


















JUNE 2023 www.ethanolproducer.com More Producers Adopting Protein Technology Page 36 INTO GOLD Turning Grain PLUS LSCP’s 20-Year Journey of Growth Page 26 Get A Tighter Lock on LDAR Page 44












































4 | ETHANOL PRODUCER MAGAZINE | JUNE 2023 DEPARTMENTS 5 AD INDEX/EVENTS CALENDAR 6 EDITOR'S NOTE CI Reduction at the Plant and On the Farm By Tom Bryan 8 VIEW FROM THE HILL The Importance of the Next Generation Fuels Act By Geoff Cooper 12 GLOBAL SCENE U.S. Grains Council Celebrates Japanese Ethanol Ruling By Mackenzie Boubin 14 BUSINESS BRIEFS 43 MARKETPLACE FEATURES 16 FARM Sequestration In the Field Factoring climate-smart farming into ethanol's CI By Katie Schroeder 26 PRODUCTION Climbing Higher Over Time LSCP's two decades of incremental growth By Katie Schroeder Ethanol Producer Magazine: (USPS No. 023-974) June 2023, Vol. 29, Issue 6. Ethanol Producer Magazine is published monthly by BBI International. Principal Office: 308 Second Ave. N., Suite 304, Grand Forks, ND 58203. Periodicals Postage Paid at Grand Forks, North Dakota and additional mailing offices. POSTMASTER: Send address changes to Ethanol Producer Magazine/Subscriptions, 308 Second Ave. N., Suite 304, Grand Forks, North Dakota 58203. 36 DIVERSIFICATION Going for Gold Catching up with ICM's APP system installations By Luke Geiver 44 ENVIRONMENTAL Tighter LDAR Protocols Making your facility compliance, audit ready By Luke Geiver 52 CELLULOSIC Wood Ethanol Alongside Corn A next-generation idea for today's plants By Susanne Retka Schill SPOTLIGHTS 60 VEOLIA A Collaborative Partner of Choice for the Ethanol Industry By Katie Schroeder 61 PREMIUM PLANT SERVICES A Trusted Name In Shutdown Cleaning By Katie Schroeder Contents JUNE 2023 VOLUME 29 ISSUE 6 16 26 36 44 52 CONTRIBUTIONS 62 TECHNOLOGY Valve Inspection Gets Easier Mobile app for phones provides instant results By Michael Hettegger 66 CONSTRUCTION CHP and Carbon Capture: Keys to Unlocking Part of the Net-Zero Fuels Equation Fagen Inc. ready for ethanol's latest projects By
70 ENERGY Decarbonizing Process Heat: The Key to Capturing Once-In-A-Generation Incentives Thermal energy storage for on-site wind energy By Jordan Kearns
Will Stark
EDITORIAL
President & Editor
Tom Bryan tbryan@bbiinternational.com
Online News Editor
Erin Voegele evoegele@bbiinternational.com
Staff Writer
Katie Schroeder katie.schroeder@bbiinternational.com
DESIGN
Vice President of Production & Design
Jaci Satterlund jsatterlund@bbiinternational.com
Graphic Designer
Raquel Boushee rboushee@bbiinternational.com
PUBLISHING & SALES
CEO
Joe Bryan jbryan@bbiinternational.com
Vice President of Operations/Marketing & Sales
John Nelson jnelson@bbiinternational.com
Senior Account Manager/Bioenergy Team Leader
Chip Shereck cshereck@bbiinternational.com
Account Manager
Bob Brown bbrown@bbiinternational.com
Circulation Manager
Jessica Tiller jtiller@bbiinternational.com
Marketing & Advertising Manager
Marla DeFoe mdefoe@bbiinternational.com
EDITORIAL BOARD
Ringneck Energy Walter Wendland
Little Sioux Corn Processors Steve Roe
Commonwealth Agri-Energy Mick Henderson
Aemetis Advanced Fuels Eric McAfee
Western Plains Energy Derek Peine
Front Range Energy Dan Sanders Jr.
Advertiser Index
Upcoming Events
2023 Int'l Fuel Ethanol Workshop & Expo
June 12-14, 2023
CHI Health Center, Omaha, NE (866) 746-8385 | FuelEthanolWorkshop.com
From its inception, the mission of this event has remained constant: The FEW delivers timely presentations with a strong focus on commercial-scale ethanol production—from quality control and yield maximization to regulatory compliance and fiscal management. The FEW is the ethanol industry’s premier forum for unveiling new technologies and research findings. The program is primarily focused on optimizing grain ethanol operations while also covering cellulosic and advanced ethanol technologies.
2023 Biodiesel Summit: Sustainable Aviation Fuel & Renewable Diesel
June 12-14, 2023
CHI Health Center, Omaha, NE (866) 746-8385 | BiodieselSummit.com
The Biodiesel Summit: Sustainable Aviation Fuel & Renewable Diesel is a forum designed for biodiesel and renewable diesel producers to learn about cutting-edge process technologies, new techniques and equipment to optimize existing production, and efficiencies to save money while increasing throughput and fuel quality. Produced by Biodiesel Magazine, this world-class event features premium content from technology providers, equipment vendors, consultants, engineers and producers to advance discussion and foster an environment of collaboration and networking through engaging presentations, fruitful discussion and compelling exhibitions with one purpose, to further the biomassbased diesel sector beyond its current limitations.
2023 North American SAF Conference & Expo
August 29-30, 2023
Minneapolis Convention Center, Minneapolis, MN (866) 746-8385 | www.safconference.com
The North American SAF Conference & Expo, produced by SAF Magazine, in collaboration with the Commercial Aviation Alternative Fuels Initiative (CAAFI) will showcase the latest strategies for aviation fuel decarbonization, solutions for key industry challenges, and highlight the current opportunities for airlines, corporations and fuel producers.
2023 National Carbon Capture Conference & Expo
November 7-8, 2023
Customer Service Please call 1-866-746-8385 or email us at service@bbiinternational.com. Subscriptions Subscriptions to Ethanol Producer Magazine are free of charge to everyone with the exception of a shipping and handling charge for anyone outside the United States. To subscribe, visit www.EthanolProducer.com or you can send your mailing address and payment (checks made out to BBI International) to: Ethanol Producer Magazine Subscriptions, 308 Second Ave. N., Suite 304, Grand Forks, ND 58203. You can also fax a subscription form to 701-746-5367. Back Issues, Reprints and Permissions Select back issues are available for $3.95 each, plus shipping. Article reprints are also available for a fee. For more information, contact us at 866-746-8385 or service@bbiinternational.com. Advertising Ethanol Producer Magazine provides a specific topic delivered to a highly targeted audience. We are committed to editorial excellence and high-quality print production. To find out more about Ethanol Producer Magazine advertising opportunities, please contact us at 866-746-8385 or service@ bbiinternational.com. Letters to the Editor We welcome letters to the editor. Send to Ethanol Producer Magazine Letters to the Editor, 308 2nd Ave. N., Suite 304, Grand Forks, ND 58203 or email to editor@bbiinternational.com. Please include your name, address and phone number. Letters may be edited for clarity and/or space.
Please recycle this magazine and remove inserts or samples before recycling
Iowa Events Center | Des Moines, IA (866) 746-8385 | www.nationalcarboncaptureconference.com
The National Carbon Capture Conference & Expo is a two-day event designed specifically for companies and organizations advancing technologies and policy that support the removal of carbon dioxide (CO2) from all sources, including fossil fuel-based power plants, ethanol production plants and industrial processes, as well as directly from the atmosphere. The program will focus on research, data, trends and information on all aspects of CCUS with the goal to help companies build knowledge, connect with others, and better understand the market and carbon utilization.
ETHANOLPRODUCER.COM | 5 2023 Int'l Fuel Ethanol Workshop & Expo 14-15 ACE American Coalition For Ethanol 69 Apache Stainless Equipment 38 Bepex International LLC 19 BetaTec Hop Products 76 Beyond (a Christianson Company) 23 Check-All Valve Mfg. Co. 40 CPM 72 D3MAX LLC 34-35 Ecolab 39 Fagen Inc. 28 Fluid Quip Mechanical 30 Fluid Quip Technologies 12 Growth Energy 13 Helle Engineering, LLC 29 Howden 18 Hydro-Thermal Corporation 50 ICM, Inc. 9 & 65 IFF, Inc. 59 Indeck Power Equipment Co. 42 Interra Global Corporation 48 Interstates, Inc. 64 J.C. Ramsdell Enviro Services, Inc. 67 Jacobs Corporation 57 KATZEN International, Inc. 46 Keit Spectrometers 22 Kemin Bio Solutions 41 Krieg & Fischer 55 Lallemand Biofuels & Distilled Spirits 11 Leaf by Lesaffre 73 Mason Manfacturing, LLC 54 McCormick Construction, Inc. 56 Midland Scientific Inc. 47 Mole Master Services Corporation 43 Natwick Associates Appraisal Services 31 NLB Corp. 68 North American SAF Conference & Expo 21 Phibro Ethanol 25 POET LLC 7 Premium Plant Services, Inc. 61 RCM Engineering-Thermal Kinetics 49 RPMG, Inc. 58 SAFFiRE Renewables 74 Salco Products, Inc. 3 Sukup Manufacturing Co. 2 The CCM Group 20 Trucent 32 Veolia 60 Victory Energy Operations, LLC. 33 WINBCO 51 Zeochem LLC 71
COPYRIGHT © 2023 by BBI International
CI Reduction at the Plant and On the Farm
Turning ethanol into an ultra-low carbon—someday, net-zero—biofuel calls for the powerful convergence of three things: continued efficiency gains at the facility level (perhaps including the future replacement of fossil energy); the widespread adoption of carbon capture systems (of all kinds); and the adoption of state and federal low-carbon fuel policies that reward climate-smart agriculture. All three legs of this strategy are necessary, and each shows up in the pages of this June edition.
It is ironic that the least talked about component of our net-zero quest is arguably the most vital and difficult to achieve. There’s a strong case for reducing the allocated carbon intensity of corn grown on farms that use low-carbon techniques like reduced tillage and cover cropping, along with shrewd nutrient management. But we seem to be miles away from real incentives. As we report in “Sequestration In the Field,” on page 16, current incentives for low-carbon biofuel—namely what’s offered by California’s LCFS—assign the same base-level carbon intensity rating to all corn, regardless of cultivation practices and soil management. Status quo programs don’t reward ethanol producers sourcing (or planning to source) low-carbon, soil-friendly feedstock from growers practicing regenerative agriculture. In turn, they fail to provide farmers with an incentive to change. Still, there is sizeable interest in climate-smart farming. Important pilot programs are underway, and there’s real hope for both state and federal legislation that would finally give both farmers and ethanol producers the credit they deserve.
Continued process efficiency gains are an important aspect of the industry’s net-zero quest, and our page-26 story on Little Sioux Corn Processors is a good example of how ethanol producers can grow dramatically, in stages, while maximizing efficiency and building new revenue streams. As you’ll discover while reading “Climbing Higher Over Time,” LSCP has done this while embracing the humble mantra of “doing more with less.” And, oh, are they doing more—of everything.
After hearing about multiple ethanol plants making headway with installations of ICM Inc.’s Advanced Processing Package, we asked the company to share its progress. We’re glad we did. The Kansas-based process technology company is staying busy with APP installations, and we catch up on their journey in our page-36 story, “Going for Gold.” ICM’s system, which allows ethanol plants to produce a yeast-enriched 50% protein, along with traditional DDGS or, alternatively, a high-energy animal feed, provides numerous tangential benefits (more ethanol, more corn oil and less energy use, to name a few). The multi-part package is easily integrated with existing equipment and can be adopted in stages or, if desired, all at once.
New technologies and plant expansions are exciting, but there are also sobering aspects to growth, compliance being one of them. In “Tighter LDAR Protocols,” on page 44, we look at the relatively stringent leak detection and repair procedural requirements ethanol producers must maintain and sometimes amend—especially when they make facility changes. With some frequency, regional and federal enforcement agencies have been auditing LDAR plans and stopping by ethanol plants to scan for leaks with infrared cameras. Fortunately, third-party contractors can help plants reduce their compliance stress with LDAR program management that helps them be audit-ready at all times.
Finally, be sure to check out our story on Comstock’s wood ethanol vision, on page 52, followed by three really good contributions—one from renowned builder Fagen Inc. that fits right into this month’s decarbonization theme.
Enjoy the read.
6 | ETHANOL PRODUCER MAGAZINE | JUNE 2023 FOR INDUSTRY NEWS: WWW.ETHANOLPRODUCER.COM OR FOLLOW US: TWITTER.COM/ETHANOLMAGAZINE Editor's Note
in rh ythm with natur e



gcooper@ethanolrfa.org
The Importance of the Next Generation Fuels Act
In April, the U.S. Environmental Protection Agency released a proposed regulation for what it calls “Multi-Pollutant Emissions Standards for Model Years 2027 and Later Light-Duty and Medium-Duty Vehicles.” While that title sounds official and impressive, let’s call the proposed regulation what it really is: an electric vehicle mandate. Why? Because unless automakers dramatically increase their production of EVs in the years ahead, they’ll have no way of complying with EPA’s ambitious proposed standards. EPA itself expects that, under the regulations, “EVs could account for 67% of new light-duty vehicle sales” by 2032.
Indeed, John Bozzella, head of the national trade association representing automakers, called EPA’s proposal “aggressive by any measure” and labeled the agency’s EV goals as “very high.” Rather than plunging headlong into the EV abyss, Bozzella recommended that “EPA and the petroleum industry should act quickly to concurrently lower the carbon intensity of liquid fuels. This will produce higher and faster returns by reducing emissions from not only new gas vehicles (including plug-in hybrid EVs), but from the millions of light-duty gas vehicles currently on the road.”

We wholeheartedly agree.
And that’s why policymakers should be considering technology-neutral approaches for reducing carbon emissions instead of pursuing vehicle mandates that put all of our eggs into one basket. A smarter approach to carbon policy would be to set the emissions reduction goal, then let the marketplace determine the lowest-cost and most efficient ways of meeting that standard.
That’s exactly what the Next Generation Fuels Act would do.
This bipartisan legislation was introduced in the Senate in late March by Senators Chuck Grassley (R-IA), Amy Klobuchar (D-MN), Joni Ernst (R-IA) and Tammy Duckworth (D-IL), and the following week in the House by Reps. Mariannette Miller-Meeks (R-IA), Angie Craig (D-MN), Darin LaHood (RIL), Nikki Budzinski (D-IL) and 16 others.
If signed into law, this bill would require more efficient high-octane, lower-carbon fuels beginning in 2028. The bill doesn’t dictate how regulated parties must achieve the higher octane and lower carbon requirements; it doesn’t require the use of a specific fuel or vehicle. Rather, it simply sets the standard for high octane (95 RON ramping up to 98 RON) and low carbon (the source of the octane boost must reduce GHG emissions by 40% compared to today’s gasoline), opens the marketplace to a broad array of high-octane, low-carbon sources by removing arcane regulatory barriers, then lets the market work its magic.
The reintroduction of the Next Generation Fuels Act in both the House and Senate gives liquid fuels the opportunity to increase fuel efficiency while reducing tailpipe emissions, something that the Biden Administration is acutely focused on at this time. This bill would also keep our industry moving forward in pursuing our members’ commitment to a net-zero-carbon future and would demonstrate that there are alternatives to an all-EV future in the form of lower-cost, lower-emitting renewable liquid fuels that are ready to deploy in increased amounts today.
RFA strongly supports the Next Generation Fuels Act, and we thank the many visionary leaders in Congress who support this landmark legislation. We look forward to working with clean fuel supporters in both chambers of Congress—and both political parties—to turn this bold vision into a reality.
8 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Renewable Fuels
Geoff Cooper President and CEO
Association 202-289-3835
View from the Hill
U.S. Grains Council Celebrates Japanese Ethanol Ruling
U.S. Grains Council staff and representatives’ recent activity in Japan has contributed to a major breakthrough for U.S. ethanol, allowing domestic producers to access up to 100 percent of the Japanese biofuel market.

In the leadup to the landmark announcement, council staff and members of the Illinois Corn Marketing Board were accompanied by Illinois Sen. Tammy Duckworth to Tokyo to meet with Japanese auto manufacturers, the Department of Agriculture’s Foreign Agriculture Service (FAS) Tokyo, U.S. Ambassador to Japan Rahm Emanuel and Ministry of Economy, Trade and Industry (METI) officials to discuss Japan’s commitment to double ethanol consumption by 2030.
Japanese ethanol imports are in the form of ethyl tert-butyl ether (ETBE). The U.S. first achieved market access following a change in Japan’s policy in 2018, coinciding with its industry’s interest in U.S. ethanol’s low carbon properties. The USGC estimates U.S. ethanol in Japan totaled about 140 million gallons (utilized in the form of ETBE) during marketing year (MY) 2021/2022.
The current volume for Japanese bioethanol consumption remains at 217 million gallons (77 million bushels in corn equivalent) per year at an ethanol blend level of 1.9 percent ETBE.
Japan’s METI oversees Japan’s energy policy, which includes how ethanol is to be utilized in the country. The U.S. industry delegation discussed ways to further increase Japan’s ethanol consumption to comply with global environmental targets and domestic consumer initiatives by demonstrating infrastructure feasibility, supply availability and automobile compatibility to promote a direct blend of E3 in the near term.
In addition to creating market access for U.S. ethanol, the mission was also a time to discuss sustainable aviation fuel (SAF), the carbon reduction benefits of ethanol and the reliability of the U.S. ethanol supply. Representatives from Japan’s All Nippon Airways and Boeing were present at a biofuels panel hosted by the U.S. embassy to hear from ICMB and other industry representatives about ways to use corn ethanol-based SAF within their policies.
Just a month after the council’s meetings in Tokyo, METI released its final proposed rule for partial amendment of the Act on Sophisticated Methods of Energy Supply Structures—in place through 2028— that allows the country to further contribute to its climate targets through consumption of lower-carbon ethanol and, for the first time, will grant U.S. ethanol the ability to achieve full access to the Japanese biofuel market.
The act, which is reviewed every five years, featured timely and scientific updates regarding the lifecycle assessment of U.S. corn-based ethanol.
The council is delighted to have contributed to this new ruling through years of programs, meetings and other initiatives in Japan to provide U.S. ethanol producers with a new, high-volume market that will increase their profit and lower carbon emissions overseas.

