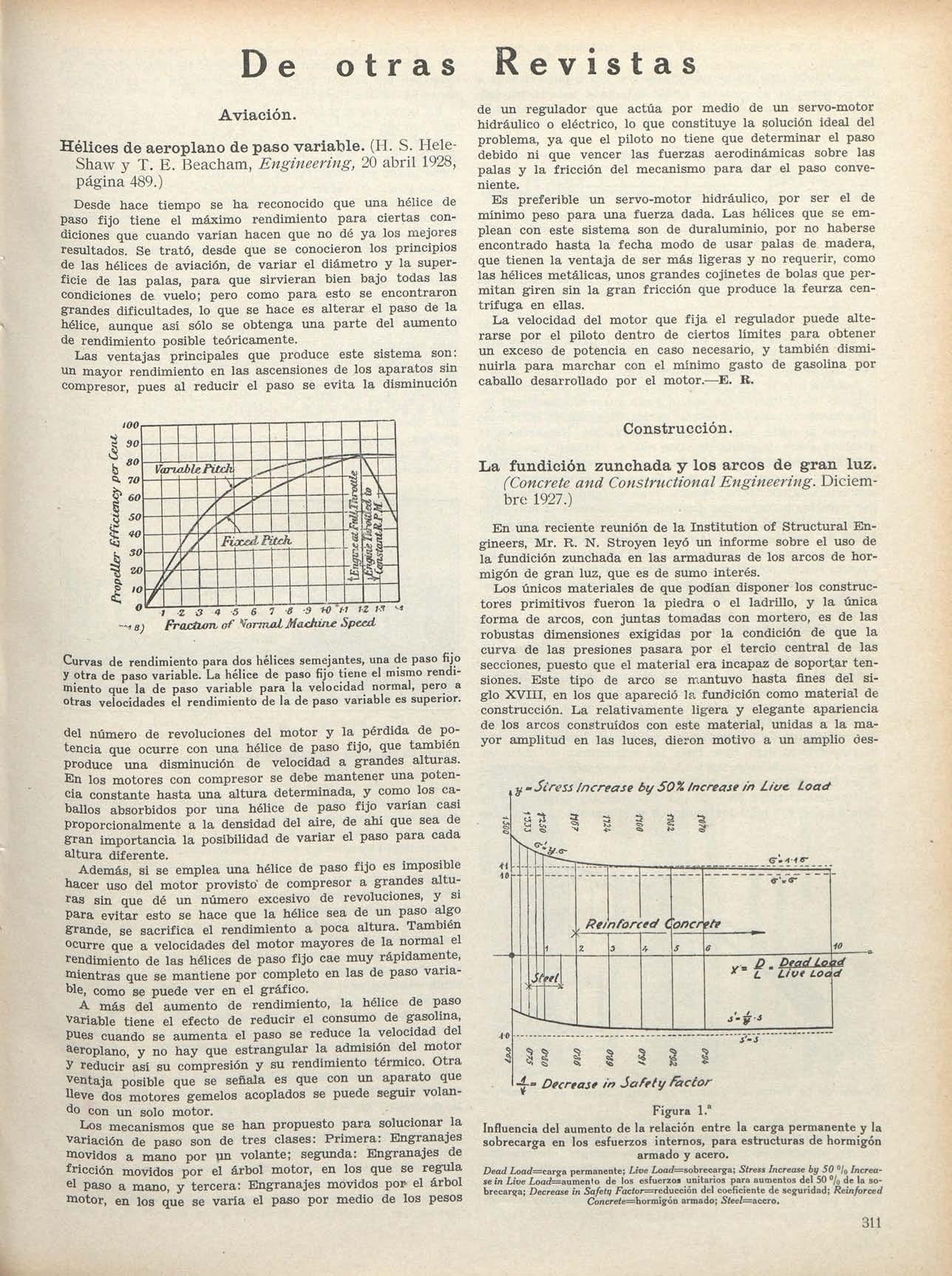
Desde hace tiempo se ha reconocido que una hélice de paso fijo tiene el máximo rendimiento para ciertas condiciones que cuando varian hacen que no dé ya los mejores resultados. Se trató, desde que se conocieron los principios de las hélices de aviación, de variar el diámetro y la superficie de las palas, para que sirvieran bien bajo todas las condiciones de vuelo; pero como para esto se encontraron grandes dificultades, lo que se hace es alterar el paso de la hélice, aunque así sólo se obtenga una parte del aumento de rendimiento posible teóricamente
Las ventajas principales que produce este sistema son: un mayor rendimiento en las ascensiones de los aparatos sin compresor, pues al reducir el paso se evita la disminución
de un regulador que actúa por medio de un servo-motor hidráulico o eléctrico, lo que constituye la solución ideal del problema, ya que el piloto no tiene que determinar el paso debido ni que vencer las fuerzas aerodinámicas sobre las palas y la fricción del mecanismo para dar el paso conveniente.
Es preferible un servo-motor hidráulico, por ser el de mínimo peso para ima fuerza dada. Las hélices que se emplean con este sistema son de duraluminio, por no haberse encontrado hasta la fecha modo de usar palas de madera, que tienen la ventaja de ser más ligeras y no requerir, como las hélices metálicas, unos grandes cojinetes de bolas que permitan giren sin la gran fricción que produce la feurza centrífuga en ellas.
La velocidad del motor que fija el regulador puede alterarse por el piloto dentro de ciertos límites para obtener un exceso de potencia en caso necesario, y también disminuirla para marchar con el mínimo gasto de ga.solina por caballo desarrollado por el motor.—E. R.
Construcción.
La fundición zunchada y los arcos de gran luz. (Concrete and Constructional Engineering. Diciembre 1927.)
En una reciente reunión de la Institution of Structural Engíneers, Mr. R. N. Stroyen leyó un informe sobre el uso de la fundición zunchada en las armaduras de los arcos de hormigón de gran luz, que es de sumo interés.
^ 4 5 6 1 s 9 -H) II fz <•••' Frouctunvof formal Machirve Speed
Curvas de rendimiento paradoshélices semejantes, unadepaso fijo yotra de paso variable. Lahélice de paso fijo tiene el mismorendimiento que la de paso variable para la velocidad normal, pero a otras velocidades el rendimiento deladepaso variable essuperior.
del número de revoluciones del motor y la pérdida de po- ^ tencia que ocurre con una hélice de paso fijo, que tambiéni produce una disminución de velocidad a grandes alturas.\ En los motores con compresor se debe mantener una poten- | cia constante hasta una altura determinada, y como los ca-; halles absorbidos por una hélice de paso fijo varían casi Proporcionalmente a la densidad del aire, de ahí que sea de gran importancia la posibilidad de variar el paso para cada altura diferente
Además, si se emplea ima hélice de paso fijo es imposible hacer uso del motor provisto" de compresor a grandes alturas sin que dé un número excesivo de revoluciones, y si para evitar esto se hace que la hélice sea de un paso algo grande, se sacrifica el rendimiento a poca altura. También ocurre que a velocidades del motor mayores de la normal el rendimiento de las hélices de paso fijo cae muy rápidamente, ínientras que se mantiene por completo en las de paso variare, como se puede ver en el gráfico
A más del aumento de rendimiento, la hélice de paso variable tiene el efecto de reducir el consumo de gasolina, pues cuando se aumenta el paso se reduce la velocidad del aeroplano, y no hay que estrangular la admisión del motor y reducir así su compresión y su rendimiento térmico. Otra ventaja posible que se señala es que con un aparato que Ueve dos motores gemelos acoplados se puede seguir volan'lo con un solo motor
Los mecanismos que se han propuesto para solucionar la variación de paso son de tres clases: Primera: Engranajes movidos a mano por un volante; segunda: Engranajes de fricción movidos por el árbol motor, en los que se regula el paso a mano, y tercera: Engranajes movidos por el árbol motor, en loa que se varía el paso por medio de los pesos
Los únicos materiales de que podían disponer los constructores primitivos fueron la piedra o el ladrillo, y la única forma de arcos, con juntas tomadas con mortero, es de las robustas dimensiones exigidas por la condición de que la curva de las presiones pasara por el tercio central de las secciones, puesto que el material era incapaz de soportar tensiones. Este tipo de arco se mantuvo hasta fines del siglo XVIII, en los que apareció la fundición como material de construcción. La relativamente ligera y elegante apariencia de los arcos construidos con este material, unidas a la mayor amplitud en las luces, dieron motivo a un amplio óes-
y-Siress fncrease by 50% /necease in Lit/e. Load 3
Reinforced Concrete
VtLOÁ d
S § § § 3 3 §
Decrtase in Safety factor
Figura 1.°
Influencia del aumento de la relación entre la carga permanente y la sobrecarga en los esfuerzos internos, para estructuras de hormigón armado y acero.
Dead Load=c&r^a permanente; Live Load—sobrecarga; Stress Increase by 50 % Increase in Live Z.oat/=aumento de los esfuerzos unitarios para aumentos del 50 "/o de la sobrecarífa; Decrease in Safetq íacfor=reducción del coeficiente de seguridad; Reinforced Concreíe=hormigón armado; 5íeeZ=accro
311
arrollo en la construcción de puentes metálicos de diferentes tipos
La introducción del hierro forjado y el acero puso en manos del constructor un material igualmente apto para la trarción que para la compresión y, finalmente, la llegada de un nuevo
nifica peligro alguno, especialmente si se tiene en cuenta que el factor tiempo aumenta la resistencia del material; pero un aumento del 25 por 100 en una estructura de acero representa su reconstrucción.
En tanto que el mayor peso propio del hormigón armado es una ventaja sobre el acero en lo que se podría llamar luces medias, esa misma consideración limita el desarrollo de las grandes luces, por varias razones, como son el coste de la cimentación yla importancia del capitulo de cimbras y moldes Con objeto de vencer estas dificultades se han empleado dos procedimientos: primero, disminuir el peso propio de la estructura, dividiendo los arcos en cerchas o cuchillos separados en sentido horizontal, haciendo estructuras reticuladas en el vertical (fig. 2.») o haciéndolos huecos (puente de Saint Fierre de Vauvray, fig. 3.'), y segimdo, proyectar las armaduras rígidas de suerte que resistan solas el peso de los moldes y sean de fácil montaje (Procedimiento Ribera.)
material de menor resistencia específica, pero también capaz de soportar toda clase de esfuerzos, el hormigón armado, hizo volver, hasta cierto punto, el aspecto de los arcos hacia el tipo robusto que indicamos al principio
Actualmente se reparten el campo, el acero, y el hormigón armado, cada imo de los cuales tiene sus ventajas y sus inconvenientes; pero, sin entrar en los argumentos corrientes respecto al coste, permanencia, conservación, llamaremos la atención sobre un punto de vista que se olvida a veces, y se refiere al peso propio de la estructura. Es indudable que para luces muy grandes el acero tiene la ventaja de una carga permanente relativamente pequeña; pero es también indiscutible que para las luces, en las que compiten en coste el hormigón aramdoy el acero, la mayor carga permanente que representa aquél es una ventaja del mayor interés, pues teniendo en cuenta el crecimiento progresivo de las cargas móviles que los puentes han de soportar, si éstas representan un considerable aumento en los esfuerzos internos, es indispensable la reconstrucción del puente, y en este aspecto el mayor valor de la carga permanente es de indudable ventaja.
El gráfico de la figura 1.' aclara esto mejor que muchos razonamientos Se han tomado nomo abscisas los valores de la relaciónZ):Lde la carga permanente a la sobrecarga, y como ordenadas, los valores de los esfuerzos imitarlos internos cuando la sobrecarga se aumenta en un 50 por 100, tomando como unidad de valores de dichos esfuerzos para la sobrecarga sin incrementar Hacia abajo se han tomado los valores del coeficiente de seguridad, en cada caso, respecto al que corresponde al caso tipo. Para las estructuras de acero en las queD,:¿varia entre 0,5y 1,5,los incrementos de las cargas y las disminuciones del coeficiente de seguridad varían, respectivamente, entre 33 y 20 por 100 para las primeras y de 25 a 17 por 100 para los segundos y solamente para valores
A pesar de estos remedios, puede decirse que actualmente los arcos de 90 a 180 m. de luz en hormigón armado son más bien curiosidades que construcciones corrientes

Hay, pues, un límite económico a partir del cual el aumento de luz representa un aumento de peso propio que domina al aumento de capacidad sustentadora del puente, y eso es debido a que el hormigón es todavía un material de compresión demasiado pesado, es decir, de pequeña resistencia específica, aunque se tengan en cuenta los modernos cementos de alta resistencia y el incremento en ésta que produce el zunchado. Aun en el caso de que se elevara al doble la
de D:L superiores a 2 comienzan a ser despreciables los efectos del aumento de carga móvil De la curva se deduce que para que el aumento de esfuerzos unitarios no exceda el 10 por 100, es preciso im valor de D:L superior a 4 Un aumento del 10 por 100 en tma estructura de hormigón armado no sig-
Puente de hormigón zunchado, de 71,50 metros de luz, recientemente inaugurado eo Trauen, Austria
resistencia del hormigón, todavía resultaría éste demasiado pesado para construir arcos de grandes luces sin la traba molesta del excesivo peso propio
Con objeto de obtener para el hormigón una armadura que le auxiliara a resistir las compresiones elevadas más económicamente que las corrientes de acero, se ha empleado la fundición, la cual ha dado lugar a un desarrollo de formas y posibilidades constructivas muy interesantes. El uso de la fundición para reforzar el hormigón no es nuevo, pues hay puentes ejecutados de este modo hace ya una docena de años, pero no son lo bastante conocidos El primero que introdujo esta clase de armadura fué el Dr. Emperger, de Viena; durante sus experimentos obtuvo dos consecuencias de alto valor, a saber: una, que la fundición es un material de compresión ideal, más robusto y barato que el acero; la otra, que la cooperación con el hormigón es más íntima que lo que hace suponer la cifra usual, m= 15,y que, por el contrario, en la mayoría de los casos es licito admitir, m — 40. Aconseja, además, el empleo de un zunchado del hormigón, que no solamente eleva la resistencia de éste, sino que reduce la fragilidad de la fundición En efecto, la acción que produce ese zunchado es comparable a una presión externa, como la de un líquido, que altera las propiedades de los elementos zunchados, especialmente en lo que se refiere a la fragilidad, hasta el pimto que pueden experimentar una flexión sin romperse.
Debe hacerse notar que en piezas sometidas a compresión, con la armadura que estamos estudiando, la repartición de
Figura 2.' Puente de Aubigny-au-Bac, proyectado por M Lossier, con arco de 41 metros de luz, de estructura reticulada. Figura 3.° Puente de St. Fierre de Vauvray con arcos huecos de 133 metros de luz Figura 4."312
esfuerzos entre hierro y hormigón es distinta de la que se produce en las piezas corrientes de hormigón armado, pues mientras que en éstos lo importante es el hormigón y la colaboración de hierro se reduce a ínfimas proporciones, con la fundición ocurre lo contrario, ya que ésta soporta la mayor parte y viene reforzada sólo por la cuarentava parte del área de hormigón. Cuanto mayor se tome el valor de "m", menor será la parte que toma el hormigón y más pronto se llega a conseguir la plena utilización de la fundición.
Después de ensayar numerosas probetas sometidas, no sólo a compresión, sino a flexión y compresión combinadas, se ha encontrado que para esfuerzos pequeños el valor de "m" es bajo y que aumenta, basta alcanzar un valor cerca de -50 en la rotura, mientras las cargas aumentan, de suerte que el alivio que la fundición proporciona al hormigón es progresivo y aumenta con las cargas.
En lo que se refiere a los arcos, como las piezas de fundición que se emplean como armadura, se colocan al tope, sin unión, la resistencia a la tensión no se aumenta, lo que puede parecer aprimera vista una desventaja; pero no debe olvidarse que como la importancia del refuerzo es decisiva para la determinación del centro de gravedad, puede disponerse la armadura de modo que se acerque al pimto de paso de la resultante, disminuyendo la excentricidad y alejando las posibilidades de tracción.
Una de las dificultades que se oponen al pleno desarrollo de esta combinación de materiales es que sólo resulta ventajoso
un arco de 71,50 m., recientemente inaugurado en Trauen, Austria; la figura 5." da un alzado, una sección y detalles de las armaduras, siendo de notar la pequeña cantidad de armadura de acero para tensión, requerida.
Con objeto de comprobar las fórmulas propuestas por el
IN A
Figura 5."
Alzado, sección y detalles del puente de Trauen
SU empleo en gruesas columnas y en arcos de gran luz, pues para elementos más pequeños la armadura de acero es, por lo menos, tan barata y está más en la práctica corriente, en tanto que el uso de la fundicón sólo puede hacerse por ingenieros que decididamente y con plena seguridad de sus convicciones arrastren el problema de las grandes luces y las grandes cargas en columnas, ahorrando dimensiones y, por tanto, peso muerto. Existe la misma relación entre la fundición zunchada y el hormigón armado que la que hay entre éste y el hormigón en masa. Así, por ejemplo, si una columna ^e 45 cm. de lado de hormigón en masa puede soportar unas 27 toneladas, el núcleo de 37 cm. de otra columna zunchada <íe la mejor calidad soporta 81 toneladas, y cada 1 por 100 <le armadura longitudinal de acero añade una capacidad de aproximadamente 8 toneladas, de tal suerte, que la columna objeto de la experimentación, con el 4 por 100 de armadura, podría resistir 115 toneladas, en tanto que el 1 por 100 de armadura de fundición es capaz de resistir, según el autor, 31 toneladas. Como en las piezas en que comienza a ser económico el empleo de esta última se pueden admitir porcentajes ^e hasta 10 por 100, la resistencia total de la columna puede evaluarse en 396 toneladas, de las que 315 corresponden a la fundición. De aquí se deduce la diferencia fimdamental entre los dos tipos de armaduras, pues mientras en este caso la fundición soporta un 80 por 100 del total, en el anterior, el acero, que probablemente no superaría al 2 por 100, sólo resiste a un 25 por 100 de la carga.
La estructura de fundición zunchada se aproxima a la de acero en su peso y en su esbeltez. La figura 4." representa
Resultados de las pruebas hechas con piezas de hormigón con armadura de fundición
doctor Emperger, la Comisión Austríaca del Hormigón hizo una serie de experiencias que también abarcaron el problema del zunchado y el de las fuertes cuantías de acero en el hormigón armado Estos experimentos, que duraron de 1906 a 1910, han arrojado consecuencias muy interesantes que acaban de publicarse

