
30 minute read
The Development of More Environmentally Considerate Greases


By: Gareth Fish, PhD CLS CLGS The Lubrizol Corporation
Abstract
Reduced environmental impact through the choice of suitable greases has become an important consideration of many end users. Emerging government legislation and policies place emphasis on product life cycle impact upon the future protection of global natural resources. Programs in Europe and North America have prompted research and development of new grease additive packages and component technologies. There is greater demand for environmentally considerate base fluids and thickeners. Recent technology developments have enabled biobased and eco-considerate grease products to achieve a high level of performance directed toward total loss applications including farming, forestry, marine and mining.
Environmentally considerate greases require carefully selected base fluid(s) meeting specific biodegradability or bio-based criteria while providing an acceptable level of performance to the end user. The base fluids can be either refined vegetable oils, estolides or synthetic esters. Biodegradable polymeric esters to boost the viscosity of the base fluid can be included.
Thickener selection is also important in creating environmentally considerate greases. Simple thickeners can be prepared from pre-formed soaps such as calcium or lithium 12-hydroxystearate, or using inorganic thickeners such as clays or silica. Both simple lithium and high temperature lithium complex greases can now be prepared directly using anhydrous lithium hydroxide dispersions.
After a base fluid and thickener have been chosen, the next step is to select an additive that offers the performance desired without negatively impacting the environment. We reviewed current ecological and toxicological data and were able to create a variety of environmentally considerate grease formulations.
Introduction
In 1980, the Comprehensive Environmental Response, Compensation and Liability Act (CERCLA) was passed which established the setting up of process for identifying, containing and cleaning up contaminated toxic waste sites in the USA(1). It empowers the US Environmental Protection Agency (EPA) and its supporting organizations to control such sites and to compel responsible parties to perform cleanups or reimburse the government for EPA-lead cleanups. CERCLA is commonly known as “superfund”. The cost of this process is extremely high and it has been recognized that it is better to avoid pollution rather than pay for it to be cleaned up. According to EPA published figures (1) this has led to much improvement in the general environment and the successful re-use of once significantly contaminated land.
At the 1991 ELGI Annual Meeting (2), it was reported that in 1990 the European Commission had carried out a study into automotive greases and had concluded that more than 4000 tonnes of grease was lost into the environment from trucks. The basis for the calculation
is unclear but based on estimates of European grease production, this would amount to about 3% of the volume of automotive greases produced. The response of the Directorate-General for the Environment of the European Commission was to draw up voluntary codes for the development and use of more environmentally friendly lubricants. Prior to this there was no accepted or agreed definition of what environmentally acceptable lubricants (EALs) were.
In 1992, the EU launched their Eco-label voluntary scheme which in 2005 was extended to include lubricants. It was further modified in 2011 to include a wide range of thickeners and to clarify elements within the originally published document (3). In their 1999 Lubricants and Hydraulic Fluids Manual (4), the US Army Corps of Engineers (USACE) recommended use of the term “environmentally acceptable” lubricants (EALs) to describe lubricants that were both biodegradable and non-toxic and could be used in non-military USACE facilities such as hydropower plants, flood-control pumping plants, and lock-and-dam sites. Neither the requirement of a renewable content nor bioaccumulation potential were addressed within this original definition of EALs. It was reported that the “environmentally acceptable” terminology had been developed by various American Society for Testing and Materials (ASTM) committees to address environmental lubricant standards. It was noted (3) that “food grade” lubricants by their very nature are non-toxic and mostly based on white mineral oil, but because they are not normally readily biodegradable, cannot be EALs.