10 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Mackenzie Boubin Director of Global Ethanol Export Development
U.S. Grains Council mboubin@grains.org
Global Scene
In Japan to discuss the country's commitment to double ethanol consumption by 2030, U.S. Grains Council staff and Illinois Corn Marketing Board members were joined by Illinois Sen. Tammy Duckworth (head of the table). The group met with auto manufacturers and government representatives while there, including U.S. Ambassador to Japan Rahm Emanuel (left of Sen. Duckworth)
PHOTO: USGC
MEET TODAY’S GOALS. ANSWER TOMORROW’S QUESTIONS. SOLUTIONS, DESIGNED BY LBDS.



We put Fermentation First™. You get yeast, yeast nutrition, enzymes and antimicrobial products, alongside the industry leading expertise of our Technical Service Team and education resources. Find the right solution for your ethanol business at LBDS.com.



© 2023 Lallemand Biofuels & Distilled Spirits
BUSINESS BRIEFS
Davis named vice president of New Energy Blue

New Energy Blue has hired Kelly Davis as vice president, a new position at the company. Davis will augment the company's technical, regulatory and operations expertise as it staffs up to build out a series of clean-tech biomass refineries, which aim to produce low-carbon biobased fuels and chemicals from corn stalks, wheat straw and, in the future, perennial grasses.
Davis joins New Energy Blue after a decade as vice president of technical and regulatory affairs with the Renewable
ClearFlame Engine Technologies raises $30 million in Series B funding



Chicago-based ClearFlame Engine Technologies has raised $30 million in Series B funding to bring to market innovative solutions that power heavyduty engines with clean, renewable fuels and create a viable business solution to reduce carbon and soot. The company’s patented technology runs on a range of renewable liquid fuels including ethanol.

The latest investments were led by Mercuria Energy Group, one of the world's largest privately held energy and commodities companies, with Mercuria




Fuels Association. A chemist by training, she brings three decades of biofuels experience in quality management, production and marketing. Davis will work with local farmers in Iowa, sourcing crop residue for conversion into second-generation fuels. She will also develop expanded uses for the clean lignin produced at New Energy Blue’s future biorefineries.
and Breakthrough Energy Ventures both making second investments. Other new investors were also announced.
“Federal Department of Energy funding moved us from concept to patent,” said BJ Johnson, ClearFlame CEO and company co-founder. “[And] series A funding propelled us from patent to pilot. This latest investment round can accelerate us from pilot to proven product in multiple markets, starting with longhaul trucks.”
The experts in transformative technology. ©2023. All rights reserved Fluid Quip Technologies , LLC. All trademarks are properties of their respective companies. Scan here to schedule a meeting today! Engineering solutions, providing insight and guidance on process improvements, optimization, and strategies.
PUT DECADES OF EXPERIENCE TO WORK IN YOUR FACILITY.
PEOPLE, PARTNERSHIPS
& PROJECTS
Kelly Davis
Ward returns to NCERC as project management engineer
The National Corn-to-Ethanol Research Center at Southern Illinois University Edwardsville (NCERC at SIUE) is pleased to welcome Steve Ward, PE, as its new project management engineer. In his new role, Ward will oversee research projects in NCERC’s pilot- and demonstration-scale research laboratories while working directly with clients from across the world that come to the center to perform scale-up of commercial-bound biotechnologies. In addition to his role on the
CHP Alliance urges Congress for support in FY 2024 budget

The Combined Heat and Power Alliance and more than 50 businesses, manufacturers, end-users, trade associations, non-profits and others sent a letter urging House and Senate leadership of the Energy and Water Development Appropriations Subcommittee to support robust funding for combined heat and power (CHP) programs in the fiscal year 2024 budget.

The letter requests funding for several programs within the Department of Energy’s Advanced Materials and Manufacturing Technologies Office and









research team, Steve will serve as a mentor for NCERC’s operations staff and those who participate in the workforce training programs at the center.
Ward brings over 15 years of experience in engineering and project management to the NCERC leadership team, including previous employment at the center, holding multiple roles there from 2004 to 2016.

CLEANER ROAD TR IPS AWAIT
Industrial Efficiency & Decarbonization Office, including: $58 million in funding to help interested parties deploy CHP systems; $20 million in funding directed toward RD&D and technical assistance for renewable- and hydrogen-fueled CHP to be used in industry; and $35 million in funding to support economy-wide decarbonization efforts and fund research and development of materials with high thermal and/or electrical conductivity, including CHP systems and waste heat recovery.
We’ve put together some eco-friendly, perfect-for-spring itineraries with Get Biofuel stops and mustsee sights built in. Browse the itineraries &

learn more
at
Steve Ward
THANK YOU SPONSORS
































































THANK YOU SUPPORTING ORGANIZATIONS








































































THANK YOU MEDIA PARTNERS




































































ND C e North Dakota Ethanol Council european renewableethanol June 12-14, 2023 OMAHA, NE Sponsors & Exhibitors as of April 24, 2023
MA GAZINE
THANK YOU EXHIBITORS
4B Components, Ltd.
ABP Engineering
ADF Engineering, Inc
AGR A Industries, Inc
Aldon Company Inc
Alfa Laval, Inc
Alliance Technical Group
Allied Instrumentation
Allied Tank And Construction
Allied Valve, Inc
American Coalition for Ethanol
AmeriWater
AmertechTowerServices
Anderson Chemical Co
Angel Yeast Co., Ltd.
Antea Group
Apache Industrial Services, Inc
Apache Stainless Equipment Corp.
Apollo Water Services
Applied Material Solutions, Inc
Applied Products Thermal Products Group
Arktos Environmental
ArrowUP
ASI Industrial
Babcock & Wilcox
Barnhart Crane & Rigging
Baron Filtration Co., Inc
BASF Enzymes, LLC
Battelle
BE&E
Bepex International, LLC
BetaTec Hop Products, Inc
Beyond (a christianson company)
BG Peterson
BioFuels Automation
Bioleap, Inc
Bion Companies
Bison Engineering, Inc
Bluewater Energy Solutions
Boss RailCar Movers
Brown Tank, LLC
BRUKS SIWERTELL
Bulk Conveyors, Inc
Buresh Building Systems
Burns & McDonnell
Butterworth, Inc
Campbell-Sevey
Carbis Solutions Group, LLC
Carbon Sink, LLC
CCS Group
CEMTEK KBV-Enertec
Central States Group
Chase Nedrow Industries
ChemTreat, Inc
Christianson PLLP
Christy Catalytics, LLC
Clariant Corporation
Clear Air Enviro-Services
Clear Solutions USA, LLC
Cleaver-Brooks
Combustion Kinetics Corporation
CompuWeigh Corporation
Conveyor Engineering & Mfg. Co
Cooling Tower Depot, Inc
Corval Group
CORYS
CPM
Crown Americas-Crown Iron Works
CTE Global, Inc
C-TEC AG
D3MAX, LLC
Decker Electric, Inc
Diamond R Industries
Diemme Filtration Srl
Direct Companies
DMA/Streamtech Industrial
Dowco Valve Company
Durr Systems, Inc
DXP Enterprises
Eagle Services Corporation
Eco Industrial Services
EcoEngineers
Ecolab, Inc
EGM, Inc
Emerson Appleton Lighting
Emerson Measurement Energy Integration, Inc
Enertech Solutions, Inc
Entecco Filtration Technology, Inc
ENVEA, Inc
Enviro-Dyne Industrial Services
EnviroLogix, Inc
ESC Spectrum
Ethanol Producer Magazine
Evergreen Engineering, Inc
Evoqua Water Technologies, LLC
Fagen, Inc
Federal Appraisal, LLC
Federal Screen Products, Inc
Ferm Solutions, Inc
Filtration Technology Corporation
Flexitallic
Flottweg Separation Technology, Inc
Fluid Process Equipment, Inc
Fluid Quip Technologies, LLC
Foundation Analytical Laboratory, Inc
Franzenburg Centrifuge
G Tech USA
GEA North America
Genesis III
Gilbert Industries, Inc
Global Refractory Installers & Suppliers
Good Land Industrial
GP Strategies Corporation
GPM, Inc
Grace Consulting, Inc
Growth Energy
H2O Innovation
Hamilton Company
Harvesting Technology, LLC
Hayward Tyler, Inc
Helle Engineering
Hengye, Inc
High Plains Boiler and Mechanical
Hoffmann Inc. & Wolf Material Handling Systems
Howden
Hrvyst
HTH Companies
Hubbell Killark
Hupp Electric Motors
Hydrite Chemical Co
Hydro-Thermal Corporation
ICM, Inc
Industrial Contractors, Inc
Industrial Equipment & Parts
Innospec Fuel Specialties
Innovative Plant Solutions, Inc
Innovative Technologies
IntegroEnergy Group, Inc
Interra Global Corporation
Interstates, Inc
iRely, LLC
J&D Construction, Inc
J.C. Ramsdell Enviro Services, Inc
Jackson Industrial Construction
Jacobs Corporation
Jasper Engineering & Equipment Company
Johnson Screens
KATZEN International, Inc
Keit Industrial Analytics
Kemin Bio Solutions
KFI Engineers
Kiewit Energy Group
Kobelco EDTI Compressors
Koch Engineered Solutions
Komax Systems, Inc
Krieg & Fischer Ingenieure GmbH
Kubco Services, LLC
Kurita America
L&M Ethanol Maintenance Contracting, Inc
Laidig Systems, Inc
Lallemand Biofuels & Distilled Spirits
Lapis Energy
Leaf by Lesaffre
Lotus Mixers, Inc./LOTUS Process Group, LLC
Louisville Dryer Company
LucasE3 Engineering
Maas Companies, Inc
Malloy Electric
Mapcon Technologies, Inc
Mason Manufacturing, LLC
Master Packing & Rubber Company (MPRC)
McC, Inc
Mcgyan Biodiesel, LLC
Merjent, Inc
Metrohm USA
Midland Scienti c, Inc
Mid-States Millwright & Builders
Midwest Cooling Tower Services
Midwest Cooling Towers, Inc
Midwest Laboratories
Midwest Mobile Waterjet
Miller Mechanical Specialties, Inc
Minnesota Bio-Fuels Association, Inc
Modern Companies, Inc
MoistTech Corp.
Mole Master Services Corporation
Montrose Environmental Group, Inc
MRC Global
NABP
Nalco Water, an Ecolab Company
National Corn-to-Ethanol Research Center
Navigator CO2
Nebraska Department of Economic Development
Nelson Baker Biotech
Nestec, Inc
Neuman & Esser USA, Inc
NLB Corp.
Northern Horizons INC
Northern Plains Rail Services
Northwest Electric
Novaspect, Inc
Novozymes
Oxidizers, Inc
P&E Solutions, LLC
P1 Service, LLC
PAC LP
Paget Equipment Co
Painters USA
Pelican Energy Consultants
PerkinElmer, Inc
Phase Biolabs, Inc
Phibro Ethanol
Phoenix Contact USA, Inc
Piller TSC Blower Corporation
Pinion
Pinnacle Engineering, Inc
Pioneer Industrial Corporation
Pivot Clean Energy Co
Plaas Incorporated
Plasma Blue
Pneumat Systems, Inc
PRAJ Industries Limited
Precision Rotary Equipment
Premium Plant Services, Inc
Prentice
Pro ow Pumping Solutions
ProQuip, Inc
PROtect, LLC
Proteum Energy, LLC
Qi2 Elements
RailPros Inc
Rasmussen Mechanical Services
RCM Engineering-Thermal Kinetics
Refractory Service, Inc
Renewable Fuels Association
Renewal Service, Inc. (RSI)
Rentech Boiler Systems, Inc
Richard
RINAlliance, Inc
RMS Roller-Grinder
Robinson Fans, Inc
Rondo Energy, Inc
RTP Environmental Associates, Inc
Rudolph Research Analytical
RVI, Inc
Ryan & Associates, Inc
SafeRack, LLC
SAFFiRE Renewables
Salof Ltd., Inc
Saola Energy, LLC
Schimberg Company
Scott Equipment Company
SCS Engineers
SCS Global Services
SECSI
Sentinel Integrity Solutions, Inc
Sentrimax Centrifuges (USA), Inc
Separator Technology Solutions
SEPCO Sealing Equipment Products Co., Inc
SES, Inc. Superior Environmental Solutions
SGS North America, Inc
Shandong Longda Bio-products Co., Ltd.
Sherwin Williams
Shuttlewagon
Siemens Industry, Inc
Solar Turbines Incorporated
Solutions
SonicAire
4 Manufacturing
Southern Heat Exchanger
SPX Cooling Technologies, Inc
Standard Polymers
StoneAge Tools
Strobel Energy Group
Sukup Manufacturing Co
Sulzer Chemtech USA, Inc
Sulzer Pumps Solutions, Inc
Summit Carbon Solutions
Sunson Industry Group Co., Ltd.
Sys-Kool Cooling Towers
Teikoku USA, Inc
The CMM Group
The Lubrizol Corporation
The Walling Company
TMI Coatings Inc
TorcSill Foundations, LLC
Total Valve
Trace Environmental Systems, Inc
Tracerco
Trackmobile Railcar Movers
Tranter, Inc
Trident Automation, Inc
Trihydro Corporation
Trislot USA
Trucent
Twin City Fan Companies, Ltd.
Unison Energy, LLC
University of North Dakota-EERC
VAA, LLC
Valley Equipment Company, Inc
Vanguard Fire & Security, Inc
Veolia Water Technologies & Solutions
Victory Energy Operations, LLC
Viking Automatic Sprinkler Co
Vogelbusch USA, Inc
VSP Technologies
W.R. Grace & Co
Warrior Mfg., LLC
Water Tech, Inc
WCR Incorporated
WEG Electric Corp.
Weishaupt America, Inc. Midwest
Western Ag Enterprises, Inc
Westmor Industries, LLC
Whitefox Technologies Limited
Williams Refractory Services, Inc
WINBCO
Winger Companies
Wiss, Janney, Elstner Associates, Inc
World Kinect Energy Services
Woven Metal Products
Xylogenics, Inc
Yakima Chief Hops
Zachry Group
Zeeco, Inc
Zenviro Tech US, Inc
Zeochem, LLC
IFF
SEQUESTRATION IN THE FIELD

Carbon intensity scores determine, in part, the value producers get for each gallon of ethanol they produce. Today’s CI calculations don’t factor in low-carbon farming practices, but industry leaders like Brian Jennings are determined to change that.
By Katie Schroeder

Carbon reduction has been the buzzword for the U.S. ethanol industry over the last few years, particularly since mid2022 with the passage of the Inflation Reduction Act. However, one of the major components of cornbased ethanol’s carbon intensity score occurs—with unacknowledged but important variability—before an ethanol plant ever receives its feedstock, while the corn is be-

ing grown. Farming is a frequently overlooked element of the carbon reduction conversation in the ethanol space, while carbon capture and sequestration (CCS) is receiving an extraordinary amount of ethanol producer


attention and investment, largely due to enhanced tax credits for CCS and the possibility of CO2 aggregation pipelines. However, the potential impact of “climate-smart” farming practices is certainly not lost on industry leaders like Brian Jennings, CEO of the American Coalition for Ethanol. “The production of corn is responsible for about half of ethanol’s carbon footprint, and the other half of ethanol’s carbon footprint can be attributed to manufacturing of the ethanol and then

16 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Brian Jennings CEO, American Coalition for Ethanol
the use of the ethanol,” Jennings says. “A big chunk of the ethanol carbon footprint is what happens on the corn farm or what happens in the corn field.”
ACE Climate-Smart Farming Project
ACE received a grant from the U.S. Department of Agriculture to partner with South Dakota State University, the South Dakota Corn Growers Association, the U.S.

Department of Energy Sandia National Laboratory, and Dakota Ethanol LLC, a 100 MMgy ethanol plant in Wentworth, South Dakota, to compensate farmers in the surrounding seven counties for using regenerative or climate smart practices such as cover cropping, reduced or no tillage, and nutrient management.




