
28 minute read
Open Gear Lubricants Exploring the Depths of a Technology in a Constant Evolution


OPEN GEAR LUBRICANTS
Exploring the Depths of a Technology in a Constant Evolution
By: Hocine Faci, Martin Maass, John Haspert, Soman Dhar
Castrol Industrial
Abstract
Unlike underground mining operations, open pit mining is a surface mining technique that allows extraction of mineral ores or rocks from the ground of an open pit. This technique requires usage of heavy pieces of equipment, namely shovels and draglines. Shovels, usually electrically powered, are used for removing dirt from the earth with the help of a hydraulic bucket. Draglines are much larger in size and are commonly used in strip-mining operations. These machines are equipped with numerous rotating components, including open gears, and require lubrication under extremely harsh conditions. Load carrying capacity, wear protection, water resistance, adhesiveness, dust tolerance as well as mobility are the most critical characteristics for an open gear compound. The lubricant technology associated with this application has significantly evolved over the last decades.
This paper will cover the journey of this technology as the OEM specifications evolved over time; from the first heavy open gear compounds and the solid highly fortified lubricants, to the solvent based and lately solvent free compounds …and onto the bio-based and environmentally friendly lubricants
Introduction
Open pit mining is a surface mining technique that allows extraction of mineral ores from the ground of an open pit. To mine the ore, it is generally necessary to excavate, remove and relocate immense quantities of “overburden” as waste rocks (or dirt).
Mining economics are directly dependent of the handling and storing of these rock quantities, constrained frequently by certain geologic and mining engineering challenges. Minerals and waste are removed in successive layers forming mine benches at different elevations. This technique requires the use of heavy pieces of equipment, namely shovels and draglines. Shovels, usually electrically powered, are used for removing the dirt from earth with the help of a hydraulic bucket. The large type of draglines which are typically built on site are commonly used in strip mining operations to remove dirt above minerals or coal and more recently for oil sands mining . Their weight can vary between 8,000 and 13,000 tons. These massive machines are equipped with numerous rotating components, including open gears and guide rails, and require lubrication under extremely harsh conditions. Load carrying capacity, wear protection, water resistance, adhesiveness, dust tolerance as well as mobility are the most critical characteristics for an open gear compound. The lubricant technology associated with this application has significantly evolved over the last decades.
Background
Dirt removal operations for the pyramid building during the ancient Egyptian era go back to the 17th Century BC. Based on archaeological discoveries, construction crews used to remove the stones from open caverns and move them to the construction site using wet sand, fine clay, gypsum. Olive oil was in use as lubricant in the same era (Figure 1). Since 50 A.D., various other oils obtained from palm oil, castor beans, rapeseed, etc. were used until the early period of the 19th century [1, 2, 3].
Three to four centuries later, beef and mutton fat (tallow), animal lard, wool grease, and sperm whale oil to name a few were used. Sometimes, vegetable oils and
plant based materials were also employed as materials. Persian chariots and windmills used vegetable oils or animal fats to lubricate the rotating component axles [4] (Figure 2).
Petroleum Lubrication Era
Even after the discovery of the petroleum in abundant quantities (drilling of first oil wells in Pennsylvania in 1850’s [5, 6]), lubricants continued to be made mainly from vegetable oils and animal fat. The raw crude oil did not make a good lubricant as it could not perform as well as the “conventional” vegetable oils and animal
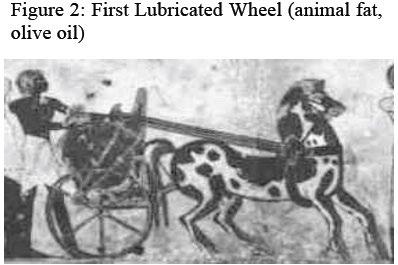
fat. Towards the end of the 19th century, Asphaltic compounds originated from heavy petroleum were used to lubricate the carts, wagons and other rotating equipment. In 1856, the first industrial refinery was built on the outskirts of Ploiesti, Romania (Figure 3). Early Refinery installations were quite primitive. Cylindrical vessels were made with cast iron and directly heated with wood fire to make lighter fractions that would be used for domestic illumination. The residual material remaining after removal of light fractions was used as is for lubrication of heavy rotating machinery [5, 6].
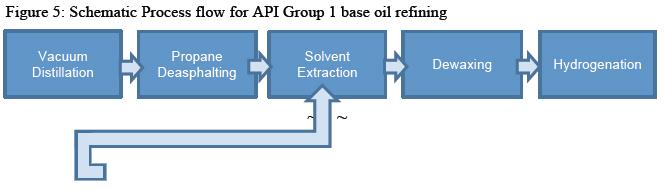
In 1920’s, Solvent Refining emerged as one of the most viable processes to make the first petroleum distillates from paraffinic crudes. This Process (Figure 5) is still in use to make the API Group 1 base oils. The Solvent Refining process.