Una de ellas declara que el límite, corrientemente admitido, del 3 por 100 en la cuantía longitudinal se puede aumentar
Detalles de las probetas, después de ensayadas
decididamente y que aun con el 10 por 100 se puede contar con la colaboración entre hierro y hormigón, consecuencia de gran importancia para el empleo de armaduras con hierros perfilados en columnas y arcos.
En lo que se refiere a las piezas con armadura de fundición,
Figura 6."1 •
Figuras 7.», 8." y 9.'
313
la figura 6."da el resultado de las pruebas hechas con seis probetas endosgrupos. Lasnumeradas 7, 8, 9 tenian la misma armadura longitudinal de cuatro redondos de acero y llevaban un zunchado de %, 1, 1 Vz por 100; las que llevaban los números 21, 23, 24, diferían, respectavimante, de lasanteriores poruna armadura de fundición conuna cuantía del 10 por1.000.
Las curvas obtenidas muestran unamarcha muy uniforme de la línea esfuerzos-deformaciones; pero lo más interesante es quizás la coincidencia entre la línea correspondiente a la fundición, obtenida aparte, y representada a la derecha dela figura, y las quese obtienen restando ordenadamente lascorrespondientes a los dos grupos. Esto comprueba la llamada ley de adición deEmperger, es decir, quela fuerza necesaria para obtener una cierta compresión en milímetros, de una pieza, es la suma de las que producen la misma compresión en loselementos, hormigón, armadura, tomados aisladamente. En la parte inferior de la figura se representa el valor dela dilatación lateral, cuya marcha es mucho más uniforme por la presencia delafundición, y eldela relación dela compresión longitudinal a la dilatación lateral, que, como puede comprobarse, converge hacia el valor 4.
Debe notarse que la fundición, protegida por el hormigón y el zunchado, presenta propiedades de flexibilidad nuevas, como lo atestigua elmodo deromper lasprobetas queilustra la figura 7.', respecto dela quellevaba elnúmero 24.Cuando se deshizo el hormigón y se sacaron las barras de fundición, pudieron verse dobladas notablemente, pero sinromper (figura 8.").La figura 9."muestra armaduras defundición enprobetas sinzunchar queexperimentaron la rotura sin doblarse La fundición empleada nofué maleable, sino una fundición gris dura conalta proporción de carbono.
Finalmente, elvalor de "m", quellegó hasta alcanzar lacifra 50,enningún caso podia serlarelación delos coeficientes de elasticidad, puesto queeneldelhormigón erade 140.000 a a 10»kg./cm. cuadrado.—J. Abollado.
Utilización de una tubería de hormigón armado centrifugado en el abastecimiento de agua de Eiverside (California) (E R Jíowen, Journal of the Am. Water Works Ass., febrero 1928,pág 173.)

La conducción principal del abastecimiento de aguas de Riverside (California, Estados Unidos) está constituida por una tubería de hormigón armado centrifugado de 1,05metros de diámetro, 12.800 metros de longitud, 32 metros de carga máxima y unapérdida de carga de0,35por1.000para el caudal máximo de 570 litros por segundo.
La necesidad de conseguir una pérdida de carga tanpequeña como la antes indicada, fué uno de los factores que más influyó en la elección del tipo de tubería, ya que aquélla sólo se podía obtener conunasuperficie interior muylisa. También se tomó en consideración la larga vida probable de ima tubería de esta clase.
El cálculo hidráulico se hizo por la fórmula de Scobey (ingeniero especializado en riegos que ha realizado trabajos muy interesantes en el departamento de Agricultura de los Estados Unidos), y unavez terminada la obra se ejecutaron aforos para comprobar los coeficientes empleados Los rebultados obtenidos serán publicados enbreve y ofrecerán gran interés, ya queescasean datos acerca delos coeficientes aplicables a las fórmulas hidráulicas cuando se trata de tuberías de hormigón armado centrifugado.
La tubería se fabricó con arreglo a las patentes de los hermanos Hume, de Adelaida (Australia), patentes que en los últimos seis u ocho años se han aplicado con excelente éxito en el país de origen, en África del Sur e Inglaterra. En Australia existen varios millares de kilómetros de tuberías de esta clase, habiéndose alcanzado diámetros hasta de 1,80metros.
La tubería de Riverside trabaja como sifón, consiete puntos altos, en cada unode los cuales vancuatro ventosas automáticas. Está dividida, por medio de válvulas, en cuatro secciones; a ambos lados de las válvulas van otras ventosas automáticas. En todos los puntos bajos hayválvulas dedes-
agüe Se han dejado agujeros de entrada y registro cada 300 metros.
En el pliego de condiciones, siguiendo una tendencia muy moderna, se especificaron más bien los resultados que se deseaban obtener quelosmedios necesarios para conseguirlos. Se hizo constar para el hormigón una dosificación mínima; pero el contratista podía aumentarla para mejorar los resultados. La dosificación media empleada fué de ima parte de cemento pordosde arena y 1,1 de grava Las armaduras se calcularon, para que resistieran la presión total interna, con un coeficiente de trabajo de 11 kg. por mm. cuadrado, sin tener en cuenta para nada la resistencia del hormigón a la tracción.
El proceso defabricación consistió en colocar el hormigón, ya amasado, en moldes de metal montados sobre tambores rotatorios, que podían girar con diferentes velocidades Al principio la rotación se graduaba de modo que fuera suficiente para producir una buena distribución del material; una vezconseguida ésta en todo el espesor, se aumentaba la velocidad, hasta alcanzar unavelocidad periférica deunos640 metros por minuto Esta velocidad se mantenía durante un período de ocho a quince minutos, según el tiempo quehiciera y demás condiciones de trabajo. Al cabo de este tiempo se paraba, frotándose conun cepillo toda la superficie interior de la tubería, eliminando el agua en exceso, lechadas, pedazos de madera, etc., que en ella se acumulaban a consecuencia dela centrifugación. Después se volvía a hacer girar el molde durante unos pocos minutos, alisando el interior conuna barra de acero y unas trullas de cuero.
La tubería, de 9,5 cm de espesor, está constituida portrozos de cuatro tipos, calculados para resistir cargas de 15, 23, 28y 32metros, respectivamente. Lasjuntas se determinaban después dehaber rellenado la zanja enqueibala tubería y dejado asentar el relleno; el relleno se hacía lo más rápidamente posible después de haber colocado la tubería Gracias a estas precauciones se disminuyeron los efectos de la variación diurna de temperatura, y al terminar las juntas se pudieron tapar todos los pequeños huecos y grietas consecuencia dela carga de tierra quesoporta la tubería.
La impermeabilidad conseguida fué magnífica. En general, los pliegos americanos de condiciones exigen para las tuberías de hormigón armado centrifugado que las pérdidas en veinticuatro horas no sean superiores a 186litros por centímetro de diámetro y kilómetro de longitud. En una prueba, con 150 por 100 de la carga normal, las pérdidas en latubería de Riverside fueron, en veinticuatro horas, 3.360 litros por kilómetro de longitud (0,0388 litros por segundo y kilómetro), que equivale aproximadamente a un 17 por 100 de lo previsto en el pliego.
Las curvas se hicieron de tal modo que el número deradios se pudieron hacer perfectamente con los mismos tubos empleados en recta, sin modificación alguna. Para las de 30 metros de radio se insertaban en las juntas anillos biselados, y se emplearon tubos dela misma longitud que en recta. Las curvas de radio inferior a 30 metros se hicieron con tubos más cortos y terminados en bisel Con tubos de 60 cm. de longitud se pueden obtener curvas de cualquier radio.
Para la fabricación de los tubos se empleó hormigón de consistencia tal, queel asiento fuera de 19mm Este asiento representa una consistencia poco fluida, a pesar de lo cual durante la centrifugación se eliminaba un gran exceso de agua. El resultado es unamayor densidad delhormigón,que, moldeado en la forma normal, hubiera dado 2,32, mientras que el centrifugado diode 2,56a 2,64.—F .5 ,
Encofrados interesantes para depósitos cubiertos. (Engineering News-JRecord, 24noviembre 1927, página838.)
En la construcción de los depósitos cubiertos para el abastecimiento de aguas de Providence R I., se han obtenido grandes progresos empleando encofrados móviles, para techos planos, capaces de soportar el peso de los carretones de distribución de hormigón La estructura de los depósitos es del tipo corriente en estas construcciones (fig. 1.'), osea:
314
cubierta plana sustentada por columnas cimentadas sobre una solera de hormigón y cerrado todo .el recinto por paredes de espesor constante Se han construido por este pro-
lera de imo de los depósitos se terminó a fines del año 1926 y la construcción se suspendió durante ese tiempo, fué preciso cubrirla con una capa de agua de 40 cm. de espesor para no entorpecer el endurecimiento total del hormigón.
CONSTRUCCIÓN DE LAS PAREDES.
Esta es la primera parte de la obra en la cual los encofrados empiezan a tener interés. En el depósito de Longview todas las paredes son de 7,6 m de altura sobre los basamentos de los pilares y de 84 cm. de espesor. En el otro, la mitad de las paredes son de estas mismas dimensiones, y las restantes, de 51 cm. de espesor por 4,57 m. de altura. Los encofrados de unas y otras sólo difieren en la altura El hecho más notable es que las paredes se hormigonaron con toda su altura en trozos de 12,20 m. de longitud
La disposición general de un encofrado de tres metros puede verse en la figura 2.'. Los cuatro entrepaños necesarios para constituir un encofrado de 12,20 m. se montan por medio de una cabria arrastrada por un tractor que se mueve sobre carriles. Esta misma cabria se emplea para verter el hormigón en los moldes después de colocados éstos.
CONSTRUCCIÓN DE LAS COLUMNAS Y DEL TECHO.

Estructura de los depósitos cubiertos para el abastecimiento de aguas de Providence.
cedimiento dos depósitos, el de Neutaconkanut, de 122X183 metros, y el de Longview, de 61X98 m.
El orden seguido en la construcción es el siguiente: primero se construye la solera, incluso • los pedestales de las columnas; se continúa por las paredes laterales y se termina por las columnas y el techo
CONSTRUCCIÓN DE LA SOLERA.
Se empieza por hormigonar los pedestales de las columnas de 5,11 m.S y a continuación se construye la solera en bloques de 6,1X6,1 m. Los encofrados para esta parte <le la obra fueron insignificantes, y el vertido del hormigón se hizo empleando camionetaa-volquetes. Como la so-
Esta es la parte más importante de la obra. El procedimiento seguido para el hormigoneo se especifica en el diagrama de la figura 3." El orden seguido en la construcción j
'[.••stop
IFigura 3.°
Esquema del proceso de hormigonado es de derecha a izquierda de la figura, y se efectúa por trozos de 12,20 m. Las juntas de construcción están situadas en medio de los vanos. El trozo O está concluido de hormigonar, el N se está hormigonando y el M se halla con los encofrados preparados El extremo del techo del trozo terminado O se apuntala por medio de una viga de madera A, apoyada sobre otros_£Ost^_A^Igualmente
WTTTTTTTTTTT/TTTjrrmrrm
Figura 1."4"j<e" 'f'bo/fs
Bolts ^ 4'centers, ch. do. do -V I ' ^ 1 ^ 10* Á -.a
j
I
Figura 2."
Disposición de los encofrados de 10 pies (tres metros) para construcción de las paredes del depósito
forecfffe ofslab '^¡,-Joint t>otster\ 'S"xl¿" -c Table cot Unes I - 20' Table \bolsier\ \~r>:IC' B Y. sye'i/n cotlines
\Mster\
W(>ww////]»yw/ww/>//////)i)/twMw/m//t/M/"m/"/t>///t///»^//, • M >»< - N •' >i^"0
torm-^-'n
h S"x3"ir> \a>t lines
Figura 4.°
315
Hormigonado del techo por medio de tractores.
ne el encofrado por otra viga y postes similares B. Cuando el hormigón de este trozo tiene de tres a cinco días, se quita el encofrado, y los postes y vigas B se corren en el sentido de la construcción, levantándose en C. Se emplean encofrados de 6,10X6,10 m. y de 6,10X7,3 m., quedando en estos últimos 1,20 m. en voladizo, que se utilizan como plataformas de trabajo.
Ea hormigonado se efectúa por medio de tractores que corren sobre tablones colocados encima de los encofrados, como puede verse en la fig 4.', y que se elevan hasta el nivel del techo por una rampa.
El encofrado de las columnas es metálico y de la forma corriente, mientras que el del techo es muy interesante, y consiste en planchas de acero de 6,10X6,10 m. ó de 6,10X7,3
Drop hinge.' \
Figura5.°
Formadel encofrado del techo,enelquese dejaun orificio paralascolumnas
m. Una de éstas se ve claramente en la fig. 5.', y puede verse el orificio circular que se deja en el centro para colocar el encofrado de las columnas.—J N G
Proyecto de un puente de hormigón armado, en Praga (Concrete, vol XXII, núm 9, pág 523.)
La población de Praga ha crecido de una manera tan rápida, que la cuestión de la vivienda ha llegado a ser un serio problema. La situación topográfica de la ciudad ha complicado la situación, pues los valles profundos que la rodean hacen difícil el ensanche El problema se ha resuelto, proyectando tin enorme puente que, pasando sobre el valle de Nusle, una la ciudad con los arrabales de Pankrac.
La longitud total del puente sería de 600 m., y la anchura total de 21 m., correspondiendo 14,50 m. a la calzada y 3,25 a cada andén.
Al concurso convocado se presentaron 29 proyectos, de los cuales 13 eran soluciones metálicas y 16 de hormigón armado.
En todos los proyectos, menos en uno de hormigón armado, la construcción de las pilas intermedias hacía necesaria la demolición de gran número de edificios.
La excepción es el proyecto de M, Muzac, que consiste en un puente cuyo tablero va primeramente sobre dos arcos de 58,50 m. de luz y a continuación va colgado de dos arcos de 270 m., volviendo a apoyarse después en dos arcos de 58,50 m. y terminando apoyado en una serie de arcos de pequeña luz (fig 1.")
Detalle delos arcosdelproyecto MuzacparaelpuentedePraga.
La parte más importante son los arcos de 270 m., que se componen de cuatro arcos unidos por viguetas horizontales y verticales (fig. 2.»).
En la parte medía va suspendido el tablero por medio de péndolas La cimentación de las pilas se hace sobre pizarra, que se encuentra a cinco metros de profundidad.
La presa de arcos múltiples más alta del mundo. (F A Noetzli, L'Energía Elettrica, enero, 1928, página 73.)

La presa de Pleasant Lake, sobre el río Agua Fría, en Arizona (EE. UU.), es la más alta de arcos múltiples construida hasta la fecha y fué terminada recientemente La altura máxima, hasta el fondo de cimientos, es de 78 metros. La longitud de coronación, comprendidos 198 metros de dique de tierra, es de 673,50 metros. Se han empleado en la obra 78.800 m^ de hormigón y 2.200 Tn. de armadura de acero Las crecidas se evacúan por un aliviadero capaz para 3.800 m?'seg., colocado a 400 metros de distancia de lapresa.
ESTRUCTURA DE LA PRESA.
Es del tipo perfeccionado de arcos múltiples con contrafuertes dobles. Estos distan entre ejes 18,30 m. Existen 26 arcos y 27 contrafuertes La luz neta de los arcos en el intradós es de 13,40 m. Los paramentos interiores de los contrafuertes son verticales, por lo -cual, la cuerda de los arcos es constante en toda la longitud. Con esto se simplificó extraordinariamente la construción, porque las cimbras se podían correr fácilmente a lo largo de los contrafuertes El intradós es de tres centros, mientras que el extradós es circtilar. El radio de éste aimienta con la profimdidad en proporción al aumento de espesor del arco requerido por la presión hidrostática.
Una de las principales características de la presa son los contrafuertes dobles. A causa de la gran altura, la estabilidad lateral de los contrafuertes es pequeña y requiere disposiciones especiales Las riostras de imión entre contrafuertes empleadas en estas presas, no se estimaron útiles a causa de la longitud de la presa, porque por efecto de las variaciones de temperatura estarían sujetas a variaciones de longitud. En la presa del lago Pleasant, cada contrafuerte se compone de dos muros que distan 4,85 m., entre paramentos exteriores. Estos dos muros estarán unidos por otros transversales, de tal manera que cada contrafuerte esté constituido por una especie de combinación de columnas en|—| En la parte inferior que queda por debajo del lecho del río, los contrafuertes son macizos, con espesor constante de 4,85 m.
El espesor de los arcos varía desde 0,46 en la parte superigr^a 2,14: m. a 60 m. de profundidad. El de los dos muros
U
Figura1.°
Perspectiva delpuenteproyectadoporM.Muzac,paraPraga.
Figura2.'
316;
Vista desde aguas abajo de la presa de arcos múltiples de Pleasant Lake, la más alta construida basta la feciía, ya que su altura máxima alcanza los 78 metros desde el fondo de los cimientos. que constituyen contrafuertes varían también desde 0,46en la coronación a 1,65cada uno (3,30en total) a los 60m.La máxima carga a embalse lleno y conunatemperatura de9" bajo cero es de 45,5kg./cm. cuadrado en los contrafuertes. Tanto unos como otros vanarmados conbarras de acero.
CARACTERfSTICA.S CONSTRUCTIVAS
La presa está cimentada sobre estratos debasalto. La máxima profundidad a quese ha llegado en unode los contrafuertes es de 26 metros bajo el lecho del rio Para rellenar las juntas de estratificación se practicaron inyecciones de cemento unavez terminada la presa y con el embalse lleno hasta unaaltura de 33metros. Estas inyecciones se efectuaron a una presión de 9 atmósferas, que se mantuvo varias horas después conobjeto dedartiempo para quefraguase la mezcla.
Se observaron notables diferencias en los distintos agujeros, pues mientras unos se llenaron en seguida, hubo otros en los que se emplearon 15 sacos de cemento.
Los arcos y contrafuertes situados en el lecho del río se construyeron primeramente hasta 3 m. sobre el nivel ordinario delríoy se dejaron a esacota hasta terminar porcompleto lasotras partes dela obra Poreste aliviadero provisional se evacuaron durante la construcción varías crecidas, algunas de 2.000 m. cúbicos por segundo.
La construcción de los contrafuertes se llevaba siempre de 6 a 9 m. más adelantada que los arcos, que se construyeron porhiladas de2,40 m