The goal of the project is to get more farmers involved in these practices and gain data on how these practices impact soil health and carbon intensity. “We will
do baseline testing, as we want the soil data from these farmers engaging in these practices,” Jennings says. "What’s the carbon content of their soil before they begin the practice, [and] what’s the carbon content of the soil after they’ve adopted these practices for four or five years?” Jennings explains that ACE plans to provide this data to Congress, the California Air Resources Board and the U.S. Environmental Protection Agency, showing documentation of the impact these practices have on reducing

ETHANOLPRODUCER.COM | 17 Farm
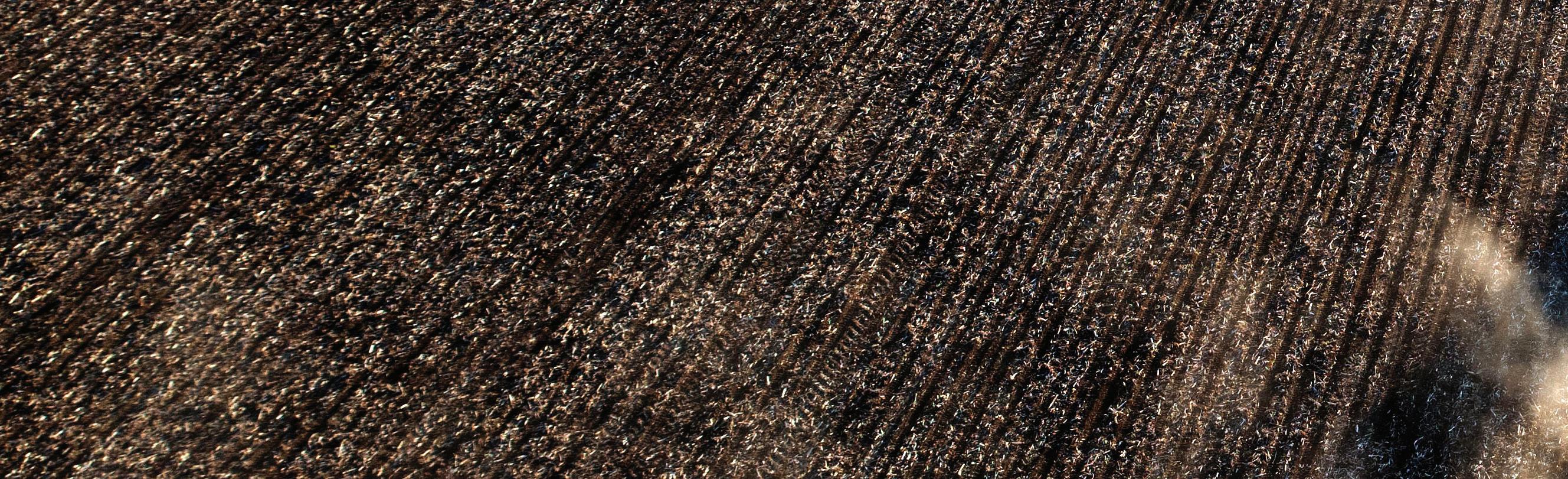
FEWER PASSES: Using reduced tillage technology, a farmer drills seed into a field that still has the previous corn crop's residue on its surface.
PHOTO: STOCK
nitrous oxide emissions and the increase in soil carbon sequestration.

Regenerative or climate-smart farming practices are nothing new. In fact, many farmers have already been using them for years. “The adoption rates are increasing. Maybe not at the pace that some would like to see but it’s not a small sliver of farmers that are engaged in sustainable and climatesmart practices,” Jennings says.
David Clay, past president of the American Society of Agronomy and distinguished professor of soil science at South Dakota State University, agrees that farmers are using these techniques already, explaining that the amount of carbon stored in the soil has been increasing over the past few decades as a result. “What we’ve been seeing is an increase in soil carbon levels,” he says. “That increase in soil carbon levels helps hold our soils together, reducing the risk of erosion and so we see the benefits of that.” Improved carbon levels and crop
genetics have also enabled farmers to rely less on fertilizers to achieve high yields. For example, in a drought year in 1974, South Dakota farmers harvested only 33 bushels per acre, while in 2012 farmers harvested around 100 bushels an acre statewide in similar drought conditions.

These practices have potential to significantly benefit farmers, and the program is gaining a lot of interest. “We ended up having a large list of people that wanted to participate, and we are working our way through developing projects with them to be involved with,” Clay says. “One of the things they’re most interested in at this point is [cover cropping].”
The practices ACE will incentivize include reduced tillage, nutrient management and cover cropping. Clay explains that some contracts will be signed for this summer, while others will start in the fall. The incentives will allow farmers to not have to shoulder the entire financial burden of
Improve your CI score with our back pressure steam turbines
















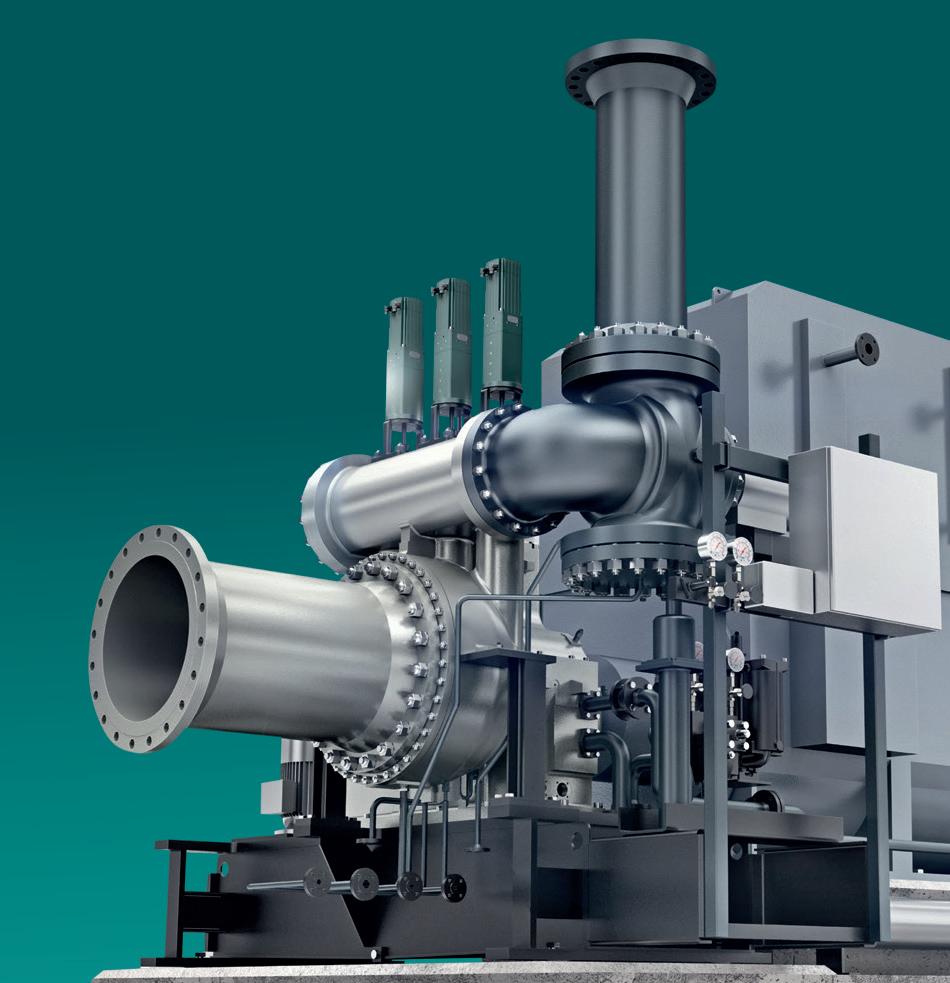

Chart Industries Company, supports carbon intensity reduction,
you can reach your best CI score. Our
installed systems improve efficiencies and lower carbon intensity. · Highest CI improvement CHP method · Low maintenance without high LTSA premium operating costs · Quick delivery and simple, low-cost installation Experiencing high natural gas pressures at your site? Install our turbo expander and generate kW power with ZERO carbon emissions. Howden.cloud/FEW23 Discover the power of steam in FEW Booth 1400
As a leading equipment provider in the Ethanol industry, Howden, a
so
worldwide base of
Farm
transitioning to low-carbon farming practices. The project will compensate farmers for roughly 75 to 85 percent of the costs associated with implementing these practices, according to Jennings.
Switching to these practices will probably come with a learning curve for corn growers, because they are learning to do farming differently than the way their parents or grandparents did, according to Clay. To help aid in the transition, farmers will also have access to a learning community with other growers participating, including those with experience using reduced tillage or other regenerative agriculture practices.
SOIL SCIENCE: In addition to cover cropping, corn growers are practicing climate-smart farming by reducing tillage, which improves the long-term health of soil by reducing the mineralization rates of the carbon found in it.



Scan Here to learn more

 PHOTO: STOCK
PHOTO: STOCK
Reduced Tillage
Switching to reduced or no tillage allows for carbon to remain sequestered in the soil, reducing the carbon intensity of the corn and improving the soil quality. “Instead of intensively going in after you’ve harvested your corn and discing up those stalks or plowing those corn stalks up and turning that field black, there are a wide variety of methods at your disposal as a farmer to reduce the number of tillage passes that you make on that land,” Jennings says. “And that in and of itself has a tremendous benefit in terms or retaining moisture in the soil, keeping the soil more intact to prevent wind and water erosion.”
Clay explains that reducing tillage im proves long-term soil health by reducing the mineralization rates of the carbon found in it, thereby reducing erosion.
Cover Crops
Cover crops are planted after the primary “cash crop” is harvested, Clay says. Jennings explains that in certain regions, cover crops improve nitrogen retention as well assisting in carbon retention. Some studies have shown that cover crops drastically reduce the CO2 equivalent emissions from roughly 500 kilograms per hectare without cover crops to negative 1,000 kilograms per hectare with cover crops.
Farmers in colder climates may dor-

primary crop to prevent them from becoming a weed problem and reducing yields.
Nutrient Management
Farmers manage application of nitrogen fertilizer using the “four Rs” of nutrient management: right place, right time, right form and right rate, according to Jennings. Nitrogen fertilizer is one of the major contributors to corn’s CI score. “Anything a farmer can do to reduce or more efficiently use nitrogen fertilizer that helps bring down the overall carbon intensity
20 | ETHANOL PRODUCER MAGAZINE
Farm





























































































































































































































































































































































































































































































































































































































































































































































866-746-8385 | service@bbiinternational.com | #SAFC23 @saf_magazine Produced By THE INDUSTRY IS CHANGING In Collabor a tion With
Policy Progress and Industry Impacts


The ethanol industry has a lot to gain with the adoption of these practices, and a lot to lose without them. Since producers are selling to markets on the coasts and those markets are asking for low carbon intensity biofuel, Clay believes that looking for ways to meet those requirements will help insure those markets continue to be profitable. “A major goal of the American Coalition for Ethanol is to convince policymakers to change the way they implement those policies, to give credit to farmers and ethanol producers for reduced tillage or no-till or cover crops or nutrient management,” Jennings says.
Although the transition to low- or no-till farming is expensive, there are currently no credits provided to farmers who implement these practices. “Farmers and bioethanol producers are penalized by policies that make certain assumptions about what happens on the farm,” Jennings says. “For example, the nitrous oxide emissions are counted as part of ethanol’s carbon footprint, land use change is counted as part of ethanol’s carbon footprint, but ... policy does not yet give credit to farmers or ethanol producers for these regenerative or climate-smart practices.”



...so

why do you do that with your fermentation?
Real time, continuous, on-line measurement of liquefaction, fermentation and distillation. Sugars, acids, alcohols, FAN & PAN, and fusels all in real time Visit www.keit.co.uk for more information.
wouldn’t look at the road
You
only once every 8 hrs...
FERTILIZER FACTOR: A grower applies granular fertilizer to a field. Nitrogen fertilizer, which is applied in both liquid and solid form, becomes a source of nitrous oxide emissions, which contribute to the carbon intensity of corn.
Farm
PHOTO: STOCK




‘Whether we believe in global warming or not doesn’t really matter because the people buying our products do.’
- David Clay, Distinguished Professor of Soil Science South Dakota State University
Jennings explains that the ACE team has been vocal with lawmakers about the difficulties of transitioning to low-carbon farming. Legislation is in motion nationally and at the state level that would give farmers credits for implementing these practices. “In order to get the change that [policymakers] want to see in terms of [their] sustainability or carbon reduction goals, there are going to have to be incentives in place for farmers to adopt these,” Jennings says.
Midwestern states may be more aware of the need for these credits and ready to assist farmers he explains. In early March, the Clean Transportation Standard was introduced to Minnesota State legislators. While the bill had not yet passed at press time, it contains language that would give credits to farmers and ethanol producers for climate-smart practices. ACE has assisted with a similar potential bill in Nebraska, which has currently been postponed until 2024.
On the federal level, there was a hearing in mid-February to explore the concept of a national low-carbon fuel standard in the Senate Environment and Public Works Committee. ACE submitted testimony that climate-smart practices need to be a part of any future low-carbon fuel standard, Jennings says. He also sees the Farm Bill, which needs to be reauthorized by Congress in 2023, as an opportunity to “encourage a new policy that would reward farmers and ethanol producers.”
With the implementation of more lowcarbon fuel standards, the market for ethanol would grow, as higher ethanol blends are a quick way to reduce the carbon intensity of transportation fuel. If some of these policies pass and are implemented, it could mean millions of dollars for ethanol producers, Jennings explains. Farmers would also benefit, gaining credits around $200 an acre if they implemented all of these regenerative practices, according to an analysis
done by Jennings and his team based on LCFS credits over the past three years.
These credits, if implemented, would be key to accelerating the widespread adoption of climate-smart farming, which would help solidify ethanol’s place in low carbon markets. “How do we move to the future? Whether or not we believe in global warming doesn’t really matter because the people buying our products do,” Clay says. “And we need to provide the products that they want and are insisting.”
 Author: Katie Schroeder Contact: katie.schroeder@bbiinternational.com
Author: Katie Schroeder Contact: katie.schroeder@bbiinternational.com
24 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
TURNING IT OVER: Conventional tillage, or discing, is still a necessary practice for most growers. Regional differences in soil quality, crop history and grower preferences weigh into a farmer's ability to practice reduced tillage.
PHOTO: STOCK
Farm















Climbing Higher Over Time

Little Sioux Corn Processors’ CEO and plant manager discuss the plant expansions, coproduct optimizations and debottlenecking successes behind the facility’s remarkable growth over two decades.




 By Katie Schroeder
By Katie Schroeder
Production
26 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
PHOTO: LSCP






ETHANOLPRODUCER.COM | 27
Little Sioux Corn Processors has grown steadily throughout its 20 years of production, expanding in stages while continuously seeking new ways to innovate and improve efficiency. Located in Marcus, Iowa, the plant opened with a 40 MMgy nameplate capacity in 2003 and has since quadrupled its output. The company’s CEO, Steve Roe, who has been with LSCP since its inception, tells Ethanol Producer Magazine that achieving benchmark-leading yields over the years has been a key measurement of success for the company, and a gratifying quest for its employees. “I think that’s something we should all be proud of here,” Roe says, reflecting on the plant’s journey of growth, past and present.


Throughout LSCP’s history, its production capacity expanded multiple times, Roe explains. The plant expanded to 52 MMgy in
2005, 92 MMgy in 2007, climbing to about 135 MMgy by 2015 before expanding to its current capacity of 165 MMgy in 2017. These expansions required LSCP to go from three fermenters and three whole stillage centrifuges up to 12 of each. Recently LSCP has started to pursue expanding even further, perhaps up to 190 MMgy. The LSCP board of directors, with assistance from the management team, hired an engineering firm to examine the plant’s flow to identify any bottlenecking issues and improve-
ments the capacity jump would require. The study was expected to be complete by May or June.
Roe anticipates the changes that will be required, including expansion of distillation and grain capacity. Distillation is completely maxed out, he explains, and in order to expand further LSCP would need to change column sizing. “Then you’ve just got to follow suit—it’s a never ending [process]—one fix leads to another,” Roe says.
28 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Production
The plant's grain capacity has also grown since LSCP started up, beginning with 200,000 bushels and expanding up to 2.9 million currently. The possibility of expanding to 190 MMgy would necessitate additional grain storage capacity to “back it up,” Roe says.
Further expansion would require innovation due to the limited space on the plant’s 37acre footprint, Roe explains. Space limitations will also create more steps for the expansion process and more capital cost per gallon than past expansions.
HUMBLE BEGINNINGS: Little Sioux Corn Processors started production in 2003 as a 40 MMgy ethanol plant, a typical nameplate capacity for the time. As can be seen in this aerial image from the early or mid-2000s, the plant had just four (and originally three) fermenters. Today. LSCP has 12 fermenters (see new plant photo on previous pages 26-27). That fermentation capacity expansion is illustrative of the plant's growth over two decades.

Innovating for New Opportunities
Since its inception, LSCP has been innovating and looking for ways to diversify. The plant was one of the first to install an oil centrifuge and sell distillers corn oil (DCO) into the market, currently selling DCO into the renewable diesel industry. Since that first centrifuge, the plant has added two more, and plans to add a fourth as soon as it is delivered. DCO has continued to be a key coproduct, reaching up to 70 cents or more per pound in recent months, Roe explains. “[Almost] 95 percent of it now is going into renewable diesel—nothing
into feed that I’m aware of—and there’s a little bit, time to time, that we’ll send to biodiesel,” Roe says.

When LSCP first installed a DCO centrifuge, the plant produced around 0.4 to 0.45 pounds of DCO per bushel of corn. Now the plant produces 1.1 to 1.15 pounds of DCO per bushel of corn. “There’s a learning curve on all this equipment, you know there always is,” Roe says. “We’ve got much, much better at knowing how to keep the machines clean and flushed and rebuilt when we’re supposed to, and all the other things that go with it.”
In 2021, LSCP installed Fluid Quip Technologies’ trademarked Maximum Stillage CoProducts (MSC) system, starting it up in May of that year. Throughout the past two years, they have been working to fully integrate it into their plant’s process. “We’ve been ramping it up,” Roe says, explaining that his team has recently been able to bring the MSC equipment up to its full capacity. “So, today we’re making approximately 210 tons per day in corn pro-
ETHANOLPRODUCER.COM | 29
PHOTO: LSCP
PLANT UPTIME IS IMPORTANT TO EVERYONE
Our full service team of experts have 20 years of ethanol plant maintenance reliability and uptime history 24/7 support and ready access to a full inventory and all Fluid Quip equipment parts, ensures that you maintain your plant’s uptime status.