With the increase of automotive demand for both improved fuels and Higher Performance lubricants, refiners investigated petroleum refining as a potential source of lubricants, should the refining processes be capable of providing heavier and narrower cuts of distillates. The notion of viscosity ranges became key criteria for the classification of base oils beginning in the 1920s. For automotive engines, base oils were categorized as Light, Medium or Heavy oils by the Society of Automotive Engineers (SAE) classification. These early oils did not contain any additives.
Effectively until the 1930’s, lubrication was achieved using neat oils [7]. Selection of the lubricating oil grade was based mainly on whether the lubricated system was closed or open, operated in a low or high ambient temperature, a reciprocated oscillating mechanism or uni-directional rotational system, rotating at high, medium or low speed and; finally, whether the system is operating under high loads and shock loading. These criteria determined the selection of the base oil grades
ranging from Light to Medium to Heavy or even to asphaltic compounds [8].
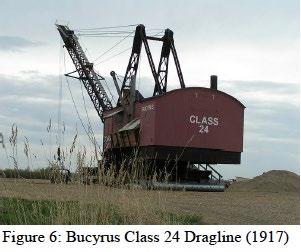
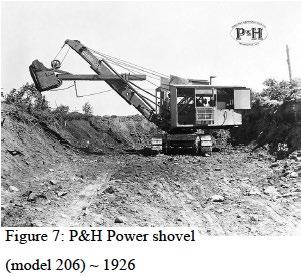
As the country embraced for the war in the early 1940s, Iron Ore became an important source required for making the large supply of steel required for the military. Iron ore along with coal mining in open pits which spread across a good part of the North American land, called for more sophisticated excavating machines. The invention of the dragline and Power Shovel goes back to the late years of the 19th century and the early years of the 20th century. Page Engineering, Monigan, P&H, Bucyrus-Erie, Marion Power and R&R as well as Caterpillar were considered founding pillars of the draglines and shovels industry. Generalization of the
usage of these pieces equipment coincided with the industrial revolution supported significantly by the developing petroleum industry. Draglines and Shovels (Figures 6 and 7) became larger and heavier demanding more robust lubricant formulations with superior performance properties and improved mobility. These lubricants also needed to be dispensed through newly adopted centralized lubrication systems.
Lubrication on drilling machinery, percussion type or rotary drills where gears are involved, was achieved by the application of a soft grease or petrolatum for the gears and oil for the cylinders [7]
Additive era
The additive chemistry started to flourish between the 2 World Wars. Corrosion inhibitors, oxidation inhibitors, pour point depressants and more emerged in the early 1930s. In the 1940, other additive technologies especially those that prolong oil performance and service life were in extensive use in vehicle engine oils. Antiwear and extreme pressure additives were then incorporated into nearly every lubricant destined for heavy duty operation equipment such as in the military heavy vehicles, mining, metal and cement factories.
Lubrication of Open Gear Systems
Excavating machines used in open pit mining operation have typically type 1 open gear drives which consist of a pinion and a rack system for the transmission of the power (Figure 8). This configuration is mainly used on electrical shovels cable hoist drums, swing motion drives, and in the hoist and drag drives of mining shovels and draglines. These open gears are challenged by the bi-direction motion. The gear teeth operate with thin lubrication film (under boundary lubrication regime)
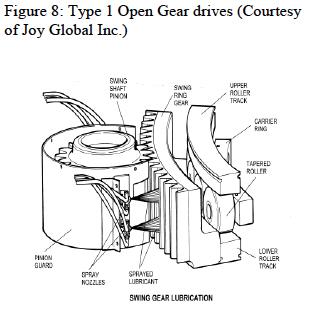
and constantly with intermittent loading. The lubricant assures reduction of friction and protection against wear at the meshing gear tooth surfaces and act as cushion against repeated shock loading.
Key Characteristics for Open Gear Compounds:
• Tackiness / adhesion to adhere to gear teeth in vertical position • Resistance to high loads and shock loading • Strong film under starved conditions • Resistance to water spray off • Ability to cushion vibration • Protection against wear (even in presence of large amount of mining dust) • Protection against corrosion • Good sprayability / spreadability / mobility at low ambient temperatures • Good thermal retention at high ambient temperatures
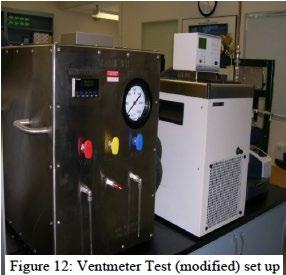
Industry specifications and standards for open gear lubricants have been around for a number of years. Active in the development of specifications are the American Gear Manufacturers Association (AGMA) and other Original Equipment Manufacturers (OEM’s); such as (Bucyrus, P&H, Komatsu). The early standards were targeting mainly a minimum kinematic viscosity, a minimum load carrying capacity determined by Timken (Figure 9), FZG test (Figure 10) , or Four ball EP (Figure 11) or combinations of these tests. Pumpability per Lincoln Ventmeter (Figure 12) was a key test parameter required for all lubricants formulated for the cold areas applications.
