KUIDAS PARANDADA LINTSAE TÖÖD






2 ESTONIA • woodmizer.ee Lintsae geomeetria Wood-Mizeri lintsaagide sarjad Kuidas pikendada lintsae eluiga Terituspingid ja räsamispingid Kuidas lintsaage teritada ja räsada Kuidas saage CBN-kettaga õigesti teritada
tasuks teada terituspinkide mineraalõli kohta Lintsaagide teritamise ja räsamise vead Kuidas parandada lintsae tööd – praktilised soovitused Kuidas lintsaeraami saerullikuid paigaldada Kasulike videote lingid 3 6 10 12 14 15 16 17 19 21 22 SISUKORD
Mida
LINTSAE GEOMEETRIA .
KUIDAS VALIDA OMA SAEVESKILE JA
PUIDUTÜÜBILE SOBIV LINTSAE HAMBAPROFIIL
Optimaalselt sobitatud lintsae kasutamine on saagimismahu suurendamise, lõikekvaliteedi parandamise ja tootmiskulude vähendamise võti. WoodMizer toodab laias valikus saage rohkem kui 100 kombinatsioonis, mis sõltuvad hambaprofiilist, laiusest, paksusest, hambasammust ja sae materjalist. Tänurohketelesaadaolevatelevõimalustele on mõistlik lintsaagide parameetrid välja selgitada, et teha oma saagimisülesande jaoks kõige optimaalsem ja kulutõhusam valik. Pakume kasulikku teavet lintsae geomeetria mõistmiseks ja oma lintsaepingi jaoks sobiva sae valimise lihtsustamiseks.
A = Hambasamm
B = Saehambavahe

C = Hamba kõrgus
D = Haardenurk (eesnurk)
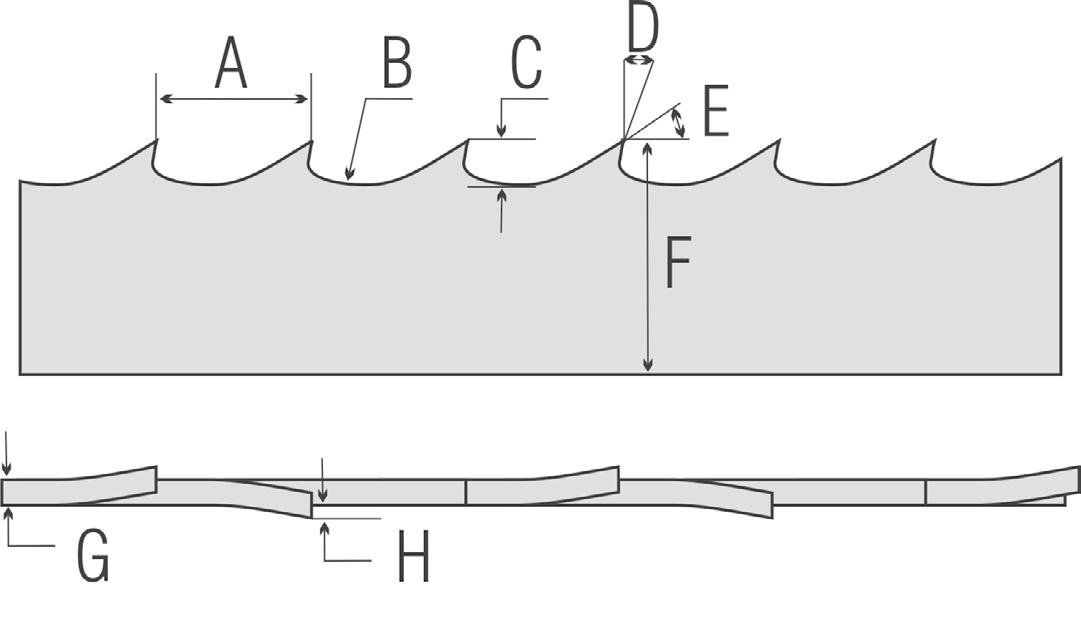
E = Taganurk
F = Sae laius
G = Sae paksus
H = Hamba räsa
3 ESTONIA • woodmizer.ee
A. Hambasamm on külgnevate hammaste ülemiste punktide vaheline kaugus. Lühikese hambasammuga saage (12,7 mm, 15,87 mm, 19,05 mm ja 22,22 mm) kasutatakse nii väikese võimsusega mootoriga, < 18 kW (24 hj) masinatel kui ka prussi saagimiseks mõeldud jaotuspinkidel. Laia hambasammuga saed (25,4 mm ja 31,75 mm) sobivad suures mahus puidu saagimiseks > 18,5 kW (25 hj) mootoritega masinatel.
B. Saehambavahe on saehammastevaheline ruum, mis on vajalik saepuru haaramiseks ja eemaldamiseks. Samuti jaotab vahe pinged ühtlaselt üle kogu hamba põhja raadiuse. Hamba kõrgus peab olema piisav, et saehambavahe saaks saepuru saeteest välja viia.
C. Hamba kõrgus on kaugus hambavahe madalaimast punktist hamba kõrgeima punktini. Kõrgemad hambad (haardenurkadega 7° ja Turbo 7°) tagavad suurema tootlikkuse >18,4 kW masinatel, võimaldades saetee seest saepuru kiiremat eemaldamist. Lühemate hammastega (haardenurkadega 9° ja 10°) saed töötavad paremini masinatel, mille mootori võimsus on alla 18 kW, ning samuti peene tarbepuidu ja prussi saagimisel jaotuspinkidel ja lintsaagidel.
D. Haardenurk (või eesnurk) on hamba esiserva saelehe tagumise osa kaldenurk 90о ordinaadi suhtes. Haardenurk valitakse sõltuvalt saetava puidu tüübist.
ġ Turbo 747 – selle profiiliga saage toodab ainult Wood-Mizer ja need võivad töötada mistahes võimsusega pinkidel. Neil on sügav hambavahe saepuru paremaks eemaldamiseks, ülisuur 47° tagumine kaldenurk suurema etteandekiiruse jaoks ja teravad puitu sisenemise punktid saagimistäpsuse suurendamiseks.
ġ 9° – mõeldud väiksema võimsusega, <18 kW masinatele külmunud puidu, kõvade puidusortide ja väikese läbimõõduga palkide lahtisaagimiseks.
ġ 10° – väga populaarsed universaalsed lintsaed mistahes võimsusega pinkide jaoks, et saagida kõvemaid puidusorte, nagu punane tamm, kirss, pähkel, pehme vaher ja pappel.
ġ 7° – vastupidav universaalne saeprofiil saepuru eemaldamise hea võimega; kasutatakse suure võimsusega masinatel >18,4 kW kõvade puidusortide saagimisel.
ġ 7° – vastupidav universaalne saeprofiil saepuru eemaldamise hea võimega; kasutatakse suure vvõimsusega,>18,4kW masinatel kõvade puidusortide saagimisel.
ġ Vortex™ – ainult Wood-Mizeris toodetavad ainulaadse hambaprofiiliga saed suudavad tänu oma suurele hambavahele eemaldada plaadi pinnalt praktiliselt kogu saepuru.
F.Sae laius on ülemise hambaotsa punkti ja sae tagumise serva vaheline kaugus. Laiemad saed (38–50 mm) on mõeldud võimsamatel, >18,4 kW pinkidel töötamiseks, on võimelised tagama suuri etteandekiiruseid ja kannatavad ka suuremat arvu teritusi. Kitsad saed (32–38 mm)on mõeldud kasutamiseks väiksema võimsuse-
4 ESTONIA • woodmizer.ee
ga, <18 kW pinkidel, aga ka raskemate saagimisülesannete täitmiseks..
G.Sae paksus. Paksemad saed (1,14 mm, 1,27 mm, 1,4 mm) tagavad suure etteandekiiruse ja parema jõudluse keerulistes olukordades, näiteks oksliku, külmunud, kuiva või eriti kõva puidu saagimisel, kuid need nõuavad pinkidel võimsamaid, > 18,4 kW mootoreid. Õhemad saed (0,9 mm, 1 mm, 1,07 mm) on paindlikumad ja kestavad kauem, töötades väiksema võimsusega, < 18 kW masinatel, kui saagimiskiirus ja tootlikkus pole võtmeteguriks.