Production
PHOTO: LSCP
ROAD TO GROWTH:
• OEM Parts Warehouse
• $1 million+ on-hand inventory
• Fully stocked trucks
• Overnight/hot shot shipping
EQUIPMENT SERVICE
• Factory Trained & Certified
• MSC™ Systems
• SGT™ Grind Systems
• FBP™ Fiber By-Pass Systems



• MZSA™ Screens

• Paddle Screens
• Grind Mills
• Centrifuges
tein,” he says. “And it’s being marketed—primarily going to local feeders and then into the eastern poultry market, and there is some that’s being exported to the Far East, Southeast Asia.”
Integrating the MSC system took time because of the complexity of integrating protein technology into the plant and operating it in a way that optimizes production. “It’s just as much an art as it is a science,” Roe says. Currently, LSCP’s dryer is the limiting factor in MSC’s production, which currently produces around 2.75 pounds per bushel of corn or 220 tons per day of AltioPro, the plant’s high protein coproduct. He explains that the MSC system would probably be able to give them 3.5 pounds per bushel of protein if they had the dryer capacity for it. “[We’re] bringing people in ... to look at the dryer and the burner management to see if we can increase our gas flows [in a way that brings] our corn pro-
tein production up, possibly up to 250 [tons per day],” Roe says. “Unless we add another dryer, that’s going to top it out.”
Debottlenecking
The first step to expanding the plant was a debottlenecking study done by engineering firm Nelson Baker Biotech, based out of Sioux Falls, South Dakota. The study involved gathering operational data such as flows and pressures from across the plant, and then feeding that data into a modeling program. Ultimately, Nelson Baker will be able to tell the LSCP team what capacity potential currently exists for the plant, and what it would take to expand the facility to 190 MMgy.
PARTS LSCP’s Production Volume Growth Over 20 Years 2003 40 MMgy 2005 52 MMgy 2007 92 MMgy 2015 135 MMgy 2017 165 MMgy Next 190 MMgy (Evaluating)
After running the program, the engineering firm gives a plan of action including which pieces of equipment are lacking or sufficient for current and future needs. This was a “complex endeavor” Roe explains, because
SIZING UP STORAGE: LSCP’s Grain Storage Capacity



2003 200,000 bushels
2023 2,900,000 bushels Next 3,000,000-plus bushels
of the plant’s multiple expansions and the MSC system for protein.
A key part of LSCP’s success is its experienced team, which makes running the plant optimally day-to-day, along with the implementation of new technologies, possible, explains LSCP Plant Manager Chris Williams. “We’ve got team members that have been here since day one,” he says. “That’s a big [help].”
He further explains that one of the biggest challenges is working a new piece of equipment into the plant process and figuring out what other adjustments need to be made. “There’s always something out there to [try make] more efficient; we’re always trying to be more efficient and trying to get better, but it takes time and you’ve got to have a flat stable plant to do it with,” Williams says.
Challenges and Triumphs
Looking back over the years, Roe has seen a lot of development in the ethanol industry. Yields have improved and the variety of coproducts has increased.

“Yields gradually have gotten better; the enzymes have gotten better, and our components, the yeast has gotten better conversion

rates,” Roe says. “And so, when we started out, [we were achieving] about 2.65 denatured gallons per [bushel], and now we’re right up next to 3 gallons on a denatured basis.”
He views these changes as vital developments that help the ethanol industry be competitive and maximize revenue. “But off those high yield times that, you know ... in the business, it’s a roller coaster. And if you can make more with less, it’s better to ride the storm, and then when it’s good, it’s really good,” Roe says.
Improving efficiency and diversifying revenue streams are important to LSCP’s future and the survival of the ethanol industry as a whole, according to Roe. “Be innovative enough to continue to change and find ways to make more with less. In other words, [find ways] to make more something with the same bushel,” he says.
The challenges LSCP has faced over the past 20 years include getting through the 2008 recession, which was a difficult time for many ethanol producers, as well as the more recent Covid pandemic. Roe explains that LSCP was able to run at half rate for about six weeks and work its way through it. The ripple effects of 2020, along with inflation,
ETHANOLPRODUCER.COM | 31
800-279-4757 701-793-2360 Callusforafree,no-obligation consultationtoday. Natwick Appraisals 1205 4th Ave. S., Fargo, ND 58103 www.natwickappraisal.com natwick@integra.net The Specialist in Biofuels Plant Appraisals • Valuation for nancing • Establishing an asking price • Partial interest valuation Few certi ed appraisers in the United States specialize in ethanol plant and related biofuels properties. Natwick Appraisals o ers more than 50 years of worldwide experience. Your appraisal will be completed by a certi ed general appraiser and conform to all state and federal appraisal standards. Our primary specialty in industrial appraisal work is with ethanol, biodiesel, and other types of biofuel facility appraisals, including cellulosic ethanol plants.
PHOTO: LSCP
has led to long-lasting supply chain issues. LSCP is experiencing an estimated 36-week wait time on receiving a new oil centrifuge which was ordered last summer. “It’s coming on nine months, pretty close and it’s still not here,” Roe says. “And it doesn’t appear that all the parts to make it operate like it’s supposed to are going to be here for a while yet. It might be a [whole] year since we ordered it.”

LSCP produced its one billionth gallon in 2015, followed by its two billionth gallon in 2021, two high points for the plant, according to Roe. The plant has also been able to return its investors’ original investments 13 times over throughout its history. Roe is also proud of the fact that LSCP has been able to increase the value of corn and help improve the economy in northwest Iowa.








Moving forward, Roe believes that finding ways to remain competitive, such as decarbonization through carbon capture and sequestration, is important to the industry’s success. “Hopefully, there’s a way we can find a solution that everybody can live with because ... that’s the way we’re going, and if we can’t
COPRODUCT QUESTS:









Production
Protein Yield Currently 2.75 lbs/bu. Goal 3.5 lbs/bu. Corn Oil Yield 2005 0.4/0.45 lbs/bu. 2023 1.1/1.15 lbs/bu.
PHOTOS: LSCP
CAPACITY AND YIELD:
Fermenters

2003 3 Tanks
2023 12 Tanks
Yield


2003 ~2.65 gal/bu. 2023 ~3.00 gal/bu.
participate and lower our CI scores and sequester our CO2, that’s going to put us at a competitive disadvantage,” Roe says.
LSCP has practiced the ideal of pursing innovation and “making more with less” for the last 20 years. Looking for new ways to make more out of the corn kernel is a hallmark of ethanol production, and LSCP has made it into an art.





Author: Katie Schroeder
Contact: katie.schroeder@bbiinternational.com



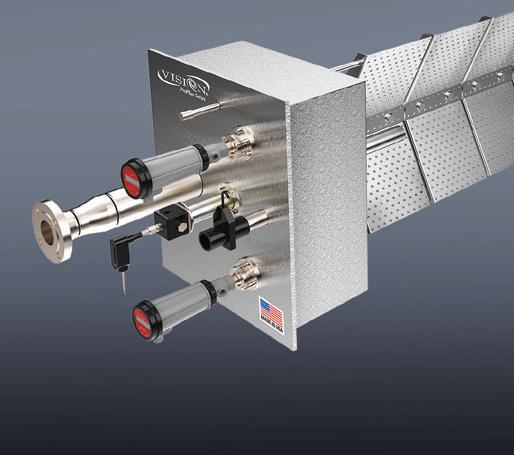
ETHANOL PRODUCER_HALF PG AD_VISION BURNERS_12-09-2022_PRINT.pdf 1 12/9/2022 4:41:49 PM
GOLD Going for
From CI-score reduction to back-end feed ROI, a growing number of ethanol plants are in pursuit of the multi-part benefits of ICM’s trademarked Advanced Processing Package.
 By Luke Geiver
By Luke Geiver
It should come as no surprise that ICM Inc. has made its Advanced Processing Package system—an innovative suite of bolt-on technology systems for ethanol plants looking to diversify revenue streams and lower carbon intensity (CI) scores—seem so simple. The Kansas-based ethanol process technology pioneer first unveiled its APP system in 2019. Since then, multiple ethanol plants have acquired APP and are currently in various stages of implementation.
Adam Anderson, director of sales at ICM, has played a major role in educating the industry on the system. When asked what he and his team have learned from ethanol clients since they’ve started to use or implement portions of it, his response was quick. “It’s a pretty simple answer. The system has gone over well,” he says. “Most are blown away by the simplicity of it. They are blown away by the robustness of the design.”
36 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Diversification
FLOWING INTO NEW MARKETS: The trademarked PROTOMAX yeast-enriched 50-percent protein feed produced through ICM's APP technology gives ethanol plants a lane into new markets. Because of its higher protein and lower fiber content, it can replace portions of soybean meal and corn in poultry and swine diets, and even be used in aquaculture and certain pet foods.

ETHANOLPRODUCER.COM | 37
PHOTO: ICM INC.
Advanced Technology, Flexible Investment
The trademarked APP system includes four patented and patent-pending technologies necessary to efficiently produce the trademarked PROTOMAX, a yeast-enriched 50-percent protein animal feed, and either traditional DDGS or SOLBRAN, a trademarked high-energy animal feed.
PROTOMAX gives ethanol plants an entrance into new markets. Because of its higher protein numbers and lower fiber content in proportion of protein to fat, it can actually replace portions of soybean meal and corn in poultry and swine diets. It can even be used in aquaculture (i.e., fish food) and some forms of pet food.

Chuck Gallop, director of innovation for ICM, says his team took a very focused look at the traditional ethanol plant and tried to optimize each step needed to produce the

CLEAN AND CUSTOMIZABLE: Ethanol plants with the full APP system installed can produce different product streams including PROTOMAX (50% protein, left), and DDGS or SOLBRAN (high-energy feed, right), which can be marketed on their own or combined in unique ways to design customized feed products.
advanced animal feed options. “We wanted to fractionate components out at each step,” he explains. In some instances, they wanted to reduce water requirements, or heat or grinding and milling techniques. The result of the team’s work is a system that not only creates various feed components, but diversified revenue streams as well. Through the process, an ethanol plant with the full system installed can produce fiber, protein, enhanced protein with yeast and solubles. The clean piles can be combined in many ways to design customized feed products for different animals.
The full system relies on four technology upgrades. First, the process uses ICM designed Selective Milling Technology, or SMT. The tech deploys additional frontend rollers to produce right-sized particles for easier downstream separation. Then, using its Fiber Separation Next Gen tech, the system removes fiber from the process
38 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
PHOTO: ICM INC.
Diversification
stream before fermentation, creating a clean pile of bran. With its Feed Optimization Tech, the next and third step, the process stream undergoes two phases of separation, resulting in a liquid stream and protein. Lastly, the liquid stream enters the Thin Stillage Solids Separation System, which separates solubles and enhanced protein with yeast.
After that, a custom-engineered conveyor system can be used to combine the separated feed components to make final products which can be dried using a plant’s existing rotary dryers.


The advanced system isn’t just about producing a unique animal feed stream. Gallop and his team focused on reducing
PROVIDING HOLISTIC SOLUTIONS THAT HELP YOU:

the amount of tech needed in the system and making sure everything was right-sized along the way. “We wanted the technologies to be familiar,” he says. “The more we can make it familiar, the easier it is to adapt to existing ethanol plants.”


To make an investment in APP easier on the balance sheet, ICM designed it so
MAXIMIZE YIELD
INCRE A SE PRODUCTIVIT Y
REDUCE TOTAL COST OF OPERATION
REDUCE RISK
ETHANOLPRODUCER.COM | 39
Ready to learn more? Find us at FE W: Booth 1237 visit: ecolab com call: 1-800-8 24-3027
certain portions of the system can be installed at different times. The “stepwise process intensification,” facilitates flexible investment management.
In addition to making the system easy to operate and easy to invest in, Gallop and his team wanted to make it easy to see the role APP can play in CI score reduction efforts. According to Anderson, the ethanol industry has become extremely focused on CI reduction. “In the environment we are in right now,” he says, “I don’t foresee the ethanol industry investing in something that hampers their CI score. So, the fact that we
are allowing diversification of the feed and reduction in CI score is huge.”
The combined efficiencies of the APP tech bunch can reduce natural gas usage by up to 12 percent. Using the solid-liquid separation tech, a reduction in the hydraulic load on dryers also happens.




Lowering operational costs and making the entire plant more efficient is also an attribute of the system, something that Gallop says comes standard with any ICM effort. Because the fiber is removed before fermentation, maintenance and chemical use goes down. And, protein production doesn’t






require downtime outside of a plant’s scheduled shutdown.





Advancing Your Ethanol Plant




Gallop and his team of innovators look at plants holistically. “We have to pay attention to every change we make, whether it’s mechanical or secondary. We also understand the base plant better than anyone else.”
The APP setup works for what Gallop describes as one of two options. Because there are roughly two different size plants (a

Mo re than a Check v alv e


40 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Order at: ww.check all.com Call us at 515-224-2301 or email us at: sales@checkall.com
50 MMgy base and a 100 MMgy base) that have most likely added some capacity, one APP setup is needed for a 70 to 80 MMgy plant capacity range. For plants over that, up to 160 MMgy, two APP set-ups are needed. “It is the same equipment,” Gallop says. “It’s just one versus two of them.”
In terms of timing, Anderson says the buildout of a system is roughly 12 months. In some cases that might be extended due to issues with steel supply or electrical equipment and automation parts. The footprint of a plant might change, but it depends on the design of the plant and the base technology already there.
“We do like to treat everyone and their individual system uniquely,” he says. His team does initial base engineering work to determine client needs and demands.
“The plant is going to change,” Anderson says. “It will become a more sophisticated plant.”
Part of that change comes from subtraction. Protease will be taken out and not needed. On the backend of the plant where the feed comes out, it will become a more advanced system that includes quality control for handling and storage.
Although the main markets for the feed product will typically be cattle and dairy, there are swine, poultry and now aquaculture buyers as well. Anderson says his team has been working with customers and their feed marketing groups to educate them on what the new feed options are, and where they can get top dollar for the product. “It allows our
customers to get the maximum value of the feed,” he says.
The strength of the entire system, apart from the CI score-reduction aspect, is that users can fractionate the distillers grain piles, Gallop says. “It allows you to put them back together as a feeder and use them best.”

Plants Installing or Already Using APP
Since the system first rolled out in 2019, several ethanol facilities have began work to install the APP, in full or in part. Corn LP, a 72 MMgy plant in Goldfield, Iowa, is now working with ICM to install APP, which will allow the plant to produce high-protein feed (PROTOMAX 50%), along with increasing ethanol sales and lowering its operating costs. In its second-quarter company newsletter, the leadership team outlined its strategic decision to partner with ICM and install the APP system. “This project opens the door for feed sales, and Gold-Eagle, (Corn LP’s parent company), is already working with feed customers to market this new product.” Corn LP’s project should be operational in the first half of 2023.
ETHANOLPRODUCER.COM | 41 © Kemin Industries, Inc. and its group of companies 2023 All rights reserved. ® ™ Trademarks of Kemin Industries, Inc., U.S.A Kemin is proud to serve the biofuels industry with enzymes and antioxidants for improved production. kemin.com/biofuels ZyloPro™ Protease ZyloZyme™ AA alpha-Amylase FermSAVER™ ZyloCell™ Cellulase BF320™ Biodiesel Antioxidant
Diversification
POINT OF SEPARATION: ICM's APP tech deploys additional front-end rollers to produce right-sized particles for easier downstream separation. Then, using its Fiber Separation Next Gen tech (middle), the system removes fiber (right) from the process stream before fermentation, PHOTO: ICM INC.









42 | ETHANOL PRODUCER MAGAZINE | JUNE 2023 THE POWER BEHIND PROGRESS RENT • SALE • LEASE Stock Boilers HRSG Waste Heat Recover y Boilers High Temp Hot Water Custom Control Panels
FITTING RIGHT IN: Producers installing APP systems appreciate the ability to integrate their existing equipment with the package, including rotary dryers like this one, which play a role in finishing each individual product stream, or in drying customized blends to spec.
ICM
PHOTO:
INC.
Another plant, Cardinal Ethanol, in Union City, Indiana (140 MMgy), is also installing APP. The company broke ground in 2022. Jeremy Herlyn, plant manager of Cardinal Ethanol, toured an ICM facility to see the APP system in action. When the team signed an agreement with ICM to install the full system last February, Herlyn said that the system would allow Cardinal to utilize much of its own setup, including dryers, to produce high-protein feed. “The integration is more efficient, providing natural gas reduction and requiring less equipment compared to other options,” Herlyn said.
Jeff Painter, president and CEO of Cardinal, said the work with ICM would be a great opportunity to diversify products, enter new markets and get a new technology that has long-term viability.
Lincolnland Agri-Energy has also added the full capabilities of APP. The Illinois producer already had the SMT from ICM installed (since 2012). Eric Moseby, general manager of Lincolnland, also toured an ICM facility to see APP in action. “We knew the APP package was the best choice for us after experiencing firsthand the ease of operation and verifying the high quality of the feed products,” Moseby said.
The first installation of APP happened in Kansas in 2020 at the Prairie Horizon Agri-Energy LLC plant, now known as Amber Wave. The general manager of the plant at the time said that they recognized that diversifying the plant’s product offerings was key to revenue growth. The system gave them the chance to add higher-value animal feed to its product offerings and enter new markets.

Most APP users chose the system for its ROI on the feed, according to Anderson. But, when the team shows the payback and how the system works to produce more gallons, grind more corn, recover more corn oil and use less natural gas, there is a strong interest in those benefits as well, he says.
On the innovation side, Gallop and his team are looking at ways to account for more variation in the feedstock so they can really dial in the system. They are also looking at all the ways to reduce the use of natural gas or change certain sections to run on electricity. Much of what they are accomplishing on the feed side happens in conjunction with an eye towards CI score.
As for the feed, the main reason many plants install the system, results come quick. With the system installed, the feed pile can be altered at the speed of business. “We can move things and influence the end feed product composition,” Gallop says, “within a matter of hours [after installation].”
 Author: Luke Geiver
Author: Luke Geiver
Contact: editor@bbiinternational.com
RA ISIN G TH E BAR IN GR AIN SILO CLEA NOUT
Experience
More than 35 years of tackling the most dif cult silo cleanout projects in 30+ countries worldwide.
Safety
Professional service technicians are MSHA and OSHA-certi ed and adhere to a rigorous continuing education program.
Capability
We conquer the most dif cult cleanout projects in the world with our proprietary silo cleaning technology

ETHANOLPRODUCER.COM | 43
10 /2 2 02 25 4
Diversification
Tighter LDAR Protocols
Sound leak detection and repair practices are essential to modern ethanol plant operations. Both procedural and high tech, LDAR is rooted in compliance, but closely tied to everyday maintenance and project planning.
By Luke Geiver
Experts in the leak detection and repair (LDAR) business believe ethanol plants need to focus on pressure relief valves at the tops of fermenters, along with open-ended lines, or OELs, and a list of other infrastructure components within the plant. “These areas tend to have the most noncompliance-related findings,” says Andrea Foglesong, senior EHS consultant for PROtect LLC, an environmentalfocused firm formed in 2020 though the merger of two long-established companies, ERI Solutions LLC and DBI Inc. Foglesong and other LDAR experts tell Ethanol Producer Magazine that the relevance of LDAR in ethanol production has never been higher. With new areas of focus, new strategies and updated best practices for compliance, producers are both compelled and obligated to stay up to date on LDAR.