The formulations of open gear Compounds during these periods were typically based on heavy oils (resin and asphaltic materials) in combination with light naphthenic oils and solvent, fortified with large amounts of solids additives either for thickening capacity or for boosting the load carrying capacity. Liquid additives for wear, oxidation and corrosion protection were being expanded from use in motor oils to the gear oils and subsequently greases and open gear compounds technologies.


Asphaltic compounds, which were obtained from the distillation of residua, or from the de-asphalting process, (Figure 5) became more popular in the formulation of open gear compounds. This material displays an excellent water resistance, tackiness and adhesion. Being highly concentrated in sulfur components, it provides the open gear compound improved load carrying capacity and to some extent oxidation resistance properties. The Resin materials are typically much lighter than the asphaltic compound, therefore the resins find their use in lubricants destined to moderately loaded applications and warm to mild ambient temperatures.
The soft nature and fluidity of the open gear compounds (NLGI 0-00) can be achieved with minimum content of thickening material, and this content is even smaller when using thickeners with high thickening capacity. Carbon black, bentonite and fumed silica were among the preferred materials for this function. They have relatively large surface area to adsorb sufficient oil for adequate lubrication. Graphite was in more instances added to boost the load carrying capacity but also for thickening the grease at the same time. Other solids such as copper flakes, aluminum flakes, calcium carbonates, calcium hydroxides, talc, mica, zinc dust, and metal oxides or sulfides were also commonly used to enhance the load carrying capacity. Some of these materials have demonstrated some synergy with a number of sulfurized type additives.
The grease compositions reflect also a good number of solvents varying between chlorinated materials and later replaced by organic hydrocarbons such as 140 Solvent, Isopropyl alcohols or white spirits. The incorporation of solvent was necessitated for easing the pumping properties especially for those that are dispensed through automatic lubrication systems on equipment operated in cold zones. The solvent sprayed on the gear teeth, evaporates leaving behind a thick, dry film on the surface. The evaporation rate is influenced by ambient temperature, wind conditions, amount of the dispensed product and the frequency of its application. Additives associated with metals such as antimony, zinc, zirconium, lead, copper, tin and boron were quite popular in more than one application.
Calcium and later barium thickened greases were probably the first types of lubricating greases that have been produced and marketed in large volumes [9]. These were based on soaps that were made with a panoply of fatty acids (stearic, palmitic, oleic, etc.) and/ or any animal fats (cattle, horses and swine), abundant in US. The popularity of these soaps was due mainly to their outstanding mechanical stability, excellent water resistance and their moderate costs. As multi-purpose greases and compounds for open gear applications the calcium and barium based thickeners make good greases for chassis, wheel bearings, universal joints and many industrial applications such as bearings in steel mill casters and open gears in mining heavy equipment. Lithium greases were in full expansion in the early 1940s and 1950s. C.E. Earle recognized the attributes of the lithium soap base grease through a series of patents filed in early 1940s [10, 11, 12, 13, and 14]. The prestigious applications that made the lithium grease based formulations “fly” higher are those associated with the aviation. All were made with lithium stearate. In a 10 year period lithium based soap has risen to over 50 million pounds/year [9]. The reasons behind the vertiginous increase in volumes of lithium greases include: its properties associated with its easiness in manufacturing in batch or continuous process, its fibrous texture flexibility, compatibility with all types of mineral and synthetic oils, high shear stability even under high loads. Its high responsiveness to the additives and its high thickening capacity make the lithium based greases extremely cost effective, chemically, mechanically and thermally stable under the most aggressive environments. Its usage in open gear instead of the powdered thickening systems, and even the barium and calcium types, was justified by the fact that lithium has an extremely high thickening capacity, lower torque resistance in bearings, and better pumpability & mobility at low temperatures.
Since the adoption of lithium base grease as the thickener of choice for the years that followed the 1960 and 1970s, open gear formulations, have seen the content of solvent decreasing or completely disappearing. This was the result of lower content of lithium soap in comparison with the calcium or barium soap based greases, the outstanding low temperature properties making it the first choice by excellence in cold zone mining areas such as the Canadian and northern regions of the United States.
Molub-Alloy technology ”From Imperial Valley to the World”
On February 17, 1952, in Section Two of the Long Beach Press-Telegram Publication [15] credit was given to George Gerber, President of Imperial Oil & Grease Company for pioneering the usage of molybdenum disulfide in greases: “According to Mc Vicar, metallurgists knew the lubricating value of certain metals for years, but no one did much about it until along came along his father-in-law, George Gerber, of North Hollywood, president of the Company. When Gerber introduced metallic grease (composed of microscopic bits of molybdenum disulfide and a copper-lead alloy), he found that only 10 pounds a day was required to lubricate a specific cam, whereas 25 pounds of ordinary grease was formerly used. Likewise the cam had to be greased twice a day before the introduction of Gerber’s metallic product and now it requires a greasing only once every 13 days” [15].