Las cimbras estaban constituidas por tres arcos de acero distantes 2,40 m cada uno,y sobre ellos se apoyaba elencofrado.
El hormigón se fabricó en una instalación próxima a la presa; la arena y la grava se extrajeron del río,y la dosificación se fijó con la condición de que la resistencia a los veintiocho días fuera de140kg./cm. cuadrado.
La presa de Pleasant Lake vista desde el embalse, cuando las aguas llegaban hasta 18 m por bajo de la coronación
La colocación en obra se efectuó mediante torres y canaletas.
OBJETO DEL APROVECHAMIENTO.
El embalse tiene unacapacidad de 210millones de metros cúbicos, y el agua se empleará en regar 16.500 hectáreas de terreno. Entre dos contrafuertes se establecerá una central eléctrica.-—L Ll S
^ < /¿o/nfT'dg' a^g/Zj) Qf'ffá
E.levsz/oo e
U.«J
Elevazione parzíaic
Fig-ura 1." Figura 2." Figura 3.°' \ ¡00 • 5eiiene A-A 317
Detalles de los arcos y contrapuertas de la presa de Pleasant Lake.
Uso del aire liquido como explosivo. (L. Gasparoni, L'Energia Elettrica, febrero 1928,pág 119.)
El problema del empleo del oxígeno líquido como explosivo comprende cuatro partes: Primera, licuefacción del oxígeno; segunda, conservación y transporte; tercera, sustancia absorbente, y cuarta, empleo.
Una instalación para licuefacción efectúa primero la depuración del anhídrido carbónico del aire, luego una compresión, después la purificación y desecación del aire comprimido y, por fin, la refrigeración, licuefacción y rectificación del oxígeno
De estas operaciones se efectúa la depuración del carbónico y del polvo atmosférico en dos columnas llenas de cok metalúrgico, sobre el que cae una solución de potasa a 16° B
El aire atraviesa estas dos columnas en sentido ascendente para luego pasar al compresor, el que consta de cuatro cilindros en tándem, que elevan la presión progresivamente a 2,5, 12, 48 y 200 atmósferas.
La batería de purificación y desecación del aire consta de un separador de aceite, cuatro botellas dispuestas en serie, que contienen algodón, y sobre él potasa cáustica y otro separador.
La parte inferior del recipiente interno del refrigerador está llena de una solución de cloruro de cal, que tiene un punto de congelación bajo, y la licuefacción tiene lugar al abrir una válvula de expansión, que hace que baje repentinamente la presión del aire de 200 atmósferas a 0,3 ó 0,5, enfriándose el aire hasta —191° y liquidándose; por ebullición se desprende a —181° el nitrógeno, y se queda el oxígeno a esta temperatura con una riqueza del 98 %.
Los recipientes para el transporte del aire líquido debidos a Heylandt consisten en una doble botella esférica de latón pulimentado, entre cuyas paredes está hecho el vacío, y que va sujeta, por un resorte en espírEil, de una coraza en forma de damajuana. Los recipientes son de 5, 15 y 25 litros, y al irlos a llenar se añade una cierta cantidad de carbón en polvo para absorber el gas que se produzca; de todos modos los recipientes son abiertos para evitar su rotura al adquirir presión el gas.
La sustancia absorbente empleada en la actualidad se denomina Cuprene o Garbene, y es un producto de polimerización del acetileno obtenido en presencia de polvo de cobre; los cartuchos que con ella se hacen son de un diámetro no menor de 30 milímetros y de una longitud normal de 300 milímetros, pues como la absorción del oxígeno es proporcional al cuadrado del diámetro del cartucho y la superficie externa sólo es proporcional al diámetro, de aquí que cuanto mayor sea éste menor será la pérdida de oxigeno y mayor la vida o duración del cartucho, que oscila entre 6 y 18 minutos para los diámetros de 30 y 50 milímetros
El cartucho de sustancia absorbente se transforma en explosivo al introducirlo en un recipiente de imbibición, donde tiene lugar una pérdida del 35 por % de oxigeno sobre el realmente absorbido.
El cebo puede ser una cápsula detonante común, una mecha, o hacerse la pega eléctrica. Las cápsulas al fulminato de mercurio presentan el inconveniente de sufrir una notable disminución de sensibilidad al estar a — 180°; por el contrario, las cápsulas a la resorcina no sufren ninguna alteración con el frío. Las mechas sólo deben emplearse al aire libre, pues en una galería se forma una atmósfera rica en oxígeno al evaporarse éste y la velocidad de combustión de la mecha puede acelerarse, dando lugar a accidentes
Después de quince minutos de la pega se puede volver a trabajar sin ningún peligro, pues aunque algún cartucho no hubiese hecho explosión, durante este tiempo pierde la posibilidad de explotar por la evaporación casi completa del oxígeno, cosa que no ocurre con ningún otro explosivo
La economía obtenida empleando oxígeno líquido como explosivo en lugar de la dinamita, resulta ser de un 30 %, para lo que es necesario emplear cartuchos de un diámetro no menor de 30 mm., y mejor aún de 40 mm., siendo los barrenos de 42 mm., lo que hace necesario el empleo de perforadoras de columna con inyección de agua.—E. R. ^
El valor de la "n" de Kutter, en roca, cemento, enlucido de mortero y canales revestidos de Gunita (J Büchi, Sclrweiserische Bauseitung. Volumen 90, pág 163.)
El autor da los resultados de mediciones en un canal trapezoidal y 11 túneles, en los que ha sido calculado el valor del coeficiente n de la fórmula de Kutter El canal tiene una solera de hormigón con revestimiento de cemento perfectamente alisado y cajeros de mampostería de cuarcita con aglomerante de mortero de cal y relleno de cemento. Este dá de n = 0,016 a 0,017. En un túnel en herradura con tapa alisada de mortero de cemento, n = 0,012 En sección rectangular de roca sin revestir, con solera de hormigón y enlucido de cemento en 1/5 de su longitud, dio n el valor 0,02. Se hicieron experiencias en un túnel parcialmente revestido de hormigón, con enlucido de cemento, y en parte con un revestido de gunita, sobre la roca, de 2,5 cm. de espesor. La sección de la parte recubierta de gunita fué un 47 % de la longitud total, y admitiendo un valor de n = 0,012 para la parte revestida, fluctúa en la parte de gunita entre 0,026 y 0,02, con velocidades medias de 0,5 a 0,85 m./seg.
Dispositivo para la supresión del golpe de ariete. (E Maynard Le Génie Civil, tomo XC, núm 9, página 216.)

En los saltos de mucha altura y en las instalaciones de acumulación artificial se pueden producir accidentes graves por el golpe de ariete si por cualquier avería se paran bruscamente las turbinas o las bombas. En el caso de instalaciones de acumulación, la columna líquida, que tiene una fuerza viva muy considerable, ocasiona, al pararse las bombas, una depresión en la base de la tubería que tiende a aplastarla, y algunos segundos más tarde, al volver a caer, produce el golpe de ariete que puede ocasionar averías. Este fenómeno se reproduce y va amortiguándose hasta desaparecer
El dispositivo Maynard consiste en una válvula que cierra la base de la tubería de impulsión al pararse las bombas, inyectándose entonces un volumen suficiente de agua a presión para que no se produzca un vacío en la tubería y amortiguándose el golpe producido por la columna liquida al caer
En la base de la tubería de impulsión se coloca un aparato a (figs. 1." y 2.»), constituido por dos troncos de cono huecos, h, entre las bases de los cuales se coloca una placa circular de acero, c, perforada de agujeros, d (o ranuras), separados por barrotes o nervios en forma de cuña para facilitar el paso del agua Sobre el contorno de esta parrilla se coloca una corona, /, de espesor igual al de la válvula más la carrera de ésta, que ha de ser muy pequeña La válvula circular g está constituida por una placa metálica de poco espesor, perforada de agujeros o ranuras que no coinciden con los del diafragma cde modo a taparlos enteramente
En la parte alta del cono superior ¿ se fija un tubo horizontal k, acodado hacia arriba, y en éste se fija verticalmente un aparato / semejante al a, pero con la válvula al revés, de modo que sólo se cierre por efecto de una sobrepresión brusca. Esta válvula tiene un orificio central, n, que permite, aun al cerrarse la válvula, el paso de un cierto volumen de agua
El cono superior del aparato l se une auna campana de aire circular, o, de capacidad relacionada con la sección y longitud de la tubería; esta campana contiene agua en su parte inferior y aire en su parte superior, a una presión igual a la correspondiente a la altura de elevación más la pérdida de carga. Si no se puede disponer una campana como la indicada, puede conseguirse el mismo objeto empleando un tubo auxiliar, q, (fig. 3.»), que se une al cono superior del aparato a por intermedio del aparato /. De este modo el agua, a la presión correspondiente a la altura de elevación, puede penetrar en la base de la tubería al producirse una depresión por la parada de las bombas Al ponerse en marcha las bombas, la val-
Explosivos. Hidráulica.
318
vula del aparato a se abre, la del / se cierra, pero deja pasar una pequeña cantidad de agua que comprime al aire hasta alcanzar una presión igual ala del agua enla base de la tubería. Cualquier alteración en la presión motiva el paso de un cierto
aproximadamente los mismos resultados. Entre los aglomerantes empleados se contaban: el cemento natural, el de escorias, de fraguado rápido, el aluminoso y el calizo Los ensayos duraron unas cien semanas; solamente las briquetas
Figuras 1.",2.°y3.°—^Dispositivo paralasupresión del golpe de ariete enlastuberías apresión volumen del agua de la cámara „ a la tubería, o viceversa
Al pararse o perder velocidad las bombas, se produce una depresión, entra en funcionamiento el dispositivo y se restablece automáticamente la presión. El choque de caída de la columna liquida que produce el golpe de ariete se amortigua por pasar parte del agua de la tubería a la campana o a través del aparato /, cuya válvula, aunque cerrada, deja pasar algo de agua por el orificio n y funciona del mismo modo que los frenos hidroneumáticos.
Cuando la tubería es muy larga, las oscilaciones de la columna líquida no se transmiten instantáneamente a toda la masa, y hay ventaja en intercalar varios aparatos para amortiguar más rápidamente las oscilaciones.
Este mismo sistema es aplicable a las tuberías de presión, pues al cerrarse la comunicación con la turbina la columna líquida comprime el aire en la campana o en el tubo q; en la depresión que sigue, un cierto volumen de agua penetra en la tubería y restablece poco a poco el equilibrio.
Estudiando las dimensiones de los aparatos y dando al orificio central unas dimensiones adecuadas, teniendo en cuenta el diámetro y longitud de la tubería, pueden suprimirse las oscilaciones y sobrepresiones peligrosas.
Materiales de construcción.
Acción del agua pura sobre las briquetas de cemento. ^Engineering News-Recorci, 9 febrero 1928, página 236.)

Según ensayos verificados por los ingenieros franceses para determinar el efecto de las aguas en las briquetas de mortero de cemento, se ve que el agua destilada tiene un gran poder desintegrador, mientras que la de río, con contenido calcáreo, no produce efecto alguno. Los ensayos se verificaron en el Laboratorio de Chaux et Ciments de Lafarge et du Teíl, empleándose en la confección dé las briquetas seis distintos tipos de cemento del comercio Con todos ellos se obtuvieron
de cemento aluminoso resistieron a la acción del agua destilada, pues las demás presentaban al final de los ensayos hoyos en su superficie.
Disfilled water '- a • r í » r r— n T 1 -i IT 1—1 r ^ r i r-T 1—1 1—1 i i 1 i ^1 1 11^1
Figura 1."
319
Aparato paraladistribución deaguaalas probetas conque se ensayó la acción del aguapura sobre elcemento.
Las briquetas a ensayar se dividieron en dos partes iguales, con objeto de mejor apreciar los diferentes resultados de los ensayos con agua natural y destilada. Como de ordinario, las briquetas se colocaron durante veintiocho días en agua potable. Algunas estuvieron una semana en agua dulce y las otras tres en aire húmedo, siendo análogos los resul- ' tados. El agua destilada se recogía en un depósito de nivel constante (fig. 1."), pasaba por un serpentín contenido en una cámara llena de agua de río, con objeto de que la destilada adquiriese la temperatura de aquélla, y después por unos orificios en T invertida vertía sobre las briquetas; la rama horizontal quedaba a unos 5 cm. de ellas. Análogo dispositivo se empleaba con el agua de rio. Cada orificio vertía un litro por minuto.
Los efectos del agua destilada se verificaban en dos etapas: primera, desaparición de la envolvente de cemento de los granos de arena; segunda, aparición de hoyos en la superficie de la probeta ensayada. A veces eran profundos orificios. El primer período duraba de cinco a doce semanas como máximo; para las de cemento aluminoso alcanzaba a cien semanas. El segundo, de 18 a 71.
Etienne Rengade, director del Laboratorio y también de las experiencias, hace las siguientes observaciones: Se sabe que el anhídrido carbónico existe en el agua en estado: a) libre; b) de bicarbonato calcico. En aguas que contienen solo 30 mg. de cal por litro (proporción corriente), dicho bicarbonato representa 50 mg de anhídrido carbónico, cuya mitad puede combinarse con una nueva cantidad de cal.
Por otra parte, se sabe que en el endurecimiento y fragua-
ick-sef: rment -tone ce AND Gl
*
mg cem ment 7AINS L
enf f Grinob/e región) tENUDEO
todos modos se llega actualmente a producirlo a un coste de 12 céntimos el kilogramo de tubos ya terminados.
Una de las patentes, de M. Boucher, tiene como rasgo principal el mantenimiento de la solución al estado ferroso por su contacto con torneaduras de hierro o mineral pulverulento fuera del baño electrolítico; la otra patente usa una combinación de ánodos solubles e insolubles.
Mr C P Perin produce tubos empleando una densidad de corriente de nada menos que 10,7 amperios por decímetro cuadrado
En la fábrica de Grenoble, única que ha tenido éxito comercial, estiman que sólo es necesario 1 kvir.-hora para purificar 1 kg. de hierro, y como los gastos generales y de personal no son mayores que el precio de la energía, resulta costar la refinación 100 francos por tonelada, y empleando ánodos de acero dulce, que valen 175 francos por tonelada, saldrá a 275 francos la tonelada de hierro electrolítico, que podría competir con el sueco, y eso que, según L Guillet, el precio del hierro electrolítico no debe exceder de 200 ó 220 francos.
Las impurezas sólo tiscienden a 0,004 % de carbono, 0,007 % de silicio, 0,006 % de azufre y 0,008 % de fósforo. Con ima carga elástica de 31 kg; mm.^ se produce en las probetas un alargamiento del 42 % cuando han estado recocidas durante dos horas a 900°, teniendo entonces una dureza Brinell de 90 para una bola de 10 mm y una presión de 3.000 kg.; antes del recocido la dureza es de 193, aunque también es mayor la fragilidad.
Vassy cernen
:c., ^ \
t cerner ^•ArHñcial cemenf, fírs
En los talleres de Bouchayer y Viallet se hacen tubos de cuatro y cinco metros de largo, 10 a 12 cm. de diámetro y de un espesor que desde 6 mm puede bajar hasta 0,1milímetros, consiguiendo un espesor uniforme de las paredes del tubo, cosa que no se puede lograr con ningún otro procedimiento cuando el tubo es muy fino. Estos tubos se aplican para radiadores y conducciones de agua, vapor y aire coinprimido
f quaf't >ITTEO n t \ a Length of Test in Week,Figura2."
BPíouErsr-^ U
Comparación gráfica delosresultados obtenidos para varios cementos sometidos a laacción delagu^destilada.
do de los cementos silíceos y sílico-aluminosos se forma silicato monocálcico hidratado e hidratocálcico libre. Este último es tmo de los elementos que contribuyen a la dureza del cemento. La cal es fácilmente disuelta por el agua (algo más de un gramo por litro); por el contrario, en contacto con anhídrido carbónico libre o bicarbonato, se transforma en carbonato de cal neutro, insoluble. Se comprende, pues, la diferente acción del agua pura y el agua con cierta cantidad de cal sobre el cemento. La primera, con poco anhídrido carbónico, actúa como disolvente de la cal del mortero que poco a poco se desintegra La segunda, por el contrario, al contacto con la cal, precipita carbonato de cal neutro insoluble que obtura los poros del mortero, protegiéndole en vez de atacarle.
En el cemento aluminoso, debido a su distinta índole, el endurecimiento y fraguado suceden de forma diferente, no quedando cal libre. Se ha visto que en la hidratación del cemento aluminoso se forman silicato monocálcico hidratado y aluminato dicálcico, quedando alúmina libre en vez de cal.Si, pues, es la disolución de cal libre la que origina el ataque del mortero por el agua pura, evidentemente no se alterará por ella el cemento aluminoso.—J Navarro.
Metalurgia.
Hierro electrolítico: Sus comienzos y su desarrollo. (Engineering, 23 marzo 1928, pág. 339.)