44 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Environmental
ADAPTING YOUR PLAN: Even ethanol plants that already have successful LDAR programs in place might need to update their procedures periodically, especially if they expand, add new equipment or make other changes to the facility. Producers need to maintain documentation of evaluating whether a capital expenditure could result in moving from a less stringent regulation to a more stringent program.

ETHANOLPRODUCER.COM | 45
PHOTO: STOCK
The State of LDAR
Foglesong has been an environmental regulatory consultant in the ethanol industry for 22 years and she believes LDAR is being talked about more today than ever. “The value of a well-managed program can be seen in multiple areas of plant operational management,” she says. “New and improved technology is allowing facilities to decrease program costs, be more efficient in program implementation and improve the detection and monitoring of applicable components.”
A well-run LDAR strategy can keep a facility’s air permit in compliance, reduce product loss, reduce health and safety risk, lower air emissions and reduce exposure to fines or violations associated with noncompliance. In many cases, a successful LDAR program can also be used in the development of company-wide sustainability goals, she says.



Mike Ogden, project manager from Trihydro Corp., an engineering and environmental consulting firm, is another LDAR specialist focused on the goals of modern ethanol plants. Although the company has served the industry since 2004, Ogden and his team are currently assisting with permitting fugitive emissions calculations and actively engaged in assisting ethanol clients with carbon capture and sequestration projects. Most CCS projects are injection well projects that require fullspectrum environmental assessment and oversight, Ogden says.
Ethanol plants are required to implement an LDAR program because the facilities are subject to federal and state rules known as U.S. Environmental Protection Agency New Source Performance Standards Subpart VV and/or VVa. Therefore, regulatory policy drives the need for an LDAR program. EPA regulators play a
role because the rule is federally enforceable. EPA and state agency regulators will identify program areas for increased enforcement oversight, and will audit a facility’s LDAR program to determine compli-

46 | ETHANOL PRODUCER MAGAZINE | JUNE 2023 World
Collaboration is the process Bringing it to life is our passion katzen.com
class design begins with a vision
Environmental
ance with Subpart VV/VVa, according to Foglesong.
Plants that have a successful LDAR program or practice in place need to take note. Changes across the facility might re-
quire updates to the LDAR program, according to Ogden and Foglesong.
“Changes to the production process could mean the facility becomes applicable to different standards. For example, a facil-

ity that is managed under Subpart VV that goes under a large plant expansion may then have to implement Subpart VVa standards. Modifications affecting facility-applicable processes would require the plant

ETHANOLPRODUCER.COM | 47
DROP-IN VISITS: EPA and state agencies have had an increased presence in the ethanol industry over the past several years, sometimes with unannounced site visits utilizing optical gas imaging cameras to look for possible plant emissions leaks.
PHOTO: STOCK
to include those new or modified areas in the LDAR program, possibly requiring retagging, inventory update, and additional monitoring,” Foglesong says.
Sometimes it doesn’t have to be a change in production. Failure to implement an LDAR program that leads to enforcement action can include the need to implement higher-level standards, she adds.
EPA and state agencies have had an increased presence in the industry over the past several years with Clean Air Act section 114 requests for information or with unannounced site visits utilizing optical gas imaging cameras to observe possible emissions, Ogden says.
“Some states have also included additional monitoring requirements to facility operation permits based on results of these OGI camera inspections,” Ogden says.
An LDAR program today will typically include the tagging and inventory of all applicable components, monitoring of those components at regulatory-required frequencies and semiannual reporting of all monitoring events and leaks that may have been identified during the reporting period. According to Ogden, most programs include components from the fermentation area through to the storage areas and loading racks. In recent years, Ogden and his team have seen programs still lacking proper monitoring and instrument calibration practices, documentation of work practices, insufficient monitoring of events or frequency of monitoring events and, sometimes, incomplete recordkeeping.
“Many facilities do not maintain documentation of, or complete, the process of evaluating whether a capital expenditure could result in moving from a less stringent regulation to a more stringent program,” Ogden says, noting that some states are starting to add requirements to

denaturant tank piping or adding monitoring requirements to the fermentation tank top equipment.

With more—and new—regulations from the federal and state side, Ogden says ethanol producers need to remember that although LDAR is an oftenoverlooked program with many moving parts, it requires attention regardless of who is completing the equipment monitoring and reporting. For example, he suggests, facility changes have an effect on the LDAR program and should be a part of every plant’s management of change program. Because regulatory agencies are paying closer attention to the ethanol industry, recordkeeping is critical. Plants should be performing LDAR program health checks before an audit occurs. And, for those facilities that are performing LDAR program monitoring and management internally and not using a third-party contractor, audits of an LDAR program are particularly important because they can make sure there is proper instrumentation, instrument calibration procedures and monitoring protocols.

48 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
- Technical Support - Startup Assistance - Proven Performance - In Stock PARK RIDGE, IL | 847-292-8600 mSORB EDG Molecular Sieve Beads ®
ETHANOL DRYING SPECIALISTS
Environmental
Ogden’s team takes pride in building relationships with EHS personnel at the plant level, along with maintenance and operations teams. “We work to help educate facility personnel on the regulatory requirements, and not simply the identification of leaks, so we can operate as an extension of their team.”
Trihydro, like other third-party consultants, provides electronic and paper documentation to the facility at the completion of each monitoring event, and also followup to ensure the program is improving and records are complete and accurate.
Expert Ethanol LDAR Advice
From Foglesong’s perspective, there is much to consider about LDAR programs in ethanol right now. There is a heightened level of regulatory scrutiny within the industry, she says, pointing out that regula-

 AUDIT READY: Regulatory agencies are paying closer attention to ethanol plants, often using infrared cameras to examines fermentation tanks, beer wells, agitators, pressure relief or vacuum breaker valves, access doors and connectors. Recordkeeping is critical, and plants should be performing LDAR program health checks before unexpected audits occur. Third-party audits from outside experts can help producers prepare for regulatory inspections.
PHOTO: STOCK
AUDIT READY: Regulatory agencies are paying closer attention to ethanol plants, often using infrared cameras to examines fermentation tanks, beer wells, agitators, pressure relief or vacuum breaker valves, access doors and connectors. Recordkeeping is critical, and plants should be performing LDAR program health checks before unexpected audits occur. Third-party audits from outside experts can help producers prepare for regulatory inspections.
PHOTO: STOCK
Expert Repair Practices
Jim Carter, CEO, and Jose Carrillo, director of engineering, for SOS Leak Repair have become go-to contractors for several industrial clients in need of leak repair services. SOS provides full-service leak repair solutions for in-place leaks under full-flow conditions no matter the pressure, process or time of day. So, what do modern repairs look like? Take a look at the methods used by SOS.
Advanced Carbon & Composite Wrapping



The flexible nature of carbon fiber allows the material to be applied to a wide array of shapes which can sometimes be necessary in the most challenging locations.
Typical Area: Leaky pipe, tank, flange or valve system
Common Applications: failing containment system or concrete support columns
Precision Freezing
Using a controlled liquid nitrogen pipe freezing system, SOS can provide a safe and cost-effective solution that temporarily isolates sections of pipe for as long as necessary. This can allow a system to continue running without the need to shut off or drain valuable materials.
Typical Area: Damaged areas that may require shutdowns
Common Applications: Sprinkler or water supplies





Field Machining
Sometimes damaged components are too big to go to a machine shop, or will take too much time to dismantle fully. SOS will bring machining onsite to rebuild a component.
50 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
NEW FIELD OF COMPLIANCE: Ethanol plant carbon capture and sequestration projects are among new activities in ethanol production that may require enhanced LDAR protocols. Stratigraphic test wells like the one pictured here, for example, can require robust environmental assessment and oversight.


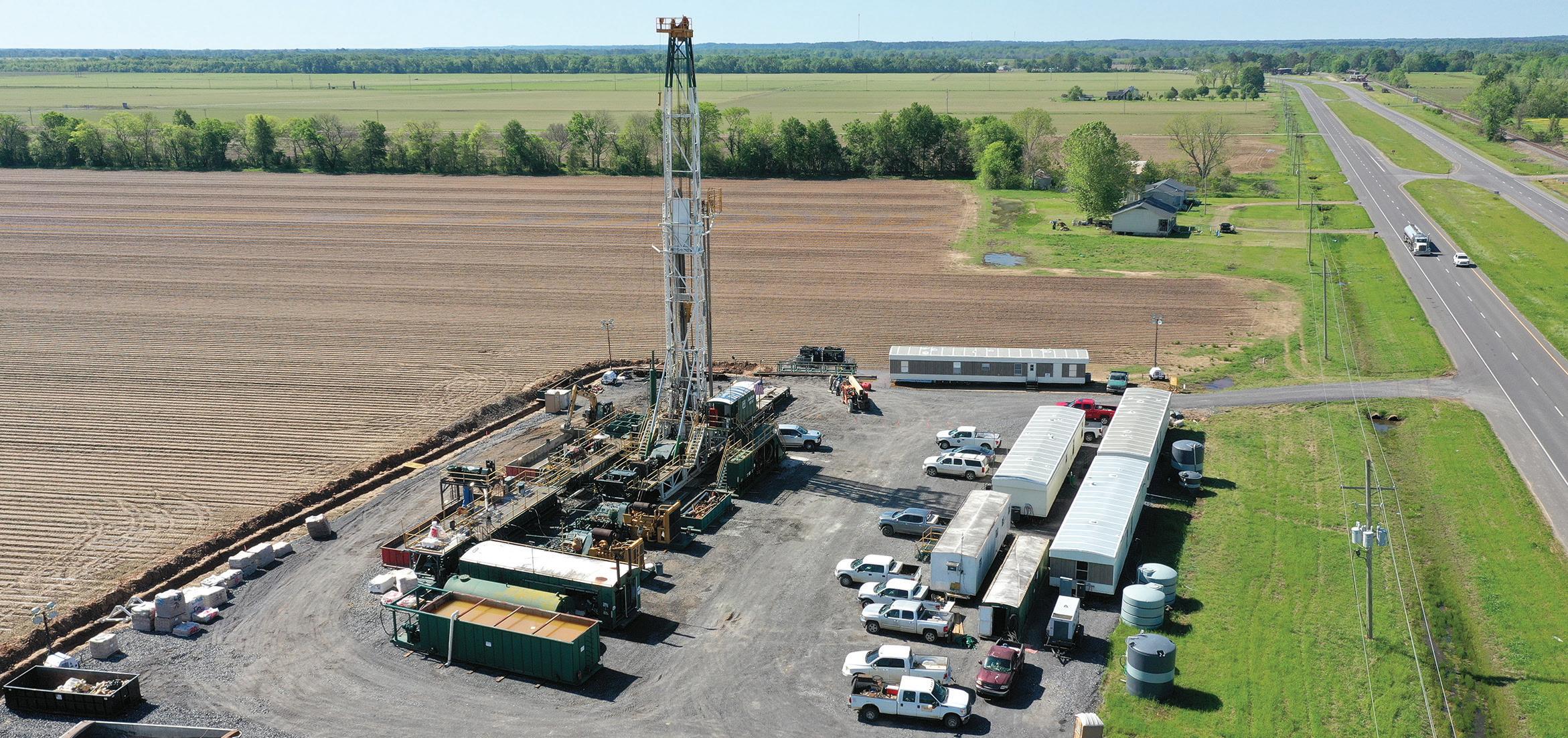
tors out of Region V EPA (Illinois, Indiana, Michigan, Minnesota, Ohio, and Wisconsin) have been visiting plants frequently to conduct audits. Third-party audits from outside experts can help plants prepare for those inspections.
In some cases, she says, the fines and penalties being seen are significant and could result in a consent decree for significant noncompliance.
Ogden and his team have also seen an uptick in EPA audits of ethanol plants. Based on information received from the audited ethanol facilities, EPA personnel are going onsite and using infrared cameras to identify emissions leaks on equipment identified in facility Title V air permits. The main camera focus is on the fermentation tanks and the beer well, including agitators, pressure relief or vacuum breaker valves, access doors and connectors.
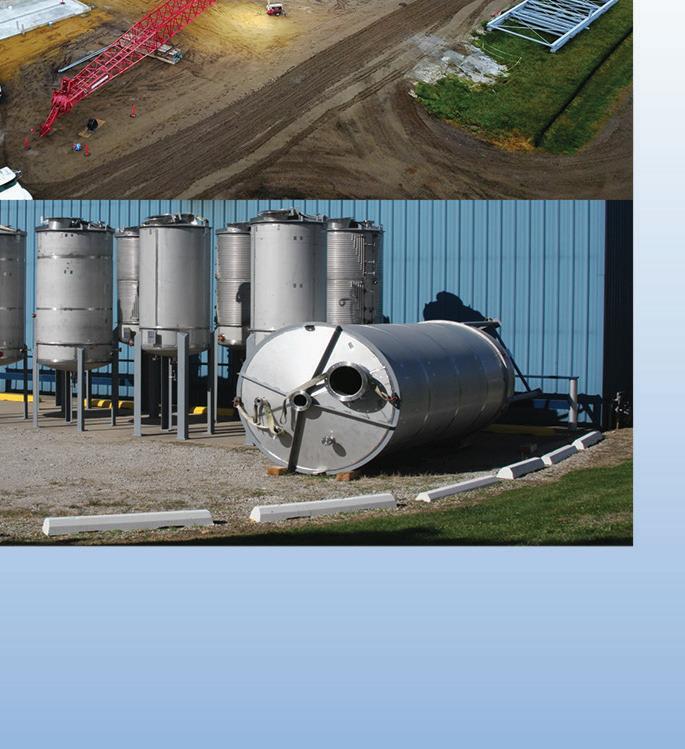

The Trihydro team says that while theoretically this equipment should only emit carbon dioxide (CO2), when not properly functioning, maintained or monitored, volatile organic compound emissions—such as vapor or acetaldehyde— can be potentially observed.

Both Odgen and Foglesong agree, a third-party contractor can help avoid any

unknowns with LDAR. “We are knowledgeable on changing regulations, improved technology and have insight on policy development and compliance/enforcement matters,” she says.
“Plants do not always have the adequate resources to properly implement the LDAR program, which can lead to program gaps.”
ETHANOLPRODUCER.COM | 51
Author: Luke Geiver
Contact: editor@bbiinternational.com
Environmental
PHOTO: STRATEGIC BIOFUELS
Wood Ethanol Alongside Corn
A startup advanced biofuel company is including first-generation corn ethanol plants in its commercialization strategy. Its vision includes regional crop conversion and enabling today's biorefineries to process woody biomass.
 By Susanne Retka Schill
By Susanne Retka Schill
Comstock Fuels proposes marrying corn ethanol production to cellulosic biofuels from wood—and not just ethanol. Comstock’s technology introduces a new coproduct they’ve dubbed Bioleum that is similar to vegetable oil and suitable for hydrotreating to renewable diesel or sustainable aviation fuel.
In a recent news release, Comstock CEO Corrado De Gasperis summarized the value proposition: “Woody biomass is a dramatically less expensive and available feedstock and delivers substantial higher revenue from significant higher lifecycle carbon gains, when compared to corn.”
Known historically as a silver mining company, Comstock Inc. pivoted five years ago to acquiring and deploying decarbonization technologies, says Chad Michael Black, director of business development. Two years ago, Comstock acquired David Winsness’ company, Plain Sight Innovations, and all its intellectual property. “Since that time, we have been working with him and our team in the R&D lab in Wausau, Wisconsin, to get these technologies commercially viable.”
Now they’re ready to go public, with Winsness ready to hit the biofuel event speaking circuit and doing this first media interview with Ethanol Producer Magazine.
52 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Cellulosic
CONVEYING NEW IDEAS: Woody biomass accounts for 70 to 80 percent of all terrestrial biomass on the planet, and Comstock Inc. believes it can generate 70 gallons of ethanol and 30 to 50 gallons of Bioleum, a renewable diesel/SAF feedstock, per ton of wood processed. The company says its platform could be applied to any purpose-grown trees or wood processing byproducts—chips, sawdust, slash, thinnings and residuals of all varieties.

ETHANOLPRODUCER.COM | 53
PHOTO: STOCK
Process Separation
The challenge for cellulosic biofuel technology developers has been pretreatment and overcoming inhibitors. Many technologies have worked with exotic enzymes to break open the tightly bound lignocellulosic structure, while another approach has been using steam explosion to shatter the structure. Comstock’s technology takes a different approach. “What we do first is separation,” Winsness explains. “Instead of working around the lignin, we remove it. We remove that inhibitor first with our pulping solvent, which allows us to capture all the lignin.”
The process used has been well established for over a century in the pulp and paper industry, but the difference is in the solvent—the secret sauce of the Comstock process, Black says. “Our

patented process comes at the front end of the pulping, the type of solvent, time and temperature used, and the ability to reclaim that solvent.”