This initial combination of molybdenum disulfide and metal alloys gave birth to the Molub-Alloy technology, becoming later the brand for most of the gear oils and greases containing solid lubricants.
Later in the reference [15] again one can read: “Certainly in mining there were many needs for a superior lubrication product, many applications such as walking cams, cat tracks, wire ropes, bearings, open gears and the like. Some of the equipment was enormous, weighing 2,000 to 3,000 tons, and requiring six or seven lubricants on a single machine. Molub-Alloy with its pressure resistance qualities, impervious to dust, to extremes of temperatures and so on, was a much needed item.”
Molub-Alloy technology in following years continued to grow fiercely. More investment was made in both Research and Development and the manufacturing capabilities. The R&D lab manager, W.D Janssens, in an interview tells the “solids” story: “Throughout my years with Imperial, it has been my responsibility to develop new oil products and make sure that the solids are compatible. Every discovery that we have come up with has increased the overall lubrication ability of our solid additives. We have never compromised and we have never sacrificed. The only changes we have made have been for the better. We are gaining all the time, continuing to make products that no one else has [15].”
Imperial Oil & Grease Company became a part of Castrol Industrial organization in the early 1990’s.
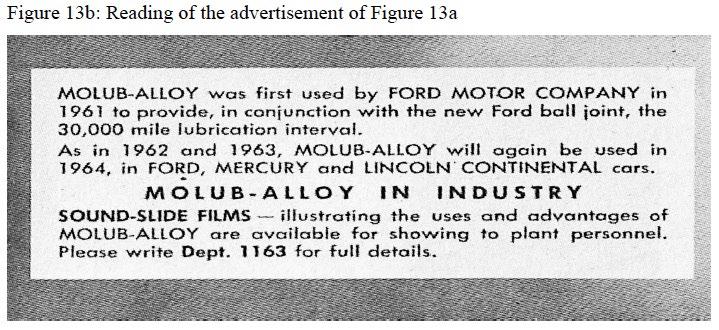
Reference [15] commenting the advertisement of Figures 13a and 13b: “Ford had narrowed a hundred competing lubrication products down to eight, and the survivor of the eight was Molub-Alloy. Ford’s announcement was the first national advertisement Molub-Alloy had ever received.”
From the solvent containing to the solvent free Open Gear Compounds: This transition occurred in 2 different stages: Chlorinated solvents such as 1, 1, 1 trichlorethane, trichloroethylene, etc.., that were used mainly for their non-flammability and rapid evaporation properties were banned for health concerns by the end of the 1990s.
These chlorinated solvents were replaced by hydrocarbon-type solvents (140 solvents, white spirits, iso-propyl alcohol, etc.).
These types of solvents raised other concerns associated with volatile organic compounds (VOCs) emissions and risks of fires on the machinery due to the low flash points.
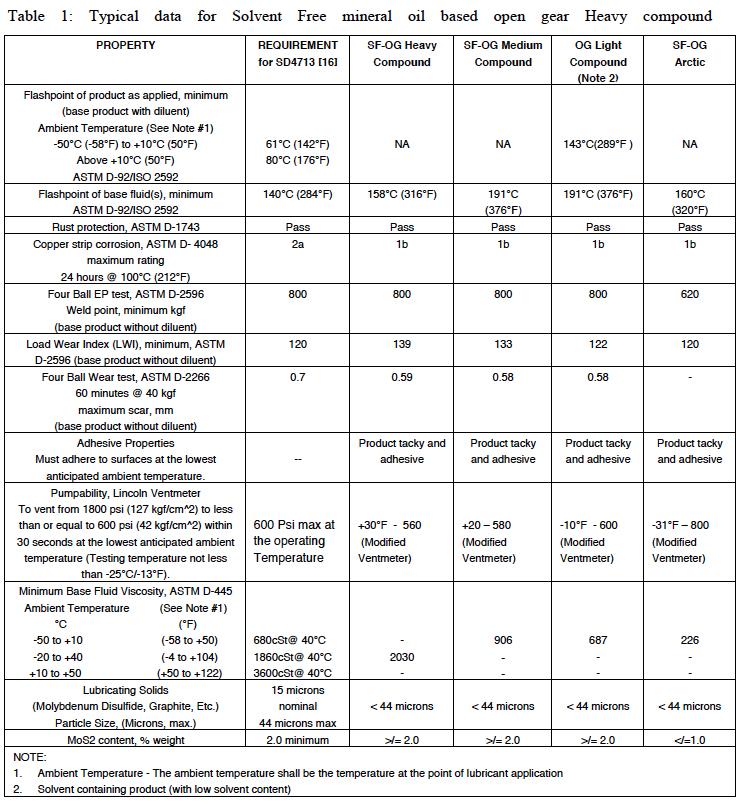
In early 1990s, with legislational developments mentioned above, the general tendency was to go solvent free. The new solvent free open gear compound technology would be affected mainly by the lubricant delivery challenges as the new machinery was becoming bigger and heavier, the lubricant dispensing system in centralized configurations requiring longer and more tortuous dispensing lines to reach all of the lubricated points. It became obvious that the solvent free open gear compound had to be tailored to the geographical area where the product would be used. This gave birth to the Heavy, Medium and Light grades, and even Arctic grades reflecting the kinematic viscosity of the base oils. These grades might be containing similar or close additive packages, displaying similar or close physical and performance properties, but showing different behaviors in terms of pumpability and dispensability at low temperatures. Table 1, regroups the typical data for these 4 grades. Low temperature properties could not be met without solvent with the lightest grade. Arctic grades with much lower viscosity continued to be the product of choice for these colder climatic areas where ambient temperature can drop below -35 to -40°C. It doesn’t meet all the OEM specifications in terms of viscosity but provides the same protection as the heavier grades do. We still see different OEM specifications for open gear applications referring to solvent containing compounds. Other specifications such as AGMA 251.01 specified a Timken OK Load and an FZG pass stage requirements, while other specifications such as US Steel, has a requirement for a Timken Retention test value instead of an OK Load.