Wood-Mizeri lintsaagide hammaste profiilid
Wood-Mizer toodab erinevat tüüpi puidule mitme hambaprofiilivalikuga lintsaage.
H.Hamba räsa on hamba painutatuse kaugus saelehe tasapinna suhtes (või sirge, räsamata hamba suhtes). Hammaste räsa loob saetee sisse sae jaoks pilu. Wood-Mizeri lintsaagide saetee paksus on kuni 2,5 mm ja see tekitab vähem saepuru. Õhukese saeteega Wood-Mizeri lintsaag suudab ketas- või tsirkulaarsaega võrreldes toota puidust umbes 20% rohkem valmistooteid.
ġ 7/34, 7/39 and 7/47
Selliste hambaprofiilidega saed on soovitatavad lehtpuupuidu saagimiseks. Need töötavad paremini võimsate mootoritega pinkidel.
ġ 9/29
See profiil on mõeldud kas täielikul või osaliselt külmunud või suure kiutihedusega puidu saagimiseks, nagu akaatsia, tamm, valgepöök ja saar.
ġ 10/30
See on Wood-Mizeri kõige populaarsem ja mitmeotstarbelisem hambaprofiil. Selle profiiliga saed on ühtviisi head nii pehme ja keskmise kõvadusega
ESTONIA • woodmizer.ee
kui ka kõva puidu saagimiseks, nagu näiteks kask, pöök, vaher, pärn, mänd ja pappel.
WOOD-MIZERI LINTSAAGIDE SARJAD


Lisaks hambaprofiilile on olemas veel üks tegur, millega tuleb oma lintsaepingi jaoks optimaalse sae valimisel arvestada – materjal, millest saag on valmistatud. Wood-Mizer pakub terasid, mis on valmistatud erinevate omadustega terase eri liikidest.
6 ESTONIA • woodmizer.ee INDUSTRIAL BANDSAW BLADES BANDSAW BLADES
BiMETALi saelehed on valmistatud kahte tüüpi legeerterasest ning saehambad on täiendavalt tugevdatud. Tänu sellele püsivad BiMETALi saelehed kuni kolm korda kauem teravad kui tavalised süsinikterasest saelehed.
BiMETAL saelehtedel on pikem kasutusiga ja need on loodud erinevate puitmaterjali saagimisülesannete täitmiseks. Neid saelehti teritatakse CBN-lihvkettaga. Peamiseks puuduseks on kõrge hind.
ġ Teritatavad CBN-kettaga
MaxFLEXi saelehed on väga kvaliteetsed, universaalsed ja maksimaalse painduvusega. Need Premium-klassi kõrglegeerterasest valmistatud painduvad saelehed on vastupidavad ja suudavad tõhusalt lõigata mis tahes puitmaterjali.
Neid saelehti teritatakse CBN-lihvkettaga ja need on parema vastupidavusega kui DoubleHARDi saelehed.