The traditional solvent, sodium hydroxide, binds to lignin, Winsness explains, “And the only way to get the sodium back to recycle the solvent is to burn the lignin. Lignin burns, it’s a carbon; sodium doesn’t burn, it’s a metal.” The Comstock solvent process extracts all the lignin. “We want that carbon—25% of the tree is lignin, the richest source of carbon in the tree.”
Another 50% of a tree, roughly, is comprised of cellulose, Winsness continues. “Cellulose is a glucan molecule, just like starch is a glucan molecule that converts into glucose. We use a slightly different enzyme for cellulose glucans than starch, but we produce an identi-
54 | ETHANOL PRODUCER MAGAZINE | JUNE 2023 Always Here When You Need Us!
ASME Pressure Vessels Custom
Shell & Tube Heat Exchangers
Fabrication
TWO PRODUCT PIPELINES: After pulping woody biomass, Comstock Fuels’ process separates the C6 sugars (left) for fermentation, while the lignin and C5 sugars are combined in the Bioleum coproduct.
Cellulosic
PHOTO: COMSTOCK FUELS
















ETHANOLPRODUCER.COM | 55 www.KriegFischer.de
PILOTING SUCCESS: The 2,000 gallon reactor, pictured, has accumulated over 1,000 hours of operation. Comstock plans to deploy a similarly sized system that will operate continuously in commercial applications.
PHOTO: COMSTOCK FUELS
cal sugar. We make C6 sugars,” he says. “We don’t require an exotic enzyme. It’s a cellulase, but it’s not an exotic one that has to get through inhibitors. Then we use a Gen 1 yeast to convert that sugar into ethanol.”
The remaining portion of the tree, the hemicellulose, contains the C5 sugars that have been problematic in other technologies. In Comstock’s process, the hemicellulose is combined with the lignin to be conditioned into the new product trademarked Bioleum. With characteristics very similar to vegetable oil, liquid Bioleum can be hydrotreated and catalytically converted into renewable diesel or sustainable aviation fuel. Comstock has also explored drying Bioleum to burn in biomass boilers for process steam, Black says, but they expect the liquid-to-hydrotreating to be a much higher value application.
“When you look at the efficiencies of the overall process and fuel output,” Black says, “For every ton of wood, we’re able to generate roughly 70 gallons of ethanol and anywhere from between 30 and 50 gallons of Bioleum products that are hydro-treatable, depending on whether we go direct catalyst or blend with another fatty acid.”




Comstock’s technology has been developed at its research facility in Wausau,


Wisconsin. “We started on the bench, moved up to a 50-gallon reactor and then to a 2,000-gallon reactor, with no change in the chemistry,” Winsness says. “We can do about a half ton of biomass in about three hours. We’re at commercial scale and we have several thousand hours of operation.”
Comstock plans to use the same 2,000-gallon configuration as in the Wausau pilot facility in its first commercial deployments, but feed it continuously, Winsness says. “We use the same digesters used in pulp and paper, but we use a different solvent and operate them differently. So we’re not reengineering, just changing the process and using the same old-fashioned, reliable equipment that’s out there.”
The wood handling also is similar to a paper mill’s process, where wood chips are first washed to remove stones and other debris. An advantage for the Comstock process is that any type of woody biomass can be used—wood chips, sawdust, mill residuals, slash and thinning. “We don’t care if it’s a small diameter product, we shred the entire branch and process it,” Winsness says. “Which is ideal when we shift to short rotation crops. We don’t need 50 years to get a big diameter tree, we can process it in three years. We could use hybrid poplar in certain

regions of Minnesota. We might use southern pine in the Southeast and bamboo if you go even further south. Whatever grows the fastest on an acreage.”
The company touts its technology’s potential to help with reforestation efforts, make use of forest fire reduction material, and give owners of under-utilized forestlands new income streams. Those landowners could sustainably harvest enough feedstock, the Comstock website says, “to decarbonize while producing about 18 barrels of bio crude per acre with our technology.”
Woody biomass accounts for 70 to 80 percent of all terrestrial biomass on the planet, Winsness says. “It’s the most robust plant there is. It dominates. It can grow in the most extreme conditions. We want to expand on it and grow more. The U.S. used to have a billion acres of forest land, now we’re at less than 600 million. We would like to reforest with fast growing crops.”
Corn Belt Application
Winsness also sees the Comstock process as being well suited for ethanol plants located near woody biomass on the fringes of the Corn Belt, or located near land not well suited for corn. “They started to do


56 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Cellulosic
that in Minnesota in that grey area between corn acres and wood acres,” Winsness says. Years ago, over 15,000 acres of poplar were planted to supply a paper mill that subsequently closed. “But they proved the concept. They proved there are less desirable acres for corn or other crops that could be fantastic for woody biomass.
“That could apply throughout the Corn Belt,” he continues. “You may not be near woody biomass, slash and thinning, and sawmill residuals, but there may be plenty of acres that might be more suited for wil-
low and hybrid poplar crops.” And, because woody biomass short rotation crops pull so much carbon from the air, with a big portion permanently sequestered in the ground, the carbon intensity is a negative 10 to 15 tons of CO2 per acre per year, Wisness says.
Comstock’s business model calls for a corn ethanol plant to add its unit to process woody biomass. The C6 sugars would supplement corn fermentation and the Bioleum bio intermediate would be shipped to a renewable diesel refinery. “Our technol-


ogy enables the Gen 1 market a couple of ways,” Black says. “One, it diversifies their feedstock, which mitigates the volatility of the corn market. Two, it gives them an extra income source via Bioleum.”
“When we got into the commercialization and deployment of the technology, the way Comstock looks at our value proposition is the rate at which we decarbonize,” Black says. “The fastest way we can do that is to license to like-minded companies that have current logistics and infrastructure in place that have the ability and capital to de-
SEQUENCE OF SCALE: Comstock Fuels’ bench scale in its laboratory and a 50-gallon reactor were used to develop its process converting woody biomass to C6 sugars and Bioleum.
PHOTO: COMSTOCK FUELS
ploy these units as rapidly as they see fit.”




New biointermediate rules in the Renewable Fuels Standard announced last year will potentially make a big difference. Winsness pointed out that in the comments on the proposed rule, “everybody in the renewable fuel industry supported it. And it also got 100% support from the oil industry. I’ve never seen that, ever. But now they’re included. They want to buy intermediates.
There’s 40 facilities being built or expanding for hydrotreating.”

That explosion in renewable diesel capacity, and an expected increase in sustainable aviation fuel production, is putting pressure on lipid feedstocks, evidenced by the doubling of prices for fats, oils and greases. That, in turn, is stimulating interest in multiple directions, from new soybean crush facilities under construction to new




oil-seed winter cover crops being scaled. The RD and SAF developers have reached out to Comstock as well.

Partnerships are beginning to take form, Black says. “We’re in deep negotiations to license this technology around the world with extremely credit worthy counterparts.” He expects announcements to be “coming down the pike in the relatively near future.”
The level of interest in Comstock’s technology was revealed in a January announcement of a $2 million U.S. Department of Energy grant to build a pre-pilot scale system to demonstrate Comstock’s next-generation technology. Comstock’s new pathway involves the fermentation of cellulosic sugars into lipids, reacting the lipids with Bioleum to produce a homogeneous feedstock, and converting that into drop-in renewable fuels. Yields are expected to exceed 80 gallons per dry ton on a gasoline gallon equivalent.

The news release read: “Comstock has assembled a world-class team of collaborators, including Haldor Topsoe Holding A/S, Marathon Petroleum Company LP, Novozymes A/S, Xylome Corporation, RenFuel K2B AB, Emerging Fuels Technology Inc., the University of Nevada Reno, the University of Minnesota Duluth’s Natural Resources Research Institute, and the State University of New York’s College of Environmental Science and Forestry.”
“We have a lot of great partner opportunities,” Wisness says. “Land owners, processing companies, intermediate buyers. They’re all strategic partners who will gain.”
Author: Susanne Retka Schill Contact: editor@bbiinternational.com


58 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Cellulosic
S YNERXIA ® GEMS T ONE C OLLE CTION

UNL O CK Y OUR PL ANT’ S PO TENTIAL
Yeast blends are often greater than the sum of their parts. Achieve the perfect synergy of fermentation yield, speed and robustness with the SYNERXIA® Gemstone Collection.
Our broad portfolio of yeasts and yeast blends offers greater flexibility to tailor solutions based on shifting process requirements or market conditions.
Powered by XCELIS® AI, our proprietary data analytics and predictive modelling tool, the SYNERXIA® Gemstone Collection helps de-risk decision making with custom yeast blends that take your ethanol production process to the next level.

Find the right yeast or yeast blend to meet your plant performance goals.
Learn more at bioscience.iff.com/synerxia-gemstone
©2023 International Flavors & Fragrances Inc. (IFF). IFF, the IFF Logo, and all trademarks denoted with ™, or ® are owned by IFF or its affiliates unless otherwise noted
X CELIS® Yeasts
A Collaborative Partner of Choice for the Ethanol Industry
Ethanol producers share their experiences with Veolia Water Technologies & Solutions’ team and products.
As a major vendor/supplier to the ethanol industry, it is essential to proactively anticipate customers’ unique business needs. Beyond understanding why clients would do business with you, a true sign of success is their testament to the value-added solutions provided. Industry leaders document this process and repeat: it isn’t selling if you provide solutions.

Bill Steffen, plant manager with Husker Ag, collaborated with Veolia Water Technologies & Solutions at an industry trade show about reducing production lost time due to shutdowns for offline cleaning. With an ongoing partnership, Steffen has been impressed by how the Veolia’s capabilities allow the ethanol plant to maintain steady production rates between shutdowns, optimizing its product and approach for the plant’s unique needs while collaborating with him and his team throughout the process.
Additionally, Pennsylvania Grain Processing (PGP) trusted Veolia to find the right solution for its plant, through collaboration with its staff. Over the past year of utilizing Veolia’s products, John

Bamford, plant manager, and Josh Barrett, production manager, have seen their plant operate on a new level.
“It wasn’t all about the product,” Bamford says. “The agenda was to remove the barrier, so it kind of went away from, ‘Okay, let’s just push this product or we’ll try something else,’ to, ‘let’s work together to remove that barrier to get where you need to be.’”
Veolia offers value-added treatment products and services to address ethanol, biodiesel and renewable diesel producers’ most challenging reliability and sustainability issues, from preventing column and exchanger fouling, to ensuring quality of utility water and wastewater. The company is the partner of choice for plant operators and leverages 100 collective years of expertise, including global experience in the ethanol industry identifying solutions for toughto-treat streams via innovative technologies.
Visit www.watertechnologies.com/IVAP to learn more about Veolia’s solutions and how the company can support your plant.



60 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Spotlight BY KATIE SCHROEDER
Learn more about the results of
case study:
Learn more about reduced Evap CIP cleaning frequency and e ciency improvements using IVAP analy tics Operational Savings $225,000/yr Project Payback 4 Months Clean-in-place Reduction 62%
this
water technologies.com/IVAP
Spotlight BY KATIE SCHROEDER
Built on Trust: Premium Plant Services

Industrial cleaning and maintenance company, Premium Plant Services has been helping ethanol producers keep their plants running at peak efficiency for 15 years. Dan Rice, director of operations, explains that Premium Plant Services is a trusted “onestop-shop” for ethanol producers going into annual or semiannual shutdowns.

The company’s services include hydroblasting, sand blasting, dry ice blasting and vac services. The company uses automated lancing in vessels to maintain consistent, high-quality cleaning.


“I think where we stand out and how we’re different is that we’re pretty relationship based, we want to build that relationship and build trust with our customers,” says Ian Hughes, general manager of Premium Plant Services’ Midwest division. As part of the sales team, Hughes helps producers solve problems, while Rice gets boots on the ground to implement the solution.
Commitment is key to customer relationships, Rice explains, and Premium’s commitment is evidenced by the long-term relationships the company has with many of its customers. Building a relationship and knowing each plant’s individual needs allows Premium to provide the best service to every producer. “It helps us a lot to be able to know what they want and how they want it done, Rice says. “For them to know us and know how we do things, we can put our heads together to get their shutdowns done more efficiently. The more familiar we are with their needs the more efficient we become year in and year out. With that partnership there is no need to look for another contractor every year.”
With ch oice s fr om spon geblas ting , hyd ro bl as ting , indus tr ia l vacu uming and mor e , P re mium Plan t S
ETHANOLPRODUCER.COM | 61
A Premium Plant Services technician hydroblasts an evaporator with automated lancing equipment, which makes the process dramatically faster and safer.
PHOTO: PREMIUM PLANT SERVICES
er vi ces has t h e r ig h t mix o f maint enance options for your f ac ilit y. • Conf ined space rescue • Dr y ice blasting • Hydroblasting • Hydro reclamation • Indus trial vacuuming • Restoration • Sandblas ting • Slurr y blasting • Spongeblasting • Surface chemical cleaning • Tube bundle and heat exchan ger cleaning . Hibbing , M N • D ubuque , I A • Tra cy, M N St even s P oint , W I ( 888 ) 54 9- 18 69 WE ’V E GO T YOU COV ERED.
Valve Inspection Gets Easier
A European company is turning smartphones into mobile inspection systems for leak detection in valves with an app that provides instant results.
 By Michael Hettegger
By Michael Hettegger
Industrial valves are found in almost all production processes and are responsible for controlling flow, preventing backflow, regulating and relieving pressure and stopping the process flow when closed. In the production of high-quality ethanol using molecular sieve beds, valves are also particularly important. The sieve units are used to remove water from ethanol to ensure the desired purity and concentration. The molecular sieve process is therefore critical to the final product's quality, and the valves used in this process are crucial.
Reliable Valve Performance Critical to Process Efficiency
The performance of molecular sieve units is critically linked to the performance of valves in the process. Different valves direct the gas inlet and outlet streams between columns, allowing for the adsorption, regeneration and cooling phases (see figure 1).
The drying process requires a tight seal between the adsorption and regeneration streams to maintain efficiency and avoid loss of energy. The valves must close reliably despite abrasive dust and temperature changes between the ambient feed and 500 degrees F regeneration gas. Each column has several valves, and the units can
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).

62 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Technology
Leaking valves can have costly implications for ethanol plants. Senseven has developed a smartphone-operated system to make industrial inspection efficient and simple, automatically interpreting sensor signals and providing instant results on site. INAGE: SENSEVEN
run for years between turnaround cycles while switching several times a day—for some plants, even 100 times per day.
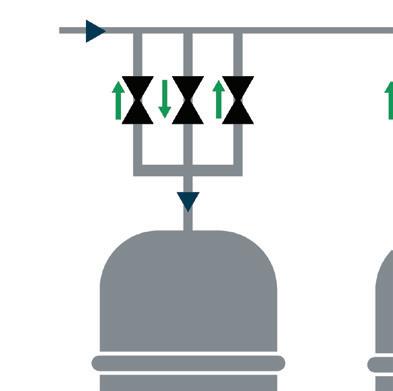
Leaking valves on a molecular sieve system can have multiple implications for a plant. Valves that are leaking or not tight impact the final product quality; reduce the efficiency of the vacuum heat used for the regeneration of sieve beds, slowing the process; create a need for more steam generation to compensate the leaking heat capacity; reduce plant capacity by up to 5 percent; and reduce the lifetime of sieve beds, resulting in earlier replacement costs.
Regular Valve Inspection Crucial, Currently Difficult to Implement

Valve inspection during the actual operating process is a critical component of the maintenance program for any ethanol plant. The harsh operating environment with high temperatures, corrosive chemicals and abrasive particles can lead to valve damage, which can cause leaks, reduced efficiency, and ultimately, product quality issues and unplanned downtime. Scheduled maintenance opportunities are normally only once or twice a year.
Therefore, regular valve inspections during operation can help to identify and address potential problems before they become more significant issues. However, based on current inspection practices, there is further improvement potential:
• Valves in these processes are hardly inspected, rather routinely replaced during scheduled maintenance shutdowns.
• Companies do not have the required know-how to inspect valves on their own.
• Consequently, there is a great risk of reducing the performance of a molecular sieve unit, wasting energy and risking product quality.
Acoustic Emission: Established Methodology for Valve Inspection
A well-established way to test if valves are tight or leaking is the acoustic emission technology. One advantage of this technology is that leak detection is performed without disassembling the valves. It is a so-called non-destructive testing method which is conducted while the process is operational. The method uses sig-
nals in the ultrasonic spectrum that are emitted by a material under stress due to irreversible phenomena such as damage, corrosion, cracks, leaks or malfunction.
Applied to leaking valves, this means that internal valve leakage leads to high-frequency stress waves. They are created by turbulences due to the flow that occurs when a medium is pushed through the leak hole of the valve (see figure 2).
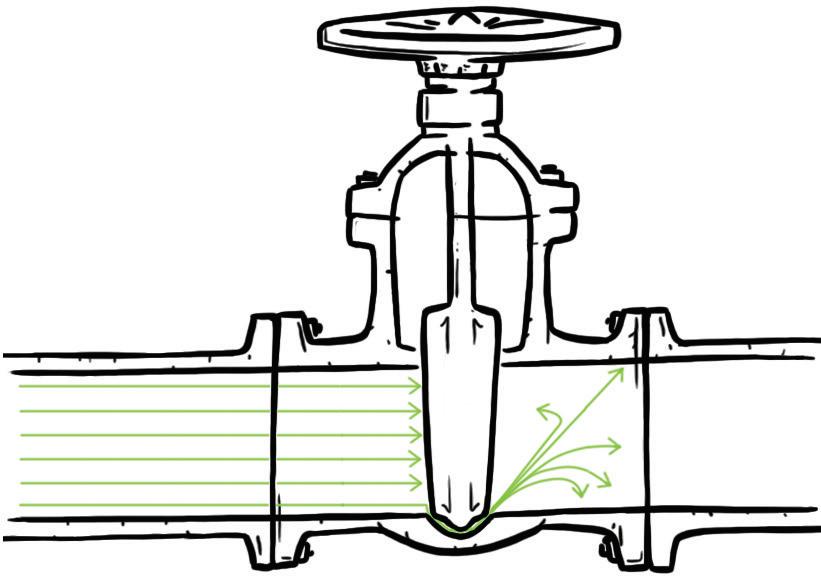
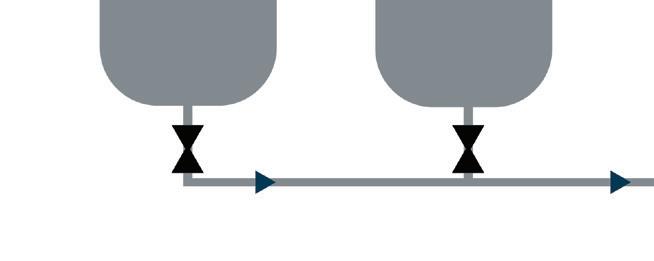
Through regular inspection, signal changes are detected early enough, and internal leakages are found before they can cause major damage to the equipment or harm employees.
Turning Smartphones Into Mobile Inspection Systems
Senseven, based in Vienna, Austria, has recognized the problem that valve inspection today can hardly be performed by companies themselves, as both a simple system and the internal expert know-how are missing. The company is therefore on a mission to empower maintenance personnel to inspect industrial assets on their own. The Senseven team has developed a software-based inspection system—Valve Sense—run on smartphones to make industrial inspection more efficient and easier with the help of digitalization and AI (see figure 3).