From “rigid” to “relaxed” Open Gear Compounds
In late 1990s, a new version of the Open Gear heavy grade compound was developed to accommodate the overseas remote areas that used to necessitate lengthy storage durations and various handlings and transfers prior to product utilization. Requirements such as good resistance to oil separation, and resistance to set back (hardening under normal storage conditions) were highly desired. Good performance in these critical areas makes the pumping operation and transfer through the central lubrication system easier. As one can expect, the base oil nature has been revisited (keeping the viscosity within the acceptable range). A couple of additives that were thought to have an effect on rheological properties and structure of the grease matrix were reviewed in this program. The newly developed compound could meet the objectives with minimum change to the formulation. The field testing confirmed the laboratory findings, not only under normal temperatures but also under the lowest temperatures that commonly seen in these areas.
High Efficiency Open Gear Compound
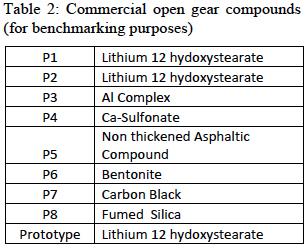
In early 2000, it was proposed to consider the possibility of improving the grease efficiency by reducing friction without impacting load carrying capacity, or wear protection [17]. A set of 8 commercial products
were considered in the benchmarking program. These products were based on diverse technologies. The base oils of these products included asphaltic compounds, naphthenic oils, paraffinic oils, synthetic fluids or combinations. The viscosity of the base fluids varied from as low as 250 cSt at 40°C to as high as 800 cSt at 100°C. The thickeners included lithium 12 hydroxy-stearate, aluminum complex, calcium sulfonate, bentonite, carbon black and fumed silica. Solids lubricants included graphite, molybdenum disulfide, calcium carbonate, calcium hydroxides, etc. or combinations, Packages of EP / AW additives including Sulfur-Phosphorus- Nitrogen compounds by themselves or in association with metallic elements such as Zinc, Molybdenum, Calcium, Boron, Antimony. Other additives including anti corrosion, anti-oxidant, VI improvers, tackifiers, etc. were present as well.
The EP and anti-wear properties were measured using Four Ball EP test (ASTM D- 2596) and Four Ball Wear (ASTM D- 2266) (Figure 14).
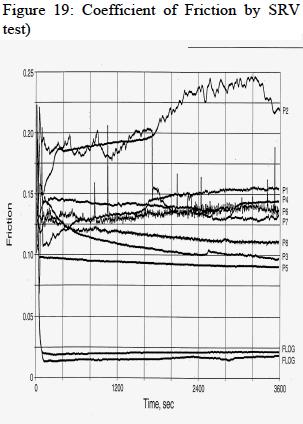
The SRV test rig (Figure 15) was chosen for evaluation of friction for mainly 2 reasons: (1) the end user as
well as the OEM (mining) have data in the possession that correlates the performance of a series of open gear compounds to the laboratory results obtained on SRV machine, and (2) the SRV machine offers the possibility of simulating open gear contact conditions (starved film).