ġ Teritatavad CBN-kettaga
ġ Materjali kõvaduse järgi sarnaneb
DoubleHARDiga
Wood-Mizeri lintsaage toodetakse Euroopas ning nende töökvaliteeti kontrollitakse enam kui 100 testi ja katse käigus, alates tooraine valikust kuni lõpliku teritamiseni välja. Iga Wood-Mizeri saag läbib arvutiga juhitavate seadmetega tehasräsamise ja saab kõrgeima töökvaliteedi tagamiseks superabrasiivse lihvimistehnoloogia abil teritatud. Erinevate kaubamärkide pinkidega ühilduvad Wood-Mizeri lintsaed pakuvadkõrgetkvaliteeti,täpsustjatootlikkust.


7 ESTONIA • woodmizer.ee INDUSTRIAL BANDSAW BLADES STELLITE® BANDSAW BLADES BANDSAW BLADES INDUSTRIAL BANDSAW BLADES STELLITE® BANDSAW BLADES BANDSAW BLADES
DoubleHARDi saeleht on vastupidav ja universaalne, tuleb suurepäraselt toime nii okas- kui lehtpuidu kui ka külmunud puidu ning kuivi oksi ja vaiku sisaldavate materjalide saagimisega.
DoubleHARDi saeleht on valmistatud kõrglegeerterasest. Saelehe hambad on induktiivkarastatud, mis tavaliste süsinikterasest saelehtedega võrreldes tagab topelt vastupidavuse ja kahekordistab terituskordade vahelise aja.
Süsinikterasest valmistatud saagidest vastupidavam
Vastupidav materjal, ei pudene
Vastupidav tera isegi pärast korduvat teritamist
SilverTIPi saeleht on suurepärane nii palkide kui prusside saagimiseks tööstuslikus mahus. Süsinikterasest valmistatud SilverTIPi saelehte kasutatakse mobiilsetes ja statsionaarsetes lintsaagides, samuti horisontaalsetes saagimisseadmetes.
Süsinikteras on kitsaste saelehtede tootmisel üks levinumaid materjale. Selliseid saelehti on lihtne teritada, aga kuna materjal on pehmem, taluvad need vähem teritamist kui kõrglegeeritud terasest saelehed.

ġ Pehmem kui legeerteras

8 ESTONIA • woodmizer.ee
INDUSTRIAL BANDSAW BLADES
STELLITE® BANDSAW BLADES
ġ ġ ġ
BANDSAW BLADES
Wood-Mizer toodab tellimuse alusel igas pikkuses lintsaage.
Wood-Mizer tõi turule oma sortimendi odavaima StartCUTi seeria. StartCUTi saelehed on valmistatud madalama kvaliteediga süsinikterasest, on induktiivkarastatud hammastega ja vastavad kõigile Wood-Mizeri kvaliteedistandarditele.
StartCUTi saelehed on tark valik neile, kelle jaoks on peamiseks teguriks madal hind.

VORTEX
Wood-Mizer on välja töötanud ainulaadse hambaprofiili nimega Vortex®. Vortex on uue põlvkonna spetsialiseeritud saed, mis suudavad samal ajal puitu lõigata ja saepuru
eemaldada, mille tulemuseks on puhas
laudpind, mis on kaubaaluste tehaste jaoks
väga oluline. Kaubaaluste saepurust
puhastamine on eraldi toiming, mida


tehakse sageli käsitsi. Vortexi teraga saab
seda puhastusetappi lühendada, lihtsustada
või isegi protsessist välja jätta ja selle tulemuseks on madalamad tootmiskulud.
9 ESTONIA • woodmizer.ee
KUIDAS PIKENDADA LINTSAE ELUIGA
Pingi korrapärane hooldus, teadmised lintsae õigest kasutamisest ja tähelepanu teatud detailidele saagimise ajal aitavad teil vältida sae enneaegset purunemist või ebaühtlast lõikamist.
1. TERITAGE SAAGE

Kasutage teenust või teritage saed ise, kasutades omaenda teritus ja räsamisseadmeid, et teie saag oleks alati kasutusvalmis ja tagaks parima lõiketäpsuse ja jõudlusega.
2. SAAGIMISPROTSESSI KÄIGUS PÖÖRAKE TÄHELEPANU DETAILIDELE
Kui olete uue sae rihmaratastele pannud, tehke mõned lõiked mõõdukal kiirusel, et saag soojaks teha. Lisaks tekib vähem palkide lõikamisjääke, kui lõikab räsatud hamba vaid üks pool.
3.KONTROLLIGE VEORIHMADE PINGET Hoidke veorihmad pingul, et saele kanduks mootorist üle rohkem jõudu. See on eriti oluline siis, kui rihmad on uued ning neid tuleb sagedamini kontrollida.
4. UURIGE ERINEVATE PUIDULIIKIDE OMADUSI JA VÕTKE ARVESSE MATERJALI NIISKUSESISALDUST
Puit on erineva tihedusega ja nõuab erinevaid saagimistehnikaid ja söötmiskiiruseid. Kuivades muutub palgi tihedus ja ka saagimine muutub raskemaks.
5. NIISUTAGE SAAGI Saetera niisutamine võib suurendada saagimise jõudlust, vähendada saepuru kogunemist, pikendada saetera kasutusiga teritustoimingute vahel ja suurendada sae üldist kasutusiga.
10 ESTONIA • woodmizer.ee
6. PUHASTAGE PALGID ENNE SAAGIMISE ALUSTAMIST