A mobile app for leak detection in valves supports the user during the inspection process, automatically interprets sensor signals and provides instant results on site (see figure 4). All measurement data is stored in a cloud platform for further analyses or standardized reporting.
Senseven focuses on simplicity of use. It is the first company in the market to apply today's digital capabilities to an inspection system. Existing solutions use proprietary, complex devices, while the Senseven open solution connects acoustic emission sensors to a smartphone. The user is guided through the inspection process by the software and algorithms, while artificial intelligence helps interpret the data.
Software Applied at Ethanol Plant
Valve Sense has already been successfully applied at a U.S. ethanol plant, supporting the identification of leaking valves to avoid high economic losses.
ETHANOLPRODUCER.COM | 63
FIGURE 1: Valves in illustrative molecular sieve process. FIGURE 2: Turbulent flows caused by leaking valves create frequency stress waves.
FIGURE 3: Valve Sense: smart and digital inspection system.
Facts about the plant:
• Plant capacity: 100 million gallons per year
• 16 sieve valves inspected
• 3 through-valve leaks identified
A Look at the Results:
• The leaking valves had a negative impact on dryer efficiency, causing energy (steam) loss.
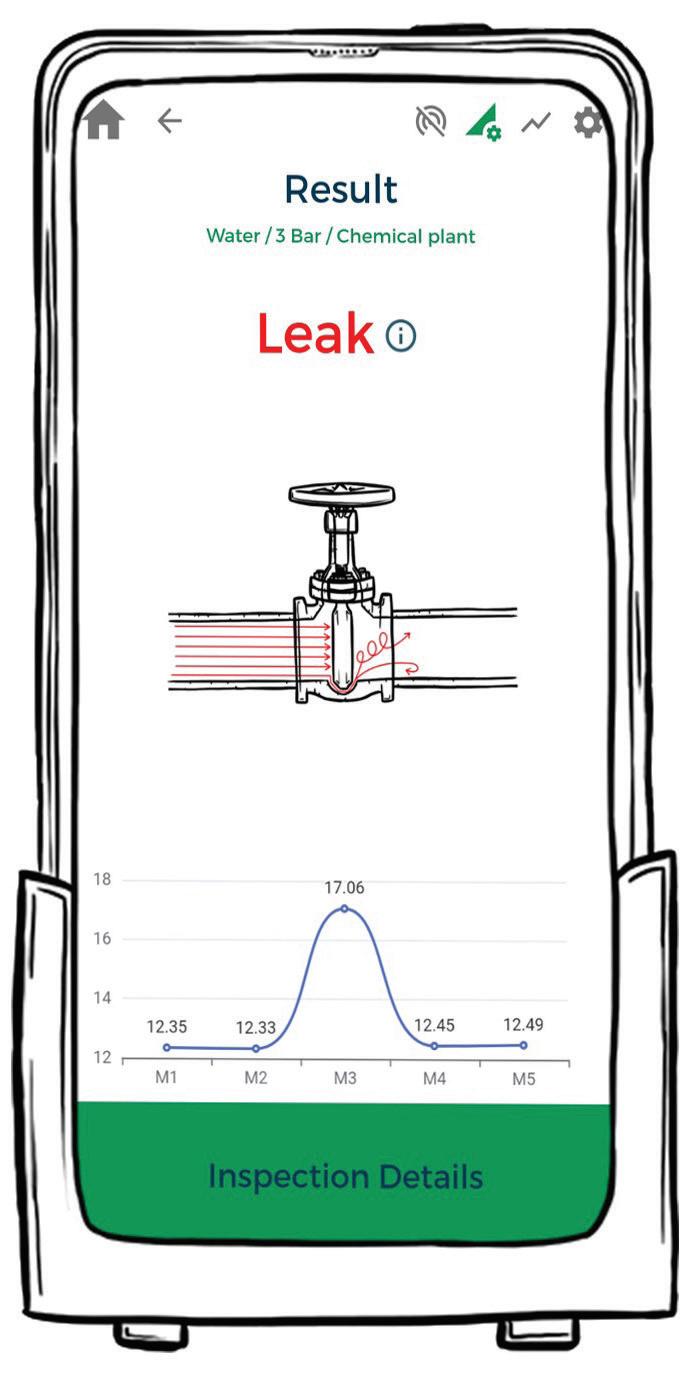
• They were negatively impacting the performance of the molecular sieve unit, risking product quality.
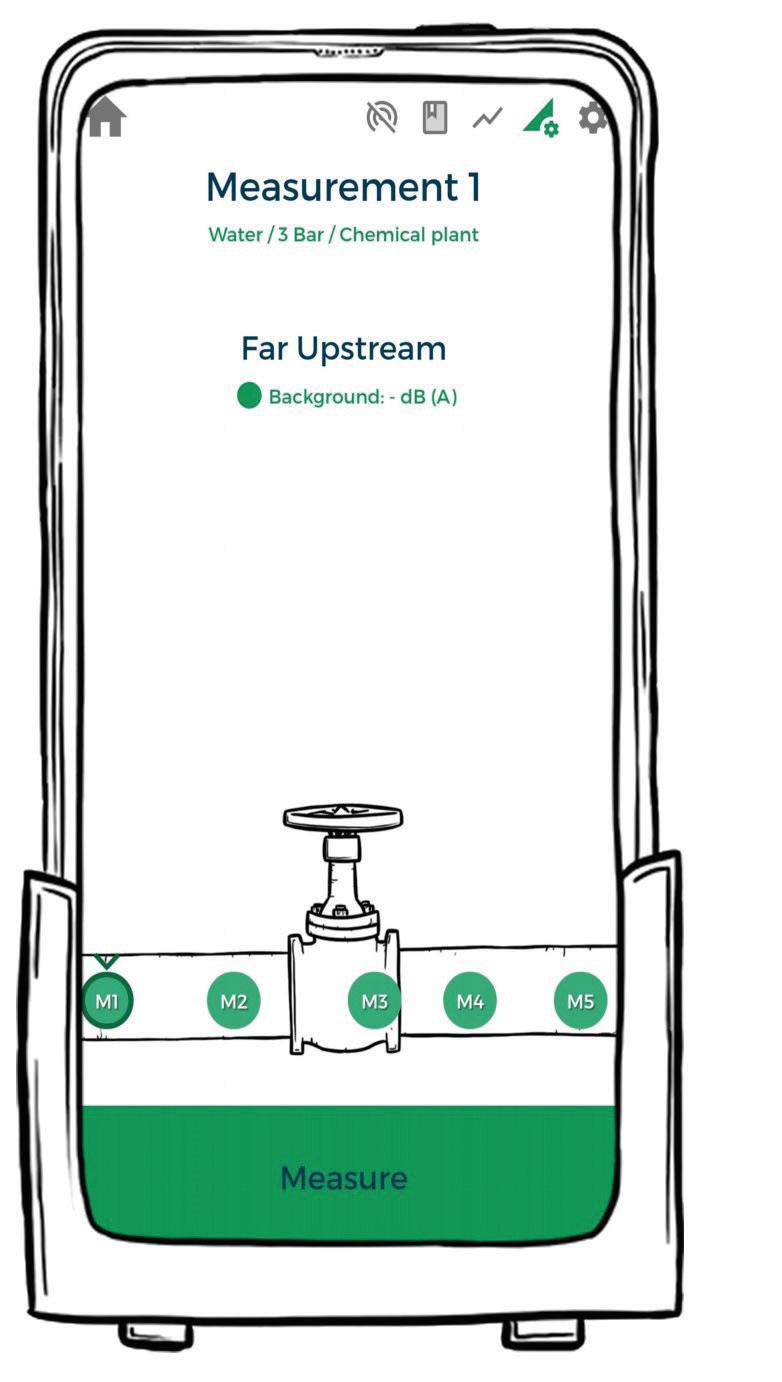

• The leaking valves might have caused difficulties with increasingly strict fugitive emission requirements.
• The leaks could have caused a capacity reduction by up to 5 percent.

• Without taking action, the economic impact of product loss could have amounted to as much as $3.5 million per year.
“Valve Sense provides a great opportunity for companies with little know-how in valve inspection,” says Shawn Anderson, chief engineer at API Solutions, which conducted the measurements with Valve Sense. “It is easy to use, inspections can be performed anytime, and companies can rely on the performance of their valves without having to wait for the next maintenance cycle.”

Visit: http://www.senseven.ai for more information.
Author: Michael Hettegger CEO and Co-Founder, Senseven office@senseven.ai Gordon Schneider, ATGNDT info@atgndt.com


64 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Technology
FIGURE 4: Leak detection app with inspection process and immediate results.

| 87 7. 45 6. 858 8
CHP and Carbon Capture: Keys to Unlocking Part of the Net-Zero Fuels Equation
 By Will Stark
By Will Stark
When it comes to ethanol plant construction, Fagen Inc. is the name that comes to mind with ethanol industry veterans. Having built more than 50 percent of all ethanol capacity in the U.S., one can understand why Fagen’s name is entrenched within the ethanol plant construction business. At the peak of the construction boom 15 years ago, Fagen commissioned a new ethanol plant nearly every week. Those days are gone, but a new focus towards carbon
capture and CHP now has the attention of many ethanol producers.
The industry is changing. The new focus is on all areas of second-generation biofuels construction, and Fagen Inc. is currently building carbon capture systems (CCS) and combined heat and power (CHP) projects for new and past clients. With the Inflation Reduction Act tax incentives and net-zero carbon fuels legislation, we are gearing up for the next boom in ethanol plant construction. We have aligned ourselves with industry expert I.C. Thomasson
(ICT) for CHP projects. The future is bright for the ethanol industry and we are poised to meet the demands of being the leader in all areas of the next-generation ethanol plant construction business. When I entered this industry 25 years ago as an intern for an industrial contractor building first-generation ethanol plants, we were trying to overcome the growing pains of a booming industry. It is amazing to see where we are today, with another wave of construction activity—much of it centered around CCS and CHP—sweeping through the industry.
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
66 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Before a combined heat and power installation like the one pictured here commences, Fagen Inc. and its CHP project partner, I.C. Thomasson (ICT), provide a detailed computational analysis of an ethanol plant to determine the proper size and capacity of a potential CHP system. They also predict the energy and operational cost of CHP versus the facility's current operations.
PHOTO: FAGEN INC.
Modeling of CHP Plants: Is It Right for Your Facility?
Fagen’s reputation for building highly successful projects that are profitable, resilient and sustainable has been key to its success. Thus, partnering with ICT has been crucial to the implementation or, in some cases, non-implementation of CHP. Not all ethanol plants should put in CHP; it must make sense for their financial model. Fagen Inc. partners with ICT to provide the plants with a detailed computational analysis to determine the proper size and capacity of the CHP system and predict the energy and operational cost of CHP versus current operations. If the savings from implementing CHP are favorable, Fagen Inc. and ICT collaborate to develop an engineer, procure, construct (EPC) estimate to identify the total capital cost of implementing CHP. ICT incorporates this capital estimate into a fi nancial model to provide the client with the financial metrics resulting from the invest ment in CHP. If these metrics meet the cli ent’s thresholds for capital investment, the Fagen/ICT team is set to move forward to the implementation phase of the project.
Sizing Your CHP System



The proper sizing of the equipment and systems is critical to the success of the proj ect. It is desirable to maintain on-site elec trical generation below the site demand and prevent exporting power due to the low rates utilities are willing to pay for excess power— and exporting the power is not always al lowed. Furthermore, if the electric generat ing assets are oversized and operated at less than full load, there is a loss in efficiency that results in a higher cost per kilowatt-hour (kwh) than operating under full load. The sizing of the electrical generating capacity must be carefully analyzed to optimize the financial incentives of installing a CHP sys tem. Similarly, the thermal energy generated from waste heat from the prime mover must be less than the minimum thermal demand for the site. Otherwise, the excess thermal energy from waste heat must be exhausted to the environment. When evaluating these systems, it is important to understand the
client’s current energy demands, as well as future energy demands based on planned growth. In today’s market, many clients are considering the addition of CCS systems, which can add substantial electrical demand. Fully identifying the current loads and potential growth at the site helps the client make informed decisions. CHP is not the answer for all sites. There are a variety of factors that affect the economic and technical feasibility of CHP for a particular site, and these can only be vetted through detailed analysis by competent firms with significant experience.
To date, Fagen Inc. and ICT have completed two CHP projects together. The team completed their first CHP facility in Nebraska in 2020 and are nearing completion of the second in North Dakota. For both projects, Fagen Inc. and Fagen Engi-

deliver successful operating facilities within budget and schedule. Fagen’s history in the market and extensive knowledge of ethanol production, coupled with ICT’s long history of implementing CHP at industrial facilities, have made this team a perfect pairing.


Currently Fagen and ICT are assisting multiple clients that are considering the implementation of CHP. With the tax and production incentives of the IRA, many facilities are considering the addition of CHP to lower their overall energy costs and their CI score, both of which will result in major benefits for the plants.
Similarly, a lowering in CI score can increase the production credits as well. The Fagen/ICT team is in construction of their first CCS, and in the design phase of their second. There are many more plants they are working with to utilize the proven de-
When what’s inside gets out.
Ramsdell’s got you covered. Our secondary containment systems have been protecting valuable tank contents—and the environment—since 1988. From storage tanks to railcars, when what’s inside gets out, you have one chance to capture it.

ETHANOLPRODUCER.COM | 67 Construction
877-658-5571 • JCRAMSDELL.COM
The team partners with technology companies to provide the process design and equipment for the CCS system, which is a complete turn-key approach.