Hasta hace poco no se ha dedicado gran atención a la producción electrolítica del hierro, ya que éste es un metal de un valor intrínseco bajo y su precipitación por electrólisis es más difícil que la de la mayoría de los metales; de
Usando hierro electrolítico se aumenta en los transformadores el rendimiento con relación al peso del 35 al 45 % y se disminuye en 16 % el peso del hierro empleado en los alternomotores a causa de su gran permeabilidad y su poca histéresis, propiedades que también hacen que se emplee en los imanes de teléfonos La electrólisis también puede servir para reparar los ejes de la maquinaria usada volviéndoles a dar el diámetro necesario.—E. R.
Varios.
Calefacción por pérdidas reostáticas, en los coches de los ferrocarriles eléctricos, (G F Wennagel, Electric Traction. Vol 23, pág 465.)
En los ferrocarriles eléctricos de Baltimore se han construido dos coches con sistema de calefacción, utilizando las pérdidas reostáticas. Las unidades de regula de hierro existentes en un coche se utilizaron como caloríferos, encerrándolas en una caja de aislamiento, de las que se conducía el aire caliente por tubos unidos a conductos interiores de distribución al extremo y a lo largo de cada lado del suelo del coche, bajo los asientos laterales. Cerca del techo se dispuso una toma interior de aire por medio de un motor ventilador, colocado con el fin de mantener una circulación continua por el calorífero Este sistema no resultó satisfactorio y fué abandonado.
En el segundo coche se instalaron una serie de reostatos y un conmutador que permite cortar el circuito cuando sea necesario Este dispositivo rindió excelentes resultados y se logró mantener una temperatura estable 12°C. mayor que la exterior.
Como el calor producido en los reostatos es generalmente inutilizable, se deduce que este sistema de calefacción no cuesta nada
Aunque se conservan los antiguos tipos de calentadores, se ha limitado su uso a calefacción normal, aumentándola con el calor reostático en días excepcionalmente fríos. Los antiguos caloríferos han ocasionado un aumento en el consumo anual de energía de ocho millones de kw. hora y de 10.000 kw en la hora de máxima demanda
^ .''
'C
/Gover : lime..
320
ingenierí a y construcció n
REVISTA MENSUAL HISPA NO-AMERICANA
Adherida a la Asociación Española de la Prensa Técnica
Larra , 6 Apartado de Correos 4.003 MADRI D
Precios desuscripción (año): España y América, 30 pesetas Demás países, 40 pesetas o su equivalente en moneda nacional.
Número suelto: España y América, 3 pesetas Demás países, 4 pesetas o su equivalente en moneda nacional
Agentes exclusivos para la publicidad en Alemania y países sucesores de la Monarquía austrohúng-ara: ALA ANZEIGEN-AKTIENGESELLSCHAFT Auslands-Abteilung'
BERLÍN N. W. 6, Am Zirkus 9.
Direcciones: Telegráfica, JOSUR-MADRID; Telefónica, JOSUK-MADRID ; Teléfono 30.906
Director, VICENTE OLMO, Ingeniero de Caminos
Comité directivo: FRANCISC O BUSTELO , In^reniero de Caminos
FÉLIX CIFUENTES, Ingeniero de Minas; RICARDO URGOITI Ingeniero de Caminos
Sumario: Págs
De una visita a Norteamérica. Los servicios comerciales de las Compañías de electricidad, por| Armero y F Bustclo 281
Los procedimientos geofísicos de prospección, por Vicente Inglada Ors 287
Efecto del calor sobre el cemento aluminoso 293
Las obras del puerto de Valencia, por Federico Membrillera 294 La Berginización, por Manuel Pertierra 297 Ensayos de una locomotora de alta presión 300
La línea de 132.000 voltios de Olmedilla a Madrid.—IV. Ensayos de la lín'-a en tensión, por Manuel Querejeta 301 Motor de explosión de compresión constante 304
La industria resinera en Méjico. Estados Unidos, Francia y España, por L Keuter 306
DE OTRAS RKVisTAS: Hélices de aeroplano de paso variable 311
La fundición zunchada y los arcos de gran luz 312 utilización de una tubería de hormigón armado centrifugado en el
Págs
abastecimiento de Riverside (California) 314
Encofradlos interesantes para depósi-
En efecto, casi todas nuestras compañías tienen muy abandonado elaspecto comercial del problema del consumo, especialmente enloqueserefiere al núcleo de abonados domésticos y a los servicios de alumbrado Losproblemas de la tarificación y la mejora delfactor de carga sonotros aspectos del problema comercial quenohanpreocupado en España proporcionalmente a la importancia que tienen en el desarrollo económico de los negocios de producción de energía.
Las cifras de consumo de energía eléctrica corroboran estos asertos Cierto quenoes comparable la prosperidad industrial deEspaña conla delos Estados Unidos y Canadá; pero, porotra parte,España es unode lospaíses donde la energía eléctrica ha llegado a loslugares másapartados (de sus 21millones dehabitantes, unos 17millones se alumbran con luz eléctrica), y a pesar de esto, nuestro consumo es,portérmino medio, de110 kilovatios-hora iDor habitante y año,siendo 521 los que consume enigual tiempo cada habitante de los Estados Unidos y 1.400cada canadiense
briquetas de cemento 319 Hierro electrolítico: Sus comienzos y su desarrollo 320 Calefacción por pérdidas reostáticas, en los coches de los ferrocarriles eléctricos 320
EDITORIALES K INFORMACIÓNGENERAL: Elconsumo de energía eléc- 3zl trica

Editoriales
E L CONSUMO DE ENERGÍA ELÉCTRICA.—Algunas veces hemos expuesto en estas columnas nuestrooptimismo en el desarrollo delconsumo de energía eléctrica enEspaña Estaba fundado, poruna parte, enelhecho repetido dela rápida absorción de jas posibilidades de producción queha seguido a ios aumentos depotencias instaladas porlas principales compañías Lascurvas de producción demuestran elocuentemente esto quedecimos
Otro fundamento esla posibilidad de establecer industrias nuevas cuando a consecuencia de grandes instalaciones térmicas o hidráulicas, que compensen lasmalas condiciones naturales, se produzca energía a precios máseconómicos quelos que hoy rigen Porúltimo, esperábamos mucho delos resultados deunaactividad comercial delas compañías productoras, análoga a la querealizan las de losEstados Unidos
'Esta desproporcionada diferencia permite esperar un sensible aumento de consumo cuando las compañías sepreocupen deexcitarlo, dando facilidades alcliente para íiacer usodelas comodidades que proporcionan modernos aparatos domésticos, estimulando la mejor iluminación y modificando, por gestiones comerciales, lasirregulares curvas de consumo diario
En unartículo publicado eneste número podrán nuestros lectores examinar algo de lo que hacen las compañías norteamericanas deelectricidad para fomentar eldesarrollo delmercado Otros artículos completarán el estudio de unaorganización dela que nuestras compañías pueden deducir enseñan-j zas provechosas
LE CORBUSIER.—Las locomotoras, losautomóviles, los aeroplanos, lasobras deingeniería, han evolucionado ensusdetalles y proporciones, respondien-? do exclusivamente a losimperativos dela técnica La forma actual detodas esas máquinas y construcciones fundamenta superfección estética enla sin-j ceridad conquecada línea y cada masa revela la j razón de su existencia j
La arquitectura, porelcontrario, está muylejos j de poseer hoydíala estética de la ingeniería El "estilo nuevo" no acaba de nacer conla espontaneidad quenecesita todo lonuevo para imponerse
Para LeCorbusier, elilustre arquitecto suizo,que ha dado recientemente unas conferencias enla Residencia deEstudiantes, laarquitectura seguirá desorientada mientras no prescinda de la decoración y rinda culto a lasformas simples, alvolumen, la superficie y el plano. Mientras las "máquinas de habitar" notengan elmismo espíritu quelas otras máquinas Mientras no se despoje al metal y al hormigón armado desusdisfraces de arcaicos estilos
SECCIÓ N D E EDITORIALE S E INFORMACIÓ N GENERA L
Año VI.—Vol. VI. Núm.66. Madrid, junio 1928
tos cubiertos 315 Proyecto de un puente de hormigón armado en Praga 316 La presa de arcos múltiples más alta del mundo 316 Uso del aire líquido como explosivo. 318 El valor de la «n» de Kutter en roca, cemento, enlucido de mortero y canales revestidos de gunita. 318 Dispositivo para la supresión del golpe de ariete 318 Acción del agua pura sobre las
La
322 El Congreso Internacional
dición 322 Noticias varias
Bibliografía 336
Le Corbusier 321
crisis de la industria hullera, por Justino Azcárate
de Fun-
326
321^
La crisis de la industria hullera
Por JUSTINO AZCARATE, abogadoEl problema de la industria del carbón es de los que más señaladamente tienen un carácter internacional, y, por consiguiente, uno de los que más necesitan ser regulados de una manera armónica entre las naciones interesadas en el mismo. Para todas las naciones que tienen yacimientos de carbón es vital e imprescindible el mantener su explotación, pudiendo distinguir, sin embargo, aquellas en las cualesloesporque exportan la mayor parte, de aquellas otras en las que lo es porque necesitan conservar una fuente de riqueza que, si bien tan sólo abastece en parte a su propio consumo, y esto quizás fen condiciones defectuosas, su desaparición daria origen a conflictos de orden social y de otros órdenes, y, por lo tanto, tienen que mantenerla a costa de los consumidores.
Para una y otra clase de naciones, la necesidad de tomar medidas de ataque o de defensa respecto a sus competidores es evidente. Las primeras se ven coaccionadas, por la competencia intensísima existente, a recurrir a todos los medios para presentar sus productos en mejores condiciones que sus competidores, y el "dumping", a pesar de las formidables pérdidas que ocasiona, es un arma utilizada, no de un modo accidental, sino con una pertinacia inconcebible. Para esta clase de naciones el problema del carbón consiste en la necesidad de vender, aunque sea perdiendo; en la necesidad de obtener mercados donde no puedan competir sus contrarios, aunque todo esto parezca un evidente contrasentido con el espíritu que debe presidir a toda empresa capitalista Si bien es difícil aceptar esta solución, mucho más difícil seria el.moderar su producción, porque eso significaría el desplazamiento definitivo de algunos mercados, el aumento del formidable paro que ya tienen—en Inglaterra más de un millón de hombres—y la pérdida definitiva de un enorme capital colocado en las explotaciones.
En las naciones que tienen una producción escasa y enmalas condiciones, el problema de su conservación es, naturalmente, menos grave que en las primeras, planteándose aquél porque lo consideran como esencial para conservar su independencia económica, tomando medidas para defenderse de la importación de los grandes países productores que colocan sus productos a mejor precio que los nacionales, ayudados, por regla general, por un "dumping" desleal e irresistible desde un punto de vista comercial. Las barreras puestas a la importación tampoco pueden exceder ciertos límites, pues las represalias
siempre posibles pueden causar un daño mayor que el que se trata de prevenir. Por lo tanto, hay que mantener un tira y afloja que, a la larga, da necesariamente como resultado la imposibilidad de conservar la producción nacional ante la invasión de los productos extranjeros. La limitación a la importación es, pues, un medio defensivo de carácter internacional y, por lo tanto, peligroso, por lo cual hay que acudir a otros medios nacionales para auxiliar y hacer posible la vida de esta riqueza nacional.
Uno de ellos, y el principal, de una fácil aplicación en aquellos países que tienen una industria artificialmente creada, es la de impedir el consumo de carbón extranjero y obligar al consumo de carbón nacional a las industrias que reciben algún auxilio del Estado, aunque este sea tan indirecto como el que se deriva de la existencia de un arancel elevado que impida la concurrencia de los productos extranjeros con el así protegido Para países con barreras aduaneras tan elevadas como España, de hecho la obligación de consumir carbón nacional afecta a toda su industria. Esto lleva consigo la natural pérdida de baratura de los productos elaborados, puesto que se exige a aquella industria utilice un elemento fundamental para su producción en condiciones de precio superiores al que podría obtener del extranjero. Sin embargo, la situación de la industria de una nación que exporta carbón y la de una nación que no produce todo lo que necesita, y lo que produce lo tiene que defender de la compe-,
tencia, no es muy diferente: En la primera es vital exportar, y para poder concurrir con los demás países exporta con pérdida. Ahora bien; esta pérdida, que no puede exceder de un cierto límite, queda compensada obligando a la industria nacional, donde toda competencia del extranjero es imposible, a comprar el carbón a un precio mucho más elevado que el que ofrecen en aquellos países donde la competencia les obliga incluso a perder A costa de la industria nacional mantienen un "dumping" que, a pesar de todo, les cuesta enormes sumas.
En las de producción insuficiente, pero cara, se impide a su propia industria que importe carbón del extranjero y se obliga a adquirir el carbón a la parte de aquella que consideran protegida, a unos precios superiores a los que tendrían que cotejar en un régimen de libre competencia. En otro artículo hemos de ver el juego importante que este concepto de industria protegida realiza en países de contextura económica muy diferente.
Vemos, pues, que en una y otra clase de naciones la conservación de la industria hullera en las condiciones actuales, sin una armónica distribución de mercados, es un peso sobre los consumidores. De este modo llegamos a la triste conclusión de que los países más afortunados son aquellos que no tienen yacimientos de carbón.
En otro artículo vamos a examinar concretamente el caso de España, en la cual, a pesar de todas las medidas adoptadas, bien orientadas sin duda alguna desde un punto de vista defensivo, existe una crisis aguda, como lo prueba el "stock" de 300.000 toneladas que hay en Asturias; hemos de ver por qué no tiene una absoluta eficacia la nueva organización.
El Congreso Internacional de Fundición

Este Congreso, celebrado en Barcelona del 11 al 15 de abril, fué organizado por la Unión Industrial Metalúrgica de Barcelona y las asociaciones patronales de Bilbao, Córdoba, Gijón, Madrid, San Sebastián, Sevilla, Valencia y Zaragoza, bajo el alto patronato del excelentísimo señor ministro de Trabajo y del Comité Internacional de Asociaciones Técnicas de Fundición.
Sesión inaugural.
La apertura de] Congreso tuvo lugar el miércoles, 11 de abril, en el gran salón de actos del palacio Victoria Eugenia, de Montjuich, de la Exposición Internacional de Barcelona.
Abierta la sesión, el presidente concedió la palabra a don José Serrat Bo-
nastre, quien hizo resaltar la importancia de este Congreso internacional, que viene a continuar la labor iniciada en los primeros congresos reunidos por las Asociaciones Técnicas de Fundición tarea consistente en sacar del empirismo la fundición para llevarla al campo de la ciencia privada
Resumió brevemente el desarrollo de los procedimientos, e hizo observar el cambio profundo que se ha observado, gracias al avance de la química aplicada. Manifestó su fe en la eficacia de este Congreso, ya que del cambio de conocimientos resulta no sólo un mejoramiento científico e industrial, sino que se avanza hacia la fraternidad que el estudio crea entre los hombres.
A continuación hablaron los delegados extranjeros de las A^ociacio^nes Téc^^^^^
Informació n genera l
^
^
322
nicas de Fundición de los países que participan en el Congreso, Mr Faulkner, en nombre de Inglaterra; M. Lamoreux, por Bélgica; Herr. Jeilen Kircher, por Alemania; M. Magdalenat, por Francia; Mr. Delport, por la Asociación de Fundidores americanos; doctor Dresden, por Holanda; el Com. Vanzetti, delegado de Italia, que leyó un telegrama del ministro de la Economía Nacional de su país, y Mr. Pisek, delegado de Checoeslovaquia
Todos ellos manifestaron su satisfac- , ción por visitar España y su reconocimiento por la afectuosa acogida de que eran objeto, haciendo votos por el mejor éxito del Congreso, que tanto ha de contribuir a estrechar las relaciones entre pueblos diversos, y celebrando que España se haya incorporado oficialmente a la labor del "Comité Internacional de Asociaciones Técnicas de Fundición"
(la "A. T. F.").
Acto seguido don César Serrano, presidente de la Comisión permanente de Ensayos de materiales, y que lleva la representación del ministro de Trabajo, resumió los discursos pronunciados, felicitándose de que a este Congreso asistan representaciones calificadas y eminentes de las industrias metalúrgicas de Europa y Norteamérica. Con este acto— dijo—"escribe España una página gloriosa en su historia". Se refirió a la obra de las Asociaciones Técnicas, al cambio profundo que ha experimentado la fundición en todos los países, a los métodos de análisis y ensayo, y se felicitó del interés que ha demostrado el Gobierno por la labor cultural de este Congreso.
Primera sesión.
El 12 abril comenzó sus trabajos técnicos el "Congreso Internacional de Fundición.
La primera Memoria puesta a discusión fué la de don Joaquín Ferrer, jefe técnico de los Laboratorios de la "Maquinista y Fundiciones del Ebro, S. A.", relativa a la "Energía calorífera en el cubilote actual". Abierta discusión sobre el tema, el profesor Dresden hizo observaciones relativas a uno de los factores del cálculo presentado por el señor Ferrer
El señor Lamoreux hizo notar la conveniencia de acompañar todo estudio teórico del cubilote con minuciosas comparaciones de carácter práctico, coincidiendo en la misma opinión el señor Prover, jefe de los laboratorios de la casa Fiat. Don Jaime CoU llamó la atención sobre la circunstancia de referirse el estudio a una clase de cok de calidad superior al que emplean los fundidores españoles, e hizo notar la dificultad que representan para el progreso de la fundición las medidas coercitivas encaminadas a intensificar el consumo de los coks nacionales, de valor inferior. Intervinieron también en la discusión los señores Brunet y Compalans, después de haber hecho el señor Winter un resumen de la ponencia en francés.
Seguidamente don J Salgado, comandante de Artillería, ingeniero jefe de los
talleres de fundición de la Fábrica de Trubia, leyó un interesante trabajo sobre "Fundición y moldeo de un cilindro de locomotora", aportando varios temas de capital importancia en la técnica de la fundición, como son los relativos al ensayo de materiales, moldeo de cilindros de locomotoras, preparación de moldes y machos, velocidad de colada y mejora de la calidad del hierro colado por la adición de níquel.
El señor Audo (de Francia) indicó
festacíones, y declaró que la realización de este proyecto constituye un ideal de toda su vida, a cuya plasmación crefe podrá llegarse próximamente. En señor Posentti (de Italia) expresó suvoto para llegar a una organización de carácter internacional.
El señor España unió su voto a la idea de crear en España un Instituto Metalúrgico o una Asociación Nacional de Fundidores, destinada, en primer término, a metodizar y canalizar los esfuer-
La presa de Sweetwater
Vista de la presa de Sweelwater (California) Su perfil tiene 37 metros de altura máxima, con 14 metros de ancho en su base para ese perfil Está calculada para resistir como bóveda Ha resistido, sin daños, a una crecida que vertió por toda su coronación durante cuatro días
que su experiencia personal le había aconsejado la adopción de velocidades de colada algo mayores, haciendo una declaración análoga el señor Faulkner (de Inglaterra) El señor Lamoreux (de Bélgica) dijo que ha llegado a establecer una fórmula empírica, en la cual dicha velocidad viene expresada simplemente en fundición del espesor y la altura de las piezas, sin que el peso intervenga en ella.
El presidente se refirió a la conveniencia de crear en España una Asociación Técnica de Fundidores que trabajase de acuerdo con la Comisión permanente para el ensayo de materiales.
El señor Cañameras, en representación de la Asociación de Ingenieros Industriales deBarcelona, resumió un "Estudio referente a ensayos de tierra para fundición", exponiendo alg^unas interesantes normas para poder llegar a la comparación de los resultados. Expresó también el deseo de que la celebración del Congreso sea coronada por la creación de una Asociación Nacional de Industriales y Técnicos de las Fundiciones, y el señor Brunet se adhiere a la idea, invocando la alta autoridad del presidente efectivo del Congreso, señor Serrano, para llevarla a buen término.
El señor Serrano recogió estas mañi-
zos dispersos de los investigadores particulares.
Pasó a presidir el señor Faulkner, del Instituto de Fundidores Mecánicos de Inglaterra. El doctor Moldenke, delegado de los Estados Unidos, dio cuenta de un notabilísimo trabajo, escrito en inglés, relativo a "La fundición actual y sus mejoras". El ponente hizo gala de sus profundos conocimientos en la materia, estudiando particularmente los factores que han de contribuir a levantar la crisis del hierro colado, con la difusión práctica de los notables descubrimientos científicos hechos en el campo de la metalografía durante los últimos tiempos. Dada la importancia de este trabajo, se acordó aplazar la discusión hasta que los asambleístas tengan conocimiento de la traducción española.
También se siguió con atención la lectura de la Memoria relativa a "El níquel en la fundición", presentada por el señor Everest, profesor de la Universidad de Birminghan, en nombre del Instituto de Fundidores ingleses, notable por su extensa documentación y metódicas conclusiones. Sin discusión fué aprobada por la Asamblea.
En la última parte de la sesión, y ocupando la presidencia el señor Lemo-