Pori, kivid, liiv ja muud kõrvalised materjalid palgil nürivad tera. Nüri tera ei saa lõigata kvaliteetselt. Etteandekiiruse vähendamine ei lahenda seda probleemi. Üks tõhus lahendus on kasutada koorimismasinat, mis eemaldab koorekihi vahetult enne lintsae sisenemist puitu.
7.KONTROLLIGE SAE PINGSUST
Kontrollige aeg-ajalt hüdraulilist pinget, turvapatju või vedrusid, sest sae õige pingsus on tera maksimaalse jõudluse ja lõikamiskiiruse jaoks kriitiliselt tähtis.
8.KONTROLLIGE RIHMARATASTE UJUVRIHMASID
Rihmarataste rihmad, millel saag liigub, peavad olema heas seisukorras, sest kulunud rihmad (paksus alla 1 mm) põhjustavad tera kokkupuute metallrattaga, mis purustab sae enneaegu. Ühtlase kulumiseks soovitame aegajalt vahetada omavahel pea- ja


tühikäigurataste rihmarattaid. See pikendab sae kasutusiga.
9.SAAGIGE VÕIMALIKULT SUURE
ETTEANDEKIIRUSEGA
Lõikamiskiirus peaks olema võimalikult suur, säilitades samal ajal sirge lõikegeomeetria. Vähendatud kiirusega saagimine põhjustab sae pöörlemist rihmaratastel tühikäigul, jäädes palgil samasse kohta, mida ta on juba lahti saaginud. See vähendab tootlikkust ja lühendab terade kasutusiga.
10.KONTROLLIGE SAE JUHIKUTE SEADISTUSI
Kui tera juhikud on kallutatud üles- või allapoole, siis põhjustab see tera kõrvalekaldumist ja lõikamist samas suunas. Rullikud peavad olema õigesti reguleeritud ja tera ei tohi puutuda kokku tagumise juhtsiini ega rulliku äärikuga.

11 ESTONIA • woodmizer.ee
TERITUSPINGID JA RÄSAMISPINGID
Lintsaagide õige ettevalmistus tööks on mitteainultkvaliteetse saagimistulemusesaavutamise,vaidkatööriistaökonoomsekasutamise võti. Hästi teritatud ja seadistatud saag püsib kauem terav ja seda saab mitmeid kordi üle teritada. Wood-Mizer soovitab anda teritatud saele puhkust üheks päevaks enne saeraami paigaldamist. See võimaldab vähendada metallipinget ning pikendab üldiselt sae eluiga.
Lintsae teritamine
Wood-Mizer pakub teritamiseseadmeid erineva hinna ja tootlikkusega – Teie saate valida optimaalse variandi just teie ülesannete jaoks. Kõik Wood-Mizeri teritamise seadmed kasutavad
teritamise tehnoloogiat borasoonist CBN-kettaga, mida ei tule reguleerida, kuna ta vastab WoodMizeri saehamba vormile ja teritab korraga kogu saehamba õõnsuse.
12 ESTONIA • woodmizer.ee
Wood-Mizeri teritamise seadmed Wood-Mizer laseb välja kolm varianti teritusraame lintsaagide jaoks.
1.Poolautomaatne teritusraam BMS250 tagab suurepärase terituse kvaliteedi, on varustatud automaatse lülitiga, tugeva kestaga, mis katab sae teritamise ajal ja heitgaasi väljalaskeavaga gaasiliste heidete eemaldamiseks. Teritusraam BMS250 kasutab CBN-terituskettast läbimõõduga 127 mm, mida lastakse välja erinevates versioonides iga Wood-Mizeri saehamba profiili jaoks. Kraap eemaldabsaelt pärastteritamistmetallist kraate.




2. Terituspink BMS500 on projekteeritud kasutamiseks tööstuslikes puidutöötlemisettevõtetes, kus on vaja iga päev lintsaage teritada. Teritamisketas läbimõõduga 203 mm tagab teritamise kvaliteedi, töötades suurel kiirusel ja parema tootlikkusega. Seadme juhtpaneel on varustatud hammaste mõõturiga, teritamise kiiruse reguleerimisega ja seda saab programmeerida saepingi väljalülitamisel pärast teatud hammaste hulga teritamist. Terituspingil on samuti olemas kraap, mis eemaldab saelt metallist kraate.
3. Väljastatakse ka seadme BMS600 tööstusseeria, mis on varustatud võimsama pumbaga, tagades terituspingi parema tootlikkuse.
Wood-Mizeri räsamisseadmed

Manuaalne räsamisseade BMT100 tagab saehammaste räsamise täpsuse ja regulaarsuse. Operaator lükkab käepidet kasutades saagi edasi ja räsab saehambad ükshaaval, kontrollides protsessi mikromeetri abil.
Räsamisseade BMT150 on samuti manuaalne, kuid selle erinevus seisneb selles, et ühe kangi liigutusega viib operaator kaks kõrval olevat saehammast erinevale poole.
Kõige tootlikumad ja ülitäpsed räsamisseadmed on poolautomaatsed räsamisraamid BMT200 ja BMT250 üheaegse kahepoolse saehammaste räsamisega.
Arvutiga töötav pneumaatiline räsamisraam BMT300 on automaatne seade, mis on mõeldud tööstuslike saeveskite jaoks.