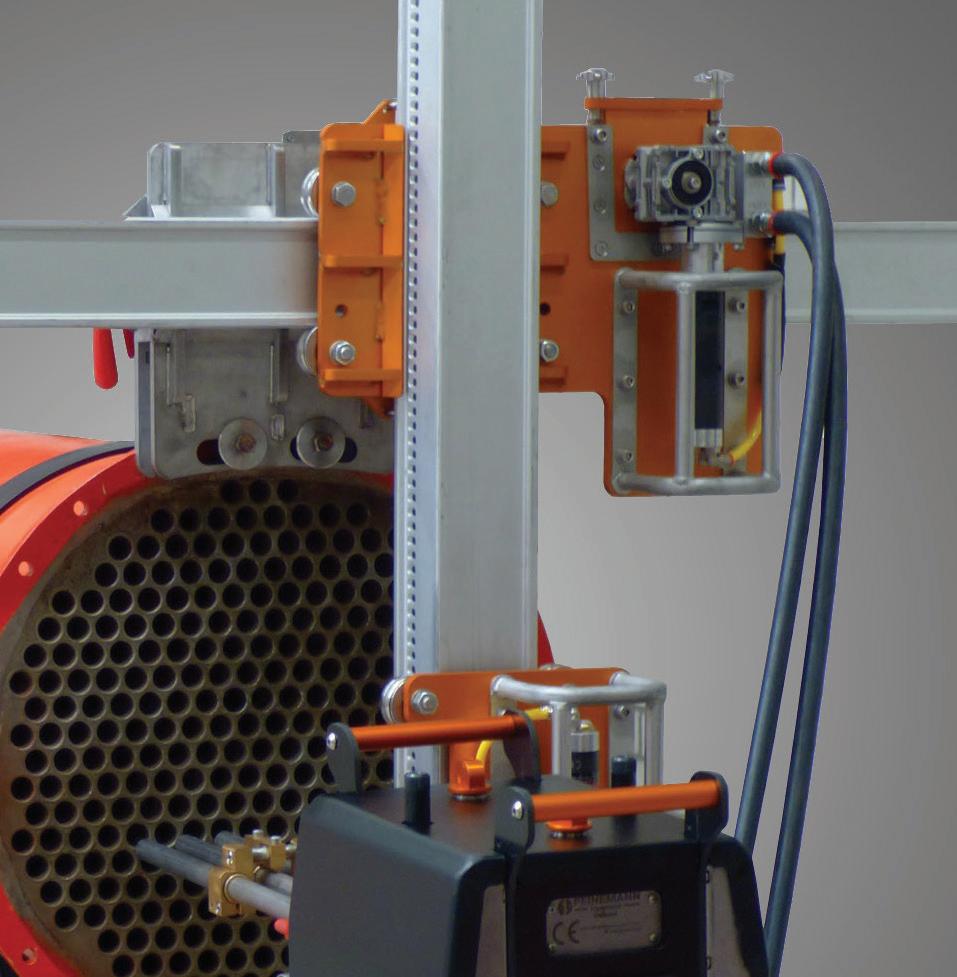



“We are very excited about the future of second-generation biofuels and the goal of getting to a net-zero carbon fuel. We have partnered with industry leading engineering firms Fagen Engineering LLC and ICT, and proven technology partners, so we can offer the same great turnkey solution we have provided for so many years in the ethanol business,” said Chris Howard, President and CEO of Fagen Inc. “With our clients, employees and industry partnerships, our experienced team is providing unmatched results in terms of schedule and performance of our facilities.”
68 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
of Business Development Fagen Inc. WStark@fageninc.com 320-564-5284
Author: Will Stark Vice President
Construction
Working with technology partners, the Fagen Inc./ICT team offers turn-key carbon capture systems for ethanol plants. The team is building its first CCS now, and in the design phase of a second project.
PHOTO: FAGEN, INC.
There ’s no more ve rsatil e solution for toug h cleaning jobs than a Peineman n TL X flex lance feeder with an ultra- reli able NLB pump Only the TLX can be easily converted for 1, 2 or 3 lances (even 4 or 5) with optional kits, to clean evaporators, heat exchangers and more. Lightweight carbon fiber construction and gear driven speed control provide dependability and versatility, while remote operation enhances safety. Th e TL X is available in North America from NLB, th e leade r in high -p ressure wate r jet solutions. © Co py ight 20 23 NL B orp. Corp Co PSaleB PS un d_ 23 00 1_ v2 MAXIMIZE YOUR WITH NLB (8 00)4 41 -5059 ○ NLBCOR P.CO M SE E IT LIVE AT
Decarbonizing Process Heat: The Key to Capturing Once-In-A-Generation Incentives
New decarbonization incentives present an opportunity not seen in a generation.
By Jordan Kearns
The Renewable Fuel Standard led to massive investment across the ethanol industry. Producers seized on the opportunity, built new plants, and saw profits that enabled unprecedented payback periods. Those who acted quickly were able to use the incentive to pay off their assets, putting them in a strong financial position for growth.
Today, the industry has an opportunity at a scale not seen since the RFS passed a generation ago; low-carbon fuel incentives representing hundreds of millions of dollars are on the table through the Clean Fuel Production Tax Credit, commonly known as 45Z.
There’s been significant progress in the industry on carbon capture, driven by 45Q. But there’s now another opportunity that’s just as big: decarbonizing process heat to take advantage of the new 45Z credit. Abundant wind energy throughout the Corn Belt gives producers a low-cost source of clean energy, but its intermittency makes it difficult to put to use. New solutions like thermal energy storage harness this variable resource to fit the round-the-clock heat needs of ethanol producers, unlocking this once-in-a-generation tax credit.
How 45Z Works: Incentives Favor Early Movers
45Z gives producers a tax credit for every gallon of fuel produced, which increases as the carbon intensity (CI) of the fuel decreases. Under the 45Z program, producers begin qualifying for credits at CI scores below 50 kgCO2e/MMBtu—using an accounting mechanism that is more favorable to ethanol producers than California’s LCFS standards.
For every point of CI reduction below this threshold, tax credits increase by $0.02 per gallon,
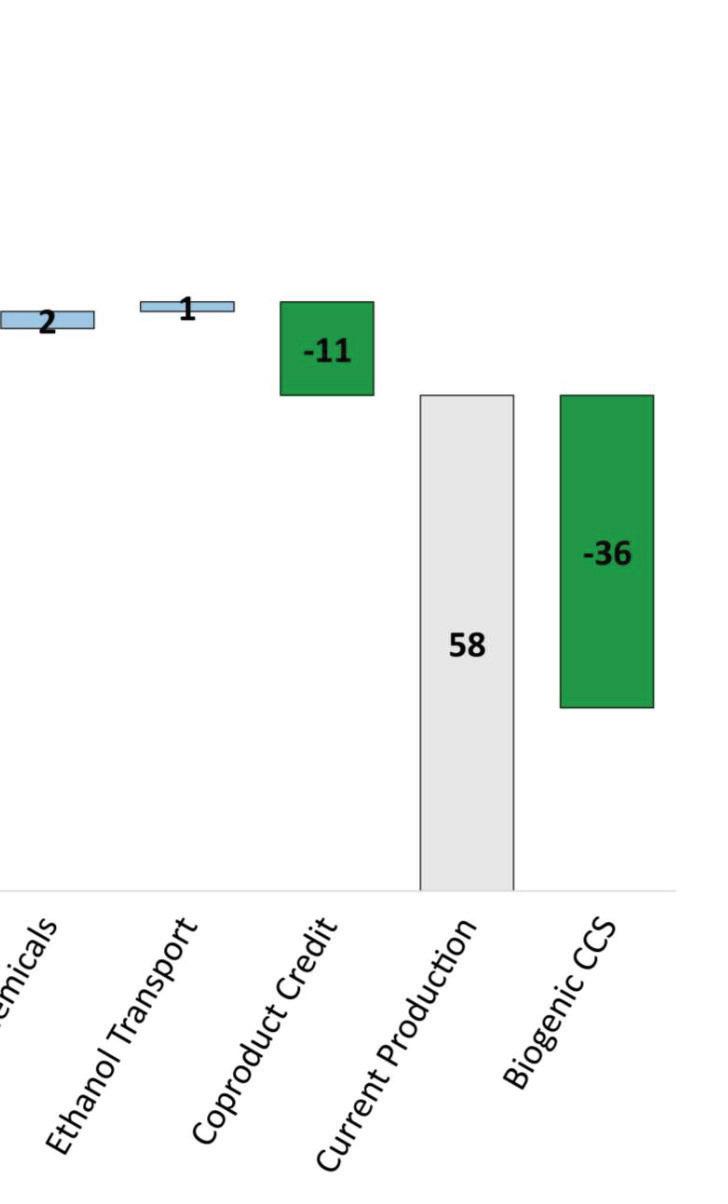
such that zero-carbon fuel would qualify for a credit of $1 per gallon. This incentive represents the equivalent of about $250 per ton of carbon abated—three times the incentive for carbon sequestration in Section 45Q.
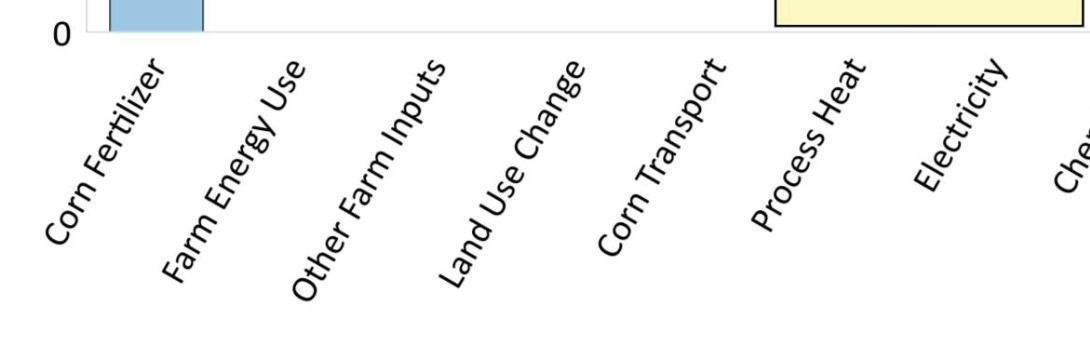
This is a massive opportunity for ethanol plants: 25 points of carbon intensity reduction for a 100 MMgy plant would result in $50 million of annual, transferable tax credits from 45Z. But while the opportunity is large, the window is limited: the program is currently only authorized for fuel pro-
duced in 2025, 2026 and 2027. An extension is always possible, but as this industry knows, it is never certain.
Just like with the RFS, early movers that invest in decarbonization will reap the benefits, quickly paying off their capital investment within the three years 45Z is currently authorized. And even after the provision sunsets, plants that seized this decarbonization opportunity will continue to benefit from lower energy costs and a differentiated, low-carbon product.
Two Main Paths to Reduce CI of Ethanol Plants
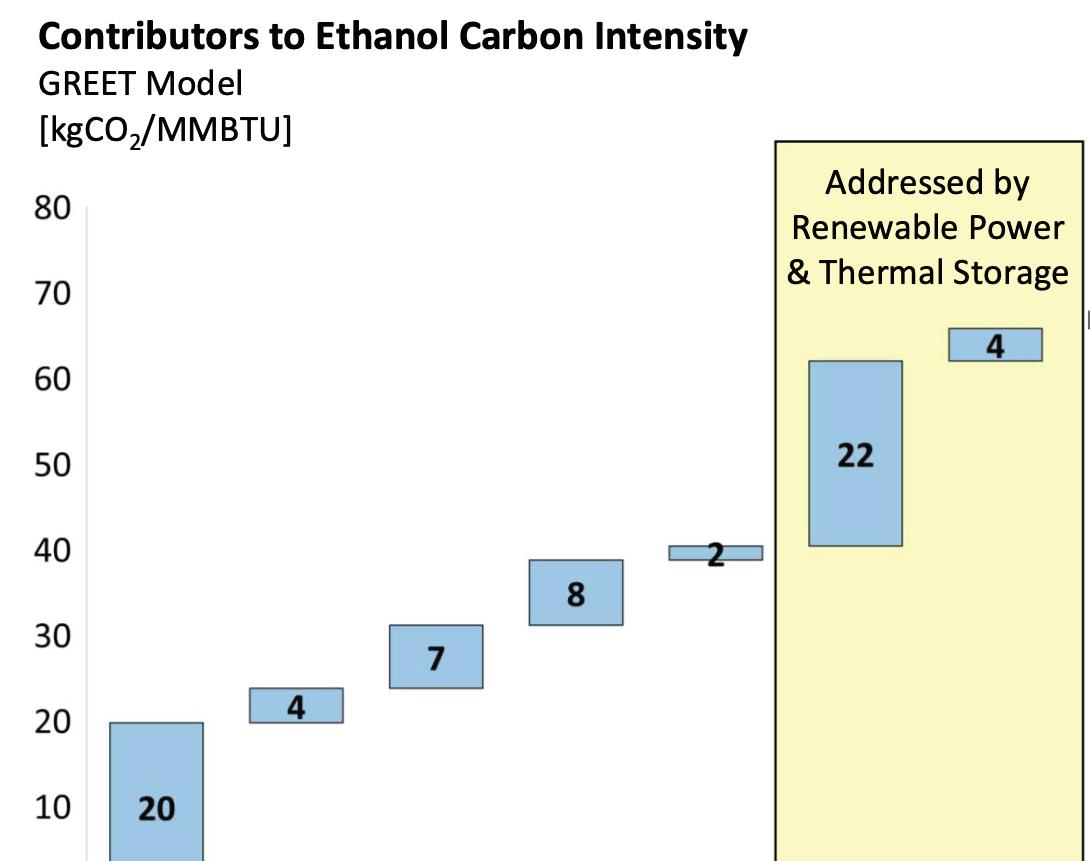
Producers have dozens of levers to reduce the carbon intensity of their product, from partnering with farmers on sustainable
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).

70 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Energy
Jordan Kearns Vice President, Project Development Antora Energy
growing practices to tapping into efficient supply chains that minimize transportation emissions. But when it comes to moving the needle in a major way, there are only two potential targets: capturing the biogenic carbon from fermentation, and decarbonizing process energy. Carbon capture has the potential to lower the carbon intensity of ethanol plants by 30 points (after accounting for the increased power load), and producers are already seizing upon this reduction potential.

Process energy is an opportunity that’s just as big, but the industry’s current focus on energy efficiency retrofits can only move the needle a little. While energy efficiency is an important tool, its impact is inherently limited—a plant can only be so efficient. Fully decarbonizing process heat has the potential to tackle the entire problem at once, lowering carbon intensity by 20 to 25 points. Decarbonizing power offers another 4 to 5 points of reduction (and even more for plants installing CO2 compressors).
To fully realize the benefit of 45Z, producers will have to change their primary fuel source—eliminating fossil fuel combustion altogether. Fortunately, the ethanol industry has the lowest-cost source of zero-carbon energy on its doorstep: our nation’s growing fleet of wind farms.
The Ethanol Industry's Wind Power Opportunity











Wind power could not be better located for ethanol producers. Two-thirds of ethanol production capacity is located within 25 miles of a wind farm, and almost 90% is within 50 miles.
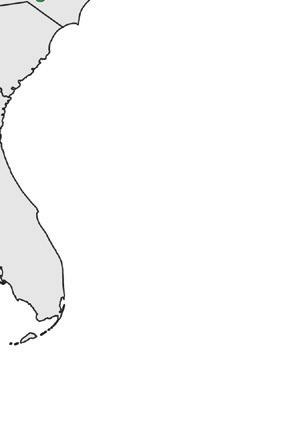

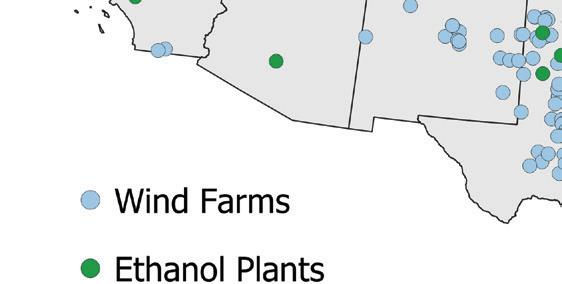
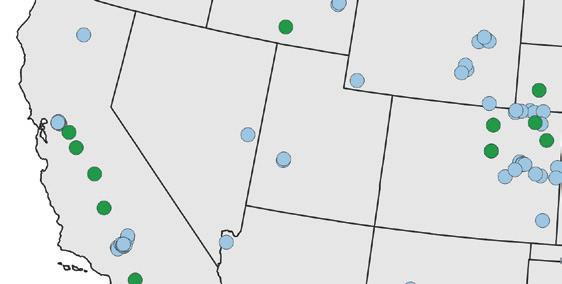
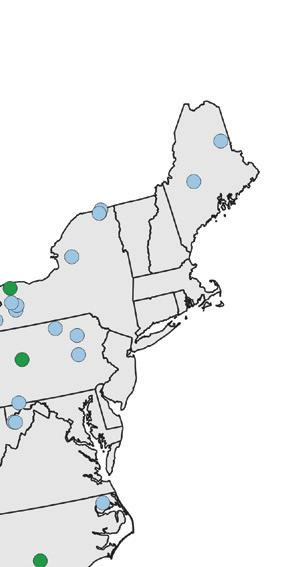
Wind power is not only affordable, but a potentially lower-cost source of energy than incumbent fuels including natural gas. The law of supply conspires to keep the price of wind power low. Weather formations extend over hundreds of miles, meaning if a wind farm is having a windy, high-production day in Iowa, so too are all the wind farms between Iowa and Kansas. This simultaneous surge of supply sends power prices crashing precisely when the wind is most productive. In the windiest parts of the country, onethird of the energy produced by wind farms can have a market value of zero. Even nega-
tively priced power has become increasingly common.



While this low-cost power is a major problem for wind producers, it opens a major
opportunity for energy users. But to harness it, we need to bridge this intermittent resource with continuous ethanol production.
Consistent. Re sponsi ve . Inno v ati ve .
ETHAN OL D EHYD RATI O N • M O LECULAR SIEVE
Thermal Energy Storage: Best Path to Decarbonizing Process Energy
Thermal energy storage takes variable clean electricity and converts it into dispatchable process heat. The operation of a “thermal battery” is simple: a safe and stable material is electrically heated in an insulated container, storing that intermittently available, low-value
electricity as high-grade heat for hours or even days (our company, Antora Energy, uses carbon blocks, which are cost-effective, domestically produced, and capable of reaching temperatures over 4,000 degrees F—hotter than a natural gas burner). Energy is then extracted from this heat reservoir as steam or hot air when needed, integrating into existing processes as a drop-in replacement or supplement to natural gas boilers or other heating equipment.

Thermal energy storage is a simple, “low-tech” solution that combines decadesold technologies found commonly in other industrial processes to capture the dual opportunities of cheap renewable energy and industrial decarbonization. Companies such as Antora have reconfigured these systems to integrate into existing industrial processes, enabling producers to decarbonize using proven technologies.
A Chance to Set Ethanol Plants Up for the Future


With a limited window to capture the huge upside of 45Z, ethanol producers must move quickly to decarbonize. The potential upside is huge: thermal energy storage projects can achieve full payback within two years. Innovative producers that take advantage of the credit will pay off the capital invested to decarbonize within the 45Z credit period, and then continue to benefit from lower operating costs and lower emissions for the 30plus year lifespan of these projects. Producers that take a wait-and-see approach, on the other hand, will have to compete with these early adopters that have already paid off their capital and are enjoying the benefits of lower operating costs and the higher margins of a lower-carbon product.
The technologies that will enable producers to reduce the carbon intensity of ethanol production, from carbon capture to process heat, are already here. They’re proven on the ground and easy to integrate into existing facilities. The clock is ticking to deploy them in time to capture every dollar of this once-in-a-generation credit.
 Author: Jordan Kearns Vice President of Project Development Antora Energy jordan.kearns@antora.energy
Author: Jordan Kearns Vice President of Project Development Antora Energy jordan.kearns@antora.energy




72 | ETHANOL PRODUCER MAGAZINE | JUNE 2023
Energy








35 Billion Gallons of Low Carbon SAF Required within the U.S. by 2050





The SAFFiRE Edge
• Ultralow CI Score
• Additional Revenue Source
• Reduce Operating Costs




• Produce High-Demand Aviation Fuel



































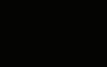





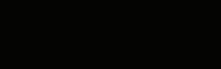



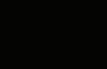

























































ETHANOLPRODUCER.COM | 75 Post unlimited 30-day online listings for 1 year jobs.ethanolproducer.com POST UNLIMITED JOBS Get Your Message Out Now Quickly Reach 40,000+ Industry Contacts Easily Track Your Performance Digital Press Package By Ethanol Producer Magazine Interested? Contact us at 866-746-8385 FUEL ETHANOL EPM Marketplace 800-279-4757 | 701-793-2360 Over50YearsofExperience Callusforafree,no-obligation consultationtoday. www.natwickappraisal.com natwick@integra.net The Specialist in Biofuels Plant Appraisals • Valuation for nancing • Establishing an asking price • Partial interest valuation Master Pa cking & Rubber Comp an y 800-397-3429 INNOVATORS IN SEAL TECHNOLOGY Quality products, engineered and manufactured with only the highest-quality materials, from the fluid sealing specialists you've come to trust. Veteran-owned and trusted since 1982
Don’t get STRESSED about your YEAST stress































































































































































































Hops



BetaTec.com
FEW Booth #1421