323
reux, director del Instituto de Fundición de Bélgica, el profesor Pisek dio lectura a la Memoria del señor Bazant, de la "A. T. F.", de Checoeslovaquia, relativa a "Estudios microscópicos de la influencia del fósforo en la estructura de la fundición recocida", como extracto anticipado de los estudios en curso en el "Laboratorio de Ensayos" de la Escuela Técnica de Brno (Checoeslovaquia) Tomó la palabra el conocido metalúrgico francés señor Portevin, que se
Segunda sesión.
El señor V. Prover, jefe técnico del laboratorio de la casa "Fiat" (de Turín, Italia), leyó una de sus tres comunicaciones, la relativa a la "Organización científica y técnica de las fundiciones", notable por el sentido eminentemente práctico de sus conclusiones. Tema semejante es el de la Memoria del señor Thomas, de la "A T F." de París, director de los talleres de fundición
Vizcaya", leyó su monografía relativa a las "Barretas de prueba para metales no férreos". Dado la avanzado de la hora y la importancia del asunto, se acordó que su discusión figurase en primer término de la próxima orden del día.
Tercera y última sesión
La tribima fué primeramente ocupada por el sabio metalúrgico francés M. Portevin, que desarrolla su ponencia relativa a "La inspección de fabricación en la fundición", trabajo de gran trascendencia, por señalar normas definitivas para la organización de los trabajos de fundición. Terminó diciendo que algunos fundidores creen que el éxito de la fundición radica en recetas y procedimientos secretos y misteriosos, y esperan obtener de las investigaciones científicas esta varita mágica sin esfuerzo ni gasto de su parte, pero que les conceda una seguridad de fabricación y pingües beneficios.
Seguidamente el señor Lácleta, capitán de Artillería, ingeniero de los talleres "M. Corral", de Amurrio (Bilbao), dio lectura a su trabajo "Aplicación de las fundiciones grises a las construcciones ferroviarias", en el que aportó interesantes resultados de su vasta experiencia. Se aplazó, para simultanearla con la de otra memoria de tema semejante, la discusión de este trabajo.
Convertidor de frecuencia de 40.000 KVA

Convertidor de frecuencia Westinghouse instalado en una de las centrales de la Commonwealth Edison Co., Chicago
Tiene una capacidad de 40.000 KVA y enlaza dos redes de corriente alterna, una de 60 períodos y otra de 25
felicitó de los ensayos metódicos emprendidos en el laboratorio del profesor Pisek, y encuentra muy acertadas las medidas dilatométrícas, si bien hizo notar las dificultades que en el estudio micrográfico debe presentar el reconocimiento de la steadita por el carácter sumamente complejo de este elemento metalográfico, dado el reactivo que se menciona en la ponencia.
No hallándose presentes en la Asamblea los señores Wasson y Compere, de la "A. T.F.", de Bélgica, el señor Winter hizo im resumen en lengua francesa de la memoria de dichos señores, relativa a un "Método rápido para el ensayo de las arenas de moldeo", interviniendo en al discusión de las mismas los señores Dresden (de Holanda), Portevin (de Francia), Brunet y el presidente de la sesión, señor Lamoreux.
Después de im brillante resumen de las discusiones, el presidente del Congreso, don César Serrano, dirigió una efusiva felicitación a cuantob han intervenido en los trabajos, y saludó de modo especial a los señores Moldenke y Portevin, cuya presencia en la Asamblea es la mejor garantía de la importancia de sus resultados.
de la casa "Citroen" (de Francia), "Mejoremos nuestros métodos para disminuir nuestro precio de coste" (resumida en francés por el señor W^inter), con puntos de vista de su racionalidad Intervinieron en la discusión los señores Lamorepx (de Bélgica), Brunet, Miquel y W^inter.
El señor Langenohl, delegado de la Asociación de Fundidores de Alemania, dio lectura a su documentadísimo estudio "Resiunen de los procedimientos actuales para la obtención de fundiciones de alta calidad y algunas consideraciones relativas a los hornos", siguiéndole en la tribuna el capitán de Artillería, jefe de los laboratorios de la Fábrica de Trubia, señor González Soto, que leyó su notable trabajo sobre "Fundiciones modernas de gran resistencia". Para la discusión de ambos tan interesantes temas se abrió un amplio debate, en el que intervinieron los señores Coll, Moldenke (de Norteamérica), Salgado, Posenti (de Italia), Lamoreux (de Bélgica) y otros, resumiendo el presidente de la sesión, señor Vanzetti, con breves palabras.
El señor Sans Darnis, ingeniero jefe de fundición de los "Altos Hornos de
El comandante de Artillería, ingeniero jefe de los talleres de fundición y construcción de máquinas y del taller central de herramientas y temple de la Fábrica Nacional de Armas de Toledo, don Antonio Lafont, presentó un interesante trabajo sobre "La fundición acerada de España". Desarrolló su conferencia en dos partes Primera: Hace un estudio de cómo se implantó en Europa esta nueva fimdición durante la Gran Guerra. Segundo: Dice cómo se obtiene en España, en las fábricas de artillería, explicando con todo detalle y resolviendo después con un ejemplo práctico cómo un ingeniero jefe de taller implanta de nuevo la fundición acerada.
Después comenta las diferentes pruebas mecánicas a que se somete la fundición acerada, diciendo con las que está y no está conforme; y hace un ruego a "L'Association Technique de Fonderie" y aJ "Comité Nacional para el ensayo de la fundición", para llegar a normas definitivas e internacionales de cuáles deban ser estas pruebas. Por último, afirma que las fábricas militares no deben hacer nunca la competencia a la industria civU, sino cumplir su misión de cuatro maneras: Primera, en lo de su especialidad; segunda, siendo talleresescuelas para la industria privada; tercera, creando fabricaciones nuevas no implantadas por ésta, y cuarta, fabricandoparalas Repúblicas americanas de nuestra sangre.
Los señores Ponsetti (de las fundiciones de MUano), Coll, Salgado, Vanzetti (de Italia) y Portevin (de Francia), con el ponente, aportaron a la discusión de
324
Puente sobre la bahía de Cádiz
Esquema del puente para ferrocarril y carretera proyectado por D Eduardo Torreja para ahorrar el rodeo de 28 km a que obliga la bahía de Cádiz Damos más detalles de la obra en una información que publicamos en la página 331 un tema tan de actualidad como es la fundición acerada o perlítica, interesantes resultados de su experiencia.
Pasa a la tribuna el ingeniero jefe de la "Maquinista Terrestre y Marítima de Barcelona", don José Serrat. Desarrolló su ponencia relativa al "Ensayo teórico sobre la relación entre las resistencias a la flexión y a la tracción de las probetas de hierro colado", que el mismo ponente resumió después en lengua francesa
Recordó que la teoría de la flexión se funda en la ley de Hooke, que la fundición no obedece, puesto que en ella las deformaciones crecen más de prisa que los esfuerzos; y, por otra parte, las deformaciones por compresión no siguen la misma ley que las de tracción. Resulta de aquí que la fibra neutra de una probeta cuadrada no cae en mitad de la altura, y la fórmula corriente de flexión falla. Tomando como punto de partida esta variación de las deformaciones, el conferenciante establece la relación entre el verdadero momento resistente y el que da la fórmula ordinaria, y demuestra que a ello se debe el mayor coeficiente de resistencia qu resulta en el cálculo de flexión. El profesor Dresden felicitó al señor Serrat por el excelente método de estudio señalado en su trabajo, a cuyas palabras se adhirió el presidente, señor Portevin, expresando su coincidencia sobre la no validez de la ley de Hooke en la fatiga del hierro colado
El profesor de la Escuela Técnica Superior de Delft y delegado de la Asociación Técnica de Fundición de Holanda, señor Dresden, presenta un trabajo, en colaboración con el ingeniero S. H. Stoffel, sobre "Experimentos relativos a la adherencia de las barras de hierro embebidas en la fundición", notable por la perfección del método En la discusión de tema tan interesante intervinieron los señores Lamoreux (de Bélgica), Brunet y Coll, que desean, además, que en otro Congreso se continúen los estudios sobre este tema
Don Agustín Plana, capitán de Artillería, jefe del Laboratorio Central de este Cuerpo en Madrid, dio cuenta de su comunicación sobre "Ensayos de fundición", que viene a ser la continuación de su trabajo presentado en el Congreso de Lieja, sogre unificación de ensayos. Presenta una modificación que ha hecho a la máquina "Fremont", refiriéndose a ensayos de fundición gris y acerada.
Don Ernesto Llamas, capitán de Artillería, jefe del laboratorio de la Fábrica de Armas de Oviedo, lee su Memoria sobre "Análisis del carbono total en los productos férreos", diciendo las orientaciones actuales del problema. Termina
exponiendo que con un aparato potenciómetro pudiera llegarse al análisis completo de todos los elementos de los productos férreos. En dicho aparato se hace uso de la válvula de radio como voltímetro electrostático
Don Francisco Cuesta, capitán de Artillería, jefe de los talleres de fundición de la Fábrica de Artillería de Sevilla, leyó su Memoria relativa a "El laboratorio para pequeñas fundiciones", animando a los industríales a abandonar los métodos de rutina y orientarse hacia una producción racional y científica.
Ocupa de nuevo la tribuna el señor Lafont, para presentar en forma sintética una memoria, recibida a última hora, de don José Fernández Ladreda, comandante de Artillería, ingeniero director de la Fábrica de Metales de Lugones (Asturias), que personalmente no ha podido asistir al Congreso. Es un trabajo sobre "Las propiedades físicas de los latones en función de la reducción final y recocido previo a la misma", extensísimo y muy documentado, con el cual acaba de hacer su doctorado en Ciencias Químicas. Por las mismas razones que antes no se somete a discusión
Don Juan M España, ingeniero director de las fundiciones "Bonvillain Ronceray", de Croisy-le-Roi (Seine), y agregado comercial al Consulado general de España en París, resume el sentido de su práctico estudio sobre "La
tecnología de la fundición", hecho, para los términos en portugués, con la colaboración del ingeniero jefe de los talleres generales de los ferrocarriles portugueses de Lisboa, señor J C A de Sequeíra.
El ingeniero señor Bartomeu Granell dio una idea de los trabajos efectuados por él durante la guerra de 1914-1918, para la "producción de la fundición sintética", en breves y sustanciosas palabras.

Finalmente, el teniente coronel de Artillería don César Serrano leyó el cuestionario "Propuesta sobre análisis químicos y ensayos", presentado al Congreso por la "Comisión permanente de ensayo de materiales del ministerio de Trabajo" (de la que él es presidente), cuyo estudio recomiendaalosasambleístas para que pueda servir de tema del próximo Congreso, y accediendo a un atinado ruego del ingeniero industrial señor Sanz Darnis, ofreció disponer la distribución del citado "Cuestionario" a todos los laboratorios de las industrias de España.
El señor .Portevin, en nombre de los delegados extranjeros, se felicita por la eficacia de la labor realizada, y expresó, con efusivas palabras, el agradecimiento de todos por la cálida hospitalidad ofrecida por la "Unión Industrial Metalúrgica", las industrias que cooperan y la ciudad de Barcelona.
Por último, don César Serrano declaró terminadas las tareas, renovando su agradecimiento a todos los congresistas y haciendo votos para que las notables enseñanzas expuestas sean debidamente aprovechadas por la industria nacional. Dijo que recogía todas las proposiciones hechas para elevarlas al ministro, añadiendo que el Congreso ha superado las esperanzas de cuantos a él han contribuido a llevarlo a la práctica.
Conclusión.
Es esta la primera vez que se ha celebrado en España, y con éxito inenarrable, un "Congreso Internacional de Fundición" con la cooperación de sabios, ingenieros, químicos y metalurgistas de las Asociaciones Técnicas de Fundición de los países de Europa y América más importantes de la industria metalúrgica.
Asistieron delegaciones de Alemania, Bélgica, Checoeslovaquia, Estados Unidos, Francia, Gran Bretaña, Italia, Holanda, Polonia y Portugal, junto con los representantes de la industria nacional.
El total de congresistas Inscritos ha excedido de 300.
Además de la industria civil, han estado representadas las fábricas de arti-
43S.0O'n.
Las minas de potasa de Alsacia. Vista de la cabeza del pozo Rcíchiand de las minas de Alsacia, que producen casi la totalidad de sales potásicas que se consumen en el mundo
325
Hería de Trubia, Toledo, Sevilla y Oviedo; el Laboratorio Central.de Artillería y la Comisión permanente para ensayo de materiales.
Tanto por el número de comunicaciones y memorias presentadas como por el de congresistas inscritos, este Congreso ha constituido una importantísima manifestación, que hará fijar la atención de los centros técnicos de Europa en la actividad de las industrias metalúrgicas de España y de una
En el "stand" de la prensa técnica de la Exposición se repartían gratuitamente números extraordinarios de marzo de la veterana revista "Electricidad, Mecánica y Fundición", de Barcelona, ocupándose extensamente del- Congreso.
Terminado el Congreso, tuvo lugar, del 16 al 27 de abril, un viaje de estudios, que comprendió, además de las fábricas de la región de Barcelona, de las que una parte se habían visitado en los días del Congreso, la de Altos Hornos de
dustrial Metalúrgica" y alma del Congreso en España.
Y al contestar al "hasta pronto" con que nos saludó a los congresistas el ilustre señor De Míquel, diremos tristes por la separación: "Así sea", recordando con melancolía las frases que el Inmortal Cervantes, genio de la raza, pone en boca de Don Quijote para pintar a los catalanes: "Barcelona, archivo de la cortesía, albergue de los extranjeros, hospital de los pobres, venganza de los ofendidos y correspondencia grata de firmes amistades, y en sitio y en be:lleza, única". AELE.
Ferrocarriles
Emisión de Deuda Ferroviaria
La "Gaceta" del día 3 de mayo publica un Real decreto autorizando al Consejo Superior de Ferrocarriles para efectuar una emisión de Deuda Ferroviaria amortizable del Estado por valor de trescientos millones de pesetas, que llevará fecha 1." de abril de 1928, desde cuyo día devengará intereses.
Esta emisión es la segunda del capital nominal autorizado de 2.600 millones de pesetas que deberá ser puesta en circulación en el plazo de cinco años, a partir de julio de 1925. La primera emisión fué de 500 millones
Obras y construcciones del ferrocarril Madrid a Burgos.
manera especial en el núcleo de técnicos y estudiosos con que cuenta nuestro país.
La Exposición anexa al Congreso de Fundición, que también se celebró en el palacio Victoria Eugenia, de Montjuích, ha sido constantemente visitada todos los días, y sus instalaciones han merecido grandes elogios de los técnicos extranjeros que han acudido a visitarla detenidamente.
Los alumnos de la "Escuela de Ingenieros Industriales", los de la "Escuela del Trabajo", los de la "Internacional Institución Electrotécnica" y de otros centros de enseñanza, también la visitaron.
Atendiendo al deseo expresado por los obreros del ramo, de visitar la Exposición, el Comité organizador acordó que el domingo, 15 de abril, quedase abierta todo el día, sin pago algtmo por la entrada.
La prensa técnica estuvo dignísimamente representada en el Congreso en la persona de don Teodoro Colomína, presidente de la Asociación Española de la Prensa Técnica.
También había representantes de la prensa técnica extranjera, entre los que recordamos a M. Louís Descroíx, director de la "Revue de Metallurgie", y a los redactores de "Bulletin de L'Asociation Technique de Fonderie", de París