13 ESTONIA • woodmizer.ee
KUIDAS LINTSAAGE
TERITADA JA RÄSADA
Wood-Mizeri teritus- ja räsamispinkidega saate oma lintsaed ise tööks ette valmistada. Siin on mõned alustamisenäpunäited.
Lintsae teritamine
1. samm. Sae puhastamine
Enne nüri sae tõstmist saeraamilt on soovitav saeraam 15 minutiks sisse lülitada ja pesta saag pesuvahendiga, et seda maksimaalselt saepurust puhastada. Kui sellest ei piisa ja saekehal on veel kleepunud saepuru, puhastage see metallist harjaga.
2. samm. Teritamine
Teritamine taastab saehamba serva teravuse ja ristkülikukuju saekorpuse vastu. Wood-Mizer soovitab teritamiseks kasutada ainult vajali ku profiiliga CBN-kettaid, mis teritavad kogu saehamba õõnsuse pinna. See on väga tähtis, kuna teritamata jäänud kohtades saehamba
õõnsuses võivad tekkida väikesed praod, mis aja jooksul suurenevad ja põhjustavad sae enneaegse lõhenemise. Iga saagi on soovitatav teritada kaks korda. Seejuures ei tohi teritusketta surve saele olla liiga suur.
3. samm. Metallist kraatide eemaldamine
Pärast teritamist on vajalik hambaäärtele
jäänud väikesed metallitükid eemaldada, kuna need kraadid põhjustavad mikrolõhede teket. Teritusseadmed Wood-Mizer BMS250 ja BMS500/600 teevad seda automaatselt. Vanade teritusseadmete mudelite kasutamisel on vajalik puhastada saepinda kraatidest puupaku