Federal Water Pollution Control Act (4), commonly referred to as the Clean Water Act (CWA), was approved by congress in 1972. Its aim was to restore and maintain the chemical, physical, and biological integrity of the waters in the USA by preventing pollution. It also aimed to improve wastewater treatment along with maintaining the integrity of wetlands. This was further modified by the Clean Water Act of 1977 and the Water Quality Act of 1987 (4). Drinking water and ground water contamination are covered by other acts including CERCLA. It was identified that there is a need to prevent oil pollution from ships in both coastal and inland waters. In response to this the first vessel general permit (VGP) covering lubricants used on US inland and coastal waters was enacted in 2008. Part of it was a voluntary code developed by the US Environmental Protection Agency (EPA) to encourage commercial ship owners to use EALs for all water interfaces. In December 2013 this became a mandatory requirement to use VGP compliant lubricants if they are available (5). In the introduction to the VGP regulation, it was reported that there are 4708 commercial ports and that globally ships make an estimated 1.7 million visits per annum to those ports. It was also noted that the average commercial vessel discharges 2.6 liters of lubricants per day, mostly from stern tubes. Total global lubricant loss to the marine environment was estimated at 50 million liters per annum, of which 16 million liters were stern tube discharges. One of the aims of the VGP was to reduce stern tube lubricant discharges, as they were estimated as costing the USA about $31 million in clean-up costs, which were about 10% of the global costs of marine lubricant spill mitigation. Both the EU and the EPA, along with other government regulators have imposed increasingly stringent regulations on the use, containment, and disposal of marine lubricants. One aspect of newer legislation is that that as well as discharges from ships, no visible oil sheen be evident downstream from industrial facilities located in or close to waterways. Other regulation requires that discharges into waterways should not exceed 10 parts per million of mineral-based oils. All these regulations are driving the use of more environmentally compatible lubricants in marine applications.
Environmentally Acceptable Lubricants
Although EALs have been in commercial production for many years, they still comprise a small portion of the total lubricant market. According to the 2013 NLGI Grease Production Survey (6), it was identified that globally, 5340 tonnes of lubricating grease were reported as being produced using bio-base fluids, which represents 0.45% of the total annual volume. Bio-based greases are still regarded as niche products. Also from the survey, 40,000 tonnes of synthetic greases were produced. It was estimated that approximately 10% of synthetic base oils use synthetic esters, giving an additional 4000 tonnes of potentially biodegradable grease. Combining both biobased and synthetic esters, the total production volume is still represents <1.0% of the total grease market.
Looking at the market for mineral oil based greases,
they still account for approximately 93% of the volume manufactured with the rest being semi-synthetic, fully synthetic and bio-based. The higher cost of bio-base fluids is an issue. In 2013, comparative costs were presented (7) and showed that in relative terms, plant derived fluids such as soybean oils were about a 30% premium on the cost of 600N API group I mineral oil. High erucic acid content canola oil was about an 80% cost premium and high oleic acid sunflower oil was about a 100% cost premium. Looking at biodegradable synthetic esters and estolides, they command a four to five times multiple of the cost of mineral oil. As the base oil is 80 to 90wt% of the finished grease, this adds a considerable cost mark up to supplying bio-based and biodegradable over mineral oil based greases.
However, the market for EALs continues to expand, particularly in Europe. In some countries, legislation mandates the use of environmentally compatible lubricants. Examples of this are rail curve greases in Sweden and forestry machinery lubricants and greases in Austria. In some areas the use of such lubricants is being encouraged through a combination of governmental tax breaks or purchasing subsidies. There are also voluntary schemes for using environmentally better lubricants, based on well-defined criteria. Many lubricants are advertised as being environmentally preferable; however, currently there are limited standards for EALs, and no internationally accepted term by which they are defined. To distinguish lubricants which have been shown to be both biodegradable and non-toxic according to acceptable test methods from those lubricants that are simply marketed as being “environmental” or with similar terminology. A review of publically available datasheets on the internet showed that at a minimum a lubricating greases without chlorine or heavy metals were considered to be environmentally friendly.
The technology of greases has moved forward in many areas. It was reported at the 2010 NLGI Annual Meeting (8) that many of the traditional extreme pressure (EP) additives used in greases were not usable. In Europe, lead additives and chlorinated paraffins have been banned. The global automotive industry has played a significant role in reducing or eliminating the use of hazardous chemicals in automobiles. It uses a black (banned) and grey (reportable or restricted) list of substances that is published on the Global Automotive Declarable Substance List (GADSL). This clearly states which chemistry is not allowed in automobile lubricants (9). Many other traditional chemistries used in lubricating greases are being reviewed as part of REACH activities. Today, in North America, the use of lead and chlorinated paraffins is not so restricted. Greases containing lead additives, can be offered for sale but the containers would attract significant warning labels and this, combined with issues related to the used grease being labelled as hazardous waste have resulted in no domestic supply of leaded greases. More chemical hazard data is being generated as part of global REACH activities, and this will inevitably lead to restrictions in the use certain chemicals in lubricants. The development of sustainable chemistry for lubricants is now on Vessel General Permit Greases
As laid out in the provisions of the VGP, lubricants for marine applications must meet a series of criteria when they are used in shipwater interfaces. Similarly to the Ecolabel requirements, there are different criteria for liquid lubricants and greases. For VGP greases, it states that at least 75wt% of the grease must be a biodegradable base oil. The narrative in the document suggests that it can be from a biobased ester, a synthetic oil or a polyglycol provided it meets the biodegradability requirements. The requirements are >60%wt readily biodegradable within 28 days using Organization of Economic Co-operation and Development (OECD) 301-type tests or >70%wt inherently biodegradable using an OECD 302-type test. The second requirement is that the grease must be minimally toxic and thirdly it must be not bioaccumulative. The remaining 25% of the grease formulation does not need to meet the readily / ultimately biodegradable requirement, but it does need to be either inherently or non-biodegradable and it cannot be (potentially) bioaccumulative. It terms of VGP, inherently biodegradable means that it is between 20%wt and 60%wt using an OECD 301-type test or ≥70%wt OECD 302-type test. Similarly nonbiodegradable is defined as ≤ 20%wt when using an OECD 301-type test or ≤ 70% when using an OECD 302type test.