The SRV machine used in this study utilizes a top specimen (flat surface disk) oscillating in contact with a bottom specimen (disk) at a preprogrammed settings of frequency, stroke, load and temperature. The specimen contact is lubricated with the lubricant sample. The approach that has been taken is to make sure that there
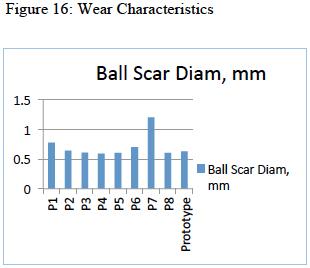
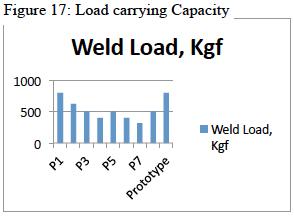
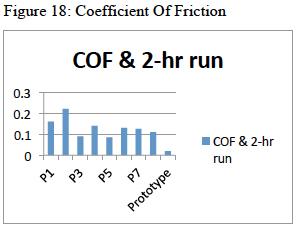
is no compromise on the welding load, as measured by Four Ball EP (800 kg minimum, which was deemed a critical requirement for any product used on the draglines and shovels in mining exploitation. In the same line, the wear was considered acceptable if the ball scar diameter remains below 0.7 mm as measured as per Four Ball Wear test. A target of 0.08 coefficient of friction (COF) as measured by SRV was set as the maximum acceptable value in this program.
Development work was started by (1) optimizing of the base oil fluid viscosity built with a combination of paraffinic, naphthenic and synthetic oils. (2)optimizing the solid film lubricants which were also a combination of several different types and finally optimization and search for synergisms between different AW, EP and FR compounds but also with the solid additive packages. The results of this study are shown in Figure 16, 17, 18 and 19.
Welding Loads of the 8 benchmark products, listed in Table 2, were varying between 315 and 800 kgf, the 4-Ball wear scars between 0.58 and 1.2 mm, and the SRV COF (after 2 hours run) were varying between 0.09 and 0.22. The new prototype passed the 800 kgf level in EP test, measured 0.63 mm in the wear test and remarkably outperformed all the other benchmark


In coordination with the OEM, extensive SRV testing was carried out to compare performances of this prototype when used in bushings (steel bronze configuration). Coefficients of friction of 0.02 have been replicated. The product has been since then applied in drag gearing, center pintle, slew rack, roller/rail, propels, shaft/ bushings in draglines. The results of the field testing can be summarized within this statement from an end user: “Product was used without interruption in open gears and bushings for 50,400 operating hours. Recent inspections revealed that all bushes had the original machining marks intact”. This year the product entered its 20th year of utilization. It continues to maintain its exceptional performance in all the lubrication points in which it is applied.
Getting to “Super Heavy”
As we all know, in recent years, OEM specifications continued to change to adapt to the new lubrication requirements of the massive machinery. A new specification was issued to reflect the new requirements for the electrical hoist drum gearing present in a mining shovel calling for higher base oil viscosity. The “Heavy” version open gear compound with an initial base oil viscosity of 1890 cSt at 40°C has been upgraded to a “Super Heavy” version with a base oil viscosity of 6,000 cSt at 40°C for 5,000 cSt minimum required by the new specification [17].
The challenge for the formulator was to pick suitable base fluids to meet the new spec requirement in terms of viscosity but also keep the rest of physical and performance properties the same or within acceptable ranges including dispensability.
Table 3 below shows data sets for both low friction heavy
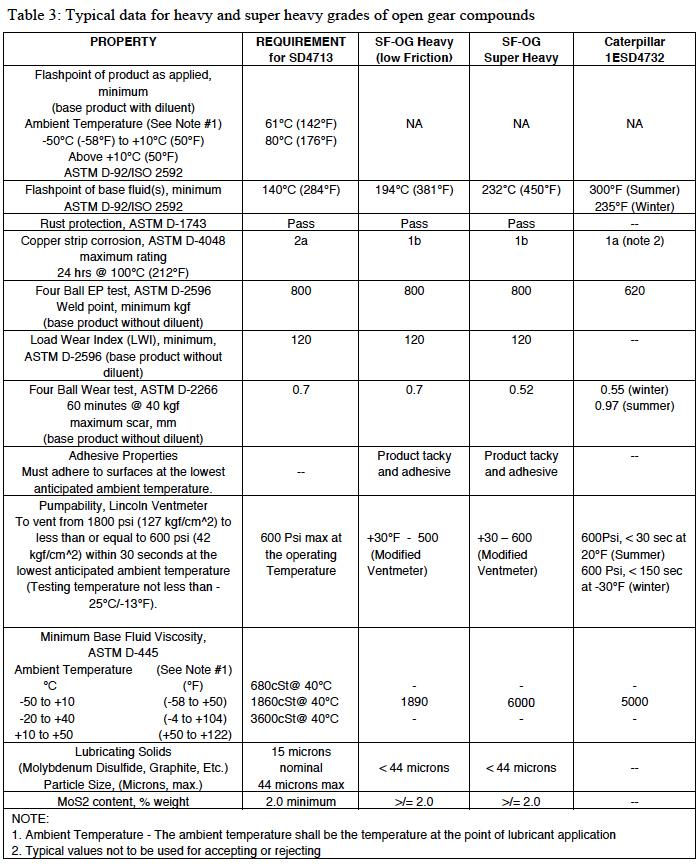
Field testing was carried out in 2012/2013. The Super Heavy lubricant seems to handle both the heavy and the super heavy applications, not only in terms of gear performance “ I have not seen a better looking gear set with the 2500 hours that they have on them” as stated by the OEM gear inspector, but also in terms of pumpability, sprayability, dispersability and coverage as well in spite of the high base oil viscosity involved.