abiga. Kraatide eemaldamine on veel tähtis ka selle tõttu, et kvaliteetse saehammaste räsamiseks peab sae pind olema puhas.
4.. samm. Saehammaste räsamine
Saehammaste õige räsa taastamine on saagimise kvaliteedi jaoks väga tähtis. Räsapunkt ei tohi olla liiga kõrgel või liiga madalal: räsatakse ainult ülemise saehamba kolmandikku.
Lintsae hammaste räsamine
Kvaliteetse lõikepinna saavutamiseks tuleb hambaid õigel ajal ja regulaarselt räsada. Räsatud saehambad puhastavad puidus sae jaoks tee ja toovad lõikest saepuru välja, mille tulemusena liigub saag sujuvalt ja laua pind on tasane ja sile. Mida rohkem kiudaineid on puidus, seda suurem on saehammaste räsa, ja vastupidi – tiheda ja külmunud puidu jaoks on vajalik väiksem saehammaste räsa.
Liiga räsastatud saehambad viivad selleni, et saetud laual on kare pind. Puudulik saehammaste räsa väljendub selles, et lõikesse koguneb liiga palju saepuru, mis kuumendab saagi. Õige saehammaste räsa juures peab saepuru olema peenike, ühtlane ja natuke soe.
14 ESTONIA • woodmizer.ee
KUIDAS SAAGE
CBN-KETTAGA ÕIGESTI TERITADA
1. Veenduge, et CBN-teritamisketta profiil vastab selle sae profiilile, mida te kavatsete teritada.
2. Paigutage saag terituspinki.
3. Kontrollige, kas mehhanism nihutab sae õigesse asendisse, ja kui nihutab, siis veenduge, et sae profiil puutub täielikult kokku teritamiskettaga.
4. Tähtis! Vajaduse korral korrigeerige sae etteandemehhanismi asendit. Kui te unustate selle seadistamise, siis muutub teritamisketas kiiresti töökõlbmatuks.
5. Kui olete veendunud, et sae asend on õigesti reguleeritud, kontrollige, kui tugevalt teritamisketas sae vastu puutub. Pöörake ketast näpuga, seejuures peate tundma väga nõrka vastupanu. Kui on vajalik, siis korrigeerige seda.
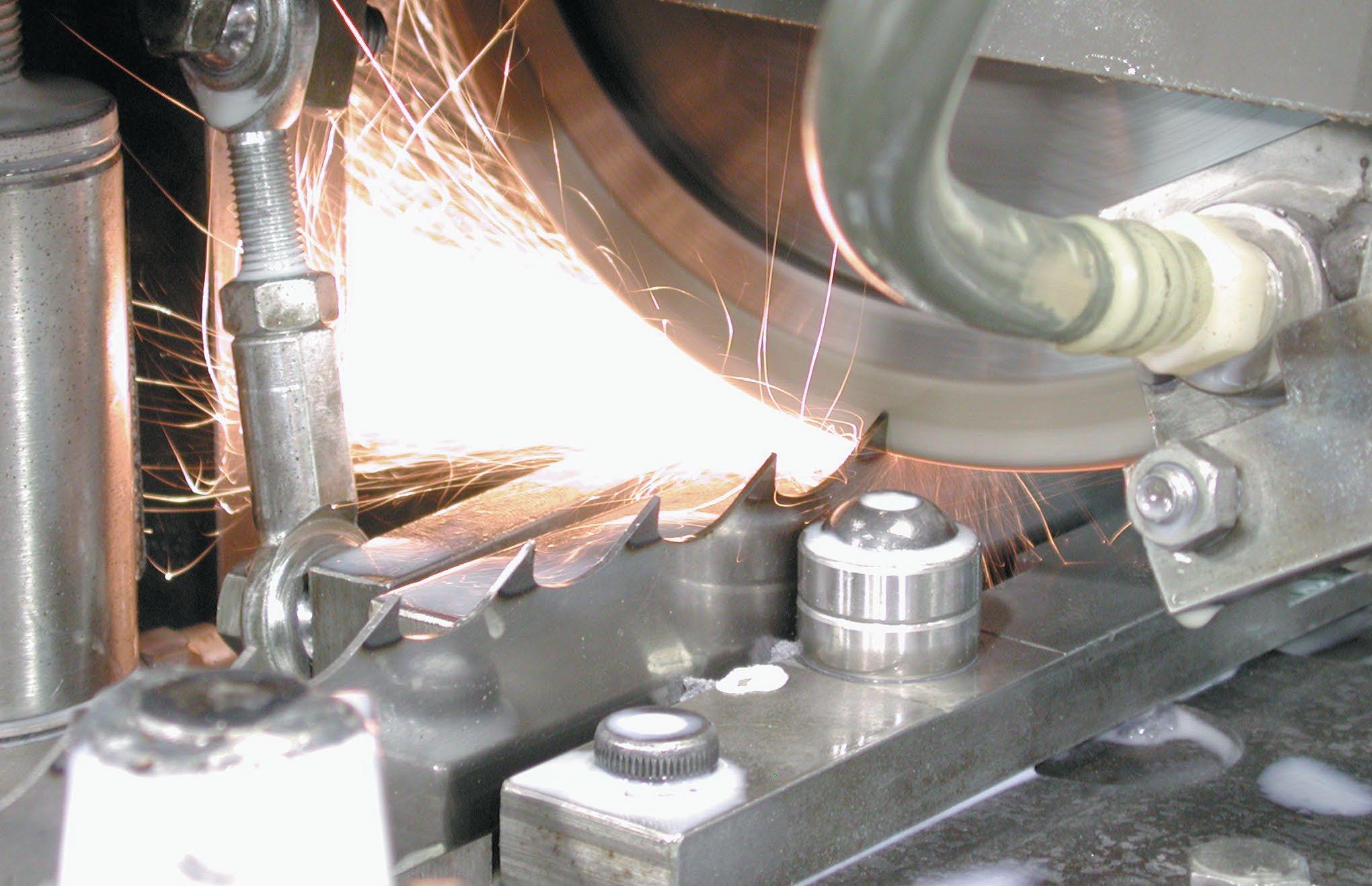
6. Lülitage mootor sisse ja kontrollige, et sädemed ilmuksid mööda kogu sae profiili. Kui see pole nii, siis tuleb korrigeerida sae etteandemehhanismi asendit.

7. Tuginedes Wood-Mizeri kogemusele, tuleks saelt ühe teritamistsükli ajal eemaldada metallikihti mitte rohkem kui 0,10–0,15 mm.




8. Wood-Mizer soovitab alati teha vähemalt kaks sae teritamise tsüklit.
OLULINE!
Ärge unustage terituspinki ja selle õliotsikut regulaarselt puhastada. Puhas õli ja lihvketta korrektne puhastamine tagavad tõhusa teritusprotsessi ilma läbipõlemiseta.
15 ESTONIA • woodmizer.ee 1 2 3 4 5
MIDA TASUKS
TEADA TERITUSPINKIDE
MINERAALÕLI KOHTA
Lintsaagide CBN-plaadiga teritamise kvaliteet sõltub õigest häälestusest ning seadmete regulaarsest puhastamisest.
Enne teritamise protsessi alustamist soovitab Wood-Mizer:

ġ üle kontrollida CBN-plaat – selle pind peab olema puhas;
ġ veenduda, et õlipihusti ja saepress oleksid puhtad;
ġ kasutada Wood-Mizeri lihvõli.
Miks peab terituspinkide puhul kasutama just mineraalõli?
Mineraalõli on oma konsistentsilt teiste hüdraulikas ja mootorites kasutatavate sünteetiliste õlidega võrreldes voolavam. Tänu sellele omadusele on mineraalõli võimeline CBN-teritusplaati puhastama, ummistamata sealjuures selle kristallpinda.
Mineraalõli puhastab teritusseadet metallipurust. Kui teie terituspinki hakkab teritamisprotsessi tulemusena kogunema metallijääke, halvendab see järsult teritamiskvaliteeti ning võib ummistada pihustit, õlipumpa ja terapressi.