Within the VGP document, there are some things that are not clear and are currently open to interpretation. With respect to having minimal
aquatic toxicity, it states that the complete formulation and main components must pass OECD 201(algae), OECD 202 (crustaceans) and OECD 203 (fish) for acute toxicity or OECD 210 and OECD 211 for chronic toxicity with an LC50 ≥ 1000 mg/L. Within the Ecolabel it defines what main components are (>5%wt of the finished formulation) but does not in the VGP. The VGP level of toxicity is similar to Ecolabel requirements of >1000 mg/L for main components. However the Ecolabel and VGP diverge with trace components. Under Ecolabel no substance which is present above 0.1%wt can have a toxicity of LC50 ≥ 100 mg/L. The VGP is seemingly less severe in that it allows no observable effect concentration (NOEC) to be used. Substances < 20% of the formulation must have either an 10 ≥ LC50 ≥ 100 mg/L or 1 ≥ NOEC ≥ 10 mg/L. Substances < 5% of the formulation must have either an 1 ≥ LC50 ≥ 10 mg/L or 0.1 ≥ NOEC ≥ 1 mg/L and substances < 1% of the formulation must have either an LC50 ≤ 1 mg/L or 0 ≥ NOEC ≥ 0.1 mg/L. The VGP also allows alternative tests may be used: ISO/ DIS 10253 for algae; ISO TC147/ SC5/W62 for crustaceans; and OSPAR 2005 for fish.
With respect to bio-accumulation potential data, VGP does not appear to state the concentration level in the final formulation that requires bioaccumulation potential to be determined. This is unlike Ecolabel where all substances present in the final formulation ≥ 0.10 %wt have to be reported. Other than the amount present, the criteria for bioaccumulation potential are almost identical. Large molecules which cannot cross cell wall membranes based on molecular size with a molar mass of >800 g/mole or molecular diameter of >1.5 nm are exempt. Polymers are also exempt when they have a molecular fraction of monomer or lower molecular weight (below 1000 Daltons) concentration of <1.0 %wt. The measured bioconcentration factor (BCF) in fish using OECD 305-type of test must be less than 100 L/kg. The final method defined is the octanol / water partition coefficient, Log Kow. It can be measured using OECD 107 or 117 test methods or calculated from model data using a variety of standardized commercially available models. VGP requires Log Kow to be less than 3 or greater than 7 (3< Log Kow >7) for it to be classified as non bioaccumulative. This is the same as Ecolabel.
VGP does not appear to outright ban many of the hazardous substances that the Ecolabel places restrictions on, but waste from ships cannot include substances on the hazardous waste list as defined in 40 CFR 401.15 (10). Many of the items on this list are similar to those banned substances on GADSL. In addition, this list includes antimony, whose dithiocarbamate is a powerful EP additive, and zinc compounds, which as zinc dithiophosphates are the most common anti-wear additives used in greases.
One advantage for global lubricant developers is that products approved as meeting the following standards are automatically approved as VGP approved lubricants: Blue Angel; EU Ecolabel; Nordic Swan; Swedish standards SS 1554434 and 155470; Convention for the protection of the marine environment of the NE Atlantic (OSPAR); and the EPA’s Design for the Environment (DfE)
Ecolabel Grease and the Lubricant Substance Classification (LuSC) list
As outlined (7) there are five sub-categories of lubricants under Ecolabel of which sub-category 2 covers lubricating and stern tube greases. There are seven basic requirements for each sub-category, some of which are slightly different based on the type of lubricant. For approval, a complete dossier must be provided to the EU competent body which contains all required supporting documentation, analysis, test reports and declarations. All constituent substances present above 0.010%wt which are intentionally added or formed during a chemical reaction must be stated, giving their chemical names and CAS and EC registration numbers where applicable. The criteria also aim to promote products that have a reduced impact on water and soil, as well as containing a large fraction of bio-based material.