Sagunto (Valencia), Electro-Mecánica de Córdoba, Fábrica de Artillería de Sevilla, Pirotecnia y otras; Taller de Precisión y Laboratorio Central de Artillería de Madrid, Fábrica Nacional de Armas de Toledo, y para terminar, los establecimientos metalúrgicos más importantes de Bilbao y de su región, entrando por San Sebastián en Francia los congresistas extranjeros. Recibieron una excelente impresión. Habían descubierto, decían, una España nueva para ellos
La falta de espacio nos impide dedicar atención amplía a estas manifestaciones, limitándonos a la labor científica desarrollada en las sesiones.
Los que asistimos al Congreso no olvidaremos nunca la deuda de gratitud y admiración contraída con el "Comité de organización", compuesto por los ilustres ingenieros y metalurgistas siguientes: Don Joaquín de Míquel, presidente de la "Unión Industrial Metalúrgica"; don José Serrat y Bonastre, asesor técnico de la "Unión Industrial Metalúrgica";don Andrés Oliva, expresídente de la Asociación Nacional de Ingenieros Industriales; don Juan Más Bagá, fundidor de aceros; don José Cañameras, fundidor de hierros; don Mateo Grau, fimdídor de bronces; don Juan M España, ingeniero constructor de París, delegado de España en los Congresos Internacionales de Fundición; don Alejandro Plana, secretario general de la "Unión In-
La contrata de las obras de explanación, fábrica, túneles, accesorios y edificios de la tercera sección (Aranda a Burgos) del ferrocarril de Madrid a Burgos, ha pasado a poder de la Sociedad "Obras y Construcciones Hormaeche".
Igual mente "Construcciones Bemal, S. A.", se ha hecho cargo de la contrata para construir las obras de explanación, fábrica, túneles y accesorios del trozo tercero de la subsección segunda de la sección primera del ferrocarril citado.
Ambas contratas se han otorgado por la cesión hecha a favor de las sociedades nombradas, por don Manuel Bernal Gallego, a quien le habían sido concedidas.
Don José Bonet y don Julio Morales, contratistas de las obras de la subdirección segunda de la sección segunda del ferrocarril que nos ocupamos, han hecho también cesión de sus derechos a la sociedad anónima "Estudios y Construcciones", domiciliada en Barceolna.
Los transportes por carretera y los ferrocarriles.
Se ha constituido en Francia, por los ferrocarriles del Estado, los ferrocarriles secundarios y las compañías de transporte por automóvil, una sociedad auxiliar llamada de Transportes del Oeste y del Sudoeste, a fin de evitar competencias y desarrollar el turismo. Se^creejjue este mismo_sistgna adop-^
Las minas de potasa de Alsacia Vista de los cristalizadores de cloruro potásico.326
taran las grandes empresas francesas de ferrocarriles
El túnel de Canfranc
El 17 de mayo llegó a la estación de Arañones el primer tren procedente de Francia, compuesto por una locomotora eléctrica, furgón, un coche salón y seis coches de tercera clase. El tren se había formado en Bedous, haciendo el recorrido en 14 horas 20 minutos.
Los ingenieros franceses que venían en el convoy fueron obsequiados y saludados en nombre del ministro de Fomento y del director general de Ferrocarriles por el ingeniero jefe de los Transpirenaicos, don Telmo La<;asa
Invitados por los ingenieros franceses, las personalidades españolas hicieron una excursión a Bedous.
No está aún determinada la fecha de la inauguración oficial de la línea, que revestirá gran solemnidad, asistiendo los jefes de Estado de Francia y España.
El Metro de Barcelona y el Norte.
Parece ser que se ha llegado a un acuerdo entre la Compañía del Norte y el Metro de Barcelona, por el cual pasará al Norte la concesión del trozo Plaza de Cataluña-Estación Norte.
El Norte ejecutará las obras necesarias para terminar la estación de la plaza de Cataluña y las líneas y túneles necesarios para realizar la concesión. La Compañía del Norte indemnizará al Me_ tro por el uso de la estación de la plaza de Cataluña, y pagará pasaje por el paso de sus trenes por la^ líneas del Metro.
El Metro piensa ejecutar el trazado hasta Hospitalet.
Minas y metalurgia
Crédito extraordinario.
Con objeto de satisfacer al Sindicato de Productores Libres de Mineral de Plomo el resto del auxilio de carácter reintegrable que le había sido concedído, le ha sido otorgado un crédito extraordinario de 1.500.000 pesetas.
Las prospecciones geofísicas.
El concurso público para contratar la realización de los estudios geofísicos propuestos por el Instituto Geológico y Minero de España en la zona comprendida entre Alcalá de Henares y Torrelaguna (Madrid) ha sido resuelto adjudicando a la única proposición presentada, de "La Geofísica, S A.", la contrata de ejecución, sólo del estudio geofísico, por el procedimiento sísmico, del perfil que, partiendo de los afloramientos cretáceos de Torrelaguna, llegue al sondeo ejecutado en Alcalá de Henares, y declarando desierto el expresado concurso en cuanto se refiere a la ejecución del estudio geofísico que había de rea-j
lízarse por el procedimiento gravimé-i trico, siguiendo el polígono de que son vértices los pueblos de Algete, Fuente el Fresno, Alcobendas, Paracuellos de Jarama y Ajalvir, para cuya realización se anuncia a nuevo concurso, con arreglo a las mismas bases en que se hizo primitivamente.
Limitación de producción.
Con objeto de atemperar el aumento de producción al incremento del consu-¡
Don José Luis Pastora, afecto a la; Sección de Centrales de la S. I. C. E., haj sido destinado al servicio de minas del' Protectorado en África. ]
Don Evaristo Martínez de la Cueva se; ha hecho cargo del puesto vacante. ;
A la reunión anual de la Comisión in-' ternacional permanente de los Congresos! de Navegación, celebrada en Gante el | mes pasado, asistieron, en representa- i ción de España, don Guillermo Brock- ! man, como presidente de la delegación,
Las minas de potasa de Alsacia. Depósitos de eristatización de los nitratos mo, de Real orden se ha dispuesto que:
Las empresas mineras queden obligadas a limitar el aumento de producción al 10 por 100 de su producción normal Para rebasar este aumento deberá obtenerse autorización del Comité Ejecutivo de Combustibles Sólidos, quien atenderá en sus resoluciones a la calidad del carbón producido y a la seguridad de su colocación en el mercado. La falta de esta autorización privará a los infractores del derecho a los auxilios previstos en el régimen de la economía del carbón almacenado en bocamina, y determinará a la vez una rebaja en los cupos que les estén señalados para el suministro alas industrias obligadas, equivalentes a su aumento de producción.
Todos los pedidos de carbón destinados a industrias obligadas deberán ser dirigidos a la oficina central de la Federación de Sindicatos Carboneros.
Nombramientos y traslados
En su última reunión, la Asociación Tónica de Fundición de París ha decidido reelegir por unanimidad a nuestro colaborador don J. M. España, vicepresidente por España.
y don Manuel Becerra, ambos ingenieros de Caminos, Canales y Puertos. Aceptando la invitación de Alemania, dichos señores visitaron las importantes obras del puerto de Daisburg.
Para presenciar las pruebas que en el puerto de La Coruña ha de realizar la Sociedad Española de los procedimientos W. A. Loth, para la dirección electromagnética de los barcos, aeroplanos y dirigibles, de Real orden se ha nombrado una Comisión, integrada por el ingeniero jefe de Obras Públicas de La Coruña, el ingeniero director de la Junta de Obras de aquel puerto y un ingeniero de los afectos a la Jefatura del Servicio Central de Señales Marítimas.

Ha sido autorizada la Comandancia de Ingenieros de la Aeronáutica Militar para aprovechar un litro de agua por segundo de los manantiales de las Fontanillas, en término de Ferral, para abastecimiento de la base aérea de León, con arreglo al proyecto suscrito por el ingeniero militar don Luís Noreña.
Ha ingresado en la Compañía de Ríotinto el ingeniero de Minas don Fernando Merry del Val.
Ha sido nombrado don Mariano Bastos Ansart, ingeniero industrial, para
327
„ fábrica de material telefónico de la «Standard Eléctrica» ~A.la izquierda, una seceión de máquinas de taladrar, algunas de las cuales son de husillos múltiples; a la derecha, cl departamento de fresadoras, donde seVealiza el acabado de las superficies planas.
asistir, en representación de España, al V Congreso Internacional del Frío
Ha quedado adscrito, por orden de la Dirección General de Sanidad, al Instituto Provincial de Higiene, don Luis Noreña Ferrer, ingeniero militar.
Don José María Torreja y don José Soriano Viguera, ingenieros geógrafos, constituyen la Comisión que irá a Berlín, Jena y Stuttgart, para hacerse cargo de un estereoplanígrafo.
Los ingenieros de Minas don Luis de la Peña, director del Instituto Geológico y Minero de España, y don Enrique Dupuy de Lome, vocal de dicho Centro, asistirán, en representación de España, a la reunión internacional geológica que ha de tener lugar en Copenhague en los días 25 al 28 de junio.
Las minas de Almadén y Arrayanes han pasado a ser dirigidas, respectivamente, por don Carlos Matas Martí y don Francisco de Borja Palomo, ingenieros de Minas, que prestaban anteriormente sus servicios en los citados centros.
El ingeniero militar don Juan Noreña Echevarría ha sido nombrado ingeniero delegado en Cádiz de la Sociedad General de Obras y Construcciones de Bilbao,pasando como ingenierodelacontrata a las obras del puerto de la Coruña, que ejecuta también la mencionada Sociedad, el ingeniero militar don Santiago Noreña Echevarría.
Ha sido nombrado consejero de las sociedades "Electra del Esva" y "Aplicaciones Nuevas del Hormigón Armado"el comandante de Ingenieros don Carlos Peláez y Pérez Gamoneda, subdirector del departamento de Instrucción y profesor de Electrotecnia de la Compañía Telefónica Nacional de España.
Servicios del Estado.
Ingenieros agrónomos.—Se destina al ingeniero tercero, de nuevo ingreso, don
José Sobrini, a la Estación de Viticultura y Elagotecnia de Haro
—Por renuncia de don Eduardo Fernández Trevijano se nombra jefe de cátedra ambulante de "Mancha-Extremadura" a don Carlos Morales Antequera, jefe de la Sección agrícola de CiudadReal
—Se jubila a don José María Iñigo de Ángulo, presidente del Consejo Agronómico.
—Ascienden: a presidente de Sección, don Manuel M. Puigo Saramillo; a inspector general, don Luis Ardanar; a ingeniero jefe de primera, don Ramón Morenes; a ingeniero jefe de segunda, don Narciso UUastres; a ingeniero primero, don Ángel Arancón; a ingeniero segundo, don José María Baderan, e ingresa el aspirante don José Benítez Vélez.
Ingenieros de Caminos.—Ha sido jubilado a su instancia el jefe de segunda don José Oasamor, que se encontraba en situación de supernumerario.
—Ha sido nombrado director de la Junta deObras del puerto de Santa Cruz de Tenerife el segundo don Juan J Luque Aregenti, declarándole en la situación de supernumerario Servía en la Jefatura de dicha isla.
—Ha sido declarado en la situación de supernumerario, fuera del servicio activo, el primero don Gregorio Sanz Gallego, que servía en la Confederación del Duero.
J. ARMER O
DE CAMINOS
INGENIERO
INGENIERÍA HIDROELÉCTRICA
ORGANIZACIÓN Y EXPLOTACIONJE EMPRESAS
PROYECTOS - CONSTRUCCIÓN - PERITAJES
Goya, 26.-MADRID
Teléfono 52.615
Ingenieros de Minas.—Se destina a la Escuela de Maestros Mineros y Fundidores de Linares al ingeniero don Enrique Arias Quíntela.
Obras públicas, y municipales
Plan de obras de la Confederación del Ebro.
La última monografía publicada por la Confederación del Ebro constituye un volumen de 356 páginas y 67 fotografías y planos, en el que se describe el tercer plan de obras y trabajos de la Confederación. Permite darse al lector cuenta de la compleja labor que se propone realizar Extractamos a continuación su contenido y recomendamos su lectura a los que quieran conocer los problemas que plantea el aprovechamiento integral de los recursos de una cuenca y la manera como los ha enfocado la Confederación del Ebro.

El primer plan fué presentado en la misma reunión de la Asamblea Contenía los rasgos esenciales del posible desarrollo de la Confederación; pero tenía más bien el carácter de una aspiración. El segundo plan, redactado seis meses más tarde, cuando ya habían sido organizados casi todos los servicios previstos en el plan inicial, contenía ya importantes desenvolvimientos de la idea inicial Este tercer plan los amplía considerablemente. No en balde ha transcurrido un año más, durante el cual la acción de la Confederación ha alcanzado a los últimos rincones de la cuenca y se ha creado un sólido crédito en el mimdo de los valores públicos.
En este plan se ha atribuido la mayor importancia a los trabajos de estudio y de preparación, fundamentado así sólidamente el porvenir. Las obras se han atendido con un criterio de realidad, huyendo de avances aparatosos para buscar la seguridad en el proceso metódico de la transformación perseguida, atendiendo al aspecto social del proble-
328
ma y abriendo a la posible colonización de zonas poco productivas cauces nuevos que aporten actividades hasta ahora perdidas.
ESTUDIOS
Estos trabajos están encaminados a la investigación de posibilidades nuevas y coordinación y mejora de los servicios actuales. Se describen en la monografía los realizados y planeados en las cuencas del Jalón, ríos riojanos, Aragón, Ebro medio, Arba y Huecha, Gallego y Somontano, Cinca y Segre, y rehabilitación del bajo Ebro como vía fluvial de transporte.
SERVICIOS GENERALES TÉCNICOS
Están ya organizados algunos de estos servicios.
El servicio hidrográfico consta de tres partes distintas, de las cuales sólo está en plena marcha la de Estadística Matemática. Tiene a su cargo todo el estudio foronómico, archivo de los datos y deducción de leyes aplicables a zonas poco estudiadas por falta de antecedentes. I^a organización de Estadística Maniática sigue las normas que se detallan en el fascículo XIII de las publicaciones de la Confederación
En el servicio meteorológico se ha podido hacer poco hasta ahora, no obstante la atención puesta en disponer una i'ed pluviométrica complementaria de la oficial Recientemente se ha llegado a un acuerdo con el Servicio Meteorológico Nacional, que ha accedido a organizar una red pluviométrica en la cuenca del Ebro.
El servicio geológico ha efectuado ya algunos importantes reconocimientos, y va disponiendo elementos para formar un plano geológico de la cuenca del Ebro, en escala suficiente para realizar estudios de hidrología subterránea, geografía agrícola y pluviografía
Se ha previsto la ejecución de varios laboratorios: el hidrotécnico, el de ensayo y recepción de materiales y el mi-
crográfico para aplicación agronómica forestal.
El coste de los alquileres de automóviles ha decidido a organizar el servicio de locomoción, y en breve se van a instalar garajes, almacenes y talleres con este objeto
Otro importante servicio técnico de carácter general son los de cartografía y nivelaciones de precisión, que han adquirido un extraordinario desarrollo Aun limitándose a la labor realizada en planimetría y relleno parcelario, el tra- • bajo realizado es considerable. Se dispone actualmente de levantamiento aerofotográfíco de todo el Ebro, salvo la parte riojana y castellana, no incluida la cabecera ya estudiada, y los ríos Aragón y Cinca, de los que sólo faltan las cabeceras.
El servicio pericial y de expropiaciones ha realizado la tasación y ajuste de las zonas afectadas por el canal Victoria-Alfonso, término de Barasona, y casi todos los del Ebro.
Un servicio muy importante que no ha sido descuidado es el sanitario y social Dictará normas para la instalación de aglomeraciones obreras y tomará las medidas necesarias para evitar el desarrollo de las endemias palúdicas. El servicio de inspección social cuidará del cumplimiento de las disposiciones que afectan al trabajo y a las cuestiones sociales que plantean las obras.
OBRAS
Sin duda es esta la parte más sugestiva del plan, en estos momentos de actividad constructiva. En la parte dedicada a esta actividad se da para cada obra noticia de lo ejecutado anteriomente; de lo realizado hasta primero de octulsre de 1927, última fecha en que, antes de la publicación de la monografía, ha sido viable la justificación de gastos; lo que probablemente habrá podido invertirse con cargo al presupuesto durante el cuato trimestre de 1927, y, por último, lo que podrá ser invertido durante el ejercicio de 1928

Se acompañan planos de los embalses y canales, secciones de las presas y otros dibujos relativos alas materias tratadas
APLICACIONES
Uno de los aspectos más interesantes de la labor de la Confederación es el de las previsiones agronómicas Para esto se ha atendido a la enseñanza ambulante, a crear campos de demostración y a realizar estudios técnico-agronómicos de carácter social.
La realización de la enseñanza ambulante se ha detenido un poco en espera a conocer cómo se desenvuelve la enseñanza ambulante oficial recientemente creada. La de la Confederación será compatible con la oficial, pues sólo persigue divulgar la transformación de secano en regadío A este orden de trabajos cabe atribuir el concurso de maquinaría y herramientas para nivelación de tierras, abancalamiento, apertura de zanjas, trabajos de descuaje, desfonde y varios, organizado en Tardíenta con éxito rotundo.
El plan para 1928 incluye la instalación de un campo de demostración en Almudévar, sitio elegido por su situación estratégica cerca del canal de Monegros, zona en donde el ciclo de transformación tiene que ser forzosamente amplio y donde la enseñanza es más necesaria. Por sus fines de demostración, experimentación y auxilio al labrador desempeñará un papel importantísimo.
El servicio agronómico tendrá a su cargo también el delicado estudio de la modulación de las tomas de agua y el de estadísticas y valoraciones.
En el aspecto forestal se han instalado, y se encuentran en pleno cultivo, siete viveros en la cuenca del Jalón Asimismo ha quedado establecido uno en Graus y otros quedarán establecidos en este año en las cuencas del Gallego y del Aragón.
La labor más importante realizada ha sido el estudio de proyectos nuevos de correcciones de ramblas y barrancos y trabajos topográficos sobre 40.000 hec-
4
La fábrica de material telefónico de la «Standard Eléctrica»
A la izquierda, las ofíeinas generales de la Compañía, instaladas en el piso euarto del edificio, reproducido en la figura de la derecha Este edificio es el primer bloque de los seis que en el futuro formarán la fábrica de Madrid En la página 333 publicamos una información detallada de la instalación
329
VENDEMO S
EL HIERRO PURO "ARMCO"
EN: TUBOS, RAILES CONDUCTORES , CHAPAS;
Chapa gruesa. l
Chapa mediana. 1
Chapa estriada. ^
Chapa fína negra.
Chapa galvanizada.
Chapa emplomada.
Chapa para esmaltar.
Chapa para embutisaje.
Chapa satinada para embutisaje extraprofundo.
PERFILES DE CONSTRUCCIÓ N Y DE CERRAJERÍA