Puhas mineraalõli pikendab CBN-lihvplaadi eluiga. Teised õli liigid võivad CBN-plaadi pinna ära määrida, mille tulemusena langeb plaat rivist välja ning seda ei õnnestu enam ära puhastada. Määritud plaat jätab teradele põlemisjälgi ega taasta enam hamba täpset geomeetriat.
Terituspingi mineraalõli saate Wood-Mizeri esinduses kataloogist tellida numbri alt 083559-1.
16 ESTONIA • woodmizer.ee
LINTSAAGIDE TERITAMISE JA RÄSAMISE VEAD
Siia oleme kokku kogunud teabe lintsae teritamisel ja räsamisel tekkivate tüüpiliste vigade kohta.
1. Sellised praod tekivad juhtrullikute ebaõige paigaldamise tõttu. Selle tagajärjel hõõrub sae tagumine külg töötamise ajal kogu aeg vastu rulliku serva.


Sel juhul muutub lint kiiresti nüriks. Sellise vea põhjuseks on teritusprotsessi ajal tekkiv liigne surve lihvkettale.
17 ESTONIA • woodmizer.ee
2.
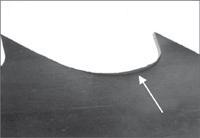
3. Visuaalselt on märgata, et teritamisel ei läbi lihvketas hambaprofiili täielikult. Viga tekib terituspingi pea kalde seadistuses või terituskivi profiilis, kui ei kasutata CBN borasoonketast. Lisaks võib põhjus peituda lihvimispingi ekstsentriku tootmises. Praod on tekkinud kohta, mis ei olnud läbi teritatud.
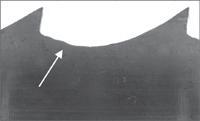
3a. Sellisel juhul läheb saag noolega näidatud kohas lõhki. Vea põhjus peitub terituspingi pea vales paigaldamises.
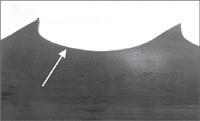
4. Null lööginurk – lint ragiseb töö ajal tugevalt, mis põhjustab saepea vibratsiooni. Sel juhul tekivad sae korpusele ringiga tähistatud kohta praod.
4a. Väga väikese hambakõrguse korral hakkab lint „lainetama“, sest siinus ei ole piisavalt suur, et välja suunata saepuru, mis antud juhul on väga peen (tolm). Selle põhjuseks on terituspingi pea vale paigaldamine.



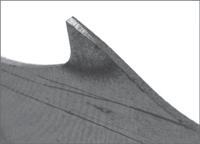
5. Hammas ei ole täielikult teritatud. Selle põhjuseks on terituspingi pea mitteteljeline paigaldamine pressi suhtes. Lint nüristub kiiresti.
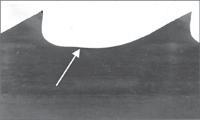
6. Hamba liigne räsamine. Hamba lõikeserv (ülaosa) ei ole võrdsel kaugusel kiiresti nüristuva lindi siinuse servast. Lõikamise ajal esineb lõikepea olulisi tõmblusi.
7. Reguleeritava räsamisseadme grott on seatud liiga madalale, mis põhjustab lindi märgatava läbipainde hamba siinusest allapoole. Selline lint teeb vaatamata räsamisseadme õigetele näitudele lainelisi lõikeid.
18 ESTONIA • woodmizer.ee
KUIDAS PARANDADA LINTSAE
TÖÖD – PRAKTILISED SOOVITUSED
Palkide saagimine Wood-Mizeri lintsaega võimaldab saada määratud mõõtmetega tasast saematerjali. Kuid on olemas mõned faktorid, millega tuleb arvestada saagimise parimate tulemuste saavutamiseks. Saepingi regulaarne tehniline hooldus, lintsae kasutamise reeglite teadmine ja saagimiseajalmõnededetailidesuhtessuunatudtähelepanu aitab teil vältida sae enneaegset katkirebenemist või ebaühtlaseid lõikeid.


Puhastage määrdunud palgid
Poriste palkide saagimine toob kaasa lintsae kiire nürinemise ja saematerjali kvaliteedi languse. Soovitame enne saagimise alustamist puhastada palgid metallist harjaga või paigaldage lintsaeraamile koorija.
Kontrollige saagimiskiirust
Töötav saag peab sisenema palki otse ja ae g laselt, alles siis võib selle etteannet vajadusel kiirendada. Saagimise kiirus peab olema selline, millega saab veel säilitada ühtlast saagimist. Puidu tihedus mõjutab saagimise kiirust. Kuna pehmed puiduliigid on kiud
struktuuriga, siis tuleb suurema tähelepanuga jälgida nende saagimise kiirust. Tugevad puiduliigid on tavaliselt ühtlased, neid on kergem saagida sae etteande pideva kiirusega.
19 ESTONIA • woodmizer.ee
Hoidke saag puhtana
Saagimise ajal võib sae peale kleepuda saepuru. Kasutage pesuvedelikku või lisage vee sisse natuke vedelseepi, et hoida saag puhas. Pärast saagimist vähendage alati sae pingsust.
Kontrollige masina sätteid Sae õiget reguleerimist ja saepingi seadeid tuleb kontrollida saepingi kasutusjuhendis kirjeldatud protseduuride järgi
ġ Sae toetamise rullid peavad vabalt pöörlema, ülehüppeid tegemata. Vahemaa sae tagumiste poolte ja rulli vahel ei tohi ületada 3 mm ja need ei tohi üksteist hõõruda, muidu viib see lõhede tekkimiseni sae tagumisel poolel. Aja jooksul rullid kuluvad, kaotavad oma vormi ja need tuleb uute vastu välja vahetada.