One aspect of EU toxicology and chemical / substance testing is they wish to reduce the amount of testing that is necessary to safeguard health, safety and the environment and encourage data sharing. To this aim they have developed and regularly update the EU Lubricant Substance Classification (LuSC) list (11). Part 1 of this list defines what chemicals have been tested for biodegradability and aquatic toxicity / bioaccumulation potential and up to what level they can be used in lubricant formulations. Part 2 of the list, covers commercial, branded lubricant components and is broken down into base fluids,
thickeners and additives. In addition to biodegradability and aquatic toxicity / bioaccumulation potential, renewable carbon content is included. No thickeners are currently registered as trade names but several grease thickener components are included in part1, the listing of chemicals. When formulating Ecolabel lubricants is a substance, base fluid or additive is already present on the LuSC list and is used below the threshold limit, the need for full testing and registration of that component is unnecessary. It is however still necessary to provide a complete bill of substance, comply with the labelling requirements and pay the registration fees to a Competent National Body to have the lubricant Ecolabel approved and allow it to carry the flower symbol on the container and in promotional material.
Formulating VGP Greases
The starting point for all VGP greases is the base oil. The narrative in the VGP document suggests that either bio-based fluids, synthetic esters, or polyglycols can be used as base fluids. The focus on this work has been to use bio-based fluids and synthetic esters rather than polyglycols.
The first issue is that the majority of vegetable oils sold on the market today are of much lower viscosity than is desired for greases for higher performance marine or industrial lubricants, with most fluids having kinematic viscosities of <100 mm2/s at 40 °C. A notable exception being rapeseed or canola oil. Typical industrial grease have base oil viscosities at ISO VG 220 and above whilst those used in automotive applications are typically ISO VG 100, 150 or 220. Wire rope greases typically have base oil viscosities of 500 mm2/s at 40 °C which makes it even more of a challenge to achieve. For industrial lubricants, brightstock is typically added to boost viscosity to the higher viscosity grades, but they cannot be used in VGP oils. Another common solution for industrial lubricants is to use polyisobutylene (PIB) viscosity boosters, but they too cannot be used in Ecolabel greases and the amount that could be applied to VGP greases is limited to less than about 10%. One advantage that both vegetable and synthetic esters have over typical group I mineral oils is that they have base oil viscosity indices above 150.
The properties of five commercially available base fluids were chosen for the first part of the study. These included soybean oil, high erucic acid canola oil, high oleic sunflower oil, an estolide based on polyricinoleic acid and a synthetic diester. The basic properties of these fluids are compared in table 1 along with those of a 600N API group I mineral oil, which whilst it was not biodegradable was used as the performance control for the basic properties of the subsequent greases.
The best solution for boosting the low viscosity of biodegradable base oils to the required grades is to add polymer esters to them. There are a number of higher viscosity polymer esters on the market which have good biodegradable data and can be based on renewable, plant derived, raw materials such as coconut oil. The general properties of some of the polymer esters are compared with a typical PIB used as a brightstock replacement in industrial and open gear lubricants and greases. Compatibility of the polymer esters with other oils was checked by making and storing blends to check for separation.
The next selection point is the thickener. When the first Ecolabel standard came out, only calcium or sodium soap thickeners were allowed. The relaxation of the Ecolabel standard allowed lithium and aluminum soaps to be used in greases. However the presence of water in a normal saponification reaction caused the water

sensitive bio-based esters to degrade and be strongly acidic. This meant that it was only possible to use preformed simple sodium, calcium or lithium soaps to thicken these water sensitive base oils. Pre-formed sodium soaps are available but not widely marketed. Anhydrous calcium soaps (12-hydroxystearate) will give grease dropping points of 140 – 150 °C and those of preformed lithium stearate or 12-hydroxystearate will give grease dropping points of 180 to 200 °C, but these ranges are somewhat dependent on the base oils, especially if exotic fluids with significantly different polarities and solvencies compared to mineral oils are used. At the NLGI Annual Meeting in 2001, Bessette (12) outlined how to use pre-formed soaps “Dry Technology” to make greases with pre-formed simple thickeners in a variety of different base oils, including water sensitive ones. One challenge using pre-formed soaps is that there is an absence of free alkali. The majority of directly saponified greases use a slight to moderate excess of the base metal. In saponification this helps to drive the reaction forward. This is not necessary when using pre-formed soaps. With acidic base oils, any free alkalinity also neutralizes the acidity and helps to stabilize the grease, but this cannot be achieved with pre-formed soaps.