Biodegradable Lubricants
In recent years, awareness of the utilization of mineral based oils and their possibly undesirable effects on the surrounding areas has created the opportunity to produce environmentally friendly lubricants from agricultural products. These products have the advantages of being less volatile, having minimal health and safety risks and being more easily disposed due to their inherent biodegradability. Several biodegradable precursors such as esters and vegetable oils have been proposed for use in lubricants. Thus, such lubricants discussed in [19, 20, 21, 22, 23, and 24] references suggest that bio-based products could represent a potential feedstock that may provide an acceptable cost performance balance without carrying any risk to the safety, health and environment. This is particularly true for systems where lubricant may be lost after use or accidentally comes in contact with the environment. A vegetable based platform for biodegradable products was developed to address these new challenges in the open pit mining industry. Laboratory test results along with the field testing data side by side with those obtained on conventional mineral oil based products was undertaken.
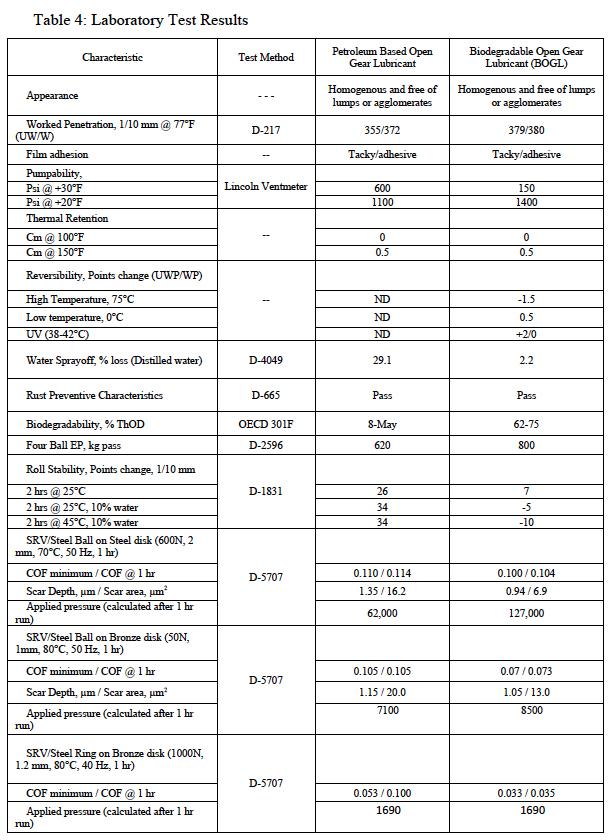
Combinations of vegetable oils, thickening systems, solid compounds and a package of functional additives constituted the formula of the finished grease that was subjected to laboratory and field testing. The product was homogenized through a stone mill improving grease consistency and eventually its stability over time. The lab test set consisted of those shown in Table 4 below.
Based on Table 4 results, one can say that the biodegradable open gear lubricant versus a mining industry standard lubricant, a petroleum based lubricant, displays equivalent if not better, physical and performance characteristics. These conclusions are valid for EP and antiwear properties, mechanical stability, water resistance, corrosion inhibition, reversibility, thermal retention, and pumpability.
A field testing was conducted on a mining dragline. The trialed components were Drag gearing, Centre pintle, slew rack, rollers / rail, and RHS propel shafts/bushings.
Performance indicators were visual inspection, sound level, temperatures, and lubricant sample analysis. Procedure consists of isolating the lubrication systems, purging lines and injectors, loading the flushing product, then the bio-based product. The detailed results of the field testing are presented in the reference [19]. These can be summarized in the following extract from the field testing report [25]:” At 6 minutes purge cycles, the BOGL (biodegradable Open Gear Lubricant) film was washing off. As cycles were gradually extended, film was being worked and gave good adherence. Film of BOGL is very black-tenacious. Film of BOGL drag gearing is darker that PBOGL on hoist gearing, appearance excellent. At 3 minute cycles for drag gearing, the coverage is still very good and you can still leave finger lines on the load face after 24 hours at 30 minute cycles. If the adhesion of the lube to the drag gear is anything to go by, I don’t think we will have any problems once the film of BOGL has been established. Coverage is very good. Pitch line has plated out nicely. BOGL is still working its way up the non-load side of the drag gear. New BOGL is showing at top flange, center pintle bushing and temperatures are good”. Later towards the end of the report, one can read: “The trial, although clearly in early days, is going very well. MISL, the acknowledged
Mining Industry Standard Lubricant and our benchmark reference for BOGL, shows early evidence of being outperformed by BOGL”.