ġ Rihmarataste ujuvad rihmad peavad olema defektideta ja ühtlase paksusega. Nende eluea pikendamiseks on soovitatav omavahel vahetada juhtiva ja juhitava rihmaratta rihmu. Seda tuleb teha kord nädalas ning mitme vahetusega töötavatel saepinkidel tihemini.
ġ Saepingi seadeid tuleb kontrollida regulaarselt. Pidage saepingi tehnilise seisundi kontrolli raamatut. See on eriti tähtis siis, kui saepingil töötab mitu operaatorit.
ġ Aeg-ajalt tuleb kontrollida rihmarataste reguleeritust.
ġ Sae vale pingsus või vead pingutamissüsteemis toovad kaasa ebaühtlase lõike. Veenduge, et sae pingsus vastab saepingi instruktsioonile.
20 ESTONIA • woodmizer.ee
KUIDAS LINTSAERAAMI SAERULLIKUID PAIGALDADA
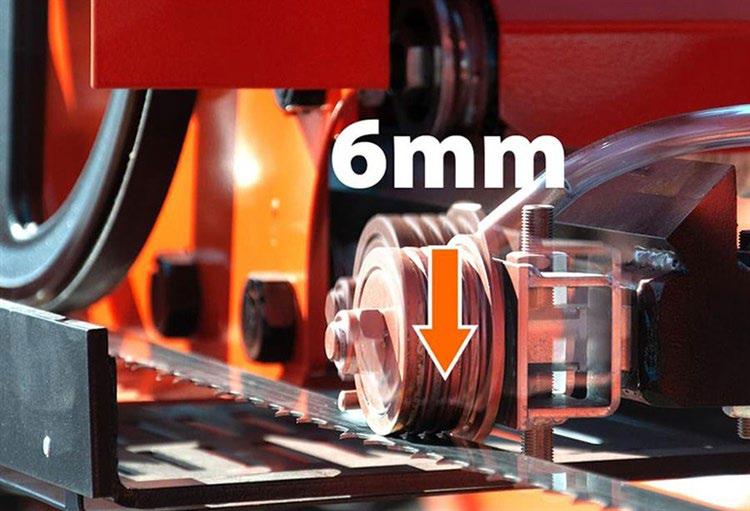
Sae juhtrullikud määravad sae asendi sängi suhtes. Õige rullikute paigaldus lisab saele läbisaagimisel stabiilsust. Rullikute paigaldamist kontrollitakse saepingi komplekti kuuluva reguleerimisjoonlaua abil.
Oluline reegel: rullikud peavad looma saele 6 mm pinguse allapoole. Seda reguleeritakse järgmiselt.
1. Langetage rullikud, et need ei puutuks saega kokku.
2. Pingutage saagi selle tööpingimudeli juhendis täpsustatud nimiväärtuseni.
3. Mõõtke kaugus sängist saeni (näiteks 250 mm).
4. Pingutatud sael reguleerige (langetage) rullikud nii, et kaugus sängist saeni muutuks 6 mm madalamaks (st meie näites 250 mm miinus 6 mm ehk 244 mm).
5. Samuti on saerullikute seadistamisel vaja hoida sae tagumisest servast kuni rulliku küljeni vähemalt 4 mm vahet.
21 ESTONIA • woodmizer.ee
LINGID KASULIKELE VIDEOTELE
ġ Wood-Mizeri lintsaagide teritusprotsessi põhialused
ġ Wood-Mizer LIVE videoesitlus (inglise keeles): Kuidas valida Wood-Mizeri terituspinki. Wood-Mizeri terituspinkide BMS600HS, BMS500HS ja BMS250AS disaini ja funktsioonide erinevused. Kuidas terituspinki tööks ette valmistada? Kuidas terituspingil saagi teritada? Kuidas valida õiget lihvketast?
ġ Wood-Mizer LIVE videoesitlus (inglise keeles): Kuidas valida Wood-Mizeri räsamispinki. Wood-Mizeri BMT300AS, BMT250AS-P, BMT200, BMT150, BMT100 räsamispinkide disaini ja funktsioonide erinevused. Kuidas räsamispinki tööks ette valmistada? Kuidas sae räsamist teostada?

ġ Wood-Mizer LIVE videoesitlus (inglise keeles): Kuidas valida oma saagimistööde jaoks parim saag?
ġ Kuidas töötab Wood-Mizeri automaatne terituspink BMS250
ġ Kuidas töötab professionaalne automaatne terituspink BMS500
ġ Wood-Mizeri manuaalne räsamispink BMT100 lintsaagidele
ġ Wood-Mizeri kahepoolne manuaalne räsamispink BMT150 lintsaagidele
ġ Wood-Mizeri kahepoolne manuaalne räsamispink BMT200 lintsaagidele
ġ Wood-Mizeri kahepoolsete räsamispinkide BMT200 ja BMT250 seadistamine ja kalibreerimine
© 2022 Wood-Mizer Industries Sp. z o.o. All rights reserved.
▶ VAATA KOHE ▶ VAATA SALVESTUST ▶ VAATA SALVESTUST ▶ VAATA SALVESTUST ▶ VAATA KOHE ▶ VAATA KOHE ▶ KLIKKA SIIA ▶ KLIKKA SIIA ▶ KLIKKA SIIA ▶ LISAINFO