Honary (13) outlined several manufacturing techniques methods that could be used in the production of greases with temperature and water sensitive vegetable oils. He explored the various issues with the different ways of making grease in bio-based oils and noted the following issues. Pre-formed soaps still have to be heated to melt the soap and are not readily available as complexes. There were similar issues with soap concentrates which worked well but introduced mineral oils into the grease. Lithium hydroxide dispersions (14) were also investigated and were reported as working well but again introduced small amounts of carrier fluids. At the time of reporting Honary (13) suggested that microwave heating technology was able to drive the saponification reaction quickly and heat the grease up to melting temperatures without significant degradation.
The small particle size (<10 μm) of the lithium hydroxide in the dispersion allows it to react very quickly with the thickener acid and if present the complexing acid. The only water present is from the saponification reaction and it is easily removed with minimal hydrolysis of the base oil. This also minimizes the foaming associated with the water removal, which is where hydrolysis of the ester normally occurs. Further development of the manufacturing process that utilized anhydrous lithium hydroxide dispersion technology showed that it could make high quality lithium and lithium complex greases directly in water sensitive base oils (15). For VGP greases, introducing a small amount of mineral oil and surfactant from the lithium hydroxide dispersion is acceptable but for Ecolabel greases all components above 0.1%wt need to be evaluated. Available data led to the use of an anhydrous lithium hydroxide dispersion for use in an Ecolabel grease.
Reviewing the European LuSC (11), lithium 12-hydroxystearate is useable as a greases thickener for bio-greases as is dilithium sebacate, up to a prescribed limit. Dilithium azelate can be used to thicken sensitive and bio-based oils, but it is listed as having aquatic toxicity and is not useable in Ecolabel greases. This does not mean that azelate lithium complexes cannot be used in VGP greases, but their use gives little to room for performance additives to be included and significantly tightens the formulation space. From this

it is clear that making a grease with 12-hydroxystearic acid and sebacic acid can be used to make high dropping point Ecolabel and VGP greases. The use of these acids In VGP allows for other non-biodegradable but nonbioaccumulative components to be included in the overall formulation provided the amounts of nonbiodegradable components are within the allowable limits outlined above.
In order to verify the lithium hydroxide dispersion route, base greases were manufactured using the base oils listed in table 1. The thickener was either simple lithium or lithium complex utilizing a 3:1 12-hydroxystearic acid to sebacic acid ratio. The greases were made slightly stiff so that they could be cut back to an NLGI grade 2 using the corresponding base fluid. The properties of the base greases are included in table 3.
From the results in table 3 of the greases manufactured, it is clear that no two VGP usable oils behave in a similar manner with respect to thickening or grease properties and nor do they behave similarly to mineral oils. This makes the task of formulating greases to meet technical targets much more difficult. Currently, the only way to progress the development of VGP greases is to manufacture the intended soap in the selected base oil and check the properties of the base grease. From there decide if more thickener is needed. A further issue noted was that when the three vegetable oils were heated to top temperature darkening occurred. Simple lithium greases are normally heated to over 200 °C to fully melt the soap and then recrystallize it. The lithium complex greases are cooked to a top temperature around 190 °C and held. Fluids with a high degree of unsaturation are more prone to oxidation and degradation than saturated ones. Heating the grease too hot or holding it at top temperature too long oil causes the oil / grease to darken and may lead to a rancid odor. If the grease darkens during manufacturing or the oil appears to have degraded, it may be necessary to modify the cooking conditions in order to protect the oil from degradation. One possible route is to add some or all of the anti-oxidant into the oil before cooking the thickener.