Other Bio-based Lubricants
The above bio-based technology platform has been extended to include other total loss application products, namely seal compounds for tunneling boring machines [26] or even mill liner lubricants to protect mill housings and roll bearing chocks [27].
Conclusions
This is the story of evolution of open gear compound technology that didn’t cease reshaping itself since its conception following the time when the first shovels and draglines were put in operation. To adapt to the excavating technology transformation, the open gear technology had
to adopt the use of early base oils produced from the first oil refining processes and to adjust to the new lubrication requirements. Initial asphaltic material (with solvents) and later with various metal based additives for wear and extreme pressure protection, contributed to the extension of service life of open gear components. Development of open gear compounds based on lithium greases and newly introduced lubricating solids, have drastically improved the impact of lubrication on the operation and service life of the mining heavy equipment. Solvent removal from the open gear formulations, the solvent free technology has been challenged by the low temperature applications. Heated lubricant dispensing lines, utilization of synthetic base oils in the formulations and diversification of the grades to reflect the variety of the geographies, have significantly contributed to the adaptability of the new technology to new performance and environment requirements as the OEM new specifications developed. Finally, bio-based (or biodegradable products) specifically those designed for total loss applications, while timidly moving into mining applications, are bringing high performance attributes to Industrial applications, as they continue to gain broader acceptance in the Mining Sector.
References
1. K. Carnes, The 10 greatest events in tribology history, TLT
Magasine, June 2005 2. Ilija Gawrilow, Vegetable Oils in Usage in Lubricants,
Oleochemicals, Vol. 15, Nov 2004 3. Lou Honary, Biodegradable / Biobased Lubricants and
Greases, Machinery Lubrication, Sep 2001 4. L Honary, E Richter, Biobased Lubricants and Greases –
Technology and Products, John Wiley & Sons, 2011 5. G. Ivănu, Istoria petrolului în România, Editura AGIR, 2004 6. Constantin M. Boncu, Contribuii la istoria petrolului românesc, Ed. Academiei R. S. România, 1971 7. Lubrication of Coal Mining Machinery, Lubrication,
December 1926 8. The evolution of the base oil technology industry focus,
Machinery Lubrication, March 2003 9. C. J Boner, manufacture and Application of Lubricating
Greases, Reinhold Publishing Corporation, NY 1954 10. C.E. Earle, US Patent Nr. 2,274,673, March 1942 11. C.E. Earle, US Patent Nr. 2,274,674, March 1942 12. C.E. Earle, US Patent Nr. 2,274,675, March 1942 13. C.E. Earle, US Patent Nr. 2,274,676, March 1942 14. C.E. Earle, US Patent Nr. 2,293,052, August 1942 15. C. Mason Imperial Valley to the World, An Adventure in
American Free Enterprise, 1981 16. Specification for Open Gear Lubricant - SD4713 (August 18, 2005) - 27 NLGI SPOKESMAN, JULY/AUGUST 2016
17. H. Faci, I. Bjel, A. Medrano, B. Cisler, “Frictionless” Open
Gear Lubricant, NLGI Spokesman, Vol 66, Nr 6 , September 2002 18. Caterpillar 1ESD4732 Specification for Open Gear
Lubricant, March 2013 19. H. Faci, A. Medrano, B. Cisler, “Biodegradable Open Gear
Lubricant”, NLGI Spokesman, Vol 67, Nr.12, March 2004 20. H. Faci, Open Gear Lubricant, Castrol Limited, US Patent 6, 251, 839, June 26, 2001 21. T. Mang, Environmentally Harmless Lubricants, NLGI
Spokesman, Vol 57, Nr 6, Sept 1993 22. T. W. Dicken, Biodegradable greases, Industrial Lubrication and Technology, Vol 46, Nr. 3, 1994 23. L. Honary, a.t. Potential Utilization of Soybean Oil as
Industrial Hydraulic Oil, SAE Technical Paper Nr 941760,
Warrandle, PA SAE Publications (1994). 24. J.W. Lambert, Vegetable Oil Lubricants for Internal
Combustion Engines and Total Loss Lubrication, Agro management Group, US Patent 5,888,947, March 30, 1999 25. Preliminary Trials, Biodegradable Open Gear Lubricant,
Field Testing Report, Applied Chemicals Pty Ltd, DDD/242-98 (Internal Distribution) 26. H. Faci, B. Cisler, Biobased Lubricants for Tunnel Boring
Machines, NLGI Spokesman, Vol 72, Nr. 5, August 2008 27. H. Faci, B, Cisler, A. Medrano, M. Inns “When Performance and Biodegradability Converge – A Superior Product in a
Demanding Environment, NLGI Spokesman, Vol 70, Nr.1,
April 2006