PLANOS ANCHOS
ALAMBRE S DE HIERR O
Para soldadura autógena. Para telégrafo.
Armadura de cables submarinos.
Espino para vallas. Electrodos para soldadura eléctrica.
PUNTA S Y REMACHES , META L DESPLEGADO ,
FLEJES NEGROS Y LAMI-
NADOS EN FRÍO
ESTIRAD O EN TODO S LO S PERFILES
PIEZAS FORJADAS
Otras especialidades '*ARMCO
en chapas de acero. Chapas para transformadores.
Perfiles de Construcción
Los ingenieros recomiendan el Hierro Puro «Armco» porque resiste, bajo las más variables condiciones de clima, a los humos, al aire salino y a todas las demás acciones corrosivas
Las cualidades del Hierro Puro «Armco» imponen su empleo en la construcción de puentes, estacadas, muelles y otros trabajos a la orilla del mar, en las construcciones metálicas de industrias químicas, fábricas de gas, etc.; en una palabra, en todos los sitios donde las condiciones de conservación son difíciles y costosas.
El Hierro Puro «Armco», que es el hierro más puro que jamás se ha producido industrialmente, contiene menos de 0,16por 100de impurezas, tales como carbono, silicio, man-,
THE ARMGO
ganeso, azufre, fósforo y cobre Es lo que explica el porqué los productos laminados con Hierro Puro «Armco» son tan duraderos, no existiendo prácticamente la corrosión por puntos.
El precio de compra no es el único elemento que debe tomarse en consideración al encargar una construcción metálica, pues el cliente debe además pensar en lo que le costará la conservación anual de su obra y que acabará por tener que reemplazarla cuando ya sea inútil. Si está hecha con Hierro Puro «Armco», durará mucho más tiempo y, además, su conservación quedará reducida al mínimo.
La duración del Hierro Puro «Armco» es una fuente de beneficios para usted.
TIONAL CORPORATION
Oficina Central para el Continente Europeo: 123, Avenue de Villiers.—PARÍS
Ajrente general para España:
ROBERTO MULS
Plaza de Letamendi, 35 BARCELONA
El mayor productor de chapasespeciales del mundo entero
"
tareas para preparar los proyectos de repoblación. Otros trabajos se han efectuado para planear la restauración en las cuencas del Gallego, Aragón, Segre, Jalón, Cinca, con objeto de disminuir los arrastres sólidos de estos ríos.
Los trabajos se relacionan en algunos lugares con la actividad minera e industrial, y para estos casos se ha previsto la necesidad del correspondiente asesoraimentg. ^. _ _ _ _
PRESUPUESTO
Por todos conceptos el presupuesto de gastos de la Confederación para 1928 es de 105.678.386,97 pesetas, del cual el capítulo más importante es el de obras, que alcanza a 81.914.396,12 pesetas El presupuesto de ingresos se estima en 105.725.000, produciendo un superávit de 46.613,03 pesetas. Las partidas más importantes de él son la subvención del Estado, constituida por la cantidad que antes de formarse la Confederación dedicaba a todas las actividades que ésta ha absorbido, y que se eleva a 15 millones de pesetas, y el empréstito, que será de 80 millones de pesetas. La monografía publica con todo detalle la división del presupuesto entre las diversas atenciones de la organización.
Empréstito para Marruecos.
Se ha acordado que el Estado garantice un empréstito que levantará el Majzén para hacer frente y desenvolver todo Un plan general de obras públicas en la zona de nuestro Protectorado de África.
La organización de los puertos de Canarias.
Para añadir a los estudios de la Comisión nombrada para informar sobre la mejor agrupación de los puertos en que no existen Juntas de Obras, datos sobre los puertos de Canarias, ha sido nombrado en comisión el ingeniero jefe interino de Santa Cruz de Tenerife don Pedro de Benito.
Los riegos de Lorca.
Por decreto se ha dispuesto que la administración de los Riegos de Lorca estará a cargo de la Confederación Sindical Hidrográfica del Segura, por mediación de una Junta social, que se creará a dicho efecto, la cual actuará también como Junta administrativa y de explotación de las obras
La Confederación del Guadalquivir.
El 1.» de mayo quedó constituida en Sevilla la Confederación Hidrográfica del Guadalquivir.
El Pleno de la Asamblea de la Confederación Sindical Hidrográfica del Guadalquivir se reunirá en noviembre, examinándose entonces el plan de obras y presupuesto para 1929
Nuevo puente móvil en Bilbao
Se ha decidido ya el carácter que tendrá el puente sobre la ría de Bilbao, frente a la calle de Buenos Aires Durante mucho tiempo ocasionó en aquella ciudad apasionadas discusiones entre los partidarios de que fuera fijo y los que lo querían móvil, con objeto de que no ahogase la navegación que hoy llega hasta el puente de Isabel II, en el Arenal
En la reunión celebrada en Madrid entre el ministro de Fomento, el presidente de la Junta de Obras del Puerto y el alcalde de aquella ciudad, se ha acordado que el puente sea móvil y con régimen de horas para su funcionamiento, convirtiéndolo en fijo si las necesidades del tráfico lo exigiesen; que el Gobierno contribuirá a la construcción; que será autorizada la construcción del puente de Deusto Con respecto al importantísimo proyecto del canal de Deusto, se tendrán en cuenta los intereses afectados por aquellas otaras, y el Gobierno está dispuesto a dictar cuantas Reales órdenes sean precisas para garantizarlos.
El pantano Príncipe Alfonso.
Por la Unión Española de Explosivos, S. A., de Bilbao, ha sido encomendada a la S. A. Maquinista y Fundiciones del ii.oro, de Zaragoza, la construcción de rejillas, compuertas y válvulas mariposa para el aprovechamiento hidráulico del pantano del Príncipe Alfonso.

El canal de Urgel pasa a la Confederación del Ebro.
Ha visitado al ministro de Fomento la comisión nombrada el año pasado para estudiar el acuerdo que sirviera de base para la resolución definitiva del Gobierno, estableciendo normas para la construcción inmediata del canal auxiliar, regularízación de las obras del Segre y demás obras complementarías de los riegos de la comarca de Urgel.
Por virtud de tsiles conclusiones, el canal de Urgel queda de hecho incorporado al régimen general de la Confederación del Ebro, anticipándose de esta suerte la reversión de sus concesiones; se decide la inmediata construcción del canal auxiliar y de su embalse alimentador de San Lorenzo, encargándose de esta obra la Sociedad Riegos y Fuerza del Ebro, y del canal la propia Confederación, que aplicará sus normas habituales de eficacia y rapidez. Se sientan las bases para la ejecución de las demás obras complementarías, y se limita la carga que ha de ser impuesta al país regante, a los términos definidos en coiñpromisos anteriores.
El ingeniero director de la Confederación del Ebro, don Manuel Lorenzo Pardo—que es autor de la ponencia—, interrogado acerca de los efectos inmediatos que tendrá la incorporación del canal de Urgel á la Confederación del Ebro, expresó que la primera consecuencia seria
la construcción inmediata de obras que interesan a la actual zona de Urgel, que queda de hecho dividida a los efectos de su mejor alimentación de aguas en dos zonas, que con relativa independencia serán alimentadas por dos canales distintos: el antiguo o principal, que en su día habrá de alimentarse con aguas del Segre, regularizadas por un pantano de ejecución prevista y próxima, y otro inferior, que se alimentará con un canal auxiliar que ya tiene su pantano aiimentador (el de San Lorenzo), en vísperas de ejecución.
La zona afectada por los beneficios— en la actualidad de 70.000 hectáreas—alcanzará 100.000.
Añadió que en la próxima Asamblea se tratará del reglamento de los ríos, canales y pantanos
El pantano de Maya.
Se halla en estudio el futuro pantano de Maya, la primera de las obras nuevas que trata de llevar a cabo la Confederación Hidrográfica del Duero.
Según los primeros cálculos, embalsará 150 millones de metros cúbicos, y su presa oscilará alrededor de los 30 metros de altura
No obstante las proporciones de su embalse, no implica la desaparición de ningún pueblo ni tierras laborables, excepción hecha de imas huertas enclavadas en la dehesa de Salvatierra.
Puente sobre la bahia de Cádiz.
La bahía de Cádiz obliga a dar un rodeo de 28 km. al tráfico entre esta población y el resto de la Península, y para evitarlobastaría unirconunpuente las puntas de Trocadero y Puntales, reduciendo así los 28 km. antedichos a solamente diez. Estando en construcción el ferrocarril de la Sierra, el aumento que experimentaría el tráfico medíante esa nueva vía ha movido al ingeniero de Caminos don Eduardo Torroja a presentar al Estado una proposición para realizar esta obra, de cuyo proyecto extractamos lo siguiente:
La distancia en bajamar entre las puntas de Trocadero y Puntales es de 1.238 m.; los calados alcanzan, también en bajamar, a 9,50 m.; los fondos son, casi constantemente, fangos muy blandos, mezclados desigualmente con arenas calizas finas; a medida que se desciende, los fangos se hacen más compactos, y a una profundidad variable, pero siempre menor de 20 m., se encuentra el terreno firme La alineación del puente corta el canal de entrada de la base naval, cuyas instalaciones de la Carraca quedan en el fondo de la bahía.
La obra se proyecta para simple vía de ferrocarril, calzada de carretera de seis metros y andenes de 1,50 m.
La longitud del puente se cubre con dos tipos distintos de estructura. Por cada lado, y hasta calados de 6,50 m. (B M V E.) próximamente, se disponen tramos de hormigón armado de 20 m. de longitud sobre palizadas y pilotes del mismo material. El centro de la obra, con calados mayores en 438 m.
3311
SOCIEDAD ESPAÑOLA DE ELECTRICIDAD
Locomotor a eléctrica "Metrovick " de 2.340 CV.,3,000 voltios 100 toneladas de peso para el Ferrocarri l Paulista del Brasil
Referencias en
EUROPA ASIA :: ÁFRICA
AMERICA y OCEANIA de los ferrocarriles electrificados con material sum nistrado
POR LA
METROPOLITAN-VIGKERS

Ferrocarril de Londres - F C Metropolitano de Londres - F C SOUTHERN - F C
MERSEY - F. C. del Gobierno de Nueva Gales del Sur - F. C. del Gobierno Holandés - F C del Estado de Italia - F C del Estado de CHECOESLOVAQUIA - F C del Norte de España: Barcelona Manresa-Vich e Irún-Alsasua - F. C. del Oeste de Australia - F C GREAT INDIAN PENINSULAR - FC del Gobierno Imperial Japonés
. C. del África del Sur - Ferrocarril Central Argentino - F. C.OESTE de Minas
Brasileño - Ferrocarril del Oeste de Buenos Aires - Ferrocarril Paulista del Brasil - etc . - etc.
Oficina Central en España:
MADRI D - Principe , 1
BILBA O
Egruidazu y Landech o
Alameda Recalde, 46
SOCIEDAD ESPAÑOLA DE ELECTRICIDAD
BARCELON A
Electri c Supplie s Co .
Fontanella, 14 ,^
FABRICA TALLERES
Manchester y Sheffield (Inglaterra)
Ingeniería y Construcción
de longitud, se proyecta con una estructura mixta metálica y de hormigón armado con luces de 36, 50 y 57 m., apoyadas sobre macizos de hormigón cimentados sobre el firme por aire comprimido. Las dos luces de 57 m. corresponden a un tramo giratorio de eje vertical.
El piso está formado por losas armadas en dos direcciones y apoyadas sobre viguetas y largueros del mismo material; las viguetas están espaciadas normalmente a cinco metros (en los extremos de cada tramo a cuatro metros), y los largueros, en número de tres, corresponden con los cuchillos.
El tramo giratorio está formado de dos brazos iguales de 57 m. cada uno, y deja por cada lado un paso libre a la navegación de 50 m La estructura es análoga a la de los otros tramos, y la altura de los cuchillos en el apoyo central es de 14,50 ra. entre ejes de cabeza.
El giro se produce sobre una rótula central, formada de dos casquetes esféricos de diferente radio, de bronce fosforoso el superior y acero el inferior.
Exteriormente los cimientos tienen la forma de un hiperboloide, de cuya garganta arranca hacia arriba el cuerpo cilindrico de la pila; análogamente, por el interior de la chimenea central se desarrolla en otro hiperboloide que forma la cámara de trabajo. Como el cuchillo forma un cuerpo de revolución, los empujes del agua y del terreno están muy bien resistidos, y, por otra parte, la forma de la cámara de trabajo tiene, en terrenos flojos como los que ha de atravesar, la enorme ventaja de presentar siempre un fácil ataque al terreno, aun cuando el cuchillo se hinque mucho, y, además, en los trabajos preliminares de botadura, transporte y fondeo del cajón, permite dar a las paredes espesores hasta de 6 ó 7 cm., como se comprobó en los primeros proyectados para un puente, también en Cádiz, sohre el Caño de Sancti-Petri, en donde los cajones se botaron y fondearon sin percance ninguno y está actualmente terminándose su hinca.
Los pilónos, como las riostras y pilotes, están calculados para resistir, además de las cargas verticales, los empujes horizontales del viento y del frenado, y quedan trabajando a cargas combinadas menores de 48 kg/cm.^
El presupuesto de contrata de toda la obra necesaria para imir las vías férreas y carreteras de una y otra margen, es de 12.647.252,39 pesetas, y el del puente, 11.400.706,98 pesetas, resultando uu coste medio por metro lineal de 10.664 pesetas, que se convierte en 7.918 pesetas para la parte de hormigón armado, 11.339 pesetas para la estructura principal y 22.639 pesetas para el tramo giratorio, incluyendo la maquinaria y cimentación
Subastas, concesiones y autorizaciones
Han sido autorizadas con otros varios peticionarios la Sociedad "Marina Auxi-
liante" y la denominada "Pósito El Progreso Pescador" para ocupar terrenos en la playa de Levante, del puerto de Valencia, destinados a la instalación de industrias marítimas.
Las obras se ejecutarán con arreglo al proyecto suscrito por el arquitecto don Víctor Gozálvez.
Ha sido adjudicado a la Sociedad Española de Construcción Naval, en el precio de 327.505 pesetas, el concurso celebrado para adquirir un coche-salón destinado al servicio del Ministerio de Fomento en viajes oficiales y para vía de ancho normal.
Firma el proyecto base de la adjudicación el ingeniero Industrial D. Fernando Reyes
Previa licitación en pública subasta, se ha autorizado el aprovechamiento con destino al cultivo de dos parcelas de terreno en la margen izquierda del río Alvedosa, descritas en el proyecto presentado por D Avelino Gíráldez y suscrito por el ingeniero de Caminos D. Rafael Picó.
Ha sido aprobado el proyecto reformado del encauzamiento y puente sobre el río Guadalfeo, por su presupuesto de ejecución por el sistema de administración de 6.621.953,27 pesetas, que produce un adicional de 3.180.508,14.
Se ha concedido a D. Luis Mexía Miranda autorización para aprovechar terrenos en la zona marítimo-terrestre en el término de Puerto Real, destinados a la ampliación de una salina de su propiedad.
Firma el proyecto ampliativo el ingeniero D. Salvador Robles.
Varios
La fábrica de material telefónico de la Standard-Eléctrica

El 24 de febrero último fué inaugurada oficialmente la fábrica de aparatos, centrales y material telefónico, que ha establecido en Madrid la Standard Eléctrica, S A., cuyo edificio está situado en la calle Ramírez de Prado, número 5
El edificio principal, que es una magnífica construcción de hormigón armado, tiene seis plantas, que ocupan en total una superficie de 6.000 m.^ y contiguas a él, dos grandes naves de 3.200 metros cuadrados de superficie total, las cuales serán derruidas a medida que vaya necesitándose su espacio para la
Traducciones técnicas
realizadas por Ingenieros especializados Dirigirse a la Secretaria de la Asociación de ingenieros del i C A I Alberto Aguilera, 25.—Madrid. 8 Apartado 8.066. Teléfono 30.491
ampliación proyectada, pues el edificio inaugurado constituye el primer bloque de los seis de iguales dimensiones que en el futuro formarán la fábrica de Madrid, con ima superficie aproximada de 36.000 m.^
En la instalación se han tenido en cuenta todos los perfeccionamientos que la industria moderna requiere, atendiendo de un modo especial a que la producción se efectúe en las mejores condiciones de higiene, comodidad y seguridad.
La planta baja se destina al montaje de los grandes paneles de conmutadores telefónicos automáticos. En ella están instalados los almacenes de recepción y expedición, así como también el departamento de inspección de ingeniería, donde se revisa y prueba todo el material antes de ser enviado al cliente.
En el piso primero está instalada la maquinaría para el trabajo en piezas metálicas y en los materiales aislantes que forman parte de los aparatos telefónicos. Una sección de esta nave está ocupada por máquinas automáticas y semiautomáticas para los trabajos de torno, estampación de tornillos y limpieza de los mismos Algunas de estas máquinas estampadoras pueden producir hasta 5.000 piezas por hora
Otra parte de la nave está ocupada por máquinas de taladrar, muchas de ellas de husillos múltiples. A continuación está el departamento de fresas, donde se realiza el acabado de las superficies planas Se halla instalado también en este piso im laboratorio para la comprobación de las muestras del herramental y de todos los artículos que produce la fábrica. En este laboratorio se hacen también estudios eléctricos y físicos.
El segundo piso está ocupado por la sección de fabricación de herramental, en la que se construyen matrices, calibres fresados, de formas poco corrientes, y calibres para comprobación de piezas.
Esta es una de las secciones más importantes, porque atiende al gran consumo de matrices que la fabricación requiere. Dará idea de la gran cantidad de matrices que se emplea en la fabricación el mencionar que para la construcción en serie de un aparato telefónico tipo mural se precisan 150 matrices, cuyo valor aproximado es de pesetas 50.000. Para la producción de conmutadores manuales y automáticos se invierten matrices en tan gran número, que su importe se eleva a más de un millón y medio de pesetas.
En otra sección de este piso se hallan instalados los departamentos de niquelaje, barnizado, esmalte, secado por aire, chorros de arena, etc., teniendo instalados potentes aspiradores de aire, que absorben el polvo y emanaciones que se producen durante las distintas operaciones, con lo que los obreros trabajan en las máximas condiciones higiénicas.
En este mismo piso se halla instalada una interesante máquina que coloca contactos de una aleación de oro, plata y
333 .
Socieda
Dirección general: MADRI D - Barquillo, 1. - Apartado 990
BARCELOfSI A
Fontanella , 8
Apartado 432
SEVILL A
San Gregorio, 22 Apartado 176
DELEGACIOIMES :
BILBA O Marqués del Puerto, 16
Apartado 330
LISBO A
Pra$a dos Restauradores, 78
VALLADOLI D
Alfonso XIII, 2