A grease additive package, which is listed on the EU LuSC was selected for incorporating into some greases

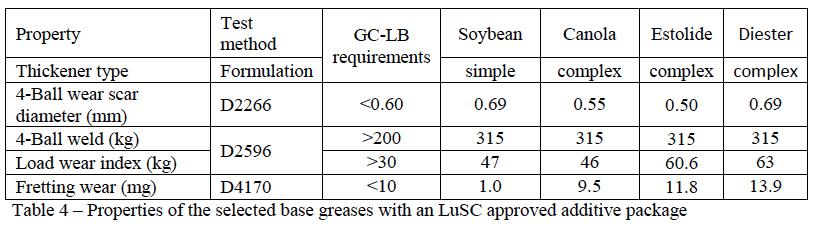
of the base greases listed above to see how it performed in terms of simple wear tests. The data is shown below in table 3 and compared to the grease industry NLGI GC-LB standard for those tests. The results show that all four of the greases gave good 4-Ball EP performance. The amount of wear measured in the 4-Ball wear tests was satisfactory for the canola and estolide fluids. Comparing this 4-Ball wear data with the D4170 fretting wear tests showed little correlation with each other. The fretting test is run at room temperature for 22 hours at room temperature and the 4-ball is run for 1 hour at 75 °C. It is known that greases with low viscosity oils that have higher oil bleed rates do well in the fretting test, which may explain the very good result of the soybean oil grease, and the worse result of the others.
In looking at the properties of the base greases, one other issue was identified. Many bearings use seals or shields manufactured from elastomers and synthetic rubbers. Some of these sealing materials contain plasticizers, typically either naphthenic oils or low molecular weight diesters such as dioctyl sebacate. Synthetic ester base fluids have a tendency to diffuse into the seal material and there is an exchange with the base oil and oil soluble additives of the grease. In some instances this interchange can be beneficial such as bring in oil soluble anti-oxidants into the seal. In other cases the plasticizer can be extracted from the seal before the base oil can diffuse into the seal to replace it. This latter case is true of higher viscosity polymer esters which in the short term can result in shrinkage or loss of low temperature flexibility. When running standard elastomer tests such as D4289 with low viscosity synthetic esters, the reference ASM3217/3C polychloroprene elastomer was seen to swell up 50%wt compared to a typical specification limit of 40%wt. The nitrile reference elastomer ASM3217/2C was seen to swell up to 45%wt compared to a typical specification limit of 30%wt. Out of specification hardness changes were also seen with many of the esters tested. The higher viscosity estolide and polymer esters, due to their much larger size and slower diffusion rates into the elastomers, did not causing excessive swelling or softening and were typically within specification limits. One thing that was also seen with the nitrile compatibility test is that running at 150 °C caused significant degradation of all the fluids and some surface oxidation of the test coupons.
For some applications such as wire ropes and also for enhanced water resistance, it is necessary to add a tackifier. For typical greases, styrene-isoprene (SIP) or ethylene-propylene (OCP) co-polymers and PIBs are used as tackifiers. The use of PIBs was discussed above, but the main issue with typical tackifiers is that they do not readily dissolve in the more polar esters. Several SIP and OCP tackifiers were tested in the base oils in table 1 and most did not dissolve. One of the polymers investigated was described as being soluble in esters, but it did not dissolve in the soybean oil. A trial grease was manufactured with the only OCP polymer that readily dissolved in most esters, and tested. The tackiness test results showed that the tackifier was not as effective in the bio-based oil (25% loss) as it was in a mineral oil (0% loss); nonetheless, a 75% improvement in cohesion/ adhesion was observed. The reasons for this are as yet unclear but it is likely that the greater polarity or solvency of the esters played a role. A second polymer, an SIP block co-polymer, was found to incorporate more readily than the OCP. Initial work showed this SIP to be a better choice of tackifier for the proposed VGP greases. From the work carried out, it is clear that testing for solubility of multiple polymers may be necessary to find one which works in the fluid of choice.
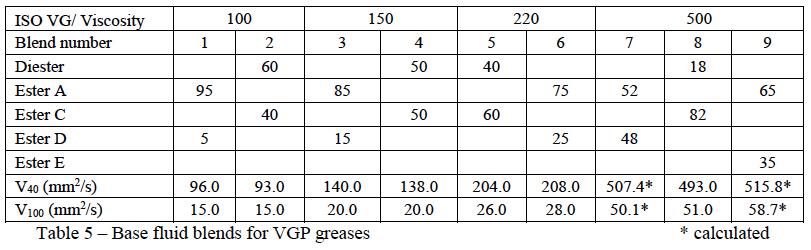
Based on the above work, a series of base oil blends to meet the required kinematic viscosities were developed, Table 5. These were then blended and de-aerated. Their viscosities were measured and compared to the theoretical values and the blends were checked for compatibility.
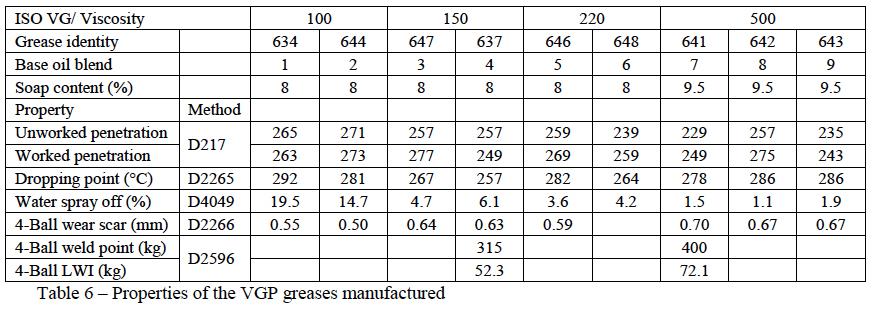
Two out of three blends for the ester gave hazy mixtures which made measuring the viscosity difficult and so calculated results are reported, rather than actual measurements. The fluid blends 1 and 3 between Ester A and D showed clarity and compatibility, but blend 6 was slightly hazy. This illustrated that polymer esters can have limited solubility in lower viscosity esters. However when making greases from the fluids, some haziness was not found to impact the grease making. Lithium complex greases using the 3:1 12-hydroxystearate and the anhydrous lithium dispersion were manufactured initially with 2% of the SIP added. The LuSC listed grease additive package described above was incorporated. The greases were milled and de-aerated and standard grease tests were carried out on them. Test results for the greases are in table 6 below. A polymer ester similar in viscosity to Ester E was also tested for use in the 500 mm2/s grease but was found to be incompatible with the Diester, Ester A and Ester B. They mixed well in the laboratory and once de-aerated formed clear viscous mixtures, which separated into two phases on standing overnight at room temperature.
Open Gear Lubricants for Mining
Most open gear lubricants (OGL) and mining greases have very high base oil viscosity requirements. They are higher than are seen with industrial oils and much higher than can be achieved with natural oils. Traditionally to boost the viscosity of mining lubricants bitumen was added. For lower viscosity requirements, brightstock is used for the same purpose. Neither of these choices can be used in VGP or Ecolabel greases. Polyisobutylenes (PIBs) have largely replaced bitumen in many mining lubricants and these are also applied along with high viscosity to industrial lubricants. PIBs are not biodegradable (OECD 301B <20%) due to their degree of branching and cannot be used in Ecolabel grease in any significant volume. To make more environmentally considerate mining open lubricants, it was investigated to see if biodegradable polymer esters could be combined to meet the viscosity requirements of the AGMA Specification. Using the three higher viscosity polymers esters C, D, and a series of blends were calculated to meet the viscosity requirements. These were then blended and de-aerated. The blends were checked for compatibility. The data is shown in table 7.
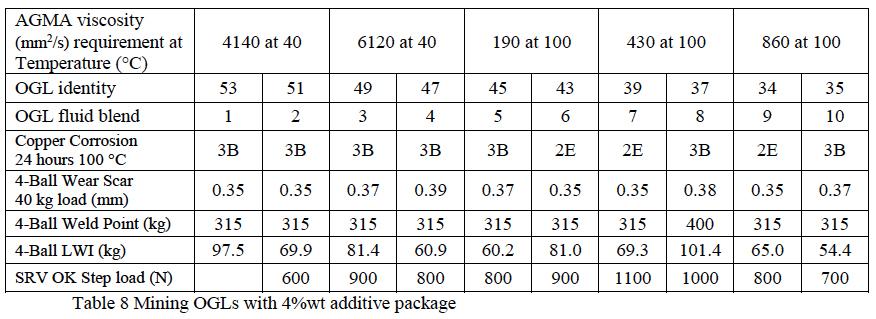
As proof of concept, OGLs of each of the oil blends had 4%wt of a premium open gear additive package added and tested against some basic greases tests. The results are in table 8.
A second set OGLs of each of the oil blends had 6%wt of a premium open gear additive package added and tested against some basic greases tests. The results are in table 9.
The results in tables 8 and 9 showed that it is possible to formulate high viscosity OGL with good laboratory performance that are more environmentally considerate than existing technology.