Apartado 77
ZARAGOZ A
Coso, 10 y 12 Apartado 33
DE INDUCCIÓN Superiores en trazado y construcción Fabricació n ce ct GENERA L ELECTRI C Co . THOMSO N HOUSTO N ce ce Sociedad Ibérica de Construcciones Eléctricas
REGULADORES
d Anónima — Capital : 20.000.00 0 d e peseta s
Ingeniería y Construcción j
platino a muelles y resortes. La máquina une eléctricamente los contactos a las piezas, invirtiendo la cantidad justa de aleación. Como la unión se hace eléctricamente se obtiene gran ventaja, ya que'la resistencia al paso de la corriente eléctrica que ofrecen los contactos es mucho menor que cuando éstos han de soldarse con estaño y plomo. La máquina suelda 600 contactos por hora, cantidad muy elevada si se tiene en cuenta lo delicado que es el trabajo.
En el piso tercero se halla el taller de ensamble, capaz para 300 operarios, donde se efectúa el montaje de los aparatos telefónicos de abonados, reveladores, fusibles y partes integrantes de los conmutadores automáticos, etc., etc.
En otra sección funcionan las máquinas bobinadoras automáticas, provistas de contador de revoluciones y aparatos de medida eléctrica. Muchas de estas máquinas son de gran producción y poseen cualidades especiales, como, por ejemplo, la detención del aparato en caso de rotura del hilo, etc. Una operaría puede atender a cuatro de estas máquinas
Otra sección de este piso se dedica a la fabricación de condensadores, que se producen en grandes cantidades.
La inspección y comprobación del trabajo efectuado es atendida por técnicos, distribuidos por los departamentos que efectúan las diferentes operaciones.
A los aparatos telefónicos recién montados se les somete a una serie de pruebas que garanticen la exactitud de su funcionamiento, como, por ejemplo, la prueba de aislamiento de todo el circuito con relación a la masa metálica, la del funcionamiento del timbre de llamada, la de transmisión y recepción a gran distancia, para lo cual se utiliza una línea artificial equivalente a 500 km., etcétera, etc.
Las bobinas fabricadas son también sometidas a diferentes pruebas de resistencia, aislamiento y polaridad.
Estas pruebas las ejecuta un obrero, que sólo tiene que atender a las oscilaciones de la aguja de un aparato indicador La corriente de prueba es de 500 voltios, y la suministra una máquina que se pone en marcha cuando el obrero oprime dos botones.
La polaridad de las bobinas térmicas empleadas en las defensas de centrales, se mide con una brújula, bastando oprimir un botón del aparato de pruebas.
Se miden asimismo las espiras en cortocircuito que puedan tener las bobinas, la resistencia mecánica y el aislamiento de los cordones telefónicos, la capacidad y aislamiento de los condensadores, etcétera, etc
La medición exacta de las piezas fabricadas se realiza con calibres Johansson, y los defectos de las roscas se aprecian con un comparador provisto de un cliché sobre el cual se proyecta el perfil de la rosca examinada ampliada 50 veces, y cuya silueta debe coincidir con el perfil exacto que aparece dibujado en el cliché.
Son también muy interesantes las pruebas de primeras materias, que se
efectúan con el auxilio de aparatos y máquinas modernas
En el piso cuarto están instaladas las oficinas generales de la Compañía, en las cuales trabajan actualmente 170 empleados, y los despachos privados de los jefes, sala de juntas, biblioteca, etc
El piso último lo ocupa el departamento de ingeniería, en donde se hallan convenientemente acondicionados los despachos de los ingenieros y sala de dibujantes.
En el edificio contiguo están instaladas las grandes prensas de embutir y cortar y algunas otras. Estas prensas funcionan de modo que el operador ha de oprimir simultáneamente dos palancas, empleando ambas manos, lo que hace imposible cualquier accidente por descuido.
Existe también un gran taller de cerrajería, en donde se fabrican los armazones de las centrales automáticas y de los equipos repetidores. En lugar inmediato se halla instalada la caldera de calefacción y usos industriales, la central eléctrica transformadora, las bombas y compresores, y en otro pabellón aislado el taller de carpintería mecánica.
Todos los servicios que se relacionan con la producción, bienestar del obrero y seguridad general, han sido cuidadosamente dotados, siendo notable, entre otras, la instalación de iluminación eléctrica sistema "Benjamín", que proporciona la intensidad que cada trabajo requiere; el servicio de incendios, para el que se dispone de una bomba que puede alcanzar agua a una altura muy superior a la del edificio. En todos los pisos hay instalaciones de W. C. y lavabos con agua caliente y fría, salas de guardarropas convenientemente ventiladas, etc., etc.
Hay establecida también una clínica, con asistencia facultativa gratuita, en la que se practican curas de urgencia en caso de accidentes, se auxilia a cualquier empleado que pudiera sentirse repentinamente enfermo y se efectúa un riguroso reconocimiento a los nuevos empleados y obreros que ingresan en la Compañía
Los obreros y empleados de la Standard Eléctrica, S. A., han fundado un club, el cual proporciona una serie de comodidades y ventajas a sus asociados; entre ellas puede anotarse el sostenimiento del comedor para obreros y empleados, para cuyo establecimiento la Compañía ha dado las mayores facilidades, y en él diariamente se reúnen unas trescientas personas, quienes encuentran comida sana y abundante al precio de una peseta el cubierto.
Frente a la.fábricaí y en terrenos de.
la misma, el club ha instalado sus campos de deportes, campo de "tennis", cancha de pelota, campo de "foot-ball", y donde los empleados se ejercitan en las horas libres de trabajo. El club ha instituido también distintas secciones de enseñanza: de primeras letras, de idiomas, de contabilidad, de electricidad y mecánica, etc., etc. Además mantiene una biblioteca circulante, y publica una revista.
En agosto del pasado año fué inaugurada la fábrica de cables telefónicos que la Standard Eléctrica, S. A. posee en Santander, en donde se fabrican, además del cablaje, cordones y alambres para electro-imanes.
Dicha fábrica y la recientemente inaugurada en Madrid se complementan, constituyendo ambas una nueva industria, la de fabricación de material telefónico, cuya importancia y condición eminentemente técnica la clasifica entre las más interesantes de nuestro país
Las servidumbres en los cruces de lineas eléctricas y ferroviarias.
La "Gaceta" del 8 de mayo publicó un Real decreto respecto de la aplicación de las normas que en este sentido se dictaron en 6 de mayo de 1927

Misión científica
Reuniéndose en Londres la Comisión Internacional para Información Sinóptica del tiempo, el señor presidente de la misma solicitó un representante español que concurriese a las sesiones, a cuyo efecto, de Real orden ha sido designado don Enrique Meseguer, jefe del Servicio Meteorológico Español.
A su regreso, el señor Meseguer visitará los trabajos de la Oficina Internacional de París, la estación radiotelegráfica de la torre Eiffel y la Oficina Meteorológica de De-Bílt (Holanda)
Nacionalización de una empresa.
Aun sin estar confirmada todavía la noticia, parece ser que Eléctricas Reunidas de Zaragoza ha adquirido en un millón de pesetas la fábrica de gas de la citada población, propiedad antes de una sociedad francesa.
Las comunicaciones con Guinea.
Próxima a instalarse en la Guinea continental española una estación radiotelegráfica, la ejecución de las obras consiguientes ha sido adjudicada a la C N de Telefonía Sin Hilos
Energía eléctrica para Madrid.
TRADUCCIONES TÉCNICAS DÍL
ALEMÁ N E INGLÉ S Spanische Technische Übersetzung-en por B PONLEÓN, ingeniero (Veinte años de práctica. Especialidad en patentes y en Quimica.)
MADRID —Preciados , 40 , S.°
Con el propósito de comenzar el suministro de fluido a fines de año, se ha recibido en el Ayuntamiento la solicitud de una licencia para el establecimiento de una red de distribución de energía eléctrica con destino al alumbrado y fuerza motriz dentro del término municipal de Madrid por la Sociedad Saltos del Alberche
335
.Experimentos desde globo libre.
Para estudiar prácticamente la oscilación de la cuerda-freno en las tomas de tierra de los aeróstatos, efectuaron una ascensión en globo libre, saliendo del polígono de Guadalajara, el teniente coronel de Ingenieros, jefe de base aérea, don Luis Herrera, y los matemáticos señores Terradas, Lorente (auxiliar de la Facultad ae Ciencias de Madrid y alumno de la Escuela de Caminos) y Sánchez Pérez (catedrático del InstitutoElscuela y secretario de la Sociedad Matemática Española).
UtUizaron el globo esférico "Capitán Peñaranda", de 900 metros cúbicos de capacidad, que se elevó hasta 1.500 metros, haciendo experiencias de medida de la tensión de la cuerda-freno en su caída, y de cinematografía de su desarrollo a los 600 metros, y observaciones con dicha cuerda arrastrada por el suelo a los 80 metros, complementando estas últimas las realizadas sosteniendo la cuerda horizontalmentc entre el globo cautivo y la cubierta de su hangar, y soltando un extremo.
Los sondeos artesianos de San Javier.
El ingeniero de Minas don José María Rubio preconizó hace años, a consecuencia de estudios hidrogeológícos, la ejecución de sondeos en el campo de Cartagena, en la confianza de encontrar aguas surgentes dentro del terreno terciario, o en su contacto con el triásíco subyacente, con lo que aquellos fértiles terrenos dispondrían deaguasdequehoy carecen, pues las freáticas son escasas y de mala calidad. Otros ingenieros, entre ellos don Agustín Marin, coincidían en esta opinión.
Una entidad sondeadora, muy conocedora de la hidrología subterránea de aquella comarca, los señores SánchezMadrid, de Alhama de Murcia, gestionaban al mismo tiempo la ejecución de algunos sondeos, encontrando mucha apatía y desconfianza entre los agricultores. Por fin, muy recientemente, consiguieron que se les encargase un pozo en las proximidades de San Javier. Alcanzada cierta profundidad, se desalentó el propietario de la finca; pero los señores Sánchez-Madrid, con tesón que lea honra, prosiguieron a su costa los trabajos.
ALLIS-GHALMERS Mtg. Co.
Patente núm 64.641.-27 julio 1917
Los propietarios de la patente española arriba indicada, referente a los molinos trituradores y sus elementos quebrantadores, desean hacer en España todo cuanto sea necesario, a fin de satisfacer las demandas razonables del público para utilizar los beneficios del invento patentado
Todas las comunicaciones referentes a tal asunto y patente, recibirán pronta atención.
Dirigidlas a
H, I KEEN, Managing Director
ALLIS-CHALMERS ÍFRANCIA)
3, m e T«itbont.-PARIS (FRANCIA)
Esta insistencia tuvo su premio, y en-j febrero último surgió el agua en el sondeo de San Javier Este sondeo fué pronto seguido de uno en San Pedro del Pinatar, otro en San Javier, otros dos más algo al Oeste de los citados y unos quince más que han sido contratados.
Los pozos ejecutados rinden un caudal entre 7 y 10 litros por segundo cada uno de ellos Los sondeos números 1 y 3 distan entre sí seis metros, y, sin embargo, no se nota influencia mutua entre ellos. La profundidad alcanzada ha sido de 217 metros. Las aguas tienen una temperatura de 35° C, y acusan unos 31 grados hidrotimétricos, con
alta proporción de cloruros en disolución.
Los optimismos que permiten concebir unos estudios científicos, comprobados por la realización de estos sondeos, abren un vasto horizonte al campo de Cartagena, de fértiles tierras, pero que muchos años veía mermadas sus cosechas por falta de agua. Esto debe de servir de estímulo a otras comarcas,j donde, según estudios geológicos, coinciden las mismas circunstancias.
Esta información ha sido extractada de un artículo publicado por el ingeniero de Minas don José María Rubio en la "Revista Minera"
Bibliografí a
Anuarios.
Anuario de Industrias Metalúrgicas — Unión Industrial Metalúrgica, plaza Palacio, 16, Barcelona.
La Unión Industrial Metalúrgica de Barcelona publica desde •hace seis años este anuario, que encierra, clasificadas por provincias, todas las entidades y personas relacionadas con la industria metalúrgica. A estos datos se añaden estadísticas de la producción minera siderúrgica y de construcción mecánicas; estadísticas de importaciones ; índice de productos y de comerciantes y disposiciones legales, etc. Todo esto forma un volumen de cerca de 900 páginas, lujosamente editado
Construcción
Instrucciones para lasconstrucciones en hormigón armado, por J. M. Marchesi.—Rmz Hermanos, editores; plaza de Santa Ana, 13, Madrid.—Precio, 3 pesetas.
El ingeniero agrónomo y geógrafo don José María Marchesi, profesor de la Escuela de Agricultura, ha publicado este manual Comienza con unas consideraciones generales sobre el hormigón, tales como su confección, colocación de materiales, encofrado y datos a comunicar a la Policía de construcción urbana, seguidos del desarrollo del cálculo estático con la determinación de las fuerzas y coeficientes admisibles y el análisis comparativo entre las instrucciones modernas, vigentes actualmente en diferentes países |
Formulario para la redacción de precios compuestos, por /. Noreña, ingeniero militar.—Imprenta Tropas Coloniales, Ceuta 1927.—Precio, 6 pesetas
Este manual tiende a facilitar el trabajo del técnico que trate de formarse sus precios compuestos, agrupándolos en forma tal, que su consulta resulte sencilla y preparando las distintas hojas para que puedan hacer las variaciones que correspondan en las localidades obje+.o de sus trabajos, calculándose únicamente los correspondientes a un cierto tipo de precios medios para la debida comparación (;on los que resultan más corrientes en la Península
Los precios estudiados en el manual corresponden a los grupos siguientes: excavaciones y transportes, demoliciones, morteros, hormigones, fábricas, guarnecidos v enlucidos, cubiertas, pavimentos, sillería, pintura y empapelados y carpintería
El señor Noreña ha tenido el rasgo de dedicar los productos que se obtengan de la venta de este manual a la educación de los hijos del ingeniero de Caminos don Alfonso García Mercadal, fallecido en 1926 ,
Electrotecnia
Principies of Electric Power Transmisión, por H. ll'addicor.—Un volumen en 8."de 400 páginas con 148 figuras. Chapmann and Hall; 11, Henrietta Street, Londres.—Precio, 21 chelines.
La obra va dirigida tanto a los estudiantes de ingeniería como a los técnicos encargados de instalar o explotar líneas de iransmisión de energía eléctrica
Después de estudios generales, se detiene más particularmente el autor en la ínductancia y capacitancia de los conductOT res, las características de las líneas de corta y mucha longitud, naturaleza y selección de los conductores, aisladores, regulación de la tensión, cables subterráneos, aparatos de seguridad, causas y medios de evitar las sobretensiones, etc.
Industria.
EnglandsIndustrie amScbeidewege,por II''. Müller.—182 páginas, 17 figuras y varias tablas; V. D. I. Verlag, Berlín N W 7.—Precio, 6,80 marcos.
En este estudio social, económico y político de la industria inglesa, el autor intenta dar a los industriales alemanes una impresión acerca de las condiciones en que se desarrolla uno de sus más importantes competidores en los mercados mundiales y de la manera con que resuelve los problemas que tienen planteados
El autor compara la situación económica de Inglaterra con la de los Estados Unidos y la de Alemania; expone la organización inglesa del comercio y de la industria y discute las relaciones entre el capital y el trabajo
Minas.
Estudio metalogénico de la Sierra de Cartagena, por Ricardo Guardiola.— Memorias del Instituto Geológico de España, Madrid.—Precio, 15 pesetas.
El ingeniero de Minas don Ricardo Guardíola fué encargado por el Instituto Geológico de realizar estudios de la Sierra de Cartagena, con objeto de llevar este tema al Congreso geológico celebrado en 1925.
En el libro de que nos ocupamos, y siguiendo el mismo programa de que se valló para realizarlos, ha recogido el señor Guardiola sus estudios de entonces, (quedando las 562 páginas de texto clasificadas en cuanto la orografía, las dislocaciones y el derrumbamiento de los terrenos; Estratigrafía, Tectónlca y Metalogenia, con unos apéndices finales referentes a las libretas de campo, estudios micrográficos y análisis químicos Completan la obra, a más de numerosas figuras incluidas en el texto, 16 planas en color de cortas y regiones del citado terreno y cuatro láminas, también en color, de otras tantas preparaciones micrográficas.

•336
DIANA Artes Gráficas Larra, 6.-Madrid