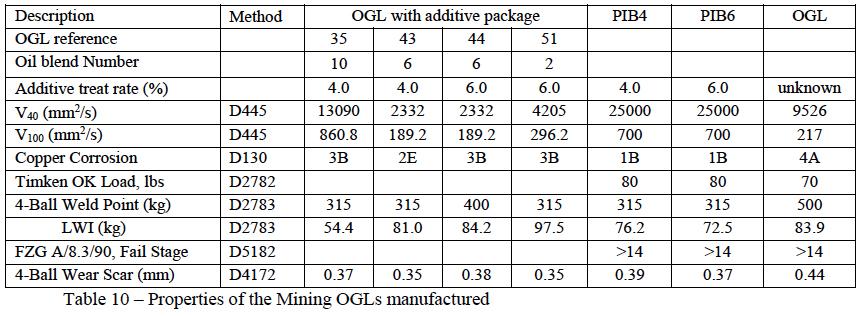
From previous work (16), the other two key tests needed are Timken OK load and FZG testing. AGMA 9005-E02 requires an FZG D5182 (A/8.3/90) with a passing stage of 12. AGMA 251.02 requires FZG D5182 (A/8.3/90) with a passing stage of 12 and a minimum Timken OK load by ASTM D2782 of 45 pounds. Testing on some of the better performing greases is reported in table 10, along with comparative data from a commercially available OGL and two PIB blends (16) which used the same additive package.
The data in table 10 suggests that OGL mining fluids could potentially be manufactured using more environmentally friendly base fluids. They meet the minimum performance levels to be considered for field trials.
Summary and Conclusions
This paper has shown that there is now technology available to help the grease developer produce high quality lithium complex greases to meet the requirements of the VGP. The key enabling technologies outlined are the use of anhydrous lithium hydroxide dispersions, polymers esters and a LuSC approved additive package. The technology developed for VGP greases has also been shown to be applicable to the development of mining greases and OGLs for the development of environmentally considerate higher performance lubricants.
Acknowledgements
The author wishes to acknowledge many co-workers and departments within The Lubrizol Corporation for their contributions to this work.
References
(1) “Comprehensive Environmental Response,
Compensation and Liability Act” 1980 published by the Office of the Law Revision Counsel of the U.S.
House of Representatives available through www. epa.gov/superfund (2) Presentation at the 1991 ELGI Annual Meeting (3) Council of the European Union, “Establishing the
Ecological Criteria for the Award of the EU Ecolabel to Lubricants”, Official Journal of European Union, 29.6.2011, L 169 pages 28 to 39 (www.ec.europa.eu/
environment/ecolabel) (4) “Engineering and Design Manual - Lubricants and
Hydraulic Fluids” EM 1110-2-1424, U.S. Army
Corps of Engineers, Department of the Army
Washington, DC 20314-1000 published 28th
February 1999 (5) http://water.epa.gov/polwaste/npdes/vessels/Vessel-
General-Permit.cfm (6) NLGI Grease Production Survey 2013 (2014), NLGI
Lee’s Summit, MO 64063 (www.NLGI.org) (7) Fish, G., Robinson. P, and McSkimming, N.
“Understanding Component Requirements for
Formulating High Performance Environmentally
Acceptable Greases” ASTM symposium on
Environmentally Considerate Lubricants, December 9, 2013, Tampa, FL (8) Fish, G. and Ward Jr, W.C., “Extreme Pressure
Performance of Greases: Testing and Additive
Solutions” NLGI Spokesman (2011) volume 75(3) pp12-27. (9) Global Automotive Declarable Substance List (GADSL). www.gadsl.org (10) US Government Publishing Office (2011) CFR 2011 40 volume 29 section 401 part 15 www.gpo. gov/fdsys/granule/CFR-2011-title40-vol29/CFR2011-title40-vol29-sec401-15 (11) EU Lubricant Substance Classification (LuSC) list www.ec.europa.eu/environment/ecolabel/ documents/LuSC-%20list.pdf (12) Bessette, P.A., “Manufacturing Grease Using Dry
Technology”, NLGI Spokesman (2002) Volume 65 (11) pages 14-17 (13) Honary, L; “Market Opportunities in Biobased
Lubricating Greases”, 76th NLGI Annual Meeting
Address 2009, Loews Ventana Canyon, Tucson,
AZ, June 15th 2009 (14) Nolan, S.J. and Zeitz, J.B. “Anhydrous Lithium
Hydroxide Dispersion: A New and Efficient Way to Make Simple and Complex Lithium Greases”,
NLGI Spokesman (2007) Volume 71 pp17-24 (15) Denis, R. A. and Nolan, S.J. “Grease Composition”
US Patent 8,796,191 USPTO August 5, 2014 (16) Lorimor, J.J. and Hsu, C., “Understanding Open
Gear Lubricants: Product Design Considerations”,
NLGI Spokesman (2013) Volume 77 pp17-24







